Rupe za urezivanje navoja. Bušenje, upuštanje, urezivanje navoja. Priprema za unutrašnje narezivanje
Pročitajte također
Izrada unutrašnjeg navoja obično nije teška. Ali postoje neke značajke korištenja alata i odabira rupa za rezanje metričkih navoja.
Vrste niti
Razlikuju se po glavnim karakteristikama:
- sistem proračuna prečnika (inčni, metrički, drugi);
- broj posjeta (dva, tri ili jednokratna);
- oblik profila (pravokutni, trapezni, trokutasti, okrugli);
- smjer rotacije vijka (lijevo ili desno);
- položaj na dijelu (unutrašnji ili vanjski);
- oblik dijela (konus ili cilindar);
- namjene (pokretanje, pričvršćivanje-brtvljenje ili pričvršćivanje).
Prema navedenim znakovima razlikuju se sljedeće vrste:
- cilindrični (MJ);
- metrički i konusni (M, MK);
- cijev (G, R);
- Edisonova runda (E);
- trapezoidni (Tr);
- okruglo za vodovodne instalacije (Kp);
- potisak (S, S45);
- inčni, uključujući cilindrične i konusne (BSW, UTS, NPT);
- razred ulja.
Alati za izradu unutrašnjih navoja

Da biste napravili unutrašnji navoj, potrebna vam je slavina - spiralni alat sa oštrim žljebovima. Štap može biti u obliku konusa ili cilindra. Žljebovi se protežu duž i lome nit na dijelove koji se nazivaju češljevi. Rubovi češljeva su radne površine.
Da bi žljeb bio čist, metal se uklanja postepeno, u slojevima. Za ovo je potreban jedan vrlo dugačak alat ili set.
U prodaji se nalaze i pojedinačne slavine, češće se koriste za popravljanje ogoljenih navoja. Da iseku novi, kupuju komplet. Stoga se slavine obično prodaju u paru: za grubu obradu i za završne radove. Prvi seče plitki žljeb, drugi ga čisti i produbljuje. Postoje i alati za tri prolaza. Tanke slavine do 3 milimetra prodaju se po dvije, a šire po tri. Trosmjerne slavine su umetnute u kragne. Uređaj dugmadi je drugačiji, ali njihova veličina mora odgovarati veličini rezača.
U setu se alati razlikuju po rizicima primijenjenim na repu. Ako pažljivo pogledate, možete primijetiti razlike u obliku:
- prva slavina sa jako izrezanim vrhovima zubaca, vanjski prečnik je nešto manji od ostalih alata u setu;
- druga slavina sa kraćim pik segmentom, dužim češljevima. Njegov promjer je nešto veći od prvog;
- treća slavina ima pune izbočine zubaca, a njen promjer mora odgovarati dimenzijama budućeg navoja.
Slavine se dijele na slavine za cijevi (označene sa “G”) za navoj unutar cijevi i metričke slavine - češće.
Kvaliteta direktno ovisi o svojstvima slavine: ona mora biti izrađena od dobrog metala i oštra. Podmazivanje se koristi za produženje vijeka trajanja alata i poboljšanje kvalitete navoja. Obično je potrebno 3-5 pokušaja da se stekne stabilna vještina rezanja.
proces rezanja

