Никелирование в домашних условиях – получение красивых и надежных покрытий. Технология никелирования в домашних условиях Как покрыть никелем метал
Читайте также
Химическое покрытие одних металлов другими подкупает простотой технологического процесса. Действительно, если, например, необходимо химически отникелировать какую-либо стальную деталь, достаточно иметь подходящую эмалированную посуду, источник нагрева (газовая плита, примус и т.п.) и относительно недефицитные химреактивы. Час-другой - и деталь покрыта блестящим слоем никеля.
Заметим, что только с помощью химического никелирования можно надежно отникелировать детали сложного профиля, внутренние полости (трубы и т.п.). Правда, химическое никелирование (и некоторые другие подобные процессы) не лишено и недостатков. Основной из них - не слишком крепкое сцепление никелевой пленки с основным металлом. Однако этот недостаток устраним, для этого применяют так называемый метод низкотемпературной диффузии. Он позволяет значительно повысить сцепление никелевой пленки с основным металлом. Метод этот применим для всех химических покрытий одних металлов другими.
В основу процесса химического никелирования положена реакция восстановления никеля из водных растворов его солей с помощью гипофосфита натрия и некоторых других химреактивов.
Никелирование
Никелевые покрытия, полученные химическим путем, имеют аморфную структуру. Наличие в никеле фосфора делает пленку близкой по твердости пленке хрома. К сожалению, сцепление пленки никеля с основным металлом сравнительно низкое. Термическая обработка пленок никеля (низкотемпературная диффузия) заключается в нагреве отникелированных деталей до температуры 400°С и выдержке их при этой температуре в течение 1 ч.
Если покрываемые никелем детали закалены (пружины, ножи, рыболовные крючки и т.п.), то при температуре 40°С они могут отпуститься, то есть потерять свое основное качество - твердость. В этом случае низкотемпературную диффузию проводят при температуре 270...300 С с выдержкой до 3 ч. При этом термообработка повышает и твердость никелевого покрытия.
Все перечисленные достоинства химического никелирования не ускользнули от внимания технологов. Они нашли им практическое применение (кроме использования декоративных и антикоррозионных свойств). Так, с помощью химического никелирования осуществляется ремонт осей различных механизмов, червяков резьбонарезных станков и т.д.
В домашних условиях с помощью никелирования (конечно, химического!) можно отремонтировать детали различных бытовых устройств. Технология здесь предельно проста. Например, сносилась ось какого-либо устройства. Тогда наращивают (с избытком) слой никеля на поврежденном месте. Затем рабочий участок оси полируют, доводя его до нужного размера.
Надо отметить, что с помощью химического никелирования нельзя покрывать такие металлы, как олово, свинец, кадмий, цинк, висмут и сурьму.
Растворы, применяемые для химического никелирования, подразделяются на кислые (pH - 4...6,5) и щелочные (pH - выше 6,5). Кислые растворы предпочтительнее применять для покрытия черных металлов, меди и латуни. Щелочные - для нержавеющих сталей.
Кислые растворы (по сравнению с щелочными) на полированной детали дают более гладкую (зеркальную) поверхность, у них меньшая пористость, скорость протекания процесса выше. Еще немаловажная особенность кислых растворов: у них меньше вероятность саморазряда при превышении рабочей температуры. (Саморазряд - мгновенное выпадение никеля в раствор с расплескиванием последнего.)
У щелочных растворов основное преимущество - более надежное сцепление никелевой пленки с основным металлом.
И последнее. Воду для никелирования (и при нанесении других покрытий) берут дистиллированную (можно использовать конденсат из бытовых холодильников). Химреактивы подойдут как минимум чистые (обозначение на этикетке - Ч).
Перед покрытием деталей любой металлической пленкой необходимо провести специальную подготовку их поверхности.
Подготовка всех металлов и сплавов заключается в следующем. Обработанную деталь обезжиривают в одном из водных растворов, а затем деталь декапируют в одном из нижеперечисленных растворов.
Составы растворов для декапирования (г/л)
Для стали
Серная кислота - 30...50. Температура раствора - 20°С, время обработки - 20...60 с.
Соляная кислота - 20...45. Температура раствора - 20°С, время обработки - 15...40 с.
Серная кислота - 50...80, соляная кислота - 20...30. Температура раствора - 20°С, время обработки - 8...10с.
Для меди и ее сплавов
Серная кислота - 5%-ный раствор. Температура - 20°С, время обработки - 20 с.
Для алюминия и его сплавов
Азотная кислота. (Внимание, 10...15%-ный раствор.). Температура раствора - 20°С, время обработки - 5... 15 с.
Учтите, что для алюминия и его сплавов перед химическим никелированием проводят еще одну обработку - так называемую цинкатную. Ниже приведены растворы для цинкатной обработки.
Составы растворов для цинкатной обработки (г/л)
Для алюминия
Едкий натр - 250, окись цинка - 55. Температура раствора - 20°С, время обработки - 3...5 с.
Едкий натр - 120, сернокислый цинк - 40. Температура раствора - 20°С, время обработки - 1,5...2 мин.
При подготовке обоих растворов сначала отдельно в половине воды растворяют едкий натр, в другой половине - цинковую составляющую. Затем оба раствора сливают вместе.
Для литейных алюминиевых сплавов
Едкий натр - 10, окись цинка - 5, сегнетова соль (кристаллогидрат) - 10. Температура раствора - 20°С, время обработки - 2 мин.
Для деформируемых алюминиевых сплавов
Хлорное железо (кристаллогидрат) - 1, едкий натр - 525, окись цинка 100, сегнетова соль - 10. Температура раствора - 25°С, время обработки - 30...60 с.
После цинкатной обработки детали промывают в воде и завешивают их в раствор для никелирования.
Все растворы для никелирования универсальны, то есть годны для всех металлов (хотя есть и некоторая специфика). Готовят их в определенной последовательности. Так, все химреактивы (кроме гипофосфита натрия) растворяют в воде (посуда эмалированная!). Затем раствор разогревают до рабочей температуры и только после этого растворяют гипофосфит натрия и завешивают детали в раствор.
В 1 л раствора можно отникелировать поверхность площадью до 2 дм.
Составы растворов для никелирования (г/л)
Сернокислый никель - 25, янтарнокислый натрий - 15, гипофосфит натрия - 30. Температура раствора - 90°С, pH - 4,5, скорость наращивания пленки - 15...20 мкм/ч.
Хлористый никель - 25, янтарно-кислый натрий - 15, гипофосфит натрия - 30. Температура раствора - 90...92°С, pH - 5,5, скорость наращивания - 18...25 мкм/ч.
Хлористый никель - 30, гликолевая кислота - 39, гипофосфит натрия - 10. Температура раствора 85...89°С, pH - 4,2, скорость наращивания - 15.,.20 мкм/ч.
Хлористый никель - 21, уксуснокислый натрий - 10, гипофосфит натрия - 24. Температура раствора - 97°С, pH - 5,2, скорость наращивания - до 60 мкм/ч.
Сернокислый никель - 21, уксуснокислый натрий - 10, сульфид свинца - 20, гипофосфит натрия - 24. Температура раствора - 90°С, pH - 5, скорость наращивания - до 90 мкм/ч.
Хлористый никель - 30, уксусная кислота - 15, сульфид свинца - 10...15, гипофосфит натрия - 15. Температура раствора - 85...87°С, pH - 4,5, скорость наращивания - 12...15 мкм/ч.
Хлористый никель - 45, хлористый аммоний - 45, лимоннокислый натрий - 45, гипофосфит натрия - 20. Температура раствора - 90°С, pH - 8,5, скорость наращивания - 18... 20 мкм/ч.
Хлористый никель - 30, хлористый аммоний - 30, янтарнокислый натрий - 100, аммиак (25%-ный раствор - 35, гипофосфит натрия - 25). Температура - 90°С, pH - 8...8,5, скорость наращивания - 8...12 мкм/ч.
