Rodzaje urządzeń mocujących. Abstrakcyjne typy urządzeń mocujących. Klasyfikacja elementów mocujących
Urządzenia mocujące maszyny
DO Kategoria:
Maszyny do cięcia metalu
Urządzenia mocujące maszyny
Proces podawania detali do automatów odbywa się poprzez ścisłe współdziałanie urządzeń załadowczych i automatycznych urządzeń mocujących. W wielu przypadkach automatyczne urządzenia mocujące stanowią część konstrukcji maszyny lub jej integralną część. Dlatego pomimo istnienia specjalistycznej literatury poświęconej urządzeniom mocującym, wydaje się konieczne krótkie zatrzymanie się na niektórych charakterystycznych konstrukcjach,
Elementy ruchome automatycznych urządzeń mocujących odbierają ruch od odpowiednich napędów sterowanych, którymi mogą być napędy sterowane mechanicznie odbierające ruch od napędu głównego korpusu roboczego lub od niezależnego silnika elektrycznego, napędy krzywkowe, napędy hydrauliczne, pneumatyczne i pneumatyczno-hydrauliczne. Poszczególne elementy ruchome urządzeń zaciskowych mogą odbierać ruch zarówno ze wspólnego, jak i kilku niezależnych napędów.
Uwzględnienie projektów osprzętu specjalnego, które zależą głównie od konfiguracji i wymiarów konkretnego przedmiotu obrabianego, nie wchodzi w zakres tej pracy i ograniczymy się do zapoznania się z niektórymi uchwytami mocującymi do celów ogólnych.
Uchwyty mocujące. Dostępny duża liczba konstrukcje uchwytów samocentrujących w większości przypadków z tłokowym napędem hydraulicznym i pneumatycznym, które znajdują zastosowanie na tokarkach, rewolwerach i szlifierkach. Uchwyty te, zapewniając jednocześnie niezawodne mocowanie i dobre centrowanie przedmiotu obrabianego, charakteryzują się niewielkim zużyciem szczęk, dlatego przy przechodzeniu od obróbki jednej partii części do drugiej, uchwyt należy przebudować i zapewnić wysoka precyzja proces centrowania powierzchni centrujących krzywek na miejscu; w tym przypadku krzywki hartowane są szlifowane, a krzywki surowe toczone lub wiercone.
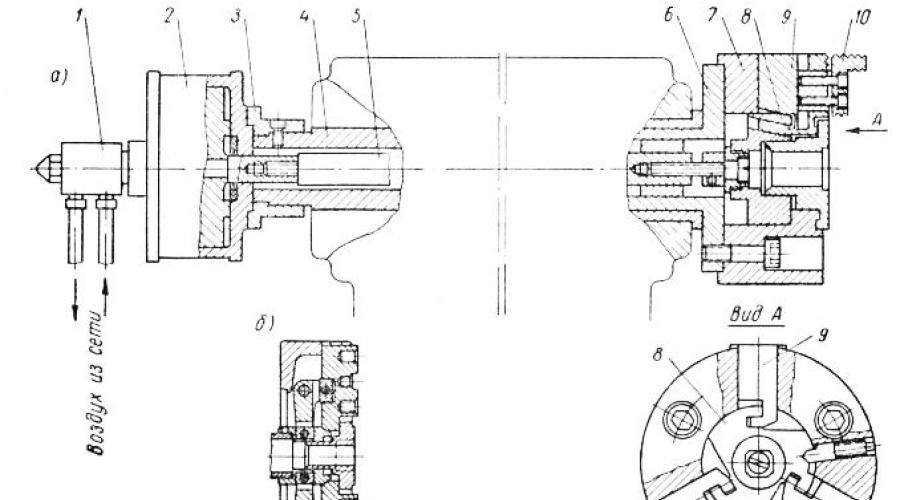
Jedną z powszechnych konstrukcji uchwytu z pneumatycznym napędem tłokowym pokazano na ryc. 1. Siłownik pneumatyczny jest zabezpieczony kołnierzem pośrednim na końcu wrzeciona. Dopływ powietrza do cylindra pneumatycznego odbywa się poprzez maźnicę osadzoną na łożyskach tocznych na trzpieniu pokrywy cylindra. Tłok cylindra jest połączony za pomocą pręta z mechanizmem zaciskającym wkładu. Uchwyt pneumatyczny mocowany jest do kołnierza zamontowanego na przednim końcu wrzeciona. Głowica przymocowana do końca pręta ma ukośne rowki, w które mieszczą się występy krzywek w kształcie litery L. Kiedy głowa wraz z prętem przesuwa się do przodu, krzywki zbliżają się do siebie, a podczas ruchu do tyłu rozchodzą się.
Na szczękach głównych, które mają rowki w kształcie litery T, zamocowane są szczęki górne, które są instalowane zgodnie ze średnicą powierzchni mocowanej przedmiotu obrabianego.
Dzięki małej liczbie ogniw pośrednich przenoszących ruch na krzywki oraz znacznym rozmiarom powierzchni trących, naboje opisywanej konstrukcji charakteryzują się stosunkowo dużą sztywnością i trwałością.

Ryż. 1. Uchwyt pneumatyczny.
W wielu konstrukcjach uchwytów pneumatycznych wykorzystuje się przekładnie dźwigniowe. Takie wkłady mają mniejszą sztywność, a ze względu na obecność wielu połączeń przegubowych zużywają się szybciej.
Zamiast cylindra pneumatycznego można zastosować pneumatyczny napęd membranowy lub cylinder hydrauliczny. Cylindry obracające się wraz z wrzecionem, szczególnie przy dużych prędkościach wrzeciona, wymagają starannego wyważenia, co jest wadą tej opcji konstrukcyjnej.
Napęd tłoka można zamontować stacjonarnie współosiowo z wrzecionem, a tłoczysko cylindra połączone jest z drążkiem dociskowym za pomocą sprzęgła, które zapewnia swobodny obrót tłoczyska wraz z wrzecionem. Stały tłoczysko cylindra można także połączyć z drążkiem zaciskowym za pomocą układu pośrednich przekładni mechanicznych. Takie schematy mają zastosowanie, jeśli w napędzie urządzenia zaciskowego znajdują się mechanizmy samohamujące, ponieważ w przeciwnym razie łożyska wrzeciona zostaną obciążone znacznymi siłami osiowymi.
Oprócz uchwytów samocentrujących stosowane są również uchwyty dwuszczękowe ze specjalnymi szczękami przejmującymi ruch od powyższych napędów oraz uchwyty specjalne.
Podobne napędy stosuje się przy mocowaniu części do różnych trzpieni rozprężnych.
Urządzenia do mocowania tulei zaciskowych. Tuleje zaciskowe są elementem konstrukcyjnym maszyn rewolwerowych i automatów tokarskich przeznaczonych do wytwarzania części z prętów. Jednocześnie znajdują szerokie zastosowanie oraz w specjalnych urządzeniach mocujących.

Ryż. 2. Urządzenia mocujące tuleje zaciskowe.
W praktyce istnieją trzy typy urządzeń do mocowania tulei zaciskowych.
Tuleja zaciskowa, posiadająca kilka nacięć wzdłużnych, jest wyśrodkowana tylnym cylindrycznym ogonem w otworze wrzeciona i przednim stożkowym ogonem w otworze kołpaka. Podczas zaciskania rura przesuwa tuleję do przodu, a jej przednia stożkowa część wchodzi w stożkowy otwór kołpaka wrzeciona. W tym przypadku tuleja zaciskowa jest ściskana i zaciska pręt lub przedmiot obrabiany. Urządzenie zaciskowe tego typu ma numer istotne niedociągnięcia.
Dokładność centrowania przedmiotu obrabianego w dużej mierze zależy od współosiowości stożkowej powierzchni kołpaka i osi obrotu wrzeciona. W tym celu należy uzyskać współosiowość stożkowego otworu kołpaka i jego cylindrycznej powierzchni centrującej, współosiowość pierścienia centrującego z osią obrotu wrzeciona oraz minimalną szczelinę pomiędzy powierzchniami centrującymi kołpaka i trzpienia wrzeciono.
Ponieważ spełnienie tych warunków stwarza znaczne trudności, tego typu urządzenia zaciskowe nie zapewniają dobrego centrowania.
Dodatkowo podczas procesu zaciskania tuleja poruszając się do przodu chwyta pręt, który porusza się wraz z tuleją, co może
prowadzić do zmian wymiarów obrabianych części na długości i pojawienia się dużych nacisków na zderzaku. W praktyce zdarzają się przypadki, gdy do zderzaka przyspawany jest obracający się pręt, dociśnięty z dużą siłą do zderzaka.
Zaletą tej konstrukcji jest możliwość zastosowania wrzeciona o małej średnicy. Ponieważ jednak o średnicy wrzeciona w dużej mierze decydują inne względy, a przede wszystkim jego sztywność, okoliczność ta w większości przypadków nie jest znacząca.
Wskutek wspomniane niedociągnięcia Ta wersja urządzenia mocującego tuleję zaciskową ma ograniczone zastosowanie.
Tuleja ma odwrócony stożek i po zaciśnięciu materiału rura wciąga tuleję do wrzeciona. Ten projekt zapewnia dobre centrowanie, gdyż stożek centrujący znajduje się bezpośrednio we wrzecionie. Wadą konstrukcji jest to, że materiał przemieszcza się wraz z tuleją podczas procesu mocowania, co prowadzi do zmiany wymiarów przedmiotu obrabianego, ale nie powoduje żadnych obciążeń osiowych na ograniczniku. Kolejną wadą jest słaby przekrój na połączeniu gwintowym. Średnica wrzeciona nieznacznie wzrasta w porównaniu do poprzedniej wersji.
Ze względu na zauważone zalety i prostotę konstrukcji opcja ta jest szeroko stosowana na maszynach rewolwerowych i automatach tokarskich wielowrzecionowych, których wrzeciona muszą mieć minimalną średnicę.
Opcja pokazana na rys. 2, c, różni się od poprzedniego tym, że podczas zaciskania tuleja, która opiera się przednią powierzchnią o kołpaku, pozostaje nieruchoma, a tuleja porusza się pod działaniem rury. Stożkowa powierzchnia tulei jest dociskana do zewnętrznej stożkowej powierzchni tulei, a ta jest ściskana. Ponieważ tuleja zaciskowa pozostaje nieruchoma podczas procesu mocowania, w tej konstrukcji nie występuje przemieszczenie obrabianego pręta. Tuleja posiada dobre centrowanie we wrzecionie, a zapewnienie współosiowości wewnętrznych stożkowych i zewnętrznych powierzchni centrujących tulei nie stwarza trudności technologicznych, dzięki czemu taka konstrukcja zapewnia w miarę dobre centrowanie obrabianego pręta.
Po zwolnieniu tulei rura cofa się w lewo, a tuleja przesuwa się pod działaniem sprężyny.
Aby siły tarcia powstające podczas procesu mocowania powierzchnia końcowa ostrza tulei zaciskowych nie zmniejszyłyby siły docisku, powierzchnia końcowa otrzymuje kształt stożkowy o kącie nieco większym niż kąt tarcia.
Ta konstrukcja jest bardziej złożona niż poprzednia i wymaga zwiększenia średnicy wrzeciona. Jednak ze względu na odnotowane zalety jest szeroko stosowany na maszynach jednowrzecionowych, gdzie wzrost średnicy wrzeciona nie jest znaczący, oraz w wielu modelach maszyn rewolwerowych.
Wymiary najpopularniejszych tulei zaciskowych są znormalizowane przez odpowiedni GOST. Duże tuleje zaciskowe wykonane są z wymiennymi szczękami, co pozwala zmniejszyć liczbę tulei w zestawie, a gdy szczęki się zużyją, wymienić je na nowe.
Powierzchnia szczęk tulei pracujących pod dużym obciążeniem posiada wycięcie, które zapewnia przeniesienie dużych sił na mocowaną część.
Tuleje zaciskowe wykonane są ze stali U8A, U10A, 65G, 9ХС. Część robocza tulei jest hartowana do twardości HRC 58-62. Ogon
część jest odpuszczana do twardości HRC 38-40. Do produkcji tulei zaciskowych stosuje się również stale do nawęglania, w szczególności stal 12ХНЗА.
Rura poruszająca samą tuleję zaciskową otrzymuje ruch z jednego z wymienionych typów napędów za pośrednictwem jednego lub drugiego układu przekładni pośrednich. Niektóre konstrukcje przekładni pośrednich do przesuwania rury dociskowej pokazano na ryc. IV. 3.
Rura zaciskowa odbiera ruch od krakersów, które są częścią tulei z występem pasującym do rowka wrzeciona. Krakersy opierają się na występach końcowych rurki zaciskowej, które utrzymują je w wymaganej pozycji. Krakersy przejmują ruch za pomocą dźwigni, których końce w kształcie litery L pasują do końcowego wgłębienia tulei 6 osadzonej na wrzecionie. Po zaciśnięciu tulei tuleja przesuwa się w lewo i działając swoją wewnętrzną stożkową powierzchnią na końcach dźwigni, obraca je. Obrót następuje względem punktów styku występów dźwigni w kształcie litery L z wgłębieniem tulei. W takim przypadku pięty dźwigni naciskają na krakersy. Na rysunku przedstawiono mechanizmy w położeniu odpowiadającym końcowi obejmy. W tej pozycji mechanizm jest zamknięty, a tuleja jest odciążona od sił osiowych.