Prije nego počnete rezati, trebate koristiti bušilice da napravite rupu u radnom komadu. Prečnik rupe iz bušilice mora odgovarati unutrašnjoj veličini navoja. Kada veličina rupe koju su napravile bušilice nije pravilno odabrana, možete slomiti alat ili će se žljebovi pokazati loše kvalitete.
Prilikom rezanja, dio metala ne ispada sa strugotinama, već se utiskuje kroz radne površine slavine, formirajući profil utora na radnom komadu. S obzirom na ovu značajku, veličina svrdla, koja čini rupu za navoj, odabire se nešto manja od nominalnog promjera budućeg navoja.
Na primjer, kada sečete M5 (promjer utora je 5 mm), trebali biste odabrati bušilicu za rupu od 4,2 mm. Za rezanje M4, promjer svrdla bi trebao biti 3,3 milimetra, a prije rada sa M6 slavinom, prvo se napravi rupa bušilicom od 5 mm. Ovaj indikator se izračunava uzimajući u obzir korak navoja. Korak se može izračunati matematički, ali u praksi se pribjegavaju tablicama korespondencije, gdje je za slavinu M5 korak 0,8, za M4 ova brojka je 0,7, za M6 - 1. Oduzmite indikator koraka od prečnika i dobijete željenu bušilicu prečnika. Prilikom rada sa lomljivim metalima, kao što je liveno gvožđe, prečnik burgije treba smanjiti za 0,1 mm u odnosu na veličinu preporučenu u tabeli.
Formula za izračunavanje prečnika rupe pri radu sa slavinama sa tri prolaza:
Do \u003d Dm * 0,8;
gdje je: Dm prečnik slavine.
| Tip | Prečnik | Korak |
| M1 | 0,75 | 0,25 |
| M1.2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| M3 | 2,1 | 0,46 |
| M3 | 2,5 | 0,5 |
| M4 | 3,3 | 0,7 |
| M5 | 4,1 | 0,8 |
| M6 | 4,9 | 1 |
| M8 | 6,7 | 1,25 |
| M10 | 8,4 | 1,5 |
Tabela 1. Korespondencija prečnika navoja i pripremnih rupa
Prije početka rada, slavina se ubacuje u četvrtastu dršku - polugu. Kragne mogu biti obične ili sa čegrtaljkom. Rezbarenje se radi pažljivo, prvi prolaz se vrši slavinom br. 1 do kraja. Posebnu pažnju treba obratiti na smjer kretanja: samo u smjeru kazaljke na satu, dok je potreban određeni napor. Izvodi se na sljedeći način: 1/2 okreta u smjeru se naizmenično s 1/4 okreta prema zavrtnju da bi se razbili strugotine.
| Navoj u inčima | Vanjski D, mm | Prečnik, u mm | Visina, mm |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Tabela 2. Prečnici rupa za inčne navoje
Nekoliko kapi maziva znatno olakšava rad na slijepim rupama s navojem. Iako se motorno ulje ponekad koristi kao mazivo, ulje za sušenje je optimalno za rad sa čelikom. Kod aluminijskih legura poželjno je koristiti kerozin, alkohol ili terpentin. Može se koristiti i tehničko ulje, ali sa manjim efektom.
Domaća slavina za aluminijumske legure
Za izradu unutarnjih navoja u dijelovima od mesinga ili legure možete koristiti domaći alat i bušilice iz uobičajenog seta. Odgovarajuća kalibrirana čelična žica. Uz pomoć matrice na njemu se reže vanjski navoj, nakon čega se radni komad stvrdne. Nakon stvrdnjavanja potrebno je dio pustiti u boju zrele slame. Rezne ivice se naoštravaju šipkom ili oštrilom, nakon što se dio stegne u steznu steznu čahuru.
Video o tome kako rezati unutrašnji navoj:
Konusni razvrtač (GOST 10083-81) jedan je od tipova velike klase alata koji su dizajnirani da isprave grubo napravljenu rupu na bilo kojoj površini. O njenom radu ćemo govoriti u nastavku.
Ručni konusni razvrtač i drugi tipovi uređaja
Da bi se dobile rupe sa čistom površinom, ili u slučaju da je potrebno tačno pristajanje rupe na neki podlogu, izvodi se proces koji se zove razvrtanje. To se može uraditi ručno ili za to možete koristiti mašinu za bušenje na koju su ugrađeni razvrtači. U prvom slučaju, tokom proizvodnje rada, ručno konično razvrtanje.
Ovi alati su cilindrični, konusni i stepenasti (prema vrsti rupe koja se njima obrađuje). U pogledu tačnosti, dijele se na sljedeće: pokazatelj kvaliteta (za cilindrične razvrtače), one koji označavaju kvalitet (grubi, završni i srednji između njih - za konusne tipove). Ovo uključuje i cilindrične razvrtače sa kalibriranim dodatkom, koji su neophodni za dalje brušenje alata do željene veličine. I posljednji tip u ovoj grupi su podesivi zamaši.
Po načinu stezanja dijele se na:
- ručni (imaju četvrtasti rep ispod kragne),
- mašina (sa cilindričnim ili konusnim drškom),
- montirane na strojeve (instalirane na posebnom trnu, u pravilu su potrebne za velike alate).
Na radnom dijelu ovog uređaja nalaze se rezani zubi, u pravilu su od 6 do 14, duž njih se nalaze žljebovi koji tvore rezne rubove.
Dio na dnu razvrtača služi za uklanjanje strugotine, a onaj na vrhu, koji se zove razvrtač, može pokrenuti alat u pravom smjeru kako bi u potpunosti kalibrirao rupe. Općenito, potreban je alat za razvrtanje konusnih rupa. Dozvoljeni dodatak u fazi grube obrade nije veći od petine jednog milimetra, a za završnu obradu uzima se desetina milimetra.
Raspoređivanje – koje greške ne bi trebale biti napravljene?
Radi dobijanja što čistije površine, kao i hlađenja alata tokom rada, rupe koje su napravljene bušilicom u čeličnom proizvodu podmazuju se mineralnim uljem. U slučaju, ako je radna površina bakar, rupa se tretira emulzijom, aluminijem - terpentinom, a ako je mesing ili bronza, rupe se ostavljaju bez podmazivanja, jer se postavljaju u suhom stanju.
Visok kvalitet procesa obrade može se postići ako ima dosta metalnih reznih rubova u razvrtaču. Zahvaljujući ovom alatu možete ukloniti mali dodatak. Zaista, uklanjanjem male debljine metala, možete dobiti prilično visoku točnost.
Česta greška je odabir pogrešnog alata za razvrtanje: mnogi u tu svrhu biraju upuštač umjesto razvrtača. Ovo je poluzavršni alat koji ne može pokazati veliku preciznost, ima manje reznih rubova i općenito je namijenjen za druge namjene. Stoga se odabiru instrumenta mora pristupiti pažljivo. A u okviru jedne vrste instrumenta treba pravilno odabrati vrstu.
Konusni razvrtač - karakteristike alata
Jedan od tipova razvrtača opisanih u ovom članku, konusni, koristi se pri radu u težim uvjetima nego kod rada s cilindričnim tipovima. To je zbog činjenice da potonji imaju male rezne rubove i uklanjaju beznačajan dodatak. Konusni razvrtači, s druge strane, koriste cijelu svoju dužinu za rezanje. S tim u vezi, pri radu s njima, brzina rada i dovod metala su sporiji nego da se koristi cilindrični tip razvrtača.
Gore navedeni alati sa konusnim tipom koriste se za razvrtanje konusnih rupa. Da biste to učinili, komplet sadrži tri elementa: alat za guljenje, srednji i završni alat.. Izrađuju se za konusne navoje i Morzeov konus. Za visokokvalitetnu proizvodnju koriste se čelika razreda UYUA, U12A i drugi, kao i ploče od tvrdih legura. Zanimljiva karakteristika konusnih razvrtača je sljedeća. Imaju ravne zube sa poprečnim prorezima kroz koje se uklanjaju uklonjene strugotine, dok se ne nalaze duž cele dužine zuba, što vam omogućava da radite sa alatom uz malo napora.
Grubo skeniranje se izvodi postupno. Istovremeno, obično ima oblik pojedinačnih zuba, drobeći čips na komade.
Ovaj uređaj se može napraviti i u obliku piramide sa tri, pet ili osam lica, sa reznim ivicama. Konusni razvrtači mogu biti zavrtnji, osim toga, sa samo jednim ili par zuba. Veličina vijčanog alata je do 5 cm u promjeru, široko se koristi u popravci parnih lokomotiva. Takav alat danas je naišao na prilično veliku primjenu u području konstrukcije i popravka zbog svoje izdržljivosti, pouzdanosti, kao i faktora da takav razvrtač može obraditi rupe sa velikim napustom, a posebno ako imaju rupe za ključeve. Nedostaci uključuju činjenicu da promjena zamaha, ako je potrebno, može potrajati mnogo vremena.
Faze rada sa konusnim razvrtačem
Srednji konusni razvrtač je dizajniran na sljedeći način: njegovi prorezi su manji, a profil im je drugačiji. Ako spomenemo završnu obradu, onda na njoj nema žljebova za otpadne strugotine. Koraci na zubima nalaze se duž spiralne linije na konusu, čiji je ugao jednak vrijednosti zabilježenoj na nagibu Morseovog konusa. Dakle, smjer u kojem ide navoj poklapa se sa smjerom u kojem se vrši rezanje.
Nakon prethodne obrade rupe drugim alatom, uzima se razvrtač, kojim cilindričnu rupu pretvaramo u konusnu ili kojom vršimo kalibraciju. Zubi na njemu, čiji se broj kreće od tri do osam (u zavisnosti od veličine konusa za obradu), imaju stražnju površinu na stražnjoj strani. Korak ovog alata u pravilu je jednak prethodnim koracima i ujednačen.
Konusni razvrtači koji se koriste za slavine i alate obično se prave po jedan za svaku rupu. Njihovi strukturni elementi su odabrani po istom principu kao i kod cilindričnih razvrtača. Za rupe čiji je konus planiran da bude mali (od 1/50 do 1/30), koristi se samo jedan zamah. Ako se odluči da je konus velik, u ovom slučaju potrebno je odrezati veliki i neravni dodatak. Zbog toga se implementacija vrši pomoću trodijelnog kompleta alata.
