Коррозия в котле. Коррозия и эрозия в котлах среднего и низкого давления со стороны топки. Коррозионные явления в котлах чаще всего проявляются на внутренней теплонапряженной поверхности и сравнительно реже - на наружной
Читайте также
Эта коррозия по размеру и интенсивности часто бывает более значительной и опасной, чем коррозия котлов во время их работы.
При оставлении воды в системах в зависимости от ее температуры и доступа воздуха могут встречаться самые разнообразные случаи проявления стояночной коррозии. Следует прежде всего отметить крайнюю нежелательность наличия воды в трубах агрегатов при нахождении их в резерве.
Если вода по тем или иным причинам остается в системе, то может наблюдаться сильная стояночная коррозия в паровом и особенно в водяном пространстве емкости (преимущественно по ватерлинии) при температуре воды 60—70°С. Поэтому на практике довольно часто наблюдается различная по интенсивности стояночная коррозия, несмотря на одинаковые режимы останова системы и качество содержащейся в них воды; аппараты со значительной тепловой аккумуляцией подвергаются более сильной коррозии, чем аппараты, имеющие размеры топки и поверхность нагрева, так как котловая вода в них быстрее охлаждается; температура ее становится ниже 60—70°С.
При температуре воды выше 85—90°С (например, при кратковременных остановах аппаратов) общая коррозия снижается, причем коррозия металла парового пространства, в котором наблюдается в этом случае повышенная конденсация паров, может превышать коррозию металла водяного пространства. Стояночная коррозия в паровом пространстве во всех случаях более равномерная, чем в водяном пространстве котла.
Развитию стояночной коррозии сильно способствует скапливающийся на поверхностях котла шлам, который обычно удерживает влагу. В связи с этим значительные коррозионные раковины часто обнаруживаются в агрегатах и трубах вдоль нижней образующей и на их концах, т. е. на участках наибольшего скопления шлама.
Способы консервации оборудования, находящегося в резерве
Для консервации оборудования могут быть применены следующие способы:
а) высушивание — удаление из агрегатов воды и влаги;
б) заполнение их растворами едкого натра, фосфата, силиката, нитрита натрия, гидразина;
в) заполнение технологической системы азотом.
Способ консервации следует выбирать в зависимости от характера и длительности простоя, а также от типа и конструктивных особенностей оборудования.
Простои оборудования по продолжительности можно разделить на две группы: кратковременные—не более 3 сут и длительные — более 3 сут.
Различают два вида кратковременных простоев:
а) плановые, связанные с выводом в резерв на выходные дни в связи с падением нагрузки или выводом в резерв на ночное время;
б) вынужденные — из-за выхода из строя труб или повреждений других узлов оборудования, для устранения которых не требуется более длительный останов.
В зависимости от цели длительные простои можно разделить на следующие группы: а) вывод оборудования в резерв; б) текущие ремонты; в) капитальные ремонты.
При кратковременных простоях оборудования необходимо использовать консервацию путем заполнения деаэрированной водой с поддержанием избыточного давления или газовый (азотный) способ. Если необходим аварийный останов, то единственно приемлемый способ — консервация азотом.
При выводе системы в резерв или длительном простое без выполнения ремонтных работ консервацию целесообразно вести путем заполнения раствором нитрита или силиката натрия. В этих случаях можно использовать и азотную консервацию, обязательно принимая меры для создания плотности системы с целью предотвращения чрезмерного расхода газа и непроизводительной работы азотной установки, а также создания безопасных условий при обслуживании оборудования.
Способы консервации путем создания избыточного давления, заполнения азотом можно использовать независимо от конструктивных особенностей поверхностей нагрева оборудования.
Для предотвращения стояночной коррозии металла во время капитального и текущего ремонтов применимы только способы консервации, позволяющие создать на поверхности металла защитную пленку, сохраняющую свойства в течение не менее 1—2 мес после слива консервирующего раствора, поскольку опорожнение и разгерметизация системы неизбежны. Срок действия защитной пленки на поверхности металла после обработки ее нитритом натрия может достигать 3 мес.
Способы консервации с использованием воды и растворов реагентов практически неприемлемы для защиты от стояночной коррозии промежуточных пароперегревателей котлов из-за трудностей, связанных с их заполнением и последующей отмывкой.
Способы консервации водогрейных и паровых котлов низкого давления, а также другого оборудования замкнутых технологических контуров тепло- и водоснабжения во многом отличаются от применяемых в настоящее время методов предупреждения стояночной коррозии на ТЭС. Ниже описываются основные способы предупреждения коррозии в режиме простаивания оборудования аппаратов подобных циркуляционных систем с учетом специфики их работы.
Упрощенные способы консервации
Эти способы целесообразно применять для мелких котлов. Они заключаются в полном удалении воды из котлов и размещении в них влагопоглотителей: прокаленного хлористого кальция, негашеной извести, силикагеля из расчета 1—2 кг на 1 м 3 объема.
Этот способ консервации пригоден при температурах помещения ниже и выше нуля. В помещениях, отапливаемых в зимнее время, может быть реализован один из контактных способов консервации. Он сводится к заполнению всего внутреннего объема агрегата щелочным раствором (NaOH, Na 3 P0 4 и др.), обеспечивающим полную устойчивость защитной пленки на поверхности металла даже при насыщении жидкости кислородом.
Обычно применяют растворы, содержащие от 1,5— 2 до 10 кг/м 3 NaOH или 5—20 кг/м 3 Na 3 P0 4 в зависимости от содержания нейтральный солей в исходной воде. Меньшие значения относятся к конденсату, большие — к воде, содержащей до 3000 мг/л нейтральных солей.
Коррозию можно предупредить также способом избыточного давления, при котором давление пара в остановленном агрегате постоянно поддерживается на уровне выше атмосферного давления, а температура воды остается выше 100°С, чем предотвращается доступ основного коррозионного агента — кислорода.
Важное условие эффективности и экономичности любого способа защиты — максимально возможная герметичность паро-водяной арматуры во избежание слишком быстрого снижения давления, потерь защитного раствора (или газа) или попадания влаги. Кроме того, во многих случаях полезна предварительная очистка поверхностей от различных отложений (солей, шлама, накипи).
При осуществлении различных способов защиты от стояночной коррозии необходимо иметь в виду следующее.
1. При всех видах консервации необходимо предварительное удаление (промывка) отложений легкорастворимых солей (см. выше) во избежание усиления стояночной коррозии на отдельных участках защищаемого агрегата. Обязательным является осуществление этого мероприятия при контактной консервации, иначе возможна интенсивная местная коррозия.
2. По аналогичным соображениям желательно удаление перед длительной консервацией всех видов нерастворимых отложений (шлама, накипи, оксидов железа).