Ryż. 3. Mechanizm ruchu rury zaciskowej.
Regulacja siły docisku odbywa się za pomocą nakrętek poruszających tuleję. Aby uniknąć konieczności zwiększania średnicy wrzeciona, montowany jest na nim gwintowany pierścień, który opiera się o półpierścienie pasujące do rowka wrzeciona.
W zależności od średnicy powierzchni zaciskowej, która może zmieniać się w ramach tolerancji, rura zaciskowa będzie zajmować różne położenia w kierunku osiowym. Odchylenia położenia rury są kompensowane przez odkształcenie dźwigni. W innych konstrukcjach wprowadzono specjalne kompensatory sprężynowe.
Opcja ta jest szeroko stosowana na automatach tokarskich jednowrzecionowych. Istnieje wiele modyfikacji konstrukcyjnych, różniących się kształtem dźwigni.
W wielu konstrukcjach dźwignie są zastępowane kulkami lub rolkami podpierającymi. Na końcu rury zaciskowej kołnierz osadzony jest na gwincie. Po zaciśnięciu tulei kołnierz wraz z rurą przesuwa się w lewo. Kołnierz przejmuje ruch od tulei działającej poprzez rolkę na tarczy. Gdy obudowa przesuwa się w lewo, jej wewnętrzna stożkowa powierzchnia powoduje, że rolki baryłkowe przesuwają się w kierunku środka. W tym przypadku rolki poruszając się po stożkowej powierzchni podkładki przesuwają się w lewo, przesuwając tarczę i kołnierz z rurą dociskową w tym samym kierunku. Wszystkie części są osadzone na tulei zamontowanej na końcu wrzeciona. Regulacja siły docisku odbywa się poprzez przykręcenie kołnierza do rury. W wymaganej pozycji kołnierz jest blokowany za pomocą zamka. Mechanizm może być wyposażony w elastyczny kompensator w postaci sprężyn talerzowych, co pozwala na zastosowanie go do mocowania prętów o dużych tolerancjach średnic.
Ruchome tuleje wykonujące zaciskanie odbierają ruch od mechanizmów krzywkowych tokarek automatycznych lub od napędów tłokowych. Rurę zaciskową można także podłączyć bezpośrednio do napędu tłokowego.
Napędy urządzeń mocujących maszyn wielopozycyjnych. Każde z urządzeń mocujących maszyny wielostanowiskowej może posiadać własny napęd, najczęściej tłokowy, lub elementy ruchome urządzenia mocującego mogą być napędzane przez napęd zamontowany na stanowisku załadunku. W tym drugim przypadku mechanizmy zaciskowe wpadające w położenie załadunkowe połączone są z mechanizmami napędowymi. Na końcu zacisku połączenie to zostaje zakończone.
Ostatnia opcja Szeroko stosowany w automatach tokarskich wielowrzecionowych. W pozycji, w której pręt jest podawany i zaciskany, instalowany jest suwak z występem. Podczas obrotu bloku wrzeciona występ wchodzi w pierścieniowy rowek ruchomej tulei mechanizmu zaciskowego i w odpowiednich momentach przesuwa tuleję w kierunku osiowym.
Na podobnej zasadzie można w niektórych przypadkach przesuwać elementy ruchome urządzeń mocujących zainstalowanych na stołach i bębnach wielopozycyjnych. Kolczyk mocowany jest pomiędzy stałymi i ruchomymi pryzmami urządzenia zaciskowego zamontowanego na wielopozycyjnym stole. Pryzmat odbiera ruch z suwaka klinowo-skośnego. Po zaciśnięciu tłok, na którym wycinana jest zębatka, przesuwa się w prawo. Poprzez przekładnię zębatą ruch przekazywany jest na suwak, który przesuwa pryzmat do pryzmatu za pomocą skosu klinowego. Po zwolnieniu zaciśniętej części tłok przesuwa się w prawo, co jest również połączone z suwakiem za pomocą koła zębatego.
Tłoki mogą odbierać ruch od siłowników tłokowych zainstalowanych w pozycji załadunku lub od odpowiednich ogniw w mechanizmach krzywkowych. Zaciskanie i zwalnianie części można również wykonać, gdy stół się obraca. Podczas zaciskania tłok wyposażony w rolkę porusza się po nieruchomej pięści zainstalowanej pomiędzy pozycją załadunku a pierwszą pozycją roboczą. Po zwolnieniu tłok wpada w pięść znajdującą się pomiędzy ostatnią pozycją roboczą i załadunkową. Tłoki znajdują się w różnych płaszczyznach. Aby skompensować odchylenia wymiarów zaciskanej części, wprowadza się kompensatory elastyczne.
Należy zaznaczyć, że tak proste rozwiązania nie są dostatecznie stosowane przy projektowaniu uchwytów mocujących do maszyn wielopozycyjnych przy obróbce małych części.

Ryż. 4. Wielopozycyjne urządzenie do mocowania maszyny, napędzane napędem montowanym na stanowisku załadunku.
Jeżeli dla każdego z urządzeń mocujących maszyny wielostanowiskowej przewidziano oddzielne silniki tłokowe, do stołu obrotowego lub bębna należy doprowadzić sprężone powietrze lub olej pod ciśnieniem. Urządzenie do dostarczania sprężonego powietrza lub oleju jest podobne do opisanego powyżej urządzenia z obrotowym cylindrem. Stosowanie łożysk tocznych w tym przypadku jest niepotrzebne, ponieważ prędkość obrotowa jest niska.
Każde urządzenie może mieć indywidualny zawór sterujący lub suwak, albo też dla wszystkich urządzeń można zastosować wspólne urządzenie dystrybucyjne.