Princip grubog sweep-a podsjeća na gore spomenuto. Ima reznu stepenastu ivicu, zahvaljujući kojoj se dobija stepenasta rupa. Nakon toga se koristi srednji tip. Gledajući ovaj alat, lako je uočiti žljebove za odvajanje strugotina, napravljeni su u obliku konca. Posljednji korišteni je razvrtač za završnu obradu, koji cijelom ivicom uklanja sitne strugotine, pogodno postavljen za rezanje. Zubi su mu oštri, iste visine. Brzina sečenja metala tokom razvrtanja konusnim alatima je 6-10 m/min. Za mjerenje površine koriste se instrumenti kao što su goniometri, mjerači i šabloni.
Cilj
1. Praktično savladajte tehniku izrade rupa.
2. Naučite kako da konacujete.
Kratke teorijske informacije
Mnogi dijelovi strojeva, uređaja i mehanizama imaju rupe različitih veličina i oblika, koje se dobijaju različitim metodama obrade korištenjem raznih reznih alata, opreme i pribora. U praksi vodovoda najčešće se koriste sljedeće metode obrade rupa: bušenje, razvrtanje, razvrtanje, razvrtanje itd. (Sl. 11).
Bušenje je jedna od najčešćih operacija u bravarskoj praksi, koja se vrlo često susreće. Bušenje se vrši reznim alatom-bušilicom. Za bušenje rupa koriste se razne vrste svrdla, ali najčešće su pero i uvijanje.
Spiralne burgije, u poređenju sa lopatastim burgijama, imaju mogućnost uklanjanja strugotine tokom bušenja i dovoda rashladne tečnosti na površinu rezanja. Ovo poboljšava uslove rezanja i obezbeđuje precizniju i čistiju rupu, omogućava vam ponovno brušenje bušilice uz zadržavanje gotovo istog prečnika. Radni dio spiralne bušilice je cilindrična šipka s dva spiralna utora, obično usmjerena pod uglom od 60 ° prema osi bušilice. Ovaj nagib žljebova omogućava najpovoljniji ugao rezanja pri bušenju čelika i livenog gvožđa i slobodno kretanje strugotine koja se formira.
Bušilice se oštre na specijalnim mašinama ili ručno na oštrilima sa sitnozrnatim abrazivnim točkovima. Ugao oštrenja se bira ovisno o tvrdoći materijala koji se buši. Najpovoljniji uglovi oštrenja za bušenje nekih materijala dati su u tabeli 3. Pravilno oštrenje svrdla kontrolira se pomoću šablona.
Tabela 3
Uglovi za bušenje nekih materijala
Da bi se povećala izdržljivost svrdla i smanjile sile rezanja tokom bušenja, koristi se višestepeno oštrenje svrdla.
Da bi bušilica radila, potrebno joj je reći dva pokreta: rotacijski i translacijski (potonji se naziva feed). Ovi se pokreti izvode pomoću prijenosnih uređaja ili stacionarnih strojeva, u kojima su bušilice pričvršćene patronama ili konusnim čahurama. Stezne glave se koriste za pričvršćivanje svrdla sa cilindričnim drškama.
Za bušenje rupa malih promjera koriste se ručne, električne i pneumatske bušilice. Najsavršeniji i najproduktivniji način dobijanja rupa je bušenje na specijalnim mašinama za vertikalno bušenje, horizontalno bušenje i radijalno bušenje.
Prije bušenja, centri budućih rupa su označeni i probušeni na proizvodima. Dubina jezgra (centra) zavisi od prečnika bušilice. Sa povećanjem prečnika bušilice, dužina njegovog kratkospojnika se povećava, tj. bušilica postaje „tupavija“, tako da bi dubina jezgra takođe trebalo da se povećava sa povećanjem prečnika burgije.
Prilikom pripreme proizvoda za bušenje velikih rupa, prvo se popunjava plitko središte i kompasom se crta jedan ili više kontrolnih krugova. Kontrolni krugovi se koriste za pravovremeno otkrivanje zanošenja bušilice u stranu. Prečnici krugova, osim poslednjeg, moraju biti manji od prečnika rupe koja se buši, a prečnik poslednjeg mora biti veći, jer se prvi krugovi odsecaju bušilicom, a poslednji mora ostati za kontrolu ispravnosti konačno izbušene rupe.
Prilikom ugradnje proizvoda za bušenje na stroju, trebali biste se voditi sljedećim odredbama:
Preciznost bušenja u velikoj meri zavisi od stanja stola mašine za bušenje, tako da se stol mora zaštititi od zareza, lokalnog razvoja i hrđe, a proizvode treba pažljivo, bez udaraca i značajnijih pomeranja, stavljati na sto pre ugradnje na stol, proizvodi moraju biti očišćeni od prljavštine, a proizvodi na njima su uklonjeni;
pri bušenju prolazne rupe, čija čistoća i mogući prijenos nisu bitni, ispod proizvoda treba staviti drvenu dasku s paralelnim stranama; ako je kosina neprihvatljiva, ispod proizvoda treba staviti metalni prsten ili metalnu pločicu s rupom za bušilicu;
ako stol mašine ima rupu za prolaz bušilice, bušenje se mora obaviti bez jastučića;
ispod izbušenog proizvoda ne bi trebalo biti strugotina ili komada metala koji mogu uzrokovati iskrivljenje rupe;
prilikom bušenja dubokih rupa, potrebno je provjeriti okomitost površine stola i vretena stroja, za šta treba učvrstiti zakrivljenu iglu u vreteno i, nakon što izbijeli stol kredom, ručno okrenuti vreteno tako da igla crta krug na stolu. Ako igla nacrta puni krug, tada je vreteno okomito na površinu stola, formiranje nepotpunog kruga će ukazati na kršenje okomitosti i stol je nagnut prema nenacrtanom dijelu kruga. Prilikom ugradnje proizvoda na zakrivljeni stol, potrebno je poravnati klinovima, fokusirajući se na kontrolne okomite linije primijenjene tijekom označavanja, koje se podudaraju sa smjerom budućih rupa. Ispravnost ugradnje proizvoda mora se provjeriti debljinom s dva rezača. Uz pravilan položaj proizvoda, vrh gornjeg pisača treba da se poklapa s gornjim krajem, a donji s donjim krajem kontrolne linije. Nakon fiksiranja proizvoda, morate još jednom provjeriti ispravnost njegove ugradnje, jer se prilikom zatezanja matica opet može iskriviti;
nepotpune rupe na bočnim stranama proizvoda moraju se izbušiti, stezanjem proizvoda u paru ili korištenjem brtve;
da na njoj izbušite rupu sa strane cilindrične površine (okomito na osu bušenja), mjesto treba prethodno obraditi, ako je potrebno probušiti rupu u cjevastom proizvodu, preporučljivo je zabiti metalni čep u rupu;
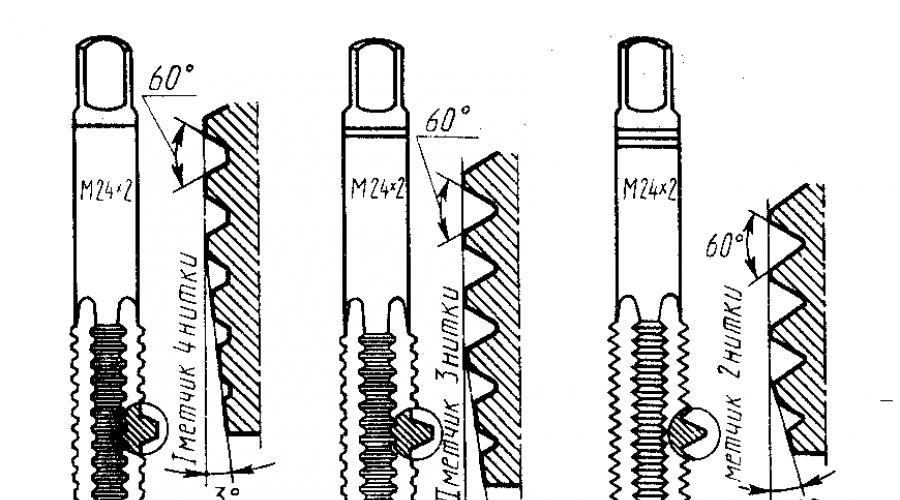
ako bušilica ide u stranu, tada se moraju poduzeti mjere za ispravljanje smjera rupe prije nego što njen konusni dio u potpunosti uđe u metal. Smjer burgije treba promijeniti opšivanjem žljebovima sa strane na koju se burgija pomjeri. Ako se nakon jednog opšivanja centar rupe ne može pomjeriti, porub se mora ponoviti.
Sa prečnikom burgije većim od 15 mm, pogrešno započeta rupa može se pomeriti snažnim pritiskom na radni predmet sa strane dok mašina radi. Međutim, ovu tehniku treba koristiti u ekstremnim slučajevima i s velikim oprezom.
Upuštanje se koristi za iskošenje rupe, za dobijanje konusnih i cilindričnih udubljenja za glave vijaka i zakovica, a upuštanje se koristi za čišćenje krajnjih površina.
Razvrtanje se vrši na mašinama za bušenje. Pričvršćivanje upuštača se ne razlikuje od pričvršćivanja svrdla. Brzina rezanja tijekom upuštanja trebala bi biti oko jedan i pol puta manja nego kod bušenja bušilicom istog promjera.
Prilikom upuštanja strugotine se uklanjaju jakim mlazom komprimiranog zraka ili vode, ili naginjanjem dijela ako nije težak. Kod upuštanja dijelova od čelika, bakra, mesinga, duraluminija koristi se hlađenje sapunastom emulzijom.
Razvrtanje se može vršiti kako na mašinama za bušenje i tokarenje, tako i ručno pomoću posebnih alata koji se nazivaju razvrtači. Razvrtač, za razliku od bušilice i upuštača, uklanja vrlo mali sloj metala (dodatak za razvrtač), unutar desetinki milimetra. Mašinski razvrtači se nazivaju mašinski razvrtači, a ručni razvrtači se nazivaju ručni razvrtači za ručno razvrtanje. Obrada rupa razvrtačima omogućava postizanje visoke preciznosti i završne obrade površine. Rupe prečnika većeg od 6 mm obrađuju se sa dva razvrtača: gruba i završna obrada.
Da bi se spriječila pojava uzdužnih ogrebotina (ivica) u rupi koja se obrađuje i da bi se postigla zadana završna obrada površine i preciznost obrade, zupci razvrtača su raspoređeni po krugu neravnomjernog koraka. Kada bi nagib bio ujednačen, tada bi se pri svakom okretanju radilice zubi zaustavljali na istim mjestima, što bi neminovno dovelo do valovitosti površine, pa se ručni razvrtači koriste s neravnomjernim nagibom zubaca, a strojni razvrtači se izrađuju sa ravnomeran nagib zubaca. Broj zuba mora biti paran (od 6 do 14).
Zavojna površina nastala na tijelima okretanja naziva se nit. Navoj se široko koristi u mašinstvu kao sredstvo za povezivanje, zaptivanje ili obezbeđivanje određenih kretanja mašinskih delova, mehanizama, uređaja itd.
Navoji na dijelovima se mogu dobiti rezanjem sa skidanjem strugotine i valjanjem, tj. metoda plastične deformacije.
Za rezanje unutrašnjih navoja koriste se slavine, a za rezanje spoljašnjih navoja koriste se matrice, lamele i drugi alati. Alati za valjanje navoja su nazubljene matrice, nazubljeni valjci i narebrene glave. Slavina se sastoji od dva glavna dela: radnog i repa (Sl. 12).
|
|
Slika 12. Dodirnite |