3. При ненадежности арматуры необходимо отключение резервного оборудования от работающих агрегатов с помощью заглушек.
Просачивание пара и воды менее опасно при контактной консервации, но недопустимо при сухом и газовом методах защиты.
Выбор влагопоглотителей определяется сравнительной доступностью реагента и желательностью получения максимально возможной удельной влагоемкости. Наилучший влагопоглотитель — зерненый хлористый кальций. Негашеная известь значительно хуже хлористого кальция не только вследствие меньшей влагоемкости, но и быстрой потери ее активности. Известь поглощает из воздуха не только влагу, но и углекислоту, в результате чего она покрывается слоем углекислого кальция, препятствующего дальнейшему поглощению влаги.
Морской сайт Россия нет 05 октября 2016 Создано: 05 октября 2016 Обновлено: 05 октября 2016 Просмотров: 5363Виды коррозии. В процессе работы элементы парового котла подвергаются воздействию агрессивных сред - воды, пара и дымовых газов. Различают коррозию химическую и электрохимическую.
Химическая коррозия ,вызванная паром или водой, разрушает металл равномерно по всей поверхности. Скорость такой коррозии в современных судовых котлах низкая. Более опасна местная химическая коррозия, вызываемая агрессивными химическими соединениями, содержащимися в отложениях золы (серы, окислов ванадия и т. п.).
Наиболее распространенной и опасной является электрохимическая коррозия
, протекающая в водных растворах электролитов при возникновении электрического тока, вызванного разностью потенциалов между отдельными участками металла, отличающимися химической неоднородностью, температурой или качеством обработки.
Роль электролита выполняют вода (при внутренней коррозии) или сконденсировавшиеся пары воды в отложениях (при наружной коррозии).
Возникновение таких микрогальванических пар на поверхности труб приводит к тому, что ион-атомы металла переходят в воду в виде положительно заряженныхионов, а поверхность трубы в этом месте приобретает отрицательный заряд. Если различие в потенциалах таких микрогальванических пар незначительно, то на границе металл-вода постепенно создается двойной электрический слой, который тормозит дальнейший ход процесса.
Однако в большинстве случаев потенциалы отдельных участков различны, что обусловливает возникновение ЭДС, направленной от большего потенциала (анода) к меньшему (катоду).
При этом с анода в воду переходят ион-атомы металла, а на катоде накапливаются избыточные электроны. В результате ЭДС и, следовательно, интенсивность процесса разрушения металла резко снижаются.
Это явление называется поляризацией. Если потенциал анода уменьшается в результате образования защитной оксидной пленки или роста концентрации ионов металла в районе анода, а потенциал катода практически не изменяется, то поляризация носит название анодной.
При катодной
поляризации в растворе у катода резко падает концентрация ионов и молекул, способных удалять избыточные электроны с поверхности металла. Из этого следует, что основным моментом борьбы с электрохимической коррозией является создание таких условий, когда будут поддерживаться оба вида поляризации.
Практически достигнуть этого невозможно, так как в котловой воде всегда имеются деполяризаторы
- вещества, вызывающие нарушение процессов поляризации.
К деполяризаторам относятся молекулы О 2 и СО 2 , ионы Н + , Сl - и SO - 4 , а также окислы железа и меди. Растворенные в воде СО 2 , Cl - и SO - 4 тормозят образование на аноде плотной защитной оксидной пленки и тем самым способствуют интенсивному протеканию анодных процессов. Ионы водорода Н + снижают отрицательный заряд катода.
Влияние кислорода на скорость коррозии стало проявляться в двух противоположных направлениях. С одной стороны, кислород увеличивает скорость коррозионного процесса, так как является сильным деполяризатором катодных участков, с другой оказывает пассивирующее действие на поверхность.
Обычно детали котла, изготовленные из стали, имеют достаточно прочную первоначальную оксидную пленку, которая защищает материал от воздействия кислорода до тех пор, пока не будет разрушена под действием химических или механических факторов.
Скорость гетерогенных реакций (к которым относится и коррозия) регулируется интенсивностью следующих процессов: подводом к поверхности материала реагентов (в первую очередь деполяризаторов); разрушением защитной оксидной пленки; удалением продуктов реакции от места ее протекания.
Интенсивность же этих процессов во многом определяется гидродинамическими, механическими и тепловыми факторами. Поэтому меры по снижению концентрации агрессивных химических реагентов при высокой интенсивности двух других процессов, как показывает опыт эксплуатации котлов, обычно малоэффективны.
Отсюда следует, что решение проблемы предотвращения коррозионных повреждений должно быть комплексным, когда учитываются все факторы, влияющие на исходные причины разрушения материалов.
Электрохимическая коррозия
В зависимости от места протекания иучаствующих в реакциях веществ различают следующие виды электрохимической коррозии:
- кислородную (и ее разновидность - стояночную),
- подшламовую (иногда называемую „ракушечной"),
- межкристаллитную (щелочная хрупкость котельных сталей),
- щелевую и
- сернистую.
Кислородная коррозия наблюдается в экономайзерах, арматуре, питательных и опускных трубах, пароводяных коллекторах и внутриколлекторных устройствах (щитах, трубах, пароохладителях и т.п.). Особенно сильно подвержены кислородной коррозии змеевики второго контура двухконтурных котлов, утилизационных котлов и паровых воздухоподогревателей. Кислородная коррозия протекает во время действия котлов и зависит от концентрации кислорода, растворенного в котловой воде.
Скорость кислородной коррозии в главных котлах низкая, что обусловлено эффективной работой деаэраторов и фосфатно-нитратным водным режимом. Во вспомогательных водотрубных котлах она нередко достигает 0,5 - 1 мм/год, хотя в среднем лежит в пределах 0,05 - 0,2 мм/год. Характер повреждения котельных сталей - язвы небольших размеров.
Более опасной разновидностью кислородной коррозии является стояночная коррозия , протекающая в период бездействия котла. В силу специфики работы все судовые котлы (а вспомогательные особенно) подвержены интенсивной стояночной коррозии. Как правило, стояночная коррозия не приводит к отказам котла, однако металл, подвергшийся коррозии во время остановок, при прочих равных условиях более интенсивно разрушается при работе котла.
Основной причиной возникновения стояночной коррозии является попадание кислорода в воду, если котел заполнен, или в пленку влаги на поверхности металла, если котел осушен. Большую роль при этом играют хлориды и NaOH, содержащиеся в воде, и водорастворимые отложения солей.
