Различные неисправности сварочных инверторов. Рекомендации по ремонту инверторных сварочных аппаратов Греется инвертор
Читайте также
Ответ:
Перегрев может случиться практически с любым оборудованием, особенно там, где идет работа с высокими токами или температурами. Поэтому перегрев сварочного инвертора - это дело обычное, довольно естественное и не стоит спешить его пугаться. Тем более что практически все сварочные аппараты сегодня оснащаются защитой от перегрева, которая призвана не допустить поломки оборудования вследствие подобных ситуаций.
Перегрев сварочного инвертора наступает в том случае, если аппарат работает длительное время без передышки. При этом временной отрезок для каждой конкретной модели будет индивидуальным. Однако для бытовых сварочных инверторов он составляет от тридцати минут до полутора часов (в зависимости от качества комплектующих и сборки аппарата), для полупрофессиональных моделей этот промежуток увеличивается и составляет от часа до двух часов, а профессиональные сварочные инверторы часто вообще могут работать очень долго.
Следует учитывать, что величина рабочего временного промежутка также сильно зависит от температуры в окружающей среде. В жаркий солнечный день перегрев может наступить гораздо быстрее, чем в прохладные часы в межсезонье. Кстати, у каждого аппарата есть встроенная система вентиляции, иначе он не смог бы проработать и нескольких минут. Но делать её очень большой, эффективной, но в то же время громоздкой, нецелесообразно. Поэтому, чем меньше аппарат, тем, зачастую, меньше его период работы без отдыха.
Как определить, что сварочный инвертор перегрелся? Он выключится, и некоторое время будет отказываться включаться. Это будет означать, что сработала защита. Однако мы не рекомендуем доводить дело да такого полуаварийного отключения. Определите примерный рабочий временной промежуток для вашего инструмента и давайте аппарату отдых заранее, чтобы не произошел слишком быстрый его износ.
Кстати, считается, что среди бытовых сварочных инверторов длительным временным рабочим промежутком отличается и . Именно поэтому эти аппараты с таким удовольствием приобретают дачники, которые работают ими, обычно, в жаркие летние отпускные дни. Из полупрофессионального и профессионального оборудования хорошо в этом плане зарекомендовали себя немецкие
Сварочный инверторный аппарат, как и любое другое оборудование, рано или поздно может дать сбой в работе. И если это случается, то проблему можно решить двумя путями: отдать прибор в сервисный центр, специализацией которого является ремонт инверторных сварочных аппаратов, или попытаться устранить неисправность самостоятельно.
Перед началом ремонта сварочного инвертора убедитесь, что он отключен от электросети.
Овладев необходимой информацией, вы сможете устранить некоторые неисправности своими руками, не прибегая к помощи мастеров. Это, разумеется, сэкономит ваши денежные средства. Однако и времени может уйти немало. Рассмотрим, как отремонтировать сварочные аппараты своими руками и какие неисправности встречаются чаще всего.
Особенности сварочных инверторов и их ремонт

Инверторные сварочные аппараты дают возможность с максимальным комфортом выполнить высококачественную сварку, имея при этом минимальные навыки работы с ней.
Сварочный инвертор характеризуется более сложной, но менее надежной конструкцией, чем у сварочных трансформаторов и выпрямителей. Инвертор, в отличие от своих электротехнических предшественников, является довольно сложным электронным изделием. Если инверторный аппарат перестает работать, то первое, что необходимо протестировать, рабочие ли диоды, стабилизаторы, транзисторы и другие элементы электросхемы инверторной сварки. Для этого необходимо уметь пользоваться вольтметром, мультиметром и осциллографом.
Инверторная сварка имеет свои особенности при проведении ремонта. Например, довольно часто случается так, что не удается сразу выявить неработающую деталь и приходится производить проверку каждого элемента схемы аппарата. Поэтому, чтобы качественно произвести ремонт инвертора, очень важно владеть хотя бы базовыми знаниями в электронике и навыками работы с электросхемами. Если вы не владеете этими познаниями, то лучше отдать инвертор на ремонт специалистам. Иначе вы просто потеряете время и силы или даже усугубите ситуацию.
К каждому инвертору обязательно прилагается инструкция, в которой перечисляются возможные неисправности и рекомендации по их устранению.Вернуться к оглавлению
Диагностика неисправностей сварочных инверторов