Ručne slavine se koriste za ručno rezanje navoja. Ručne slavine za metričke i inčne navoje su standardizovane i proizvode se kao set od dve slavine za navoje do 3 mm (za glavni metrički navoj prečnika od 1 do 52 mm i za inčni navoj sa prečnika 1/4 do 1") i set od tri slavine za navoje većeg od 3 mm (za metričke navoje od 30 do 52 mm i za inčne navoje prečnika od 1 1/8 do 2").
Prva (gruba) slavina seče grubi navoj, uklanjajući do 60% metala; druga (srednja) slavina daje precizniji navoj, uklanjajući do 30% metala; treća (završna) slavina uklanja do 10% metala, ima puni profil navoja i služi za finalno fino narezivanje navoja i njegovu kalibraciju. Da bi se utvrdilo koja je slavina hrapava, koja je srednja, a koja gotova, na repnom dijelu se izrađuju jedan, dva ili tri kružna riza (prstena) ili se stavlja odgovarajući broj.
Matrice se koriste za rezanje vanjskih navoja kako ručno tako i na strojevima. Ovisno o dizajnu, kalupi se dijele na okrugle, kotrljajuće, klizne (prizmatične). Okrugle matrice se izrađuju u jednom komadu, podijeljene.
Za rezanje unutrašnjeg navoja, izbušena rupa u kojoj se navoj seče slavinom, mašinski obrađuje upuštačem ili mašinski obrađuje.
Prilikom rezanja materijal se djelomično "istisne", pa bi prečnik svrdla trebao biti nešto veći od unutrašnjeg prečnika navoja.
Ako izbušite rupu za navoj prečnika koji tačno odgovara unutrašnjem prečniku navoja, tada će materijal ekstrudiran tokom rezanja vršiti pritisak na zupce slavine, što dovodi do njihovog jakog zagrevanja kao posledica visokog trenja i metala. čestice se lijepe za njih. U slučaju atoma, navoj može ispasti s pokidanim nitima, a ponekad se slavina može slomiti. Prilikom bušenja rupe prevelikog promjera, navoj je nepotpun.
Prilikom određivanja promjera svrdla za rezanje metričkih i cijevnih navoja koriste se posebne tablice iz referentnih knjiga, na primjer, Dodatak 3.
Prečnik rupe za metrički navoj se približno izračunava po formuli:

