Čelični lim sa rombičnim i lentikularnim naborima. Čelični lim sa rombičnim i lentikularnim naborima Granična odstupanja po težini, %
Pročitajte također
GOST 8568-77
MEĐUDRŽAVNI STANDARD
ČELIČNI LIMOVI SA ROMBIKOM
I PUŠKA OD LEĆA
TEHNIČKI USLOVI
IZDAVAČKA KUĆA IPK STANDARDI
Moskva
MEĐUDRŽAVNI STANDARD
Datum uvođenja 01.01.78
Ovaj standard se odnosi na čelične limove, toplo valjane sa jednostranim rombičnim i lentikularnim valovima za opće namjene.
1. ASORTIMENT
1.1a. Lim po debljini proizvodi se:
visoka preciznost - A,
normalna tačnost - B.
(Dodatno uvedeno, Rev. br. 4).
1.1. Oblik, dimenzije, granična odstupanja i težina 1 m 2 lima sa rombičnim i lentikularnim naborima moraju odgovarati onima navedenim na, i u .

|
Na zahtjev potrošača, listovi i rolne se proizvode sa maksimalnim odstupanjima: 20 mm - širine za valjane proizvode preko 1000 mm sa neobrađenim rubovima; 15 mm - dužine za listove preko 2000 do 6000 mm i više debljine 4,0 i 5,0 mm; 25 mm - debljine 6,0; 8.0; 10,0 i 12,0 mm. (Promijenjeno izdanje, Rev. br. 3, 4). 1.10. Odstupanja od ravnosti - prema GOST 19903 poboljšana ravnost. (Revidirano izdanje, Rev. br. 4). 1.11. (Brisano, Rev. br. 1.) 1.12. Zahtjevi za čelik proizveden u koturovima, kao i dimenzije kotura u širini, u skladu su sa GOST 19903. Primjeri legende Toplo valjani čelični lim St3sp prema GOST 380 sa jednostranim rombičnim naborom veličine 3,0´ 1000 ´ 2000 mm, normalna tačnost debljine, poboljšana ravnost sa valjanim rubom: Romb lim V-K-PU-3.0´ 1000 ´ 2000 St3sp GOST 8568-77 List leće V-K-PU-3.0´ 1000 ´ 2000 St3sp GOST 8568-77 Vruće valjani kotur klase St3sp prema GOST 380 sa jednostranim rombičnim naborom veličine 3,0´ 1000 mm, visoka preciznost, sa valjanim rubom: Romb romba A-K-3,0 ´ 1 000 St3sp GOST 8568-77 Isto, sa jednostranim naborom sočiva: Rolat od sočiva A-K-3.0´ 1 000 St3sp GOST 8568-77 (Promijenjeno izdanje, Rev. br. 2,3,4). 2. TEHNIČKI ZAHTJEVI2.1. Listovi i rolne se izrađuju u skladu sa zahtjevima ovog standarda prema tehnološkim propisima odobrenim na propisani način. 2.2. Listovi i rolne izrađeni su od običnog kvalitetnog ugljičnog čelika razreda St0, St1, St2 i St3 (ključajući, tihi i polutihi) hemijskog sastava prema GOST 380 Po dogovoru između proizvođača i potrošača, dozvoljena je proizvodnja pločastih proizvoda bez racionalizacije sadržaja hroma, nikla, bakra. 2.1, 2.2.(Revidirano izdanje, Rev. br. 4). 2.3. Na zahtjev potrošača, dozvoljena je proizvodnja limova od čelika drugih razreda. 2.4. Limovi valjani na valjaonicama limova se režu sa četiri strane. 