Гост плиты древесностружечные технические условия. Госты. Транспортирование и хранение
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ ДРЕВЕСНОСТРУЖЕЧНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 10632-89
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.90
Настоящий стандарт распространяется на древесностружечные плиты общего назначения, изготовленные методом горячего плоского прессования древесных частиц, смешанных со связующим, используемые для производства мебели, в строительстве (кроме жилищного строительства, строительства зданий для детских, школьных и лечебных учреждений), в машиностроении, радиоприборостроении и в производстве тары.
Применение плит для конкретных видов продукции устанавливается по согласованию с органами санитарно-эпидемиологического надзора в соответствующих стандартах и технических условиях.
Стандарт не распространяется на плиты с облицованной или окрашенной поверхностью.
Обязательные требования к древесностружечным плитам, направленные на обеспечение безопасности для жизни и здоровья населения и охрану окружающей среды, изложены в пп. , (в части предела прочности при изгибе и при растяжении перпендикулярно пласти плиты), п. , .
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Плиты подразделяют:
по физико-механическим показателям - на марки П-А и П-Б;
по качеству поверхности - на I и II сорта;
по виду поверхности - с обычной и мелкоструктурной (М) поверхностью;
по степени обработки поверхности - на шлифованные (Ш) и нешлифованные;
по гидрофобным свойствам - с обычной и повышенной (В) водостойкостью;
(Измененная редакция, Изм. № 1).
1.2. Размеры плит должны соответствовать указанным в табл. .
Таблица 1
мм
Примечания:
1. Толщина нешлифованных плит устанавливается как сумма номинального значения толщины шлифованной плиты и припуска на шлифование, который не должен быть более 1,5мм.
2. Допускается выпускать плиты размерами меньше основных на 200мм с градацией 25мм, в количестве не более 5 % от партии.
3. По согласованию с потребителем допускается выпускать плиты форматов, не установленных в табл. .
1.3. Отклонение от прямолинейности кромок не должно быть более 2 мм.
1.4. Отклонение от перпендикулярности кромок плит не должно быть более 2 мм на 1000ммдлины кромки.
Перпендикулярность кромок может определяться разностью длин диагоналей пласта, которая не должна быть более 0,2 % длины плиты.
В условиях эксплуатации количество химических веществ, выделяемых плитами, не должно превышать в окружающей среде предельно допустимых концентраций, утвержденных органами санитарно-эпидемиологического надзора для атмосферного воздуха.
* Т н и Т в - соответственно нижний и верхний пределы показателей.
** Для плит повышенной водостойкости.
*** Определяется по согласованию изготовителя с потребителем.
Примечание. Допускается для плит с обычной поверхностью не более 5 шт. отдельных включений частиц коры на 1 м 2 пласти плиты размером, мм: для I сорта более 3 до 10; для II сорта - более 10 до 15.
Таблица 4
1.5-1.8. (Измененная редакция, Изм. № 1).
1.9. В условном обозначении плит указывают:
марку;
сорт;
вид поверхности (для плит с мелкоструктурной поверхностью);
степень обработки поверхности (для шлифованных плит);
гидрофобные свойства (для плит повышенной водостойкости);
класс эмиссии формальдегида;
длину, ширину и толщину в миллиметрах;
обозначение настоящего стандарта.
Примеры условных обозначений:
плит марки П-А первого сорта с мелкоструктурной поверхностью шлифованных класса эмиссии Е1 размерами 3500 ´ 1750 ´ 15 мм:
П-А, I, М, Ш, Е1, 3500 ´ 1750 ´ 15, ГОСТ 10632-89.
То же, плит марки П-Б второго сорта с обычной поверхностью нешлифованных класса эмиссии Е2 размерами 3500 ´ 1750 ´ 16 мм:
П-Б, II, Е2, 3500 ´ 1750 ´ 16, ГОСТ 10632-89.
наименование и (или) товарный знак предприятия-изготовителя;
марку, сорт, вид поверхности и класс эмиссии;
дату изготовления и номер смены.
Плиты на экспорт маркируют по нормативно-технической документации.
На сертифицированную продукцию наносят национальный знак соответствия по ГОСТ Р 50460 *.
* Действует на территории Российской Федерации.
(Измененная редакция, Изм. № 1).
2.5. Для контроля физико-механических показателей (в том числе шероховатости при контроле ее профилографом) от каждой партии, в зависимости от ее объема, отбирают плиты в количестве, указанном в табл. .
Допускается включать в выборку плиты, отобранные для контроля по п. , а также распространять результаты испытаний физико-механических показателей плит, изготовленных по одному технологическому режиму в течение одной смены, на весь сменный объем выработок, независимо от сортности плит.
Таблица 6
2.6. Показатель «содержание формальдегида» контролируют не реже одного раза в 7 сут на образцах, отобранных от одной плиты.
2.7. Партию считают соответствующей требованиям настоящего стандарта и принимают, если в выборках:
количество плит, не отвечающих требованиям стандарта по размерам, прямолинейности, перпендикулярности, качеству поверхности и шероховатости (при контроле по образцам шероховатости), меньше или равно приемочному числу, установленному в табл. ;
значения величин (Q н и Q в ), вычисленные по формулам () и () для каждого физико-механического показателя равны или более приемочной постоянной (табл. ).
Контроль прямолинейности кромок - по ГОСТ 27680 при помощи приспособления или поверочной линейки по ГОСТ 8026 длиной 1000 мм не ниже второго класса точности и набора щупов № 4.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ
2
Справочное
ПРИМЕР РАСЧЕТА ВЕЛИЧИНЫ Q н
ДЛЯ ПОКАЗАТЕЛЯ
ПРЕДЕЛ ПРОЧНОСТИ ПРИ ИЗГИБЕ
В течение одной смены изготовлено 954 шт. древесностружечных плит толщиной 15мм.
Объем выборки плит из партии для испытаний согласно табл. - 5 шт.
Из каждой отобранной плиты вырезают по 8 образцов для определения предела прочности при изгибе (по ГОСТ 10633).
Результаты испытаний образцов по ГОСТ 10635 (МПа):
1-я плита15,9; 15,1; 15,8; 17,3; 16,0; 16,4; 16,8; 18,1;
2-я »16,8; 17,2; 17,0; 18,3; 18,0; 18,0; 17,4; 17,3;
3-я »19,2; 19,0; 17,1; 19,5; 21,0; 18,9; 18,0; 18,5;
4-я »15,9; 17,9; 20,0; 19,1; 17,0; 17,3; 16,2; 16,0;
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ ДРЕВЕСНОСТРУЖЕЧНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 10632-89
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.90
Настоящий стандарт распространяется на древесностружечные плиты общего назначения, изготовленные методом горячего плоского прессования древесных частиц, смешанных со связующим, используемые для производства мебели, в строительстве (кроме жилищного строительства, строительства зданий для детских, школьных и лечебных учреждений), в машиностроении, радиоприборостроении и в производстве тары.
Применение плит для конкретных видов продукции устанавливается по согласованию с органами санитарно-эпидемиологического надзора в соответствующих стандартах и технических условиях.
Стандарт не распространяется на плиты с облицованной или окрашенной поверхностью.
Обязательные требования к древесностружечным плитам, направленные на обеспечение безопасности для жизни и здоровья населения и охрану окружающей среды, изложены в пп. , (в части предела прочности при изгибе и при растяжении перпендикулярно пласти плиты), п. , .
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Плиты подразделяют:
по физико-механическим показателям - на марки П-А и П-Б;
по качеству поверхности - на I и II сорта;
по виду поверхности - с обычной и мелкоструктурной (М) поверхностью;
по степени обработки поверхности - на шлифованные (Ш) и нешлифованные;
по гидрофобным свойствам - с обычной и повышенной (В) водостойкостью;
(Измененная редакция, Изм. № 1).
1.2. Размеры плит должны соответствовать указанным в табл. .
Таблица 1
мм
Примечания:
1. Толщина нешлифованных плит устанавливается как сумма номинального значения толщины шлифованной плиты и припуска на шлифование, который не должен быть более 1,5мм.
2. Допускается выпускать плиты размерами меньше основных на 200мм с градацией 25мм, в количестве не более 5 % от партии.
3. По согласованию с потребителем допускается выпускать плиты форматов, не установленных в табл. .
1.3. Отклонение от прямолинейности кромок не должно быть более 2 мм.
