Шарико-винтовые передачи для станков. Конструкция и назначение шарико-винтовых передач для станков с чпу Спиральный пар
Роликовинтовые пары (передачи, приводы) SKF
Ролико винтовые передачи - новый этап развития приводной техники.
Грузоподъемность передач винт-гайка качения практически всецело зависит от характеристик поверхностей в месте контакта элементов качения и винта: диаметра, числа точек контакта, твердости, обработки поверхности для обеспечения точности и следовательно равномерности распределения нагрузок между телами качения.
В шариковинтовых передачах нагрузка передается с гайки на винт через шарики, расположенные в канавках резбы. В ШВП с однозаходной резьбой размер шарика ограничен приблизительно 70% шага резьбы. В связи с этим, общая площадь контакта относительно мала в связи с ограниченностью числа полных витков шариков в гайке. Показать схему.
В роликовинтовых передачах нагрузка передается через рифленую поверхность всех цилиндрических роликов, что приводит к значительному увеличению числа точек контакта и общей площади контакта относительно ШВП. Показать схему.
Ролико винтовые передачи характеризуются:
Очень высокой грузоподъемностью (статическая нагрузка до 1500 тонн, динамическая нагрузка до 370 тонн)
- Очень высокой допустимой скоростью вращения (для РВП диаметром 48 мм - 3300 об/мин)
- Очень высокими допустимыми ускорениями (12000 рад/сек кв.)
- Долгим сроком службы даже при постоянной работе
- Высочайшей надежностью
- Хорошей сопротивляемостью агрессивным средам (пыль, песок, лёд)
- Хорошей сопротивляемостью ударным нагрузкам и вибрациям
- Прекрасной повторяемостью позиционирования (мин. шаг 0,6 мм)
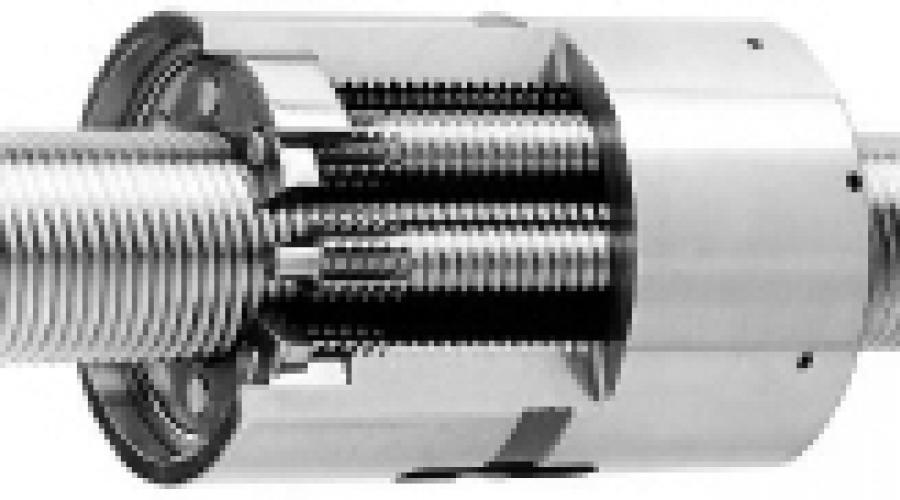
Различают два типа ролико-винтовых передач.

(серии SR/BR/PR/HR) (показать устройство) выдерживают тяжелейшие нагрузки в агрессивных условиях тысячи часов, что делает их пригодными для использования в задачах с очень высокими требованиями к грузоподъемности и надежности. Очень прочная гайка способна выдерживать ударные нагрузки, а механизм синхронизации движения роликов сохраняет надежность даже при высоких скоростях. Большой шаг резьбы и симметричная конструкция гайки позволяют осуществлять линейные перемещения с высокими скоростями.
Планетарные роликовинтовые приводы применяются в протяжных станках, прессах, станках, сталелитейном производстве, производстве шин, для автоматизации погрузочно-разгрузочных операций, военной авиации, танках, пусковых установках и пр.