Ryż. 5. Urządzenie rozdzielcze napędów tłokowych urządzeń mocujących stołu wielopozycyjnego.
Indywidualne krany lub urządzenia dystrybucyjne przełączane za pomocą napędów pomocniczych zainstalowanych w pozycji załadunku.
Ogólna rozdzielnica sekwencyjnie łączy napędy tłoków przyrządów, gdy stół lub bęben się obraca. Przybliżony projekt takiego urządzenia dystrybucyjnego pokazano na ryc. 5. Obudowa urządzenia rozprowadzającego, zainstalowana współosiowo z osią obrotu stołu lub bębna, obraca się wraz z nią, a szpule wraz z osią pozostają nieruchome. Suwak steruje dopływem sprężonego powietrza do wnęk, a suwak steruje dopływem sprężonego powietrza do wnęk cylindrów dociskowych.
Sprężone powietrze wchodzi kanałem do przestrzeni pomiędzy szpulami i za jej pomocą kierowane jest do odpowiednich wnęk cylindrów dociskowych. Powietrze wywiewane przedostaje się do atmosfery poprzez otwory.
Sprężone powietrze dostaje się do wnęki przez otwór, rowek łukowy i otwory. Dopóki otwory odpowiednich cylindrów pokrywają się z rowkiem łukowym, sprężone powietrze dostaje się do wnęk cylindrów. Gdy podczas kolejnego obrotu stołu otwór jednego z cylindrów zrówna się z otworem, wnęka tego cylindra zostanie połączona z atmosferą poprzez pierścieniowy rowek, kanał, pierścieniowy rowek i kanał.
Wnęki cylindrów, do których wpływa sprężone powietrze, muszą być połączone z atmosferą. Wnęki są połączone z atmosferą poprzez kanały, rowek łukowy, kanały, rowek pierścieniowy i otwór.
Sprężone powietrze musi dostać się do wnęki cylindra znajdującej się w pozycji załadunku, która jest dostarczana przez otwór i kanały.
W ten sposób, gdy stół wielopozycyjny zostanie obrócony, przepływy sprężonego powietrza zostaną automatycznie przełączone.
Na podobnej zasadzie steruje się przepływem oleju dostarczanego do urządzeń mocujących maszyn wielopozycyjnych.
Należy zaznaczyć, że podobne urządzenia dystrybucyjne stosowane są także na maszynach do obróbki ciągłej ze stołami obrotowymi lub bębnami.
Zasady wyznaczania sił działających w urządzeniach mocujących. Oprawy mocujące są zwykle projektowane w taki sposób, aby siły powstałe w procesie cięcia były przejmowane przez nieruchome elementy osprzętu. Jeżeli pewne siły powstałe w procesie cięcia są odbierane przez poruszające się elementy, wówczas wielkość tych sił określa się na podstawie równań statyki tarcia.
Metoda wyznaczania sił działających w mechanizmach dźwigniowych urządzeń mocujących tulejki zaciskowe jest podobna do metody stosowanej do wyznaczania sił zadziałania sprzęgieł ciernych z mechanizmami dźwigniowymi.
Konstrukcje wszystkich obrabiarek opierają się na zastosowaniu standardowych elementów, które można podzielić na następujące grupy:
elementy instalacyjne określające położenie części w oprawie;
elementy zaciskowe - urządzenia i mechanizmy do mocowania części lub ruchome części urządzenia;
elementy kierunku narzędzie tnące i kontrola jego pozycji;
urządzenia zasilające do uruchamiania elementów zaciskowych (mechaniczne, elektryczne, pneumatyczne, hydrauliczne);
obudowy urządzeń, na których mocowane są wszystkie pozostałe elementy;
elementy pomocnicze, które służą do zmiany położenia części w uchwycie względem narzędzia, do łączenia ze sobą elementów mocowania i regulacji ich wzajemnego położenia.
1.3.1 Typowe elementy bazowe urządzeń. Podstawowymi elementami oprzyrządowania są części i mechanizmy zapewniające prawidłowe i równomierne ułożenie przedmiotów obrabianych względem narzędzia.
Długotrwałe zachowanie dokładności wymiarów tych elementów i ich wzajemnego położenia jest najważniejszym wymaganiem przy projektowaniu i wytwarzaniu urządzeń. Spełnienie tych wymagań chroni przed defektami w trakcie obróbki oraz skraca czas i pieniądze wydane na naprawę urządzenia. Dlatego bezpośrednie użycie korpusu osprzętu nie jest dozwolone do mocowania przedmiotów obrabianych.
Podstawa lub elementy instalacyjne urządzenia muszą charakteryzować się dużą odpornością na zużycie powierzchni roboczych, dlatego są wykonane ze stali i poddawane obróbce cieplnej w celu uzyskania wymaganej twardości powierzchni.
Podczas montażu przedmiot opiera się na elementach montażowych osprzętu, dlatego elementy te nazywane są podporami. Podpory można podzielić na dwie grupy: grupę podpór głównych i grupę podpór pomocniczych.
Głównymi podporami są elementy montażowe lub bazowe, które pozbawiają przedmiot obrabiany podczas obróbki wszystkich lub kilku stopni swobody, zgodnie z wymaganiami obróbki. Kołki i płytki są często używane jako główne podpory do mocowania przedmiotów obrabianych na płaskich powierzchniach w osprzętach.
Ryż. 12.
Kołki (rys. 12.) stosowane są z łbami płaskimi, kulistymi i karbowanymi. Kołki z łbem płaskim (ryc. 12, a) przeznaczone są do montażu detali z płaszczyznami obrobionymi, drugie i trzecie (ryc. 12, b i c) do montażu z powierzchniami nieobrobionymi, a kołki z łbem kulistym, ponieważ zużywają się bardziej, stosowane są w przypadkach szczególnych, np. podczas montażu półfabrykatów wąskich części o nieobrobionej powierzchni w celu uzyskania maksymalna odległość pomiędzy punktami odniesienia. Kołki karbowane służą do mocowania części na nieobrobionych powierzchniach bocznych, ponieważ zapewniają stabilniejsze położenie przedmiotu obrabianego, a zatem w niektórych przypadkach pozwalają na użycie mniejszej siły do jego zamocowania.
W uchwycie kołki są zwykle instalowane w otworach z pasowaniem wciskowym o klasie dokładności 7. Czasami w otwór w korpusie urządzenia wciskane są hartowane tuleje przejściowe (ryc. 12, a), w które wchodzą kołki z pasowaniem o małej szczelinie o jakości 7.
Najpopularniejsze konstrukcje płyt pokazano na ryc. 13. Konstrukcja to wąska płyta zabezpieczona dwoma lub trzema. Aby ułatwić ruch przedmiotu obrabianego, a także bezpiecznie oczyścić urządzenie z wiórów ręcznie, powierzchnia robocza płyty jest obszyta fazą pod kątem 45° (rysunek 13, a). Głównymi zaletami takich płyt jest prostota i zwartość. Łby śrub mocujących płytę są zwykle zagłębione o 1-2 mm w stosunku do powierzchni roboczej płyty.


Ryż. 13 Płyty nośne: a - płaskie, b - z nachylonymi rowkami.
W przypadku opierania przedmiotów na powierzchni cylindrycznej, przedmiot obrabiany jest mocowany na pryzmie. Pryzmat to element montażowy z powierzchnią roboczą w postaci rowka utworzonego przez dwie płaszczyzny nachylone do siebie pod kątem (ryc. 14). Pryzmy do mocowania krótkich detali są znormalizowane.
W urządzeniach zastosowano pryzmaty o kątach 60°, 90° i 120°. Najbardziej rozpowszechnione otrzymano pryzmaty z b = 90

Ryż. 14
Podczas montażu detali z czysto obrobionymi podstawami stosuje się pryzmy o szerokich powierzchniach nośnych, a przy chropowatych podstawach - z wąskimi powierzchniami nośnymi. Ponadto na szorstkich podstawach stosuje się podpory punktowe wciskane w powierzchnie robocze pryzmatu (ryc. 15, b). W tym przypadku detale z krzywizną osi, beczkowatym kształtem i innymi błędami kształtu podstawy technologicznej zajmują w pryzmacie stabilną i określoną pozycję.


Ryc.15
Podpory pomocnicze. Podczas obróbki niesztywnych detali, oprócz elementów montażowych, często stosuje się dodatkowe lub dostarczane w komplecie podpory, które są mocowane do przedmiotu obrabianego po jego osadzeniu w 6 punktach i zabezpieczeniu. Liczba dodatkowych podpór i ich umiejscowienie zależą od kształtu przedmiotu obrabianego, miejsca przyłożenia sił i momentów skrawania.
1.3.2 Elementy mocujące i urządzenia. Urządzenia lub mechanizmy mocujące to mechanizmy eliminujące możliwość drgań lub przemieszczeń przedmiotu obrabianego względem elementów montażowych urządzenia pod wpływem własnego ciężaru i sił powstających podczas obróbki (montażu).
Konieczność stosowania urządzeń zaciskowych znika w dwóch przypadkach:
1. Podczas obróbki (montażu) ciężkiego, stabilnego przedmiotu ( jednostka montażowa), w porównaniu do ciężaru, z którego działają siły obróbka(zespoły) są małe;
2. Gdy siły powstające podczas obróbki (montażu) przykładane są w taki sposób, że nie mogą zakłócić położenia przedmiotu obrabianego uzyskanego poprzez bazowanie.
Do urządzeń mocujących mają zastosowanie następujące wymagania:
1. Podczas mocowania nie należy zakłócać pozycji przedmiotu obrabianego uzyskanej poprzez bazowanie. Osiąga się to poprzez racjonalny * wybór kierunku i punktu przyłożenia siły docisku.
2. Zacisk nie powinien powodować odkształcenia mocowanych w uchwycie przedmiotów obrabianych ani uszkodzenia (zgniecenia) ich powierzchni.
3. Siła docisku powinna być minimalna niezbędna, ale wystarczająca, aby zapewnić niezawodne położenie przedmiotu obrabianego względem elementów montażowych osprzętu podczas obróbki.
4. Mocowanie i zdejmowanie przedmiotu obrabianego musi odbywać się przy minimalnym wysiłku i czasie pracownika. W przypadku stosowania zacisków ręcznych siła ręczna nie powinna przekraczać 147 N (15 kgf).
5. Siły tnące, jeśli to możliwe, nie powinny być przejmowane przez urządzenia mocujące.
6. Mechanizm zaciskowy powinien być prosty w konstrukcji, możliwie wygodny i bezpieczny w obsłudze.
Spełnienie większości tych wymagań wiąże się z poprawna definicja wielkość, kierunek i położenie sił zaciskających.
Szerokie zastosowanie urządzenia śrubowe ze względu na ich względną prostotę, wszechstronność i bezawaryjną pracę. Nie zaleca się jednak najprostszego zacisku w postaci pojedynczej śruby działającej bezpośrednio na część, ponieważ w miejscu jej działania część ulega odkształceniu, a dodatkowo pod wpływem momentu tarcia powstającego na końcu śruby, położenie przedmiotu obrabianego w uchwycie względem narzędzia może zostać zakłócone.
Prawidłowo zaprojektowany prosty zacisk śrubowy, oprócz śruby 3 (rys. 16, a), powinien składać się z tulei prowadzącej gwintowanej 2 z korkiem 5 uniemożliwiającym jej samowolne odkręcenie, końcówki 1 oraz nakrętki z uchwytem lub łbem 4.
Konstrukcje końcówek (ryc. 16, b - e) różnią się od konstrukcji pokazanej na ryc. 18, a tym, że koniec śruby jest trwalszy, ponieważ średnica szyjki śruby dla końcówek (ryc. 16, b i d) można przyjąć jako równą średnicy wewnętrznej gwintowanej części śruby, a w przypadku końcówek (ryc. 16, c i d) średnica ta może być równa zewnętrznej średnicy śruby. Końcówki (ryc. 16, b-d) nakręca się na gwintowany koniec śruby i w taki sam sposób, jak końcówka pokazana na ryc. 16, a, można dowolnie instalować na przedmiocie obrabianym. Końcówka (ryc. 16, d) jest luźno umieszczona na kulistym końcu śruby i przytrzymywana na niej specjalną nakrętką.

Ryż. 16.
Końcówki (ryc. 16, e-h) różnią się od poprzednich tym, że są precyzyjnie prowadzone przez otwory w korpusie urządzenia (lub w tulei wciśniętej w korpus) i przykręcane bezpośrednio do śruby dociskowej 15, która. w tym przypadku jest on blokowany, aby zapobiec jego ruchom osiowym. Sztywne, precyzyjnie skierowane końcówki (rys. 16, f, g i h) zalecane są do stosowania w przypadkach, gdy w trakcie obróbki powstają siły przesuwające przedmiot w kierunku prostopadłym do osi śruby. Wahliwe końcówki (ryc. 16, a-e) należy stosować w przypadkach, gdy takie siły nie występują.
Uchwyty do sterowania śrubą wykonane są w postaci zdejmowanych łbów o różnej konstrukcji (ryc. 17) i są umieszczane na gwintowanym, fasetowanym lub cylindrycznym końcu śruby za pomocą klucza, na którym zwykle są blokowane za pomocą kołka. Łeb walcowy I (rys. 17, a) z radełkowaną łbem „baranek” gwiazda II i łbem czteroostrzowym III stosuje się przy obsłudze śruby jedną ręką i sile docisku w zakresie 50–100 N (5– 10kg).
Nakrętka główkowa VI z sztywno osadzonym w niej krótkim, skośnym uchwytem; głowica VII ze składaną rączką, Stanowisko pracy który jest zamocowany za pomocą sprężynowej kuli; głowica V z cylindrycznym otworem na klucz, również sztywno zamocowana za pomocą poziomego uchwytu; głowica kierownicza IV z czterema przykręcanymi lub wciskanymi uchwytami (ryc. 17). Head IV jest najbardziej niezawodny i łatwy w użyciu.