Хлористый никель - 45, хлористый аммоний - 45, уксуснокислый натрий - 45, гипофосфит натрия - 20. Температура раствора - 88....90°С, pH - 8...9, скорость наращивания - 18...20 мкм/ч.
Сернокислый никель - 30, сернокислый аммоний - 30, гипофосфит натрия - 10. Температура раствора - 85°С, pH - 8,2...8,5, скорость наращивания - 15... 18 мкм/ч.
Внимание! По существующим ГОСТам однослойное покрытие никелем на 1 см 2 имеет несколько десятков сквозных (до основного металла) пор. Естественно, что на открытом воздухе стальная деталь, покрытая никелем, быстро покроется «сыпью» ржавчины.
Свойства и области применения покрытия . Основой процесса химического никелирования является реакция восстановления никеля из водных растворов его солей гипофосфитом натрия. Промышленное применение получили способы осаждения никеля из щелочных и кислых растворов. Осажденное покрытие имеет полублестящий металлический вид, мелкокристаллическую структуру и является сплавом никеля с фосфором. Содержание фосфора в осадке зависит от состава раствора и колеблется от 4-6% для щелочных до 8-10% для кислых растворов.
В соответствии с содержанием фосфора изменяются и физические константы никельфосфорного осадка. Удельный вес его равен 7,82-7,88 г/см 3 , температура плавления 890-1200°, удельное электрическое сопротивление составляет 0,60 ом·мм 2 /м. После термообработки при 300-400° твердость никельфосфорного покрытия возрастает до 900-1000 кГ/мм 2 . При этом многократно возрастает и прочность сцепления.
Указанные свойства никельфосфорного покрытия определяют и его области применения.
Его целесообразно применять для покрытия деталей сложного профиля, внутренней поверхности трубок и змеевиков, для равномерного покрытия деталей с весьма точными размерами, для повышения износостойкости трущихся поверхностей и деталей, подвергающихся температурным воздействиям, например, для покрытия пресс-форм.
Никельфосфорному покрытию подвергаются детали из черных металлов, меди, алюминия и никеля.
Этот метод непригоден для осаждения никеля на таких металлах или покрытиях, как свинец, цинк, кадмий и олово.
Осаждение никеля из щелочных растворов . Щелочные растворы характеризуются высокой устойчивостью, простотой корректировки, отсутствием склонности к бурному и мгновенному выпадению порошкообразного никеля (явление саморазряда) и возможностью их длительной эксплуатации без замены.
Скорость осаждения никеля составляет 8-10 мк/час. Процесс идет с интенсивным выделением водорода на поверхности Деталей.
Составление раствора заключается в растворении каждого из компонентов в отдельности, после чего их сливают вместе в рабочую ванну, за исключением гипофосфита натрия. Его приливают лишь тогда, когда раствор нагрет до рабочей температуры и детали подготовлены к покрытию.
Подготовка поверхности стальных деталей к покрытию не имеет специфических особенностей.
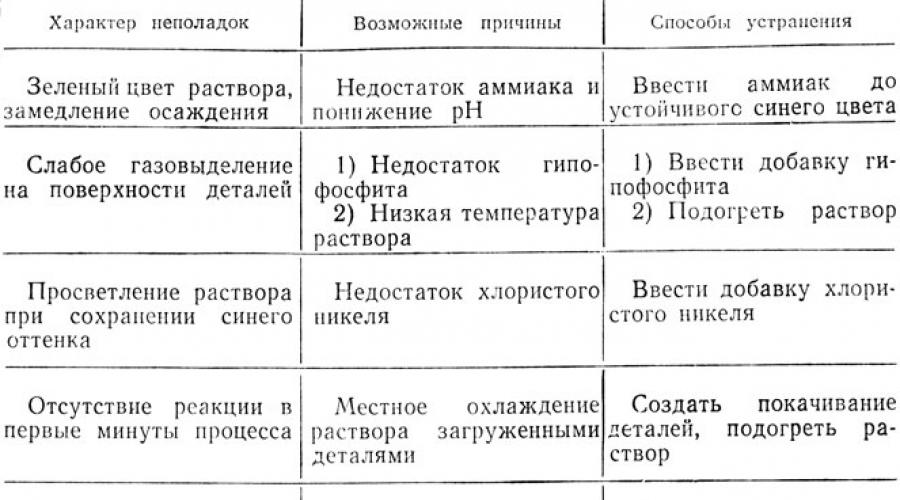
После подогрева раствора до рабочей температуры его корректируют 25-процентным раствором аммиака до устойчивого синего цвета, приливают раствор гипофосфита натрия, завешивают детали и приступают к покрытию без предварительной проработки. Корректировку раствора производят главным образом аммиаком и гипофосфитом натрия. При большом объеме ванны никелирования и высокой удельной загрузке деталей корректировку раствора аммиаком осуществляют непосредственно от баллона с газообразным аммиаком, с непрерывной подачей газа к дну ванны посредством резиновой трубки.
Раствор гипофосфита натрия для удобства корректировки готовят с концентрацией 400-500 г/л.
Раствор хлористого никеля обычно готовят для корректировки совместно с хлористым аммонием и лимоннокислым натрием. Для этой цели наиболее целесообразно пользоваться раствором, содержащим 150 г/л хлористого никеля, 150 г/л хлористого аммония и 50 г/л лимоннокислого натрия.
Удельный расход гипофосфита натрия на 1 дм 2 поверхности покрытия, при толщине слоя 10 мк, составляет около 4,5 г, а никеля, в пересчете на металл, - около 0,9 г.
Основные неполадки при химическом осаждении никеля из щелочных растворов приведены в табл. 8.

Осаждение никеля из кислых растворов . В отличие от щелочных кислые растворы характеризуются большим разнообразием добавок к растворам солей никеля и гипофосфита. Так, для этой цели могут применяться уксуснокислый натрий, янтарная, винная и молочная кислоты, трилон Б и прочие органические соединения. Из числа многих составов ниже приведен раствор со следующим составом и режимом осаждения:

Величину рН следует корректировать 2-процентным раствором едкого натра. Скорость осаждения никеля составляет 8-10 мк/час.
Перегрев раствора выше 95° может привести к саморазряду никеля с мгновенным выпадением темного губчатого осадка и выплескиванием раствора из ванны.
Корректировку раствора по концентрации входящих в него компонентов производят лишь до накопления в нем 55 г/л фосфита натрия NaH 2 PО 3 , после чего из раствора может выпадать фосфит никеля. По достижении указанной концентрации фосфита никелевый раствор сливают и заменяют новым.
Термообработка . В тех случаях, когда никель наносят с целью увеличения поверхностной твердости и износостойкости, детали подвергают термообработке. При высоких температурах никельфосфорный осадок образует химическое соединение, что обусловливает резкое повышение его твердости.
Изменение микротвердости в зависимости от температуры нагрева приведено на фиг. 13. Как видно из диаграммы, наибольшее повышение твердости имеет место в диапазоне температур 400-500°. При выборе температурного режима следует учитывать, что для ряда сталей, прошедших закалку или нормализацию, высокие температуры не всегда допустимы. Кроме того, термообработка, проводящаяся в воздушной среде, вызывает появление цветов побежалости на поверхности деталей, переходящих от золотисто-желтого цвета до фиолетового. По этим причинам температуру нагрева часто ограничивают в пределах 350-380°. Необходимо также, чтобы никелированные поверхности перед укладкой в печь были чистыми, так как всякие загрязнения выявляются после термообработки весьма интенсивно и удаление их возможно лишь полировкой. Продолжительность нагрева в 40-60 мин. является достаточной.

Оборудование и оснастка . Основной задачей при изготовлении оборудования для химического никелирования является выбор футеровки ванн, устойчивой к действию кислот и щелочей и теплопроводной. Для опытных работ и для покрытия мелких деталей используют фарфоровые и стальные эмалированные ванны.
При покрытии крупных изделий в ваннах емкостью 50-100 л и более применяются эмалированные баки с эмалями, стойкими в крепкой азотной кислоте. Некоторые заводы применяют стальные цилиндрические ванны, футерованные обмазкой, состоящей из клея № 88 и порошкообразной окиси хрома взятых в равных весовых количествах. Окись хрома может быть заменена наждачными микропорошками. Покрытие производят в 5-6 слоев с промежуточной воздушной сушкой.