(серии SV/BV/PV) (показать устройство)
позволяют получить высочайшую точность позиционирования благодаря использованию резьбы с малым шагом. Преимущества такой конструкции - минимизация входного момента и увеличение разрешения. Также отличаются высокой жесткостью.
Рециркуляционные ролико-винтовые приводы применяются в лабораторном и медицинском оборудовании, производстве бумаги, топографском оборудовании, телескопах, спутниках и пр.
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА РОЛИКО-ВИНТОВЫХ ПЕРЕДАЧ SKF
 Серия планетарных ролико-винтовых пар SRC:
Серия планетарных ролико-винтовых пар SRC:
увеличить
Цилиндрические гайки с осевым люфтом
- Шаг резьбы от 4 до 42 мм

увеличить
Фланцевые гайки с осевым люфтом
- Диаметры винтов от 8 до 210 мм
- Шаг резьбы от 4 до 42 мм

увеличить
BRC - цилиндрические гайки с устраненным осевым люфтом
- PRU - цилиндрические гайки с преднатягом
- Шаг резьбы от 2 до 42 мм

увеличить
BRF - фланцевые гайки с устраненным осевым люфтом
- PRK - фланцевые гайки с преднатягом
- Диаметры винтов от 8 до 64 мм
- Шаг резьбы от 4 до 36 мм

HRC – цилиндрические гайки с осевым люфтом
- HRF, HRP – фланцевые гайки с осевым люфтом
- Диаметры винтов от 60 до 210 мм
- Шаг резьбы от 15 до 40 мм

ISR – гайки с осевым люфтом
- IBR – гайки с устраненным осевым люфтом
- Диаметры винтов от 12 до 120 мм
- Шаг резьбы от 1 до 18 мм

SRR – фланцевые гайки с осевым люфтом
- BRR – фланцевые гайки с устраненным осевым люфтом
- Диаметры винтов от 25 до 60 мм
- Шаг резьбы от 5 до 30 мм

увеличить
SVC - цилиндрические гайки с осевым люфтом
- PVU – цилиндрические гайки с преднатягом
- Шаг резьбы от 0,6 до 5 мм

SVF - фланцевые гайки с осевым люфтом
- PVK - фланцевые гайки с преднатягом
- Диаметры винтов от 8 до 125 мм
- Шаг резьбы от 0,6 до 5 мм

Рассмотрим соотношения между силами, действующими в винтовой паре с прямоугольной резьбой. Развернем виток прямоугольной резьбы винта по среднему диаметру d 2 в наклонную плоскость, а гайку заменим ползуном (рис. 1). Подъему ползуна по наклонной плоскости соответствует навинчивание гайки на винт.
Рис. 1 - Гайку заменим ползуномКак известно из теоретической механики, сила взаимодействия F между наклонной плоскостью и ползуном, возникающая при движении его по наклонной плоскости, представляет собой равнодействующую нормальной силы и силы трения между ними и наклонена к нормали n поверхности их соприкосновения под углом трения φ.
Разложим силу F на две составляющие: осевую силу F а , действующую на винтовую пару, и окружную силу F t вращающую гайку при ее навинчивании (в других случаях вращающую винт при его ввинчивании).
Из чертежа разложения сил (рис. 1) следует, что

где ψ - угол подъема резьбы.
Очевидно, что крутящий момент T
в резьбе, создаваемый силой F
t , при навинчивании гайки или ввинчивании винта,
или
Спуску ползуна по наклонной плоскости (рис. 2) соответствует отвинчивание гайки или винта. В этом случае при разложении силы взаимодействия F
между наклонной плоскостью и ползуном на осевую силу F
a и окружную силу F
′ t имеем

 Рис. 2 - Отвинчивание гайки
Рис. 2 - Отвинчивание гайки
Очевидно, что при F
′ t ≥0 [что соответствует условию tg(φ-ψ)≥0] резьба будет самотормозящей. Следовательно, условие самоторможения прямоугольной резьбы математически определяется условием ψ≤φ. При подъеме ползуна по наклонной плоскости движущей силой F
t (рис. 1) на высоту, равную ходу резьбы P
h , работа движущих сил
а работа сил полезных сопротивлений
Коэффициент полезного действия η винтовой пары с прямоугольной резьбой при навинчивании гайки или ввинчивании винта.
или
Из анализа формулы следует, что для самотормозящей винтовой пары, где ψРассмотрим силовые соотношения, условия самоторможения и к. п. д, винтовой пары с треугольной или трапецеидальной резьбой. Так как рассуждения и выводы для указанных резьб одинаковы, то рассмотрим их применительно к треугольной резьбе. Если в рассмотренной винтовой паре заменим прямоугольную резьбу треугольной, то сила трения в резьбе, а следовательно, и окружная сила винтовой пары будут иметь другие значения. Определим силы трения и установим соотношения между силами трения в прямоугольной и треугольной резьбах. Для упрощения выводов угол наклона резьбы примем равным нулю. Сила трения для прямоугольной резьбы (рис. 3)
где ƒ - коэффициент трения. Сила трения для треугольной (рис. 4) или трапецеидальной резьбы

