Lista maszyn do wykańczania budynków. Wykańczanie maszyn budowlanych. Maszyny wykończeniowe
Przeczytaj także
Wykańczanie maszyn budowlanych
Mieszalniki tynkarskie przeznaczone są do przyjmowania gotowej zaprawy przywożonej z agregatu, utrzymywania zaprawy w postaci użytkowej, transportu na stanowiska pracy oraz nanoszenia jej na powierzchnię przeznaczoną do obróbki za pomocą specjalnych dysz.
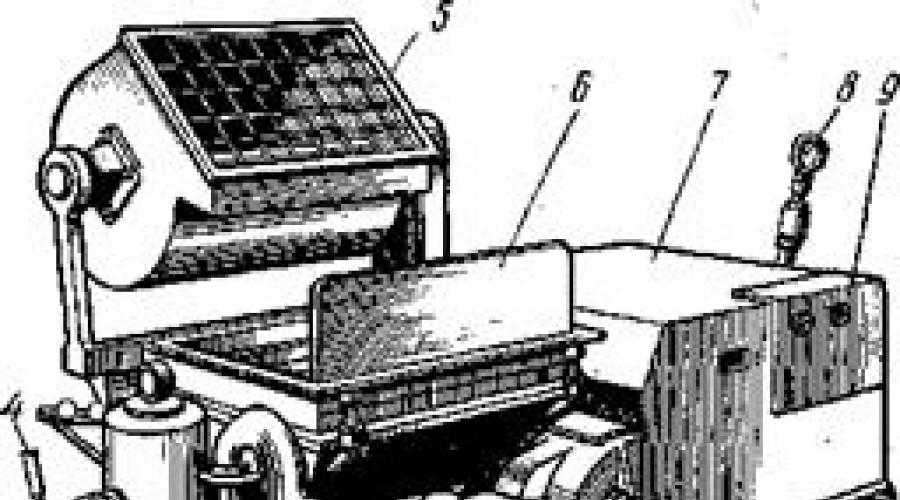
Zespół mieszania tynku (Rys. 71) składa się z cyklicznego kubła mieszadła, sita wibracyjnego z lejem zasypowym oraz pompy zaprawy zamontowanej na wspólnej ramie.
Agregat do mieszania tynku sterowany jest z konsoli centralnej, która zapewnia zarówno autonomiczne uruchomienie poszczególne maszyny, oraz kompleks całej jednostki. Aby ułatwić przemieszczanie mieszalnika tynku, jego ramę można zamontować na kołach pneumatycznych.

Ryż. 71. Mieszalnik tynków:
1 - pompa zaprawy, 2 - blok zaworów, 3 - głowica powietrzna, 4 - zawór obejściowy, 5 - pojemnik mieszający, 6 - kosz przyjęciowy, 7 - napęd agregatu, 8 - dyszel, 9 - pulpit sterowniczy
Wydajność jednostek 2 i 2,4 m3/h.
W skład zestawu agregatów do mieszania tynku wchodzą rurociągi do zaprawy, dysza oraz niezbędne narzędzia.
Dysze aplikacyjne roztwory gipsowe(ryc. 72) są podzielone na jednostki sprężarkowe działające za pomocą skompresowane powietrze, oraz bezsprężarkowy, działający dzięki ciśnieniu wytwarzanemu przez pompę do zaprawy.
Dysze kompresorów są dostępne zarówno z centralnym, jak i pierścieniowym zasilaniem sprężonym powietrzem. Dysze kompresorów z zasilaniem pierścieniowym składają się z korpusu, do którego trzonu za pomocą zacisków mocowany jest rurociąg roztworu. Rurociąg ciśnieniowy jest mocowany obejmą do zaworu, połączony kolankiem ze złączką i uszczelką do korpusu. Powietrze z kolana do dyszy jest dostarczane przez pierścieniowy rowek P.
Dysze bezsprężarkowe mają przepływ bezpośredni i są wyposażone w zawirowywacze. Dysza o przepływie bezpośrednim daje płaski palnik i umożliwia pracę z twardszymi roztworami.
Dysze z zawirowywaczami informują o rozwiązaniu ruch obrotowy. Roztwór jest odprowadzany z dyszy w postaci palnika w kształcie stożka.
Dla ułatwienia projektowania korpus 13 dysz wykonano z gumki Eraser, głowicę z włókna szklanego, które jest dobrze odporne na obciążenia dynamiczne. W gumowej membranie wykonuje się otwory o długości 15-33 mm zgodnie z typem pokazanym na rysunku. Takie dysze umożliwiają uzyskanie pochodni o długości do 180 cm przy kącie projekcji 30-40°.
Tynkarki z napędem elektrycznym i pneumatycznym służą do spoinowania warstwy zaprawy nałożonej na powierzchnię konstrukcji budowlanej.
Maszyna tynkarska: 1 - silnik elektryczny, 2 - reduktor, 3 - pierścień, 4 - tarcza
Tynkarki z napędem elektrycznym (Rys. 73) składają się z obudowy, w której górnej części zamocowany jest asynchroniczny trójfazowy silnik elektryczny o zwiększonej częstotliwości, a w dolnej kilku obracających się różne strony pierścienie i krążki z duraluminium wyłożone nakładkami z tworzywa sztucznego, drewna lub filcu.
Wydajność maszyny do 50 m2/h przy tarczach 475/720 obr./min. Moc silników elektrycznych zainstalowanych na maszynach nie przekracza 0,2 kW, waga maszyn to 2,7 kg.
Napędy pneumatyczne maszyn tynkarskich obejmują obrotowy silnik pneumatyczny, przekładnie i tarcze robocze wykonane z tworzywa sztucznego laminowanego drewnem lub tekstolitu. Powierzchnię do obróbki zwilża się sprayem.
Wydajność maszyny tynkarskiej z napędem pneumatycznym wynosi 40-85 m2/h przy mocy silnika 0,2 KM, zużyciu powietrza 0,4 m3/min, prędkości obrotowej dysku Na biegu jałowym 480 obr./min i wadze 1,5 kg.
Maszyna do szlifowania szpachli nakładanej na otynkowaną powierzchnię wyposażona jest w silnik elektryczny o mocy 0,18 kW. Prędkość obrotowa wrzeciona 1000 obr./min, waga 1,7 kg. Konstrukcyjnie maszyny tego typu są wykonane zgodnie z typem maszyn do tynkowania i zacierania.
Mobilne stanowisko lakiernicze (Rys. 74) przeznaczone jest do prac malarskich. Półprodukty w postaci zaczynu kredowego i zaczynu wapiennego podawane są do leja przyjęciowego, z którego przenośnikiem ślimakowym pionowym podawane są do mieszalnika wyposażonego w mieszadło łopatkowe pionowe napędzane silnikiem elektrycznym. Woda ze zbiornika jest doprowadzana rurami zarówno do mieszalnika, jak i do klejarki. Mieszadło dwuwałowe umieszczone w pobliżu zbiornika umożliwia przygotowanie płynnej szpachli, która podawana jest na sito wibracyjne. Znajduje się nad lejem odbiorczym pompy zaprawy, za pomocą której szpachlówka i kompozycja malarska podawane są bezpośrednio na miejsca prac malarskich. Elastyczne węże są podłączone do sprężarek, które zapewniają jednoczesną pracę kilku agregatów malarskich.
Wysuszone odpady szpachlowe są poddawane recyklingowi poprzez dodanie roztworu kleju za pomocą młynka do farb zainstalowanego na stole warsztatowym. Stosowany do przesiewania suchych materiałów składowych.