На Кировском заводе для этой цели успешно применяют футеровку цилиндрических ванн съемными пластикатовыми чехлами. При необходимости очистки ванн растворы выкачивают насосом, а чехлы извлекают и обрабатывают в азотной кислоте. В качестве материала для подвесок и корзин следует применять углеродистую сталь. Изоляцию отдельных участков деталей и подвесок производят перхлорвиниловыми эмалями или пластикатом.
Для нагревания раствора следует применять электрические нагреватели с передачей тепла через водяную рубашку. Термообработку мелких деталей производят в термостатах. Для крупных изделий используют шахтные печи с автоматическим регулированием температуры.
Никелирование нержавеющих и кислотоупорных сталей . Никелирование производят для повышения поверхностной твердости и износостойкости, а также для защиты от коррозии в тех агрессивных средах, в которых эти стали неустойчивы.
Для прочности сцепления никельфосфорного слоя с поверхностью высоколегированных сталей решающее значение имеет способ подготовки к покрытию. Так, для нержавеющих сталей марки 1×13 и ей подобных подготовка поверхности заключается в ее анодной обработке в щелочных растворах. Детали монтируют на подвесках из углеродистой стали, применяя, если это необходимо, внутренние катоды, завешивают в ванну с 10-15-процентным раствором каустической соды и производят их анодную обработку при температуре электролита 60-70° и анодной плотности тока 5-10 а/дм 2 в течение 5-10 мин. до образования равномерного коричневого налета без металлических просветов. Затем детали промывают в холодной проточной воде, декапируют в соляной кислоте (уд. веса 1,19), разбавленной вдвое, при температуре 15-25° в течение 5-10 сек. После промывки в холодной проточной воде детали завешивают в ванну химического никелирования в щелочном растворе и покрывают по обычному режиму до заданной толщины слоя.
Для деталей из кислотоупорной стали типа IX18H9T анодная обработка должна производиться в хромовокислом электролите со следующим составом и режимом процесса:

После анодной обработки детали промывают в холодной проточной воде, декапируют в соляной кислоте, как это указано для нержавеющей стали, и завешивают в ванну никелирования.
Никелирование цветных металлов . Для осаждения никеля на ранее осажденный слой никеля детали обезжиривают, а затем декапируют в 20-30-процентном растворе соляной кислоты в течение 1 мин., после чего завешивают в ванну для химического никелирования. Детали из меди и ее сплавов никелируют в контакте с более электроотрицательным металлом, например с железом или с алюминием, используя для этой цели проволоку или подвески из этих металлов. В некоторых случаях для возникновения реакции осаждения достаточно создать кратковременное касание железного прута к поверхности медной детали.
Для никелирования алюминия и его сплавов детали травят в щелочи, осветляют в азотной кислоте, как это делается перед, всеми видами покрытий, и подвергают двукратной цинкатной обработке в растворе, содержащем 500 г/л едкого натра и 100 г/л окиси цинка, при температуре 15-25°. Первое погружение длится 30 сек., после чего осадок контактного цинка стравливают в разбавленной азотной кислоте, а второе погружение 10 сек., после чего детали промывают в холодной проточной воде и никелируют в ванне с щелочным никельфосфорным раствором. Полученное покрытие весьма непрочно связано с алюминием, и для повышения прочности сцепления детали прогревают, погружая их в смазочное масло при температуре 220-250° на 1-2 часа.
После термообработки детали обезжиривают растворителями и по мере необходимости протирают, полируют или подвергают другим видам механической обработки.
Никелирование металлокерамики и керамики . Технологический процесс никелирования ферритов заключается в следующих операциях: детали обезжиривают в 20-процентном растворе кальцинированной соды, промывают горячей дистиллированной водой и травят в течение 10-15 мин. в спиртовом растворе соляной кислоты с соотношением компонентов 1:1. Затем детали снова промывают горячей дистиллированной водой с одновременной очисткой шлама волосяными щетками. На покрываемые поверхности деталей кисточкой наносят раствор хлористого палладия с концентрацией его 0,5-1,0 г/л и рН 3,54:0,1. После воздушной сушки нанесение хлористого палладия повторяют еще раз, просушивают и погружают для предварительного никелирования в ванну с кислым раствором, содержащим 30 г/л хлористого никеля, 25 г/л гипофосфита натрия и 15 г/л янтарнокислого натрия. Для этой операции необходимо температуру раствора поддерживать в пределах 96-98° и рН 4,5-4,8. Затем детали промывают в дистиллированной горячей воде и никелируют в том же растворе, но при температуре 90°, до получения слоя толщиной 20-25 мк. После этого детали кипятят в дистиллированной воде, меднят в пирофосфатном электролите до получения слоя 1-2 мк, после чего подвергают бескислотной пайке. Прочность сцепления никельфосфорного покрытия с ферритной основой составляет 60-70 кГ/см 2 .
Кроме того, химическому никелированию подвергаются различные виды керамики, например ультрафарфор, кварц, стеатит, пьезокерамика, тиконд, термоконд и пр.
Технология никелирования составляется из следующих операций: детали обезжиривают спиртом, промывают в горячей воде и сушат.
После этого для деталей из тиконда, термоконда и кварца, производят сенсибилизацию их поверхности раствором, содержащим 10 г/л хлористого олова SnCl 2 и 40 мл/л соляной кислоты. Эта операция производится кисточкой или путем Натирания Деревянной шайбой, смоченной раствором, или же погружением деталей в раствор на 1-2 мин. Затем поверхность деталей активируют в растворе хлористого палладия PdCl 2 ·2Н 2 О.
Для ультрафарфора применяют подогретый раствор с концентрацией PdCl 2 ·2H 2 O 3-6 г/л и с длительностью погружения 1 сек. Для тиконда, термоконда и кварца концентрация снижается до 2-3 г/л с увеличением выдержки от 1 до 3 мин., после чего детали погружают в раствор, содержащий гипофосфит кальция Са(Н 2 РO 2) 2 в количестве 30 г/л, без подогрева, на 2-3 мин.
Детали из ультрафарфора с активированной поверхностью завешивают на 10-30 сек. в ванну предварительного никелирования со щелочным раствором, после чего детали промывают и снова завешивают в ту же ванну для наращивания слоя заданной толщины.
Детали из тиконда, термоконда и кварца после обработки в гипофосфите кальция никелируют в кислых растворах.
Химическое осаждение никеля из карбонильных соединений . При нагревании паров тетракарбонила никеля Ni(CO) 4 при температуре 280°±5 происходит реакция термического разложения карбонильных соединений с осаждением металлического никеля. Процесс осаждения происходит в герметически закрытом контейнере при атмосферном давлении. Газовая среда состоит из 20-25% (по объему) тетракарбонила никеля и 80-75% закиси углерода СO. Примесь кислорода в газе допустима не свыше 0,4%. Для равномерности осаждения следует создавать циркуляцию газа со скоростью подачи 0,01-0,02 м/сек и реверсированием направления подачи через каждые 30-40 сек. . Подготовка деталей к покрытию заключается в удалении окислов и жировых загрязнений. Скорость осаждения никеля составляет 5-10 мк/мин. Осажденный никель имеет матовую поверхность, темно-серый оттенок, мелкокристаллическую структуру, твердость 240-270 по Виккерсу и относительно малую пористость.
Прочность сцепления покрытия с металлом изделий весьма низка и для ее повышения до удовлетворительных величин необходима термообработка при 600-700° в течение 30-40 мин.
НИКЕЛИРОВАНИЕ , технический процесс нанесения на поверхность металлов б. или м. тонкой пленки металлического никеля или никелевых сплавов; цель этого нанесения - уменьшить коррозию металла, увеличить твердость наружного слоя, повысить или изменить отражательную способность поверхности, сообщить ей более красивый вид. Полученное впервые Беттгером в 1842 г. и промышленно осуществленное в США с 1860 г., никелирование в настоящее время сделалось одним из наиболее широко усвоенных промышленностью способов покрытия металлов.