Ryż. 17.
1.3.3 Obudowy. Korpusy opraw stanowią główną część opraw, na których mocowane są wszystkie pozostałe elementy. Dostrzega wszystkie siły działające na część podczas jej mocowania i obróbki oraz zapewnia dane względne rozmieszczenie wszystkich elementów i urządzeń urządzeń, łącząc je w jedną całość. Korpusy osprzętu wyposażone są w elementy montażowe, które zapewniają osadzenie osprzętu, czyli jego wymagane położenie na maszynie, bez wyrównania.
Obudowy urządzeń wykonane są z żeliwa, spawane ze stali lub prefabrykowane z pojedynczych elementów mocowanych śrubami.
Ponieważ korpus pochłania siły powstające podczas mocowania i obróbki przedmiotu obrabianego, musi być mocny, sztywny, odporny na zużycie, wygodny do spuszczania chłodziwa i czyszczenia wiórów. Dzięki temu, że osprzęt jest zamontowany na maszynie bez wyrównania, korpus musi pozostać stabilny w różnych pozycjach. Obudowy mogą być odlewane, spawane, kute, montowane za pomocą śrub lub z gwarantowanym wciskiem.
Odlany korpus (ryc. 18, a) ma wystarczającą sztywność, ale jest trudny w produkcji.
Obudowy wykonane z żeliwa SCh 12 i SCh 18 stosowane są w urządzeniach do obróbki małych i średnich detali. Korpusy żeliwne mają przewagę nad stalowymi: są tańsze, łatwiej im nadać bardziej skomplikowany kształt i są łatwiejsze w produkcji. Wadą korpusów żeliwnych jest możliwość wypaczenia, dlatego po wstępnej obróbce mechanicznej poddawane są obróbce cieplnej (starzeniu naturalnemu lub sztucznemu).
Spawany korpus stalowy (ryc. 18, b) jest łatwiejszy w produkcji, ale także mniej sztywny niż żeliwo. Części do takich skrzynek są wycinane ze stali o grubości 8... 10 mm. Spawane obudowy stalowe są lżejsze niż obudowy żeliwne.


Ryż. 18. Obudowy urządzeń: a - odlewane; b - spawany; c - prefabrykowane; g - kute
Wadą korpusów spawanych jest odkształcenie podczas spawania. Naprężenia szczątkowe powstałe w częściach ciała wpływają na dokładność spoiny. Aby złagodzić te naprężenia, obudowy są wyżarzane. Aby uzyskać większą sztywność, do spawanych obudów przyspawane są narożniki, które służą jako usztywnienia.
Na ryc. 18, w przedstawia prefabrykat różne elementy rama. Jest mniej skomplikowany, mniej sztywny niż odlewany czy spawany i charakteryzuje się niską pracochłonnością produkcji. Obudowę można zdemontować i wykorzystać w całości lub jako osobne części w innych konstrukcjach.
Na ryc. 18, d pokazuje korpus urządzenia wykonany metodą kucia. Jego produkcja jest mniej pracochłonna niż odlewanie, przy jednoczesnym zachowaniu właściwości sztywności. Kute korpusy stalowe służą do obróbki małych detali o prostych kształtach.
Jakość wykonania ich powierzchni roboczych ma znaczenie dla działania urządzenia. Muszą być przetwarzane z chropowatością powierzchni Ra 2,5 ... 1,25 mikrona; dopuszczalne odchylenie od równoległości i prostopadłości powierzchni roboczych obudów wynosi 0,03. ..0,02 mm na długości 100 mm.
1.3.4 Mechanizmy orientujące i samocentrujące. W niektórych przypadkach instalowane części muszą być zorientowane wzdłuż ich płaszczyzn symetrii. Mechanizmy stosowane w tym celu zwykle nie tylko orientują, ale także zaciskają części, dlatego nazywane są zaciskaniem montażowym.

Ryż. 19.
Mechanizmy montażowe i mocujące dzielą się na orientujące i samocentrujące. Te pierwsze orientują części tylko w jednej płaszczyźnie symetrii, drugie - w dwóch wzajemnie prostopadłych płaszczyznach.
Grupa mechanizmów samocentrujących obejmuje wszelkiego rodzaju konstrukcje wkładów i trzpieni.
Aby orientować i centrować części nieokrągłe, często stosuje się mechanizmy ze stałymi (GOST 12196--66), instalacyjnymi (GOST 12194--66) i ruchomymi (GOST 12193--66) pryzmatami. W mechanizmach orientujących jeden z pryzmatów jest sztywno zamocowany - nieruchomy lub pozycjonujący, a drugi jest ruchomy. W mechanizmach samocentrujących oba pryzmaty poruszają się jednocześnie.
Elementy mocujące utrzymują obrabiany przedmiot przedmiotu obrabianego przed przemieszczeniami i drganiami powstałymi pod wpływem sił skrawania.
Klasyfikacja elementów mocujących
Elementy mocujące urządzeń dzielą się na proste i kombinowane, tj. składający się z dwóch, trzech lub więcej powiązanych ze sobą elementów.
Do prostych należą klin, śruba, mimośród, dźwignia, zawias-dźwignia itp. - tzw zaciski.
Mechanizmy kombinowane są zwykle projektowane jako śrubowe
dźwignia, dźwignia mimośrodowa itp. i są tzw uchwyty.
Kiedy używać prostego lub łączonego
mechanizmy w układach z napędem zmechanizowanym
(pneumatyczne lub inne) nazywane są mechanizmami - wzmacniacze. Ze względu na liczbę ogniw napędzanych dzielimy mechanizmy na: 1. jednoogniwowe – mocujące obrabiany przedmiot w jednym punkcie;
2. dwuogniwowe – mocowanie dwóch przedmiotów lub jednego przedmiotu w dwóch punktach;
3. multi-link - mocowanie jednego detalu w wielu punktach lub kilku detali jednocześnie z równymi siłami. Według stopnia automatyzacji:
1. ręczna - praca ze śrubą, klinem i innymi
Budynki;
2. zmechanizowany, w
Są podzielone na
a) hydrauliczny,
b) pneumatyczne,
c) pneumohydrauliczny,
d) mechanohydrauliczny,
d) elektryczny,
e) magnetyczne,
g) elektromagnetyczne,
h) próżnia.
3. zautomatyzowany, sterowany z części roboczych maszyny. Napędzane są przez stół maszyny, podporę, wrzeciono oraz siły odśrodkowe wirujących mas.
Przykład: uchwyty odśrodkowe do tokarek półautomatycznych.
Wymagania dotyczące urządzeń mocujących
Muszą być niezawodne w działaniu, proste w konstrukcji i łatwe w utrzymaniu; nie powinien powodować odkształceń mocowanych elementów i uszkodzeń ich powierzchni; mocowanie i odpinanie detali powinno odbywać się przy minimalnym nakładzie siły i czasu pracy, zwłaszcza przy mocowaniu kilku detali w urządzeniach wielomiejscowych ponadto urządzenia mocujące nie powinny przesuwać detalu w trakcie jego mocowania; Jeśli to możliwe, siły skrawania nie powinny być przejmowane przez urządzenia mocujące. Należy je postrzegać jako sztywniejsze elementy instalacyjne urządzeń. Aby poprawić dokładność obróbki, preferowane są urządzenia zapewniające stałą siłę mocowania.
Wybierzmy się na krótką wycieczkę do mechaniki teoretycznej. Przypomnijmy, jaki jest współczynnik tarcia?
Jeżeli ciało o masie Q porusza się po płaszczyźnie z siłą P, to reakcją na siłę P będzie siła P 1 skierowana w przeciwnym kierunku, czyli

poślizg.
Współczynnik tarcia
Przykład: jeśli f = 0,1; Q = 10 kg, następnie P = 1 kg.
Współczynnik tarcia zmienia się w zależności od chropowatości powierzchni.
Metoda obliczania sił docisku


Pierwszy przypadek
Drugi przypadek
Siła skrawania Pz i siła docisku Q są skierowane w tym samym kierunku
W tym przypadku Q => O
Siła skrawania P g i siła docisku Q są skierowane w przeciwne strony, wówczas Q = k * P z
gdzie k jest współczynnikiem bezpieczeństwa k = 1,5 obróbka wykańczająca k = 2,5 obróbka zgrubna.
Trzeci przypadek

Siły są skierowane wzajemnie prostopadle. Siła skrawania P przeciwdziała sile tarcia na podporze (montażu) Qf 2 i sile tarcia w miejscu mocowania Q*f 1, wówczas Qf 1 + Qf 2 = k*P z

G  de f i f 2 - współczynniki tarcia ślizgowego. Przypadek czwarty
de f i f 2 - współczynniki tarcia ślizgowego. Przypadek czwarty
Obrabiany przedmiot jest obrabiany w uchwycie trójszczękowym
W tym kierunku P ma tendencję do przesuwania przedmiotu obrabianego względem krzywek.
Obliczanie gwintowanych mechanizmów mocujących Przypadek pierwszy

Zacisk śrubowy z łbem płaskim Z stanu równowagi 
gdzie P jest siłą działającą na uchwyt, kg; Q - siła mocowania części, kg; R por - średni promień gwintu, mm;
R - promień końca nośnego;
Kąt pochylenia gwintu;
Kąt tarcia w połączenie gwintowane 6;  - stan samohamowania; f jest współczynnikiem tarcia śruby na części;
- stan samohamowania; f jest współczynnikiem tarcia śruby na części;
0,6 - współczynnik uwzględniający tarcie całej powierzchni końca. Moment P*L pokonuje moment siły docisku Q, biorąc pod uwagę siły tarcia w para śrub i na końcu śruby.
Drugi przypadek
 ■ Zacisk śrubowy z powierzchnią kulistą
■ Zacisk śrubowy z powierzchnią kulistą

Wraz ze wzrostem kątów α i φ siła P wzrasta, ponieważ w tym przypadku kierunek siły idzie w górę po nachylonej płaszczyźnie gwintu.
Trzeci przypadek

Tę metodę mocowania stosuje się przy obróbce tulei lub tarcz na trzpieniach: tokarki, podzielnice lub stoły obrotowe NA frezarki, dłutownice lub inne maszyny, frezowanie kół zębatych, kształtowanie kół zębatych, wiertarki promieniowe itp. Trochę informacji z katalogu:
Wkręt Ml6 z kulistym zakończeniem o długości rączki L = 190 mm i sile P = 8 kg wytwarza siłę Q = 950 kg
Mocowanie śrubą M = 24 z płaskim końcem w odległości L = 310 mm; P = 15kg; Q = 1550 mm
Zacisk z nakrętką sześciokątną Ml 6 i kluczem L = 190mm; P = 10 kg; Q = 700 kg.
Zaciski mimośrodowe są łatwe w produkcji i dlatego są szeroko stosowane narzędzia maszynowe. Zastosowanie zacisków mimośrodowych może znacznie skrócić czas mocowania przedmiotu obrabianego, ale siła mocowania jest gorsza niż w przypadku zacisków gwintowanych.
Dociski mimośrodowe wykonywane są w połączeniu z zaciskami i bez.
Rozważmy zacisk ekscentryczny z uchwytem.