2.5. Listovi i koluti valjani na kontinuiranoj valjaonici mogu se isporučiti sa valjanim uzdužnim rubovima. Zarezi prisutni na ivicama ne bi trebalo da vode list preko nominalnih dimenzija po širini. 2.4, 2.5.(Revidirano izdanje, Rev. br. 1). 2.6. Na površini limova ne bi trebalo biti valjanih i ingotnih filmova, udubljenja, ljuski od kamenca, valjanih mjehurića, pukotina i kontaminacije. Na rubovima listova ne bi trebalo biti delaminacija. 2.7. Na površini listova dopušteni su talasi, kamenac, hrđa, otisci, pojedinačni filmovi čija dubina ne prelazi maksimalna odstupanja u debljini. 3. PRAVILA PRIHVAĆANJA3.1. Listovi i rolne se primaju u serijama. Stranka se sastoji od listova jedne vrste rebra. Definicija serije - prema GOST 14637. 3.2. Za kontrolu dimenzija i kvaliteta površine, iz serije se biraju dva lista ili jedna rola. 3.3. Po prijemu nezadovoljavajućih rezultata kontrole za najmanje jedan od indikatora, ponovna kontrola se provodi na uzorku odabranom prema GOST 7566. 4. METODE ISPITIVANJA4.1. Kontrola površine vrši se bez upotrebe instrumenata za uvećanje. 4.2. Debljina osnove listova i visina nabora mjere se na udaljenosti od najmanje 100 mm od uglova i 40 mm od rubova. Dimenzije u bilo kojoj mjernoj točki ne bi trebale da prelaze debljinu lima preko graničnih odstupanja. 4.3. Rifle Heighthdefinira se kao razlika u dimenzijama ukupne debljine limas+ hi debljinu osnove limas. 5. OZNAČAVANJE, PAKOVANJE, TRANSPORT I SKLADIŠTENJE5.1. Označavanje, pakovanje, transport i skladištenje - prema GOST 7566. (Revidirano izdanje, Rev. br. 3). INFORMACIJSKI PODACI 1. RAZVILO I UVODILO Ministarstvo crne metalurgije SSSR-a 2. ODOBRENO I UVOĐENO Uredbom Državnog komiteta za standarde Vijeća ministara SSSR-a od 13. aprila 1977. godine br. 926 3. ZAMJENA GOST 8568-57 4. REFERENTNI PRAVILNIK I TEHNIČKA DOKUMENTA |
napomene:
1. Debljina limova sa jednostranim rombičnim i lentikularnim naborima određena je debljinom osnove lima s u milimetrima.
2 Za limove valjane na valjaonicama limova, u srednjem dijelu širine lima, dozvoljena je debljina osnove 0,2 mm iznad plus graničnog odstupanja.
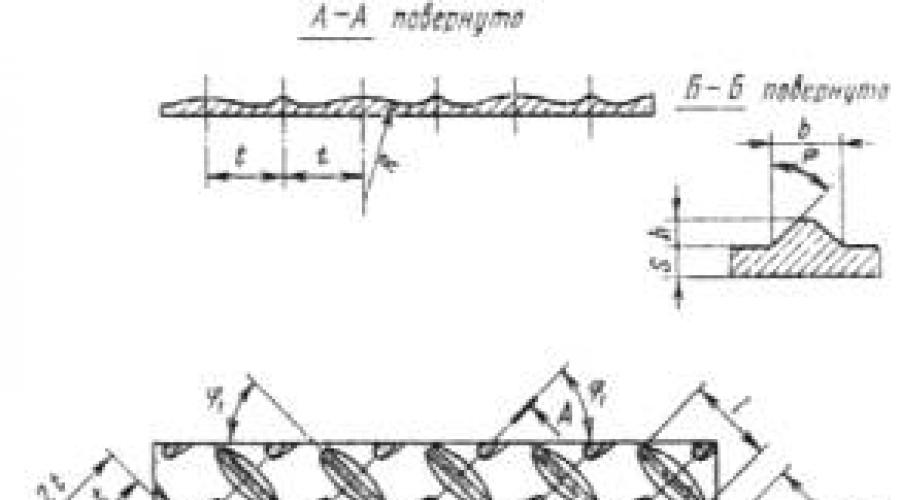
3. Širina baze žljebovab, ugao naboraj, dijagonale rombat1+ t 2 , ugao nabora na ravni limaj 1 , rastojanje između žljebovat, dužina žlebal, radijus naboraR na gotovim listovima se ne kontroliraju i daju se za proračune u izradi alata.
4. Masa 1 m 2 lima određena je nazivnim dimenzijama listova, visinom nabora, jednakom 0,2 debljine lima, malom dijagonalom romba, jednakom 27,5 mm, većom dijagonalom romb, jednak 65 mm. Gustina čelika je 7,85 g/cm 3 .