Существующие многочисленные способы никелирования могут быть подразделены на две главные группы: способы контактные и способы гальванотехнические ; в настоящее время особенно часто прибегают к последним. Нанесение никелевой пленки применяется в отношении поверхностей различных металлов, причем в соответствии с характером никелирования их можно разделить на группы: 1) медные, латунные, бронзовые, цинковые, 2) железные, 3) оловянные, свинцовые и из сплавов типа британия-металла, 4) алюминиевые и из алюминиевых сплавов. Никелевые пленки представляют вполне удовлетворительную защиту железа от ржавления во внутренних помещениях.
Однако они недостаточны под открытым небом; кроме того на отполированные никелированные поверхности действуют горячие жиры, уксус, чай, горчица, вследствие чего столовая и кухонная никелированная посуда покрывается пятнами. В тех случаях когда требуется вполне надежная защита от воздействия непогоды и вместе с тем нарядный вид никелированной поверхности, на железо д. б. наложена двойная пленка - цинковая, а затем никелевая. Этот способ двойного покрытия (цинком, а затем никелем) применяется также в отношении т. н. корсетной стали. При необходимости получить особенно стойкие пленки, как например, на проволоках, откладывают одновременно никель и платину, причем содержание последней постепенно повышают от 25% до 100% и, наконец, прокаливают предмет в струе водорода при 900-1000°С. Крупные изделия, например, котлы для варки, барабаны центрифуг или вентиляторы, если по экономическим условиям не могут быть сделаны из чистого никеля, но недостаточно стойки при никелевой пленке по железу или меди, облицовываются слоем свинца в несколько мм, а по нему слоем никеля в 1-2 мм. Ржавление железных и стальных никелированных изделий объясняется присутствием электролита, остающегося в тонких порах никелевой пленки. Это явление устраняется, если изделия перед никелировкой выдержать в масле при 200°С, по охлаждении обезжирить, слабо омеднить, затем отникелировать в лимоннокислой никелевой ванне слабым током и наконец просушить в шкафу при 200°С; тогда влага удаляется из пор, которые закупориваются находящимся в них маслом.
Имеется ряд предложений накладывать двойные защитные пленки по литому железу, железным или стальным листам, проволокам и полосам в порядке обратном вышеуказанному, т. е. сначала покрывать изделия тонкой пленкой никеля контактным или электролитическим способом, а затем уже погружать в ванну с расплавленным цинком или оловом (Вивиен и Лефебр, 1860 г.). Предложено также добавлять некоторое количество никеля в сплав из 25-28 кг цинка, 47-49 кг свинца и 15 кг олова, служащий для покрытия железных листов горячим способом. Стойкость поверхностей алюминия и его сплавов против соли и морской воды м. б. достигнута гальваническим осаждением на них, после очистки их песчаною струей, последовательных слоев: никеля толщиною в 6 мкм, меди в 20 мкм и затем снова никеля в 50 мкм, после чего поверхность полируется. Стойкость алюминия против 15%- ной натровой щелочи достигается никелевой пленкой в 40 мкм толщиною. В некоторых случаях применяется покрытие не чистым никелем, а сплавом, например никелево-медным; для этого электролиз ведется в ванне, содержащей катионы в соотношении требуемого сплава; осажденная пленка затем переводится в сплав нагреванием изделия до краснокалильного жара.
Контактное никелирование . Стальные предметы, согласно указанию Ф. Штольба (1876 г.), после полировки и надлежащего обезжиривания кипятятся в ванне из 10-15%-ного водного раствора чистого хлористого цинка, к которому добавлено сернокислого никеля до образования зеленой мути от основной никелевой соли. Никелирование длится около 1ч. После этого предмет прополаскивается в воде с мелом, а ванна, после фильтрации и добавки никелевой соли, может применяться вновь. Получающаяся пленка никеля тонка, но держится прочно. Для повышения температуры ванны предложено или вести процесс под давлением (Ф. Штольба,. 1880 г.) или применять ванну с концентрированным раствором хлористого цинка. Во избежание ржавления предметов их выдерживают в течение 12 ч. в известковом молоке. Более сложная ванна для железных предметов, предварительно омедненных в ванне из 250 г сернокислой меди в 23 л воды с несколькими каплями серной кислоты, содержит 20 г винного камня, 10 г нашатыря, 5 г хлористого натрия, 20 г хлорного олова, 30 г сернокислого никеля и 50 г двойной сернокислой никелево-аммониевой соли.
Гальваническое никелирование . Обеднение никелевой ванны м. б. предупреждаемо достаточно легким растворением никелевых анодов. Вальцованные, и в особенности из чистого никеля, аноды растворяются трудно и потому при техническом никелировании пользуются в качестве анодов никелевыми брусками, содержащими до 10% железа. Однако такие аноды ведут к осаждению на предмете железа, а наличие железа в никелевой пленке влечет за собой целый ряд пороков никелирования. Как указано Калгане и Гаммоге (1908 г.), невозможно получить при анодах с железом осадок, вполне свободный от последнего. Но осадок никеля будет содержать уже только 0,10-0,14% железа, если в анодах содержание железа снижено до 7,5%; содержание железа в осадке можно еще уменьшить, заключая аноды в тканевые мешки, тогда как вращение электродов ведет к повышенному содержанию железа в осадке и к снижению его выхода. Присутствие железа в никелевой пленке ведет к отложению осадков с постепенно понижающимся содержанием железа и потому неоднородных в отношении механических свойств на различной глубине; К. Энгеман (1911 г.) считает эту неоднородность единственной причиной легкой отщепляемости никелевых пленок. Наличие железа м. б. причиною ряда других пороков никелирования (см. табл.), например, легкости ржавления пленок.
