Технологические показатели схемы обогащения вольфрамовых руд. Обогащение оловянных и вольфрамовых руд и россыпей. Полупромышленные испытания разработанной технологической схемы обогащения ОТО и промышленной установки
Читайте также
Вольфрам — самый тугоплавкий металл, температура плавления 3380°C. И этим определяется его область применения. Также невозможно построить электронику без вольфрама, даже нить накала в лампочке — вольфрамовая.
И, естественно, свойства металла определяют и сложности с его получением…
Во-первых, нужно найти руду. Это всего два минерала — шеелит (вольфрамат кальция CaWO 4) и вольфрамит (вольфрамат железа и марганца — FeWO 4 или MnWO 4). Последний был известен с 16 века под названием «волчья пена» - «Spuma lupi» на латыни, или «Wolf Rahm» по-немецки. Этот минерал сопровождает оловянные руды и мешает выплавке олова, переводя его в шлаки. Поэтому найти его возможно уже в древности. Богатые вольфрамовые руды обычно имеют в своем составе 0,2 — 2 % вольфрама. В реальность вольфрам был открыт в 1781 году.
Однако — найти это самое простое, что есть в добыче вольфрама.
Дальше — руду нужно обогатить. Тут есть куча методов и все они достаточно сложные. Во-первых, конечно . Потом — магнитная сепарация (если у нас вольфрамит с вольфраматом железа). Далее — гравитационная сепарация, ведь металл очень тяжелый и руду можно промывать, примерно как при добыче золота. Сейчас еще используют электростатическую сепарацию, но вряд ли метод пригодтся попаданцу.
Итак, мы отделили руду от пустой породы. Если у нас шеелит (CaWO 4), то следующий шаг можно пропустить, а если вольфрамит — то нам нужно превратить его в шеелит. Для этого вольфрам извлекают содовым раствором под давлением и при повышенной температуре (процесс идет в автоклаве) с последующей нейтрализацией и осаждением в виде искусственного шеелита, т.е. вольфрамата кальция.
Возможно также спекание вольфрамита с избытком соды, тогда получаем вольфрамат не кальция, а натрия, что для наших целей не настолько существенно (4FeWO 4 + 4Na 2 CO 3 + O 2 = 4Na 2 WO 4 + 2Fe 2 O 3 + 4CO 2).
Следующие два этапа — выщелачивание водой CaWO 4 -> H 2 WO 4 и разложение горячей кислотой.
Кислоты можно брать разные — соляную (Na 2 WO 4 + 2HCl = H 2 WO 4 + 2NaCl) или азотную.
В результате выделяют вольфрамовую к-ту. Последнюю прокаливают или растворяют в водном р-ре NH 3 , из к-рого выпариванием кристаллизуют паравольфрамат.
В результате возможно получить основное сырье для получения вольфрама — триоксид WO 3 с неплохой чистотой.
Конечно, есть еще метод получения WO 3 , использую хлориды, когда вольфрамовый концентрат при повышенной температуре обрабатывается хлором, но для попаданца этот метод простым никак не будет.
Оксиды вольфрама можно использовать в металлургии как легирующую присадку.
Итак, имеем триоксид вольфрама и остался один этап — восстановление до металла.
Здесь есть два метода — восстановление водородом и восстановление углем. Во втором случае уголь и примеси, которые он всегда содержит, вступают в реакции с вольфрамом, образуя карбиды и другие соединения. Поэтому вольфрам выходит «грязным», ломким, а для электроники очень желателен именно чистый, потому что имея всего 0.1% железа, вольфрам становится хрупким и из него нельзя вытянуть тончайшую проволоку для нитей накаливания.
Техпроцесс с углем имеет и еще один недостаток — высокую температуру: 1300 — 1400°C.
Однако, производство с восстановлением водородом тоже не подарок.