Dociski mimośrodowe nie mogą pracować przy znacznych odchyleniach tolerancji (±δ) przedmiotu obrabianego. Przy dużych odchyłkach tolerancji obejma wymaga ciągłej regulacji śrubą nr 1.
Ekscentryczne obliczenia
M
 Materiały użyte do produkcji mimośrodu to U7A, U8A Z
obróbka cieplna do HR od 50....55 jednostek, stal 20X z nawęglaniem do głębokości 0,8...1,2 z hartowaniem HR od 55...60 jednostek.
Materiały użyte do produkcji mimośrodu to U7A, U8A Z
obróbka cieplna do HR od 50....55 jednostek, stal 20X z nawęglaniem do głębokości 0,8...1,2 z hartowaniem HR od 55...60 jednostek. Spójrzmy na diagram mimośrodowy. Linia KN dzieli mimośród na dwie części? symetryczne połówki składające się niejako z 2
X kliny przykręcone do „okręgu początkowego”.
Mimośrodowa oś obrotu jest przesunięta względem swojej osi geometrycznej o wielkość mimośrodu „e”.
Do mocowania zwykle wykorzystuje się przekrój Nm dolnego klina.
Rozpatrując mechanizm jako złożony, składający się z dźwigni L i klina z tarciem na dwóch powierzchniach na osi i w punkcie „m” (punkt mocowania), otrzymujemy zależność siłową do obliczenia siły docisku.

gdzie Q jest siłą docisku
P - siła na rączce
L - ramię uchwytu
r - odległość od mimośrodowej osi obrotu do punktu styku Z
przedmiot obrabiany
α - kąt wzniesienia krzywej
α 1 - kąt tarcia między mimośrodem a przedmiotem obrabianym
α 2 - kąt tarcia na osi mimośrodu
Aby mimośród nie odsunął się podczas pracy, należy przestrzegać stanu samohamowania mimośrodu

Warunek samohamowania mimośrodu. = 12Р
o chyazhimie z expentoikiem
G
 de α -
kąt tarcia ślizgowego w miejscu styku z przedmiotem obrabianym ø -
współczynnik tarcia
de α -
kąt tarcia ślizgowego w miejscu styku z przedmiotem obrabianym ø -
współczynnik tarcia Do przybliżonych obliczeń Q - 12Р Rozważmy schemat dwustronnego zacisku z mimośrodem

Klinowe urządzenia mocujące są szeroko stosowane w obrabiarkach. Ich głównym elementem są jedno, dwu i trzy kliny skośne. Zastosowanie tego typu elementów wynika z prostoty i zwartości konstrukcji, szybkości działania i niezawodności działania, możliwości wykorzystania ich jako elementu zaciskowego działającego bezpośrednio na mocowany przedmiot oraz jako ogniwa pośredniego np. łącze wzmacniacza w innym urządzenia zaciskowe. Zwykle stosuje się kliny samohamowne. Warunek samohamowania klina jednoskośnego wyraża się zależnością
α > 2ρ
Gdzie α - kąt klina
ρ - kąt tarcia na powierzchniach G i H styku klina z współpracującymi częściami.

Samohamowanie jest zapewnione przy kącie α = Jednakże, aby zapobiec osłabieniu przedmiotu obrabianego przez drgania i wahania obciążenia podczas użytkowania zacisku, często stosuje się kliny o kącie α.
Z uwagi na fakt, że zmniejszenie kąta prowadzi do jego zwiększenia
właściwości samohamownych klina, przy projektowaniu napędu mechanizmu klinowego konieczne jest zapewnienie urządzeń ułatwiających wyjmowanie klina ze stanu roboczego, gdyż zwolnienie klina obciążonego jest trudniejsze niż wyjęcie go ze stanu roboczego warunki pracy.

Można to osiągnąć łącząc drążek siłownika z klinem. Gdy pręt 1 porusza się w lewo, przechodzi przez ścieżkę „1” na bieg jałowy, a następnie uderzając w kołek 2 wciśnięty w klin 3, wypycha ten ostatni. Kiedy pręt cofa się, popycha również klin do pozycji roboczej, uderzając w sworzeń. Należy to wziąć pod uwagę w przypadkach, gdy mechanizm klinowy napędzany jest napędem pneumatycznym lub hydraulicznym. Następnie, aby zapewnić niezawodne działanie mechanizmu, konieczne jest utworzenie różne ciśnienie ciecz lub sprężone powietrze różne strony tłok napędowy. Tę różnicę w przypadku stosowania napędów pneumatycznych można osiągnąć za pomocą zawór redukcyjny ciśnienia w jednej z rurek dostarczających powietrze lub ciecz do cylindra. W przypadkach, gdy nie jest wymagane samohamowanie, zaleca się zastosowanie rolek na powierzchniach styku klina z współpracującymi częściami urządzenia, co ułatwi wprowadzenie klina w pozycja początkowa. W takich przypadkach konieczne jest zablokowanie klina.

Rozważmy schemat działania sił w mechanizmie klinowym jednoskośnym, najczęściej stosowanym w urządzeniach.

Skonstruujmy wielokąt sił.

Przy przekazywaniu sił pod kątem prostym mamy następującą zależność

+ przypinanie, - odpinanie
Samohamowanie następuje przy α
Zaciski tulejkowe
Mechanizm mocowania tulei zaciskowej jest znany od dawna. Zabezpieczanie detali za pomocą tulei okazało się bardzo wygodne przy tworzeniu automatów, ponieważ zabezpieczenie przedmiotu obrabianego wymaga tylko jednego ruch do przodu zaciskana tuleja zaciskowa.
Podczas obsługi mechanizmów tulejowych muszą być spełnione następujące wymagania.
Siły mocowania muszą być zapewnione odpowiednio do powstających sił skrawania i zapobiegać przemieszczaniu się przedmiotu obrabianego lub narzędzia podczas procesu skrawania.
Proces konsolidacji w cykl ogólny obróbka jest ruchem pomocniczym, dlatego czas reakcji zacisku tulei zaciskowej powinien być minimalny.
Wymiary ogniw mechanizmu zaciskowego należy określić na podstawie ich stanu normalna operacja przy zabezpieczaniu detali zarówno największych jak i najmniejszych rozmiarów.
Błąd pozycjonowania mocowanych przedmiotów lub narzędzi powinien być minimalny.
Konstrukcja mechanizmu mocującego powinna zapewniać najmniejsze sprężyste ściskanie podczas obróbki detali i mieć wysoką odporność na wibracje.
Części tulei zaciskowej, a w szczególności tuleja zaciskowa, muszą charakteryzować się wysoką odpornością na zużycie.
Konstrukcja urządzenia zaciskowego musi umożliwiać jego szybką wymianę i wygodną regulację.
Konstrukcja mechanizmu musi zapewniać ochronę tulei zaciskowych przed wiórami.
Prawie minimalne dopuszczalny rozmiar do mocowania 0,5 mm. NA
wielowrzecionowe automaty prętowe, średnice prętów i
dlatego otwory tulei zaciskowych osiągają 100 mm. Do mocowania rur cienkościennych stosuje się tuleje zaciskowe o dużej średnicy otworu, ponieważ... stosunkowo równomierne mocowanie na całej powierzchni nie powoduje dużych odkształceń rur.
Mechanizm zaciskowy tulei zaciskowej umożliwia zabezpieczenie obrabianych przedmiotów różne kształty Przekrój.
Trwałość mechanizmów mocujących z tulejami zaciskowymi jest bardzo zróżnicowana i zależy od konstrukcji i poprawności procesów technologicznych przy wytwarzaniu części mechanizmów. Z reguły tuleje zaciskowe zawodzą wcześniej niż inne. W tym przypadku liczba mocowań za pomocą tulei zaciskowych waha się od jednego (pęknięcie tulei zaciskowej) do pół miliona lub więcej (zużycie szczęk). Wydajność tulei zaciskowej uważa się za zadowalającą, jeśli jest w stanie zabezpieczyć co najmniej 100 000 detali.
Klasyfikacja tulei zaciskowych
Wszystkie tuleje zaciskowe można podzielić na trzy typy:
1. Tuleje zaciskowe pierwszego typu mają „prosty” stożek, którego górna część jest skierowana w stronę przeciwną do wrzeciona maszyny.

Aby go zabezpieczyć należy wytworzyć siłę wciągającą tuleję zaciskową w nakrętkę nakręconą na wrzeciono. Pozytywne cechy Ten typ tulei jest konstrukcyjnie dość prosty i dobrze sprawdza się przy ściskaniu (stal hartowana ma wyższe dopuszczalne naprężenia przy ściskaniu niż przy rozciąganiu. Mimo to tuleje zaciskowe pierwszego typu mają obecnie ograniczone zastosowanie ze względu na wady. Jakie są te wady:
a) siła osiowa działająca na tuleję ma tendencję do jej odblokowania,
b) podczas podawania pręta możliwe jest przedwczesne zablokowanie tulei,
c) zabezpieczone taką tuleją ma szkodliwy wpływ na
d) występuje niezadowalające centrowanie tulei zaciskowej
wrzeciono, ponieważ łeb jest wyśrodkowany w nakrętce, której położenie jest włączone
Wrzeciono nie jest stabilne ze względu na obecność gwintów.
Tuleje zaciskowe drugiego typu mają „odwrócony” stożek, którego górna część jest zwrócona w stronę wrzeciona. Aby go zabezpieczyć, należy wytworzyć siłę wciągającą tuleję zaciskową w stożkowy otwór wrzeciona maszyny.

Tulejki tego typu zapewniają dobre centrowanie mocowanych detali, ponieważ stożek tulei zaciskowej znajduje się bezpośrednio we wrzecionie; gdy pręt jest doprowadzony do ogranicznika, nie jest to możliwe
następuje zakleszczenie, osiowe siły robocze nie otwierają tulei zaciskowej, lecz ją blokują, zwiększając siłę mocowania.
Jednocześnie szereg istotnych wad zmniejsza wydajność tulei zaciskowych tego typu. Ze względu na liczne styki z tuleją stożkowy otwór wrzeciona stosunkowo szybko się zużywa, gwinty na tulejach często zawodzą, nie zapewniając stabilnego położenia pręta wzdłuż osi po zamocowaniu - odsuwa się on od ogranicznika. Niemniej jednak tuleje zaciskowe drugiego typu są szeroko stosowane w obrabiarkach.
Aby skrócić czas montażu, wyosiowania i mocowania części, zaleca się stosowanie specjalnych (przeznaczonych do obróbki danej części) urządzeń mocujących. Szczególnie wskazane jest użycie specjalne urządzenia przy produkcji dużych partii identycznych części.
Specjalne uchwyty mocujące mogą mieć mocowanie śrubowe, mimośrodowe, pneumatyczne, hydrauliczne lub pneumatyczno-hydrauliczne.
Schemat pojedynczego urządzenia
Ponieważ urządzenia muszą szybko i niezawodnie mocować obrabiany przedmiot, zaleca się stosowanie takich zacisków, gdy uzyskuje się jednoczesne mocowanie jednego przedmiotu w kilku miejscach. Ha rys. 74 przedstawia urządzenie zaciskające część ciała, w którym zaciskanie odbywa się jednocześnie za pomocą dwóch zacisków 1 I 6 po obu stronach części, dokręcając jedną nakrętkę 5 . Podczas dokręcania nakrętki 5 szpilka 4 posiadający podwójny skos w matrycy 7 , poprzez przyczepność 8 wpływa na skos matrycy 9 i dociska go nakrętką 2 klejący 1 siedzi na szpilce 3 . Kierunek siły docisku jest pokazany strzałkami. Podczas odkręcania nakrętki 5 sprężyny umieszczone pod zaciskami 1 I B, podnieś je, uwalniając część.