В блоке питания сварочного инвертора наиболее часто выходят из строя конденсаторы.
Перед тем как приступить к осуществлению ремонта инверторной сварки, следует знать, какие основные виды неисправностей бывают.
Сначала проводится визуальный осмотр прибора.
При наличии мест с испорченными контактами детали нужно отсоединить, почистить и подключить обратно.
К наиболее уязвимым местам сварочного инверторного аппарата относится колодка клеммы. К ней осуществляется подключение сварочного кабеля.
Высокий показатель тока и плохой контакт приводят к нагреванию в местах соединения проводов, что может быть критично для аппарата.
Можно выделить несколько групп всех неисправностей инверторных сварочных аппаратов:
- неисправности, возникающие при неправильном выборе рабочего режима сварки;
- поломка или неправильная работа электронных частей инверторной сварки.
В обоих случаях сварочные работы либо затруднены, либо вовсе невозможны. Есть несколько факторов, способствующих возникновению неисправностей.
Диагностику их нужно проводить последовательно, начиная с простых операций и заканчивая сложными.

При тестировании блока управления сварочного инвертора особое внимание надо обратить на индукционные катушки регулятора напряжения.
Причинами неисправности электросхемы могут быть:
- попадание влаги внутрь устройства (эксплуатация аппарата во время осадков);
- скопившаяся внутри корпуса аппарата пыль приводит к нарушению нормального охлаждения элементов электросхемы (обычно это происходит при постоянной эксплуатации на строительных площадках);
- перегрев инвертора в результате неправильного режима работы.
Вернуться к оглавлению
Основные виды поломок сварочных инверторов и их устранение
В основном поломки сварочных инверторов являются следствием воздействия каких-либо внешних факторов или ошибок при настройке и эксплуатации аппаратов.

Схема основных элементов сварочного инвертора.
Наиболее часто встречающиеся неисправности:
- Неустойчивое горение сварочной дуги или чрезмерное разбрызгивание электродного материала. Причиной является несоответствие тока типу и диаметру электрода и скорости сварки. Требуемую силу тока можно узнать из рекомендаций производителя электродов, которые указываются на упаковке. Если же эта информация не указана, то можно воспользоваться формулой вычисления тока: 20-40 А на 1 мм диаметра электрода. При уменьшении скорости сварки величину тока тоже нужно снижать.
- Прилипание сварочного электрода к металлу. Это может быть следствием нескольких причин. В большинстве случаев это случается из-за того, что аппарат подключен к сети с недостаточным питающим напряжением. Еще это может быть следствием плохого контакта модулей аппарата в панельных гнездах. Устранить эту проблему можно, подтянув крепления и хорошо зафиксировав платы. На входе инвертора напряжение может падать при использовании сетевого удлинителя, сечение провода которого менее 2,5 мм 2 . Чрезмерно длинный удлинитель тоже может стать причиной падения напряжения (при длине провода от 40 м работа аппарата практически невозможна, так как происходят большие потери тока в цепи). Электрод может прилипать из-за окисления или подгорания контактов в цепи, что тоже может приводить к падению напряжения. С данной проблемой можно столкнуться и при ненадлежащей подготовке материалов, подлежащих сварке (контакт электрода и детали ухудшается при наличии на ней оксидной пленки).
- Отсутствие сварки при включенном инверторе и работающих индикаторах. Причинами этого в большинстве случаев являются перегрев аппарата и самопроизвольное отсоединение или повреждение сварочных кабелей.
- Самопроизвольное отключение инвертора. При подключении трансформатора к сети, срабатывает его защита и аппарат выключается. Причиной может быть замыкание в цепи между проводами и корпусом. Защита может включаться при замыкании между листами магнитного провода или витками катушек и пробое конденсаторов. Устранение: отключите трансформатор от сети, найдите неисправный элемент и отремонтируйте его — произведите замену конденсатора, восстановите изоляцию и т.д.
- Большое потребление тока при малой или отсутствующей нагрузке в сети. Возможная причина — замыкание витков на катушках. Проблема устраняется путем перемотки или наладки слоя изоляции.
- Причиной отключения при сварочных работах сетевого напряжения может стать неверно выбранный автоматический выключатель. Рассчитывать его следует на ток до 25 А.
- Прекращение работы инвертора в процессе длительной сварки. Скорее всего, причиной этого является перегрев. При превышении допустимой температуры срабатывает защита. Подождите 20-30 минут и продолжите работу.
- Трансформатор может сильно гудеть, что сопровождается перегревом аппарата. Одна из причин — ослабление болтов, которые стягивают листовые элементы магнитного провода. Причиной этого может стать и неисправность в крепеже сердечника, и перегрузка трансформатора, и замыкание между сварочными кабелями. Проверьте и подтяните все болты, устраните неисправность в креплении сердечника, восстановите изоляцию сварочных кабелей.