При наличии в воде хлоридов интенсифицируется равномерная коррозия металла, а если в ней содержится незначительное количество щелочей (меньше 100 мг/л), то коррозия локализуется. Чтобы избежать стояночной коррозии при температуре 20 - 25 °С в воде должно содержаться до 200 мг/л NaOH.
Внешние признаки коррозии с участием кислорода: локальные язвы небольшого размера (рис. 1, а), заполненные продуктами коррозии бурого цвета, которые образуют бугорки над язвами.
Удаление кислорода из питательной воды является одним из важных мероприятий по снижению кислородной коррозии. С 1986 г. содержание кислорода в питательной воде для судовых вспомогательных и утилизационных котлов ограничивается 0,1 мг/л.
Однако и при таком кислородосодержании питательной воды в эксплуатации наблюдаются коррозионные повреждения элементов котла, что свидетельствует о преобладающем влиянии процессов разрушения оксидной пленки и вымывании продуктов реакции из очагов коррозии. Наиболее наглядным примером, иллюстрирующим влияние этих процессов на коррозионные повреждения, являются разрушения змеевиков утилизационных котлов с принудительной циркуляцией.
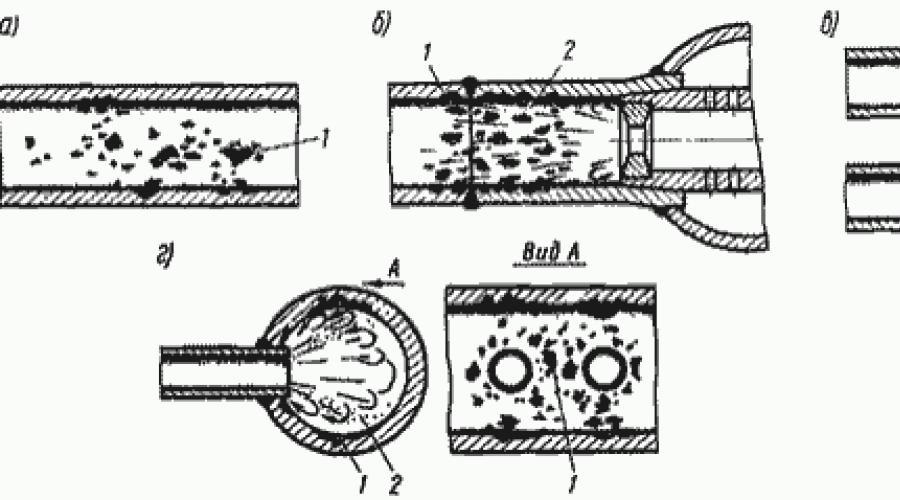
Рис. 1. Повреждения при кислородной коррозии

Коррозионные повреждения
при кислородной коррозии обычно строго локализованы: на внутренней поверхности входных участков (см. рис. 1, а), в районе гибов (рис. 1, б), на выходных участках и в колене змеевика (см. рис. 1, в), а также в пароводяных коллекторах утилизационных котлов (см. рис. 1, г). Именно на этих участках (2 - область пристенной кавитации) гидродинамические особенности потока создают условия для разрушения оксидной пленки и интенсивного вымывания продуктов коррозии.
Действительно, любые деформации потока воды и пароводяной смеси сопровождаются возникновением кавитации в пристенных слоях
расширяющегося потока 2, где образующиеся и тут же схлопывающиеся пузырьки пара обусловливают разрушение оксидной пленки вследствие энергии гидравлических микроударов.
Этому способствуют также знакопеременные напряжения в пленке, вызванные вибрацией змеевиков и колебаниями температуры и давлений. Повышенная же локальная турбулизация потока на этих участках вызывает активное вымывание продуктов коррозии.
На прямых выходных участках змеевиков оксидная пленка разрушается из-за ударов о поверхность капелек воды при турбулентных пульсациях потока пароводяной смеси, дисперсно-кольцевой режим движения которой переходит здесь в дисперсный при скорости потока до 20-25 м/с.
В этих условиях даже невысокое кислородосодержание (~ 0,1 мг/л) обусловливает интенсивное разрушение металла, что приводит к появлению свищей на входных участках змеевиков утилизационных котлов типа Ла Монт через 2-4 года эксплуатации, а на остальных участках - через 6-12 лет.
Рис. 2. Коррозионные повреждения змеевиков экономайзеров утилизационных котлов КУП1500Р теплохода "Индира Ганди".

В качестве иллюстрации к изложенному рассмотрим причины повреждения змеевиков экономайзеров двух утилизационных котлов типа КУП1500Р, установленных на лихтеровозе «Индира Ганди» (типа "Алексей Косыгин"), который вступил в эксплуатацию в октябре 1985 г. Уже в феврале 1987 г. из-за повреждений заменены экономайзеры обоих котлов. Через 3 года и в этих экономайзерах появляются повреждения змеевиков, расположенные на участках до 1-1,5 м от входного коллектора. Характер повреждений свидетельствует (рис. 2, а, б) о типичной кислородной коррозии с последующим усталостным разрушением (поперечные трещины).
Однако природа усталости на отдельных участках различна. Появление трещины (а ранее - растрескивание оксидной пленки) в районе сварного шва (см. рис. 2, а) является следствием знакопеременных напряжений, обусловленных вибрацией пучка труб и конструктивной особенностью узла соединения змеевиков с коллектором (к изогнутому штуцеру диаметром 22x3 приварен конец змеевика диаметром 22x2).
Разрушение же оксидной пленки и образование усталостных трещин на внутренней поверхности прямых участков змеевиков, удаленных от входа на 700-1000 мм (см. рис. 2, б), обусловлены знакопеременными термическими напряжениями, возникающими в период ввода котла в действие, когда на горячую поверхность подается холодная вода. При этом действие термических напряжений усиливается тем, что оребрение змеевиков затрудняет свободное расширение металла трубы, создавая дополнительные напряжения в металле.
Подшламовая коррозия
обычно наблюдается в главных водотрубных котлах на внутренних поверхностях экранных и парообразующих труб притопочных пучков, обращенных к факелу. Характер подшламовой коррозии - язвы овальной формы с размером по большой оси (параллельной оси трубы) до 30-100 мм.
На язвах имеется плотный слой окислов в виде „ракушек" 3 (рис. 3). Подшламовая коррозия протекает в присутствии твердых деполяризаторов - окислов железа и меди 2, которые осаждаются на наиболее теплонапряженных участках труб в местах активных центров коррозии, возникающих при разрушении оксидных пленок.
Сверху образуется рыхлый слой накипи и продуктов коррозии 1. Образующиеся „ракушки" из продуктов коррозии прочно сцеплены с основным металлом и могут быть удаленытолько механическим путем. Под „ракушками" ухудшается теплообмен, что приводит к перегреву металла и появлению выпучин.