Процесс восстановления происходит в специальных трубчатых печах, нагретых таким образом, что по мере продвижения по трубе «лодочка» с WO3 проходит через несколько температурных зон. Навстречу ей идет поток сухого водорода. Восстановление происходит и в «холодных» (450…600°C) и в «горячих» (750…1100°C) зонах; в «холодных» – до низшего окисла WO 2 , дальше – до элементарного металла. В зависимости от температуры и длительности реакции в «горячей» зоне меняются чистота и размеры зерен выделяющегося на стенках «лодочки» порошкообразного вольфрама.
Итак, мы получили чистый металлический вольфрам в виде мельчайшего порошка.
Но это еще не слиток металла, из которого можно что-либо сделать. Металл получают методом порошковой металлургии. То есть его сначала прессуют, спекают в атмосфере водорода при температуре 1200-1300 °C, затем пропускают через него электрический ток. Металл нагревается до 3000 °C, при этом происходит спекание в монолитный материал.
Однако, нам скорее нужны не слитки и даже не прутки, а тонкая вольфрамовая проволока.
Как вы сами понимаете, здесь опять не все так просто.
Волочение проволоки производится при температуре 1000°С в начале процесса и 400-600°С — в конце. При этом нагревается не только проволока, но и фильера. Нагрев осуществляется пламенем газовой горелки или электрическим нагревателем.
При этом — после волочения вольфрамовая проволока покрыта графитовой смазкой. Поверхность проволоки необходимо очистить. Очистку производят с помощью отжига, химического или электролитического травления, электролитической полировки.
Как видно — задача получения простой вольфрамовой нити накаливания не так проста, как кажется. И тут описаны только основные методы, наверняка там куча подводных камней.
И, естественно, даже сейчас вольфрам — недешевый металл. Сейчас один килограмм вольфрама стоит больше $50, тот же молибден почти в два раза дешевле.
Собственно, есть несколько применений вольфрама.
Конечно, главных — радио и электротехника, куда идет вольфрамовая проволока.
Следующий — это изготовления легированных сталей, отличающихся особой твердостью, эластичностью и прочностью. Добавленный вместе с хромом к железу, он дает так называемые быстрорежущие стали, которые сохраняют свою твердость и заточки даже в накаленном состоянии. Из них изготовляют резцы, сверла, фрезы, а также другой режущий и буровой инструмент (вообще, в буровом инструменте очень много вольфрама).
Интересны сплавы вольфрама с рением — из него делают высокотемпературные термопары, работающие при температуре выше 2000°С, хотя только в инертной среде.
Ну и еще интересное применение — это вольфрамовые сварочные электроды для электросварки. Такие электроды — неплавящиеся и необходимо к месту сварки подавать еще металлическую проволоку для обеспечения сварочной ванны. Вольфрамовые электроды используются при аргонодуговой сварке — для сваривания цветных металлов таких, как молибден, титан, никель, а также высоколегированных сталей.
Как видно — производство вольфрама это не для древних веков.
Да и зачем там вольфрам?
Вольфрам возможно получать только с построением электротехники — с помощью электротехники и для электротехники.
Нет электричества — нет вольфрама, но и не надо.
Изобретение относится к способу комплексной переработки хвостов обогащения вольфрамсодержащих руд. Способ включает их классификацию на мелкую и крупную фракции, винтовую сепарацию мелкой фракции с получением вольфрамового продукта и его перечистку. При этом перечистку проводят на винтовом сепараторе с получением чернового вольфрамового концентрата, который подвергают доводке на концентрационных столах с получением гравитационного вольфрамового концентрата, который подвергают флотации с получением высокосортного кондиционного вольфрамового концентрата и сульфидсодержащего продукта. Хвосты винтового сепаратора и концентрационного стола объединяют и подвергают сгущению. При этом полученный после сгущения слив подают на классификацию хвостов обогащения вольфрамсодержащих руд, а сгущенный продукт подвергают обогащению на винтовом сепараторе с получением вторичных отвальных хвостов и вольфрамового продукта, который отправляют на перечистку. Техническим результатом является повышение глубины переработки хвостов обогащения вольфрамсодержащих руд. 1 з.п. ф-лы, 1 табл., 1 ил.
