Cone 7 24 dimensões do ângulo em graus. Cone de ferramenta. Buchas adaptadoras com cone R8
Leia também
O cone Morse é um dos meios mais comuns para fixar uma ferramenta em uma máquina. Seu nome esta ferramenta recebido em homenagem ao famoso engenheiro Stephen Morse, que viveu no século XIX. Hoje para a escolha certa As dimensões deste produto se aplicam números fracionários. Existem vários valores padronizados, diferindo em ângulos de inclinação e tamanhos.
A área de aplicação do cone Morse é a engenharia mecânica. Com sua ajuda, você pode fixar a ferramenta de corte com rapidez e precisão. Para isso, o cone Morse é montado na máquina em um furo ou mandril especial, e nele é inserida uma broca, por exemplo. Este método de fixação garante a centralização mais precisa e o processamento subsequente. Também pode ser usado para alimentar a peça ou ferramenta de corte fluido de corte.
Dimensões e elementos do cone Morse
A característica distintiva de um cone Morse de outro é o seu tamanho. Existem vários tipos deles e, de acordo com GOST, cada um possui um número e abreviatura específicos. Para medi-lo, você precisa usar uma calibração ou, o melhor de tudo, uma tabela especial que permitirá calcular dimensões até o mícron. Dependendo da máquina na qual a peça será processada, deve-se escolher, por exemplo, uma fresa, uma furadeira e depois o tipo de invenção de Stephen Morse.
Com o desenvolvimento da indústria de engenharia, houve a necessidade de expandir gama de modelos Cones Morse. Para tanto, foi desenvolvido um cone métrico, que não possuía nenhuma diferenças de design do seu antecessor. Sua conicidade era de 1:20, com ângulo de 2°51’51″ e inclinação de 1°25’56″. Cones métricos tornaram possível criar grande escolha ferramentas para diversas máquinas e operações. Eles são classificados em duas categorias: grandes e pequenos. Os grandes são designados, por exemplo, nº 120, 200, e os números correspondem maior diâmetro cone métrico.
Um cone de ferramenta é uma haste cônica de alguma ferramenta de corte e um furo cônico no fuso ou cabeçote do mesmo diâmetro. Sua função é trocar rapidamente as ferramentas de corte e manter alta precisão na centralização e fixação.
É usado principalmente em máquinas CNC porque elimina uma série de desvantagens de um cone Morse convencional.
Vantagens:
- o emperramento das hastes no fuso é muito menor;
- tamanhos menores;
- parada axial melhorada;
- facilidade de fixação;
- troca automática de ferramenta de corte.
Hoje em dia, os cones Morse são fabricados de acordo com as normas internacionais ISO e DIN. Na Rússia, o sistema de padronização combina em uma classe tanto os cones Morse simples quanto os métricos e instrumentais. Informações sobre eles podem ser obtidas em GOST 25557-82. A situação com um único GOST desenvolveu-se devido ao facto dos cones Morse serem muito populares no nosso país desde os tempos da URSS e, paralelamente a isso, surgiram muitos novos.
Baixe GOST 25557-82
As velas Morse são divididas em 8 categorias. No exterior são MT0, MT1, MT2, MT3, MT4, MT5, MT6, MT7. Na Alemanha a numeração é a mesma, mas designação de letra MK. Em nosso país e no espaço pós-soviético KM0, KM1, KM2, KM3, KM4, KM5, KM6 e No.
Como o tempo mostrou, alguns cones Morse fabricados no exterior são inconvenientes de usar devido a comprimento longo. Para este caso, foi desenvolvida uma série de produtos encurtados, possuindo 9 tamanhos.
As melhores variedades de cones hoje
Atualmente, os cones Morse para ferramentas da HSK, Capto e Kennametal são especialmente populares devido à sua qualidade. A boa resistência às mudanças de temperatura e o cumprimento dos rigorosos requisitos da indústria de máquinas-ferramenta permitiram que os cones Morse dessas marcas se tornassem líderes de mercado.
HSK são instrumentos ocos com conicidade de 1:10. Eles são designados por uma letra do alfabeto latino e um número que indica o maior diâmetro do flange. Característica principal Esses produtos proporcionam uma substituição rápida de ferramentas, o que é muito importante em máquinas CNC.