gdje D- prečnik rupe, mm; d- prečnik rezanog navoja, mm; t- dubina navoja, mm.
Dimenzije hvatača slavine za pričvršćivanje slavine se biraju u zavisnosti od prečnika navoja. Približna dužina kragne može se odrediti formulom:

gdje d- prečnik navoja, mm.
Nakon pripreme rupe za navoj i odabira ključa, obradak se fiksira u škripac i u njegovu rupu se vertikalno (bez kosine) ubacuje slavina.
Pritiskajući ključ lijevom rukom na slavinu, desnom ga okrenite udesno sve dok slavina ne usiječe nekoliko navoja u metal i zauzme stabilan položaj, nakon čega se ključ uzima za ručke s obje ruke i okreće s presretanje ruku na svakih pola okreta. Da bi se olakšao rad, ključ za slavinu se rotira u smjeru kazaljke na satu (jedan ili dva okreta udesno i pola okreta ulijevo, itd.). Zahvaljujući ovom povratnom rotacionom kretanju slavine, strugotina se lomi, ispada da je kratka (zgnječena), a proces rezanja je znatno olakšan.
Po završetku rezanja, okretanjem dugmeta u suprotnom smjeru, slavina se odvrne iz rupe, a zatim se probije kroz nju.
Da biste dobili čist navoj ispravnog profila i ne pokvarili slavinu, potrebno je koristiti tekućine za rezanje pri rezanju navoja, na primjer, razrijeđenu emulziju (1 dio emulzije na 160 dijelova vode). Osim razrijeđene emulzije, laneno ulje se može koristiti za rezanje unutrašnjih navoja u dijelovima od čelika i mesinga, kerozin od aluminija i terpentin od crvenog bakra. Urezivanje navoja u delovima od bronze, kao i livenog gvožđa, vrši se na suvo.
Prilikom rezanja navoja ne treba koristiti mašinska i mineralna ulja, jer značajno povećavaju otpor koji nareznik ili matrica moraju savladati tokom rada, negativno utiču na čistoću površina rupa i doprinose brzom trošenju alata.
Prilikom rezanja vanjskog navoja matricom, mora se imati na umu da se u procesu formiranja profila navoja metal proizvoda (posebno čelik, bakar) "proteže", promjer šipke se povećava. Kao rezultat, povećava se pritisak na površinu matrice, što dovodi do njenog zagrijavanja i prianjanja metalnih čestica, pa se nit kida.
Pri odabiru promjera drške za vanjske navoje treba se pridržavati istih razloga kao i pri odabiru rupa za unutrašnje navoje. Kvalitetan navoj se može dobiti ako je prečnik šipke nešto manji od spoljašnjeg prečnika navoja koji se reže. Ako je promjer šipke znatno manji od potrebnog, tada će navoj biti nepotpun; ako je prečnik šipke veći, onda se matrica ili ne može zašrafiti na šipku i kraj šipke će se oštetiti, ili se tokom rezanja zubi matrice mogu slomiti zbog preopterećenja.
Promjer radnog komada mora biti 0,3 ... 0,4 mm manji od vanjskog promjera navoja.
Prilikom ručnog narezivanja matrice, šipka se učvršćuje u škripcu tako da njen kraj koji strši iznad razine čeljusti bude 20 ... 25 mm duži od dužine dijela koji se reže. Gornji kraj šipke je zakošen kako bi se osiguralo uvlačenje. Zatim se matrica učvršćena u matrici postavlja na štap i matrica se rotira uz mali pritisak tako da matrica reže oko jedan ili dva navoja. Nakon toga se rezani dio štapa podmazuje uljem i matrica se rotira ravnomjernim pritiskom na obje ručke na isti način kao i kod rezanja slavinom, tj. jedan ili dva okreta udesno i pola okreta ulijevo. Da bi se spriječilo sklapanje i lomljenje matrice, potrebno je pratiti okomitu poziciju matrice u odnosu na štap: matrica mora urezati u šipku bez izobličenja.
Ručno uvlačenje niti je neefikasna operacija koja oduzima mnogo vremena. Postoje različiti načini mehanizacije narezivanja navoja: upotreba ručnih uređaja, na primjer, ručnih električnih bušilica, povećanje produktivnosti rezanja u borbi ručnom metodom (dugme) za tri do četiri puta, mašine za narezivanje navoja (mašine za bušenje električnog i pneumatskog djelovanja), koji povećavaju produktivnost za 8. .. 10 puta u odnosu na ručnu metodu, samozatvarajuće glave za valjanje navoja (tvornica "Frazer"), obezbjeđujući navoje prve i druge klase tačnosti.
Radni nalog
1. Uzmite blanko za instrument od nastavnika.
2. Upoznajte se sa crtežom.
3. Napravite mapu tehnološkog procesa (vidi tabelu 2).
4. Dovršite zadatak.
5. Očistite radno mesto i vratite primljeni alat.
Izveštaj treba da sadrži tehnološku kartu izrade dela i odgovore na pitanja koja nastavnik postavlja grupi nakon što se studenti upoznaju sa temom laboratorijskog rada,
BIBLIOGRAFIJA
MAKIENKO N.I. Bravarski posao. - M.: Vyssh.shk., 1982.
PROGRAM vježbe u UPM / Comp. M.G.Klyuchko, Yu.A.Kazimirchik. - Kijev: KNJIGA, 1983.
ZHURAVLEV A.N. Tolerancije i tehnička mjerenja. - M.: Više. škola, 1981.
Dodatak 1
bravarski alat
|
Naziv alata |
Grupa alata |
Bilješka |
|
velikih razmera verifikacija kvadrata Scribers Kompasi za obeležavanje Heightweights Visine visine Centri finders
makaze za bušenje
Rezači cijevi Fajlovi opće namjene: kopile somot Fascikle posebne namjene |
Označavanje |
Za markup Za rezanje Za turpijanje metala |
|
Pneumatske turpije Mehaničke (mašinske) turpije cilindrični kraj razvrtači: cilindrični širenje konusni Upuštači Bušilice Bušilica za razvrtanje Bušilice za upuštanje Step drills Upuštač Razvrtači za upuštanje Kombinovani upuštač Kombinovani razvrtači
Kragne za slavine okruglo (lerks) valjanje konca klizna, prizmatična Ogrlice za okrugle matrice (lerkoderzhatel) Oblique klupps Električni urezivači konca Pneumatski urezivači navoja bravar (ručna kočnica) mehanizovan kovač |
Auxiliary |
Za izradu rupa Za više operacija Za urezivanje navoja Za sječu |
|
Dlijeto, poprečni sekači ditchers Udarci zarezi obeležavanje mehanički električni Podrška
Pneumatske strugalice Brusni kamen Brusni papir Brusilice Električne brusilice Pneumatske brusilice Peglači Lapping drugačije ključevi: kapa kraj pokretna Odvijači:
Nutrunners Stud driveri Ključevi za cijevi Kliješta kliješta Kliješta za iglice (grickalica) Pneumatske spajalice (ručne preše) |
Montaža i montaža Montaža i montaža |
Za sječu Za markup Za zakivanje Za struganje Za čišćenje i brušenje za poliranje za lapping Za uvrtanje i odvrtanje Za hvatanje i stezanje malih metalnih komada Za zakivanje |
|
Lemilice:
električni benzin puhalice |
Montaža i montaža pomoćni |
za lemljenje |
Aneks 2
Prečnici rupa dnevnog metričkog navoja
Bilješka. Podaci za treći fini navoj nisu dati.
Unatoč činjenici da rezanje unutrašnjih navoja nije složena tehnološka operacija, postoje neke karakteristike pripreme za ovaj postupak. Dakle, trebali biste precizno odrediti dimenzije pripremne rupe za urezivanje navoja, kao i odabrati pravi alat, za koji se koriste posebne tablice promjera bušilice za urezivanje navoja. Za svaku vrstu navoja morate koristiti odgovarajući alat i izračunati prečnik pripremne rupe.
Sorte i parametri konca
Parametri prema kojima se niti dijele na različite tipove su:
- jedinice prečnika (metričke, inčne, itd.);
- broj ulaza niti (jedno-, dvo- ili trosmjerni);
- oblik u kojem su izrađeni elementi profila (trokutasti, pravokutni, okrugli, trapezni);
- smjer uspona zavoja (desno ili lijevo);
- lokacija na proizvodu (vanjska ili unutrašnja);
- oblik površine (cilindrični ili konusni);
- namjene (fiksiranje, fiksiranje i zaptivanje, rad).