W przypadku dużych części stosuje się uchwyty pojedyncze, natomiast w przypadku małych części lepiej jest zastosować uchwyty, w których można zamontować i zamocować kilka detali jednocześnie. Takie urządzenia nazywane są wielomiejscowymi.
Urządzenia wieloosobowe
Mocowanie kilku detali jednym zaciskiem skraca czas mocowania i ma zastosowanie przy pracy na urządzeniach wielomiejscowych.
Na ryc. 75 przedstawia schemat podwójnego urządzenia do mocowania dwóch rolek podczas frezowania wpustów. Mocowanie odbywa się za pomocą uchwytu 4
z mimośrodem, który jednocześnie dociska zacisk 3
i poprzez przyczepność 5
do przyklejenia 1
, dociskając w ten sposób oba elementy do pryzm w korpusie 2
urządzenia. Rolki zwalnia się poprzez przekręcenie uchwytu 4
V Odwrotna strona. Jednocześnie sprężyny 6
odciągnij zaciski 1
I 3
.

Na ryc. 76 przedstawia urządzenie wielomiejscowe z pneumatycznym napędem tłokowym. Sprężone powietrze dostaje się przez zawór trójdrożny albo do górnej wnęki cylindra, zaciskając obrabiane przedmioty (kierunek siły docisku pokazano strzałkami), albo do dolnej wnęki cylindra, uwalniając obrabiane przedmioty.

Opisane urządzenie wykorzystuje metodę kasetową do montażu części. W kasecie instalowanych jest kilka detali, na przykład w tym przypadku pięć, podczas gdy w kasecie jest już przetwarzana kolejna partia tych samych detali. Po zakończeniu obróbki pierwszą kasetę z wyfrezowanymi częściami wyjmuje się z urządzenia, a na jej miejsce instaluje się kolejną kasetę z wykrojami. Metoda kasetowa pozwala skrócić czas montażu detali.
Na ryc. 77 przedstawia konstrukcję wielopozycyjnego urządzenia mocującego z napędem hydraulicznym.
Baza 1
napęd jest zamocowany na stole maszyny. W cylindrze 3
tłok się porusza 4
, w rowku, w którym zainstalowana jest dźwignia 5
, obracający się wokół osi 8
, zamocowany na stałe w oczku 7
. Stosunek ramienia dźwigni 5 wynosi 3:1 przy ciśnieniu oleju 50 kg/cm2 i średnica tłoka 55 mm siłę na krótkim końcu ramienia dźwigni 5
osiąga 2800 kg. Aby chronić przed odpryskami, na dźwigni znajduje się osłona materiałowa 6.
Olej przepływa przez trójdrożny zawór sterujący do zaworu 2
i dalej do górnej wnęki cylindra 3
. Olej z przeciwległej wnęki cylindra przez otwór w podstawie 1
wchodzi do zaworu trójdrogowego, a następnie trafia do odpływu.
Kiedy uchwyt zaworu trójdrogowego zostanie obrócony do pozycji zaciśnięcia, na tłok działa olej pod ciśnieniem 4
, przenosząc siłę zacisku przez dźwignię 5
dźwignia widelca 9
urządzenie mocujące, które obraca się na dwóch półosiach 10
. Palec 12
, wciśnięty w dźwignię 9, obraca dźwignię 11
względem punktu styku śruby 21
z korpusem urządzenia. W tym przypadku oś 13
dźwignia porusza drążkiem 14
w lewo i przez podkładkę kulistą 17
i orzechy 18
przenosi siłę zacisku na zacisk 19
, obracający się wokół osi 16
i dociskanie detali do nieruchomej szczęki 20
. Wielkość mocowania reguluje się za pomocą nakrętek 18
i śruba 21
.
Po obróceniu uchwytu zaworu trójdrożnego do pozycji zwolnienia dźwignia 11
obróci się w przeciwnym kierunku, poruszając prętem 14
w prawo. W tym przypadku wiosna 15
usuwa kij 19
z pustych miejsc.
W ostatnim czasie stosuje się pneumohydrauliczne urządzenia zaciskowe, w których sprężone powietrze pochodzące z sieci zakładowej o ciśnieniu 4-6 kg/cm2 naciska na tłok cylindra hydraulicznego, wytwarzając w układzie ciśnienie oleju około 40-80 kg/cm2. Olej pod takim ciśnieniem za pomocą urządzeń zaciskowych zabezpiecza obrabiane elementy z dużą siłą.
Zwiększenie ciśnienia płynu roboczego pozwala przy tej samej sile docisku zmniejszyć rozmiar napędu imadła.
Zasady doboru urządzeń mocujących
Przy wyborze rodzaju uchwytów zaciskowych należy kierować się poniższymi zasadami.
Zaciski muszą być proste, szybko działające i łatwo dostępne do ich uruchomienia, wystarczająco sztywne i nie mogą się samoistnie poluzować pod działaniem noża, od drgań maszyny lub z przyczyn losowych, a także nie mogą odkształcać powierzchni przedmiotu obrabianego i spowodować jego powrót. Siłie docisku w zaciskach przeciwdziała podpora i w miarę możliwości powinna być skierowana tak, aby podczas obróbki wspomagać dociskanie przedmiotu do powierzchni nośnych. W tym celu należy zamontować uchwyty mocujące na stole maszyny tak, aby siła skrawania powstająca w procesie frezowania została przejęta przez nieruchome części uchwytu, np. nieruchomą szczękę imadła.
Na ryc. 78 pokazuje schematy montażu urządzenia zaciskowego.

Podczas frezowania z posuwem i obrotami w lewo nóż cylindryczny Siłę docisku należy skierować jak pokazano na rys. 78, a i przy obrocie w prawo - jak na ryc. 78, ur.
Przy frezowaniu frezem walcowo-czołowym w zależności od kierunku posuwu należy skierować siłę docisku jak pokazano na rys. 78, na lub ryc. 78, miasto
Przy takim układzie urządzenia sile docisku przeciwstawia się sztywna podpora, a siła skrawania pomaga podczas obróbki dociskać przedmiot do powierzchni nośnej.
3 Elementy mocujące opraw.doc
3. Elementy mocujące osprzętu3.1. Wybór miejsca przyłożenia sił mocujących, rodzaju i ilości elementów mocujących
Podczas mocowania przedmiotu obrabianego w uchwycie należy przestrzegać następujących podstawowych zasad:
pozycja przedmiotu obrabianego osiągnięta podczas jego opierania nie powinna zostać zakłócona;
mocowanie musi być niezawodne, aby położenie przedmiotu obrabianego pozostało niezmienione podczas obróbki;
Zgniatanie powierzchni przedmiotu obrabianego występujące podczas mocowania, a także jego odkształcenie muszą być minimalne i mieścić się w dopuszczalnych granicach.
Aby zapewnić kontakt przedmiotu obrabianego z elementem podporowym i wyeliminować jego ewentualne przesunięcie podczas mocowania, siłę docisku należy skierować prostopadle do powierzchni element podporowy. W niektórych przypadkach siłę docisku można skierować tak, aby przedmiot obrabiany był jednocześnie dociskany do powierzchni dwóch elementów nośnych;
Aby wyeliminować odkształcenie przedmiotu obrabianego podczas mocowania, punkt przyłożenia siły docisku należy tak dobrać, aby linia jej działania przecinała powierzchnię nośną elementu nośnego. Tylko przy mocowaniu szczególnie sztywnych przedmiotów linia działania siły mocującej może przebiegać pomiędzy elementami nośnymi.
Liczba punktów przyłożenia sił mocujących jest ustalana indywidualnie dla każdego przypadku mocowania przedmiotu obrabianego. Aby zmniejszyć zgniatanie powierzchni przedmiotu obrabianego podczas mocowania, konieczne jest zmniejszenie specyficzne ciśnienie w punktach styku urządzenia mocującego z przedmiotem obrabianym, rozpraszając siłę docisku.
Osiąga się to poprzez zastosowanie w urządzeniach zaciskowych odpowiednio zaprojektowanych elementów stykowych, które umożliwiają równomierne rozłożenie siły docisku pomiędzy dwoma lub trzema punktami, a czasem nawet rozproszenie jej na określonej rozległej powierzchni. DO Liczba punktów mocowania w dużej mierze zależy od rodzaju przedmiotu obrabianego, metody obróbki, kierunku siły skrawania. Za zmniejszenie wibracje i odkształceniami przedmiotu obrabianego pod wpływem siły skrawania należy zwiększyć sztywność układu przedmiot-urządzenie poprzez zwiększenie liczby miejsc mocowania przedmiotu obrabianego i zbliżenie ich do powierzchni obrabianej.
3.3. Określenie rodzaju elementów mocujących
Elementy mocujące obejmują śruby, mimośrody, zaciski, szczęki imadła, kliny, tłoki, zaciski i paski.
Stanowią ogniwa pośrednie w złożonych systemach mocowania.
3.3.1. Zaciski śrubowe
Zaciski śrubowe stosowany w urządzeniach z ręcznym mocowaniem przedmiotu obrabianego, w urządzeniach zmechanizowanych, a także na liniach automatycznych przy użyciu urządzeń satelitarnych. Są proste, kompaktowe i niezawodne w działaniu.

Ryż. 3.1. Zaciski śrubowe: a – z zakończeniem kulistym; b – z płaskim końcem; c – z butem.
Wkręty mogą mieć kulisty koniec (piąty), płaski lub z butem zapobiegającym uszkodzeniu powierzchni.
Przy obliczaniu śrub z piętą kulkową uwzględnia się tylko tarcie w gwincie.
![]()
Gdzie: L- długość rączki, mm; - średni promień gwintu, mm; - kąt natarcia gwintu.
Gdzie: S– skok gwintu, mm; – zmniejszony kąt tarcia.
![]()
Gdzie: Pu150 N.
Stan samohamowania: .
Do standardowych gwintów metrycznych, dlatego wszystkie mechanizmy z gwint metryczny samohamowanie.
Przy obliczaniu śrub z płaską piętą uwzględnia się tarcie na końcu śruby.
Na pierścionek na pięcie:

Gdzie: D – średnica zewnętrzna końcówki nośnej, mm; d – średnica wewnętrzna końca nośnego, mm; – współczynnik tarcia.
Z płaskimi końcami:

Dla śruby do butów:

Materiał: stal 35 lub stal 45 o twardości HRC 30-35 i dokładności gwintu III klasy.
^ 3.3.2. Zaciski klinowe
Klin jest używany w następujących opcjach projektowych:
Płaski klin z pojedynczym skosem.
Podwójny klin skośny.
Okrągły klin.

Ryż. 3.2. Płaski klin z pojedynczym skosem.

Ryż. 3.3. Podwójny klin skośny.