Os cones da ferramenta Capto combinam padrão internacional ISO e são produtos de alta qualidade. Os produtos são caros devido à complexidade de fabricação, mas a alta precisão minimizará os defeitos de produção ao utilizar essas ferramentas em máquinas. O recurso de design não permite que eles girem durante a operação da máquina; A rigidez da conexão dos produtos Capto é sua principal vantagem sobre outros concorrentes
Os produtos Kennametal são menos comuns, mas ainda fazem seu trabalho muito bem.
Os produtos da B&S, Jacobs e Jarno são distribuídos principalmente nos EUA, pois não possuem confirmação de padrões internacionais e são criados, respectivamente, para o mercado americano, onde são muito procurados.
A Bridgerport Machines desenvolveu o modelo R8 para pinças de pinça em seus equipamentos. Mas então a invenção foi finalizada e lançada no mercado internacional. A eficácia deste remédio causou sensação ao mesmo tempo e todos os tipos de análogos começaram a aparecer. Hoje a empresa produz apenas um tipo desse mecanismo.
O cone da ferramenta 7:24 é amplamente utilizado em máquinas CNC, onde a troca de ferramentas ocorre automaticamente. Por ser instrumental, apresenta uma série de vantagens em relação aos convencionais e por isso é tão popular na indústria de máquinas-ferramenta. Existem muitas variedades disso. Muitos países desenvolveram seus próprios padrões para isso e, portanto, modelos 7:24 de fabricantes diferentes não se substituam.
O cone 1:50 também é amplamente utilizado na indústria de engenharia mecânica, caso seja necessária a fixação adicional de dois produtos com conexão interferida. Para isso, o modelo 1:50 possui pinos especiais que devem ser inseridos nas peças, previamente perfurados nos locais apropriados.
Informações básicas sobre hastes e sua designação
Existem vários tipos de cones de instrumentos. Pode conter fios, pé ou ficar sem eles.
Em sua extremidade pode ser cortada uma rosca, que é feita para fixar a ferramenta ao fuso por meio de um pino. Esta é uma haste especial que evita que a ferramenta caia. Também pode ser usado para remover o produto caso ele fique preso acidentalmente no fuso.
Se a haste for feita com pé, ela segura a ferramenta no fuso devido ao fato de estar fixada em uma ranhura especial. O pé tem duas finalidades: com sua ajuda fica mais fácil retirar o produto do fuso, além de criar uma fixação rígida e não haverá giro.
Você também pode encontrar um design com várias ranhuras e furos. Eles têm diferentes profundidades e tamanhos. Sua tarefa é fornecer fluido de corte à ferramenta de corte.
As hastes da ferramenta entram vários designs e são designados por um código de letras. Abaixo está a transcrição deles:
- BI – interno, tem sulco;
- BE – externo, tem pé;
- AI – interno, há um furo ao longo do eixo;
- AE – externo, há furo ao longo do eixo com rosca;
- BIK – interno, possui ranhura e furo para alimentação;
- VEK – externo, possui pé e furo para alimentação de refrigerante;
- AIK – interno, contém furos ao longo do eixo e para alimentação de refrigeração;
- AEK – externo, contém furo axial com rosca e furo para alimentação de refrigerante.
Externo e interno correspondem aos seus nomes. Dependendo da ferramenta utilizada, você deve escolher uma versão externa ou interna.
Cones Morse encurtados
Em algumas situações, as dimensões do cone Morse são muito grandes e neste caso deve-se utilizar versões encurtadas.
Os nomes abaixo indicam que o cone foi encurtado:
- B7 - até 14 mm;
- B10 - até 18mm;
- B12 - até 22mm;
- B16 - até 24mm;
- B18 - até 32mm;
- B22 - até 45mm;
- B24 - até 55mm;
- B32 - até 57mm;
- B45 - até 71 mm;
O número no nome informa o tamanho do diâmetro da nova parte do cone. Dados detalhados podem ser obtidos no GOST relevante.
Para reduzir a gama de ferramentas utilizadas em equipamentos metalúrgicos industriais, são produzidos diversos adaptadores de um cone para outro - para ferramentas com haste cônica, bem como furo de fuso cônico.