1.2. Valoviti čelik se proizvodi u limovima i rolama sa jednostranim rombičnim ili lećastim naborom.
1.3. Visina nabora na listovima treba biti 0,2-0,3 debljine osnove lima, ali ne manja od 0,5 mm. Na zahtjev potrošača, listovi debljine osnove od 5 mm ili više moraju imati visinu nabora od najmanje 1,0 mm.
1.4. Listovi sa rombičnim rebrima izrađuju se sa dijagonalama romba (25-30) C (60-70) mm. Konfiguraciju nabora i položaj velikih dijagonala romba duž ili popreko lima postavlja proizvođač.
Na zahtjev potrošača, dozvoljena je proizvodnja lima s različitim omjerom dijagonala romba.
1.5. Lentikularni valoviti limovi se proizvode s razmakom između valova od 20, 25 i 30 mm.
1.6. Listovi se proizvode u širinama od 600 do 2200 mm i dužinama od 1400 do 8000 mm sa gradacijom od 50 mm.
1.7. Na zahtjev potrošača, dozvoljena je izrada listova drugih veličina.
1.8. Listovi se izrađuju po meri:
sa navođenjem dimenzija po debljini u skladu sa dimenzijama navedenim u tabeli, a po širini i dužini u granicama navedenim u stavu 1.6 - obrazac I;
sa naznakom dimenzija u debljini u granicama navedenim u tabeli, bez navođenja dimenzija u širini i dužini - obrazac II;
navođenje dimenzija koje su višestruke širine i dužine dimenzija koje je naveo potrošač u granicama utvrđenim u tački 1.6 - obrazac III;
sa navođenjem izmjerenih dimenzija unutar granica navedenih u stavu 1.6 - obrazac IV.
1.9. Granična odstupanja za dužinu i širinu listova - prema GOST 19903-74.
Na zahtjev potrošača, listovi i rolne se proizvode sa maksimalnim odstupanjima:
20 mm - širine za valjane proizvode preko 1000 mm sa neobrađenim rubovima;
15 mm - dužine za listove preko 2000 do 6000 mm i više debljine 4,0 i 5,0 mm;
25 mm - debljine 6,0; 8.0; 10,0 i 12,0 mm.
1.10. Odstupanja od ravnosti - prema GOST 19903-74 za normalnu i poboljšanu ravnost.
1.11. (izbrisano)
1.12. Zahtjevi za čelik proizveden u zavojnicama, kao i dimenzije kotura u širini - prema GOST 19903-74.
Primjeri legende
Vruće valjani čelični lim St3sp prema GOST 380-88 sa jednostranim rombičnim naborom veličine 3.0C1000C2000 mm, normalna tačnost debljine, poboljšana ravnost sa valjanim rubom:
Listni romb V-K-PU-3.0C1000C2000 St3sp GOST 8568-77
List leće B-K-PU-3.0C1000C2000 St3sp GOST 8568-77
Vruće valjani kotur tipa St3sp prema GOST 380-88 sa jednostranim rombičnim naborom veličine 3,0-1000 mm, visoke preciznosti, sa valjanim rubom:
Romba A-K-3.0C1000 St3sp GOST 8568-77
Isto, sa jednostranim naborom sočiva:
Rolat od sočiva A-K-3.0C1000 St3sp GOST 8568-77
2. TEHNIČKI ZAHTJEVI
2.1. Listovi i rolne se izrađuju u skladu sa zahtjevima ovog standarda prema tehnološkim propisima odobrenim na propisani način.
2.2. Listovi i rolne izrađeni su od običnog kvalitetnog ugljičnog čelika razreda St0, St1, St2 i St3 (ključajući, tihi i polutihi) hemijskog sastava prema GOST 380-88.
Po dogovoru između proizvođača i potrošača, dozvoljena je proizvodnja pločastih proizvoda bez racionalizacije sadržaja hroma, nikla, bakra.
2.3. Na zahtjev potrošača, dozvoljena je proizvodnja limova od valjanih proizvoda drugih marki.
2.4. Limovi valjani na valjaonicama limova se režu sa četiri strane.
2.5. Listovi i koluti valjani na kontinuiranoj valjaonici mogu se isporučiti sa valjanim uzdužnim rubovima.
Zarezi prisutni na ivicama ne bi trebalo da vode list preko nominalnih dimenzija po širini.