Ryż. 3.4. Okrągły klin.
4) klin korbowy w postaci krzywki mimośrodowej lub płaskiej o profilu roboczym zarysowanym według spirali Archimedesa;

Ryż. 3.5. Klin korbowy: a – w formie mimośrodu; b) – w kształcie płaskiej krzywki.
5) klin śrubowy w postaci krzywki końcowej. Tutaj klin o pojedynczym skosie jest jakby zwinięty w cylinder: podstawa klina tworzy podporę, a jego nachylona płaszczyzna tworzy spiralny profil krzywki;
6) w mechanizmach klinowych samocentrujących (uchwyty, trzpienie) nie stosuje się układów trzech i więcej klinów.
^ 3.3.2.1. Stan samohamowania klina

Ryż. 3.6. Stan samohamowania klina.
Gdzie: - kąt tarcia.
Gdzie: – współczynnik tarcia;
Dla klina, który ma tarcie tylko na pochyłej powierzchni, stan samohamowania wynosi:
Z tarciem na dwóch powierzchniach:
Mamy: ; Lub: ;.
Następnie: stan samohamowania klina przy tarciu na dwóch powierzchniach:
![]()
Tylko w przypadku klina z tarciem na pochyłej powierzchni:
![]()
Z tarciem na dwóch powierzchniach:
Z tarciem tylko na pochyłej powierzchni:
^ 3.3.3.Zaciski mimośrodowe

Ryż. 3.7. Schematy obliczania mimośrodów.
Takie zaciski działają szybko, ale wytwarzają mniejszą siłę niż zaciski śrubowe. Posiadają właściwości samohamujące. Główna wada: nie mogą działać niezawodnie przy znacznych różnicach wielkości pomiędzy powierzchniami montażowymi i mocującymi detali.
![]() ;
;
Gdzie: ( - średnia wartość promienia poprowadzonego od środka obrotu mimośrodu do punktu A zacisku, mm; ( - średni kąt uniesienia mimośrodu w punkcie mocowania; (, (1 - tarcie ślizgowe kąty w punkcie A zacisku i na osi mimośrodu.
Do obliczeń przyjmujemy:
Na l Obliczenia 2D można wykonać korzystając ze wzoru:
Warunek mimośrodowego hamowania samoczynnego:
![]()
Zwykle akceptowane.
Materiał: stal 20X nawęglana na głębokość 0,81,2 mm i hartowana do HRC 50...60.
3.3.4. Tuleje zaciskowe
Tuleje zaciskowe są rękawy wiosenne. Służą do mocowania detali na zewnętrznych i wewnętrznych powierzchniach cylindrycznych.
![]()
Gdzie: Pz– siła mocowania przedmiotu obrabianego; Q – siła ściskająca łopatek tulei zaciskowej; - kąt tarcia pomiędzy tuleją a tuleją.

Ryż. 3.8. Oprawka.
^ 3.3.5. Urządzenia do mocowania części takich jak korpusy obrotowe
Oprócz tulei zaciskowych do mocowania części o powierzchni cylindrycznej stosuje się trzpienie rozprężne, tuleje mocujące z tworzywa hydroplastycznego, trzpienie i uchwyty ze sprężynami talerzowymi, uchwyty membranowe i inne.
Trzpienie wspornikowe i środkowe służą do montażu z centralnym otworem podstawy tulei, pierścieni, kół zębatych obrabianych na szlifierkach wieloostrzowych i innych maszynach.
Przy obróbce partii takich części konieczne jest uzyskanie dużej koncentryczności powierzchni zewnętrznych i wewnętrznych oraz określonej prostopadłości końcówek do osi części.
W zależności od sposobu montażu i centrowania detali trzpienie wspornikowe i centrujące można podzielić na następujące typy: 1) sztywne (gładkie) do mocowania części ze szczeliną lub wciskiem; 2) tulejki rozszerzające; 3) klin (tłok, kulka); 4) ze sprężynami talerzowymi; 5) samozaciskowy (krzywka, rolka); 6) z centrującą tuleją elastyczną.

Ryż. 3.9. Projekty trzpieni: A - gładki trzpień; B - trzpień z dzieloną tuleją.
Na ryc. 3,9, A pokazuje gładki trzpień 2, na którego cylindrycznej części zamontowany jest przedmiot obrabiany 3 . Trakcja 6 , zamocowany na tłoczysku cylindra pneumatycznego, gdy tłok z tłoczyskiem przesuwa się w lewo wraz z głowicą 5 naciska podkładkę szybkowymienną 4 i zaciski część 3 na gładkiej ramie 2 . Trzpień ze swoją stożkową częścią 1 jest wkładany w stożek wrzeciona maszyny. Podczas mocowania przedmiotu obrabianego na trzpieniu siła osiowa Q działająca na trzpień napędu zmechanizowanego powoduje 4 pomiędzy końcami podkładki , występ trzpienia i przedmiot obrabiany 3 moment od siły tarcia większy niż moment M od siły skrawania P z. Zależność pomiędzy momentami:
![]() ;
;
Skąd bierze się siła działająca na drążek napędu zmechanizowanego:
![]() .
.
Według udoskonalonej formuły:
 .
.
Gdzie: - współczynnik bezpieczeństwa; R z - pionowa składowa siły skrawania, N (kgf); D-średnica zewnętrzna powierzchni przedmiotu obrabianego, mm; D 1 - średnica zewnętrzna podkładki szybkowymiennej, mm; D-średnica cylindrycznej części montażowej trzpienia, mm; f= 0,1 - 0,15- współczynnik tarcia sprzęgła.
Na ryc. 3,9, B pokazano trzpień 2 z dzieloną tuleją 6, na której montuje się i mocuje przedmiot obrabiany 3. Część stożkowa 1 trzpień 2 jest wkładany w stożek wrzeciona maszyny. Część jest mocowana i zwalniana na trzpieniu za pomocą napędu zmechanizowanego. Po doprowadzeniu sprężonego powietrza do prawej wnęki cylindra pneumatycznego tłok, tłoczysko i tłoczysko 7 przesuwają się w lewo, a główka 5 tłoczyska z podkładką 4 przesuwa dzieloną tuleję 6 wzdłuż stożka trzpienia, aż do zaciśnięcia część na trzpieniu. Gdy sprężone powietrze jest dostarczane do lewej wnęki cylindra pneumatycznego, tłok, tłoczysko; i drążek przesuwają się w prawo, głowica 5 z podkładką 4 odsuń się od tulei 6, a część się otworzy.

Ryc.3.10. Trzpień wspornikowy ze sprężynami talerzowymi (A) i sprężyna talerzowa (B).
Moment obrotowy od pionowej siły skrawania P z musi być mniejszy niż moment sił tarcia na cylindrycznej powierzchni dzielonej tulei 6 trzpienie. Siła osiowa działająca na drążek napędu silnikowego (patrz rys. 3.9, B).
![]() ;
;
Gdzie: - połowa kąta stożka trzpienia, stopnie; - kąt tarcia na powierzchni styku trzpienia z tuleją dzieloną, stopnie; f=0,15-0,2- współczynnik tarcia.
Trzpienie i uchwyty ze sprężynami talerzowymi służą do centrowania i mocowania wzdłuż wewnętrznej lub zewnętrznej powierzchni cylindrycznej detali. Na ryc. 3.10, a, b pokazano odpowiednio trzpień wspornikowy ze sprężynami talerzowymi i sprężyną talerzową. Trzpień składa się z korpusu 7, pierścienia oporowego 2, pakiet sprężyn talerzowych 6, tuleja dociskowa 3 i drążek 1 połączony z tłoczyskiem cylindra pneumatycznego. Trzpień służy do montażu i mocowania części 5 wzdłuż wewnętrznej powierzchni cylindrycznej. Kiedy tłok z tłoczyskiem i tłoczyskiem 1 przesuwa się w lewo, ten ostatni wraz z głowicą 4 i tuleją 3 naciska na sprężyny talerzowe 6. Sprężyny są prostowane, ich średnica zewnętrzna wzrasta, a wewnętrzna maleje, przedmiot obrabiany 5 jest wycentrowany i zaciśnięty.
Rozmiar powierzchni montażowych sprężyn podczas ściskania może się różnić w zależności od ich wielkości o 0,1 - 0,4 mm. W związku z tym podstawowa powierzchnia cylindryczna przedmiotu obrabianego musi mieć dokładność 2–3 klas.
Sprężyna talerzowa ze szczelinami (ryc. 3.10, B) można uznać za zespół dwuprzegubowych mechanizmów dźwigniowo-przegubowych o podwójnym działaniu, rozszerzanych siłą osiową. Po określeniu momentu obrotowego M rez na siłę cięcia R z i wybór współczynnika bezpieczeństwa DO, współczynnik tarcia F i promień R powierzchni montażowej powierzchni talerza sprężyny otrzymujemy równość:
Z równości wyznaczamy całkowitą promieniową siłę docisku działającą na powierzchnię montażową przedmiotu obrabianego:
![]() .
.
Siła osiowa na trzpieniu siłownika silnikowego dla sprężyn talerzowych:
Z promieniowymi szczelinami
![]() ;
;
Bez promieniowych szczelin
![]() ;
;
Gdzie: - kąt nachylenia sprężyny talerzowej podczas mocowania części, stopnie; K=1,5 - 2,2- współczynnik bezpieczeństwa; M rez - moment obrotowy od siły skrawania R z , Nm (kgf-cm); f=0,1-0,12- współczynnik tarcia pomiędzy powierzchnią mocowania sprężyn talerzowych a powierzchnią podstawy przedmiotu obrabianego; R - promień powierzchni montażowej sprężyny talerzowej, mm; R z- pionowa składowa siły skrawania, N (kgf); R 1 - promień obrobionej powierzchni części, mm.
Uchwyty i trzpienie z samocentrującymi cienkościennymi tulejami wypełnionymi hydroplastikiem służą do montażu na zewnątrz lub powierzchnia wewnętrzna części obrabiane na tokarkach i innych maszynach.
W urządzeniach z cienkościenną tuleją elementy obrabiane swoimi zewnętrznymi lub wewnętrznymi powierzchniami są montowane na cylindrycznej powierzchni tulei. Kiedy tuleja jest rozszerzona hydroplastikiem, części są wycentrowane i zaciśnięte.
Kształt i wymiary cienkościennej tulei muszą zapewniać wystarczające odkształcenie, aby zapewnić niezawodne mocowanie części na tulei podczas obróbki części na maszynie.
Projektując uchwyty i trzpienie z cienkościennymi tulejami z tworzywa hydroplastycznego oblicza się:
główne wymiary tulei cienkościennych;
rozmiary śrub dociskowych i tłoków do urządzeń z dociskiem ręcznym;
rozmiary tłoków, średnica cylindra i skok tłoka w urządzeniach o napędzie mechanicznym.