Для вспомогательных котлов этот вид коррозии не характерен, но при высоких тепловых нагрузках и соответствующих режимах водообработки не исключено появление подшламовой коррозии и в этих котлах.
Наиболее активно коррозия экранных труб проявляется в местах концентрирования примесей теплоносителя. Сюда относятся участки экранных труб с высокими тепловыми нагрузками, где происходит глубокое упаривание котловой воды (особенно при наличии на испарительной поверхности пористых малотеплопроводных отложений). Поэтому в отношении предупреждения повреждений экранных труб, связанных с внутренней коррозией металла, нужно учитывать необходимость комплексного подхода, т.е. воздействия как на водно-химический, так и топочный режим.
Повреждения экранных труб в основном носят смешанный характер, их условно можно разделить на две группы:
1) Повреждения с признаками перегрева стали (деформация и утонение стенок труб в месте разрушения; наличие графитных зерен и т.д.).
2) Хрупкие разрушения без характерных признаков перегрева металла.
На внутренней поверхности многих труб отмечены значительные отложения двухслойного характера: верхний - слабосцепленный, нижний - окалинообразный, плотно сцепленный с металлом. Толщина нижнего слоя окалины составляет 0.4-0.75 мм. В зоне повреждения окалина на внутренней поверхности подвергается разрушению. Вблизи мест разрушений и на некотором удалении от них внутренняя поверхность труб поражена коррозионными язвинами и хрупкими микроповреждениями.
Общий вид повреждений свидетельствует о тепловом характере разрушения. Структурные изменения на лобовой стороне труб - глубокая сферидизация и распад перлита, образование графита (переход углерода в графит 45-85%) - свидетельствует о превышении не только рабочей температуры экранов, но и допустимой для стали 20 500 оС. Наличие FeO также подтверждает высокий уровень температур металла в процессе эксплуатации (выше 845 оК - т.е. 572 оС).
Хрупкие повреждения, вызванные водородом, обычно происходят в зонах с мощными тепловыми потоками, под толстыми слоями отложений, и на-клонных или горизонтальных трубах, а также на участках теплопередачи рядом с подкладными кольцами сварных швов либо другпмии устройства-ми, препятствующими свободному движению потоков..Опыт показал, что повреждения, вызванные водородом, происходят в котлах, работающих под давлением ниже 1000 фунт/кв. дюйм (6.9 МПа).
Повреждення под действием водорода обычно приводят к разрывам с тол-стыми краями. Другие механизмы, способствующие образованию разры-вов с толстыми краями, это коррозионное растрескивание под напряжени-ем, коррозионная усталость, разрывы под действием напряжений, а также (в некоторых редких случаях) сильнейший перегрев. Может оказаться за-труднительным визуально отличить разрушения, вызванные водородным повреждением, от других видов разрушений, однако здесь могут помочь не-которые их особенности.
Например, водородное повреждение почти всегда связано с образова-нием раковин в металле (см. меры предосторожности, приведенные в Гла-вах 4 и 6). Другие виды разрушений (за исключением, возможно, коррози-онной усталости, которая часто начинается в отдельных раковинах) обыч-но не связаны с сильной коррозией.
Аварии труб в результате водородного повреждения металла часто про-являются в виде образования в стенке трубы прямоугольного «окна», что не характерно для других видов разрушений.
Для оценки повреждаемости экранных труб следует учитывать, что металлургическое (исходное) содержание газообразного водорода в стали перлитного класса (в т.ч. ст.20) не превышает 0.5--1 см3/100г. При содержании водорода выше 4--5 см3/100г механические свойства стали существенно ухудшаются. При этом ориентироваться надо преимущественно на локальное содержание остаточного водорода, поскольку при хрупких разрушениях экранных труб резкое ухудшение свойств металла отмечается только в узкой зоне по сечению трубы при неизменно удовлетворительных структуре и механических свойствах прилегаемого металла на удалении всего 0.2-2мм.
Полученные значения средних концентраций водорода у кромки разрушения в 5-10 раз превышают его исходное содержание для ст.20, что не могло не оказать существенного влияния на повреждаемость труб.
Приведенные результаты свидетельствуют, что водородное охрупчивание оказалось решающим фактором повреждаемости экранных труб котлов КрТЭЦ.
Потребовалось дополнительное изучение, какой из факторов оказывает на этот процесс определяющее влияние: а) термоциклирование из-за дестабилизации нормального режима кипения в зонах повышенных тепловых потоков при наличии отложений на испарительной поверхности, а, как результат, - повреждение покрывающих ее защитных оксидных пленок; б) наличие в рабочей среде коррозионно активных примесей, концентрирующихся в отложениях у испарительной поверхности; в) совместное действие факторов "а" и "б".
Особо стоит вопрос о роли топочного режима. Характер кривых свидетельствует о скоплении водорода в ряде случаев вблизи наружной поверхности экранных труб. Это возможно прежде всего при наличии на указанной поверхности плотного слоя сульфидов, в значительной мере не проницаемых для водорода, диффундирующего от внутренней поверхности к наружной. Образование сульфидов обусловлено: высокой сернистостью сжигаемого топлива; набросом факела на экранные панели. Другой причиной наводораживания металла у наружной поверхности является протекание коррозионных процессов при контакте металла с дымовыми газами. Как показал анализ наружных отложений труб котлов, обычно имело место действие обеих приведенных причин.
Роль топочного режима проявляется также в коррозии экранных труб под действием чистой воды, которая чаще всего наблюдается на парогенераторах высокого давления. Очаги коррозии расположены обычно в зоне максимальных местных тепловых нагрузок и только на обогреваемой поверхности трубы. Это явление ведет к образованию круглых или эллиптических углублений диаметром больше 1 см.
Перегрев металла возникает наиболее часто при наличии отложений в связи с тем, что количество воспринятого тепла будет практически одинаковым как для чистой трубы, так и для трубы, содержащей накипь температура трубы будет разной.
Коррозионные явления в котлах чаще всего проявляются на внутренней теплонапряженной поверхности и сравнительно реже - на наружной.
В последнем случае разрушение металла обусловлено - в большинстве случаев - совместным действием коррозии и эрозии, которая иногда имеет преобладающее значение.
Внешний признак эрозионного разрушения - чистая поверхность металла. При коррозионном же воздействии продукты коррозии обычно сохраняются на его поверхности.
Внутренние (в водной среде) коррозионные и накипные процессы могут усугублять наружную коррозию (в газовой среде) из-за теплового сопротивления слоя накипных и коррозионных отложений, и, следовательно, роста температуры на поверхности металла.
