Nadpritisak gost. Tehničke informacije
Pročitajte također
Industrijski cjevovodni pribor - naziv niza uređaja namijenjenih za ugradnju na jedinice, posude ili cjevovode. Glavni operativni zadatak cevovodnih ventila je kontrola (distribucija, gašenje, pražnjenje, regulacija, itd.) protoka gasovitih, praškastih, tečnih, gasno-tečnih radnih medija povećanjem ili smanjenjem površine protoka.
Tradicionalno dodijeliti dva glavna radna parametra cjevovodna armatura: nazivna veličina (nominalni prolaz) i nazivni (nazivni) pritisak.
Nazivni prolaz (DN ili Du) - parametar kojim se karakterišu spojni elementi cevovoda: nazivni prolaz (nazivna veličina armature) izražava se u milimetrima i približno je jednaka unutrašnja oblast prečnika pričvršćenog elementa.
| Uslovni prolaz prema GOST 28338-89 | |||
|---|---|---|---|
| 2,5;3 | 40 | 300 | 1600 |
| 4 | 50 | 350 | 1800 |
| 5 | 63* | 400 | 2000 |
| 6 | 65 | 450 | 2200 |
| 8 | 80 | 500 | 2400 |
| 10 | 100 | 600 | 2600** |
| 12 | 125 | 700 | 2800 |
| 15 | 150 | 800 | 3000 |
| 16* | 160* | 900 | 3200** |
| 20 | 175** | 1000 | 3400 |
| 25 | 200 | 1200 | 3600** |
| 32 | 250 | 1400 | 3800**; 4000 |
* Dozvoljena je upotreba za hidraulične i pneumatske uređaje.
** Nije dozvoljeno za okove opće namjene.
Nominalni (uslovni) pritisak (PN ili Ru) - maksimum nadpritisak u sistemu na temperaturi radnog okruženja od 20°C, što omogućava radni vijek trajanja pojedinačni elementi spojne armature i cjevovod. Oznake i značenja uslovni pritisak mora odgovarati ocjenama navedenim u GOST 26349-84.
| Oznaka nazivnog (uslovnog) pritiska | Vrijednost nominalnog (uslovnog) pritiska, MPa (kgf / cm³) | ||||
|---|---|---|---|---|---|
| PN 0.1 | 0,01 (0,1) | PN 63 | 6,3 (63,0) | ||
| PN 0,16 | 0,016 (0,16) | PN 80 | 8,0 (80,0) | ||
| PN 0,25 | 0,025 (0,25) | PN 100 | 10,0 (100,0) | ||
| PN 0.4 | 0,040 (0,40) | PN 125 | 12,5 (125,0) | ||
| PN 0,63 | 0,063 (0,63) | PN 160 | 16,0 (160,0) | ||
| PN 1 | 0,1 (1,0) | PN 200 | 20,0 (200,0) | ||
| PN 1.6 | 0,16 (1,6) | PN 250 | 25,0 (250,0) | ||
| PN 2.5 | 0,25 (2,5) | PN 320 | 32,0 (320,0) | ||
| PN 4 | 0,4 (4,0) | PN 400 | 40,0 (400,0) | ||
| PN 6.3 | 0,63 (6,3) | PN 500 | 50,0 (500,0) | ||
| PN 10 | 1,0 (10,0) | PN 630 | 63,0 (630,0) | ||
| PN 16 | 1,6 (16,0) | PN 800 | 80,0 (800,0) | ||
| PN 25 | 2,5 (25,0) | PN 1000 | 100,0 (1000,0) | ||
| PN 40 | 4,0 (40,0) |
Izbor nominalnih pritisaka manji od 0,01 MPa vrši se iz serije R5, više od 100 MPa - iz serije R20 (prema GOST 8032-84).
Prilikom označavanja cevovodne armature, čiji je dizajn razvijen prije 01.01.1992., dozvoljeno je koristiti oznaku nazivnog tlaka Ru. Oznaka nazivnog tlaka PN6 može se koristiti umjesto oznake PN 6.3.
Radni pritisak Pr - maksimalni nadpritisak na radnim temperaturama koje obezbeđuju zadati način rada cevovodnih ventila.
Probni pritisak Ppr - višak pritiska pri kojem je moguće izvršiti hidraulička ispitivanja cevovodne armature i spojnih elemenata na nepropusnost i čvrstoću. Vrijednosti ispitnog tlaka određuju se prema GOST 356-80. Ako je vrijednost radnog tlaka ispod 20 MPa, tada će ispitni tlak biti približno 1,5 puta veći od Pp.
Klasifikacija industrijskih cevovodnih armatura vrši se uzimajući u obzir nekoliko tehničkih, funkcionalnih i operativnih karakteristika.
Područje primjene
U zavisnosti od oblasti i opsega primene postoje sledeće vrste industrijske cevovodne armature: pribor za cjevovod armature opće namjene za posebnim uslovima radovi, specijalna oprema, transportna i brodska oprema, sanitarna oprema.
- Cijevi opće namjene proizvodi se serijski i namijenjen je za rad u svim sferama i granama industrije.
- Cijevni spojevi za posebne uslove rada dizajniran za rad u elektroenergetskim sistemima sa visokim tehnološke karakteristike. Osim toga, industrijske armature ovog tipa Koristi se za ugradnju cjevovoda kroz koje se transportuju visoko toksični i agresivni radni mediji.
- Razvoj i proizvodnja specijalne armature sprovodi se, po pravilu, po posebnim nalozima pojedinih resora ili državnih preduzeća. Opseg specijalne armature - brod elektrane, objekti Ministarstva odbrane, nuklearne elektrane itd.
- Transportna i brodska oprema proizvodi se za rad u transportnoj industriji, a posebno se koristi u brodogradnji. Za okove ove klase, povećano tehnički zahtjevi: u proizvodnji transportne armature, dimenzije, težina proizvoda, mogućnost rada okova u raznim klimatskim zonama i druge karakteristike.
- Vodovodne armature koristi se za kompletiranje i organizaciju funkcionalnosti razne vrste oprema za domaćinstvo. Ojačanje ove vrste, u pravilu, ima mali promjer i ne uzrokuje nikakve poteškoće u radu. Proizvodnja i puštanje sanitarne armature vrši se na proizvodnim linijama. U proizvodnji sanitarne armature Posebna pažnja tradicionalno dat karakteristikama potrošača i, posebno, dizajnu proizvoda.
Funkcionalna namjena
U zavisnosti od funkcionalna namjena razlikuju se sledeće vrste industrijskih cevovodnih armatura: zaporne, regulacione, distributivno-mešajuće, sigurnosne, zaštitne i fazno-razdvojne.