Tipo de adaptador " cone externo- cone interno" é chamado de luva de transição. Um adaptador do tipo "cone externo - cone externo" é chamado de mandril de transição
.Buchas adaptadoras com cone 7:24
A principal área de aplicação do cone de ferramenta 7:24 são as máquinas CNC equipadas com uma unidade para troca automática de ferramentas. Esse tipo cone é desprovido da principal desvantagem inerente ao cone Morse, que é fixado por autotravamento, o que dificulta instalação automática no fuso da máquina. Além disso, o cone 7:24 tem área maior batente axial que afeta a precisão da instalação, possibilidade de substituição das hastes destinadas ao aperto e fixação no fuso por mecanismo especial.
Buchas adaptadoras com cone Morse
Esses cones são feitos de acordo com os padrões Morse (Stephen A. Morse - inventor americano do século XIX).
Os cones padrão deste tipo possuem vários tamanhos padrão correspondentes, que são designados pelos números 0,1,2,3,4,5,6. A seleção dos números das buchas adaptadoras é realizada de acordo com os números que possuem o cone da ferramenta de corte.
A fixação da haste cônica em um orifício especialmente fornecido no fuso é obtida devido à força de atrito que ocorre entre as superfícies cônicas. Fornecer alta precisão centralizar a ferramenta, além de garantir sua troca rápida - por meio de uma cunha especial.
As buchas adaptadoras Morse possuem duas versões: curta e longa.
Buchas adaptadoras com cone HSK
O cone HSK (do alemão: Hohlschaftkegel, cone oco) é usado em centros de usinagem de fresamento e torneamento-fresamento. Conicidade 1:10.
O cone HSK possui vários variedades de design flanges, designados pelas letras A, B, C, D, E, F. O tamanho do cone é indicado pelo número do maior diâmetro do flange em mm (de 25 a 160).
As principais vantagens da conexão HSK: troca rápida automática de ferramentas (muito importante em centros de usinagem CNC), peso leve, capacidade de instalar ferramentas de torneamento no fuso, boa repetibilidade, rigidez. Via de regra, as fresas quadradas padrão são instaladas em um mandril intermediário especial, que, por sua vez, possui cone HSK. Mas às vezes também são usadas fresas com haste HSK.
Buchas adaptadoras com cone R8
O cone R8 é desenvolvido pela Bridgeport Machines para seus equipamentos. Foi criado especificamente para pinças de pinça e posteriormente passou a ser utilizado como cone de ferramenta. Existe apenas um tamanho padrão.
PADRÃO INTERESTADUAL
HASTE DE FERRAMENTA COM CONE 7:24
Publicação oficial
CONSELHO INTERESTADUAL DE NORMALIZAÇÃO. METROLOGIA E CERTIFICAÇÃO Minsk
Prefácio
1 DESENVOLVIDO por Gosstandart da Rússia
APRESENTADO pela Secretaria Técnica do Conselho Interestadual de Normalização, Metrologia e Certificação
2 ADOPTADO pelo Conselho Interestadual de Padronização,
3. A norma está em conformidade com a norma internacional ISO 297-88 em relação às dimensões da haste para ferramentas cônicas 7:24 e é totalmente compatível com a ISO 7388-1-83.
Versão 1
Desvio máximo da posição do plano principal.
/ - planicidade principal; 2 - área de montagem de ferramentas
Dimensões para referência
Dimensões de acordo com ISO 297-88. exceto tamanhos.
|
tabela 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
entre colchetes (ver apêndice) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Notas:
1. Dimensões entre parênteses para máquinas projetadas antes de 01/01/94.
2. As dimensões a, D 2, / aplicam-se a ferramentas para as quais é fornecida uma braçadeira na parte frontal do flange.
3. Ranhura para saída do rebolo - conforme GOST 8820. É possível fabricar hastes sem ranhura para saída do rebolo entre o diâmetro da base e o flange. Neste caso, o diâmetro da superfície de transição cilíndrica é D^=D ~o.5.
4. Mediante acordo com o consumidor, é permitido aumentar o tamanho D t para valores igual ao diâmetro superfície externa da extremidade do fuso de acordo com GOST 30064-93.
*Desvio máximo da posição do plano principal.
** As dimensões determinam o espaço para segurar a ferramenta.
|
Dimensões da haste de acordo com ISO 7388-1-83 (ver apêndice).