Наружная коррозия металла (со стороны топки котла) зависит от разных факторов, но, прежде всего, - от вида и состава сжигаемого топлива.
Коррозия газо-мазутных котлов
В мазуте содержатся органические соединения ванадия и натрия. Если на стенке трубы, обращенной в топку, накапливаются расплавленные отложения шлака, содержащего соединения ванадия (V), то при большом избытке воздуха и/или температуре поверхности металла 520-880 оС происходят реакции:
4Fe + 3V2O5 = 2Fe2O3 + 3V2O3 (1)
V2O3 + O2 = V2O5 (2)
Fe2O3 + V2O5 = 2FeVO4 (3)
7Fe + 8FeVO4 = 5Fe3О4 + 4V2O3 (4)
(Соединения натрия) + О2 = Na2O (5)
Возможен и другой механизм коррозии с участием ванадия (жидкая эвтектическая смесь):
2Na2O . V2O4 . 5V2O5 + O2 = 2Na2O . 6V2O5 (6)
Na2O . 6V2O5 + М = Na2O . V2O4 . 5V2O5 + MO (7)
(М - металл)
Соединения ванадия и натрия при сгорании топлива окисляются до V2O5 и Na2O. В отложениях, прилипающих к поверхности металла, Na2O - связующее. Жидкость, образующаяся в результате реакций (1)-(7), расплавляет защитную пленку магнетита (Fe3O4), что приводит к окислению металла под отложениями (температура расплавления отложений (шлака) - 590-880 оС).
В результате указанных процессов стенки экранных труб, обращенных к топке, равномерно утончаются.
Росту температуры металла, при которой соединения ванадия становятся жидкими, способствуют внутренние накипные отложения в трубах. И, таким образом, при достижении температуры предела текучести металла возникает разрыв трубы - следствие совместного действия внешних и внутренних отложений.
Корродируют и детали крепления трубных экранов, а также выступы сварных швов труб - рост температуры на их поверхности ускоряется: они не охлаждаются пароводяной смесью, как трубы.
Мазут может содержать серу (2,0-3,5 %) в виде органических соединений, элементарной серы, сульфата натрия (Na2SO4), попадающего в нефть из пластовых вод. На поверхности металла в таких условиях ванадиевая коррозия сопровождается сульфидно-оксидной. Их совместное действие в наибольшей степени проявляется, когда в отложениях присутствуют 87 % V2O5 и 13 % Na2SO4, что соответствует содержанию в мазуте ванадия и натрия в соотношении 13/1.
Зимой при разогреве мазута паром в емкостях (для облегчения слива) в него дополнительно попадает вода в количестве 0,5-5,0 %. Следствие: увеличивается количество отложений на низкотемпературных поверхностях котла, и, очевидно, растет коррозия мазутопроводов и мазутных емкостей.
Кроме описанной выше схемы разрушения экранных труб котлов, коррозия пароперегревателей, труб фестонов, кипятильных пучков, экономайзеров имеет некоторые особенности из-за повышенных - в некоторых сечениях - скоростей газов, особенно содержащих несгоревшие частицы мазута и отслоившиеся частицы шлака.
Идентификация коррозии
Наружная поверхность труб покрыта плотным эмалевидным слоем отложений серого и темно-серого цвета. На стороне, обращенной в топку, - утончение трубы: плоские участки и неглубокие трещинки в виде «рисок» хорошо видны, если очистить поверхность от отложений и оксидных пленок.
Если труба аварийно разрушена, то видна сквозная продольная неширокая трещина.
Коррозия пылеугольных котлов
В коррозии, образуемой действием продуктов сжигания углей, определяющее значение имеют сера и ее соединения. Кроме того, на течение коррозионных процессов влияют хлориды (в основном NaCl) и соединения щелочных металлов. Наиболее вероятна коррозия при содержании в угле более 3,5 % серы и 0,25 % хлора.
Летучая зола, содержащая щелочные соединения и оксиды серы, отлагается на поверхности металла при температуре 560-730 оС. При этом в результате происходящих реакций образуются щелочные сульфаты, например K3Fe(SO4)3 и Na3Fe(SO4)3. Этот расплавленный шлак, в свою очередь, разрушает (расплавляет) защитный оксидный слой на металле - магнетит (Fe3O4).
Скорость коррозии максимальна при температуре металла 680-730 оС, при ее увеличении скорость уменьшается из-за термического разложения коррозионных веществ.
Наибольшая коррозия - в выходных трубах пароперегревателя, где наиболее высокая температура пара.
Идентификация коррозии
На экранных трубах можно наблюдать плоские участки с обеих сторон трубы, подвергающихся коррозионному разрушению. Эти участки расположены под углом друг к другу 30-45 оС и покрыты слоем отложений. Между ними - сравнительно «чистый» участок, подвергающийся «лобовому» воздействию газового потока.
Отложения состоят из трех слоев: внешний - пористая летучая зола, промежуточный слой - белесые водорастворимые щелочные сульфаты, внутренний слой - блестящие черные оксиды железа (Fe3O4) и сульфиды (FeS).
На низкотемпературных частях котлов - экономайзер, воздухоподогреватель, вытяжной вентилятор - температура металла падает ниже «точки росы» серной кислоты.
При сжигании твердого топлива температура газов уменьшается от 1650 оС в факеле до 120 оС и менее в дымовой трубе.
Из-за охлаждения газов образуется серная кислота в паровой фазе, и при контакте с более холодной поверхностью металла пары конденсируются с образованием жидкой серной кислоты. «Точка росы» серной кислоты - 115-170 оС (может быть и больше - зависит от содержания в газовом потоке паров воды и оксида серы (SO3)).
Процесс описывается реакциями:
S + O2 = SO2 (8)
SO3 + H2O = H2SO4 (9)
H2SO4 + Fe = FeSO4 + H2 (10)
В присутствии оксидов железа и ванадия возможно каталитическое окисление SO3:
2SO2 + O2 = 2SO3 (11)
В некоторых случаях сернокислотная коррозия при сжигании каменного угля менее значима, чем при сжигании бурого, сланца, торфа и даже природного газа - из-за относительно большего выделения водяного пара из них.

Идентификация коррозии
Этот вид коррозии вызывает равномерное разрушение металла. Обычно поверхность шероховатая, с небольшим налетом ржавчины, и похожа на поверхность без коррозионных явлений. При длительном воздействии металл может быть покрыт отложениями продуктов коррозии, которые нужно осторожно снять при обследовании.
Коррозия во время перерывов в эксплуатации
Этот вид коррозии проявляется на экономайзере и в тех местах котла, где наружные поверхности покрыты соединениями серы. При остывании котла температура металла падает ниже «точки росы» и, как описано выше, если есть сернистые отложения, образуется серная кислота. Возможно промежуточное соединение - сернистая кислота (H2SO3), но она очень нестойкая и сразу превращается в серную кислоту.