Ryż. 75. Młyn odśrodkowy:
1 - rura z kranem do zaopatrzenia w wodę,
2 - obudowa, 3 - kosz załadowczy, 4 - wyłącznik, 5 - kołnierz silnika
Przygotowane roztwory na stanowisku lakierniczym podgrzewane są za pomocą grzałki 10. Pozostałe narzędzia i wyposażenie stanowiska lakierniczego to szpatułki z końcówkami stalowymi i plastikowymi, zbiorniki do iniekcji farby, pistolety elektryczne, maszyny do szlifowania powierzchni o powierzchni prospatowej, wędki do malowania wysoko położonych powierzchni, opryskiwacze do farb, sprężarki membranowe, zestawy węży, wałki i pędzle malarskie.
Młyny odśrodkowe (ryc. 75) przeznaczone są do mielenia kredy, która służy do przygotowania kompozycji malarskich, szpachlówek i szpachlówek. Najbardziej powszechne są obrotowe tarki do kredy, które przetwarzają zarówno suchą, jak i mokrą kredę. Na wale silnika 6 osadzony jest wirnik palcowy, obracający się w cylindrycznej obudowie, do której pokrywy przymocowany jest od wewnątrz nieruchomy wirnik ze stożkowymi szczelinami.

Ryż. 76. Mieszadło dwuwałowe:
1 - silnik elektryczny, 2 - koło pasowe, 3 - koło zamachowe, 4 - zbiornik ze skrzynią biegów * rum, 5 - kierownica, 6 - rama
Ten wirnik ze szczeliną nieprzekraczającą 1 mm jest zawarty w wolna przestrzeń między palcami odbijającymi zamontowanymi na wirniku palcowym. Kreda podawana przez zasobnik 3 jest wychwytywana przez wewnętrzne palce obracającego się wirnika i pod działaniem sił odśrodkowych jest kruszona i mielona, stopniowo przechodzi przez szczeliny nieruchomego wirnika i jest ponownie mielona między nim a zewnętrznymi palcami obracającego się wirnika. Do produkcji mielenia na mokro woda jest doprowadzana do młynka przez specjalny wąż do rury wlotowej.
Przy rozdrobnieniu mielenia 20-35 mikronów wydajność środka młyna wynosi 120 kg / h, moc silnika elektrycznego wynosi 2,8 kW, a masa szlifierki wynosi 90 kg.
Mieszadła to urządzenia do przygotowania szpachlówek, szpachlówek i kompozycji malarskich, stosowane zarówno w warsztatach kolorystycznych, jak i bezpośrednio na budowach. Produkowane są zarówno mieszalniki jednowałowe, jak i dwuwałowe.
Mieszadło dwuwałowe (Rys. 76) składa się z leja mieszającego osadzonego na ramie, wewnątrz którego obracają się względem siebie dwa wały z zamontowanymi na nich spiralnymi łopatkami. Przygotowaną w mieszalniku kompozycję wyładowuje się z bębna za pomocą mechanizm obrotowy wyposażone w kierownicę. Wydajność mieszalnika wynosi 120 l/h przy objętości jednego wsadu 40 l.
Mieszadło do przygotowania kompozycji wodnych i malarskich to pierścieniowa rama nośna, na której stojakach jest zamocowana pozycja pionowa Korpus cylindryczny. Pod obudową znajduje się silnik elektryczny, który poprzez przekładnię obraca wał z zamocowanymi na nim łopatkami mieszającymi. Wydajność mieszadła 350-400 l/h przy pojemności korpusu 63 l.
Kraskoterki służą do przygotowania szpachlówek, past kredowych i farb drobnoziarnistych. Zgodnie z konstrukcją szlifierki do farb dzielą się na tarczowe, wałkowe i młyńskie, a według rodzaju napędu na ręczne i mechaniczne.
W szlifierkach tarczowych do farb materiały źródłowe pod działaniem siły odśrodkowej wpadają w szczeliny między obracającymi się i nieruchomymi tarczami i ulegają postrzępieniu. Wydajność dysku kraskoterok 40 kg/h.
W walcowych szlifierkach do farb materiał jest mieszany i mielony pomiędzy dwoma gładkimi walcami obracającymi się względem siebie.

Ryż. 78. Sito wibracyjne:
1 - lej zasypowy, 2 - rama, 3 - wibrator,
Szlifierki do farb Millstone są najczęściej spotykane w budownictwie. Zapewniają rozdrobnienie w zakresie 20-35 mikronów. Młyński młynek do farby (ryc. 77) o wydajności 100 kg / h składa się z leja zasypowego, wewnątrz którego znajdują się obracające się ostrza, które dostarczają wymieszaną kompozycję do kamienia młyńskiego. Ostrza i kamienie młyńskie są napędzane przez wał połączony przekładnią z silnikiem elektrycznym. Materiały są mielone między obracającym się kamieniem młyńskim 6 a nieruchomym kamieniem młyńskim, przy czym odległość między nimi (a tym samym stopień rozdrobnienia) jest regulowana przez koło zamachowe. Przygotowana kompozycja jest dozowana przez tackę wyładowczą.
Przesiewacze wibracyjne (ryc. 78) o wydajności do 720 kg / h służą do poprawy jakości kompozycji malarskich. Składają się z ramy nośnej i umieszczonego na niej wibratora 3, połączonego wspornikiem przenoszącym drgania na korpus sita.
Instalacja do nakładania płynnej szpachlówki (Rys. 79) z napędem pneumatycznym składa się z dwóch jednakowo szczelnych zbiorników podłączonych do źródła sprężonego powietrza. Szpachlówka wyparta ze zbiorników jest podawana wężem do dyszy wędki, do której dodatkowo dostarczane jest sprężone powietrze. W przypadku stosowania preparatów o niskiej lepkości dodatkowe zasilanie sprężonym powietrzem jest opcjonalne. Urządzenie zapewnia napełnianie do 200 m2/h przy ciśnieniu powietrza 0,7 MPa.
W maszynach z napędem zmechanizowanym kompozycja jest rozpylana w wyniku zawirowania w kanale dyszy. Złożoność instalacji tego typu jest rekompensowana przez ich większą wydajność, ponieważ zmniejsza się strata materiału do natrysku.