Notas:
1. O diâmetro da peça cilíndrica /) 5 deve satisfazer a seguinte relação:
Entre o diâmetro da base e o flange, faça uma ranhura para a saída do rebolo em profundidade conforme GOST 8820. A largura da ranhura para os cones 30 e 40 é de 1,6 mm. para cones 45 e 50-3,0 mm;
Aumentando o tamanho / desde que a relação seja atendida, neste caso, as ranhuras para uma chave de largura b não podem ser atravessadas; lados paralelos comprimento não inferior a / 44
Notas:
1. Ranhura para saída do rebolo - conforme GOST 8820.
2. Mediante acordo com o consumidor, é permitido:
Entre o diâmetro da base e o flange, faça uma ranhura para saída do rebolo com profundidade de acordo com GOST 8820, a largura da ranhura para cones 30 e 40 é de 1,6 mm, para cones 45 e 50 - 3,0 mm;
Aumentar o tamanho / para um valor não superior a: /+L, enquanto as ranhuras para uma chave de largura b podem ser feitas não passantes com lados paralelos de comprimento não inferior a /;
Fazendo uma ranhura com tamanho /a.
3. As dimensões e formato do furo central devem corresponder aos indicados no desenho. 4 e na tabela. 4.
4. Desvios dimensionais máximos não especificados: H14, N4, IT 14
5. O grau de precisão dos cones AT4, AT5, tolerâncias do ângulo e forma do cone - de acordo com GOST 19860. Coloque o desvio do ângulo do cone em relação ao nominal em “mais”.
6. Dureza superficial da parte cônica das hastes - 51 ... 57 HRC.
ÂNGULOS NORMAIS
(GOST 8908-81)
A tabela não se aplica às dimensões angulares dos cones. Na escolha dos cantos, a 1ª linha deve ser preferida à 2ª e a 2ª à 3ª.
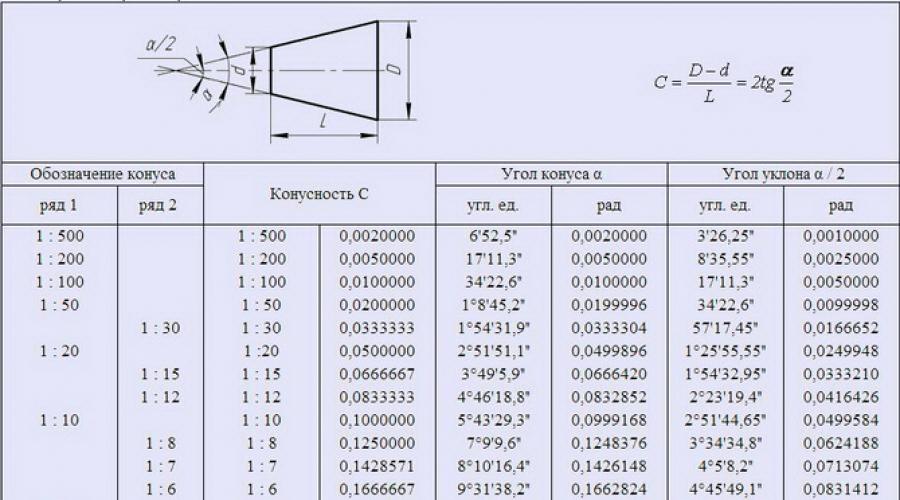
TONS NORMAIS e ÂNGULOS DE CONE
(GOST 8593-81)
A norma se aplica aos ângulos cônicos e cônicos de elementos cônicos lisos de peças.

Nota. Os valores do ângulo de conicidade ou cone indicados na coluna “Designação do cone” são considerados valores iniciais no cálculo de outros valores indicados na tabela. Ao selecionar conicidades ou ângulos cônicos, a Linha 1 deve ser preferida à Linha 2.
CONES DE FERRAMENTA ENCURTADOS
(GOST 9953-82)
O padrão se aplica a cones Morse de ferramenta encurtada.

*z - o maior desvio permitido da posição do plano principal no qual o diâmetro D está localizado em relação à posição teórica.