- Funkcionalna namjena zaporni ventili- potpuno otvaranje ili blokiranje toka u cjevovodu. Rad zapornih ventila određen je tehnološkim zahtjevima.
- Pipeline kontrolni ventil koristi se za kontrolu parametara radnog medija promjenom protoka. Kontrolni ventil je razni modeli regulatori pritiska, regulatori nivoa tečnosti, prigušivači, kontrolni ventili, itd.
- Glavna svrha razdjelne i miješajuće armature(ventili, slavine) – miješanje tokova radnog medija, preusmjeravanje tokova u željenom smjeru.
- Sigurnosna oprema koristi se za automatsku zaštitu cjevovoda i opreme od nadpritiska. Prilikom rada sa sigurnosnim elementima, upozorenje hitne slučajeve vrši se izbacivanjem viška radnog medija iz sistema. Najčešći tipovi sigurnosnih armatura su impulsni sigurnosni uređaji, sigurnosni ventili, bajpas ventili, uređaji za pucanje dijafragme.
- Funkcionalna namjena zaštitne armature(isključivanje i nepovratni ventili) – automatska zaštita cjevovoda i opreme od kvarova u tehnološki proces zbog promjena parametara radnog medija, promjena smjera strujanja. U toku rada zaštitne armature sprečavaju se vanredne situacije bez ispuštanja viška radnog medija iz sistema.
- Fitingi za odvajanje fazaće se koristiti ako je potrebno organizovati automatsko odvajanje radnih okruženja, uzimajući u obzir njihovo trenutna drzava i faze. Najčešći tipovi armatura za razdvajanje faza su separatori gasa, separatori pare, separatori vazduha i separatori ulja.
Vrste konstrukcije
U zavisnosti od karakteristike dizajna dodijeliti sledeće vrste industrijska cevovodna armatura: zasuni, ventili (kapije), slavine, kapije.
- zasun – konstruktivni tip cjevovodna armatura, čije je kretanje radnog tijela okomito na smjer protoka radnog medija. U pravilu se kao zaporni ventili na cjevovodu najčešće koriste zasuni.
- ventil (ventil)- konstruktivni tip industrijskih ventila, čije se kretanje regulacionog ili zapornog tijela vrši paralelno s osi protoka radnog medija. Postoji niz ove vrste armatura - membranskih ventila. U dizajnu membranskog ventila, membrana djeluje kao zaporni element, koji je pričvršćen između tijela i poklopca duž vanjskog perimetra i obavlja funkciju brtvljenja zapornog tijela, dijelova tijela i pokretnih elemenata od spoljašnje okruženje.
- Dodirnite- konstruktivni tip industrijskih armatura za cjevovode, čije regulaciono ili zaporno tijelo ima oblik okretnog tijela (ili njegovog dijela), rotira oko svoje ose i nalazi se proizvoljno u odnosu na smjer protoka.
- Kapija- konstruktivni tip cevovodne armature, čije regulaciono ili zaporno telo ima oblik diska i rotira se oko druge ose.
Uslovni pritisak radnog medija
- Vakumske armature (pritisak radnog medija ispod 0,1 MPa aps.)
- Nizak pritisak (0-1,5 MPa)
- Ventili srednjeg pritiska (1,5-10 MPa)
- Visok pritisak (10-80 MPa)
- Cijevni spojevi ultravisokog pritiska (80 i više MPa)
Način spajanja na cjevovod
Ovisno o načinu pričvršćivanja na cjevovod, razlikuju se sljedeće vrste industrijskih armatura: spojnice, spojnice, spojnice za zavarivanje, spojnice, igle, prirubnice, spojnice.
- Pristup spojne industrijske armature do cjevovoda se izvodi pomoću spojnica koje imaju unutrašnji navoj.
- Pristup fitinzi za bradavice do cjevovoda se izvodi pomoću bradavice.
- Pristup cevovodne armature namenjene za zavarivanje izvedeno zavarivanjem. Ova metoda spajanje fitinga na cjevovod ima i prednosti i očigledne nedostatke. Konkretno, kvalitetno zavarivanje fitinga garantuje apsolutnu nepropusnost spoja, ne zahteva održavanje (zatezanje prirubničkih spojeva), ali može izazvati određene probleme tokom radovi na popravci, radovi na zamjeni armaturnih elemenata.
- Pričvršćivanje spona do cjevovoda se izrađuje pomoću matica i klinova.
- .Veza prirubnički spojevi do cjevovoda se izvodi pomoću prirubnica. Ova metoda pričvršćivanje ima i prednosti (mogućnost višestruke ugradnje i demontaže okova, visoka čvrstoća, mogućnost rada pod širokim rasponom radnih pritisaka i prolaza) i nedostatke (mogućnost slabljenja spoja, gubitak nepropusnosti spoja, velika težina i dimenzije).
- Montaža pin fittings do cjevovoda je napravljen na spoljni navoj sa kragnom za brtvljenje.
- Prigušnice pričvršćeni za cjevovod sa spojnicama.
Metoda zaptivanja
Ovisno o načinu brtvljenja, razlikuju se sljedeće vrste industrijskih cevovodnih armatura: membrana, meh, kutija za punjenje.
- Uz pomoć membranski spojevi vrši se zaptivanje elemenata kućišta, pokretnih spojnih elemenata u odnosu na spoljašnje okruženje. Osim toga, membranski spojevi omogućavaju zaptivanje ventila.
- Priključci za uvodnicu omogućava da se osigura zaptivanje vretena ili šipke u odnosu na spoljašnje okruženje: zaptivanje veze se vrši uz pomoć pakovanja kutije za punjenje, koja je u direktnom kontaktu sa pokretnim vretenom ili šipkom.
- Fitingi sa mehovima koristi se za brtvljenje pokretnih dijelova (vreteno, šipka) u odnosu na vanjsko okruženje. Kao brtva koristi se mijeh, koji je moćni ili osjetljivi element konstrukcije.
Metoda kontrole
Ovisno o načinu upravljanja razlikuju se sljedeće vrste industrijskih cevovodnih ventila: aktivirani ventili, ventili sa daljinskim, automatskim i daljinskim upravljanjem.
- glavna karakteristika armature namenjene za daljinski upravljač , - odsustvo organa upravljanja. Veza sa upravljačkim tijelom se vrši uz pomoć prijelaznih elemenata (stupova, šipki i sl.).
- Kontrola aktivirane cevovodne armature pomoću pogona (daljinski ili direktno).
- Kontrola industrijske cevovodne armature dizajnirane za automatsku kontrolu, koji se izvodi bez sudjelovanja operatera. Automatska kontrola Obezbeđuje se usled direktnog uticaja radnog okruženja na energetski ili senzorski element, ili uz pomoć signala koji u pogon dolaze sa instrumenata i uređaja sistema automatskog upravljanja.