Ryż. 79. Instalacja do nakładania płynu
kity: 1 - zbiornik, 2 - szyjka, 3 - przewód powietrza, 4 - złączka doprowadzenia powietrza do wędki, 5 - wąż łączący, 6 - Zawór bezpieczeństwa, 7 - osłona, 8 - dźwignia, 9 - rozdzielacz, 10 - wędka
Aerografy służą do nakładania niskolepkich kompozycji wodno-kredowych i wapiennych na powierzchnie przygotowane do malowania. Aerografy produkowane są zarówno z ręcznym, jak iz napęd elektryczny. Kompozycje farb podawane są do dysz, gdzie są natryskiwane pod ciśnieniem 0,5-0,6 MPa i nakładane na malowaną powierzchnię.

Ryż. 80. Ręczny pistolet natryskowy:
1 - filtr, 2 - tuleja, 3, 4 - zawory, 5 - obudowa, 6 - pompa, 7 - zbiornik, 8 - wąż, 9 - kran, 10-12 - rury, 13 - dysza
Ręczny pistolet natryskowy (ryc. 80) składa się ze zbiornika, w którym umieszczona jest pompa; zawory ssące i tłoczne; wąż ssący z filtrem opuszczany do pojemnika z kolorową kompozycją. Gdy pompa pracuje, kompozycja farby jest zasysana do zbiornika, tworząc w nim niezbędne ciśnienie. Barwna kompozycja jest podawana wężem 8 i rurami 10-12 do dyszy. Wydajność aerografu do 200 m2/s
Elektryczne pistolety natryskowe pozwalają wytworzyć ciśnienie niezbędne do podania kompozycji farby za pomocą oscylującej membrany napędzanej mechanizmem korbowodu. Wydajność pistoletów elektrycznych (przy pracy z wędką) to 250-260 m2/h przy mocy silnika 0,18-0,27 kW i wadze od 16 do 25 kg.
Pneumatyczne opryskiwacze do farb są szeroko stosowane do produkcji lokalnych prace malarskie i pozwalają uzyskać zarówno stożkowe, jak i szerokie płaskie pochodnie. Wydajność opryskiwaczy przy pracy z kompozycjami farb i lakierów wynosi 20-50 m2/h, przy pracy z kitem do 85 m2/h, przy pracy z kompozycjami farb do 400 m2/h.
W pneumatycznym rozpylaczu do farby (ryc. 81) sprężone powietrze wychodzące z dyszy rozpyla kompozycję farby.
Opryskiwacze do farb dostępne są w dwóch wersjach - do pracy ze zbiornikami ciśnieniowymi na farbę lub zbiornikami wymiennymi.

Ryż. 81. Opryskiwacz pneumatyczny:
1 - zbiornik, 2 - korpus, 3 - sprężyna iglicy, 4 - regulator iglicy, 5 - złączka, 6 - sprężyna zaworu, 7 - trzpień, 8 - spust, 9 - iglica, 10 - dysza, 11 - głowica, 12 - adapter , 13 - nakrętka łącząca
Zbiorniki Kraskonagnetatelny przeznaczone są do podawania farby do kraskoraspylitel. Za pomocą sprężonego powietrza dostarczanego ze sprężarki w zbiornikach powstaje ciśnienie 0,4 MPa. Pojemność zbiorników na farbę w sprayu to 16-63 l.
Oczyszczacze powietrza służą do usuwania oleju, wilgoci i cząstek stałych z powietrza dostarczanego do pistoletów natryskowych. Ich waga dochodzi do 4 kg. Pracują przy ciśnieniu sprężonego powietrza do 0,5 MPa.
Agregaty malarskie służą do kompleksowego wykonywania prac malarskich i składają się z kompresora, zbiornika nadmuchu farby oraz agregatu do malowania.
Agregaty sprężarkowe przeznaczone są do wytwarzania sprężonego powietrza, wytworzenia ciśnienia około 0,3-0,6 MPa i wydajności do 30 m3/h.
Maszyna do żłobienia płoz drewnianych (ryc. 82) zawiera korpus roboczy w postaci obracającego się bębna nożowego. Położenie bębna względem podłogi reguluje się obracając dźwignię 6. Szerokość strugania 200 mm, wydajność do 35-40 m2.
Maszyna do cięcia klepek parkietowych (ryc. 83) tnie małą piłą tarczową o średnicy 200 mm, zamontowaną na ramie ze stołem.

Ryż. 83. Maszyna do cięcia klepek parkietowych:
1 - Piła tarczowa, 2 - stół
Szlifierki do parkietu i innych drewniane podłogi(ryc. 84) są produkowane z wydajnością 35-60 m2 / h. Szlifowanie odbywa się za pomocą bębna 6 lub końca tarczy ustawionej względem podłogi pod kątem około 3°. To zapewnia dobre warunki zarówno do chłodzenia tarczy, jak i do odsysania pyłu powstającego podczas pracy. Kurz jest odsysany wentylator promieniowy wbudowane w maszynę.
Maszyny do polerowania podłóg (Rys. 85) służą do ostatecznego wykańczania podłóg drewnianych i są wyposażone w trzy lub sześć obrotowych tarcz szczotkowych umieszczonych w korpusie roboczym. Szerokość szlifowania na przejście 200-250 mm. Przy mocy silnika 1,1 kW wydajność maszyny podłogowej wynosi 100 m2/h.