Здесь будет рассмотрен ремонт сварочного инвертора TELWIN Force 165. Для тех, кто не знаком с устройством и схемотехникой сварочного инвертора, предлагаем сначала ознакомиться с материалами на эту тему, а именно:
В этих двух статьях на примере реального аппарата TELWIN Force 165 и принципиальной схемы сварочных инверторов TELWIN Tecnica 144-164 подробно описана электронная начинка и назначение каждого элемента схемы.
Но давайте вернёмся к нашему неисправному аппарату – сварочному инвертору TELWIN Force 165. По словам владельца, аппарат исправно работал, но вдруг, после небольшой передышки в работе напрочь отказывался выполнять свои обязанности. При попытке начать работу искра не появлялась, а изнутри корпуса доносился неестественный для штатной работы «гул» и «писк».
По словам владельца также было известно, что аппарат вроде как работал – был слышен шум вентилятора обдува, включался индикатор штатной работы. А это свидетельствует о том, что транзисторы инвертора исправны.
Складывалось впечатление, что сварочный инвертор «уходит в защиту» - срабатывают внутренние защитные цепи, которые есть в составе любого импульсного агрегата, тем более такого мощного.
Поиск неисправности сварочного инвертора я начал нестандартно. Включать приборчик не стал.
Ранее я с такими приборами не сталкивался, и они были для меня в новинку. Поэтому первым делом вскрыл корпус и стал проверять мультиметром все доселе известные мне детали.

На печатной плате сварочного инвертора обнаружил знакомые элементы: вентилятор, мощный диодный мост (на него установлен радиатор), высоковольтные электролитические конденсаторы фильтра, фильтр EMC, ключевые мощные транзисторы инвертора (установлены на радиатор), импульсный трансформатор , электромагнитное реле …
Неприятным сюрпризом оказалось то, что поверхность печатной платы была залита каким-то лаком, который затруднял считывание маркировки SMD -элементов и микросхем.
Также были обнаружены защитные элементы. Один из них – термопредохранитель на 90 0 С. Он приклеен к радиатору диодного моста.

Насколько мне известно, такие термопредохранители срабатывают намертво, то есть если нагреются выше своей температуры срабатывания, то размыкаются навсегда. Похожие термопредохранители можно обнаружить в силовых трансформаторах. Там они включаются в цепь первичной обмотки и приклеиваются к ней. Защищают трансформатор от перегрева. Иногда можно ложно судить о том, что первичная обмотка трансформатора в обрыве, хотя стоит убрать (или замкнуть накоротко) этот самый термопредохранитель, как оказывается, что трансформатор исправен.
Поэтому первым делом проверил целостность термопредохранителя на 90 0 С. Он оказался исправен.
Кроме этого на одном из радиаторов, к которым крепятся мощные ключевые транзисторы инвертора, также есть температурный датчик. Внешне он очень похож на термовыключатель серии KSD, которые используются в термопотах, водяных нагревателях и прочей бытовой электротехнике.