2.6. Na površini limova ne bi trebalo biti valjanih i ingotnih filmova, udubljenja, ljuski od kamenca, valjanih mjehurića, pukotina i kontaminacije. Na rubovima listova ne bi trebalo biti delaminacija.
2.7. Na površini listova dopušteni su talasi, kamenac, hrđa, otisci, pojedinačni filmovi čija dubina ne prelazi maksimalna odstupanja u debljini.
3. PRAVILA PRIHVAĆANJA
3.1. Listovi i rolne se primaju u serijama. Stranka se sastoji od listova jedne vrste rebra. Definicija serije prema GOST 14637-79.
3.2. Za kontrolu dimenzija i kvaliteta površine, iz serije se biraju dva lista ili jedna rola.
3.3. Po prijemu nezadovoljavajućih rezultata kontrole za najmanje jedan od indikatora, ponovna kontrola se provodi na uzorku odabranom prema GOST 7566-81.
4. METODE ISPITIVANJA
4.1. Kontrola površine vrši se bez upotrebe instrumenata za uvećanje.
4.2. Debljina osnove listova i visina nabora mjere se na udaljenosti od najmanje 100 mm od uglova i 40 mm od rubova.
Dimenzije u bilo kojoj mjernoj točki ne bi trebale da prelaze debljinu lima preko graničnih odstupanja.
4.3. Rifle Height h definira se kao razlika u dimenzijama ukupne debljine lima s+ h i debljinu osnove lima s.
5. OZNAČAVANJE, PAKOVANJE, TRANSPORT I SKLADIŠTENJE
5.1. Označavanje, pakovanje, transport i skladištenje - prema GOST 7566-81.
GOST 8568-77
MEĐUDRŽAVNI STANDARD
TEHNIČKI USLOVI
Službeno izdanje
IPK IZDAVAČKI STANDARDI Moskva
prema GOST 8568-77 Čelični limovi sa rombičnim i lentikularnim naborima. Specifikacije
koje mjesto
Printed
Mora biti
Si. Promjena br. 3 (IUS br. 11-87) i ponovno izdanje (septembar 1993.) sa izmjenama br. 1, 2, 3, 4
Tačka 1.1. Sto, rombična valovitost. Kolona "Masa 1 m 2 lima, u>, Za debljinu osnove lima:
s - 6,0 mm s - 8,0 mm
66
66,6
Si. Ponovno izdanje (decembar 1995.) i izdanje (septembar 2004.)
sa izmjenama br. 1, 2, 3, 4
Tačka 1.1. Table. Rombični žljeb. Kolona "Težina 1 m 2 lista, kg." Za debljinu osnove lima s - 6,0 mm
(IUS Ms 122005)
MEĐUDRŽAVNI STANDARD
ČELIČNI LIMOVI SA rombičnim i lećastim rebrima
Specifikacije
Valoviti čelični rombi i sočivo od limova. Specifikacije
MKC 77.140.50*1
Datum uvođenja 01.01.78
Ovaj standard se odnosi na čelične limove, toplo valjane sa jednostranim rombičnim i lentikularnim valovima za opće namjene.
1. ASORTIMENT
1.1a. Valjani limovi se izrađuju prema debljini: visoka tačnost - A, normalna tačnost - B.
(Dodatno uvedeno, Rev. br. 4).
1.1. Oblik, dimenzije, maksimalna odstupanja i težina 1 m 2 lima sa rombičnim i lentikularnim naborima moraju odgovarati onima navedenim na crtežu. 1, 2 i u tabeli.

Službeno izdanje
Zabranjeno ponovno štampanje
© Izdavačka kuća Standards, 1977 Izdavačka kuća IPK Standards, 2004
|
od 600 do 1000 |
Sv. 1000 do 1500 |
||
|
I po debljini lima na tj, mm |
osnove |
Ugao na vrhu | ||||||||||
|
Sv. 1500 do 2000 |
Sv. 2000 do 2200 |
rebra b, mm |
rifley f, tuča | |||||||||
|
Normalno tačnost | ||||||||||||
|
Rombična valovitost | ||||||||||||
|
Lentikularna valovitost | ||||||||||||
6.0 8,0 10,0 12,0
6.0 8,0 10,0 12,0
1. Debljina limova sa jednostranim rombičnim i lentikularnim naborima određena je debljinom osnove lima s u milimetrima.
2. Za limove valjane na valjaonicama lima, u srednjem dijelu širine lima, dozvoljena je debljina osnove za 0,2 mm veća od plus graničnog odstupanja.