Ryż. 84. Maszyna do szlifowania parkietów: 1 - dźwignia sterująca, 2 - uchwyt, 3 - płócienny worek na pył, 4 - silnik elektryczny, 5 - korpus, 6 - bęben szlifierski
Szlifierki mozaikowe (Rys. 86) przeznaczone są do szlifowania i polerowania posadzek wykonanych z drewna twarde materiały(marmur, mozaika, granit). Korpus roboczy to dwa klocki jezdne, w każdy z których włożone są trzy kamienie ścierne. Obroty kołowe bloków prowadzących i osi uchwytów kamieni zapewniają złożony ruch kamieni ściernych.
Maszyny do fugowania jastrychy cementowe, wygładzania i prasowania posadzek betonowych produkowane są z wydajnością 40-50 m2/h.
Korpus roboczy maszyny składa się z dwóch tarcz kielni obracających się w przeciwnych kierunkach.

Ryż. 85. Polerka do podłóg

Ryż. 86. Młynek do mozaiki
Maszyna do nakładania podkładów na posadzki (Rys. 87) to mobilny lej zasypowy z dyszami natryskowymi napędzany kompresorem.
Walce wibracyjne (ryc. 88) do wygładzania linoleum ułożonego na mastyksie składają się z dwóch bębnów i wibratora zamontowanego na ramie. Wydajność takiego walca wibracyjnego wynosi 100-150 m2/h przy szerokości obrabianej taśmy 450 mm.
Półautomat (ryc. 89) do zgrzewania ze sobą arkuszy linoleum jest produkowany z wydajnością do 16 m / h. Arkusze są zgrzewane za pomocą ogrzanego sprężonego powietrza, które topi krawędzie arkuszy oraz dostarczony pręt spawalniczy PVC.
Nożyce do tapet odcinają krawędzie tapety podczas przewijania.
Mechanizmy nakładania tapety z pastą napędzane są poprzez przeciąganie tapety pomiędzy rolkami kontrolnymi i rozprowadzającymi.
Maszyny do cięcia płytki licowe wyposażone w szybko obracające się ściernice szmerglowe i diamentowe.
Automatyczne pistolety do mocowania szkła z trójkątnymi płytkami oraz strzykawki do nakładania szpachlówki pozwalają zmechanizować obróbkę szkła.
Termosy służą do odbioru, przechowywania, podgrzewania i dystrybucji gorącego asfaltu w temp prace dekarskie. Termos to naczynie o podwójnych ściankach, pomiędzy którymi znajduje się warstwa materiał termoizolacyjny. Na dnie umieszczony jest termos palnik gazowy działające na gaz skroplony.
Agregaty sprężarkowe (ryc. 90) są przeznaczone do dostarczania ciepła do 180-200 ° C

Ryż. 87. Maszyna do zmechanizowanego nakładania podkładu: 1 - bunkier, 2 - drążek natryskowy

Ryż. 88. Walec wibracyjny do wygładzania linoleum: 1 - rama, 2 - bębny, 3 - wibrator, 4 - wąż elektryczny

Ryż. 89. Półautomat do zgrzewania linoleum: 1 - rama, 2 - uchwyt, 3 - rura prowadząca, 4 - rolka podająca, 5 - pręt spawalniczy, 6 - skrzynia biegów, 7 - silnik elektryczny, 8 - uchwyt, 9 - kabel zasilający, 10 - armatura z kurkiem, 11, 13 - rolki prowadzące i rolujące, 12 - grzałka

Ryż. 90. Schemat zespołu sprężarkowego do transportu gorącego asfaltu:
1 - instalacja do podawania asfaltu, 2 - rurociąg, 3 - termos do przechowywania gorącego asfaltu, 4 - kompresor, 5 - zawór do wydawania asfaltu na posadzki

Ryż. 91. Urządzenie do walcowania i walcowania materiały rolkowe:
1 - uchwyt rolki, 2 - dźwignia, 3, 4, 7 - osie, 5 - olejarka, 6 - rama, 8 - uchwyt, 9 - nóż, 10 - element toczny
bitum na dach. Taka konfiguracja pozwala moc zainstalowana 44,1 kW dostarcza do 10 m3 podgrzanego bitumu lub mastyksu na godzinę na dach.
Maszyna do czyszczenia i przewijania rolek dachowych wyposażona jest w silnik o mocy 2,2 kW. Jego wydajność wynosi 600 m/h.
Urządzenie do walcowania i walcowania materiałów walcowanych (ryc. 91) składa się z ramy 6, elementów tocznych 10, dźwigni 2, uchwytu rolki / i noży 9. Wydajność urządzenia wynosi 400 m2 / h.
Maszyna do usuwania wody z podstawy dachu wyposażona jest w zbiornik odbiorczy o pojemności do 20 litrów. Wytwarzając silne podciśnienie w zbiorniku, można intensywnie zasysać dostępną na dachu wodę poprzez wędki.
Maszyna do suszenia podstawy dachu zapewnia wytwarzanie ciepła do 60-80 tysięcy kcal/h, co wystarcza na obróbkę 50 m2 pokrycia dachowego na godzinę. Po usunięciu lodu wydajność maszyny podwaja się.
Do Kategoria: - Urządzenia maszyn budowlanych
FGOU SPO
Lipetsk College of Construction,
Technologie architektury i przemysłu
Wytyczne do realizacji pracy praktycznej nr 10
Specjalność 270103
„Budowa i eksploatacja budynków i budowli”
Dyscyplina: „Maszyny budowlane i małogabarytowa mechanizacja”
pistolety natryskowe"
Uważany za
specjalna komisja cykliczna. 270103
Itp. nr ___ z dnia ________ 2009 r
Przewodniczący:
Marczenko A.I.
Nauczycielka Aleshina T.V.
PRACA PRAKTYCZNA № 10
Temat: „Maszyny do prace wykończeniowe. Pistolety natryskowe i
pistolety natryskowe"
Cel: 1. Zapoznaj się z rodzajami, przeznaczeniem, rozmieszczeniem maszyn
do prac wykończeniowych.
2. Przestudiować rodzaje, przeznaczenie, urządzenie, zasadę działania
Pomoce wizualne i dydaktyczne: wytyczne do pracy praktycznej, modele pełnowymiarowe, filmy wideo, literatura edukacyjna.
Porządek pracy:
· Zapoznać się z kolejnością pracy;
Zapoznaj się z rodzajami, przeznaczeniem, rozmieszczeniem maszyn
do prac wykończeniowych;
studiować cel, urządzenie, zasadę działania opryskiwaczy i pistoletów natryskowych zgodnie z modelami i materiałami literatury edukacyjnej lub wytyczne;
· odpowiedź pytania testowe:
1) Jakie maszyny są używane w budownictwie do prac tynkarskich?
2) Jakie maszyny są używane w budownictwie do prac malarskich?
3) Jakie maszyny są używane w budownictwie do wykańczania podłóg?
Przestudiować konstrukcję opryskiwaczy i pistoletów natryskowych zgodnie z podanymi schematami i modelami;
· podać w protokole opis przeznaczenia, urządzenia, zasady działania opryskiwaczy i pistoletów lakierniczych;
chronić praktyczna praca:
sobia, odpowiedzi na pytania kontrolne, opis
przeznaczenie, urządzenie, zasada działania
opryskiwacze i pistolety natryskowe.
Maszyny wykończeniowe
Prace wykończeniowe obejmują tynkowanie, licowanie, malowanie, układanie parkietu, mozaiki, szkła i tapet.
Do mechanizacji prac tynkarskich stosuje się stacje tynkarskie i agregaty tynkarskie.
Stanowiska tynkarskie przeznaczone są głównie do przygotowywania i pompowania roztworów do budowa. Wykonuje się je z reguły mobilnie z tyłu przyczepy lub w furgonetce na płozach. Takie stanowisko składa się z wyciągu pochyłego, mieszalnika zaprawy oraz pompy zaprawy z lejem zasypowym i przesiewaczem wibracyjnym. Zaprawa doprowadzana jest do posadzek przewodami zaprawowymi, które z kolei składają się z metalowych lub gumowo-tkaninowych pionów, gumowo-tkaninowych węży i kształtek.
Jednostka tynkarska składa się z mieszarki do zaprawy 5, sita wibracyjnego z lejem zasypowym oraz pompy do zaprawy 1 zamontowanej na przyczepie. Agregat przeznaczony jest do odbioru i obróbki roztworu dostarczanego z agregatu zaprawy, jak również do dostarczania go na stanowiska pracy i nanoszenia na czyszczoną powierzchnię, do czego wyposażony jest w kanały zaprawy oraz dyszę.