Ovisno o gore navedenim parametrima, razlikuju se sljedeće vrste niti:
- cilindrični, što je označeno slovima MJ;
- metrički i konusni, označeni sa M i MK;
- cijev, za koju se koriste slova G i R;
- sa okruglim profilom, nazvan po Edisonu i označen slovom E;
- trapezoidna, označena Tr;
- okrugli, za ugradnju sanitarnih armatura, - Kr;
- postojano i postojano ojačano, označeno kao S i S45;
- inčni navoj, koji može biti i cilindričan i konusni - BSW, UTS, NPT;
- koristi se za spajanje cijevi ugrađenih u naftne bušotine.

Primjena slavine
Prije nego što započnete urezivanje navoja, morate odrediti promjer pripremne rupe i izbušiti je. Da bi se olakšao ovaj zadatak, razvijen je odgovarajući GOST, koji sadrži tablice koje vam omogućavaju da precizno odredite promjer rupe s navojem. Ove informacije olakšavaju odabir veličine bušilice.
Za rezanje metričkih navoja na unutrašnjim zidovima rupe napravljene bušilicom koristi se slavina - spiralni alat sa žljebovima za rezanje, izrađen u obliku šipke, koji može imati cilindrični ili konusni oblik. Na njegovoj bočnoj površini nalaze se posebni žljebovi koji se nalaze duž njegove osi i dijele radni dio na zasebne segmente, koji se nazivaju češljevi. Oštre ivice češljeva su upravo radne površine slavine.