3. Širina osnove rebra b, ugao na vrhu rebra f, dijagonala romba / + t 2, ugao nabora na ravni lima f, rastojanje između nabora t, dužina nabora I, radijus zakrivljenosti nabora R na gotovim limovima se ne kontrolišu i daju se za proračune u izradi alata.
4. Masa lima od 1 m 1 2 određena je nazivnim dimenzijama listova, visinom nabora, jednaka 0,2 debljine lima, malom dijagonalom romba, jednakom 27,5 mm, većom dijagonalom romba , jednako 65 mm. Gustoća čelika je 7,85 g/cm 3 4 5 .
5. (Brisano, Rev. br. 4).
(Revidirano izdanje, Rev. br. 2, 3, 4, amandman).
1.2. Valoviti čelik se proizvodi u limovima i rolama sa jednostranim rombičnim ili lećastim naborom.
1.3. Visina nabora na listovima treba biti 0,1-0,3 debljine osnove lima, ali ne manja od 0,5 mm. Na zahtjev potrošača, listovi debljine osnove od 5 mm ili više moraju imati visinu nabora od najmanje 1,0 mm.
(Prerađeno izdanje, Rev. br. 2).
1.4. Listovi sa rombičnim rebrima izrađuju se sa dijagonalama romba (25-30) x (60-70) mm. Konfiguraciju nabora i položaj velikih dijagonala romba duž ili popreko lima postavlja proizvođač.
Na zahtjev potrošača, dozvoljena je proizvodnja lima s različitim omjerom dijagonala romba.
(Promijenjeno izdanje, Rev. br. 2, 3).
1.5. Lentikularni valoviti limovi se proizvode s razmakom između valova od 20, 25 i 30 mm.
1.6. Listovi se proizvode u širinama od 600 do 2200 mm i dužinama od 1400 do 8000 mm sa gradacijom od 50 mm.
1.7. Na zahtjev potrošača, dozvoljena je izrada listova drugih veličina.
(Revidirano izdanje, Rev. br. 3).
1.8. Listovi se izrađuju po meri:
sa navođenjem dimenzija po debljini u skladu sa dimenzijama navedenim u tabeli, a po širini i dužini u granicama navedenim u stavu 1.6 - obrazac I;
sa naznakom dimenzija u debljini u granicama navedenim u tabeli, bez navođenja dimenzija u širini i dužini - obrazac II;
navođenje dimenzija koje su višestruke širine i dužine dimenzija koje je naveo potrošač u granicama utvrđenim u tački 1.6 - obrazac III;
sa navođenjem izmjerenih dimenzija unutar granica navedenih u stavu 1.6 - obrazac IV.
(Revidirano izdanje, Rev. br. 1).
1.9. Granična odstupanja za dužinu i širinu listova - prema GOST 19903.
Na zahtjev potrošača, listovi i rolne se proizvode sa maksimalnim odstupanjima;
20 mm - širine za valjane proizvode preko 1000 mm sa neobrađenim rubovima;
15 mm - dužine za listove preko 2000 do 6000 mm i više debljine 4,0 i 5,0 mm;
25 mm - debljine 6,0; 8.0; 10,0 i 12,0 mm.
(Promijenjeno izdanje, Rev. br. 3, 4).
1.10. Odstupanja od ravnosti - prema GOST 19903 za normalnu i poboljšanu ravnost.
(Revidirano izdanje, Rev. br. 4).
1.11. (Brisano, Rev. br. 1).