1.4. Отклонение от перпендикулярности кромок плит не должно быть более 2 мм на 1000ммдлины кромки.
Перпендикулярность кромок может определяться разностью длин диагоналей пласта, которая не должна быть более 0,2 % длины плиты.
В условиях эксплуатации количество химических веществ, выделяемых плитами, не должно превышать в окружающей среде предельно допустимых концентраций, утвержденных органами санитарно-эпидемиологического надзора для атмосферного воздуха.
* Т н и Т в - соответственно нижний и верхний пределы показателей.
** Для плит повышенной водостойкости.
*** Определяется по согласованию изготовителя с потребителем.
Примечание. Допускается для плит с обычной поверхностью не более 5 шт. отдельных включений частиц коры на 1 м 2 пласти плиты размером, мм: для I сорта более 3 до 10; для II сорта - более 10 до 15.
Таблица 4
1.5-1.8. (Измененная редакция, Изм. № 1).
1.9. В условном обозначении плит указывают:
марку;
сорт;
вид поверхности (для плит с мелкоструктурной поверхностью);
степень обработки поверхности (для шлифованных плит);
гидрофобные свойства (для плит повышенной водостойкости);
класс эмиссии формальдегида;
длину, ширину и толщину в миллиметрах;
обозначение настоящего стандарта.
Примеры условных обозначений:
плит марки П-А первого сорта с мелкоструктурной поверхностью шлифованных класса эмиссии Е1 размерами 3500 ´ 1750 ´ 15 мм:
П-А, I, М, Ш, Е1, 3500 ´ 1750 ´ 15, ГОСТ 10632-89.
То же, плит марки П-Б второго сорта с обычной поверхностью нешлифованных класса эмиссии Е2 размерами 3500 ´ 1750 ´ 16 мм:
П-Б, II, Е2, 3500 ´ 1750 ´ 16, ГОСТ 10632-89.
наименование и (или) товарный знак предприятия-изготовителя;
марку, сорт, вид поверхности и класс эмиссии;
дату изготовления и номер смены.
Плиты на экспорт маркируют по нормативно-технической документации.
На сертифицированную продукцию наносят национальный знак соответствия по ГОСТ Р 50460 *.
* Действует на территории Российской Федерации.
(Измененная редакция, Изм. № 1).
2.5. Для контроля физико-механических показателей (в том числе шероховатости при контроле ее профилографом) от каждой партии, в зависимости от ее объема, отбирают плиты в количестве, указанном в табл. .
Допускается включать в выборку плиты, отобранные для контроля по п. , а также распространять результаты испытаний физико-механических показателей плит, изготовленных по одному технологическому режиму в течение одной смены, на весь сменный объем выработок, независимо от сортности плит.
Таблица 6
2.6. Показатель «содержание формальдегида» контролируют не реже одного раза в 7 сут на образцах, отобранных от одной плиты.
2.7. Партию считают соответствующей требованиям настоящего стандарта и принимают, если в выборках:
количество плит, не отвечающих требованиям стандарта по размерам, прямолинейности, перпендикулярности, качеству поверхности и шероховатости (при контроле по образцам шероховатости), меньше или равно приемочному числу, установленному в табл. ;
значения величин (Q н и Q в ), вычисленные по формулам () и () для каждого физико-механического показателя равны или более приемочной постоянной (табл. ).
Контроль прямолинейности кромок - по ГОСТ 27680 при помощи приспособления или поверочной линейки по ГОСТ 8026 длиной 1000 мм не ниже второго класса точности и набора щупов № 4.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ
2
Справочное
ПРИМЕР РАСЧЕТА ВЕЛИЧИНЫ Q н
ДЛЯ ПОКАЗАТЕЛЯ
ПРЕДЕЛ ПРОЧНОСТИ ПРИ ИЗГИБЕ
В течение одной смены изготовлено 954 шт. древесностружечных плит толщиной 15мм.
Объем выборки плит из партии для испытаний согласно табл. - 5 шт.
Из каждой отобранной плиты вырезают по 8 образцов для определения предела прочности при изгибе (по ГОСТ 10633).
Результаты испытаний образцов по ГОСТ 10635 (МПа):
1-я плита15,9; 15,1; 15,8; 17,3; 16,0; 16,4; 16,8; 18,1;
2-я »16,8; 17,2; 17,0; 18,3; 18,0; 18,0; 17,4; 17,3;
УДК 674.817
Группа Ж-15
ПЛИТЫ ДРЕВЕСНОСТРУЖЕЧНЫЕ, ОБЛИЦОВАННЫЕ ПЛЕНКАМИ
НА ОСНОВЕ ТЕРМОРЕАКТИВНЫХ ПОЛИМЕРОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТУ 13-0260215-02-87 (вводятся впервые)
Настоящие технические условия распространяются на древесностружечные плиты, облицованные пленками на основе термореактивных полимеров, предназначенные для изготовления отдельных видов специальной мебели и других товаров народного потребления, использования в качестве конструкционного и отделочного материалов в строительстве, для самодеятельного творчества населения и др.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Основные типы и размеры.
1.1.1. Для изготовления облицованных плит применяют:
- плиты древесностружечные марок П-А и П-Б по ГОСТ 10632-89 или древесностружечные плиты по действующей нормативно-технической документации, соответствующие по основным показателям качества плитам указанных марок;
- бумаго-смоляные пленки на основе меламиноформальдегидных, карбамидоформальдегидных смол или их смеси; пленки применяются как с рисунком на поверхности, так т гладкие без рисунка.
1.1.2. Материалы, используемые для изготовления плит, должны быть разрешены к применению Министерством здравоохранения СССР.
Содержание вредных химических веществ, выделяемых плитами в производственных помещениях, не должно превышать предельно допустимых концентраций, утвержденных Министерством здравоохранения СССР
для воздуха рабочей зоны производственных помещений.
В условиях эксплуатации количество химических веществ, выделяемых плитами, не должно превышать в окружающей среде предельно допустимых концентраций, утвержденных Министерством здравоохранения
СССР для атмосферного воздуха.
1.1.3. Размеры плит должны соответствовать указанным в таблице 1.
Таблица 1.
Примечание: допускается, по согласованию с потребителем, изготавливать плиты других размеров, неуказанных в табл. 1.
1.1.4. Покрытия, согласно ОСТ 13-27-82 подразделяют по внешнему виду на одноцветные (ОЦ) и с печатным рисунком (ПР); по степени блеска - на глянцевые (Г) и матовые (М).
В зависимости от наличия дефектов покрытия бывают 1 и2 сортов.
1.1.5. В зависимости от назначения плиты в следующих исполнениях:
с односторонней облицовкой (О) и двусторонней (Д). При двусторонней облицовке качество покрытия определяется отдельно.
1.1.6. Условное обозначение плит должно состоять из обозначения исполнения плит, обозначений характеристик покрытия (внешнего вида, степени блеска), класса эмиссии формальдегида плиты -основы и
обозначения настоящих технических условий.
Для плит, имеющих разное качество покрытия на лицевой стороне и оборотной поверхностях качественные характеристики покрытия обозначают дробью, где в числителе ставится сорт покрытия лицевой
поверхности, а в знаменателе - сорт покрытия оборотной поверхности.
Пример обозначения плит, облицованных пленками на основе термореактивных полимеров ч печатным рисунком, с двухсторонней облицовкой, матовым покрытием, с качеством лицевой поверхности 1 сорта и
оборотной 2 сорта, изготовленных из древесностружечных плит класса эмиссии формальдегида Е 2:
Плиты ПР ДМ 1/2 Е 2 ТУ 13-0260215-02-87
1.2. Характеристика плит.
1.2.1. Цвет и рисунок облицованного покрытия или его отсутствие должны соответствовать образцам, согласованным с потребителем.
1.2.2. Предельные отклонения размеров плит не должны превышать указанных в табл. 1.
1.2.3. Значения показателей физико-механических свойств плит должны соответствовать указанным в табл. 2.
Таблица 2
|
Наименование показателя |
Норма |
|---|---|
|
Предел прочности при изгибе, МПа, не менее
*) удельное сопротивление нормальному отрыву покрытия, МПа, не менее *) твердость защитно-декоративного покрытия, мкм, не более *) стойкость к повышенной температуре воздуха *) термическая стойкость
**) стойкость к воздействию переменных температур |
Допускается незначительная потеря Не допускается изменение
|
|
Примечания: |
|
1.2.4. Качество поверхности плит должно соответствовать нормам, указанным в таблице 3.