Идентификация коррозии
Поверхности металла обычно покрыты нанесениями. Если их удалить, то обнаружатся участки разрушения металла, где были сернистые отложения и участки некорродированного металла. Такой внешний вид отличает коррозию на остановленном котле от вышеописанной коррозии металла экономайзера и других «холодных» частей работающего котла.
При обмывке котла коррозионные явления распределены более или менее равномерно по металлической поверхности из-за размывания сернистых отложений и недостаточной осушке поверхностей. При недостаточной обмывке коррозия локализована там, где были сернистые соединения.
Эрозия металла
Эрозийному разрушению металла при определенных условиях подвергаются разные системы котла как с внутренней, так и с наружной стороны обогреваемого металла, и там, где возникают турбулентные потоки с большой скоростью.
Ниже рассматривается только эрозия турбин.
Турбины подвергаются эрозии от ударов твердых частиц и капелек конденсата пара. Твердые частицы (оксиды) отслаиваются от внутренней поверхности пароперегревателей и паропроводов, особенно в условиях переходных тепловых процессов.

Капельки конденсата пара в основном разрушают поверхности лопаток последней ступени турбины и дренажные трубопроводы. Возможно эрозионно-коррозионное воздействие конденсата пара, если конденсат «кислый» - рН ниже пяти единиц. Коррозия также имеет опасный характер при наличии в водяных капельках пара хлоридов (до 12 % от массы отложений) и едкого натра.
Идентификация эрозии
Разрушение металла от ударов капель конденсата наиболее заметно на передних кромках лопаток турбин. Кромки покрыты тонкими поперечными зубцами и канавками (бороздками), могут быть наклонные конические выступы, направленные в сторону ударов. Выступы есть на передних кромках лопаток и почти отсутствуют на их задних плоскостях.
Повреждения от твердых частиц имеют вид разрывов, микровмятин и зазубрин на передних кромках лопаток. Бороздки и наклонные конусы отсутствуют.
Идентификация видов коррозии затруднена, и, следовательно, нередки ошибки при определении технологически и экономически оптимальных мер противодействия коррозии. Основные необходимые меры предпринимаются в соответствии с нормативными документами, где установлены пределы главных инициаторов коррозии.
ГОСТ 20995-75 «Котлы паровые стационарные давлением до 3,9 МПа. Показатели качества питательной воды и пара» нормирует показатели в питательной воде: прозрачность, то есть количество взвешенных примесей; общая жесткость, содержание соединений железа и меди - предотвращение накипеобразования и железо- и медноокисных отложений; значение рН - предотвращение щелочной и кислотной коррозии и также пенообразования в барабане котла; содержание кислорода - предотвращение кислородной коррозии; содержание нитритов - предотвращение нитритной коррозии; содержание нефтепродуктов - предотвращение пенообразования в барабане котла.
Значения норм определены ГОСТом в зависимости от давления в котле (следовательно, от температуры воды), от мощности локального теплового потока и от технологии водоподготовки.
При исследовании причин коррозии, прежде всего, необходимо проводить осмотр (где это доступно) мест разрушения металла, анализ условий работы котла в предаварийный период, анализ качества питательной воды, пара и отложений, анализ конструктивных особенностей котла.
При внешнем осмотре можно подозревать следующие виды коррозии.
Кислородная коррозия
: входные участки труб стальных экономайзеров; питательные трубопроводы при встрече с недостаточно обескислороженной (выше нормы) водой - «прорывы» кислорода при плохой деаэрации; подогреватели питательной воды; все влажные участки котла во время его остановки и непринятия мер по предотвращению поступления воздуха в котел, особенно в застойных участках, при дренировании воды, откуда трудно удалить конденсат пара или полностью залить водой, например вертикальные трубы пароперегревателей. Во время простоев коррозия усиливается (локализируется) в присутствии щелочи (менее 100 мг/л).
Кислородная коррозия редко (при содержании кислорода в воде, значительном превышающем норму, - 0,3 мг/л) проявляется в паросепарационных устройствах барабанов котлов и на стенке барабанов на границе уровня воды; в опускных трубах. В подъемных трубах коррозия не проявляется из-за деаэрирующего действия паровых пузырьков.
Вид и характер повреждения . Язвы различной глубины и диаметра, часто покрытые бугорками, верхняя корка которых - красноватые окислы железа (вероятно, гематит Fе 2 О 3). Свидетельство активной коррозии: под коркой бугорков - черный жидкий осадок, наверное, магнетит (Fе 3 О 4) в смеси с сульфатами и хлоридами. При затухшей коррозии под коркой - пустота, а дно язвы покрыто отложениями накипи и шлама.
При рН воды > 8,5 - язвы редкие, но более крупные и глубокие, при рН < 8,5 - встречаются чаще, но меньших размеров. Только вскрытие бугорков помогает интерпретировать бугорки не как поверхностные отложения, а как следствие коррозии.
При скорости воды более 2 м/с бугорки могут принять продолговатую форму в направлении движения струи.
. Магнетитные корки достаточно плотные и могли бы служить надежным препятствием для проникновения кислорода внутрь бугорков. Но они часто разрушаются в результате коррозионной усталости, когда циклично изменяется температура воды и металла: частые остановы и пуски котла, пульсирующее движение пароводяной смеси, расслоение пароводяной смеси на отдельные пробки пара и воды, следующие друг за другом.
Коррозия усиливается с ростом температуры (до 350 °С) и увеличением содержания хлоридов в котловой воде. Иногда коррозию усиливают продукты термического распада некоторых органических веществ питательной воды.
Рис. 1. Внешний вид кислородной коррозии
Щелочная (в более узком смысле - межкристаллитная) коррозия
Места коррозионного повреждения металла . Трубы в зонах теплового потока большой мощности (район горелок и напротив вытянутого факела) - 300-400 кВт/м 2 и где температура металла на 5-10 °С выше температуры кипения воды при данном давлении; наклонные и горизонтальные трубы, где слабая циркуляция воды; места под толстыми отложениями; зоны вблизи подкладных колец и в самих сварных швах, например, в местах приварки внутрибарабанных паросепарационных устройств; места около заклепок.
Вид и характер повреждения . Полусферические или эллиптические углубления, заполненные продуктами коррозии, часто включающие блестящие кристаллы магнетита (Fе 3 О 4). Большая часть углублений покрыта твердой коркой. На стороне труб, обращенных к топке, углубления могут соединяться, образуя так называемую коррозионную дорожку шириной 20-40 мм и длиной до 2-3 м.