Особенность этих термовыключателей в том, что их контакты вновь замыкаются, если температура опустится ниже определённого значения. Понятно, что этот температурный датчик отслеживает нагрев мощных ключевых транзисторов и, если есть перегрев, временно отключает работу сварочного инвертора. Как только радиаторы, а, следовательно, и транзисторы остынут, то аппарат вновь запустится, и будет работать в штатном режиме.
При проверке термовыключателя оказалось, что он также исправен. Ну, что ж, будем искать неисправность дальше.
После недолгих поисков, было решено проверить мощные выпрямительные диоды. На печатной плате они расположены рядком и надёжно прикручены к радиатору шурупами. На страницах сайта уже рассказывалось о том, как проверить диод .
Маркированы как 60CPH03 . Это ультрабыстрые сдвоенные диоды VS-60CPH03 .
После проверки оказалось, что ориентировочно неисправны все три сдвоенных диода. Но это всего лишь предположение, так как диоды впаяны в схему, и 100% утверждать, что именно они неисправны нельзя. Несмотря на это стало понятно, в каком направлении нужно «копать» дальше.
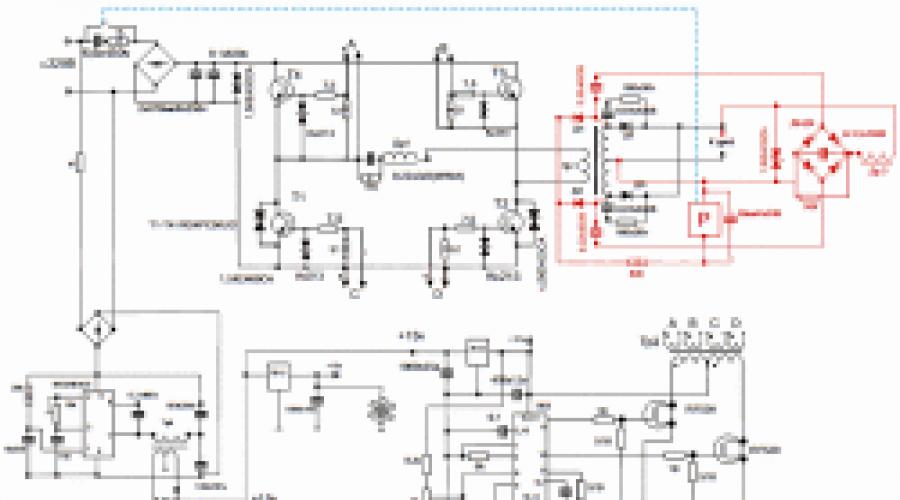
Разобраться в проблеме можно было бы и без схемы, но с ней интересней, тем более что под рукой оказалось руководство по ремонту сварочных инверторов TELWIN Tecnica 144-164, которые, честно говоря, мало чем отличаются по своему составу и схемотехнике от TELWIN Force 165. Если взглянуть на принципиальную схему, то можно заметить, что даже при пробое одного из сдвоенных диодов 60CPH03, все остальные диоды при проверке будут также «неисправными», если их не выпаять из платы и не проверить каждый в отдельности. Вот кусочек схемы - выходной выпрямитель .