Ryż. 1 agregat tynkarski:
/ - pompa do zaprawy; 2 - blok zaworów; 3 - zawór powietrza; 4 - zawór obejściowy; 5 - mikser kubełkowy; 6 - kosz odbiorczy; 7 - jazda; 8 - dyszel; 9 - panel kontrolny
Dysze. Stosowane są dwa rodzaje dysz: mechaniczne (niekompresorowe), działające dzięki ciśnieniu wytwarzanemu przez pompę zaprawy oraz pneumatyczne.

Ryż. 2. Dysze:
a - sprężarkownia z centralnym doprowadzeniem powietrza; b - to samo z pierścieniowym dopływem powietrza; w - bez sprężarki; g - membrana; 1 - zaprawa; 2- kołnierz;
3 - rurociąg; 4-zaworowy; 5 - kolano; 6 - sutek; 7 - uszczelka; 8, 15 - dysze;
9 - pierścieniowy rowek;10 - tuleja; 11, 13 - obudowy; 12 - dysza; 14 - rurociąg
Średnica węża gumowego lub stalowe rury 32-85 mm.
Obróbka warstwy tynku odbywa się za pomocą kielni, która jest wykonana z napędem pneumatycznym i elektrycznym.
Pneumatyczna maszyna do tynkowania i zacierania składa się z silnika pneumatycznego 1, przekładni 4 oraz wymiennych tarcz roboczych 5. Silnik i przekładnia są zamontowane w aluminiowej obudowie, która pełni jednocześnie funkcję uchwytu. Aby zwilżyć powierzchnię, która ma być wygładzona, konstrukcja maszyny obejmuje kran i gumową rurkę 3 do doprowadzania wody. Moc silnika maszyny 0,15 kW, prędkość obrotowa biegu jałowego 8,0 s -1, masa 1,5 kg.

Ryc.3. Kielnia pneumatyczna: 1 - silnik pneumatyczny; 2 - uchwyt; 3 - gumowa rurka do zaopatrzenia w wodę; 4 - reduktor; 5 - dysk; 6 - ostrza; 7 - mocowanie kanału powietrznego
Maszyny tynkarskie z napędem elektrycznym składają się z asynchronicznych silnik elektryczny trójfazowy zwiększona częstotliwość, przekładnia, duże i małe tarcze obracające się w przeciwnych kierunkach.
Prace malarskie obejmują przygotowanie kompozycji malarskich, przygotowanie powierzchni do malowania oraz nakładanie kompozycji malarskich.
Kompozycje malarskie i półprodukty do prac malarskich w postaci koncentratów, past i suchych mieszanek przygotowywane są w fabrykach lub w centralnych warsztatach. Na obiektach do doprowadzenia kompozycji do wymaganej konsystencji wykorzystywane są mobilne stanowiska lakiernicze. W niektórych przypadkach warsztaty barwienia na miejscu są wyposażone, wyposażone w szlifierki, szlifierki do farb, miksery itp.
Mobilna stacja lakiernicza. Mobilne stanowisko lakiernicze zawiera lej przyjęciowy na pastę kredową i pastę wapienną, mieszalnik, mikser dwuwałowy, sito wibracyjne, kompresory i pompę do zaprawy do podawania szpachli i masy malarskiej na miejsce prac malarskich. Do przetwarzania wysuszonych odpadów szpachlowych służy szlifierka do farb, piec do klejenia i grzałka. Stanowisko wyposażone jest w szpatułki, zbiorniki do iniekcji farby, pistolety elektryczne, wędki do malowania, opryskiwacze malarskie, zestawy węży, wałki i pędzle malarskie.
Kraskoterka. Spośród młynków do farb najczęściej spotykane są kamienie młyńskie. Młynek do farby pokazany na rys. 4 jest zbudowany i działa w następujący sposób: materiał z leja podającego 1 jest podawany podajnikiem ślimakowym 2 do korpusów mielących, których pierwszy stopień (mielenie wstępne) zawiera tarczę 3 z otworami i nóż 4, drugi etap (mielenie końcowe) - płaski wymienny kamień młyński 5. Rozdrobniony materiał wchodzi do miski 6, skąd jest rozładowywany pod działaniem sił odśrodkowych wytwarzanych przez ostrza tarczy 7.
Określony stopień zmielenia zapewnia wciśnięcie kamieni młyńskich, co odbywa się poprzez obracanie koła zamachowego 8 zamontowanego na obudowie 9.
transmisja 11.