где α - угол профиля резьбы,
ƒ′ - приведенный коэффициент трения:
 Рис. 3 - Сила трения для прямоугольной резьбы
Рис. 3 - Сила трения для прямоугольной резьбы
Из формулы следует, что по сравнению с прямоугольной резьбой в треугольной и трапецеидальной резьбах трение больше. Для нормальной метрической резьбы α=60° и ƒ′=1,15ƒ, для трапецеидальной резьбы α=30° и ƒ′=1,04ƒ, следовательно, в этой резьбе трение больше, чем в прямоугольной резьбе, но меньше, чем в треугольной.
 Рис. 4 - Сила трения трапецеидальной резьбы
Рис. 4 - Сила трения трапецеидальной резьбы
Очевидно, что соотношению коэффициентов трения ƒ и ƒ′ соответствует соотношение между углами трения φ и φ′ где φ′ - приведенный угол трения:

Соотношения между силами в прямоугольной и треугольной резьбах аналогичны. Поэтому по аналогии с формулами следует, что для треугольной или трапецеидальной резьбы окружная сила

крутящий момент в резьбе
условие самоторможения определяется выражением ψ≤φ′, коэффициент полезного действия

а для самотормозящей винтовой пары, где ψ
Рис. 5 - Торцовая опорная поверхность гайки
Момент трения T f на торце гайки или головки винта при их завинчивании определяют следующим образом. Торцовая опорная поверхность гайки или головки винта (рис. 5) принимается кольцевой с наружным диаметром D
, равным раствору ключа, и внутренним диаметром d 0 равным диаметру отверстия под болт, винт или шпильку . Принято считать, что давление на опорной поверхности распределяется равномерно, т. е.

Таким образом, момент трения на торце гайки или головки винта
или окончательно
Для упрощения расчетов часто принимают, что равнодействующая силы трения ƒF на опорной поверхности гайки или головки винта действует по касательной к окружности среднего диаметра d c , опорной поверхности и момент
где
Последняя формула при технических расчетах дает вполне достаточную точность.
Очевидно, что момент завинчивания гайки или ввинчивания установочного винта

Для создания станков с программным числовым управлением необходимо использовать шарико-винтовые пары. Они отличаются не только внешним видом, но и конструкцией. Для выбора определенной модели следует заранее ознакомиться со строением и комплектующими ШВП.
Назначение шарико-винтовых пар
Все виды ШВП для станков с ЧПУ предназначены для преобразования вращательного движения в поступательное. Конструктивно состоят из корпуса и ходового винта. Отличаются друг от друга размерами и техническими характеристиками.
Основным требованием является минимизация трения во время работы. Для этого поверхность комплектующих проходит процесс тщательной шлифовки. В результате этого во время движения ходового винта не происходит резких скачков его положения относительно корпуса с подшипниками.
Дополнительно для достижения плавного хода применяется не трение скольжение относительно штифта и корпуса, а качение. Для получения этого эффекта применяется принцип шариковых подшипников. Подобная схема увеличивает перегрузочные характеристики ШВП для станков с ЧПУ, значительно повышает КПД.
Основные компоненты шарико-винтовой передачи:
- ходовой винт. Предназначен для преобразования вращательного движения в поступательное. На его поверхности формируется резьба, основная характеристика — ее шаг;
- корпус. Во время движения ходового винта происходит смещение. На корпус могут устанавливаться различные компоненты станка: фрезы, сверла и т.д.;
- шарики и вкладыши. Необходимы для плавного хода корпуса относительно оси ходового винта.
Несмотря на все преимущества подобной конструкции шарико-винтовые передачи для ЧПУ применяются только для средних и малых станков. Это связано с возможностью прогиба винта при расположении корпуса в его средней части. В настоящее время максимально допустимая длина составляет 1,5 м.
Аналогичными свойствами обладает передача винт-гайка. Однако это схема характеризуется быстрым износом комплектующих из-за их постоянного трения между собой.
Области применения ШВП