1.12. Zahtjevi za valjane proizvode proizvedene u rolni, kao i dimenzije rolni u širini, u skladu su sa GOST 19903.
Primjeri simbola:
Toplo valjani čelični lim StZsp prema GOST 380 sa jednostranim rombičnim naborom dimenzija 3,0 x 1000 x 2000 mm, normalna tačnost debljine, poboljšana ravnost sa valjanim rubom:
Romb lim V-K-PU-3.0x 1000u. 2000 StZsp GOST 8568-77
List leće V-K-PU-3.0u 1000 y 2000 StZsp GOST 8568-77
Toplo valjani kotur marke StZsp prema GOST 380 sa jednostranim rombičnim naborom dimenzija 3,0 x 1000 mm, visoke preciznosti, sa valjanim rubom:
Romba romba A-K-3.0 y 1000 StZsp GOST 8568-77
Isto, sa jednostranim naborom sočiva:
Rolat sočiva A-K-3.0u 1000 StZsp GOST 8568-77.
(Promijenjeno izdanje, Rev. br. 2, 3, 4).
2. TEHNIČKI ZAHTJEVI
2.1. Listovi i rolne se izrađuju u skladu sa zahtjevima ovog standarda prema tehnološkim propisima odobrenim na propisani način.
2.2. Limovi i rolne izrađeni su od ugljičnog čelika uobičajenih kvalitetnih razreda StO, St1, St2 i St3 (ključajući, mirni i polutihi) hemijskog sastava prema GOST 380.
Po dogovoru između proizvođača i potrošača, dozvoljena je proizvodnja pločastih proizvoda bez racionalizacije sadržaja hroma, nikla, bakra.
2.1. 2.2. (Revidirano izdanje, Rev. br. 4).
2.3. Na zahtjev potrošača, dozvoljena je proizvodnja limova od čelika drugih razreda.
(Revidirano izdanje, Rev. br. 3).
2.4. Limovi valjani na valjaonicama limova se režu sa četiri strane.
2.5. Listovi i koluti valjani na kontinuiranoj valjaonici mogu se isporučiti sa valjanim uzdužnim rubovima.
Zarezi prisutni na ivicama ne bi trebalo da vode list preko nominalnih dimenzija po širini.
2.4, 2.5. (Revidirano izdanje, Rev. br. 1).
2.6. Na površini limova ne bi trebalo biti valjanih i ingotnih filmova, udubljenja, ljuski od kamenca, valjanih mjehurića, pukotina i kontaminacije. Na rubovima listova ne bi trebalo biti delaminacija.
2.7. Na površini listova dopušteni su talasi, kamenac, hrđa, otisci, pojedinačni filmovi čija dubina ne prelazi maksimalna odstupanja u debljini.
3. PRAVILA PRIHVAĆANJA
3.1. Listovi i rolne se primaju u serijama. Stranka se sastoji od listova jedne vrste rebra. Definicija serije - prema GOST 14637.
3.2. Za kontrolu dimenzija i kvaliteta površine, iz serije se biraju dva lista ili jedna rola.
3.3. Po prijemu nezadovoljavajućih rezultata kontrole za najmanje jedan od indikatora, ponovljena kontrola se provodi na uzorku odabranom prema GOST 7566.
4. METODE ISPITIVANJA
4.1. Kontrola površine vrši se bez upotrebe instrumenata za uvećanje.
4.2. Debljina osnove listova i visina nabora mjere se na udaljenosti od najmanje 100 mm od uglova i 40 mm od rubova.
Dimenzije u bilo kojoj mjernoj točki ne bi trebale da prelaze debljinu lima preko graničnih odstupanja.
4.3. Visina rebra h definira se kao razlika između dimenzija ukupne debljine lima s + h i debljine osnove lima s.
5. OZNAČAVANJE, PAKOVANJE, TRANSPORT I SKLADIŠTENJE
5.1. Označavanje, pakovanje, transport i skladištenje - prema GOST 7566.
(Revidirano izdanje, Rev. br. 3).
INFORMACIJSKI PODACI
1. RAZVILO I UVODILO Ministarstvo crne metalurgije SSSR-a
2. ODOBRENO I UVOĐENO Uredbom Državnog komiteta za standarde Vijeća ministara SSSR-a od 13. aprila 1977. godine br. 926
3. ZAMJENA GOST 8568-57
4. REFERENTNI PRAVILNIK I TEHNIČKA DOKUMENTA
5. Uklonjeno je ograničenje roka važenja prema protokolu br. 7-95 Međudržavnog vijeća za standardizaciju, mjeriteljstvo i certifikaciju (IUS 11-95)
6. IZDANJE (septembar 2004.) sa amandmanima br. 1, 2, 3, 4, odobrenim u oktobru 1978., novembru 1980., junu 1987., junu 1989. (IUS 11-78, 1-81, 11-87, 11-89) , Amandman (IUS 2-2003)
Urednik L.I. Nakhimova Tehnički urednik V.N. Prusakova Lektorica A. S. Chernousova Kompjuterska provjera S. V. Ryabova
Ed. osobe. br. 02354 od 14.07.2000. Predao u komplet 20.09.2004. Potpisano za objavljivanje 06.10.2004. Conditions.print.l. 0,93. Uch.-ed.l. 0,60.