Ryc.4. Młyński młynek do farb




Meloterki przeznaczony do mielenia kredy. Szlifierka składa się z silnika elektrycznego /, na którego wale osadzony jest wirnik 7, wyposażonego w dwa rzędy palców zbierających 3 i 4, wirnik stały z palcami 6, cylindryczną obudowę 2 z rurą wylotową zmielonej kredy i leja 5.

Ryc.5. Meloterka
Gdy wirnik palcowy obraca się, zawarta w nim kreda jest kruszona, gdy jest przecierana przez szczeliny nieruchomego wirnika.
Młynki mają wydajność do 350 kg/h suchej kredy o rozdrobnieniu 0,02-0,035 mm, największa średnica kawałków załadowanej kredy to 60 mm.
sito wibracyjne służy do napinania różne kolory. Składa się z silnika elektrycznego, sprzęgła mimośrodowego 6 oraz korbowodu 5 połączonego ze wspornikiem 2, na którym osadzona jest obudowa 4 z zestawem sit 3. Przefiltrowany roztwór podawany jest do obudowy 4.

Ryc.6. sito wibracyjne
Gdy wał silnika się obraca, korbowód zapewnia ruch oscylacyjny wspornik 2 z sitami 3, w wyniku czego farba wlana do korpusu jest filtrowana. Wydajność przesiewacza wibracyjnego 660-720 kg/h, częstotliwość oscylacji przesiewacza 2800 min-1, amplituda oscylacji 0,8 mm.
Mikser. Do przygotowania szpachlówki, szpachlówki i past kolorowych stosuje się mieszalnik dwuwałowy. W bunkrze w kształcie koryta dwa poziome
równoległy wał ze spiralnymi ostrzami. Wały napędzane są silnikiem elektrycznym poprzez przekładnię pasową i dwie pary kół zębatych.

Ryc.7. Mieszadło dwuwałowe
pompa emulgatora przygotować emulsje, wymieszać kompozycje farb i przepompować je. Jest wykonany w formie pompa śrubowa umieszczone w pionowej rurze. Rura ma otwory, które po obróceniu można wyrównać z otworami w obudowie pompy lub nałożyć na nie. W pierwszym przypadku następuje mieszanie kompozycji farby, w drugim - jej pompowanie.
Malowanie powierzchni odbywa się za pomocą agregatów malarskich, w skład których wchodzi kompresor, zbiornik ciśnieniowy farby, rozpylacz farby oraz węże doprowadzające powietrze i farbę.
Kompresor. W agregatach malarskich stosowane są sprężarki tłokowe i membranowe. Ciśnienie robocze sprężarek tłokowych do 0,7 MPa, dopływ powietrza do 30 m 3 /h.

Ryc.8. Kompresor
schemat; b - forma ogólna: 1 - kolektor powietrza, 2 - separator oleju i wilgoci; 3 - regulator ciśnienia; 4 - blok cylindrów; 5 - tłok; 6 - manometr; 7 - filtr powietrza; 8 - rurociąg; 9 - zawór bezpieczeństwa; 10 - silnik elektryczny; L - skrzynia korbowa sprężarki
Zbiornik ciśnieniowy na farbę zapewnia zasilanie konstrukcji malarskich sprężonym powietrzem do opryskiwacza pneumatycznego. Jest to hermetycznie zamknięte naczynie składające się z cylindrycznego korpusu 1 z kulistym dnem oraz zdejmowanej pokrywy 3. Zbiornik wyposażony jest w mieszadło 2 z napędem. Na pokrywie zbiornika zamontowano reduktor 4 do regulacji ciśnienia, kurki 5, zawór bezpieczeństwa i zawór bezpieczeństwa. Pojemność zbiorników kraskomagnetatelny 0,02; 0,04; 0,06; 0,10 m 3, największy ciśnienie operacyjne 0,4 MPa.

Ryż. 9. Zbiornik na farbę
Pistolet natryskowy Przeznaczony jest do wykonywania prac malarskich metodą dyspersji powietrznej. Powietrze wchodzi przez rurkę 8 przez złączkę 7, po naciśnięciu spustu otwiera się zawór powietrza a powietrze przez kanały ciała dostaje się do głowy. Przepływ powietrza jest zmieniany przez regulator 6.
Oprócz rozważanego pistoletu natryskowego stosuje się również pistolety natryskowe z podwieszanymi zbiornikami.

Ryc.10. Pistolet natryskowy: 1 - głowica; 2 - dopasowanie; 3 - ciało; 4 - zespół igły; 5 - regulator igły; 6 - regulator powietrza; 7 - sutek; „- rurka do powietrza; 9 - uchwyt; 10 - spust; L - zawór powietrza; 12- złączka do farby; 13 - dysza; 14 - wymienna końcówka
Do nakładania kompozycji farb o niskiej lepkości na powierzchnię stosuje się elektryczne pistolety natryskowe i ręczne pistolety natryskowe.
Elektryczny pistolet natryskowy ma sprężarkę membranową i działa w następujący sposób. Gdy korbowód 9 przesuwa się w dół, roztwór jest zasysany. Podczas suwu powrotnego korbowodu roztwór jest wyciskany przez zawór doprowadzający 14 do węża 16 do wędki 11, który rozpyla farbę. Zawór bezpieczeństwa 12 służy do regulacji granicznego ciśnienia roboczego.
Pistolety elektryczne mają wydajność do 250 m2/h, moc napędu 0,18-0,27 kW, waga 21-25 kg.