Da bi zavoji unutrašnjeg navoja bili čisti i uredni, a njegovi geometrijski parametri odgovarali traženim vrijednostima, potrebno ga je postupno rezati, postupnim uklanjanjem tankih slojeva metala s površine koja se obrađuje. Zato se u tu svrhu koriste ili slavine, čiji je radni dio podijeljen po dužini na dijelove s različitim geometrijskim parametrima, ili setovi takvih alata. Pojedinačne slavine, čiji radni dio ima iste geometrijske parametre po cijeloj dužini, potrebne su u slučajevima kada je potrebno vratiti parametre postojećeg navoja.
Minimalni set, s kojim možete dovoljno kvalitetno izvršiti obradu navojnih rupa, je set koji se sastoji od dvije slavine - grube i završne obrade. Prvi odsiječe tanak sloj metala sa zidova rupe za rezanje metričkih navoja i na njima formira plitki utor, drugi ne samo da produbljuje formirani žlijeb, već ga i čisti.


Kombinovane dvoprolazne slavine ili setovi sa dva alata koriste se za narezivanje rupa malog prečnika (do 3 mm). Veće metričke rupe zahtijevaju kombinaciju alata za 3 prolaza ili set od 3 slavine.
Za manipulaciju slavinom koristi se poseban uređaj - radilica. Glavni parametar takvih uređaja, koji mogu imati različite dizajne, je veličina montažne rupe, koja mora točno odgovarati veličini drške alata.

Prilikom korištenja seta od tri slavine koje se razlikuju i po dizajnu i po geometrijskim parametrima, potrebno je strogo poštovati redoslijed njihove primjene. Možete ih razlikovati jedan od drugog i po posebnim rizicima koji se primjenjuju na drške, i po karakteristikama dizajna.
- Slavina, kojom se prvenstveno obrađuje rupa za rezanje metričkih navoja, odlikuje se najmanjim promjerom među svim alatima u setu i reznim zubima čiji je gornji dio jako odrezan.
- Druga slavina ima kraći ubod i duži češljev. Njegov radni prečnik zauzima srednju vrednost između prečnika ostalih alata iz seta.
- Treća slavina, kojom se rupa za rezanje metričkih navoja završava posljednja, odlikuje se punim izbočinama reznih zubaca i prečnikom koji mora tačno odgovarati veličini navoja koji se formira.

Slavine se prvenstveno koriste za narezivanje metričkih navoja. Mnogo rjeđe od metričkih slavina se koriste za obradu unutrašnjih zidova cijevi. Nazivaju se cijevnim cijevima u skladu s njihovom namjenom, a mogu se razlikovati po slovu G koji se nalazi u njihovoj oznaci.
Tehnologija rezanja navoja
Kao što je gore spomenuto, prije početka rada potrebno je izbušiti rupu, čiji promjer mora točno odgovarati navoju određene veličine. Treba imati na umu: ako su promjeri rupa namijenjenih za rezanje metričkih navoja odabrani pogrešno, to može dovesti ne samo do njegove loše kvalitete, već i do loma slavine.
Uzimajući u obzir činjenicu da slavina, formirajući navojne žljebove, ne samo da odsiječe metal, već ga i gura, promjer svrdla za urezivanje navoja trebao bi biti nešto manji od njegovog nominalnog promjera. Na primjer, bušilica za urezivanje navoja M3 treba da ima prečnik od 2,5 mm, za M4 - 3,3 mm, za M5 treba da izaberete bušilicu prečnika 4,2 mm, za navoj M6 - 5 mm, M8 - 6,7 mm, M10 - 8,5 mm, a za M12 - 10,2.

Tabela 1. Prečnici glavnih rupa za metričke navoje

Svi prečnici svrdla za GOST navoj su dati u posebnim tabelama. U ovakvim tablicama su naznačeni prečnici svrdla za izradu navoja sa standardnim i smanjenim korakom, pri čemu treba imati na umu da se za te svrhe buše rupe različitih prečnika. Osim toga, ako se navoji režu u lomljivim metalima (kao što je liveno gvožđe), prečnik svrdla dobijenog iz tabele mora se smanjiti za jednu desetinu milimetra.
Možete se upoznati sa odredbama GOST-a koji regulišu rezanje metričkih navoja preuzimanjem dokumenta u pdf formatu sa donje veze.
Prečnici svrdla za metričke navoje mogu se izračunati nezavisno. Od prečnika navoja koji treba rezati, oduzmite vrednost njegovog koraka. Sam korak navoja, čija se veličina koristi pri izvođenju takvih proračuna, može se pronaći u posebnim tablicama korespondencije. Da bi se odredilo koji promjer rupa mora biti napravljena bušilicom ako se za narezivanje koristi slavina s tri starta, mora se koristiti sljedeća formula:
D o \u003d D m x 0,8, gdje:
Prije- ovo je prečnik rupe koju treba napraviti bušilicom,
D m- prečnik slavine kojom će se obrađivati izbušeni element.

Da biste izrezali unutrašnji navoj na dijelu, prvo morate izbušiti rupu. Njegova veličina nije jednaka promjeru niti, ali bi trebala biti nešto manja. Prečnik svrdla za navoj možete pronaći u posebnoj tabeli, ali za to morate znati i vrstu navoja.
Glavna podešavanja
- prečnik (D);
- korak (P) - udaljenost od jednog zavoja do drugog.
Određeni su GOST 1973257-73. Veliki korak se smatra normalnim, ali mu odgovara nekoliko manjih. Mali korak se koristi kada se nanosi na proizvode sa tankim zidovima (tankozidne cijevi). Oni također naprave mali okret ako je primijenjeni navoj način za podešavanje bilo kojeg parametra. Također, napravljen je mali korak između zavoja kako bi se povećala nepropusnost veze i prevladao fenomen samoodvrtanja dijela. U drugim slučajevima seče se standardni (veliki) korak.