Ryż. 3.11. Tuleja cienkościenna.
Początkowymi danymi do obliczenia cienkościennych tulei jest średnica D D otworów lub średnicę i długość szyjki przedmiotu obrabianego l D otwory lub szyjki przedmiotu obrabianego.
Aby obliczyć cienkościenną tuleję samocentrującą (ryc. 3.11), zastosujemy następujący zapis: D - średnica powierzchni montażowej tulei centrującej 2, mm; H- grubość cienkościennej części tulei, mm; T - długość pasów podtrzymujących tuleje, mm; T- grubość pasów podtrzymujących tuleje, mm; - największe średnicowe odkształcenie sprężyste tulei (zwiększenie lub zmniejszenie średnicy w jej środkowej części) mm; S maks- maksymalna szczelina między powierzchnią montażową tulei a powierzchnią podstawy przedmiotu obrabianego 1 w stanie swobodnym, mm; l Do- długość odcinka styku tulei elastycznej z powierzchnią mocowania przedmiotu obrabianego po zwolnieniu tulei, mm; L- długość cienkościennej części tulei, mm; l D- długość przedmiotu obrabianego, mm; D D- średnica powierzchni podstawy przedmiotu obrabianego, mm; D-średnica otworu opasek nośnych tulei, mm; R - hydrauliczny nacisk plastyczny wymagany do odkształcenia cienkościennej tulei, MPa (kgf/cm2); R 1 - promień krzywizny tulei, mm; M rez =P z R- dopuszczalny moment obrotowy wynikający z siły skrawania, Nm (kgf-cm); P z - siła skrawania, N (kgf); r jest ramieniem momentu siły skrawania.
Na ryc. Rysunek 3.12 przedstawia trzpień wspornikowy z cienkościenną tuleją i hydroplastem. Przedmiot obrabiany 4 otwór podstawy jest zainstalowany na zewnętrznej powierzchni cienkościennej tulei 5. Po doprowadzeniu sprężonego powietrza do wnęki tłoczyska cylindra pneumatycznego tłok wraz z tłoczyskiem przesuwa się w cylindrze pneumatycznym w lewo, a tłoczysko przez tłoczysko 6 i dźwignia 1 porusza tłokiem 2, który dociska hydroplastik 3 . Hydroplastik równomiernie dociska wewnętrzną powierzchnię tulei 5, tuleja otwiera się; Zwiększa się średnica zewnętrzna tulei, która centruje i zabezpiecza obrabiany przedmiot 4.

Ryż. 3.12. Trzpień wspornikowy z hydroplastikiem.
Uchwyty membranowe służą do precyzyjnego centrowania i mocowania części obrabianych na tokarkach i szlifierkach. W uchwytach membranowych obrabiane części mocuje się na powierzchni zewnętrznej lub wewnętrznej. Powierzchnie podstawowe części należy poddać obróbce zgodnie z 2. klasą dokładności. Wkłady membranowe zapewniają dokładność centrowania na poziomie 0,004-0,007 mm.
Membrany- są to cienkie metalowe krążki z rogami lub bez (membrany pierścieniowe). W zależności od oddziaływania na membranę pręta napędu zmechanizowanego – działania ciągnącego lub pchającego – wkłady membranowe dzielą się na rozprężające i zaciskające.
W uchwycie stożkowym z membraną rozprężną podczas montażu części pierścieniowej membrana z rogami i drążkiem napędowym wygina się w lewo w kierunku wrzeciona maszyny. W tym przypadku rogi membrany wraz ze śrubami zaciskowymi zamontowanymi na końcach rogów zbiegają się w kierunku osi wkładu, a obrabiany pierścień instaluje się przez centralny otwór we wkładzie.
Kiedy nacisk na membranę ustanie pod działaniem sił sprężystych, prostuje się, jej rogi ze śrubami odchodzą od osi wkładu i zaciskają obrabiany pierścień wzdłuż wewnętrznej powierzchni. W uchwycie otwartym z membraną zaciskową, gdy część pierścieniowa jest zamontowana na powierzchni zewnętrznej, membrana jest wyginana przez drążek napędowy na prawo od wrzeciona maszyny. W tym przypadku rogi membrany odchodzą od osi uchwytu i przedmiot obrabiany jest rozluźniony. Następnie zakłada się kolejny pierścień, nacisk na membranę ustaje, prostuje się i zaciska obrabiany pierścień za pomocą rogów i śrub. Uchwyty stożkowe membranowe mocujące z napędem mechanicznym produkowane są według MN 5523-64 i MN 5524-64 oraz z napędem ręcznym według MN 5523-64.
Wkłady membranowe występują w odmianach chleba świętojańskiego i miskowego (pierścieniowego), wykonane są ze stali 65G, ZOKHGS, hartowanej do twardości HRC 40-50. Główne wymiary membran chleba świętojańskiego i kubka są znormalizowane.
Na ryc. 3.13, a, b pokazane schemat projektu uchwyt membranowo-rogowy 1 . Pneumatyczny napęd uchwytu jest zainstalowany na tylnym końcu wrzeciona maszyny. Po doprowadzeniu sprężonego powietrza do lewej wnęki cylindra pneumatycznego, tłok z tłoczyskiem i tłoczyskiem 2 przesuwa się w prawo, tłoczysko 2, dociskając na membranie 3, wygina go, krzywki (rogi) 4 rozchodzą się, a część 5 rozluźnia się (ryc. 3.13, B). Gdy sprężone powietrze jest dostarczane do prawej wnęki cylindra pneumatycznego, jego tłok z tłoczyskiem i prętem 2 przesuwa się w lewo i oddala od membrany 3. Membrana pod wpływem wewnętrznych sił sprężystych prostuje się, krzywkuje 4 membrany zbiegają się i zaciskają część 5 wzdłuż cylindrycznej powierzchni (ryc. 3.13, a).

Ryż. 3.13. Schemat uchwytu membranowo-rogowego
Podstawowe dane do obliczenia wkładu (ryc. 3.13, A) z membraną przypominającą róg: moment tnący M rez, z tendencją do obracania przedmiotu 5 w krzywkach 4 nabój; średnica d = 2b podstawowa zewnętrzna powierzchnia przedmiotu obrabianego; dystans l od środka membrany 3 do środka krzywek 4. Na ryc. 3.13, V podano schemat konstrukcyjny obciążonej membrany. Okrągła membrana sztywno zamocowana wzdłuż zewnętrznej powierzchni obciążona jest równomiernie rozłożonym momentem zginającym M I, nałożony wzdłuż koncentrycznego okręgu membrany o promieniu B powierzchnia podstawy przedmiotu obrabianego. Obwód ten powstał w wyniku superpozycji dwóch obwodów pokazanych na rys. 3.13, g, d, I M I =M 1 +M 3 .
Na ryc. 3.13, V przyjęty: A - promień zewnętrznej powierzchni membrany, cm (dobierany zgodnie z warunkami projektowymi); h=0,10,07- grubość membrany, cm; M I - moment zginający membranę, Nm (kgf-mm); - kąt rozwarcia krzywki 4 membrana wymagana do montażu i mocowania przedmiotu obrabianego o najmniejszym maksymalnym rozmiarze, st.
Na ryc. 3.13, mi pokazano maksymalny kąt rozwarcia krzywek membranowych:
![]()
Gdzie: - dodatkowy kąt rozwarcia krzywki, uwzględniający tolerancję niedokładności wykonania powierzchni montażowej części; - kąt rozszerzenia krzywek, biorąc pod uwagę luz średnicowy niezbędny do możliwości montażu części w uchwycie.
Z ryc. 3.13, mi jasne jest, że kąt:
![]() ;
;
Gdzie: - tolerancja niedokładności w produkcji części w sąsiedniej poprzedniej operacji; mm.
Liczba krzywek n wkładu membranowego jest przyjmowana w zależności od kształtu i wielkości przedmiotu obrabianego. Współczynnik tarcia pomiędzy powierzchnią montażową części a krzywkami ![]() . Współczynnik bezpieczeństwa. Tolerancję wielkości powierzchni montażowej części podano na rysunku. Moduł sprężystości MPa (kgf/cm2).
. Współczynnik bezpieczeństwa. Tolerancję wielkości powierzchni montażowej części podano na rysunku. Moduł sprężystości MPa (kgf/cm2).
Mając niezbędne dane, oblicza się wkład membranowy.
1. Siła promieniowa działająca na jedną szczękę uchwytu membranowego do przenoszenia momentu obrotowego M rez
Uprawnienie P H powodują moment uginający membranę (patrz rys. 3.13, V).
2. Kiedy duże ilości moment szczęki M P można uznać, że działa równomiernie na całym obwodzie promienia membrany B i spowodowanie jego zgięcia:
3. Promień A określono zewnętrzną powierzchnię membrany (ze względów konstrukcyjnych).
4. Postawa T promień A membrany do promienia B powierzchnia montażowa części: a/b = t.
5. Chwile M 1 I M 3 w ułamkach M I (M I = 1) znalezione w zależności od m= a/b według następujących danych (tabela 3.1):
Tabela 3.1
| m=a/b | 1,25 | 1,5 | 1,75 | 2,0 | 2,25 | 2,5 | 2,75 | 3,0 |
| M 1 | 0,785 | 0,645 | 0,56 | 0,51 | 0,48 | 0,455 | 0,44 | 0,42 |
| M 3 | 0,215 | 0,355 | 0,44 | 0,49 | 0,52 | 0,545 | 0,56 | 0,58 |
6. Kąt (rad) rozwarcia krzywek przy zabezpieczaniu części o najmniejszym maksymalnym rozmiarze:
7. Sztywność cylindryczna membrany [N/m (kgf/cm)]:
Gdzie: MPa – moduł sprężystości (kgf/cm 2); =0,3.
8. Kąt największego rozszerzenia krzywek (rad):
9. Siła działająca na trzpień napędu silnikowego uchwytu, niezbędna do odchylenia membrany i rozłożenia krzywek podczas rozszerzania części, pod maksymalnym kątem:
 .
.
Przy wyborze miejsca przyłożenia i kierunku siły docisku należy zwrócić uwagę, aby: aby zapewnić kontakt przedmiotu obrabianego z elementem nośnym i wyeliminować jego ewentualne przesunięcie podczas mocowania, siłę docisku należy skierować prostopadle do powierzchni elementu nośnego element nośny; Aby wyeliminować odkształcenie przedmiotu obrabianego podczas mocowania, punkt przyłożenia siły docisku należy tak dobrać, aby linia jej działania przecinała powierzchnię nośną elementu montażowego.
Liczba punktów przyłożenia sił mocujących jest ustalana indywidualnie dla każdego przypadku mocowania przedmiotu obrabianego, w zależności od rodzaju przedmiotu obrabianego, metody obróbki i kierunku siły skrawania. Aby ograniczyć drgania i odkształcenia przedmiotu obrabianego pod wpływem sił skrawania, należy zwiększyć sztywność układu przedmiot-mocowanie poprzez zwiększenie liczby punktów mocowania przedmiotu obrabianego poprzez wprowadzenie podpór pomocniczych.
Elementy mocujące obejmują śruby, mimośrody, zaciski, szczęki imadła, kliny, tłoki i paski. Stanowią ogniwa pośrednie w złożonych systemach mocowania. Kształt powierzchni roboczej elementów zaciskowych stykających się z przedmiotem obrabianym jest w zasadzie taki sam jak kształt elementów mocujących. Graficznie oznaczenia elementów mocujących podano zgodnie z tabelą. 3.2.
Tabela 3.2 Oznaczenie graficzne elementy mocujące

Zadania testowe.
Zadanie 3.1.
Podstawowe zasady mocowania przedmiotu obrabianego?
Zadanie 3.2.
Od czego zależy liczba punktów mocowania części podczas obróbki?
Zadanie 3.3.
Zalety i wady stosowania ekscentryków.
Zadanie 3.4.
Oznaczenie graficzne elementów mocujących.