Ryż. 11. Pistolet elektryczny:
a - widok ogólny; b - schemat kinematyczny: / - silnik elektryczny; 2 - pompa membranowa; 3 - złączka węża ssącego; 4 - złączka węża obejściowego; 5 - złączka węża ciśnieniowego; 6 - filtr; 7 - wąż ssący; 8 - wał korbowy; 9 - korbowód; 10- wąż obejściowy; 11- wędka; 12 - zawór obejściowy; 13 - zawór ssący; 14 - zawór spustowy; 15 - membrana; 16 - wąż ciśnieniowy; 17 - sprzęgło zębate; osiemnaście - sprzęganie
Ręczny pistolet natryskowy. Urządzenie ręcznego pistoletu natryskowego pokazano na ryc. 12. Na początku pracy filtr 5 jest opuszczany do naczynia z kompozycją malarską, a zbiornik 1 jest napełniany niewielką ilością kompozycji za pomocą pompy 2. Następnie filtr jest usuwany z kompozycji i po wykonaniu 15-20 podwójnych pociągnięć pręta pompy pistolet natryskowy jest napełniany powietrzem. Następnie koniec węża ssącego 4 z filtrem 5 jest opuszczany do kompozycji farby, a pompa wytwarza niezbędne ciśnienie w zbiorniku, co zapewnia dostarczanie kompozycji farby do dyszy 9.
Wydajność ręcznego pistoletu natryskowego wynosi 200 m 2 /h, ciśnienie robocze do 0,6 MPa, pojemność zbiornika 3,0-10~3 m 3, waga 5,0 kg.

Ryc.12. Ręczny pistolet natryskowy:
1 - zbiornik; 2 - pompa; 3 - zawór ssący; 4 - wąż ssący;
b - filtr; 6 - zawór spustowy; 7 - dźwig; 8 - wędka; 9 - dysza
Podłogi parkietowe i mozaikowe są poddawane obróbce po montażu, aby je nadać gładka powierzchnia. Parkiety są strugane, przecierane i szlifowane, natomiast podłogi mozaikowe tylko szlifowane.
Maszyna do podłóg drewnianych składa się z bębna nożowego 4 z dwoma nożami 5, układu jezdnego obejmującego przednią 2 i dwie tylne 8 rolki zamontowane na trawersie 1 oraz mechanizmu sterującego. W bębnie wbudowany jest silnik elektryczny 3. Regulacja grubości usuwanych wiórów odbywa się poprzez podnoszenie lub opuszczanie trawersu 1 za pomocą nakrętki 6 i drążka 7. Wydajność maszyny 15-25 m 2 /h, moc silnika elektrycznego wynosi 1,5 kW.

Szlifierki do parkietu wykończyć parkiety. Maszyna składa się z bęben szlifierski 4, silnik elektryczny 5, odkurzacz 2, koła jezdne i mechanizm sterujący. Bęben szlifierski i wentylator napędzane są silnikiem elektrycznym za pomocą pasów klinowych 3. Na bębnie zamontowana jest okładzina szlifierska, którą mocuje się za pomocą rolek dociskowych. Aby podnieść bęben podczas uruchamiania, należy ustawić dźwignię sterującą 1 w najwyższym położeniu. Wymagane wykończenie powierzchni uzyskuje się poprzez regulację nacisku bębna szlifierskiego na obrabianą powierzchnię.
Jeśli maszyna pozostawia nierówności na podłodze, zmień położenie kół bocznych, dla których obracają maszynę do góry nogami, określ, które z kół jest niższe, i przesuwając je, ustaw oba koła w tej samej pozycji. Jeśli nawet po tym maszyna pozostawia nierówności, określa się, z którego końca bębna skóra jest bardziej nagrzewana i odpowiednie koło jezdne jest podnoszone. Za pomocą przystawki konwertującej maszynę można podłączyć do sieci jednofazowej.
Szlifierka do parkietu ma wydajność 40-I 60 m 2 /h, prędkość bębna 27,5 s-1, moc silnika elektrycznego 2,2 kW i wagę 70 kg.
maszyna podłogowa przeznaczony do czyszczenia i przecierania podłóg parkietowych. Głównymi częściami maszyny są silnik elektryczny 5, przekładnia 4 z kołnierzem 3 oraz wyjmowana tarcza 2 ze szczotkami /. Wydajność maszyny 100 m 2 /h, moc silnika elektrycznego 1,1 kW.

młynek do mozaiki służy do szlifowania i polerowania posadzek wykonanych z marmuru, mozaiki, granitu i innych materiałów. Korpusem roboczym maszyny jest sześć trójkątnych kół ściernych 5, zamocowanych w uchwytach 4 na dwóch trawersach 6. Obrót do kół jest przenoszony z silnika elektrycznego 2 przez przekładnię 1. Dla równomiernego nacisku na każde koło ścierne, trawers 6 jest połączona z płytą czołową 7 poprzez amortyzator 3. Wydajność maszyny 12 m 2 /h, moc silnika elektrycznego 3,0 kW.