Tiraž 162 primjerka. C 4125. Red 866.
IPK Izdavačka kuća standarda, 107076 Moskva, Kolodeznyj per., 14. e-mail:
Otkucano u izdavačkoj kući na računaru
Štampano u ogranku IPK Izdavačka kuća standarda - tip. Moskva Printer, 105062 Moskva, Ljalin per., 6.
To je glavni državni standard koji regulira proizvodnju čelični lim sa rombičnim i lentikularnim naborima napravljeno toplom deformacijom. Ovaj standard se odnosi i na čelik i na nerđajući čelik, tako da ako ste zainteresovani za nerđajući čelik, ovaj standard će vam biti od koristi.
Nakon pregleda ovog regulatornog dokumenta, imat ćete ideju o asortimanu, tehničkim zahtjevima, pravilima prihvata, metodama ispitivanja za ovu vrstu valjanog metala. To vam može pomoći pri odabiru kvalitetnih artikala za kupovinu.
Asortiman
Prva stvar koja zanima kupca je veličina. sadrži niz listova sa rombičnim i lećastim naborima. Dostupne su sljedeće veličine za proizvodnju: po debljini 2,5 do 12 mm, u širini od 600 do 2200 mm, duž dužine od 1400 do 8000 mm sa gradacijom od 50 mm. Međutim, dozvoljene su i druge veličine.
Valoviti lim se razlikuje od uobičajenog po prisutnosti posebnih izbočina na površini. Ove izbočine imaju svoju tehnološku svrhu. i upravo zbog njih potrošači nabavljaju ovu vrstu valjanog metala. Međutim, neki možda ne znaju kako razlikovati rombične žljebove od žljebova za sočivo.
U praksi je vrlo jednostavno: samo pogledajte uzorak teksturirane površine.
- S rombičnim naborom, na površini su jasno vidljive konveksne linije koje, ukrštajući se, tvore niše u obliku dijamanta. Ove uzdignute linije imaju jasne granice i kontinuirane su kroz dina.
- U slučaju lentikularnog nabora, izbočine su raspoređene na određeni način na površini lima. Oni podsjećaju na male tobogane i nalaze se pod pravim uglom jedan prema drugom. Ove izbočine su kratke i nježnije.
Najpopularniji među kupcima su listovi s valovitom lećom. Imaju ugodniji izgled i stoga se mogu koristiti za više zadataka.
Prilikom kupovine važno je uzeti u obzir da se valovitost nanosi na površinu samo s jedne strane!
Standard reguliše sledeće parametre za svaku veličinu lista: debljinu, širinu, težinu jednog kvadratnog metra i odstupanja u dimenzijama. Parametri kao što su širina osnove žlebove, ugao na vrhu žlebove, dužina žlebove, poluprečnik njihove zakrivljenosti i njihov položaj u ravnini navedeno u standardu, ali nije kontrolirano. Oni su dati kao referenca za izradu alata.
Dostupne su dvije proizvodne opcije za preciznost proizvodnje: visoko(slovo A u oznaci) i normalna tačnost(slovo B u oznaci). Razlika između njih je količina tolerancije. Za proizvode visoke preciznosti oni su mnogo niži nego za normalne precizne proizvode.Stoga, ako je parametar kao što je tačnost važan za vaš projekat, preporučuje se kupovina proizvoda kategorije A.
Spisak dozvoljenih veličina i njihovih odgovarajućih graničnih odstupanja možete pronaći u tabeli ispod.

Prilikom mjerenja debljine važno je znati da se debljina smatra osnovom lima bez uzimanja u obzir visine nabora.
Ako se proizvod proizvodi na valjaonicama lima, dozvoljeno je zadebljanje njegove osnove u srednjem dijelu. Ovo zadebljanje ne smije biti veće od +0,2 mm plus granično odstupanje.