| Порок | Причина возникновения | Мера борьбы |
| Осаждение никеля не происходит, газообразования нет | Источник тока не работает | Проверка и возобновление источника энергии |
| Провода приключены неправильно | Переключение проводов | |
| Ванна слишком холодна | Нагрев ванны до температуры выше 15°С | |
| Ванна слишком кисла | Подливается водный раствор нашатырного спирта или водная взвесь углекислого никеля при непрерывном помешивании и частом испытании на конго-бумагу | |
| Ванна содержит цинк | Ванна делается щелочной посредством углекислого никеля, размешивается в течение нескольких часов, фильтруется и подкисляется 10%-ной серной кислотой | |
| Неполное покрытие предмета никелевой пленкой | Недостаточный ток | Предметы подвешиваются на равных расстояниях от анодов, ванна подогревается не менее как до 20°С |
| Очень глубокие вогнутости поверхности предмета | Устанавливаются небольшие вспомогательные аноды, вводимые в углубления предмета | |
| Щелочность ванны | Осторожное подкисление ванны 10%-ной серной кислотой при помешивании и постоянном испытании лакмусовой бумагой | |
| Легкая отщепляемость белой или же желто-никелевой пленки при полировке | Загрязненность поверхности предметов окислами и жиром | Дополнительная очистка поверхности предметов |
| Слишком большое напряжение (выше 4 V ) | Увеличивают число никелируемых предметов или снижают напряжение до 2,5-3 V | |
| Слишком большая кислотность ванны | Нейтрализация нашатырным спиртом или водной взвесью углекислого никеля | |
| Бедность ванны никелем | Удаление части электролита и добавка никелевой соли, пока ванна не станет нормального зеленого цвета | |
| Несоответственные вязкость и поверхностное натяжение ванны | Добавка глицерина или амилового спирта, или растительных отваров, или других коллоидов | |
| Выделение водородных ионов | Добавка окислителей или поглотителей водорода; применение несимметричного переменного тока | |
| Несоответственная подготовка поверхности предметов | Сообщение поверхностям шероховатости, механически или химически, покрытие их тонким слоем никеля из горячего раствора хлористого никеля или холодного концентрированного раствора этило-сернокислого никеля | |
| Отставание никелевой пленки или разрыв ее при изгибе и растяжении предметов | Присутствие капиллярных прослоек электролита | Просушка и нагрев предметов до 250-270°С |
| Недостаточная обрабатываемость листов, покрытых толстым слоем никеля | Вероятно та же | Промывка, просушка без доступа воздуха и наконец, нагрев до слабого краснокалильного жара |
| Поверхность в ямочках и пленка пронизана бесчисленными порами | Пыль и частички волокон, плавающие в ванне | Ванну кипятят, фильтруют и устанавливают в ней правильную реакцию |
| Образование газовых пузырьков | Постукивание по токоведущему стержню. Пузырьки удаляют; устанавливают слабокислую реакцию | |
| Грубость и неровность поверхности | Выделение водорода | Введение связывающего водород свободного хлора в газообразном виде временами пропускаемой струей или в водном растворе; с несколько меньшим успехом хлор м. б. заменен бромом; весьма рекомендуется добавление раствора хлористого кобальта |
| Недостаточная гибкость пленки | Высокое сопротивление ванны | Добавка соли натрия |
| Желтизна пленки; поверхность становится матовой, а затем получает желтый и тёмно-жёлтый цвет | Наличие примесей железа в ванне, содержание которых повышается в старых ваннах | Избегать старых ванн, не слишком двигать ванны, работать со слабыми токами |
| Чернота пленка, темные полосы в местах отставания при правильной плотности тока | Содержание в ванне посторонних металлов (до 1%) | Удаление посторонних металлов |
|
Недостаток проводящих солей |
Добавление проводящих солей в количестве 2-3 кг на 100 л ванны: нашатырь, хлористый калий и хлористый натрий дают повышение проводимости на 84,31 и 18% соответственно | |
| Бедность ванны солью никеля | Добавка никелевой соли | |
| Загар поверхности | Слишком большая проводимость ванны из-за чрезмерной крепости ее | Контроль концентрации ванны (например, постоянства плотности в 5° Вẻ) и плотности тока |
| Образование полос | Загрязнения, производимые полировальным кругом в небольших углублениях | Устранение затруднительно; достигается до известной степени мгновенным погружением в котел со щелоком или механической протиркой предметов |
| Изменения концентрации и возникновение потоков жидкости | Уменьшение плотности тока и повышение температуры ванны | |
| Образование пятен | Недостаточная очистка готовых отникелированных изделий | Тщательная промывка в проточной воде изделий после никелирования, затем погружение в кипящую вполне чистую воду, отряхивание изделий и просушка в нагретых опилках |
| Непрочное приставание никелевой пленки к железу | Наличие ржавчины | Тщательное освобождение от ржавчины. Гальваническое нанесение промежуточного слоя из цианкалиевой ванны, после чего пленка утолщается в кислой ванне |
Электролитическая ванна для никелирования составляется гл. образом из двойной никелево-аммониевой соли, причем для устранения основных солей добавляют слабые кислоты. Большая кислотность ванны ведет к более твердым пленкам. Необходимо иметь в виду, что технический никелевый купорос не пригоден для ванн, т. к. часто содержит медь; ее следует удалить пропусканием сероводорода через водный раствор купороса. Применяются также хлористые соли, но при сульфатных ваннах осадки тверже, белее и более стойки, чем при хлоридных. Высокое сопротивление никелевой ванны выгодно снижать добавкой различных проводящих солей - особенно нашатыря и хлористого натрия - и нагреванием. Нейтрализация избыточной серной кислоты в старых растворах успешно производится углекислым никелем, который получается из теплого водного раствора сернокислого никеля, осаждаемого содой. Для белизны и гладкости пленок сделано большое количество предложений добавлять к никелевой ванне различные органические кислоты (винную, лимонную и т. д.) и их соли, например, уксусно-, лимонно- и виннокислые соли щелочных и щелочноземельных металлов (Кейт, 1878 г.), пропионовокислый никель, борно-виннокислые соли щелочных металлов. При необходимости получить толстые никелевые осадки предложено добавление борной, бензойной, салициловой, галловой или пирогалловой кислот, и кроме того 10 капель серной, муравьиной, молочной кислоты на 1 л ванны, чтобы предупредить поляризацию на изделии. Как указал Пауелл (1881 г.), прибавка бензойной кислоты (31 г на ванну из 124 г сернокислого никеля и 93 г лимоннокислого никеля в 4,5 л воды) избавляет от необходимости пользоваться химически чистыми солями и кислотами. Осадок никеля имеет хорошие свойства также и при простой ванне из никелево-аммонийного сульфата, но при условии щелочности раствора, что достигается добавкой аммиака. Весьма хорошие осадки получаются из нейтрального раствора фтористо-борнокислого никеля при комнатной температуре (при температуре выше 35°С раствор разлагается с образованием нерастворимой основной соли) и плотности тока 1,1-1,65 А/дм 2 . Приводим несколько рецептов ванн. 1) 50 ч. бисульфита натрия, 4 ч. азотнокислого окисного никеля и 4 ч. концентрированного нашатырного спирта растворяют в 150 ч. воды. 2) 10-12 ч. сернокислого никеля, 4 ч. двойной никелево-аммониевой сернокислой соли, 1-3 ч. борной кислоты, 2 ч. хлористого магния, 0,2-0,3 ч. лимоннокислого аммония, доливается до 100 ч. (всего) воды. Ток плотностью 1,6 А/дм 2 отлагает пленку со скоростью 2 мкм/ч.; повышая температуру до 70°С, можно снизить сопротивление ванны в два-три раза и тем ускорить никелирование. 3) Электролит из 72 г двойной никелево-аммониевой сернокислой соли, 8 г сернокислого никеля, 48 г борной кислоты и 1 л воды особенно благоприятен для мягкости и непористости осадка, т. к. снижает выделение водорода.
Получение никелевых пленок особого вида . 1) Белая пленка по цинку, олову, свинцу и британия-металлу получается в ванне из 20 г двойной никелево-аммониевой сернокислой соли и 20 г углекислого никеля, растворенных в 1 л кипящей воды, и нейтрализованной при 40°С уксусной кислотою; ванна должна поддерживаться нейтральной. 2) Матово-белая пленка получается в ванне из 60 г двойной никелево-аммониевой сернокислой соли, 15 г перекристаллизованного сернокислого никеля, 7,4 г нашатыря, 23 г хлористого натрия и 15 г борной кислоты на 1 л воды; ванна д. б концентрирована до 10° Вẻ; напряжение от 2 до 2,5 V. 3) Черная пленка получается на поверхностях, тщательно обезжиренных или покрытых тонким слоем белого никеля путем электролиза в ванне из 60 г двойной никелево-аммониевой сернокислой соли, 1,5 г роданистого аммония и около 1 г сернокислого цинка на 1 л воды 4) Черная пленка получается также в электролите из 9 г двойной никелево-аммониевой сернокислой соли в 1 л воды с последующей добавкой 22 г роданистого калия, 15 г углекислой меди и 15 г белого мышьяка, предварительно растворенного в углекислом аммонии; глубина черного тона вырастает с содержанием в растворе мышьяка. 5) Глубоко синяя пленка получается в ванне из равных частей двойной и простой сернокислых солей никеля, доведенной до 12° Bẻ, причем на литр добавляют 2 ч. аммиачного отвара лакричного корня; электролиз длится 1 час при 3,5 V, а затем еще 1/2 часа при 1,4 V. 6) Коричневая пленка получается так: электролиз при напряжении 0,75-1 V ведется в ванне из 180 г двойной никелево-аммониевой сернокислой соли и 60 г сернокислого никеля, растворенных в возможно малом количестве кипящей воды, добавленной до 50 см 3 и смешанной затем с растворами 30 г сернокислого никеля и 60 г роданистого натрия, каждый в 0,5 л воды, после чего добавляют раствор до 4,5 л. Полученной пленке черного цвета придают коричневый оттенок, погружая изделие на несколько секунд в ванну из 100,6 г перхлората железа и 7,4 г соляной кислоты в 1 л воды: после промывки и просушки поверхность изделия для закрепления тона лакируют.