** dimensões para referência.
| Designação cone | Cone Morse | D | D1 | d | d1 | eu 1 | eu 2 | a, não mais | b | c | ||||
| B7 | 0 | 7,067 | 7,2 | 6,5 | 6,8 | 11,0 | 14,0 | 3,0 | 3,0 | 0,5 | ||||
| B10 B12 | 1 | 10,094 12,065 | 10,3 12,2 | 9,4 11,1 | 9,8 11,5 | 14,5 18,5 | 18,0 22,0 | 3,5 3,5 | 3,5 3,5 | 1,0 1,0 |
||||
| B16 B18 | 2 | 15,733 17,780 | 16,8 18,0 | 14,5 16,2 | 15,0 16,8 | 24,0 32,0 | 29,0 37,0 | 5,0 5,0 | 4,0 4,0 | 1,5 1,5 |
||||
| B22 B24 | 3 | 21,793 23,825 | 22,0 24,1 | 19,8 21,3 | 20,5 22,0 | 40,5 50,5 | 45,5 55,5 | 5,0 5,0 | 4,5 4,5 | 2,0 2,0 |
||||
| B32 | 4 | 31,267 | 31,6 | 28,6 | - | 51,0 | 57,5 | 6,5 | - | 2,0 | ||||
| B45 | 5 | 44,399 | 44,7 | 41,0 | - | 64,5 | 71,0 | 6,5 | - | 2,0 | ||||
| As dimensões D 1 e d são teóricas, resultantes respectivamente do diâmetro D e das dimensões nominais a e l 1 | ||||||||||||||
CONE DE CONES EXTERIORES E INTERNOS
E CONES COM FURO ROSCADO

MORSE INSTRUMENTAL E CONES EXTERNOS MÉTRICOS
(GOST 25557-2006)

| Tipo cone | Métrica | Morse | Métrica | |||||||||||
| Designação | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 |
| D | 4,0 | 6,0 | 9,045 | 9,065 | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 | 80 | 100 | 120 | 160 | 200 |
| D1 | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 |
| e* | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143 | 179,4 |
| d1 | - | - | - | M6 | M10 | M12 | M16 | M20 | M24 | M30 | M36 | M36 | M48 | M48 |
| d4 máx. | 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 |
| eu min | - | - | - | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 |
| eu 1 | 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 |
| eu 2 | 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 |
| eu 11 | - | - | - | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | - | - | - | - | - |
| * - tamanho para referência. - o ângulo dos cones Morse nº 0-nº 5 corresponde ao ângulo dos cones Morse encurtados; Nº 6 - 1:19,180 = 0,05214 - ângulo dos cones métricos - 1:20 = 0,05. |
||||||||||||||
O perfil do furo roscado corresponde ao formato do furo central R Por GOST GOST 14034-74.
No GOST 25557-2006, todas as dimensões do furo central são fornecidas em uma tabela geral. A norma também especifica as dimensões das ranhuras e furos necessários para construir cones quando o fluido de corte (refrigerante) é fornecido através da ferramenta.
Dependendo do projeto, a haste da ferramenta pode ter a designação correspondente:
BI.- cone interno com ranhura;
SER- cone externo com pé;
IA- cone interno com furo ao longo do eixo;
EA- cone externo com furo roscado ao longo do eixo;
Bicicleta- cone interno com ranhura e furo para alimentação de refrigerante;
VEC- cone externo com pé e orifício para alimentação de refrigerante;
AIK- cone interno com furo ao longo do eixo e furo para alimentação de refrigerante;
AEK- cone externo com furo roscado ao longo do eixo e furo para alimentação de refrigerante.
FERRAMENTA CONES MORSE E MÉTRICO INTERNO
(GOST 25557-2006)

CONES INTERNOS E EXTERNOS COM TOM 7:24
(GOST 15945-82)

Tolerâncias de cones internos e externos 7:24 de acordo com GOST 19860-93.
CONES DE FERRAMENTA
Limitar desvios do ângulo do cone e tolerâncias do formato do cone
(GOST 2848-75)
O grau de precisão dos cones da ferramenta é indicado pela tolerância do ângulo do cone de um determinado grau de precisão de acordo com GOST 8908-81 e é determinado desvios máximos tolerâncias de ângulo do cone e formato da superfície do cone, cujos valores numéricos são indicados abaixo.