Если корка недостаточно устойчива и плотна, то коррозия может привести - в условиях механического напряжения - к появлению трещин в металле, особенно около щелей: заклепки, вальцовочные соединения, места приварки паросепарационных устройств.
Причины коррозионного повреждения . При высоких температурах - более 200 °С - и большой концентрации едкого натра (NаОН) - 10 % и более - защитная пленка (корка) на металле разрушается:
4NаОН + Fе 3 О 4 = 2NаFеО 2 + Nа 2 FеО 2 + 2Н 2 О (1)
Промежуточный продукт NаFеО 2 подвергается гидролизу:
4NаFеО 2 + 2Н 2 О = 4NаОН + 2Fe 2 О 3 + 2Н 2 (2)
То есть в этой реакции (2) едкий натр восстанавливается, в реакциях (1), (2) не расходуется, а выступает в качестве катализатора.
Когда магнетит удален, то едкий натр и вода могут реагировать с железом непосредственно с выделением атомарного водорода:
2NаОН + Fе = Nа 2 FеО 2 + 2Н (3)
4Н 2 О + 3Fе = Fе 3 О 4 + 8Н (4)
Выделяющийся водород способен диффундировать внутрь металла и образовывать с карбидом железа метан (CH 4):
4Н + Fе 3 С = СН 4 + 3Fе (5)
Возможно также объединение атомарного водорода в молекулярный (Н + Н = Н 2).
Метан и молекулярный водород не могут проникать внутрь металла, они скапливаются на границах зерен и при наличии трещин расширяют и углубляют их. Кроме того, эти газы препятствуют образованию и уплотнению защитных пленок.
Концентрированный раствор едкого натра образуется в местах глубокого упаривания котловой воды: плотные накипные отложения солей (вид подшламовой коррозии); кризис пузырькового кипения, когда образуется устойчивая паровая пленка над металлом - там металл почти не повреждается, но по краям пленки, где идет активное испарение, едкий натр концентрируется; наличие щелей, где идет испарение, отличное от испарения во всем объеме воды: едкий натр испаряется хуже, чем вода, не размывается водой и накапливается. Действуя на металл, едкий натр образует на границах зерен щели, направленные внутрь металла (вид межкристаллитной коррозии - щелевая).
Межкристаллитная коррозия под влиянием щелочной котловой воды чаще всего концентрируется в барабане котла.

Рис. 3. Межкристаллитная коррозия: а - микроструктура металла до коррозии, б - микроструктура на стадии коррозии, образование трещин по границе зерен металла
Такое коррозионное воздействие на металл возможно только при одновременном наличии трех факторов:
- местные растягивающие механические напряжения, близкие или несколько превышающие предел текучести, то есть 2,5 МН/мм 2 ;
- неплотные сочленения деталей барабана (указаны выше), где может происходить глубокое упаривание котловой воды и где накапливающийся едкий натр растворяет защитную пленку оксидов железа (концентрация NаОН более 10 %, температура воды выше 200 °С и - особенно - ближе к 300 °С). Если котел эксплуатируется с давлением меньшим, чем паспортное (например, 0,6-0,7 МПа вместо 1,4 МПа), то вероятность этого вида коррозии уменьшается;
- неблагоприятное сочетание веществ в котловой воде, в которой отсутствуют необходимые защитные концентрации ингибиторов этого вида коррозии. В качестве ингибиторов могут выступать натриевые соли: сульфаты, карбонаты, фосфаты, нитраты, сульфитцеллюлозный щелок.

Рис. 4. Внешний вид межкристаллитной коррозии
Коррозионные трещины не развиваются, если соблюдается отношение:
(Nа 2 SО 4 + Nа 2 СО 3 + Nа 3 РО 4 + NаNО 3)/(NaOH) ≥ 5, 3 (6)
где Nа 2 SО 4 , Nа 2 СО 3 , Nа 3 РО 4 , NаNO 3 , NaOH - содержание соответственно натрий сульфата, натрий карбоната, натрий фосфата, натрий нитрата и натрий гидроксида, мг/кг.
В изготавливаемых в настоящее время котлах по крайней мере одно из указанных условий возникновения коррозии отсутствует.
Наличие в котловой воде кремниевых соединений также может усиливать межкристаллитную коррозию.
NаСl в данных условиях - не ингибитор коррозии. Выше было показано: ионы хлора (Сl -) - ускорители коррозии, из-за большой подвижности и малых размеров они легко проникают через защитные окисные пленки и дают с железом хорошо растворимые соли (FеСl 2 , FеСl 3) вместо малорастворимых оксидов железа.
В воде котельных традиционно контролируют значения общей минерализации, а не содержание отдельных солей. Вероятно, по этой причине было введено нормирование не по указанному соотношению (6), а по значению относительной щелочности котловой воды:
Щ кв отн = Щ ов отн = Щ ов 40 100/S ов ≤ 20, (7)
где Щ кв отн - относительная щелочность котловой воды, %; Щ ов отн - относительная щелочность обработанной (добавочной) воды, %; Щ ов - общая щелочность обработанной (добавочной) воды, ммоль/л; S ов - минерализация обработанной (добавочной) воды (в том числе - содержание хлоридов), мг/л.
Общая щелочность обработанной (добавочной) воды может быть принята равной, ммоль/л:
- после натрий-катионирования - общей щелочности исходной воды;
- после водород-натрий-катионирования параллельного - (0,3-0,4), или последовательного с «голодной» регенерацией водород-катионитного фильтра - (0,5-0,7);
- после натрий-катионирования с подкислением и натрий-хлор-ионирования - (0,5-1,0);
- после аммоний-натрий-катионирования - (0,5-0,7);
- после известкования при 30-40 °С - (0,35-1,0);
- после коагулирования - (Щ о исх - Д к), где Щ о исх - общая щелочность исходной воды, ммоль/л; Д к - доза коагулянта, ммоль/л;
- после содоизвесткования при 30-40 °С - (1,0-1,5), а при 60-70 °С - (1,0-1,2).
Значения относительной щелочности котловой воды по нормам Ростехнадзора принимаются, %, не более:
- для котлов с клепаными барабанами - 20;
- для котлов со сварными барабанами и ввальцованными в них трубами - 50;
- для котлов со сварными барабанами и приваренными к ним трубами - любое значение, не нормируется.

Рис. 4. Результат межкристаллитной коррозии
По нормам Ростехнадзора Щ кв отн - один из критериев безопасной работы котлов. Правильнее проверять критерий потенциальной щелочной агрессивности котловой воды, который не учитывает содержание иона хлора:
К щ = (S ов - [Сl - ])/40 Щ ов, (8)
где К щ - критерий потенциальной щелочной агрессивности котловой воды; S ов - минерализация обработанной (добавочной) воды (в том числе - содержание хлоридов), мг/л; Сl - - содержание хлоридов в обработанной (добавочной) воде, мг/л; Щ ов - общая щелочность обработанной (добавочной) воды, ммоль/л.