- Kontrola armature sa ručna kontrola obavlja operater.
Prema GOST 9544-93, za sve vrste ventila (osim posebnih ventila i ventila s električnim pogonom), sljedeće klase nepropusnosti spojeva se uspostavljaju pri uvjetnom pritisku od 0,1 MPa ili više.
Tabela minimalnog trajanja hidraulička ispitivanja zagušenje:
Tabela zavisnosti vrednosti medija i pritisaka za hidraulička ispitivanja od nazivnih (uslovnih) pritisaka i prečnika:
Izbor medijuma za hidrauličko ispitivanje vrši se u zavisnosti od funkcionalne namene cevovodne armature i usklađenosti sa zahtevima GOST-a (voda - GOST P 51232-98, vazduh - klasa 0 GOST 17433-80). Prilikom izvođenja hidrauličkih ispitivanja temperatura ispitnog medija mora biti manja od 5°C, ali ne veća od 40°C. Dozvoljena greška u mjerenju curenja: ± 0,01 cm³/min. za curenja manja od 0,1 cm³/min. i ±5% za curenje veće od 0,1 cm³/min.
Simbol armature prema klasifikaciji TsKBA (tablica)
Klasifikacija industrijskih armatura za cjevovode (klasifikacija TsKBA) vrši se na osnovu prihvaćenih simbola, koji se sastoje od slova i brojeva. Prve dvije cifre u oznaci proizvoda označavaju vrstu industrijske armature (vidi tabelu 1). Slovo (ili kombinacija slova) iza prve dvije cifre označava od kojeg je materijala izrađeno tijelo proizvoda (vidi tabelu 2). Slova (ili kombinacija slova) prate jedna ili dvije cifre koje označavaju broj modela. Ako posle slovna oznaka Ako su navedene tri cifre, prva je tip pogona (pogledajte tabelu 3), a sljedeće dvije cifre su broj modela. Posljednja slova u oznaci označavaju materijal od kojeg su izrađene zaptivne površine (vidi tabelu 4) ili označavaju metodu kojom se unutrašnji premaz tijelo proizvoda (vidi tabelu 5). Armatura izrađena bez zavarenih ili utičnih prstenova označava se "bk".
Tabela 1
| Vrsta armature | Simbol |
|---|---|
| Bypass ventil | 10 |
| Dizalica za cjevovode | 11 |
| Uređaj za zaključavanje indikatora nivoa | 12 |
| Zaporni ventil (ventil) | 13, 14, 15 |
| Zaporni ventil | 22, 24 |
| Kontrolni ventil | 16 |
| sigurnosni ventil | 17 |
| Reverzni zatvarač | 19 |
| bypass ventil | 20 |
| regulator pritiska | 18, 21 |
| Distributivni ventil | 23 |
| kontrolni ventil | 25, 26 |
| ventil za miješanje | 27 |
| zasun | 30, 31 |
| Leptir ventil | 32 |
| Zasun za crevo | 33 |
| sifon za paru | 45 |
tabela 2
Tabela 3
Tabela 4
Tabela 5
Paralelno sa sistemom klasifikacije TsKBA, sistem kodova dobijenih kao rezultat skraćenice fabričkog naziva proizvoda često se koristi za klasifikaciju industrijskih armatura. Na primjer, odrediti kuglasti ventil vlasništvo nominalni pritisak 16 kg / cm³ i nominalni otvor 15 mm, koristi se oznaka KSh-16/15. Za označavanje nekih vrsta armaturnih konstrukcija koristi se samo broj crtežne dokumentacije prema kojoj su proizvedene. Često se prilikom klasifikacije proizvoda navodi slovo koje označava naziv proizvodnog pogona.
Za klasifikaciju ventila namijenjenih za rad u industrijama kao što su prerada nafte i proizvodnja nafte, također se koristi simbol od brojeva i slova. Ako slova označavaju vrstu armature, onda digitalna vrijednost - radni parametri proizvodi. Na primjer, lijevani klinasti zasun 2. modifikacije, koji ima nazivni tlak od 16 kg / cm³ i nominalni provrt od 200 mm, označen je kao ZKL2-200-16.
Uobičajeno je da se koriste skraćenice za označavanje radnog okruženja u katalozima industrijske cevovodne armature (vidi tabelu 6).
Tabela 6
| Vrsta armature | Simbol |
|---|---|
| Agresivan | ag |
| Nitrogen | az |
| Amonijak | am |
| Acetilen | ats |
| Zrak | vz |
| Mešavina vazduha i kiseonika | vz-cd |
| Gasovi, gasoviti mediji | G |
| Tečnosti, tečni mediji | dobro |
| Kiseonik | cd |
| Ulje, ulje sa rastvaračima | gospođa |
| Prirodni ili prateći naftni gas | ng |
| naftni proizvodi, dizel gorivo, kerozin, benzin | np |
| Mešavina nafte i gasa | nf-ng |
| Steam | P |
| Neutralno | n |
| neagresivan | naked |
| Voda | vd |
| hidrogen sulfid | sa |
| Ugljen-dioksid | UK |
Izbor ventila za sisteme distribucije gasa
Prilikom odabira zapornih ventila za cjevovode namijenjene za rad u sistemima distribucije plina, potrebno je voditi se sljedećim odredbama i normativni dokumenti: PB 12-529-03, SNiP 42-01-2002 i SP 42-101-2003. U mrežama za snabdevanje gasom sa pritiskom do 1,6 MPa, preporučuje se (u zavisnosti od uslova rada) da se koriste tipovi cevovodnih armatura navedenih u tabeli:
| Vrsta armature | Područje primjene |
|---|---|
| 1. Konusne zatezne dizalice | Vanjski nadzemni i unutrašnji gasovod nizak pritisak, uključujući parnu fazu TNG-a. |
| 2. Konusni ventili za punjenje | Vanjski i unutrašnji gasovod, uključujući i parnu fazu TNG-a sa pritiskom do 0,6 MPa uključujući. |
| 3. Kuglasti ventili | |
| 4. Zasun | Vanjski i unutrašnji gasovod prirodni gas, kao i parne i tečne faze TNG-a sa pritiskom do 1,6 MPa uključujući. |
| 5. Ventili (ventili) | Spoljni i unutrašnji gasovodi prirodnog gasa, kao i parne i tečne faze TNG-a sa pritiskom do 1,6 MPa uključujući. |
Prilikom ugradnje cevovodne armature na spoljne gasovode u područjima sa hladnim klimatskim uslovima, potrebno je koristiti proizvode u klimatska verzija UHL1, UHL2, HL1, HL2. Prilikom dirigovanja instalacioni radovi cijevne armature na unutrašnjim plinovodima u grijanim prostorijama, potrebno je odabrati proizvode u klimatskoj verziji U1, U2, U3, U5, UHL4, UHL5, HL5, a za negrijane prostorije preporučuje se upotreba UHL3, HL3 (prema GOST-u 15150-69).
Prilikom ugradnje cevovodne armature na unutrašnje (in negrijane prostorije) i vanjskih plinovoda u područjima s umjereno hladnom klimom, potrebno je odabrati proizvode u klimatskoj verziji U1, U2, U3, UHL1, UHL2, UHL3 (prema GOST 15150-69).
Odaberite cevovodne armature za spoljne i unutrašnje gasovode u negrijanim prostorijama, uzimajući u obzir radni pritisak u sistemu, klimatskim uslovima, materijal kućišta, preporučen na osnovu podataka datih u tabeli:
Ugljični čelik
| Materijal | Pritisak gasa, MPa | DN, mm | Radna temperatura, °S |
|---|---|---|---|
| inkluzivno | |||
| Sivi liv | do 0,05 do 100 do -45 | ||
| kovno gvožđe | do 0,6 | bez ograničenja | do -35 |
| do 0,05 | do 100 | do -45 | |
| do 1.6 | bez ograničenja | do -40 | |
| do 1.6 | bez ograničenja | do -45 | |
| Legirani čelik | do 1.6 | bez ograničenja | do -60 |
| Legure na bazi bakra | do 1.6 | bez ograničenja | do -60 |
| Legure na bazi aluminijuma* | do 1.6 | do 100 | do -60 |
* Izradu delova karoserije okova vršiti od sledećih materijala: štancani i Kovani proizvodi- kovane legure razreda D-16 (može se koristiti legura D-1), liveni proizvodi - garantovani kvalitet sa mehaničkim svojstvima ne nižim od razreda AK - 7ch (AL-9) (prema GOST 1583-93).
Uobičajeno je odabrati temperaturu najhladnije sedmice s vjerovatnoćom od 0,92 (prema SNiP 23-01-99) kao projektnu temperaturu za rad armature i temperaturu radnog medija.
Hermetička gustina kapije slavina i zasuna sa uslovnim (nazivnim) prolazom do 80 mm mora odgovarati klasi B. Ako postoji uslovni prolaz veći od 80 mm - klasa C (prema GOST 9544-93 ).
Hermetička nepropusnost otvora zateznih konusnih ventila sa nominalnim pritiskom do 0,1 MPa, koji ne podležu GOST 9544-93, mora biti u skladu sa standardima klase za radni pritisak od 0,1 MPa (prema GOST 9544-93 ).
Hermetička nepropusnost vrata ventila, koji se ugrađuju na gasovode tečne faze LPG, mora biti u skladu sa klasom A. Prilikom ugradnje zagušenja ventila na druge vrste gasovoda - usklađenost sa klasom B (prema GOST 9544-93).
Cjevovodna industrijska armatura uključena u sisteme snabdijevanja gasom mora imati pasoš u kojem je zabilježeno da je radni medij za ovaj proizvod tečni ili prirodni plin.
U nekim slučajevima (u skladu sa zahtjevima za nepropusnost proizvoda; uz otpornost zaptivnih materijala ventila i konektora tijela na transportirani plin), rad ventila dizajniranih za prirodne ili tečni gas, dostupan za paru, vodu i amonijak.
Izbor radnog i uslovnog pritiska zapornih ventila vrši se u zavisnosti od parametara radnog pritiska u sistemu i mora odgovarati podacima navedenim u sledećoj tabeli:
Prema zahtjevima GOST 4666-75, sve vrste cevovodnih ventila moraju biti označene i imati prepoznatljivu boju. Oznaka se nanosi na tijelo proizvoda i mora sadržavati zaštitni znak proizvođača, radni ili nazivni tlak, nazivni provrt i po potrebi indikator smjera strujanja radnog medija. Bojenje poklopca i tijela zapornih ventila vrši se ovisno o materijalu.
Električni pogon zapornih ventila mora biti izveden u protueksplozijskoj izvedbi.
Stranica 1
Ispitni pritisak tokom hidrauličkog ispitivanja cevovoda održava se 5 minuta, nakon čega se smanjuje na radnu vrednost. Pri radnom pritisku se cevovod pregledava i mesta se udaraju čekićem zavarivanja za otkrivanje grešaka u zavarivanju. Rezultati ispitivanja cevovoda smatraju se zadovoljavajućim ako tokom ispitivanja nema pada pritiska na manometru, a nema znakova lomljenja, curenja i zamagljivanja u zavarenim spojevima, cevima, kućištima, spojevima i drugim elementima.
Ispitni pritisak se održava 5 minuta, nakon čega se smanjuje na radni. Pri radnom pritisku cevovod se kontroliše ukucavanjem šavova čekićem težine do 0,5 kg. Rezultati hidrauličkog ispitivanja smatraju se zadovoljavajućim ako pritisak nije smanjen, a nema znakova pucanja, curenja ili znojenja u zavarenim spojevima, cijevima, tijelima ventila i drugim dijelovima.
Ispitni pritisak tokom hidrauličkog ispitivanja cevovoda mora se održavati 5 minuta, nakon čega se pritisak mora smanjiti na radni pritisak. Pri radnom pritisku, cevovod se pregledava i zavari se nabijaju čekićem težine ne više od 15 kgf.
Ispitni pritisak se mora održavati 5 minuta, nakon čega se smanjuje na radni. Pri radnom pritisku se parovod pregledava i zavareni spojevi se udaraju čekićem težine ne više od 15 kg. Hidrauličko ispitivanje se smatra zadovoljavajućim ako nije došlo do pada pritiska na manometru tokom održavanja ispitnog pritiska u parovodu i njegovim elementima (u zavarenim spojevima, kućištima ventila, prirubnički priključci itd.
Ispitni pritisak za cilindre napravljene od materijala sa omjerom vlačne čvrstoće i čvrstoće tečenja većim od 2 može se smanjiti na 125 puta veći od radnog pritiska.
Probni pritisak u kotlu se mora stvoriti ručna pumpa. Kada se koriste pumpe na mašinski pogon, mora se obezbediti postepeno i planirano povećanje pritiska.
Ispitni pritisak - višak tlaka pri kojem se armatura mora podvrgnuti hidrauličnom ispitivanju s vodom na čvrstoću i gustinu materijala na temperaturi ne većoj od 100 C.
Pretpostavlja se da je probni pritisak tokom hidrauličkih ispitivanja 125 rrab, ali ne manji od rrab 3 kgf/cm.
Ispitni pritisak tokom hidrauličkog ispitivanja se bira u skladu sa uslovnim pritiskom. Za sve cijevi, kao i fitinge, prirubnice i klinove koji se isporučuju za ugradnju, proizvođač sastavlja tvornički certifikat, koji ukazuje na njihove karakteristike dizajna i vrstu čelika koji se koristi.
Ispitni pritisak za cilindre napravljene od materijala sa omjerom vlačne čvrstoće i čvrstoće tečenja većim od 2 može se smanjiti na 125 puta veći od radnog pritiska.
Ispitni pritisak za cilindre napravljene od materijala sa omjerom vlačne čvrstoće i čvrstoće tečenja većim od 2 može se smanjiti na 125 puta veći od radnog pritiska.
Ispitni pritisak za cilindre napravljene od materijala sa omjerom vlačne čvrstoće i čvrstoće tečenja većim od 2 može se smanjiti na 125 puta veći od radnog pritiska.
Ispitni pritisak određen prema ovoj tabeli na temperaturi od 200 do 400 C ne bi trebalo da prelazi radni pritisak za više od 15 puta, a pri temperaturi zida iznad 400 C - za više od 2 puta. Prilikom ispitivanja visokih aparata potrebno je uzeti u obzir hidrostatički pritisak stuba tečnosti, dakle, na primer, kada se stubovi ispituju hidraulično pre postavljanja u horizontalnom položaju, zatim na vrednost hidrauličkog ispitnog pritiska utvrđenog iz tabele. 3, dodajte hidrostatički pritisak, koji će biti kada se kolona napuni vodom vertikalni položaj. U svim slučajevima, naponi na zidovima posude tokom hidrauličkog ispitivanja ne bi trebalo da prelaze 90% granice popuštanja materijala na 20 °C.
Šta je DN, Du i PN? Vodoinstalateri i inženjeri moraju znati ove parametre!
DN - Standard koji označava uslovni unutrašnji prečnik.
PN - Standard koji označava nazivni pritisak.
Šta je Du?
Doo- formirano od dvije riječi: Diameter i Conditional. DN = DN. Do je isto što i DN. Samo što je DN više međunarodni standard. Du - predstavljanje DN na ruskom jeziku. Sada je kategorički potrebno napustiti takvo ime Du.
Šta je DN?
DN- Standardizirani prikaz prečnika. GOST 28338-89 i GOST R 52720
Nazivni prečnik DN(Nominalna veličina; Nominalna veličina; Nominalna veličina; Nominalna veličina; Nominalna veličina): Parametar koji se koristi za cjevovodni sistemi kao karakteristika pričvršćenih delova armature.
Napomena - Nazivni prečnik je približno jednak unutrašnjem prečniku cevovoda koji se spaja, izražen u milimetrima i odgovara najbližoj vrednosti iz niza brojeva uzetih na propisan način.
U čemu se obično mjeri DN?
Prema uslovima standarda, čini se da nema striktno vezivanje za jedinicu mere (napisano je u dokumentima). Ali to se odnosi na veličinu promjera. A prečnik se meri dužinom. I zato što jedinica dužine može biti različita. Na primjer, inč, stopa, metar, itd. Za ruske dokumente jednostavno mjerimo u mm po defaultu. Iako dokumenti kažu da se i dalje mjeri u mm. GOST 28338-89. Ali nema mjernu jedinicu:
Kako nema, ako ima? Možete li napisati u komentarima kako razumjeti ovu frazu?
Čini se da je dostigao ... DN (serijski broj prečnika izražen u milimetrima). Odnosno, nema mjernu jedinicu, ali, takoreći, sadrži konstantne vrijednosti (digitalne diskretne vrijednosti tipa: 15,20,25,32...). Ali ne može se označiti, na primjer, kao DN 24. Zato što broj 24 nije u GOST 28338-89. Postoje stroge vrijednosti po redu kao što su: 15,20,25,32 ... I samo njih treba odabrati za označavanje.
DN se mjeri nazivnim prečnikom u mm (milimetar = 0,001 m). I ako uđe Ruski dokumenti vidjet ćete DN15 onda će to ukazati na unutrašnji prečnik od približno 15 mm.
Uslovni prolaz- kaže da je ovo unutrašnji prečnik cevi, izražen u milimetrima - uslovno. Termin "Konvencionalno" znači da vrijednost prečnika nije tačna. Uobičajeno, prihvatamo da je približno jednaka nekim vrijednostima standarda.
Pod uslovnim prolazom (nominalna veličina) podrazumeva se parametar koji se koristi za cevovodne sisteme kao karakteristika spojenih delova, na primer, cevovodnih priključaka, fitinga i fitinga. Nazivni prečnik (nominalna veličina) je približno jednak unutrašnjem prečniku cevovoda koji se spaja, izražen u milimetrima.
Prema standardu iz: GOST 28338-89 uobičajeno je da se biraju oni brojevi koji su dogovoreni. I ne bi trebalo da izmišljate sopstvene brojeve sa zarezima. Na primjer, DN 14.9 bi bila greška u označavanju.
Nazivni prečnik približno jednak unutrašnjem prečniku priključenog cevovoda, izražen u milimetrima i koji odgovara najbližoj vrednosti iz niza brojeva uzetih na propisan način.
Evo brojeva:

Na primjer, ako je stvarni unutrašnji prečnik 13 mm, onda pišemo kao: DN 12. Ako je unutrašnji prečnik 14 mm. tada uzimamo vrijednost DN 15. To jest, odabiremo broj koji je najbliži vrijednosti sa liste standarda: GOST 28338-89.
Ako u projektima treba navesti i prečnik i debljinu zida cijevi, onda to treba navesti na sljedeći način: f20x2.2 gdje je vanjski prečnik jednaka 20 mm. A unutrašnji prečnik je jednak razlici u debljini zida. AT ovaj slučaj unutrašnji prečnik je 15,6 mm. GOST 21.206–2012
Avaj, moramo se povinovati tuđim standardima
Svi uvezeni materijali iz inostranstva najčešće su razvijeni koristeći drugu dimenziju dužine: Inč
Stoga su najčešće veličine fokusirane na inč. Obično se za mjesto riječi inč piše navodnik.
1 inč = 25,4 mm. Što je isti 1” = 25,4 mm.
Tabela dimenzija. Obično se za mjesto riječi inč piše navodnik.
1/2" = 25,4 / 2 = 12,7. Ali u stvarnosti, ova dimenzija od 1/2" jednaka je prolazu od 15 mm. Tačnije, možda 14,9 mm. za čelična cijev. Općenito, dimenzije se mogu razlikovati za nekoliko mm. Stoga, u takvim slučajevima, za točne izračune, morate zasebno saznati unutrašnji promjer određenog modela.
Na primjer, veličina 3/4” = 25,4 x 3/4 = 19 mm. Ali u dokumentima pišemo "uslovno" DN20 - otprilike unutrašnji prečnik je 20 mm.
Evo stvarnih veličina koje najčešće odgovaraju u ruskom prijevodu.

U tabeli je prikazan unutrašnji prečnik u mm.
Nazivni pritisak PN: Više detalja u GOST 26349 i GOST R 52720.
Ima mjernu jedinicu: kgf/cm2. Oznaka kgf znači kg x s (kilogram puta s). c=1. c karakteriše, takoreći, koeficijent sile. To jest, množenjem kilograma (mase) sa silom, pretvaramo masu u silu. Ovo je takav amandman za pedantne fizičare. Ako označite kg / cm2, u principu, također nećete pogriješiti ako vjerujete da masu doživljavamo kao silu. Također, takva jedinica kao što je kg / cm2 je pogrešna jer se pritisak formira iz dvije jedinice (sila i površina). Masa je još jedan parametar. Jer masa samo na površini zemlje stvara silu koja pritiska zemlju (gravitaciona sila). Vrijednost c=1 na površini zemlje. A ako odletite na drugu planetu, tada će gravitacijska sila biti drugačija, a masa će stvoriti drugačiju silu. A na drugoj planeti, koeficijent c=1 će biti jednak drugoj vrijednosti. Na primjer, c=0,5 će stvoriti polovinu pritiska.
Čemu služi PN?
PN vrijednost je potrebna kako bi se uređaju ukazala granica tlaka za koju se ne smije prekoračiti normalan rad uređaj za koji je postavljena ova vrijednost. Odnosno, prilikom projektovanja, dizajner mora unapred znati šta maksimalni pritisak uređaj je proračunat.
Na primjer, ako je uređaju data vrijednost PN15, to znači da je uređaj dizajniran za rad s pritiskom koji ne prelazi 15 kgf / cm2. Što je otprilike jednako 15 bara.
1 kgf/cm2 = 0,98 bara. Grubo govoreći, vrijednost PN je približno jednaka baru ili atmosferi.
Na primjer, ako je uređaju data vrijednost PN10, tada je dizajniran za pritisak koji ne prelazi 10 bara.
Definicija PN prema standardu
Najveći višak radnog pritiska pri temperaturi radnog medija od 293 K (20 °C), pri kojem je dat radni vek (resurs) delova tela ventila određenih dimenzija, opravdan proračunom čvrstoće sa odabranim materijalima i njihovim karakteristikama čvrstoće na temperaturi od 293 K (20 °C).
Ruske norme: GOST 26349-84, GOST 356-80, GOST R 54432-2011
evropske norme: DIN EN 1092-1-2008
američke norme: ANSI/ASME B16.5-2009, ANSI/ASME B16.47-2006
| Ako želite primati obavještenja o novim korisnim člancima iz rubrike: Vodovod, vodovod, grijanje, zatim ostavite svoje ime i email. |
||
| Komentari(+) [ Pročitaj / Dodaj ] |
Serija video tutorijala o privatnoj kući
Dio 1. Gdje izbušiti bunar?
Dio 2. Uređenje bunara za vodu
Dio 3. Polaganje cjevovoda od bunara do kuće
Dio 4. Automatsko vodosnabdijevanje
Vodovod
Vodovod privatne kuće. Princip rada. Dijagram ožičenja
Samousisne površinske pumpe. Princip rada. Dijagram ožičenja
Proračun samousisne pumpe
Proračun prečnika iz centralnog vodovoda
Vodovodna pumpna stanica
Kako odabrati pumpu za bunar?
Podešavanje prekidača pritiska
Dijagram ožičenja prekidača pritiska
Princip rada akumulatora
Nagib kanalizacije po 1 metar SNIP
Sheme grijanja
Hidraulički proračun dvocijevnog sistema grijanja
Hidraulički proračun dvocijevnog sistema grijanja Tichelmanova petlja
Hidraulički proračun jednocijevnog sistema grijanja
Hidraulički proračun distribucije snopa sistema grijanja
Shema s toplinskom pumpom i kotlom na čvrsto gorivo - logika rada
Trosmjerni ventil od valtec + termalna glava sa daljinskim senzorom
Zašto radijator grijanja u stambenoj zgradi ne grije dobro
Kako spojiti bojler na bojler? Opcije i dijagrami povezivanja
Recikliranje tople vode. Princip rada i proračun
Ne radite ispravno proračun hidrauličke strelice i kolektora
Ručni proračun hidrauličkog grijanja
Proračun poda tople vode i jedinica za miješanje
3-smjerni servo ventil za toplu vodu za domaćinstvo
Proračuni opskrbe toplom vodom, BKN. Pronalazimo jačinu zvuka, snagu zmije, vrijeme zagrijavanja itd.
Izvođač vodovoda i grijanja
Bernoullijeva jednadžba
Proračun vodosnabdijevanja stambenih zgrada
Automatizacija
Kako rade servo i trosmjerni ventili
Trosmjerni ventil za preusmjeravanje kretanja rashladne tekućine
Grijanje
Proračun toplinske snage radijatora grijanja
Radijatorski dio
Izrasline i naslage u cijevima ometaju rad vodovoda i sistema grijanja
Nove pumpe rade drugačije...
Regulatori toplote
Sobni termostat - princip rada
jedinica za mešanje
Šta je jedinica za miješanje?
Vrste mješalica za grijanje
Karakteristike i parametri sistema
Lokalni hidraulički otpor. Šta je KMS?
Kapacitet Kvs. Šta je to?
Kipuća voda pod pritiskom - šta će se dogoditi?
Šta je histereza u temperaturama i pritiscima?
Šta je infiltracija?
Šta je DN, Du i PN? Vodoinstalateri i inženjeri moraju znati ove parametre!
Hidraulička značenja, pojmovi i proračun krugova grijanja
Za opremu registrovanu u organima Gosgortekhnadzora, odgovarajući tehnička dokumentacija, koji bilježi status i rezultate periodičnih ispitivanja i pregleda. Za ove uređaje utvrđuju se određeni periodi eksternog i unutrašnjeg pregleda i hidrauličkih ispitivanja. Uređaji imaju metalne pločice sa utisnutim podacima iz pasoša: naziv proizvođača, serijski broj posude, godina proizvodnje, radni pritisak, ispitni pritisak, dozvoljena temperatura zidovi posuda.
Prilikom testiranja hidrauličkog tlaka, prvo uklonite zrak iz sistema, zatvorite premosni ventil 28 i dovedite ga na ispitni tlak. Nakon toga isključite elektromotor i zatvorite ispusni ventil 24. Pritisak u cilindru se postepeno smanjuje pomoću premosnog ventila 28 na radni, otvori zaštitni poklopac 9 i pregledajte cilindar.
Probno hidrauličko ispitivanje novougrađenih parnih kotlova od lijevanog željeza i čelika radnog tlaka do 0,7 atm provodi se na tlaku koji je odredio proizvođač, ali ne manjim od jednog i po radnog tlaka. Ispitni tlak ne smije biti manji od 2 atm.
Opis Radni pritisak Ispitni pritisak
Ispitni pritisak - pritisak na kojem se posuda ispituje.
Na svim novoproizvedenim posudama i aparatima, na vidnom mestu, vezan je proizvođač metalna ploča markiran sa sljedećim podacima iz pasoša: naziv proizvođača, serijski broj posude, godina proizvodnje, radni tlak, ispitni tlak, dozvoljena temperatura stijenki posude. Za svako proizvedeno plovilo sastavlja se pasoš. propisanom obliku i uputstva za instalaciju i siguran rad plovila, koja se naknadno prenose na kupca.
Na gornjem sfernom dijelu cilindra moraju biti jasno utisnuti žigovi sljedećim redoslijedom: zaštitni znak a-proizvođača broj pogona, težina cilindra, datum (mjesec i godina) proizvodnje (ispitivanja) i datum sljedećeg ispitivanje dozvoljenog radnog pritiska ispitivanje hidrauličnog pritiska kapaciteta cilindra u litrima marka odeljenja za kontrolu kvaliteta fabrike - proizvođač okruglog oblika prečnik 10 mm (osim za standardne cilindre velikog kapaciteta) standardni broj (za cilindre velikog kapaciteta).
Posude, uređaji i cilindri kompresorskih instalacija nakon proizvodnje i popravke moraju biti ispitani hidrauličkim pritiskom. Probni pritisak pri hidrauličkom ispitivanju posuda i aparata vrši se u skladu sa podacima u tabeli. 2.
Unutrašnji spoljni pritisak Ispitni pritisak Radni pritisak
Unutrašnji (vanjski) pritisak Ispitni pritisak
Pritisak unutrašnji (vanjski) Ispitni pritisak
Unutrašnji (vanjski) pritisak Ispitni pritisak Radni pritisak
Test pritisak - pritisak pri kojem se
Ispitni pritisak - pritisak na kojem se posuda ispituje.
Kada se izdaju od proizvođača, na njih se pričvršćuju posude pod pritiskom metalna ploča sa nazivom proizvođača, serijskim brojem posude, naznakom godine proizvodnje, radnog pritiska, ispitnog pritiska i dozvoljene temperature zidova posude, °C. Osim toga, za svako proizvedeno plovilo sastavlja se tehnički pasoš s crtežima i proračunima koji se prenosi kupcu. Sve to povećava odgovornost proizvođača za snagu, pouzdanost i kvalitetu plovila koje je napravio.
Na vidno mjesto u kućištu aparata mora biti pričvršćena metalna ploča na kojoj su sljedeći podaci iz pasoša proizvođača, serijski broj aparata, godina proizvodnje, radni tlak, ispitni tlak i dozvoljena temperatura zidova uređaja. plovilo je naznačeno.
Opis Radni pritisak Ispitni pritisak
Sastavite šemu pneumatskih ispitivanja u skladu sa principom prikazanim na sl. 1.23. Slična shema se koristi kada se testira grupa plovila. Prečnik cjevovoda 9 za hitno ispuštanje zraka iz ispitne posude uzima se najmanje od prečnika cjevovoda 10 koji dovodi zrak u ispitnu posudu, ali ne manji od 20 mm. Uvjetni prolaz zapornog ventila 8 na cjevovodu 9 uzima se jednak ili veći od promjera cjevovoda. Na cjevovodu komprimirani zrak iz izvora pritiska ugrađuje se redukcioni ventil 6, prilagođen ispitnom pritisku, i zaporni ventil 7. Između ventil za smanjenje pritiska 6 i zaporni ventil 7 ugradite sigurnosni ventil 4> podešen da se otvori pri pritisku od 2-3% većem od probnog pritiska (probni). Sigurnosni ventil, njegovu instalaciju i propusnost moraju biti u skladu sa pravilima. Pritisak u posudi se mjeri pomoću kontrolnog manometra 5 prema GOST 8625-77E, klasa tačnosti 0,4-1. Kontrola pritiska u cevovodu za dovod vazduha u posudu vrši se prema proverenom radnom manometru 11. Odabir manometra,. izađi
Uslovni pritisci ru kg/cm Ispitni pritisci (sa vodom na temperaturama ispod 00 C) rpr kg/cmg Maksimalni radni pritisci na temperaturi okoline, °C
Nominalni pritisci Ru kg/cm Ispitni pritisci (sa vodom na temperaturama ispod 100°C) rpr kg/cm Maksimalni radni pritisci na srednjim temperaturama, °C Nazivni prolazi >y, mm
Unutrašnji (vanjski) pritisak Ispitni pritisak
Ispitano Radni pritisak Ispitni pritisak
Posude pod pritiskom. Ove posude su opremljene sljedećim priborom, manometrima, sigurnosnih uređaja, zaporni ventili. Na tijelu posude mora se nalaziti pločica sa sljedećim podacima iz pasoša - naziv proizvođača, serijski broj posude, godina proizvodnje, radni tlak, ispitni tlak, dozvoljena temperatura zidova posude .
Nazivni pritisak Ispitni pritisak
Posude pod pritiskom. Mora biti opremljen sljedećim armaturama - uređajima za mjerenje pritiska, sigurnosnim uređajima, zapornim ventilima. Na tijelu posude mora se nalaziti pločica sa sljedećim podacima iz pasoša - naziv proizvođača, serijski broj posude, godina proizvodnje, radni tlak, ispitni tlak, dozvoljena temperatura zidova posude .
Sljedeći podaci su naziv proizvođača, tip cilindra, broj cilindra, težina cilindra u kilogramima (stvarna, uzimajući u obzir težinu nanesene boje, bez ventila i čepa) za male cilindre - sa tačnošću od 0,1 kg i za transportne cilindre - sa tačnošću od 0 , 2 kg datum (mesec i godina) proizvodnje (test) i sledeće merenje radnog pritiska test hidrauličnog pritiska jednak jednom i po radnom pritisku cilindra kapacitet u litrima za male automobile - nominalni, za vozila - stvarni sa tačnošću od 0,2 l proizvođača.
Nazivni pritisci (Ru) Ispitni pritisci (Ppr) Maksimalni radni pritisci Orab) na srednjoj temperaturi (°C
Nazivni pritisci Ru kg/cm Ispitni pritisci (sa vodom na temperaturama ispod 100°C) Radni pritisak na t do 200 maksimalnih radnih temperatura medija, °C do 250 do 00 V Nazivni prolazi >u mm
Relativni pritisci RR> kg/cmg Ispitni pritisci (sa vodom na temperaturi ispod 100°C) rpr, kg/cm Maksimalni radni pritisci na srednjim temperaturama Nazivni prolazi Ou, mm
Nazivni pritisci RP Probni pritisci rpr Maksimalni radni pritisci (Pr0d) na temperaturi okoline, °S
Glavna karakteristika cjevovoda je prečnik i debljina stijenke cijevi od kojih je napravljen. Svaka cijev ima dva promjera: unutrašnji D i vanjski D n. Između unutrašnjeg i vanjskog promjera cijevi postoji sljedeći odnos:
,
gdje je S debljina stijenke cijevi.
Promjenom debljine stijenke cijevi mijenja se unutrašnji promjer cijevi, dok vanjski promjer cijevi ostaje konstantan, jer njegova promjena neizbježno uzrokuje promjenu dimenzija pričvršćenih fitinga i fitinga.
Da bi se za sve elemente cevovoda (cevi, fitinzi i fitinzi) očuvala vrednost protočne površine koja obezbeđuje projektovane uslove za prolaz tečnosti, pare ili gasa, koncept uslovni prolaz. Pod uslovnim prolazom cijevi, fitinga i spojni dijelovi razumjeti prosječni unutrašnji prečnik cijevi (na svjetlu), koji odgovara jednom ili više vanjskih promjera cijevi. Nazivni provrt označen je slovima DN s dodatkom nazivnog provrta u milimetrima: na primjer, naznačen je nazivni provrt promjera 150 mm DN 150. Pravi unutrašnji prečnik cevi obično nije jednak i ne odgovara (uz retke izuzetke) nominalnom prečniku. Tako, na primjer, za cijevi s vanjskim promjerom od 159 mm i debljinom stijenke od 8 mm, pravi unutrašnji promjer je 143 mm, a za debljinu zida od 5 mm - 149 mm, međutim, u oba slučaja, uvjetni Pretpostavlja se da je provrt 150 mm.
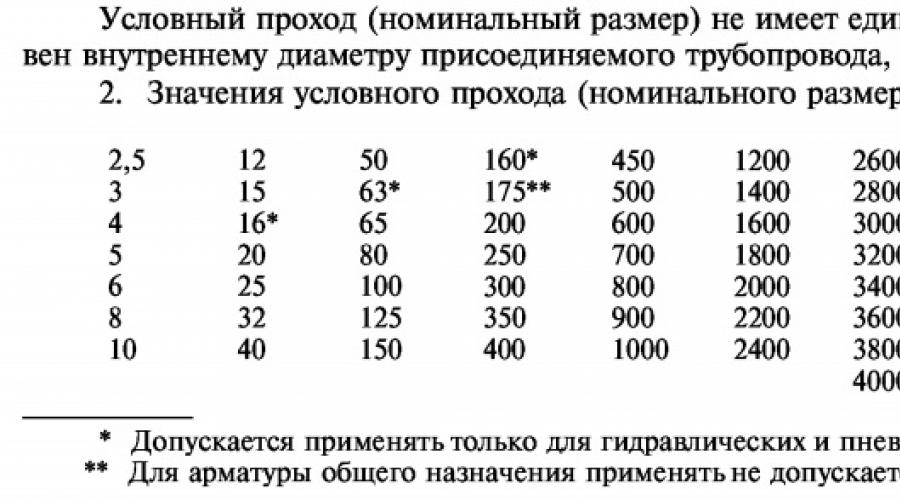
Količine uslovne propusnice fitingi, spojni dijelovi, kao i svi dijelovi tehnološke opreme uređaja na koje se pričvršćuju cijevi ili spojni elementi, utvrđeni su GOST 28338-89 „Priključci za cjevovode i armature. Uvjetni prolazi (nominalne dimenzije). Redovi. Ove količine imaju sljedeći raspon značenja:
* Može se koristiti samo za hidraulične i pneumatske uređaje
** Nije dozvoljeno za armature opće namjene
Debljina stijenke cijevi i dijelova cjevovoda se bira u zavisnosti od najvećeg pritiska medija (gasa ili tečnosti) koji se transportuje kroz cevovod, njegove temperature i mehanička svojstva metalne cijevi.
Kao što je poznato, mehanička čvrstoća metala cijevi, fitinga i fitinga mijenja se s povećanjem temperature. Da bi se povezali pritisak i temperatura medija koji teče kroz cjevovod, uveden je koncept "uslovnog pritiska" koji se označava slovima P y.
Prema GOST 356-80 „Uslovno ispitivanje i radni pritisci. Redovi. Pod uslovnim pritiskom (P y) treba shvatiti najveći višak pritiska na temperaturi okoline od 293 K (20°C), pri kojem dugotrajan rad fitinga i delova cevovoda određenih dimenzija, opravdan proračunima čvrstoće sa odabranim materijalima i njihove karakteristike čvrstoće odgovaraju temperaturi od 293 K (20°C).
Ispitni pritisak (P pr) treba shvatiti kao višak pritiska pri kojem se vrši hidrauličko ispitivanje armature i delova cevovoda na čvrstoću i gustinu sa vodom na temperaturi od najmanje 278 K (5 °C) i ne više od 343 K (70 °C). C) treba izvršiti, ako u regulatornoj i tehničkoj dokumentaciji nije navedena konkretna vrijednost ove temperature. Granično odstupanje Vrijednost ispitnog tlaka ne smije prelaziti ±5%.
Radni pritisak (P p) treba shvatiti kao najveći natpritisak pri kojem se obezbeđuje navedeni način rada ventila i delova cevovoda.
Vrijednosti uvjetnih pritisaka fitinga i dijelova cjevovoda moraju odgovarati sljedećim serijama: 0,10 (1,0); 0,16 (1,6); 0,25 (2,5); 0,40 (4,0); 0,63 (6,3); 1,00 (10); 1,60(16); 2,50 (25); 4,00 (40); 6,30 (63); 10.00 (100); 12,50(125); 16.00 (160); 20.00 (200); 25,00 (250); 32,00 (320); 40,00 (400); 50,00 (500); 63,00 (630); 80,00 (800); 100,00 (1000); 160,00 (1600); 250,00 (2500) MPa (kgf / cm 2).
Za fitinge i dijelove cjevovoda, čija je proizvodnja savladana prije stupanja na snagu GOST 356-80, dozvoljeni su uvjetni pritisci od 0,6 (6); 6,4 (64) i 8,0 (80) MPa (kgf / cm 2).
Izrada hidrauličkih ispitivanja sa ispitnim pritiskom neophodna je za proveru pouzdanosti cevovoda u radnim uslovima, stoga je ispitni pritisak uvek 1,25-1,5 puta veći od radnog i uslovnog pritiska, ako normativni dokumenti se još ne instalira velike vrednosti ispitni pritisak.