Таблица 3
|
Наименование дефекта |
Допустимые величины дефектов |
|
|---|---|---|
|
1 сорт |
2 сорт |
|
|
Царапины или риски |
Царапины или риски не допускаются шириной более 0,2 мм и длиной более 50 мм в количестве более 5 шт. на площади 1 м 2 |
Царапины или риски не допускаются шириной более 0,4 мм и длиной более 500 мм в количестве более 5 шт. на площади 1 м 2 |
|
Не допускаются глубиной более 0,2 мм и шириной более 15 мм в количестве более 5 шт. на площади 1 м 2 |
Не допускаются глубиной более 0,4 мм и шириной более 50 мм в количестве более 5 шт. на площади 1 м 2 |
|
|
Пятна (включая белесину) |
Не допускаются суммарной площадью более 5 % поверхности плиты |
Не допускаются суммарной площадью более 15 % поверхности плиты |
|
Сдвиг пленки, трещины покрытия, дефекты рисунка и пленки, сколы и отслоения покрытия, свесы пленки |
Не допускаются за исключением зоны, шириной 20 мм по периметру плиты |
|
|
Включение вторичного ламината |
Не допускаются длиной более 30 мм и шириной более 2 мм в количестве более 1 шт. на площади плиты. |
Не допускаются длиной более 50 мм и шириной более 5 мм в количестве более 3 шт. на площади плиты. |
|
Примечание: Плиты с двухсторонней облицовкой, имеющие на одной из сторон дефекты, превышающие указание в таблице 3, переводятся в раздел плит с односторонней облицовкой, сортность плит в этом случае устанавливается по качественным показателям лучшей стороны; дефекты на оборотной стороне в этом случае не регламентируются. |
||
1.2.5. Исполнение плит, характеристика покрытия и его сортность устанавливаются спецификацией потребителя, согласованной с изготовителем.
2. ПРАВИЛА ПРИЕМКИ
2.1. Плиты предъявляют к приемке партиями. Партией считают количество плит одного исполнения, одного рисунка, цвета, качества, сорта, одного класса эмиссии формальдегида плиты-основы, а также одних размеров, изготовленных по одному технологическому режиму и оформленных одним документом о качестве, содержащим:
- Наименование организации, в систему которой входит предприятие-изготовитель;
- Наименование предприятия-изготовителя., его товарный знак (при наличии) и адрес;
- Число плит в партии и их общую площадь в квадратных метрах, определенную с точностью до 0,01 м 2;
- Дату изготовления;
- Номер партии;
- Обозначение настоящих технических условий.
2.2. Приемку плит производит отдел технического контроля предприятия-изготовителя.
2.3. Для проверки внешнего вида и размеров отбираются 1 % плит, но не менее 20 шт.
Для физико-механических испытаний отбирают 0,5 % плит от партии, но не менее 3 шт.
2.4. Партия плит считается соответствующей требованиям настоящих технических условий и принимается, если:
- среднее арифметическое значение результатов испытаний физико-механических показателей по каждой плите или значению испытания каждого образца (в случае, когда от плиты отбирают один образец), соответствует требованиям табл. 2;
- результаты контроля геометрических параметров и внешнего вида каждой плиты соответствуют требованиям п.п. 1.1.3; 1.2.4.
2.5. Потребитель имеет право производить контрольную проверку качества плит, соблюдая правила приемки и метолы испытаний, установленные настоящими техническими условиями.
2.6. Приемку плит по количеству производят в квадратных метрах точностью до 1,12 м 2 .
3. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ.
3.1. Внешний вид плит контролируют визуально, без применения увеличительных оптических средств, сравнивая их с образцами, согласованными между изготовителем и потребителем.
Размеры образцов (200 х 300) мм.
3.2. Длину, ширину и толщину плит контролируют по ГОСТ 10632-77.
3.3. Общие правила отбора, подготовки и проведения испытаний по ГОСТ 10633-89.
3.4. Количество и размеры образцов, отбираемых от каждой попавшей в выборку плиты для физико-механических испытаний приведены в таблице 5.
Таблица 5.
|
Наименование испытания |
Количество образцов |
Размеры образцов, мм |
|---|---|---|
|
Определение предела прочности при изгибе |
По ГОСТ 10635-78 |
|
|
Определение предела прочности при растяжении перпендикулярно пласти плиты |
По ГОСТ 10635-78 |
|
|
Определение удельного сопротивления нормальному отрыву покрытия |
||
|
Определение твердости защитно-декоративного покрытия |
||
|
Определение стойкости к повышенной температуре воздуха |
||
|
Определение гидротермической стойкости |
По ГОСТ 9590-76 |
|
|
Определение термической стойкости |
По ГОСТ 9590-76 |
|
|
Определение стойкости к загрязнению веществами хозяйственного и бытового назначения |
По ГОСТ 9590-76 |
|
|
Определение стойкости к воздействию переменных температур |
По ГОСТ 19720-74 |
3.5. Пример схемы раскроя плиты на образцы для определения физико-механических показателей приведен в рекомендуемом приложении №1.
3.6. Предел прочности при изгибе определяют по ГОСТ 10638-88.
3.7. Предел прочности при растяжении перпендикулярно пласт плиты определяют по ГОСТ 10636-78.
3.8. Удельное сопротивление нормальному отрыву покрытия определяют в соответствии с приложением 3.
3.9. Твердость защитно-декоративного покрытия определяют по ГОСТ 27326-87 (метод 1) при массе груза для нагружения коромысла 150 г.
3.10. Стойкость к повышенной температуре воздуха определяют в соответствии с приложением 4.
3.11. Гидротермическую стойкость определяют по ГОСТ 9590-76.Допускается помещать образец в колбу без приспособления, указанного в п.4.5.2. ГОСТ 9590-76.
3.12. Термическую стойкость определяют по ГОСТ 9590-76 при температуре воздуха 180 О С.
3.13. Стойкость к загрязнению веществами бытового и хозяйственного назначения определяют по ГОСТ 9590-76.
3.14. Стойкость к воздействию переменных температур определяют по ГОСТ 19720-74.
3.15. Степень блеска или матовости покрытия определяют по ГОСТ 16143-01 и сравнением с образцом по п. 3.1.
3.16. Глубину вмятин на покрытии плит определяют при помощи индикатора часового типа марки ИЧ-10 по ГОСТ 577-68, закрепленного в металлической скобе с двумя плоскими опорными поверхностями.
3.17. Площадь пятен на покрытии определяют как сумму площадей отдельных пятен на каждой поверхности. Площадь пятна определяют с точностью до 1 см 2 с помощью сетки с квадратными ячейками со стороной 10 мм, нанесенной на прозрачном материале.
3.18. Ширину царапины и рисок определяют с помощью винтового окулярного микрометра МОВ-1-15 по ТУ 3-3.2048-88.
Допускается применение других приборов, обеспечивающих погрешность измерения ширины царапины не более 0,015 мм.
3.19. Для разрешения спорных случаев при определении содержания формальдегида плиты-основы применяют правила отбора образцов, аппаратуру и реактивы, а также проводят испытания и обрабатывают
результаты в соответствии с ГОСТ 27678-88.
Перед проведением испытания заготовки, предусмотренного ГОСТ 27678-88 (п.1.2.) фрезеруют таким образом, чтобы снять полностью слой покрытия и наружный слой плиты на глубину 1,0? 1,5 мм с каждой
пласти. После этого вырезанные из заготовок образцы выдерживают не менее 3-х суток в условиях, установленных ГОСТ 27678-88 (п.1.3.).
4. УПАКОВКА
4.1. Упаковка плит производится в соответствии с "Инструкцией по упаковыванию и транспортированию плит" древесностружечных, облицованных пленками на основе термореактивных полимеров на московском ЭЗДП и Д.
5. МАРКИРОВКА
5.1. На каждую пачку плит при хранении закрепляют этикетку, содержащую:
- наименование или товарный знак предприятия-изготовителя;
- наименование плит и их размеры;
- число плит в пачке;
- обозначение настоящих технических условий;
- дату изготовления и номер смены;
- штамп отдела технического контроля.
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ.
6.1. Плиты хранятся в пачках высотой не более 800 мм. Пачки укладывают горизонтально на ровные поддоны или деревянные бруки-0прокладки сечением не менее 80 х 80 мм, и длиной равной ширине плиты
или не менее ее (но не более, чем на 200 мм).
Допускаемая разность толщин прокладок, используемых для одной пачки, 5 мм.
Бруски-прокладки должны быть уложены поперек пачки; их количество не менее 5 шт.
Расстояние от крайних прокладок до торцов пачки не должно быть более 400 мм.
6.2. Пачки плит допускается укладывать в штабеля, высота которых определяется высотой складских помещений и возможностями грузоподъемных механизмов, при этом бруски - прокладки следует располагать в одних вертикальных плоскостях.
6.3. Плиты хранят в закрытых посещениях, рассортированными по исполнению, качеству поверхности и размерам.
6.4. Плиты перевозят всеми видами транспорта в соответствии с Правилами перевозок грузов, действующими для данного вида транспорта, с обязательным предохранением их от атмосферных осадков и
механических повреждений.
При железнодорожных перевозках размещение и крепление пачек плит производят только в крытых транспортных средствах в соответствии с Техническими условиями погрузки и
крепления грузов, утвержденными Министерством путей сообщения.
Пачки плит при транспортировании должны быть закреплены жесткой стяжкой, исключающей смещение плит друг относительно друга.
Допускается перевозка плит в контейнерах и транспортными пакетами в соответствии с технической документацией, согласованной с соответствующими транспортными
министерствами.
Транспортная маркировка упаковочных мест по ГОСТ 14192-77.
7. ГАРАНТИИ ПОСТАВЩИКА.
7.1. Плиты древесностружечные, облицованные пленками на основе термореактивных полимеров, должны быть приняты техническим контролем предприятия-изготовителя.
Изготовитель
гарантирует соответствие плит требованиям настоящих технических условий при соблюдении потребителем условий эксплуатации, транспортирования и хранения, установленных техническими условиями.
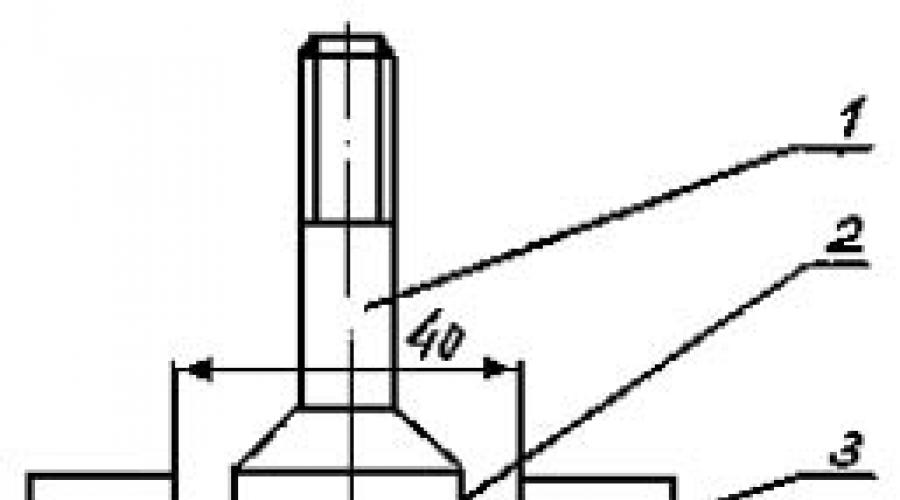
СХЕМА ОТБОРА ОБРАЗЦОВ ДЛЯ ОПРЕДЕЛЕНИЯ
ПРИЕМОСДАТОЧНЫХ И СПРАВОЧНЫХ ПОКАЗАТЕЛЕЙ
1 - образцы для определения предела прочности при растяжении перпендикулярно пласти плиты;
2- образцы для определения удельного сопротивления нормальному отрыву покрытия;
3 - образцы для определения предела прочности при статическом изгибе;
4 - образец для определения покоробленности;
5 - образец для определения твердости защитно-декоративного покрытия;
6 - образцы для определения стойкости к загрязнению;
7 - образец для определения стойкости к повышенной температуре;
8 - образец для определения термической стойкости;
9 - образцы для определения гидротермической стойкости;
10 - образцы для определения стойкости к воздействию переменных температур.
ПРИЛОЖЕНИЕ 2
Обязательное
ОПРЕДЕЛЕНИЕ УДЕЛЬНОГО СОПРОТИВЛЕНИЯ ПРИ
НОРМАЛЬНОМ ОТРЫВЕ ПОКРЫТИЯ
1. Аппаратура и материалы
1.1.Испытательная машина по ГОСТ 7855-84 с погрешностью измерения нагрузки не более 1 %
1.2. Сверло пустотелое цилиндрическое по ТУ 2-05-862-82 с внутренним диаметром 25-30 мм.
1.3.Допускается применение другого инструмента для получения кольцевой с внутренним диаметром 25-30 мм и шириной не менее 2 мм.
1.4.Синтетический клей для приклейки испытательной головки к поверхности образца.
1.5.Антиадгезив (вещество, нейтральное к используемому клею, типа парафина, воска, универсальной замазки и др.).
1.6.Приспособление к испытательной машине (чертеж 1).
2. Подготовка образцов.
2.1. В центре поверхности образца делают сверлом кольцевую канавку на глубину, равную толщине покрытия (чертеж 1).
2.2. Полученную кольцевую канавку заполняют антиадгезивом для
предотвращения попадания клея за пределы расчетной площади отрыва.
2.3. К выделенной канавкой площади покрытия приклеивают цилиндрическую испытательную головку равномерно
нанесенным на нее клеем массой от 0.4 до 0,5 г склеивание производят при давлении не более 0,2 МПа. Перед приклейкой испытательной головки покрытие обезжиривают ацетоном.
3. Проведение испытания
3.1. Образец с испытательной головкой устанавливают в измерительной машине так, чтобы головка была расположена симметрично пазу захвата и ее ось совпадала с осью приложения нагрузки испытательной машины.

Чертеж 1: 1 - испытательная головка, 2 - клеевой слой, 3 - образец, 4 - скоба, 5 - переходник

Чертеж 2: Д 1 =25…30 мм, Д 2 =Д 1 + 4 мм
3.2. Производят нагружение до полного отрыва испытательной головки от образца с постоянной скоростью перемещения подвижного захвата испытательной машины (10 ± 1) мм/мин.
3.3. Не
учитывают результаты испытаний образцов, у которых отрыв покрытия произошел по всей площади испытательной головки или за пределами канавки. В этом случае проводят повторение испытания на заново
изготовленных образцах, если число неучтенных образцов более 2 шт.
4. Обработка результатов
4.1. Удельное сопротивление нормальному отрыву покрытия образца s уд пк (в МПа, вычисляют с точностью до 0,01 МПа по формуле:
F - рабочая площадь испытательной головки, мм 2 , определяемая с точностью до 1 мм 2 .
ПРИЛОЖЕНИЕ 4
Обязательное
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ БУМАЖНОСМОЛЯНЫХ
ПОКРЫТИЙ К ПОВЫШЕННОЙ ТЕМПЕРАТУРЕ ВОЗДУХА
1. Аппаратура
1.1.Для проведения испытания используют термошкаф, обеспечивающий поддерживание температуры 70 ± 2 о С.
2.Подготовка к испытанию
2.1.Острые кромки образцов срезают под 45 о на глубину около 3 мм. Снятые фаски обрабатывают абразивной шкуркой № 8-10 так, чтобы отсутствовали заколы покрытия.
2.2.Образцы с обработанными фасками перед испытанием выдерживают в течение 24 ч при температуре (20±2) о С и относительной влажности воздуха (65 ± 2) %.
3. Проведение испытаний
3.1.Образцы помещают в термошкаф при температуре (70 ± 2) о С на 24 ч, затем выдерживают при температуре (20±2) о С в течение 24 ч.
3.2. Производят осмотр образцов с целью обнаружения трещин на поверхности. Осмотр производят под углом (20-30) о к пласти плиты с расстояния 250 мм невооруженным взглядом.
ПРИЛОЖЕНИЕ 5
|
Номер пункта, подпункта, приложения, перечисления |
|
|---|---|
|
ГОСТ 10632-89 ГОСТ 13-27-82 ГОСТ 10635-88 ГОСТ 10636-89 ГОСТ 9590-76 ГОСТ 19720-74 ТУ Ц53.060.002 ГОСТ 16143-81 ТУ 3-3.2048-88 Инструкция по упаковке и транспортировке плит, утвержденная главным инженером 05.06.87 г. ГОСТ 14192-77 ГОСТ 7855-84 ТУ 2.05-862-82 ТУ 2-037-329-8 ГОСТ 8284-78 ГОСТ 27736-88 ТУ 3-3.2038-87 ГОСТ 27678-88 ГОСТ 27326-87 |
п.3.4. (табл. 5) п.3.11. п.3.4. (табл. 5) п.3.4. (табл. 5) приложение 2, п.1.1. приложение 2, п.1.2. приложение 3, п.1.2. приложение 3, п.1.3. приложение 3, п.1.4. приложение 3, п.1.5. |
ПРИЛОЖЕНИЕ 3
(исключенное из ТУ)
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ ЗАЩИТНО-ДЕКОРАТИВНЫХ
БУМАЖНО-СМОЛЯНЫХ ПОКРЫТИЙ
Аппаратура и материалы.
- Прибор типа Клемен Кейля для нанесения царапин (рис. 1).
- Игла алмазная комбинированная по ТУ 2-037-329-8, диаметром 1,5 мм и углом при вершине 50 о
- Микроскоп по ГОСТ ТУ 3.3.404-83, ТУ3-3.154-80
- Винтовой окулярный микрометр МОВ-1-15 по ГОСТ 786-77Е. Допускается применение других приборов, обеспечивающих погрешность измерения царапин не более 0,015 мм.
- Объект-микрометр по ГОСТ 7513-75Е (ТУ 3-3.2038-87) с ценою деления 0,01 мм.
Отбор и подготовка образцов.
Определение цены деления окулярного микрометра:
- Объект микрометр помещают в поле зрения микроскопа.
- Настраивая микроскоп, добиваются резкого изображения шкалы объект-микрометра.
- Перемещением объект-микрометра или окулярного микрометра добиваются параллельности штрихов объект-микрометра и одной из линий перекрестия окулярного микрометра.
- На шкале объект-микрометра выбирают участок длиной 50 мм. Вертикальную нить окулярного микрометра вращением микрометрического винта последовательно совмещают со штрихами на краях выбранного участка шкалы объект-микрометра и производят соответствующие отсчеты по барабану микровинта.
- Цену деления (К) окулярного микрометра определяют как отношение длины выбранного участка на объект-микрометре к разности отсчета в делениях барабана микровинта окулярного микрометра по формуле:
Где а 1 и а 2 - соответственно первый и второй отсчеты числа делений по барабану микровинта.
Образцы перед испытанием протирают чистой мягкой тканью.
Проведение испытаний.
- На подвижный столик 1 прибора для царапанья помещают образец до упора в бортик.
- В коромысло 2 закрепляют держатель 3 с алмазной иглой.
- Вращением противовеса 4 уравновешивают коромысло 2 так, чтобы зазор между острием иглы поверхностью образца составил около 1 мм.
- Придерживая коромысло рукой, устанавливают на держателе 3 груз 5 массой 0,15 кг.
- Плавно отпускают нагруженное коромысло с иглой на образец.
- Плавно перемещают подвижный столик 1 с постоянной скоростью (приблизительно 10 мм/с) для получения царапины на поверхности образца длиной не менее 50 мм, после чего образец снимают с прибора, протирают процарапанную поверхность мягкой чистой тканью и помещают его на предметный столик микроскопа.
- Измеряют ширину царапины в трех точках: по середине длины царапины и на расстоянии 1 см от ее концов. Для измерения ширины царапины линию перекрестия окулярного микрометра последовательно совмещают с краями царапины и фиксируют соответствующее число делений барабана микровинта.
Ширина царапины (в) в микрометрах определяется по формуле:
где а 4
иа 3
- соответственно начальный и конечный результат отсчета по барабану
микрометра;
К
- цена деления окулярного микрометра

1 - подвижной столик, 2 - коромысло, 3 - держатель с иглой, 4 - уравновешивающий груз,
5 - груз массой 0,15 кг, 6 - образец

1 - шкала объект-микрометра, 2 - перекрестие окулярного микрометра,
3 - шкала окулярного микрометра, 4 - царапина
ПЛИТЫ ДРЕВЕСНОСТРУЖЕЧНЫЕ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.90
Настоящий стандарт распространяется на древесностружечные плиты общего назначения, изготовленные методом горячего плоского прессования древесных частиц, смешанных со связующим, используемые для производства мебели, в строительстве (кроме жилищного строительства, строительства зданий для детских, школьных и лечебных учреждений), в машиностроении, радиоприборостроении и в производстве тары.
Применение плит для конкретных видов продукции устанавливается по согласованию с органами санитарно-эпидемиологического надзора в соответствующих стандартах и технических условиях.
Стандарт не распространяется на плиты с облицованной или окрашенной поверхностью.
Обязательные требования к древесностружечным плитам, направленные на обеспечение безопасности для жизни и здоровья населения и охрану окружающей среды, изложены в пп. 1.5, 1.6 (в части предела прочности при изгибе и при растяжении перпендикулярно пласти плиты), п. 1.8, 1.10.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Плиты подразделяют:
по физико-механическим показателям - на марки П-А и П-Б;
по качеству поверхности - на I и II сорта;
по виду поверхности - с обычной и мелкоструктурной (М) поверхностью;
по степени обработки поверхности - на шлифованные (Ш) и нешлифованные;
по гидрофобным свойствам - с обычной и повышенной (В) водостойкостью;
(Измененная редакция, Изм. № 1).
1.2. Размеры плит должны соответствовать указанным в табл. 1.
Таблица 1
Примечания:
1. Толщина нешлифованных плит устанавливается как сумма номинального значения толщины шлифованной плиты и припуска на шлифование, который не должен быть более 1,5 мм.
2. Допускается выпускать плиты размерами меньше основных на 200 мм с градацией 25 мм, в количестве не более 5 % от партии.
3. По согласованию с потребителем допускается выпускать плиты форматов, не установленных в табл. 1.
1.3. Отклонение от прямолинейности кромок не должно быть более 2 мм.
1.4. Отклонение от перпендикулярности кромок плит не должно быть более 2 мм на 1000 мм длины кромки.
Перпендикулярность кромок может определяться разностью длин диагоналей пласта, которая не должна быть более 0,2 % длины плиты.
1.5. Плиты должны изготовляться с применением синтетических смол, разрешенных органами санитарно-эпидемиологического надзора.
В условиях эксплуатации количество химических веществ, выделяемых плитами, не должно превышать в окружающей среде предельно допустимых концентраций, утвержденных органами санитарно-эпидемиологического надзора для атмосферного воздуха.
1.6. Физико-механические показатели плит плотностью от 550 кг/м3 до 820 кг/м3 должны соответствовать нормам, указанным в табл. 2.
Справочные значения физико-механических показателей древесностружечных плит приведены в приложении 1.
Таблица 2
|
Наименование показателя |
Норма для плит марок |
|
|
Влажность, %Тн* |
||
|
Разбухание по толщине: |
||
|
за 24 ч (размер образцов 100 ?? 100 мм), %, (Тв) |
||
|
за 2 ч (размер образцов 25 ?? 25 мм), %, (Тв)** |
||
|
Предел прочности при изгибе, МПа, для толщин, мм (Тн): |
||
|
Предел прочности при растяжении перпендикулярно пласти плиты, МПа, для толщин, мм (Тн): |
||
|
Удельное сопротивление выдергиванию шурупов, Н/мм (Тн)***: |
||
|
из пласти |
||
|
Покоробленность, мм (Тв) |
||
|
Шероховатость поверхности пласти Rm, мкм, не более, для образцов а) с сухой поверхностью: |
||
|
для нешлифованных плит |
||
|
б) после 2 ч вымачивания***: |
||
|
для шлифованных плит с обычной поверхностью |
||
|
для шлифованных плит с мелкоструктурной поверхностью |
||
|
для нешлифованных плит |
* Тн и Тв - соответственно нижний и верхний пределы показателей.
** Для плит повышенной водостойкости.
*** Определяется по согласованию изготовителя с потребителем.
1.7. Качество поверхности плит должно соответствовать нормам, указанным в табл. 3.
Таблица 3
|
Дефект по ГОСТ 27935 |
Норма для плит |
|||
|
шлифованных, сортов |
нешлифованных, сортов |
|||
|
Углубления (выступы) или царапины на пласти |
Не допускаются |
Допускаются на 1 м2 поверхности не более двух углублений диаметром до 20 мм и глубиной до 0,3 мм или двух царапин длиной до 200 мм |
Допускаются на площади не более 5 % поверхности плиты, глубиной (высотой), мм, не более: |
|
|
Парафиновые и масляные пятна, а также пятна от связующего |
Допускаются на 1 м2 поверхности плиты пятна площадью не более 1 см в количестве 2 шт. |
|||
|
Пылесмоляные пятна |
Допускаются на площади не более 2 % поверхности плиты |
Допускаются |
||
|
Сколы кромок |
Не допускаются (единичные глубиной по пласти 3 мм и менее протяженностью по кромке 15 мм и менее не учитываются) |
Допускаются в пределах отклонений по длине (ширине) плиты |
||
|
Выкрашивание углов |
Не допускается (длиной по кромке 3 мм и менее не учитываются) |
Допускается в пределах отклонений по длине (ширине) плиты |
||
|
Дефекты шлифования (недошлифовка, прошлифовка, линейные следы от шлифования, волнистость поверхности) |
Не допускаются |
Допускаются площадью не более 10 % площади каждой пласти |
Не определяют |
|
|
Отдельные включения частиц коры на пласти плиты размером, мм, не более |
||||
|
Отдельные включения крупной стружки: |
||||
|
для плит с мелкоструктурной поверхностью |
Допускаются в количестве 5 шт. на 1 м пласти плиты размером, мм: |
|||
|
для плит с обычной поверхностью |
Не определяют |
|||
|
Посторонние включения |
Не допускаются |
Примечание. Допускается для плит с обычной поверхностью не более 5 шт. отдельных включений частиц коры на 1 м2 пласти плиты размером, мм: для I сорта более 3 до 10; для II сорта - более 10 до 15.
1.8. В зависимости от содержания формальдегида плиты изготовляют двух классов эмиссии, указанных в табл. 4.
Таблица 4
1.5-1.8. (Измененная редакция, Изм. № 1).
1.9. В условном обозначении плит указывают:
вид поверхности (для плит с мелкоструктурной поверхностью);
степень обработки поверхности (для шлифованных плит);
гидрофобные свойства (для плит повышенной водостойкости);
класс эмиссии формальдегида;
длину, ширину и толщину в миллиметрах;
обозначение настоящего стандарта.
Примеры условных обозначений:
плит марки П-А первого сорта с мелкоструктурной поверхностью шлифованных класса эмиссии Е1 размерами 3500 ?? 1750 ?? 15 мм:
То же, плит марки П-Б второго сорта с обычной поверхностью нешлифованных класса эмиссии Е2 размерами 3500 ?? 1750 ?? 16 мм:
1.10. На кромку плиты наносят в виде четкого штампа темным красителем маркировку, содержащую:
наименование и (или) товарный знак предприятия-изготовителя;
марку, сорт, вид поверхности и класс эмиссии;
дату изготовления и номер смены.
Плиты на экспорт маркируют по нормативно-технической документации.
На сертифицированную продукцию наносят национальный знак соответствия по ГОСТ Р 50460*.
* Действует на территории Российской Федерации.
(Измененная редакция, Изм. № 1).
1.11. Плиты, предназначенные для использования в районах Крайнего Севера и приравненных к ним районах, упаковывают по ГОСТ 15846.
На экспорт плиты упаковывают в соответствии с требованиями внешнеэкономических организаций.
2. ПРАВИЛА ПРИЕМКИ
2.1. Плиты принимают партиями. Партия должна состоять из плит одной марки, размера, сорта, степени обработки и вида поверхности, одинаковых гидрофобных свойств и класса эмиссии, изготовленных по одному технологическому режиму, за ограниченный период времени (как правило, в течение одной смены) и оформленных одним документом о качестве, содержащим:
наименование организации, в систему которой входит предприятие-изготовитель;
наименование и (или) товарный знак предприятия-изготовителя и его адрес;
условное обозначение плит;
среднюю плотность плит партии в килограммах на кубический метр;
количество плит в партии в штуках и квадратных метрах;
штамп технического контроля.
2.2. Качество и размеры плит в партии проверяют выборочным контролем.
2.3. При выборочном контроле плиты отбирают «вслепую» по ГОСТ 18321.
2.4. Для контроля размеров, прямолинейности, перпендикулярности, качества поверхности и шероховатости (при контроле по образцам шероховатости) от каждой партии, в зависимости от ее объема, отбирают плиты в количестве, указанном в табл. 5.
Таблица 5
2.5. Для контроля физико-механических показателей (в том числе шероховатости при контроле ее профилографом) от каждой партии, в зависимости от ее объема, отбирают плиты в количестве, указанном в табл. 6.
Допускается включать в выборку плиты, отобранные для контроля по п. 2.4, а также распространять результаты испытаний физико-механических показателей плит, изготовленных по одному технологическому режиму в течение одной смены, на весь сменный объем выработок, независимо от сортности плит.
При заготовке и переработке древесины примерно половина сырья отправляется в отходы, которые затем не идут на производство древесных массивов, а образуют древесную массу, из которой изготавливают различные виды древесных плит. В данной статье мы расскажем о, пожалуй, самом популярном виде древесных плит — ДСП.
Введение
В были раскрыли аспекты связанные с . Сейчас мы остановимся на описании материала — Древесно-стружечная плита (ДСтП).
В первых строках сразу хочется оговориться, что технологи и профессионалы под аббревиатурой ДСП понимают «Древесно-Слоистый Пластик», если говорить о «Древесно-Стружечных Плитах», то правильным будет сокращение ДСтП. Тем не менее, в народе уже прижилось сокращение ДСП, как древесно-стружечная плита, вот и мы будем этого же придерживаться, чтобы не вносить путаницу.

Древесные отходы составляют около 20% от массы всей древесины на стадии вырубки, в ходе переработки на пиломатериалы отходы в виде опилок, стружки, древесных фрагментов достигают 40%.
Из трех типов (твердые, мягкие и кора) производители строительных материалов остановили свой выбор на опилках и цельных кусках, из которых впоследствии получают техническую щепу как исходное сырье, из вторых также делают отдельные клееные изделия или фрагменты строительных и мебельных конструкций. В дальнейшем, в зависимости от профильного направления производства, из щепы делают стружку, дробленку, волокна с требуемыми технологическими параметрами и характеристиками под конкретное производство.
Инновационные технологии в значительной степени затронули производство продукции из древесных отходов любого размера и вида, автоматизированные производства по выпуску плит из стружечных материалов практически полностью обеспечили потребителя эстетичным, надежным и экологическим товаром.
ДСП – это пиломатериал в виде плоских прямоугольных листов, изготовленный высокотемпературным прессованием мелких частиц древесины со связующими компонентами. Эти плиты могут легко обрабатываться как ручным инструментом, так и на станках. В частности часто производят электролобзиком с .

В качестве сырья используются опилки, щепки, остатки шпона, волокна и иные древесные отходы, их содержание в продукте около 90%. Связующими же элементами являются смолы на синтетической основе: формальдегидные, фенолформальдегидные и другие, их содержание в плите около 7-9%. Иногда для улучшения качества материала и придания изделию необходимых свойств в него добавляют гидрофобизирующие (водоотталкивающие добавки) вещества, антисептики (антибактериальные добавки) и антипирепы (вещества, повышающие устойчивость материала к воспламенению).
ДСП ГОСТ
Технология производства ДСП, физические и химические параметры, эксплуатационные характеристики и другие аспекты регламентировано следующими нормативными документами:
| № | ГОСТ | Название |
| 1. | Плиты древесностружечные. Технология. Термины и определения | |
| 2. | Плиты древесностружечные. Метод определения ударной вязкости | |
| 3. | Плиты древесностружечные. Метод определения твердости | |
| 4. | ||
| 5. | Плиты древесностружечные. Общие правила подготовки и проведения физико-механических испытаний | |
| 6. | Плиты древесностружечные. Метод определения удельного сопротивления выдергиванию гвоздей и шурупов | |
| 7. | Плиты древесностружечные. Метод определения удельного сопротивления нормальному отрыву наружного слоя | |
| 8. | Конструкции деревянные клееные. Метод определения прочности клеевых соединений древесноплитных материалов с древесиной | |
| 9. | Плиты древесностружечные. Методы определения физических свойств | |
| 10. | Плиты древесностружечные. Методы определения предела прочности и модуля упругости при изгибе | |
| 11. | Плиты древесностружечные и . Перфораторный метод определения содержания формальдегида | |
| 12. | Плиты древесностружечные и древесно-волокнистые. Методы контроля размеров и формы | |
| 13. | Плиты древесно-волокнистые и древесностружечные. Термины и определения | |
| 14. | Плиты древесностружечные. Технические условия | |
| 15. | Плиты древесностружечные. Метод определения предела прочности при растяжении перпендикулярно пласти плиты | |
| 16. | ||
| 17. | Плиты древесностружечные, облицованные пленками на основе термореактивных полимеров |
Технология производства
Основным сырьем для производства ДСП выступают различные древесные отходы – некондиционные изделия, горбыли, сучья, щепа, опилки. Таким образом, становится понятна экологическая ценность данного процесса – он позволяет сделать производство безотходным, а соответственно сберечь вновь вырубаемые территории, а также существенно снизить площади под производственные отходы.
Весь процесс производства разделяется на несколько этапов:
Измельчение
Все древесные отходы проходят стадию измельчения в щепу. Это делается с помощью специальных рубильных машин. В дальнейшем эта масса проходит дальнейшее измельчение на струженных станках до состояния стружки. Различаю два вида стружки по ее нахождению в структуре будущей плиты:
- для наружного слоя;
- для внутреннего слоя.
В наружных слоях плит применяется стружка более мелкая, соответственно, для внутренних она может быть большего размера.
Необходимо заметить, что имеет особое значение геометрия самой стружки – она должна быть ровной, плоской и иметь фиксированную толщину. Это особенно критично для производства ламинированного ДСП, где важнейшим параметром является качество и ровность поверхности материала. Таким образом, при ее производстве используются специальные аппараты (мельницы, измельчители, дробилки), позволяющие скорректировать необходимые качественные показатели сырья.
Сушка
Для обеспечения постоянства характеристик продукции крайне важно применять высушенное сырье, чтобы влага, содержащаяся в нем не позволила изменить геометрические и физические свойства будущей плиты.
По этому необходимо перед производством высушить стружку в специальных сушильных камерах. Как и в случае с различающимися геометрическими требованиями к стружке для наружных и внутренних слоев, существуют различия в требованиях к содержанию в ней влаги.
Разделение на фракции
Именно после сушки происходит разделение стружки по геометрическим параметрам для использования для внутренних и наружных слоев. Для этого выполняется ее разделение на фракции с помощью специальных сит или в пневматических аппаратах. Этот процесс очень важен, так как для ее исполнения требуются специалисты высокой квалификации и качество исполнения данной операции во многом определяет качество будущей продукции.
Осмоление стружки
Это процесс смешения стружечной массы с наполнителем (связующим компонентом) в специальных промышленных аппаратах, которые называются смесителями. Этот процесс тоже так же не простой и требует особой квалификации от мастера, так как с одной стороны стружка должна равномерно пропитаться составом, а с другой стороны избыток связующего состава ухудшает характеристики будущего продукта. Кроме того, пропитаться должны все стружки во всей стружечной массе, а не только те, что на поверхности или в непосредственной близости от наполнителя. Неосмоленные стружки не будут склеены и соответственно образуют в плите хрупкую полость, а не впитавшаяся смола, будет излишком на осмоленных зонах. Данные дефекты негативно сказывается на качестве плиты в целом и ведут к перерасходу расходных материалов. Осмоление происходит в смесителе виде подачи раствора связующего компонента на стружечную массу в следующих пропорциях.
Последнее время применяется новая технология смешения, при которой на движущийся поток стружечной массы распыляется связующий компонент в виде факела. Происходит смешение двух потоков, в результате которых смола оседает на поверхности стружки и пропитывает ее. Важным фактором при таком процессе является соотношение стружечной массы и объемом направляемого на него потока связующего компонента.
Формирование стружечного ковра
Этот процесс выполняют специальные формирующие машины. Они укладывают осмоленную стружку в стружечный ковер (это ровный, равномерный, непрерывный слой просмоленной стружки, фиксированной ширины) на специальные транспортиры. Этот стружечный ковер делится на пакеты, каждый из таких пакетов в дальнейшем станет одной плитой ДСП. Как было замечено выше, укладка стружечной массы в стружечный ковер должна происходить с учетом разделения на внешний и внутренний слои.

Предварительное прессование и подпрессовка
Предварительное прессование позволяет сделать из пакетов брикеты – это более плотные образования, имеют повышенную прочность и годны для дальнейшей транспортировки. Существует две разновидности конвейеров:
- Поддонные
- Ленточные транспортеры
Как следует из названий, поддонные конвейеры осуществляют перемещение будущей продукции на поддонах, а в случае с ленточными конвейерами, перемещение выполняется посредством ленточного транспортера. У каждой разновидности есть свои достоинства и недостатки. Так например, поддонный вариант менее дорогостоящий, прост в эксплуатации и более надежен, однако, при его использовании намного выше вероятность получения разнотолщинной продукции, а также имеется повышенный расход тепловой энергии. Ленточные транспортеры (бесподдоный тип конвейера) напротив – имеет более сложную в эксплуатации конструкцию, имеет более высокую стоимость, но его применение более эффективно с точки зрения расхода электроэнергии, а также продукция имеет лучшие характеристики по разнотолщинности.
Подпрессовка
Процесс подпрессовки также важен и входит с состав операций на главном конвейере. Его суть заключается в том, чтобы уменьшить толщину получившегося брикета и тем самым повысить его транспортабельность. При подпрессовке толщина брикета уменьшается от 2-х до 4-х раз.
Разновидности одноэтажных прессов для подпрессовки:
- Стационарный (наиболее часто встречаемый тип)
- Подвижный (мобильный) пресс
Горячее прессование
Это самый ответственный момент во всей цепочке производственного процесса. Так как именно на данном этапе происходит формирование и закрепление связующего состава (смолы), а соответственно и появляется сам конечный продукт – Древесно-стружечные плиты. Прессование выполняется на многоэтажном гидравлическом прессе – это самый большой и дорогостоящий агрегат во всей производственной цепочке. Его высота может достигать 8 метров в высоту. Кроме того, скорость его работы и производительность определяет мощность производственную площадки, поэтому важнейшим показателем работы является продолжительность цикла прессования.
Прессование идет при высоких температурах и при следующих параметрах:
- Давление (удельное): от 2,5 до 3,5 МПа
- Температура: от 170 до 200 градусов Цельсия
- Длительность цикла прессования: от 15 до 25 секунд на 1 мм толщины плиты
При этом размер плиты получается 6 000 х 3 000 мм. Одновременно может производиться до 25 плит одновременно. Очевидно, что производители стремятся к уменьшению производственного цикла, что может быть достигнуто применением смол с большей скоростью отвердевания, а также возможно применение более высоких температур. С одной стороны эти факторы повышают производительность производственной площадки, с другой могут повлиять на качество производимой продукции.

Обрезка
После горячего прессования плиты остужают на специальных этажерках или веерах, так как после процедуры горячего прессования они достаточно долго имеют высокую температуру и для дальнейшей обработки их необходимо остудить. После того, как плиты остужены они поступают на распиловочный участок, где производят форматную обрезку. После этого они должны быть уложены в стопы и находятся в них несколько дней для закрепления и фиксации физических и химических свойств.
Шлифовка
На заключительном этапе производится выравнивание поверхности плит, убираются различные неровности, шероховатости и иные производственные дефекты. Это особенно важно для плит, которые в дальнейшем будет иметь ламинированное покрытие.
Видео производственного процесса
В данном видео рассказывается про процесс производства ДСП.
Справочные материалы по затратам на производство
Приведем некоторые параметры технологического процесса производства ДСП на один кубический метр продукции.
| Наименование | Количество |
| Древесная масса, м3 | от 1,7 до 1,9 |
| Смола, кг | от 70 до 80 |
| Вода (пар), тонн | от 1,3 до 1,6 |
| Электроэнергия, кВт/ч | от 160 до 170 |
| Трудозатраты, чел-часов(прямой производственный процесс) | от 2,5 до 5 |
Классификация ДСП
Перечислим основные виды классификаций:
- Назначение
- Размеры листов;
- Толщина листа;
- Обработке поверхности;
- Химический состав смолы;
- Наличие специальных добавок;
- Класс токсичности;
- Сорт (качество).
Разберемся с этими характеристика подробнее.
Назначение
- ДСП общего назначения. Для таких плит не предъявляется особых требований, например, таких как водостойкость или огнестойкость. Они применяются в основном внутри помещений и используются для строительства перегородок и производства мебели и пр. Пожалуй, главным требованием является экологичность, так как внутри помещения существует ограничение по отводу в атмосферу выделившихся вредных веществ (формальдегидов). Каким образом в основном это плиты ДСП с применением карбамидоформальдегидной смолы.
- В отличие от ДСП общего назначения данные виды плит должны обладать водостойкость, пожаробезопасностью, теплоизоляционными свойствами, водонепроницаемостью и пр. Как правило, такие плиты изготавливаются на базе фенолформальдегидных смол, реже на базе карбамидоформальдегидных смол, а также применяются соответствующие присадки (добавки).
- ДСП специального назначения. Эта продукция выпускается под заказ и имеет химические, физические свойства, а также размеры, определенные заказчиком.

Размеры листов
Размеры листов ДСП должны соответствовать действующему ГОСТ. Производители так и придерживаются этого правила, тем не менее, бывают случаи, когда они отступают от него из-за того, что мебельные производства (или другие крупные заказчики) диктуют свои пожелания и требования к формфактору листов из-за планирования своего производства с целью минимизации отходов. Стандартные габаритные размеры листов:
Приведем также таблицу с некоторыми типовыми (наиболее часто встречающимися) размерами листов ДСП.
| Длина, мм | Ширина, мм |
| 2750 | 1830 |
| 2620 | 1830 |
| 2440 | 1830 |
Толщина листа
ДСП довольно универсальный материал и имеет широкую сферу применения. Существуют листы с разными толщинами. По мере увеличения толщины листа повышается его прочность, но уменьшается его гибкость и пластичность. Таким образом, толщина листа во многом определяет сферу его применения.
| Толщина, мм | Назначение |
| от 8 до 10 мм | Декоративные элементы в мебельном производстве и отделке помещений |
| от 16 до 18 мм | Мебельное производство, а также как основа при укладке полов (под линолеум и ламинат) |
| от 22 до 25 мм | Двери, столешницы, высоконагруженные мебельные конструктивы |
| от 28 до 38 мм | Производство высоконагруженных мебельных и конструктивных элементов. Например, барные стойки, массивные столешницы и пр. |
Обработка поверхности
При описании процесс производства древесно-стружечных плит был упомянут процесс обработки поверхности, таким образом, можно выделить три основных типа их разновидности:
- Шлифованная плита. Как понятно из названия, поверхность таких плит шлифуют на специальных шлифовальных машинах, при этом поверхность получается идеально ровной и гладкой. Мастера между собой такие плиты называют белыми (или просто белочками).
- Не шлифованная плита . Конечно, поверхность плиты обрабатывается и выравнивается, тем не менее, процесса тонкой шлифовки доводки не производится и качество поверхности намного уступает шлифованным образцам.
- Ламинированная плита. Это плиты, у которых поверхности покрывают специальными пленками, которые имеют следующие назначения:
- Колеровка. Пленки могут иметь требуемый цвет или рисунок.
- Защита. Планка является водонепроницаемой, поэтому предохраняет плиту от воздействия влаги, которая является разрушающей.
- Прочность. Пленки весьма прочные и предохраняют поверхность плиты от внешних механических воздействий.
Химический состав смолы
В качестве связующего элемента могут выступать следующие виды смол:
| Вид применяемой смолы | Достоинства | Недостатки | Применение |
| Фенолформальдегидные | ВлагоустойчивостьНизкая стоимость | Повышенный вред человеку из-за выделения вредных веществ в воздухе | Конструкции при строительстве на открытом воздухе |
| Меламиноформальдегидные | ВлагостойкостьЭкологичность | Высокая цена | Специальные производства |
| Карбамидоформальдегидные | Низкая стоимостьНевысокая влагостойкостьНизкая стоимость | Небольшое выделение вредных веществ | Более 87% всех производимых плит ДСП производятся с применением этого вида смолы |
Наличие специальных добавок
В состав смол часто добавляют специальные добавки, которые позволяют улучшить физические и химические свойства листа ДСП.
| Добавка | Описание |
| Антипирен | Это добавка, которая позволяет повысить пожаробезопасность ДСП |
| Антисептик | Это добавка, которая препятствует процессу гниения (образование грибка, плесени и пр.) |
| Парафиновая эмульсия | Это добавка, которая повышает влагостойкие характеристики плиты. В маркировке присутствует буква «В». |
Класс токсичности (эмиссия формальдегида)
Так как в процессе производства могут применять не только разные виды смол (см. «Химический состав смолы»), но и внутри каждого вида есть конкретные производители этих смол, смолы могут отличаться по составу, то вводят дополнительные классы токсичности вредных веществ (наличие формальдегида).
| Класс токсичности | Содержание формальдегида | Уровень вредности |
| Е0 | Практически = 0 | Низкий |
| Е1 | до 10 мг на 100г сухой плиты | Средний |
| Е2 | от 10 до 30 мг на 100г сухой плиты | Высокий |
Видео, посвященное вреду использования ДСП в жилых помещениях.
Сорт (качество)
Сорт ДСП является базовой характеристикой, указывающей на качество плиты.
| Сорт плиты | Описание |
| 1 | Не допустимы: · выступы и углубления, · смоляные, парафиновые и другие пятна; · сколы кромок и выкрашивание углов. |
| 2 | Допускаются: · сколы кромок в пределах отклонений по длине (ширине) плиты; · дефекты шлифования (не более 10% от площади); · в большей степени (по сравнению с первым сортом) присутствие включения коры и крупной фракции стружки. |
| Несортная плита (ОПН) | Не удовлетворят параметрам ни первого сорта, ни второго |
Справочные материалы
Приведем некоторые справочные материалы по техническим и физическим характеристикам ДСП. Они могут пригодиться в случае необходимости вычислить объем, вес, площадь листов при транспортировке или заказе.
Плотность ДСП
| Толщина, (мм) | 8 | 10 | 16 | 20 | 22 | 30 | 32 | 38 |
| Плотность,(кг/метр куб.) | 740 | 720 | 680 | 670 | 660 | 620 | 600 | 600 |
Площади и объемы ДСП
| Ширина,мм | Длина,мм | Площадь,метр кв. | Объем(при толщине 10 мм),метр куб. | Объем(при толщине 18 мм),метр куб. | Объем(при толщине 20 мм),метр куб. | Объем(при толщине 38 мм),метр куб. |
| 2440 | 1830 | 4,47 | 0,045 | 0,080 | 0,089 | 0,170 |
| 2750 | 1830 | 5,03 | 0,050 | 0,091 | 0,101 | 0,191 |
| 3060 | 1830 | 5,60 | 0,056 | 0,100 | 0,112 | 0,213 |
| 3060 | 1220 | 3,73 | 0,037 | 0,067 | 0,075 | 0,142 |
| 3060 | 610 | 1,87 | 0,019 | 0,036 | 0,037 | 0,071 |
Вес ДСП
| Толщина, мм | Размер, мм | ||||
| 2440х1830 | 2750х1830 | 3060х1830 | 3060х1220 | 3060х610 | |
| 10 мм | 26 кг | 29 кг | 33 кг | 22 кг | 11 кг |
| 18 мм | 33 кг | 37 кг | 41 кг | 27 кг | 14 кг |
| 20 мм | 60 кг | 67 кг | 75 кг | 50 кг | 25 кг |
| 32 мм | 86 кг | 97 кг | 108 кг | 72 кг | 36 кг |
Кол-во листов в пачках
Для транспортировки листы ДСП упаковывают в пачки. Количество листов в пачках приведено в таблице ниже.
| Толщина листа, мм | Количество листов, шт. |
| 8 | 90 |
| 10 | 85 |
| 16 | 54 |
| 20 | 45 |
| 26 | 36 |