Никелирование алюминия и его сплавов . Предложено несколько процессов. 1) Подготовка поверхности алюминиевых изделий состоит в обезжиривании, затем очистке пемзой и наконец погружении в 3%-ный водный раствор цианистого калия; после электролиза в никелевой ванне изделия промываются холодной водой. 2) После промывки 2%-ным раствором цианистого калия изделия погружаются в раствор из 1 г хлористого железа (феррохлорид) на 0,5 л воды и технической соляной кислоты, пока поверхность не станет серебряно-белой, и затем никелируются в течение 5 мин. при напряжении 3 V. 3) Полировка изделий, удаление полировочного состава бензином, выдержка в течение нескольких минут в теплом водном растворе фосфорнокислого натрия, соды и смолы, промывка, погружение на короткое время в смесь из равных частей 66%-ной серной кислоты (содержащей несколько хлористого железа) и 38%-ной азотной кислоты, новая промывка и электролиз в ванне, содержащей никелевую соль, горькую соль и борную кислоту; напряжение 3-3,25 V. 4) По Ж. Канаку и Э. Тассилли: протравка изделия кипящей калиевой щелочью, чистка щеткой в известковом молоке, 0,2%-ная цианкалиевая ванна, ванна из 1 г железа в 500 г соляной кислоты и 500 г воды, промывка, никелирование в ванне из 1 л воды, 500 г хлористого никеля и 20 г борной кислоты при напряжении 2,5 V и плотности тока 1 А/дм 2 , наконец полировка матово-серого осадка. Железная ванна служит для огрубления поверхности алюминия и тем содействует прочности, с какою удерживается пленка на металле. 5) По Фишеру, ванна для никелирования составляется из 50 г сернокислого никеля и 30 г нашатыря в 1 л воды при плотности тока 0,1-0,15 А/дм 2 , за 2-3 часа получается толстый осадок, который обладает высоким блеском после полировки стеариновым маслом и венской известью. 6) Горячая ванна (60°С) составляется из 3400 г двойной никелево-аммониевой сернокислой соли, 1100 г сернокислого аммония и 135 г молочного сахара в 27 л воды. 7) Холодная ванна содержит азотнокислый никель, цианистый калий и фосфорнокислый аммоний.
Контроль никелевой пленки . Распознавание состава металлической пленки на предмете, по Л. Ловитону (1886 г.), может производиться посредством нагревания предмета в наружном пламени бунзеновской горелки: никелевая пленка синеет, получает черный отблеск и сохраняется невредимою; серебро не изменяется в пламени, но чернеет при обработке разбавленным раствором сернистого аммония; наконец оловянное покрытие быстро становится от серо-желтого до серого и исчезает при обработке указанным реагентом. Проверка качества никелевой пленки на железе и меди в отношении пор и изъянов может производиться при помощи т. н. ферроксилового испытания и с особым удобством при помощи ферроксиловой бумаги, покрытой гелем агар-агара с железисто-синеродистым калием и хлористым натрием. Наложенная в смоченном виде на испытуемую поверхность и по прошествии 3-5 мин. закрепленная в воде, эта бумага дает документальное изображение малейших пор, которое м. б. сохраняемо.
Регенерация никеля со старых изделий . Удаление никелевого покрытия с изделий из железа и других неамальгамируемых металлов производится следующими способами: а) парами ртути под вакуумом или под обыкновенным давлением; б) нагреванием обрезков с серой, после чего слой металла легко удаляется молотками; в) нагреванием обрезков с веществами, отдающими серу при высокой температуре) при внезапном охлаждении пленка никеля соскакивает; г) обработкой нагретой до 50-60°С серной или азотной кислотой; железо переходит в раствор, и никель остается почти нерастворенным; однако несмотря на свою простоту этот способ мало применим, т. к. полученный никель сохраняет еще значительное содержание железа, не удаляемое и при повторной обработке кислотою (Т. Флейтман); д) длительным нагреванием при доступе воздуха или водяного пара, после чего обрезки подвергаются механическим ударам и никель отскакивает; е) электролитическим растворением: железный покрываемый никелем предмет делают анодом в ванне, содержащей углекислый аммоний; если покрытие состоит из сплава никеля, то необходимо регулировать напряжение, причем при 0,5 V осаждается медь, а при напряжении большем 2 V - никель; при этом процессе железо не разъедается; ж) железные или стальные обрезки делают анодом в ванне из водного раствора натриевой селитры, тогда как катод состоит из угольной палки; напряжение не должно превосходить 20 V; з) с цинковых кружек никель удаляется электролизом предметов, сделанных анодом в 50°-ной серной кислоте; кислота этой концентрации обладает свойством растворять только никель, серебро и золото, но не другие металлы, если идет ток; напряжение применяется 2-5 V; в качестве катодов служат железные листы, на которых никель осаждается в виде пыли; цинк не растворяется, хотя бы кружки и оставались в электролите долгое время.
В процессе эксплуатации материалы подвержены физическому износу. Для восстановления свойств металла используют многочисленные способы защиты. Одним из самых эффективных методов защиты является никелирование материалов.
Для нанесения никеля в домашних условиях используют способы химического и электролитического никелирования.
Что называют никелированием
Никелированием называют процесс нанесения тонкого никелевого покрытия на поверхность материала. Никелевый слой принимают равным 1–50 мкм.
Слой никеля используется для повышения антикоррозийных и износостойких свойств материалов. Довольно часто такое покрытие имеет защитно-декоративное значение.
Никелирование используется для обработки стали и сплавов цветных металлов. Тонкий слой никеля используется для защиты изделий из марганца, титана, вольфрама, молибдена и сплавов на их основе.
Разработаны и успешно внедрены способы нанесения никелевого защитного покрытия на керамику, пластик, фарфор, стекло и другие неметаллические поверхности.
Виды никелирования
Никелирование в простых домашних условиях проводят двумя способами:
- электролитическим;
- химическим.
Выбор способа зависит от структуры и формы материала.
При электролитическом способе используются вещества, частично или полностью состоящие из ионов и обладающие ионной проводимостью. Никелевое покрытие наносят за счет электрохимических свойств этих веществ. Наибольшее распространение получили электролиты сернокислого натрия и хрома.
В зависимости от степени отражения покрытия различают никелирование:

Функции электролитического никелирования
- матовое;
- блестящее.
Для нанесения матового покрытия используются электролиты без добавок. Изделия с матовым оттенком не имеют металлического блеска.
Блестящее никелирование получают путем добавления в электролит специальных блескообразователей на основе хлорамина, пропаргилового спирта, бепзосульфамида и других окислителей.
Наилучшая защита никелевого покрытия достигается при минимальной пористости защитного слоя. С этой целью производят его омеднение либо используют многослойную структуру материала.
К сведению. При одинаковой толщине многослойные покрытия в несколько раз надёжнее однослойных материалов.
Наиболее распространёнными примерами многослойных материалов являются медно-никелево-хромовые покрытия.
Основными недостатками электролитического никелирования являются:
- высокая степень пористости;
- неравномерность осаждения никеля;
- сложность обработки поверхностей со сложной формой.
Основой метода служит свойство ионов никеля восстанавливаться в жидкой среде. С этой целью используют гипофосфит натрия или другие химические реактивы. Химический способ позволяет обрабатывать изделия со сложной формой поверхности.
Недостатком способа является относительная дороговизна сухих реактивов, используемых для приготовления водных химических растворов.

Проведение электролитического никелирования дома
Электролитическое (гальваническое) никелирование деталей проводят двумя способами:
- погружением деталей в электролит;
- без погружения деталей в электролит.
Первый способ используют при обработке небольших по размеру деталей. Второй способ используют при обработке больших и тяжелых предметов.
Перед никелированием выполняют процесс омеднения металла.

Метод с погружением в электролит

По первому способу поверхность изделия шлифуют наждачной бумагой для снятия оксидной пленки. Затем образец промывают в теплой воде. После этого его обрабатывают содовым раствором и вновь промывают в теплой чистой воде.