Ryc.16. młynek do mozaiki
Podobne informacje.
Rodzaje i parametry maszyn i urządzeń budowlanych są przyjmowane przy opracowywaniu części technologicznej projektu kursu. Wymaganą liczbę maszyn każdego typu można określić w następujący sposób:
1) Na podstawie intensywności pracy maszyny:
N ja \u003d M ja / T m * K ner,
Gdzie: M i - maszynochłonność pracy dla każdego typu maszyny, maszynogodzina
T m - szacunkowa liczba godzin, przez które maszyna może pracować przez przyjęty okres czasu
K ner - współczynnik nierównomiernego wykonywania pracy
2) Zgodnie z planowanymi normami rocznej produkcji maszyn:
N ja \u003d V ja / P ja * K ner,
Gdzie: V i - ilość pracy dla maszyny
P i - roczna wydajność maszyny
3) Według skonsolidowanych wskaźników za 1 milion rubli rocznego programu budowy i instalacji
Patka. Nr 9: Wykaz maszyn budowlanych i urządzeń do budowy instalacji konstrukcje ochronne
Oprócz tych wymienionych w tabeli będziesz potrzebować sprzętu do następujące typy Pracuje:
hydroizolacja
Montowanie
Konserwacja i naprawa maszyn
Załadunki i rozładunki magazynów.
2.5. Stroygenplan i baza tymczasowa
Podczas umieszczania obiektów tymczasowych na planie budynku brane są pod uwagę: Ogólne wymagania do projektowania i kosztorysowania dokumentacji (SNiP 11-01-95), wymagania dotyczące planów budowlanych w ramach POS (SNiP 3.01.01-85), wymagania przepisy przeciwpożarowe(SNiP 2.01.02-85), zalecenia podręczników dotyczące projektowania organizacji budowy.
Podczas umieszczania tymczasowych struktur i komunikacji brane są pod uwagę następujące wymagania: maksymalne wyobcowanie terytorium do tymczasowego użytkowania, ochrona gruntów i ochrona zasoby wodne, wzajemnych połączeń i interakcji obiektów tymczasowych.
Ze względu na krótki czas budowy (do 3 lat) na potrzeby obiektów tymczasowych przystosowano inwentaryzacyjne przyczepy samojezdne, kontenery i konstrukcje składane. W pobliżu kanalizacji planowane jest usytuowanie głównej tymczasowej bazy placu budowy stacja pomp.
Na terenie bazy tymczasowej znajdują się: obiekty zespołu administracyjno-gospodarczego, obiekty cel przemysłowy, parkingi dla maszyn budowlanych i zakładów naprawczych, otwarte i zamknięte magazyny i wiaty, bazy podwykonawców.
Oprócz głównej tymczasowej bazy planowane jest utworzenie tymczasowego obozu polowego w pobliżu kamieniołomu ziemi wydobywanej w celu wypełnienia tamy.
Skład głównych obiektów obozu polowego: przyczepa-gabinet kapitana, przyczepy dla robotników i stróża, przyczepa-magazyn na wartościowy inwentarz itp.
Po ukończeniu studiów Roboty budowlane wszystkie obszary przeznaczone do tymczasowego użytkowania muszą być wolne od tymczasowych obiektów i konstrukcji, odpadów, gruzu budowlanego i rekultywacji.
Ryż. 6: Schemat planu budowlanego budowy konstrukcji chroniących terytorium przed powodzią i powodzią
1. Kanał Wyżynny
2. Przeprawy przez kanały
3. Zakończ rozładowanie z
4. Zapora nasypowa
5. Śledź poziomo
6. włazy
7. Przepompownia drenażowa
8. Miejsce na bazę tymczasową
przy pompowni
9. Droga do bazy Generalnego Wykonawcy
11. Droga do kariery
12. Ziemia z kamieniołomu pod zaporę
13. Tymczasowe składowiska ziemi roślinnej
14. Obóz polowy operatorów maszyn w kamieniołomie
Skład obiektów zespołu administracyjno-gospodarczego oraz ich liczbę określa się w zależności od liczby pracowników różnych kategorii i norm przypadających na 1 pracownika.
Organizacja kierowania budową systemu konstrukcji ochronnych
generalne wykonawstwo Firma budowlana musi być wybrany przez inwestora przez klienta na podstawie przetargu (licytacji) lub w drodze bezpośrednich negocjacji. Firmy budowlane biorące udział w konkursie muszą przestrzegać następujące wymagania: pozytywne recenzje lub charakterystyki klientów, którzy wcześniej korzystali z usług proponowanego generalnego wykonawcy, doświadczenie w budownictwie z zakresu gospodarki wodnej i konstrukcje hydrauliczne, dostępność koncesji, zgodność wartości mocy przerobowych z wolumenem robót budowlano-montażowych w woj rok rozliczeniowy zgodnie z harmonogramem finansowania, obsadę wykwalifikowanych pracowników (ITR) oraz personelu administracyjnego i kierowniczego, wyposażenie nowoczesnego sprzętu budowlanego i jego stan, zgodność bazy produkcyjnej przedsiębiorstwa budowlanego z poziomem nowoczesne wymagania, sytuacja finansowa firmy budowlanej.
Biorąc pod uwagę kompozycję obiektów oraz specyfikę prac można rekomendować utworzenie 3 placów budowy. Zgodnie z harmonogramem finansowania firma budowlana musi odpowiadać pojemności co najmniej C g max 2000 * K 2012 \u003d 10,8 * 6,74 \u003d 72,8 miliona rubli.
Działania na rzecz ochrony przyrody i ochrony środowisko podczas prac budowlanych
Podczas realizacji wszelkich prac budowlanych nieuniknione są zaburzenia naturalnego lub ukształtowanego krajobrazu antropogenicznego oraz istnieje duże prawdopodobieństwo skażenia terenu, otwartych zbiorników wodnych, wody gruntowe i atmosfera.
Podczas przygotowania, realizacji i na etapie zakończenia robót zgodnie z wymaganiami ochrony środowiska przewidziane są następujące środki:
A) ochrona i ochrona zasoby ziemi:
Minimalne wyobcowanie terenu pod czasowe wykorzystanie obiektów tymczasowych: magazyny, parkingi;
Maksymalne zachowanie istniejącej szaty roślinnej i roślinności drzewiastej;
Usunięcie i zabezpieczenie warstwy gruntu ze wszystkich terenów naruszonych podczas wykonywania robót;
Zakładanie kamieniołomów i trwałych hałd ziemi w celu melioracji i poprawy rzeźby terenu przyległego poprzez zasypywanie wąwozów, zagłębień, wąwozów;
Wytyczenie dróg tymczasowych w stosunku do istniejących granic terenu;
Ułożenie dróg tymczasowych z nawierzchnią żwirowo-piaskową w celu umożliwienia korzystania z nich w okresach opadów;
Utrzymanie dróg tymczasowych w dobrym stanie, co uniemożliwi zjazdy z pasów przydrożnych pojazdy;
Wyrównanie i odtworzenie wszystkich naruszonych terenów po zakończeniu robót z wypełnieniem warstwy gruntu o grubości co najmniej 0,1 m.
W celu ochrony terytorium przed zatkaniem odpadami i pozostałościami materiały budowlane przewiduje odbiór i utylizację materiałów odpadowych uzyskanych w trakcie przejazdu.
Tankowanie pojazdów paliwem i smarami powinno odbywać się w miejscach do tego przeznaczonych, przy użyciu specjalnego sprzętu do tankowania paliwa, który pozwoli uniknąć zanieczyszczenia powierzchni ziemi i pokrywy glebowej.
B) dla ochrony zasobów wodnych:
W otulinie źródeł wody dopuszcza się prowadzenie prac na znajdujących się w niej obiektach zgodnie z projektem;
Tymczasowe bazy, parkingi, magazyny materiałów należy przenieść na zewnątrz strefy ochronne;
Zabrania się spuszczania płynów roboczych z używanych maszyn na powierzchnię całego terenu.
C) dla ochrony atmosfery.
Aby uniknąć zanieczyszczenia powietrze atmosferyczne pod warunkiem, że:
Podlewanie dróg gruntowych w celu zmniejszenia zapylenia;
Eliminacja odpadów bez spalania, ale przez unieszkodliwianie jako opał i inne;
Konserwacja silników wewnętrzne spalanie w dobrym stanie technicznym, co ograniczy emisję do atmosfery pozostałości produktów spalania w postaci tlenków CO, CH, sadzy, sadzy, dymu itp.