Notas:
1. Os desvios do ângulo do cone em relação ao tamanho nominal são colocados em “mais” - para cones externos, em “menos” - para cones internos.
2. GOST 2848-75 para cones externos também fornece níveis de precisão AT4 e AT5. As tolerâncias de acordo com GOST 2848-75 aplicam-se aos cones de ferramentas de acordo com GOST 25557-2006 e GOST 9953-82.
Exemplo de designação do cone Morse 3, grau de precisão AT8:
Morse 3 AT8 GOST 25557-2006
O mesmo cone métrico 160, grau de precisão AT7:
Metro. 160 AT7 GOST 25557-2006
O mesmo cone encurtado B18, grau de precisão AT6:
Morse B18 AT6 GOST 9953-82
Documentos relacionados:
GOST 2848-75: Cones de ferramentas. Tolerâncias. Métodos e controles
GOST 7343-72 - Cones de ferramentas com conicidade de 1:10 e 1:7. Dimensões
GOST 10079-71 - Alargadores cônicos com haste cônica para cones Morse. Design e dimensões
GOST 22774-77: Cones e tubos de moagem. Tipos e tamanhos
GOST 25548-82 - Padrões básicos de intercambialidade. Cones e juntas cônicas. Termos e definições
E execução.
Cone Morse e cone métrico
O cone Morse é um dos suportes de ferramentas mais utilizados. Foi proposto por Stephen A. Morse por volta de 1864.
O cone Morse é dividido em oito tamanhos, desde KM0 antes KM7(Inglês MT0-MT7, Alemão MK0-MK7). Conicidade de 1:19.002 a 1:20.047 (ângulo do cone de 2°51’26" a 3°00'52", inclinação do cone de 1°25'43" a 1°30'26") dependendo do tamanho.
Cone métrico
À medida que a indústria de máquinas-ferramenta se desenvolveu, tornou-se necessário expandir a gama de tamanhos de cones Morse, tanto maiores quanto menores. Ao mesmo tempo, para os novos tamanhos padrão do cone, escolhemos uma conicidade de exatamente 1:20 (ângulo do cone 2°51'51", inclinação do cone 1°25'56") e os chamamos cones métricos(eng. Conicidade Métrica). O tamanho padrão dos cones métricos é indicado pelo maior diâmetro do cone em milímetros. GOST 25557-2006 também define cones métricos reduzidos nº 4 e nº 6 (eng. ME4, ME6) e cones métricos grandes nº 80, 100, 120, 160, 200 (eng. ME80 - ME200).
Não há diferenças de projeto entre o cone Morse e o cone métrico.
| Designação de cone | Cônico | D | D1 | d | d1 | d2 | d 3 máx. | d 4 máx. | d5 | l 1 máx. | l 2 máx. | l 3 máx. | l 4 máx. | eu 5 minutos | eu 6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Métrica | № 4 | 1:20 | 4 | 4,1 | 2,9 | - | - | - | 2,5 | 3 | 23 | 25 | - | - | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | - | - | - | 4 | 4,6 | 32 | 35 | - | - | 34 | 29 | |
| Morse | KM0 | 1:19,212 | 9,045 | 9,2 | 6,4 | - | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| KM1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| KM2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| KM3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| KM4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| KM5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| KM6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| KM7 | 1:19,231 | 83,058 | - | 285.75 | 294.1 | |||||||||||
| Métrica | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
Cones Morse encurtados
Para muitas aplicações, o comprimento do cone Morse revelou-se excessivo. Portanto, foram inventados nove tamanhos padrão de cones Morse encurtados, obtidos pela remoção da parte mais espessa do cone Morse. O número na designação do cone curto é o diâmetro da nova parte espessa do cone em mm. Padrão russo para cones encurtados GOST 9953-82 “Cones de ferramentas encurtados. Dimensões principais."
- B7- encurtado para 14 mm KM0.
- B10, B12- encurtado para 18 e 22 mm, respectivamente KM1.
- B16, B18- encurtado para 24 e 32 mm, respectivamente KM2.
- B22, B24- encurtado para 45 e 55 mm, respectivamente KM3.
- B32- encurtado para 57 mm KM4.
- B45- encurtado para 71 mm KM5.