Затем в стеклянную или фарфоровую посуду помещают две тонкие медные пластины. Пластины играют роль анодов. Их ставят в вертикальном положении, параллельно друг другу.
Изделие помещают между этими двумя пластинами. Для этого образец подвешивают с помощью проволоки. Проволоку обоими концами прикрепляют к пластинам.
В посуду добавляют водный раствор электролита со следующим составом:
- дистиллированная вода;
- 20%-ный медный купорос;
- 2%-ная серная кислота.
Медные пластины подключают к источнику электроснабжения. Величину напряжения определяют из расчета 15–20 мА на 1 см2 поверхности материала.
К сведению. Никелевый электролит чувствителен к изменениям кислотности. Для поддержания уровня кислотности используют буферные соединения на основе борной кислоты.
 В растворе электролита хлорид меди диссоциирует (распадается) на составляющие компоненты. Ионы смещаются к катоду и превращаются в нейтральные атомы. Ионы хлора окисляются у анода.
В растворе электролита хлорид меди диссоциирует (распадается) на составляющие компоненты. Ионы смещаются к катоду и превращаются в нейтральные атомы. Ионы хлора окисляются у анода.
При пропускании тока через электролит ионы меди переходят в раствор. Из раствора медь оседает на катоде в виде нейтральных атомов. Примеси остаются на дне посуды. Чистота полученной меди составляет почти 100%.
Через 30 минут на детали образуется тонкий слой меди. Воздействие электрического тока вызывает увеличение толщины медного слоя. Чем больше толщина слоя, тем меньшее количество пор остается на обрабатываемой поверхности.
Метод без погружения деталей в электролит

Гальваническое никелирование больших по размеру деталей производят без погружения их в электролит. Для этого используют кисточку из распущенных медных проволок. В качестве кисточки часто используют очищенный от изоляции многожильный медный кабель.
Увеличением напыляемого медного слоя добиваются устранения пористости поверхности образца.
Процесс осаждения никеля проводят аналогично процессу омеднения поверхности. Для этого в емкость добавляют электролит. В состав электролита входят следующие химические реагенты, г/л:
- раствор сернокислого натрия – 310;
- раствор хлористого никеля – 65;
- ортоборная кислота – 45;
- 1,4-бутандиол – 0,15;
- орто-сульфобензимид (сахарин) – 2,0;
- каолин (известь) – 1,0.
 В электролит опускают тонкие никелевые пластины. Они играют роль анодов. Между ними помещают изделие. Концы пластин подключают к клемме источника питания с положительным зарядом. Корпус детали присоединяют к отрицательному полюсу.
В электролит опускают тонкие никелевые пластины. Они играют роль анодов. Между ними помещают изделие. Концы пластин подключают к клемме источника питания с положительным зарядом. Корпус детали присоединяют к отрицательному полюсу.
Для регулирования величины тока используют реостат. Контроль величины подаваемого электрического тока проводят с помощью миллиамперметра. Величина подаваемого тока не должна превышать 6 В. Осаждение никеля проводят при температуре около 50°С и плотности электротока 4–5 А/ дм2. Продолжительность процесса – 3 мин.
К сведению. Никелевое покрытие без подложки имеет довольно слабое сцепление с поверхностью. С целью повышения адгезии используют термическую обработку изделия при температуре 450 градусов.
Завершающий этап обработки детали
Обработанную деталь промывают под потоком чистой теплой воды и подвергают сушке.
Никелированное покрытие обладает матовым оттенком. Для придания блеска деталь полируют.
Никелевые покрытия с дефектами удаляют с помощью анодного растворения в электролите. Для этого в состав электролита включают серную кислоту. Химическую плотность кислоты принимают равной 1,2-2,8 кг/м3. Процесс снятия слоя никеля проводят при температуре 20-25° С и анодной плотности электротока 5 А/дм2.

Проведение химического никелирования дома
Химический способ никелирования в домашних условиях проводят с помощью рабочих растворов. В зависимости от количества сухих реагентов, скорость увеличения никелевого слоя составляет 80 мкм/ч и более.
В состав рабочего раствора входят следующие реагенты, г/л:

- никелевый купорос (порошок сернокислого никеля) – 20;
- галенит (порошок сульфида свинца) – 20;
- ацетат натрия – 15;
- раствор гипофосфита натрия – 25.
Рабочая температура химического раствора– 90°С. При удалении свинцового реагента скорость реакции снижается до 50 мкм/ч и менее.
При достижении рабочей температуры, в емкость с раствором опускают обрабатываемую деталь. Перед проведением никелирования покрытие очищают и обезжиривают.
Изделие выдерживают в рабочем растворе на протяжении 1 часа. По мере испарения добавляют дистиллированную воду.
По завершении процесса деталь вынимают и промывают в теплой воде. После ополаскивания изделие подвергают тщательной сушке. При необходимости тщательно полируют.

Увеличение срока службы никелевого покрытия
Никелевое покрытие может быть подвержено сплошной поверхностной коррозии. Процесс коррозии проявляется только в начальный период. По мере увеличения температуры рабочего раствора, поверхностная коррозия проникает вглубь материала. Затем этот процесс замедляется и полностью прекращается.

Для увеличения срока службы никелевого покрытия используют технологию омеднения. Омеднение позволяет устранить и незначительные дефекты поверхности. Нанесение меди в качестве подложки обеспечивает надежность и долговечность никелевой защиты.
Пористость медного покрытия вызывает разрушение защитного слоя и уменьшает срок службы готового изделия. Металл подложки подвергается коррозии с последующим отслаиванием защитного слоя.
Чаще всего процессам коррозии подвергаются изделия с однослойным защитным покрытием. Многослойные детали подвергаются воздействию вредных факторов в меньшей степени.
Для защиты изделий от повреждения проводят ряд дополнительных мероприятий. Используют специальные добавки, которыми закрывают поры.
К сведению. Для предотвращения потери твердости никелирование стали проводят при температуре 250-300ºС.
Дополнительная обработка деталей для продления срока службы
Никелирование на дому проводят с использованием следующих способов:
- Сухой реактив оксида магния смешивают с водой до кашеобразного состояния. Полученной массой тщательно обрабатывают деталь и погружают ее на несколько минут в 50%-ную соляную либо серную кислоту.
- Рабочую поверхность протирают проникающей смазкой. Затем изделие погружают в очищенный рыбий жир. Излишки жира через сутки удаляют с помощью бензина или других растворителей.
- Большие по размеру детали обрабатывают рыбьим жиром за два прохода. Промежуток между обработками должен составлять не менее 12 часов. Через два дня излишки рабьего жира удаляют.

Использование сплавов никеля с другими металлами способно улучшить физико-химические свойства никеля.
Алюминий способствует повышению электрического сопротивления и коррозионной стойкости никеля.
Вольфрам, молибден и титан увеличивают его термостойкость.
Добавление хрома приводит к повышению стойкости никелевого покрытия в окислительных и восстановительных растворах.
Медь увеличивает сопротивляемость никеля действию различных кислот.
Никелирование – это процесс нанесения на металлическую поверхность очень тонкого слоя никеля.
Толщина никелевого слоя, в зависимости от поставленной задачи, размеров детали и дальнейшего ее использования, находится в диапазоне от 0,8 до 55 мкм.
Никелевое черное напыление защищает металлический предмет от разрушительного воздействия внешней среды – окисления, коррозии и реакции с солью, щелочью и кислотой.
Предметами, которым может потребоваться такая защита, являются:
- металлические изделия, которые будут находиться на открытом воздухе;
- кузовные детали автотехники и мототехники, в том числе и из алюминия;
- медицинское и стоматологическое оборудование;
- изделия, имеющие длительный контакт с водой;
- декоративное металлическое ограждение, в том числе и из алюминия;
- предметы, подвергающиеся контакту с сильнодействующими химическими веществами и прочее.
Как можно заметить, технология различного никелирования применяется не только в промышленности, а черное вполне может потребоваться в домашних условиях, своими руками.