Относительная простота конструкции и возможность изготовления шарико-винтовой передачи с различными характеристиками расширяет область его применения. В стоящее время шарико-винтовые пары являются неотъемлемыми компонентами самодельных фрезерных станков с числовым программным управлением. Ну на этом область применения не ограничивается.
Благодаря своей универсальности ШВП могут устанавливаться не только в станках с ЧПУ. Плавный ход и практические нулевое трение делают их незаменимыми компонентами в точных измерительных приборах, установок медицинского назначения, в машиностроении. Нередко для комплектации самодельного оборудования берут запчасти от этих приборов.
Это стало возможным благодаря следующим свойствам:
- минимизация потерь на трение;
- высокий коэффициент нагрузочной способности при небольших габаритах конструкции;
- низкая инертность. Движение корпуса происходит одновременно с вращением винта;
- отсутствие шума и плавный ход.
Однако следует учитывать и недостатки ШВП для оборудования ЧПУ. Прежде всего к ним относятся сложная конструкция корпуса. Даже при незначительном повреждении одного из компонентов шарико-винтовая передача не сможет выполнять свои функции. Также накладываются ограничения на скорость вращения винта. Превышение этого параметра может привести к появлению вибрации.
Для уменьшения осевого зазора сборка выполняется с натягом. Для этого могут устанавливаться шарики увеличенного диаметра или две гайки с осевым смещением.
Характеристики ШВП для оборудования с ЧПУ

Для выбора оптимальной модели шарико-винтовой передачи для станков с числовым программным управлением следует ознакомиться с техническими характеристиками. В дальнейшем они повлияют на эксплуатационные качества оборудования и время его безремонтной эксплуатации.
Основным параметром ШВП для станков с ЧПУ является класс точности. Он определяет степень погрешности положения подвижной системы согласно расчетным характеристикам. Класс точности может быть от С0 до С10. Погрешность перемещения должна даваться производителем, указывается в техническом паспорте изделия.
| Класс точности | С0 | С1 | С2 | С3 | С5 | С7 | С10 |
| Погрешность на 300 мкм | 3,5 | 5 | 7 | 8 | 18 | 50 | 120 |
| Погрешность на один оборот винта | 2,5 | 4 | 5 | 6 | 8 |
Кроме этого при выборе нужно учитывать следующие параметры:
- отношение максимальной и необходимой скорости мотора;
- общая длина резьбы ходового винта;
- средние показатели нагрузки на всю конструкцию;
- значение осевой нагрузки — преднатяг;
- геометрические размеры — диаметр винта и гайки;
- параметры электродвигателя — крутящий момент, мощность и другие характеристики.
Эти данные должны быть предварительно рассчитаны. Следует помнить, что фактические характеристики ШВП для оборудования с ЧПУ не могут отличаться от расчетных. В противном случае это приведет к неправильной работе станка.
Количество оборотов шариков за один круг определит степень передачи крутящего момента от вала корпусу. Этот параметр зависит от диаметра шариков, их количества и сечения вала.
Установка ШВП на станок с ЧПУ