Значение К щ можно принимать:
- для котлов с клепаными барабанами давлением более 0,8 МПа ≥ 5;
- для котлов со сварными барабанами и ввальцованными в них трубами давлением более 1,4 МПа ≥ 2;
- для котлов со сварными барабанами и приваренными к ним трубами, а также для котлов со сварными барабанами и ввальцованными в них трубами давлением до 1,4 МПа и котлов с клепаными барабанами давлением до 0,8 МПа - не нормировать.
Подшламовая коррозия
Под этим названием объединяют несколько разных видов коррозии (щелочная, кислородная и др.). Накопление в разных зонах котла рыхлых и пористых отложений, шлама вызывает коррозию металла под шламом. Главная причина: загрязнение питательной воды окислами железа.
Нитритная коррозия
. Экранные и кипятильные трубы котла на стороне, обращенной в топку.
Вид и характер повреждений . Редкие, резко ограниченные крупные язвы.
. При наличии в питательной воде нитритных ионов (NО - 2) более 20 мкг/л, температуре воды более 200 °С, нитриты служат катодными деполяризатрами электрохимической коррозии, восстанавливаясь до НNО 2 , NО, N 2 (см. выше).
Пароводяная коррозия
Места коррозионных повреждений металла . Выходная часть змеевиков пароперегревателей, паропроводы перегретого пара, горизонтальные и слабонаклонные парогенерирующие трубы на участках плохой циркуляции воды, иногда по верхней образующей выходных змеевиков кипящих водяных экономайзеров.
Вид и характер повреждений . Налеты плотных черных оксидов железа (Fе 3 О 4), прочно сцепленных с металлом. При колебаниях температуры сплошность налета (корки) нарушается, чешуйки отваливаются. Равномерное утончение металла с отдулинами, продольными трещинами, разрывами.
Может идентифицироваться в качестве подшламовой коррозии: в виде глубоких язв с нечетко отграниченными краями, чаще возле выступающих внутрь трубы сварных швов, где скапливается шлам.
Причины коррозионных повреждений :
- омывающая среда - пар в пароперегревателях, паропроводах, паровые «подушки» под слоем шлама;
- температура металла (сталь 20) более 450 °С, тепловой поток на участок металла - 450 кВт/м 2 ;
- нарушение топочного режима: зашлаковывание горелок, повышенное загрязнение труб внутри и снаружи, неустойчивое (вибрационное) горение, удлинение факела по направлению к трубам экранов.
В результате: непосредственное химическое взаимодействие железа с водяным паром (см. выше).
Микробиологическая коррозия
Вызывается аэробными и анаэробными бактериями, появляется при температурах 20-80 °С.
Места повреждений металла . Трубы и емкости до котла с водой указанной температуры.
Вид и характер повреждений . Бугорки разных размеров: диаметр от нескольких миллиметров до нескольких сантиметров, редко - несколько десятков сантиметров. Бугорки покрыты плотными оксидами железа - продукт жизнедеятельности аэробных бактерий. Внутри - порошок и суспензия черного цвета (сульфид железа FеS) - продукт сульфатвосстанавливающих анаэробных бактерий, под черным образованием - круглые язвы.
Причины повреждений . В природной воде всегда присутствуют сульфаты железа, кислород и разные бактерии.
Железобактерии в присутствии кислорода образуют пленку оксидов железа, под ней анаэробные бактерии восстанавливают сульфаты до сульфида железа (FеS) и сероводорода (Н 2 S). В свою очередь, сероводород дает старт образованию сернистой (очень нестойкой) и серной кислот, и металл корродирует.
На коррозию котла этот вид оказывает косвенное влияние: поток воды при скорости 2-3 м/с срывает бугорки, уносит их содержимое в котел, увеличивая накопление шлама.
В редких случаях возможно протекание этой коррозии в самом котле, если во время длительной остановки котла в резерв он заполняется водой с температурой 50-60 о С, и температура поддерживается за счет случайных прорывов пара из соседних котлов.
«Хелатная» коррозия
Места коррозионного повреждения . Оборудование, в котором пар отделяется от воды: барабан котла, паросепарационные устройства в барабане и вне его, также - редко - в трубопроводах питательной воды и экономайзере.
Вид и характер повреждения . Поверхность металла - гладкая, но если среда движется с большой скоростью, то корродированная поверхность - негладкая, имеет подковообразные углубления и «хвосты», ориентированные в направлении движения. Поверхность покрыта тонкой матовой или черной блестящей пленкой. Явных отложений нет, нет и продуктов коррозии, потому что «хелат» (специально вводимые в котел органические соединения полиаминов) уже прореагировал.
В присутствии кислорода, что в нормально работающем котле случается редко, коррозированная поверхность - «взбодренная»: шероховатости, островки металла.
Причины коррозионного повреждения . Механизм действия «хелата» описан ранее («Промышленные и отопительные котельные и мини-ТЭЦ», 1(6)΄ 2011, с.40).
«Хелатная» коррозия возникает при передозировке «хелата», но и при нормальной дозе возможна, так как «хелат» концентрируется в зонах, где идет интенсивное испарение воды: пузырьковое кипение заменяется пленчатым. В паросепарационных устройствах бывают случаи особенно разрушительного действия «хелатной» коррозии из-за больших турбулентных скоростей воды и пароводяной смеси.
Все описанные коррозионные повреждения могут иметь синэнергетический эффект, так что суммарный ущерб от совместного действия разных факторов коррозии может превысить сумму ущерба от отдельных видов коррозии.
Как правило, действие коррозионных агентов усиливает нестабильный тепловой режим котла, что вызывает коррозионную усталость и возбуждает термоусталостную коррозию: число пусков из холодного состояния - более 100, общее число пусков - более 200. Так как эти виды разрушений металла проявляются редко, то трещины, разрыв труб имеют вид, идентичный поражениям металла от разных видов коррозии.
Обычно для идентификации причины разрушения металла требуются дополнительно металлографические исследования: рентгенография, ультразвук, цветная и магнито-порошковая дефектоскопия.
Разными исследователями были предложены программы диагностирования видов коррозионных повреждений котельных сталей. Известны программа ВТИ (А.Ф. Богачев с сотрудниками) - в основном для энергетических котлов высокого давления, и разработки объединения «Энергочермет» - в основном для энергетических котлов низкого и среднего давления и котлов-утилизаторов.