Как оказалось, выпаять эти самые диоды не так-то просто. Во-первых, пайка очень достойная и качественная. Да и как тут по-другому, ведь в силовой части сварочного аппарата протекают огромные токи, вплоть до 130 ампер! Малейший недопай и место контакта будет греться, а это в последствие приведёт к неисправности. Поэтому итальянцы не жалеют припоя и надёжно сдабривают им место контакта.
Не стоит забывать, что современная электроника изготавливается с помощью бессвинцовых припоев , а температура их плавления, как правило, выше, чем у обычного оловянно-свинцового.
Перед тем, как выпаивать диоды, необходимо демонтировать радиатор. Шурупы, которыми крепятся диоды к радиатору нестандартные, но открутить их можно пассатижами.
Для выпайки лучше воспользоваться паяльником помощнее. Лучше взять обычный паяльник мощностью ватт на 50, иначе выпайка превратится в мучение. Можно, конечно, применить и 40-ка ваттный паяльник, но тут потребуется сноровка и немало терпения. Надо успеть хорошо прогреть все 3 вывода диода одновременно.
При демонтаже можно попробовать использовать медную оплётку или десольдер для удаления припоя. Правда, если паяльник маломощный (например, 40 ватт), то толку от них будет мало. Припой будет моментально застывать.
Несмотря на трудности вызванные маломощностью паяльника (он у меня на 40 ватт) и обгоревшим медным жалом мне всё-таки удалось выпаять сдвоенные диоды. К сожалению, не без «косяков».

Выдрал с корнями сквозную металлизацию медных дорожек. Ах, да ладно, не беда. Зачистим и надрастим.
Оказалось, что пробит один из диодов – остальные целы. Стоит отметить, что пробитым оказались оба диода, которые являются частью одного сдвоенного диода. Теперь это не диод – а «решето», - обычный проводник в красивом корпусе.
Если взглянуть на схему, то «вылетел» тот диод, который обозначен красным кружком.

Напомню, что кусочек схемы взят из руководства для TELWIN Tecnica 144-164. А чинил TELWIN Force 165. У телвин Force 165 на плате нет катушки индуктивности L1 (дроссель) и, по-видимому, не должно быть, так как посадочного места на плате для неё нет. Так что не обращайте на неё внимания. В реальности же эта катушка выполнена из медного провода большого сечения, чтобы выдерживать токи до 140 ампер.
Было решено оставить аппарат в покое и заняться поисками замены неисправного диода VS-60CPH03. Найти замену диоду 60CPH03 оказалось не так-то просто. Купить в интернете эту радиодеталь не получилось. В интернет-магазинах такая деталь почему-то является редкостью (возможно, всё уже изменилось). Пришлось ехать на радиорынок и покупать там.
Был куплен аналог диода с маркировкой STTH6003CW . Цена у него оказалась приличная, да и найти нужный оказалось непросто.

 Параметры STTH6003CW такие же, как и у VS-60CPH03, а именно:
Параметры STTH6003CW такие же, как и у VS-60CPH03, а именно:
Корпус – TO-247 ;
Максимальный ток в прямом включении I F(AV) – 30A на 1 элемент (60А на оба диода);
Допустимое обратное напряжение V RRM – 300V;
Время восстановления (или быстродействия) t rr (max) – 50 ns (50 наносекунд).
Сдвоенный диод STTH6003CW относится к, так называемым, быстродействующим диодам. Буржуи обзывают такие диоды Ultra-fast , Hyperfast , Super-fast , Stealth diode , High frequency secondary rectifier и т.п. В общем, как только не пытаются подчеркнуть их крутизну.
Главная особенность быстродействующего диода – это способность быстро открываться (пропускать ток) и также быстро закрываться (не пропускать ток). А это означает, что он может работать на высоких частотах. Это и требуется для работы в выпрямителе сварочного инвертора, так как требуется выпрямлять ток высокой частоты – десятки килогерц.
Поэтому заменять такие диоды стоит только быстродействующими!
Для замены диода VS-60CPH03 подойдут STTH6003CW , FFH30US30DN . Все эти диоды – аналоги и отлично подходят для замены друг друга. Активно применяются в сварочных аппаратах. Также подойдёт STTH6003TV , но у него другой корпус (ISOTOP ), хотя если другого нет, то при желании можно изловчиться и прикрутить его куда-нибудь.

При установке диодов на радиатор необходимо обязательно использовать теплопроводную пасту (например, КПТ-8 ).

Жадничать не стоит, но и чрезмерно намазывать пастой место теплового контакта не стоит. Наносим небольшой, ровный слой пасты на площадь соприкосновения корпуса диода и алюминиевого радиатора. Затем надёжно прикручиваем корпус диода к радиатору шурупом.

К установке диодов на радиатор стоит относиться серьёзно. В процессе работы диоды сильно греются и малейшие трудности с охлаждением вызовут их перегрев и выход из строя.
При установке диодов необходимо как можно лучше пропаять места соединения выводов и контактов медных дорожек. Это очень важно, так как токи просто огромные и если схалтурить, то ничего хорошего из этого не выйдет.

Если при демонтаже были «содраны» медные пятаки и медные дорожки, то их можно надрастить медным лужёным проводом и качественно пропаять. Чисто электрического контакта недостаточно – пайка должна быть надёжной.
После замены неисправного диода прибор заработал.
Архив со схемами на сварочные аппараты TELWIN Tecnica 141-161, TELWIN Tecnica 144-164 и TELWIN Tecnica 150, 152, 170, 168GE можно скачать и . Размер файла - 4,4 Mb.
Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении 220 вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т.д.
Но, самое главное, сварочный аппарат, вес которого кажется смешным для такого оборудования, иногда он не превышает и 5 кг, из-за его компактности и мобильности легко использовать при ремонте личной техники, строительстве индивидуальных домов, возведении каких-нибудь металлических конструкций на дачных участках и т.д. Одним словом, такой сварочный малыш везде пригодится.
Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома. Приобрести их можно практически в любом магазине по продаже оборудования. Большой выбор и приемлемая цена сварочных аппаратов позволяют каждому без проблем их купить.
В настоящее время большой популярностью пользуются аппараты для сварки разных моделей латвийской компании Ресанта. Это оборудование высокого качества. В России спрос на сварочные аппараты Ресанта очень высокий. Их удобно транспортировать, потому как размеры и масса позволяют перевозить оборудование даже в багажнике легкового автомобиля. И переносить на небольшие расстояния одному человеку.
Достоинства Ресанты оценили не только профессиональные сварщики, но и любители, не имеющие достаточного опыта в проведении сварочных работ.
Фирма выпускает оборудование для сварки двух типов : сварочный аппарат Ресанта и сварочный инвертор Ресанта. Отличие между ними состоит в том, что первый тип - это трансформаторный агрегат, а второй - инверторный. Те и другие отличаются между собой по разным показателям.
Однако, как бы ни был надёжен аппарат, и какой бы ни был у него запас прочности, рано или поздно из строя может выйти какая-нибудь деталь, и ему понадобится ремонт. Также как не существует в природе вечного двигателя, так нет и вечных механизмов. Поломки неизбежны и у сварочного аппарата «Ресанта», и у инвертора Ресанта. Рассмотрим общие признаки и причины того и другого типа сварочного оборудования латвийской фирмы, приводящие к ремонту.
Признаки и причины поломок сварочного инвертора
Признаки, по которым можно определить, что сварочному инвертору Ресанта требуется ремонт:
- залипание электрода
- нестабильность электрической дуги
- отсутствие дуги
- перегрев аппарата
- инвертор не включается
Причины неисправности
Залипание электрода происходит в случаях:
- низкого напряжения
- использование удлинителя сечением менее 2,5 мм
- подгорели контакты
- плохой контакт кабелей
Нестабильность электрической дуги вызвана:
- неправильной регулировкой тока сварки
- несоответствие типа и диаметра электродов
Отсутствие дуги в ызвано следующими причинами:
- обрывом кабеля
- перегревом инвертора
- отсутствием «массы»
- отказом печатной платы, где вышли из строя одна или даже несколько деталей
Перегрев аппарата может случиться тогда, когда:
- он работает длительное время при полной нагрузке без перерыва
- отказал вентилятор охлаждения
- на деталях печатной платы большой слой пыли
Причинами, когда инвертор после нажатия на кнопку «Пуск» не запускается. т.е. не начинает работать, могут быть следующими:
- отсутствует совсем или низкое напряжение питания
- неисправны что-либо: кабель, розетка или выключатель
- на печатной плате произошла поломка какого-нибудь элемента
- требуется замена удлинителя
Поломки сварочного аппарата
Причины поломок , из-за которых часто сварочные агрегаты ремонтируются:

Любая фирма-изготовитель дорожит своей репутацией и не станет выпускать некачественную продукцию. Однако, какой бы ни была хорошей сборка того же сварочного аппарата, в процессе работы от вибрации, постоянной транспортировки и т.д., контакты на клеммных колодках, к которым подключаются сварочные кабеля, ослабевают. И как результат, в местах соединения происходит сильный нагрев деталей, что приводит к их разрушению и короткому замыканию в сети, и следовательно, к ремонту. Чтобы не допустить этого, нужно регулярно следить за контактами на клеммах, и, если необходимо, соединительные контакты перебрать и зачистить, обеспечив тем самым плотный контакт всех частей.
Нередко бывает, что сварочный аппарат во время работы вдруг сам может отключиться . А случается это потому, что в цепи высокого напряжения произошло короткое замыкание. В этом случае необходимо, установив дефектное место, устранить неисправность.
Ослабление стягивающих пластины трансформатора болтов, перегрузки в работе трансформаторного блока сварочного аппарата, а также ослабление крепления сердечника или механизма передвижения катушек приводят к перегреву трансформатора агрегата.
Если сварочный аппарат перегревается, то ему необходимо сделать «передышку». Перегрев оборудования возможен при его интенсивной работе . В таких случаях, чтобы агрегат не вышел из строя, рекомендуется уменьшить рабочий ток или пользоваться электродами меньшего диаметра, иначе дело может закончиться ремонтом.
В случае когда аппарат «не тянет», причину следует искать в напряжении электросети или регуляторе тока сварки.
Основные виды ремонтных работ
 Некоторые мелкие поломки Ресанты можно устранить самим, не прибегая к помощи специалистов. Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр
. Там, например, могут произвести замену:
Некоторые мелкие поломки Ресанты можно устранить самим, не прибегая к помощи специалистов. Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр
. Там, например, могут произвести замену:
- вентилятора
- платы инвертора
- трансформатора
- диодного выпрямителя
- конденсаторов
- и других деталей
А также выполнить ремонт:
- платы управления
- блока питания
- модуля управления
- IMS модуля
- основной платы
Чтобы меньше ремонтировать свой аппарат для сварочных работ, старайтесь правильно его эксплуатировать. И тогда не нужно будет часто тратиться на ремонт.
Сварочный инвертор отличается от обычного сварочного аппарата более легким и качественным процессом сварки. Однако неисправности сварочного инвертора, в силу его более сложного устройства, могут быть более серьезными и сложными.

Для определения причины поломки аппарата нужно провести его диагностику: проверить транзисторы, резисторы, диоды, стабилизаторы, контакты и т.д. К каждому аппарату прилагается подробная инструкция с описанием наиболее распространенных неисправностей, которые можно устранить самостоятельно. Однако очень часто для проведения ремонта может потребоваться специальное оборудование: омметр, вольтметр, мультиметр, осциллограф. И ими необходимо уметь пользоваться. А в особых случаях необходимы познания в электронике, умение работать с электросхемами. Поэтому, если самостоятельная проверка и устранение простых неисправностей, описанных ниже, не привела к успеху, лучше доверить ремонт инверторного аппарата мастерам в сервисном центре.
Какие бывают неисправности инверторов
Можно выделить несколько групп поломок сварочных инверторов:
- неисправности, возникающие из-за несоблюдения указанных в инструкции норм рабочего процесса сварки;
- неисправности, возникающие в следствие неправильной работы или выхода из строя элементов аппарата;
- поломки, возникающие в результате попадания в устройство влаги, пыли и посторонних предметов.
Вернуться к оглавлению
Распространенные неисправности, которые можно устранить своими руками
Рассмотрим некоторые наиболее часто встречающиеся неисправности сварочных инверторов:

Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его содержимого.
- Сварочная дуга горит неустойчиво или электрод сильно разбрызгивает материал. Причина этого может крыться в неправильном выборе тока. Сила тока должна соответствовать типу и диаметру электрода и скорости сварочного процесса. Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить.
- Электрод прилипает к материалу. Зачастую это происходит из-за низкого напряжения в сети, значение которого меньше минимально допустимого при работе с инвертором. Причиной залипания электрода может стать и плохой контакт в гнездах панели, который можно устранить, плотнее зафиксировав платы. Использование удлинителя с сечением провода меньше 2,5 мм 2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.
- Отсутствует процесс сварки, аппарат при этом включен в сеть. В этом случае нужно проверить наличие массы на свариваемой детали. Проверьте также кабель инвертора на наличие повреждений.
- Аппарат самопроизвольно отключается. Отключение аппарата происходит в момент включения в сеть трансформатора, после чего срабатывает его защита. Причиной этого может стать замыкание в цепи напряжения. Защита может включаться не только при замыкания проводов между собой или с корпусом, но и при замыкании между витками катушек или пробое конденсаторов. Чтобы отремонтировать полому, сначала нужно отключить трансформатор и найти неисправность, после чего произвести изоляцию или замену поврежденного элемента.

Если нет сварки при включенном аппарате, проверьте соединение кабеля электрододержателя.
В процессе длительной работы аппарат отключился. Скорее всего, это не поломка, а перегрев инвертора. Необходимо выждать минут 20-30, после чего возобновить работу. Следует придерживаться правил эксплуатации прибора: не перегревать его, то есть делать перерывы в работе, подключать к нему соответствующие значения тока, не использовать электроды слишком больших диаметров.
Трансформатор издает сильный гул и перегревается. Возможно, причиной этого стали перегрузка трансформатора, ослабление болтов, которые стягивают листы магнитопровода, или поломка крепления сердечника. Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Сварочный ток плохо регулируется. Причиной этого могут быть поломки в механизме регулирования тока: неисправность в регулирующем ток винте, замыкание между креплениями регулятора, замыкание в дросселе, плохая подвижность вторичных катушек в результате засора и др. Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Сварочная дуга резко обрывается, и зажечь ее невозможно, появляются только искры. Возможно проблема кроется в пробое обмотки высокого напряжения, замыкании между проводами или в плохом их соединении с клеммами инвертора.
Высокое потребление тока при отсутствии нагрузки. Причиной может стать замыкание витков на катушке. Устранить ее можно или восстановив изоляцию, или полностью перемотав катушку.
Вернуться к оглавлению

Если во время сварки возникает чрезмерное разбрызгивание металла электрода, то причиной может служить неправильно подобранное значение сварочного тока.
Если из корпуса аппарата появился запах гари и дым, это может говорить о серьезной поломке. В данном случае может понадобиться квалифицированный ремонт в сервисном центре.
Для выявления неисправности сначала разбирают корпус. Производят визуальный осмотр деталей на наличие повреждений, трещин, перегоревших контактов и вздутий конденсаторов. Также проверяют места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются именно в некачественной пайке, их легко устранить, перепаяв детали.
Все неисправные детали следует выпаять и произвести замену на новые, соответствующие данной модели аппарата.
Подобрать детали можно в соответствии с маркировкой, указанной на корпусе аппарата или в специальном справочнике.
Выпаивать детали нужно с помощью паяльника, имеющего отсос, который сделает работу удобной и быстрой.