Рассмотрим основные методы нанесения защитного слоя своими руками в домашних условиях, металлы, позволяющие наносить никель, тонкости и особенности каждого процесса.
На практике применяются два способа нанесения никелевого слоя — электролитический и химический.
Не будем изучать тонкости промышленного процесса, а опишем проведение в домашних условиях.
Технология нанесения никелевого слоя представлена на видео.
Электролитическое никелирование
Перед электролитическим никелированием (по-другому его еще называют гальваническое) нужно выполнить электрохимическое меднение детали или заготовки.
Есть два метода, включающие гальваническое — с погружением в раствор электролита и без погружения.
В первом случае, предмет из металла тщательно обрабатывается наждачной бумагой, с него удаляется оксидная пленка, производится промывка сначала в теплой воде для удаления растворителя, а затем в содовом растворе и опять в воде.
В стеклянную емкость поместите два анода из меди и деталь, зафиксировав ее проволокой между пластинами анодов.
Электрохимическое меднение в домашних условиях будем производить с помощью электролита, состоящего из воды с включением 20%-го медного купороса и 2% серной кислоты.
Через полчаса обработки током на детали будет тонкий слой меди, а чем дольше будет производиться электрохимическое меднение, тем толще будет слой.
Если деталь большая или отсутствуют подходящие стеклянные емкости, то можно использовать электрохимическое меднение без погружения в электролит.
Для этого делаем кисточку из меди (можно применить многожильный медный провод, конечно, сняв изоляцию только на концах), которую присоединяем к плюсу источника тока и фиксируем с помощью деревянной палочки.
Зачищенную обезжиренную пластинку из металла положим в достаточно широкую стеклянную емкость, зальем раствором электролита (можно взять насыщенный медный купорос) и подсоединим к минусу источника тока.
Теперь макаем кисточку в электролит и проводим возле поверхности детали. Важно постоянное наличие раствора на медной кисточке.
Через некоторое время вы заметите, что на поверхности обрабатываемой детали появился медный слой. Чем толще будет нанесено покрытие из меди, тем меньшее количество пор останется.
Так, например, на 1 кв.см при однослойном нанесении меди будет несколько десятков сквозных пор, а при трехслойном их практически не будет.
Добейтесь нужной толщины меди и можно приступать к следующему этапу.
Нанесение никелевого слоя (гальваническое) производится аналогично процессу меднения с погружением в электролит.
Так, деталь, подвешенная на проводке, и никелевые аноды опускаются в электролит, проволоки от анодов подключаются к плюсу, а проволока от детали – к минусу.
- Сернокислые никель, натрий и магний в пропорциях 14:5:3, 0,5% поваренной соли и 2% борной кислоты;
- 30% сульфата никеля, 4% хлорида никеля и 3% борной кислоты.
Сухие смесь заливаем одним литром нейтральной воды, тщательно перемешиваем и при необходимости избавляется от выпавшего осадка, и применяем как электролит при электролитическом никелировании.
Гальваническое достаточно проводить в течение получасового воздействия постоянного тока с мощностью 5,8-6 В.
В результате обработки током через электролит мы получим матовый неравномерный слой серого цвета. Чтобы выровнять его, предмет из металла необходимо аккуратно зачистить и провести полировку.
Эта технология не может быть применена для деталей с шершавым покрытием или имеющих узкие и глубокие отверстия.
В этом случае нужно использовать химический метод никелирования или чернения деталей.
Технология чернения заключается в том, что на металл наносится промежуточное покрытие из цинка или никеля, а сверху деталь покрывается тонким, не более 2мкм, черное покрытие из никеля.
Декоративное металлическое ограждение, сделанное из деталей с черным никелированием, будет хорошо сохраняться и красиво смотреться.
В некоторых случаях требуется провести никелирование и хромирование.
Метод химического никелирования
Технология химического никелирования деталей заключается в том, что заготовку из металла погружают в кипящий раствор на определенный срок, за который на ее поверхность оседают частички никеля.
Электрохимическое воздействие отсутствует, ток не понадобится.
Технология направлена на получение прочного сцепления никелевого слоя с металлом (особое качество сцепления поверхности и нанесенного слоя наблюдается при никелировании стали и железа).
Химическое никелирование различных деталей реально проводить в условиях гаража или небольшой мастерской.
Рассмотрим пошагово:
- В эмалированной посуде смешивают сухие реактивы и заливают их водой;
- Доводят полученную жидкую смесь до кипения и только тогда доливают гипофосфит натрия;
- Погружают в емкость с жидкостью заготовку так, чтобы она не касалась краев и дна. Фактически потребуется установка химического никелирования, которую можно сделать самостоятельно из эмалированного таза соответствующего размера и диэлектрического кронштейна, на который будет подвешиваться заготовка;
- В зависимости от применяемого раствора, кипение должно продолжаться от часа до трех;
- Заготовку достают и промывают водой, содержащей погашенную известь, после чего можно произвести полировку.
Все составы для химического никелирования деталей будут содержать в обязательно порядке никель хлористый или сернокислый, натрия гипофосфит различной кислотности и какую-то из кислот.
Технология предусматривает обработку 20 кв.см поверхности в одном литре раствора.
Кислыми составами производят нанесение никелевого слоя на черные металлы, а щелочные лучше подойдут для нержавеющей стали.
Некоторые тонкости:
- Никелевая пленка, нанесенная на металл без меднения, имеет слабое сцепление с поверхностью. Для его улучшения можно применить термическую обработку, выдержав заготовку при температуре выше 450 градусов;
- Нагревать до этой температуры закаленные изделия нельзя, при нагреве до 350-400 градусов они будут терять твердость. Эта проблема решается более длительным выдерживанием, но при температуре в диапазоне 250-300ºС;
- При нанесении никелевого слоя на громоздкие детали возникает необходимость перемешивания раствора, что приводит к потребности проводить постоянную фильтрацию. Это основная сложности при проведении процесса не в промышленных условиях.
Аналогичным образом, но с применением другого состава, можно покрыть детали слоем серебра. Серебрение часто применяется для рыболовных снастей с целью предотвратить потускнение крючков и блесен.
Технология нанесения серебра несложная и отличается от никелирования составом электролита, временем и температурой рабочего раствора (для получения ровного слоя серебра требуется состав, подогретый до 90 градусов).
Растворы серебра можно приготовить из воды, ляписа аптечного и 10% солевого раствора.
Выпавший осадок серебра промыть и смешать с 2% гипосульфитом, профильтровать, добавить меловую пыль и размешивая, добиться сметанообразного состояния.
Этой смесью можно натирать металл до образования на нем слоя серебра.
Хранение этого раствора допускается в течение нескольких суток, раствор серебра, допускающий длительное — до полугода хранение, можно приготовить следующим образом: 15 г ляписа, 55 г лимонной кислоты (годится кулинарная) и 30 г хлористого аммония.
Все компоненты растираются в пыль и смешиваются. Порошок для нанесения серебра хранится в сухом виде.
Для работы мокрой салфеткой коснитесь смеси и разотрите ее по обрабатываемой поверхности.
Напыление серебра наносится на очищенную деталь, но готовить ее специальным способом не нужно.
Приведенные способы нанесения никеля и серебра на металлические детали легко повторить самостоятельно в домашних условиях.
Иногда можно столкнуться с необходимостью никелирования алюминия. Никелирование алюминия процесс достаточно дорогостоящий и ненадежный. Электролит для никелирования алюминия стоит достаточно дорого, но частенько идет пузырями.
Проблема в никелировании алюминия в домашних условиях состоит в слабой адгезии — блестящий никель «рвет» покрытие.
Для химического никелирования алюминия подойдет такой состав:
- Никель сернокислый — 20г/л;
- Натрий уксуснокислый — 10г/л;
- Натрий фосфорноватистокислый — 25г/л;
- Тиомочевина, раствор концентрацией 1 г/л — 3мл;
- Фтористый натрий — 0,4г/л;
- Уксусная кислота — 9мл