После выбора оптимальной модели необходимо продумать схему установки ШВП на станок с ЧПУ. Для этого предварительно составляется чертеж конструкции, закупаются или изготавливаются другие компоненты.
Во время выполнения работы следует учитывать не только технические характеристики шарико-винтовой передачи. Основное ее предназначение — движение элементов станка по определенной оси. Поэтому следует заранее продумать крепление блока обработки к корпусу ШВП для станков с ЧПУ. Необходимо сверить размеры посадочных отверстий, их расположение на корпусе. Следует помнить, что любая механическая обработка шарико-винтовой передачи может повлечь за собой негативные изменения ее характеристик.
Порядок установки в корпус станка с ЧПУ.
- Определение оптимальных технических характеристик.
- Измерение длины вала.
- Создание схемы сопряжения монтажной части вала с ротором двигателя.
- Установка передачи на корпус станка.
- Проверка работоспособность узла.
- Подключение всех основных компонентов.
После этого можно выполнить первый пробный запуск оборудования. В процессе работы не должно возникать колебания и вибрации. В случае их появления выполнять дополнительную калибровку компонентов.
При поломке ШВП во время эксплуатации станка с ЧПУ ремонт передача можно сделать самостоятельно. Для этого можно заказать специальный комплект. С особенностями проведения восстановительных работ можно знакомиться в видеоматериале:
Износостойкие винтовые (шнековые) пары героторных винтовых насосов.
Героторные или одновинтовые насосы являются насосами объемного действия, их принцип работы основан на перемещении продукта вращающимся ротором по внутренней спирали двухзаходного неподвижного статора. При этом не создается скачков давления, а структура перемещаемого продукта не подвергается механическому воздействию. Пенобетон не расслаивается. Винтовые насосы применяются во многих отраслях промышленности. Перекачивающим рабочим органом насоса является винтовая героторная или шнековая пара. Винтовая пара состоит из однозаходного ротора, вращающегося внутри неподвижного эластичного двухзаходного статора (обоймы). Геометрические параметры винтовой пары, такие как длина и диаметр ротора и статора, шаг винтовой поверхности, количество шагов, осевой эксцентриситет и т.п. определяют объем образующейся рабочей полости между ротором и статором и количество таких полостей. От конструктивных характеристик зависит способность винтовой пары развивать определенное давление продукта на выходе, перекачивать строго определенное количество продукта за один оборот винта (ротора) и прокачивать растворы с определенным размером твердой фракции (2-16мм). На входе винтовой пары создается разрежение, поэтому насосы являются самовсасывающими. Винтовые пары героторного насоса способны перекачивать различные абразивные растворы, густые и газосодержащие жидкости и являются изнашиваемой расходной частью насосного агрегата. При перекачке абразивных штукатурных и бетонных растворов рабочие поверхности ротора и статора подвергаются интенсивному абразивному износу, поэтому ротор изготавливается из износостойкого твердого сплава, а статор из износостойкого эластичного материала.
Область применения винтовых героторных насосов:
— Строительная отрасль : штукатурные, шпаклевочные, малярные агрегаты и станции, бетоно — растворонасосы, машины для торкретирования бетона и закачки цементных растворов в скважины под фундаменты зданий, агрегаты для устройства наливных полов и кровель
— Насосы для химических производств
— Мультифазные насосы для перекачки густой, загрязненной песком и загазированной нефти
— Насосы очистных сооружений, шламовые, ливневые для сточных вод, фекальные для откачки навоза в животноводстве, и т.д.
— Откачка шахтных вод при горнодобыче
— Пищевые насосы для перекачки паст, кремов, мясного фарша, патоки, пюре, кетчупов, шоколада, теста, парфюмерных кремов и т.д.
— Насосы для перекачки взрывчатых веществ, торфяной и угольной крошки, бумажной пульпы, извести, глины, битума
Измерительные насосы-дозаторы
Преимущества винтовых героторных насосов.
— Большая номенклатура применяемых винтовых пар определяет широкий диапазон винтовых насосов по применению, производительности и давлению нагнетания.
— Давление нагнетания насоса определяется только конструкцией винтовой пары и постоянно при любой скорости вращения ротора и производительности насоса.
— Производительность насоса меняется со скоростью вращения ротора.
— Подача продукта осуществляется равномерно без пульсаций давления.
— Высокий КПД насоса
— Эффективно перекачивают густые, вязкие, тягучие жидкости, суспензии и растворы с высоким содержанием (до 60%)газа и твердых или волокнистых составляющих.
За один оборот ротора перекачивается строго фиксированное (до граммов) количество жидкости.Функция точного дозирования объема или измерения
— Винтовые насосы являются самовсасывающими.
— Простота конструкции насоса – отсутствуют вращающиеся сальники.
— Бесшумная работа винтовой пары.
— Простота обслуживания – замена винтовой пары без разборки насоса.
Инженеры компании способны рассчитать, сконструировать и изготовить по заданию Заказчика винтовые пары с определенным набором технических характеристик или аналоги любой импортной винтовой пары. Мы производим износостойкие винты и обоймы D6-3, D8-1,5 и 2L74 для импортных штукатурных, шпаклевочных и торкрет агрегатов компаний Putzmeister, m-tec, Maltech, P.F.T., Putz knecht, Turbosol, Utiform, Borneman, Brinkman, Edilizia, Kaleta, MAI, Chemgrout, Foerdertechnik, Lutz, Filamos, Knoll, Power-spray, KTO, ATWG, Hi-Flex, Tumac , и т.д.
Компания производит под заказ винтовые пары СО-115, Д-4, Д-5, СО-87 с улучшенными техническими характеристиками для штукатурных МАШ-1-01, шпаклевочных СО-150Б и малярных агрегатов и т.д. производителей КСОМ и ОАО «МИСОМ ОП» и Орловского завода строительной техники. Нами модернизированы конструкции некоторых винтовых пар, что позволило повысить их стойкость, давление нагнетания и другие технические характеристики. Компания изготавливает винты (роторы) из износостойких сплавов с высоким содержанием твердых карбидов, поэтому они имеют рабочий ресурс в 3 раза и более винтов КСОМ , выточенных из стали 40Х.
Освоена технология производства равностенных (Even Wall) обойм статоров винтовых пар из износостойких полимеров. Производимые нами винтовые пары СО-115, Д-4, Д-5, СО-87 по ценам ниже, а по стойкости значительно превосходят аналоги КСОМ. Показатель цена/качество – вне конкуренции, цена ниже на 20-30%, стойкость выше в 3 раза. Купив и эксплуатируя нашу пару, Вы оцените ее неоспоримые преимущества и сэкономите значительные средства на винтовой паре и ее доставке.