Masa jednog kvadratnog metra izračunata je sa visinom rebra od 0,2 debljine, malom dijagonalom romba jednakom 27,5 mm, velikom dijagonalom romba jednakom 65 mm i gustoćom čelika od 7,85 g / cm3.
Važno je znati da se valoviti čelik s jednostranim rebrama proizvodi i u obliku valjaka.
Dimenzije valovitosti
Što se tiče visine flaute, standard navodi da ona mora biti unutar 0,1 - 0,3 debljine, ali ne manje od 0,5 mm. Ako potrošač zahtijeva debele limove (5 mm ili više), tada je dopušteno povećanje minimalne visine nabora na 1 mm, ali samo po dogovoru.
Kod limova sa rombičnim naborima, dijagonale romba mogu imati dužinu (25 - 30) x (60 - 70) mm., međutim, moguća je izrada rebra i drugih veličina po dogovoru. Položaj velikih dijagonala duž ili poprijeko lima postavlja proizvođač.
Za listove sa naborima od sočiva, razmak između nabora može biti 20, 25 ili 30 mm.
Granična odstupanja
Maksimalna odstupanja u debljini lima mogu se naći u gornjoj tabeli, ali odstupanja u dužini i širini tamo nisu navedena. Standard navodi da se moraju uzeti iz GOST 19903 Toplo valjani lim. Odstupanja od ravni moraju se uzeti od istog standarda za normalnu i poboljšanu ravan.
Ako se valjani proizvodi proizvode u rolama, zahtjevi i dimenzije rolni moraju se uzeti iz GOST 19903.
konvencije
Gledajući simbol, u početku je teško razabrati šta sva ova slova i brojevi označavaju. Međutim, to nije tako teško kao što se čini na prvi pogled.
- Prvi korak je označavanje proizvoda. Vrsta proizvoda je naznačena: lim ili rola i vrsta valovitosti.
- Slijedi indikacija točnosti proizvodnje: A - visoka tačnost, B - normalna.
- Nakon toga se određuje tip ivice. K - klizanje.
- Zatim slijede dimenzije: debljina x širina x dužina (ili debljina x širina u slučaju rolne)
- Na samom kraju je naznačena klasa čelika i GOST.
Tehnički zahtjevi
Rombični i lentikularni valoviti limovi se proizvode prema zahtjevima od ugljičnog čelika ili od drugih vrsta čelika.
Prilikom proizvodnje na valjaonici limova, proizvod se odsiječe sa četiri strane.
Kada se proizvodi na kontinuiranoj valjaonici, dopušteno je prisustvo valjanih uzdužnih rubova. Ako na rubovima postoje nazubljeni, njihova vrijednost ne bi trebala premašiti širinu lima iznad nominalnih dimenzija.
Prihvatanje i testiranje
Nakon završetka proizvodnog procesa, vrijeme je za prihvatanje serija. Zabava mora sadržavati iznajmljivanje jedne vrste rebra. Odnosno, u seriji rombičnih listova ne može biti niti jedno sočivo. Definicija serije se mora uzeti iz GOST 14637.
Da bi se izvršila potrebna mjerenja, iz serije se uzima jedna rolna ili dva lista. Ako se tokom procesa utvrđivanja kvaliteta dobije barem jedan nezadovoljavajući rezultat, provodi se druga faza ispitivanja. Za ovu fazu, uzorak je napravljen prema GOST 7566.
Mjerenja za određivanje debljine podloge i visine nabora izvode se na udaljenosti od najmanje 100 mm od uglova i 40 mm od rubova.
Visina nabora se određuje oduzimanjem debljine osnove lima od ukupne debljine.
Istorija Standarda
Razvilo ga je i uvelo Ministarstvo crne metalurgije SSSR-a. Državni komitet za standarde Vijeća ministara SSSR-a odobrio je i stupio na snagu 13. aprila 1977. kako bi zamijenio GOST 8568-57.
Nakon raspada SSSR-a, ovaj standard je usvojen na teritoriji Rusije. Godine 1995. Međudržavno vijeće za standardizaciju, mjeriteljstvo i sertifikaciju uklonilo je ograničenje važenja iz njega.