Postoji mnogo vrsta navoja, budući da svaka ima svoje karakteristike formiranja, promjer rupe s navojem u svakom slučaju je različit. Svi su navedeni u GOST-ovima, ali najčešće koriste trokutaste metričke i konusne metričke niti. O njima ćemo dalje.
Obično vidimo trokutaste navoje na vijcima i drugim sličnim pričvršćivačima, konusne navoje na većini vodovodnih proizvoda koji zahtijevaju odvojivu vezu.
fixtures
Za narezivanje navoja vlastitim rukama koriste se mali uređaji:

Svi ovi uređaji izrađeni su od legura koje se odlikuju povećanom čvrstoćom i otpornošću na habanje. Na njihovu površinu nanose se žljebovi i žljebovi, uz pomoć kojih se na radnom komadu dobiva njihova zrcalna slika.
Svaka slavina ili matrica su označeni - imaju natpis koji označava vrstu navoja koji ovaj uređaj reže - prečnik i korak. Ubacuju se u držače - dugmad i držače kalupa - tamo pričvršćene vijcima. Stegnuvši alat za urezivanje navoja u držač, stavite ga / umetnite na mesto gde želite da napravite odvojivu vezu. Pomicanjem uređaja formiraju se zavoji. Od toga koliko je uređaj pravilno postavljen na početku rada zavisi da li zavoji „ležu“ ravnomerno. Stoga, napravite prve zavoje pokušavajući zadržati strukturu ravnomjernom, izbjegavajući pomake i izobličenja. Nakon nekoliko okretaja, proces će postati lakši.
Možete ručno rezati niti malog ili srednjeg promjera. Složeni tipovi (dvosmjerni i trosmjerni) ili ručni rad s velikim promjerima nije moguć - potrebno je previše truda. U te svrhe koristi se posebna mehanizirana oprema - na strugovima s pričvršćenim slavinama i kalupima.
Kako pravilno rezati
Možete navući gotovo bilo koji metal i njihove legure - čelik, bakar, aluminij, liveno željezo, bronzu, mesing itd. Ne preporučuje se da ga pravite na užarenom gvožđu - previše je krut, raspadaće se tokom rada i neće biti moguće postići visokokvalitetne okrete, što znači da će veza biti nepouzdana.

Alat za posao
Trening
Potrebno je raditi na čistom metalu - ukloniti hrđu, pijesak i druge nečistoće. Zatim se mora podmazati mjesto gdje će se nanositi konac (osim za liveno gvožđe i bronzu - moraju se obraditi „na suvo“). Postoji posebna emulzija za podmazivanje, ali ako je nema, može se koristiti natopljeni sapun. Možete koristiti i druga maziva:

Često možete čuti savjete za korištenje strojnog ili mineralnog ulja ili čak svinjske masti prilikom urezivanja niti. Oni dobro rade, ali stručnjaci kažu da je bolje to ne raditi - čips će se zalijepiti za viskoznu tvar, što će dovesti do brzog trošenja slavine ili umrijeti.
Proces rezanja
Prilikom rezanja vanjskog navoja, matrica se postavlja strogo okomito na površinu cijevi ili šipke. Tokom rada ne bi trebao klatiti, inače će zavoji biti neravni, a veza će biti ružna i nepouzdana. Prvi zavoji su posebno važni. Od toga kako "legu" zavisi da li će veza biti iskrivljena.
Primjenom unutrašnjeg navoja, dio se fiksira nepomično. Ako je mali komad, može se stegnuti u škripcu. Ako je ploča velika, osigurajte njezinu nepokretnost dostupnim metodama, na primjer, pričvršćivanjem šipkama. M
Slavina se ubacuje u rupu tako da je njena osa paralelna sa osom rupe. Uz malo truda, malo po malo, počinju da se uvijaju u datom smjeru. Čim osjetite da se otpor povećao, odvrnite slavinu natrag i očistite je od strugotine. Nakon čišćenja, proces se nastavlja.

Proces rezanja na fotografiji
Prilikom uvlačenja navoja u slijepu rupu, njegova dubina bi trebala biti nešto veća od potrebne - ovaj višak bi trebao uključivati vrh slavine. Ako je to strukturalno nemoguće, vrh se odsiječe od slavine. Istovremeno, nije pogodan za daljnji rad, ali nema drugog izlaza.
Da bi zavoji bili kvalitetni, koriste se dvije slavine ili matrice - gruba i završna obrada. Prvo dodavanje je grubo dodavanje, drugo je ciljno dodavanje. Postoje i kombinovani uređaji za urezivanje navoja. Omogućavaju vam da sve uradite u jednom prolazu.
Još jedan praktičan savjet: kako bi strugotine zadržale izvan radnog područja, prilikom rezanja napravite jedan puni okret u smjeru kazaljke na satu, a zatim pola okreta u suprotnom smjeru. Nakon toga, alat se vraća na mjesto gdje se zaustavio i ponovo pravi jedan okret. Dakle, nastavite do potrebne dužine.
Tablice za odabir prečnika burgije za urezivanje
Prilikom izrade unutrašnjeg navoja ispod njega se prethodno izbuši rupa. Nije jednak promjeru navoja, jer se tijekom rezanja dio materijala ne uklanja u obliku strugotina, već se istiskuje, povećavajući veličinu izbočina. Stoga je prije nanošenja potrebno odabrati promjer svrdla za navoj. To se može uraditi u tabelama. Oni su za svaku vrstu navoja, ali ćemo dati one najpopularnije - metričke, inčne, cijevne.
| Metrički navoj | Inčni navoj | Cijevni navoj | |||||
|---|---|---|---|---|---|---|---|
| Prečnik navoja, inči | Korak navoja, mm | Prečnik burgije, mm | Prečnik navoja, inči | Korak navoja, mm | Prečnik burgije, mm | Prečnik navoja, inči | Prečnik rupe za navoj, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Još jednom, skrećemo vam pažnju na činjenicu da je promjer svrdla za narezivanje dat za velike (standardne navoje).
Tabela promjera šipki za vanjski navoj
Kod rada u vanjskom navoju situacija je vrlo slična - dio metala se istiskuje, a ne odsiječe. Stoga bi promjer šipke ili cijevi na koji se nanosi navoj trebao biti nešto manji. Koliko tačno - pogledajte tabelu ispod.
| Prečnik navoja, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Prečnik šipke, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |