Сварка перегрев сразу при включении. Различные неисправности сварочных инверторов. Как работают сварочные инверторы
Читайте также
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
Как работает инвертор
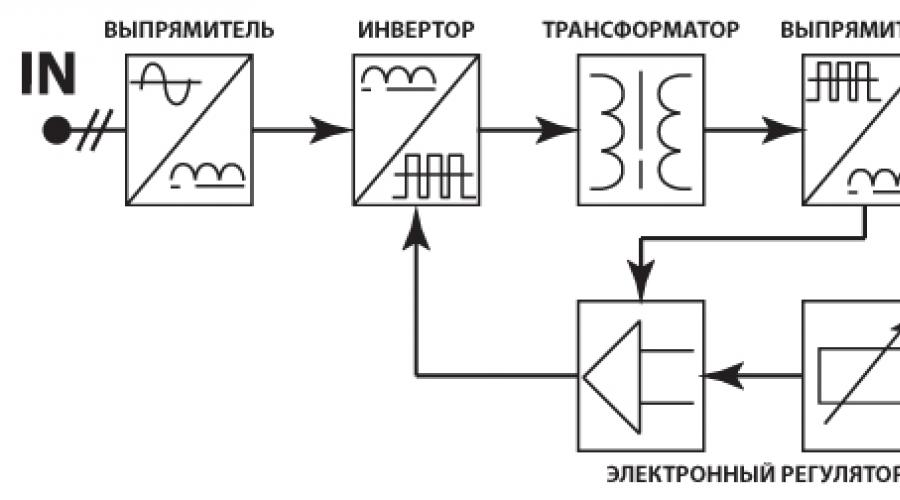
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.

Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла . Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях , на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.

Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист . К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео .
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки . Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение . Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм 2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты . Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее
Сварочный инвертор обеспечивает хорошее качество проведения сварочных работ, создавая сварщику максимально комфортные условия для работы. Однако эти преимущества приводят к повышению сложности его конструкции. Это может вызывать различные неисправности сварочного инвертора и понижает степень его надежности.
Особенности ремонта инвертора
В отличие от обычных сварочных аппаратов, представляющих собой электротехническое изделие, инвертор для сварки является электронным устройством. Следовательно, диагностика и ремонт инверторных сварочных аппаратов осуществляются проверкой рабочего состояния диодных мостов, транзисторных соединений, стабилитронов и других деталей, которые входят в состав электронных схем. При этом нужно обладать навыками обращения с осциллографами, вольтметрами, мультиметрами и другими измерительными приборами.

Главной отличительной чертой в проведении ремонта сварочного инвертора является сложность в определении характера поломки и обнаружения вышедшей из строя детали. Поэтому очень часто требуется проводить диагностику всех узлов электрической схемы.
На основании вышесказанного можно сделать вывод, что для необходимо обладать минимальными знаниями в области электроники и уметь разбираться в конструкции электрических схем. Если таковые навыки и умения отсутствуют, то браться за самостоятельный ремонт подобного аппарата не рекомендуется, чтобы не потратить лишние силы и время.
Принцип работы инвертора
Принцип работы инверторных аппаратов заключается в последовательном (пошаговом) преобразовании входящего сигнала электрического тока:

- процесс выпрямления входящих сетевых токов с помощью специального выпрямителя;
- процесс преобразования выпрямленных токов в переменные высокочастотные сигналы;
- процесс понижения токов с высоким напряжением до сварочного напряжения, происходящий на силовом трансформаторе;
- преобразование переменного тока с высокой частотой в постоянный ток, происходящее с помощью выходного выпрямителя.
Для выполнения подобных операций конструкция сварочного инвертора имеет несколько модулей с электронной начинкой. Основным модулем является выпрямитель входных токов. Затем идет управляющая плата, на которой находятся транзисторы (ключи), и заканчивается он выпрямителем выходных сигналов.
При этом в приборах разных производителей, имеющих разные модели, компоновка узлов агрегата может быть самой разнообразной, но установка основных компонентов всегда будет в неизменном виде.
Поэтому, зная основной принцип работы подобных агрегатов и расположение основных модулей их конструкции, можно провести диагностику возможных неисправностей и выполнить необходимый ремонт.
Виды основных неисправностей

При выходе из строя сварочного инвертора первым делом следует произвести проверку его транзисторов, поскольку они являются одним из наиболее слабых мест таких агрегатов. Первоначально следует провести визуальный осмотр транзисторов. Такую сломанную деталь выявить очень просто: она обладает сломанным или надтреснутым корпусом с перегоревшими выводами в местах пайки на плате. Такую деталь сразу же нужно заменить.
Новые транзисторы следует устанавливать на специальную термическую пасту. Она будет обеспечивать отведение тепла от транзистора на радиатор, выполненный из алюминия. Но очень часто визуальный осмотр не позволяет выявить неисправные элементы, тогда следует выполнить «прозвон» с помощью мультиметра.
Замена неисправных элементов выполняется по точно заданным параметрам. В некоторых случаях можно поставить аналоги деталей, при этом требуемые параметры можно определить по даташифту. Если замена перегоревших транзисторов не помогла, нужно переходить к дальнейшей диагностике.

В обычном режиме работы транзисторы не могут выйти из строя просто так, скорее всего, это обусловлено неправильной работой других элементов. Чаще всего это драйвер. Его проверку выполняют омметром. При обнаружении неисправных частей необходимо их выпаять и произвести замену на аналогичные детали.
Затем проверяются выпрямители входных и выходных токов, которые состоят из диодных мостов. Они устанавливаются на радиаторе и являются надежными узлами сварочных инверторов. Но и они могут выходить из строя. Проверку их работоспособности проверяют с помощью вольтметра.
Неисправность платы управления
Проверку диодных мостов лучше всего проводить отпайкой от них проводов и последующим откреплением их от платы. Это может облегчить всю дальнейшую работу и не вызовет сомнений тогда, когда произошло короткое замыкание всей цепи инвертора.
Проверка происходит по достаточно простому алгоритму. Необходимо «прозвонить» всю группу деталей. Если при этом будет выявлен «коротыш», то следует выполнить поиск пробитого диода. После его обнаружения следует диод аккуратно выпаять и произвести замену.
Если после проведения всех вышеописанных действий сварочный аппарат все равно не работает, следует протестировать плату управления. Она осуществляет контроль работы (управления) ключей. От надежности работы подобной платы будет зависеть надежность работы всего оборудования.
Для выполнения грамотного и квалифицированного ремонта инвертора необходимо провести проверку на наличие необходимых сигналов, производящих его работу. Эти сигналы должны поступать на затворные шины ключевого модуля. Выполнить подобную проверку можно при помощи осциллографов.
Периодически может возникать высокий нагрев корпуса инвертора. Связано это может быть с нарушениями правил использования агрегатом и неправильным выбором значения используемого тока для сварки. Также это может возникать при неправильном подборе электродов или слишком длительном времени работы агрегата. Чтобы подобных затруднений при использовании инвертора не возникало, необходимо соблюдать оптимальные режимы работы, которые прописаны в техническом паспорте.
Возникающие неисправности инвертора можно устранить самостоятельно, но сделать это можно только в том случае, если имеется необходимый диагностический инструмент и опыт его использования. В противном случае лучше обратиться за помощью к специалистам.
Сварочный инвертор отличается от обычного сварочного аппарата более легким и качественным процессом сварки. Однако неисправности сварочного инвертора, в силу его более сложного устройства, могут быть более серьезными и сложными.

Для определения причины поломки аппарата нужно провести его диагностику: проверить транзисторы, резисторы, диоды, стабилизаторы, контакты и т.д. К каждому аппарату прилагается подробная инструкция с описанием наиболее распространенных неисправностей, которые можно устранить самостоятельно. Однако очень часто для проведения ремонта может потребоваться специальное оборудование: омметр, вольтметр, мультиметр, осциллограф. И ими необходимо уметь пользоваться. А в особых случаях необходимы познания в электронике, умение работать с электросхемами. Поэтому, если самостоятельная проверка и устранение простых неисправностей, описанных ниже, не привела к успеху, лучше доверить ремонт инверторного аппарата мастерам в сервисном центре.
Какие бывают неисправности инверторов
Можно выделить несколько групп поломок сварочных инверторов:
- неисправности, возникающие из-за несоблюдения указанных в инструкции норм рабочего процесса сварки;
- неисправности, возникающие в следствие неправильной работы или выхода из строя элементов аппарата;
- поломки, возникающие в результате попадания в устройство влаги, пыли и посторонних предметов.
Вернуться к оглавлению
Распространенные неисправности, которые можно устранить своими руками
Рассмотрим некоторые наиболее часто встречающиеся неисправности сварочных инверторов:

Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его содержимого.
- Сварочная дуга горит неустойчиво или электрод сильно разбрызгивает материал. Причина этого может крыться в неправильном выборе тока. Сила тока должна соответствовать типу и диаметру электрода и скорости сварочного процесса. Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить.
- Электрод прилипает к материалу. Зачастую это происходит из-за низкого напряжения в сети, значение которого меньше минимально допустимого при работе с инвертором. Причиной залипания электрода может стать и плохой контакт в гнездах панели, который можно устранить, плотнее зафиксировав платы. Использование удлинителя с сечением провода меньше 2,5 мм 2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.
- Отсутствует процесс сварки, аппарат при этом включен в сеть. В этом случае нужно проверить наличие массы на свариваемой детали. Проверьте также кабель инвертора на наличие повреждений.
- Аппарат самопроизвольно отключается. Отключение аппарата происходит в момент включения в сеть трансформатора, после чего срабатывает его защита. Причиной этого может стать замыкание в цепи напряжения. Защита может включаться не только при замыкания проводов между собой или с корпусом, но и при замыкании между витками катушек или пробое конденсаторов. Чтобы отремонтировать полому, сначала нужно отключить трансформатор и найти неисправность, после чего произвести изоляцию или замену поврежденного элемента.

Если нет сварки при включенном аппарате, проверьте соединение кабеля электрододержателя.
В процессе длительной работы аппарат отключился. Скорее всего, это не поломка, а перегрев инвертора. Необходимо выждать минут 20-30, после чего возобновить работу. Следует придерживаться правил эксплуатации прибора: не перегревать его, то есть делать перерывы в работе, подключать к нему соответствующие значения тока, не использовать электроды слишком больших диаметров.
Трансформатор издает сильный гул и перегревается. Возможно, причиной этого стали перегрузка трансформатора, ослабление болтов, которые стягивают листы магнитопровода, или поломка крепления сердечника. Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Сварочный ток плохо регулируется. Причиной этого могут быть поломки в механизме регулирования тока: неисправность в регулирующем ток винте, замыкание между креплениями регулятора, замыкание в дросселе, плохая подвижность вторичных катушек в результате засора и др. Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Сварочная дуга резко обрывается, и зажечь ее невозможно, появляются только искры. Возможно проблема кроется в пробое обмотки высокого напряжения, замыкании между проводами или в плохом их соединении с клеммами инвертора.
Высокое потребление тока при отсутствии нагрузки. Причиной может стать замыкание витков на катушке. Устранить ее можно или восстановив изоляцию, или полностью перемотав катушку.
Вернуться к оглавлению

Если во время сварки возникает чрезмерное разбрызгивание металла электрода, то причиной может служить неправильно подобранное значение сварочного тока.
Если из корпуса аппарата появился запах гари и дым, это может говорить о серьезной поломке. В данном случае может понадобиться квалифицированный ремонт в сервисном центре.
Для выявления неисправности сначала разбирают корпус. Производят визуальный осмотр деталей на наличие повреждений, трещин, перегоревших контактов и вздутий конденсаторов. Также проверяют места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются именно в некачественной пайке, их легко устранить, перепаяв детали.
Все неисправные детали следует выпаять и произвести замену на новые, соответствующие данной модели аппарата.
Подобрать детали можно в соответствии с маркировкой, указанной на корпусе аппарата или в специальном справочнике.
Выпаивать детали нужно с помощью паяльника, имеющего отсос, который сделает работу удобной и быстрой.
Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении 220 вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т.д.
Но, самое главное, сварочный аппарат, вес которого кажется смешным для такого оборудования, иногда он не превышает и 5 кг, из-за его компактности и мобильности легко использовать при ремонте личной техники, строительстве индивидуальных домов, возведении каких-нибудь металлических конструкций на дачных участках и т.д. Одним словом, такой сварочный малыш везде пригодится.
Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома. Приобрести их можно практически в любом магазине по продаже оборудования. Большой выбор и приемлемая цена сварочных аппаратов позволяют каждому без проблем их купить.
В настоящее время большой популярностью пользуются аппараты для сварки разных моделей латвийской компании Ресанта. Это оборудование высокого качества. В России спрос на сварочные аппараты Ресанта очень высокий. Их удобно транспортировать, потому как размеры и масса позволяют перевозить оборудование даже в багажнике легкового автомобиля. И переносить на небольшие расстояния одному человеку.
Достоинства Ресанты оценили не только профессиональные сварщики, но и любители, не имеющие достаточного опыта в проведении сварочных работ.
Фирма выпускает оборудование для сварки двух типов : сварочный аппарат Ресанта и сварочный инвертор Ресанта. Отличие между ними состоит в том, что первый тип - это трансформаторный агрегат, а второй - инверторный. Те и другие отличаются между собой по разным показателям.
Однако, как бы ни был надёжен аппарат, и какой бы ни был у него запас прочности, рано или поздно из строя может выйти какая-нибудь деталь, и ему понадобится ремонт. Также как не существует в природе вечного двигателя, так нет и вечных механизмов. Поломки неизбежны и у сварочного аппарата «Ресанта», и у инвертора Ресанта. Рассмотрим общие признаки и причины того и другого типа сварочного оборудования латвийской фирмы, приводящие к ремонту.
Признаки и причины поломок сварочного инвертора
Признаки, по которым можно определить, что сварочному инвертору Ресанта требуется ремонт:
- залипание электрода
- нестабильность электрической дуги
- отсутствие дуги
- перегрев аппарата
- инвертор не включается
Причины неисправности
Залипание электрода происходит в случаях:
- низкого напряжения
- использование удлинителя сечением менее 2,5 мм
- подгорели контакты
- плохой контакт кабелей
Нестабильность электрической дуги вызвана:
- неправильной регулировкой тока сварки
- несоответствие типа и диаметра электродов
Отсутствие дуги в ызвано следующими причинами:
- обрывом кабеля
- перегревом инвертора
- отсутствием «массы»
- отказом печатной платы, где вышли из строя одна или даже несколько деталей
Перегрев аппарата может случиться тогда, когда:
- он работает длительное время при полной нагрузке без перерыва
- отказал вентилятор охлаждения
- на деталях печатной платы большой слой пыли
Причинами, когда инвертор после нажатия на кнопку «Пуск» не запускается. т.е. не начинает работать, могут быть следующими:
- отсутствует совсем или низкое напряжение питания
- неисправны что-либо: кабель, розетка или выключатель
- на печатной плате произошла поломка какого-нибудь элемента
- требуется замена удлинителя
Поломки сварочного аппарата
Причины поломок , из-за которых часто сварочные агрегаты ремонтируются:

Любая фирма-изготовитель дорожит своей репутацией и не станет выпускать некачественную продукцию. Однако, какой бы ни была хорошей сборка того же сварочного аппарата, в процессе работы от вибрации, постоянной транспортировки и т.д., контакты на клеммных колодках, к которым подключаются сварочные кабеля, ослабевают. И как результат, в местах соединения происходит сильный нагрев деталей, что приводит к их разрушению и короткому замыканию в сети, и следовательно, к ремонту. Чтобы не допустить этого, нужно регулярно следить за контактами на клеммах, и, если необходимо, соединительные контакты перебрать и зачистить, обеспечив тем самым плотный контакт всех частей.
Нередко бывает, что сварочный аппарат во время работы вдруг сам может отключиться . А случается это потому, что в цепи высокого напряжения произошло короткое замыкание. В этом случае необходимо, установив дефектное место, устранить неисправность.
Ослабление стягивающих пластины трансформатора болтов, перегрузки в работе трансформаторного блока сварочного аппарата, а также ослабление крепления сердечника или механизма передвижения катушек приводят к перегреву трансформатора агрегата.
Если сварочный аппарат перегревается, то ему необходимо сделать «передышку». Перегрев оборудования возможен при его интенсивной работе . В таких случаях, чтобы агрегат не вышел из строя, рекомендуется уменьшить рабочий ток или пользоваться электродами меньшего диаметра, иначе дело может закончиться ремонтом.
В случае когда аппарат «не тянет», причину следует искать в напряжении электросети или регуляторе тока сварки.
Основные виды ремонтных работ
 Некоторые мелкие поломки Ресанты можно устранить самим, не прибегая к помощи специалистов. Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр
. Там, например, могут произвести замену:
Некоторые мелкие поломки Ресанты можно устранить самим, не прибегая к помощи специалистов. Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр
. Там, например, могут произвести замену:
- вентилятора
- платы инвертора
- трансформатора
- диодного выпрямителя
- конденсаторов
- и других деталей
А также выполнить ремонт:
- платы управления
- блока питания
- модуля управления
- IMS модуля
- основной платы
Чтобы меньше ремонтировать свой аппарат для сварочных работ, старайтесь правильно его эксплуатировать. И тогда не нужно будет часто тратиться на ремонт.