Изобретение относится к обогащению полезных ископаемых и может быть использовано при переработке хвостов обогащения вольфрамсодержащих руд.
При переработке вольфрамсодержащих руд, как и хвостов их обогащения, используют гравитационные, флотационные, магнитные, а также электростатические, гидрометаллургические и другие способы (см., например, Берт P.O., при участии К.Миллза. Технология гравитационного обогащения. Пер. с англ. - М.: Недра, 1990). Так, для предварительной концентрации полезных компонентов (минерального сырья) применяются фотометрическая и люмометрическая сортировка (например, обогатительные фабрики «Маунт Карбайн», «Кинг Айленд»), обогащение в тяжелых средах (например, португальская фабрика «Панаскуера» и английская фабрика «Хемердан»), отсадка (в особенности бедного сырья), магнитная сепарация в слабомагнитном поле (например, для выделения пирита, пирротина) или высокоинтенсивная магнитная сепарация (для разделения вольфрамита и касситерита).
Для переработки вольфрамсодержащих шламов известно использование флотации, в частности вольфрамита в КНР и на канадской фабрике «Маунт Плисад», причем на некоторых фабриках флотация полностью заменила гравитационное обогащение (например, фабрики «Йокберг», Швеция и «Миттерсил», Австрия).
Известно также использование винтовых сепараторов и винтовых шлюзов для обогащения вольфрамсодержащих руд, старых отвалов, лежалых хвостов, шламов.
Так, например, при переработке старых отвалов вольфрамовой руды на фабрике «Чердояк» (Казахстан) исходный отвальный материал после дробления и измельчения до крупности - 3 мм подвергался обогащению на отсадочных машинах, подрешетный продукт которых перечищался затем на концентрационном столе. Технологическая схема включала также обогащение на винтовых сепараторах, на которых извлекалось 75-77% WO 3 при выходе продуктов обогащения 25-30%. Винтовая сепарация позволила повысить извлечение WO 3 на 3-4% (см., например, Аникин М.Ф., Иванов В.Д., Певзнер М.Л. «Винтовые сепараторы для обогащения руд», Москва, изд-во «Недра», 1970 г., 132 с.).
Недостатками технологической схемы переработки старых отвалов являются высокая нагрузка в голове процесса на операцию отсадки, недостаточно высокое извлечение WO 3 и значительный выход продуктов обогащения.
Известен способ попутного получения вольфрамового концентрата путем переработки хвостов молибденитовой флотации (фабрика «Клаймакс молибденум», Канада). Хвосты, содержащие вольфрам, разделяют с помощью винтовой сепарации на отвальные по вольфраму шламы (легкая фракция), первичный вольфрамит - касситеритовый концентрат. Последний подвергают гидроциклонированию и слив шламов направляют в отвальные хвосты, а песковую фракцию - на флотационное выделение пиритного концентрата с содержанием 50% S (сульфидов) и вывод его в отвальные хвосты. Камерный продукт сульфидной флотации перечищают с помощью винтовой сепарации и/или конусов с получением отвальных пиритсодержащих хвостов и вольфрамит-касситеритового концентрата, который подвергают обработке на концентрационных столах. При этом получают вольфрамит-касситеритовый концентрат и отвальные хвосты. Черновой концентрат после обезвоживания перечищают последовательно путем очистки его от железа с помощью магнитной сепарации, флотационного удаления из него монацита (флотация фосфатов) и затем обезвоживают, сушат, классифицируют и разделяют с помощью стадийной магнитной сепарации на концентрат с содержанием 65% WO 3 после I стадии и 68% WO 3 после II стадии. Также получают немагнитный продукт - оловянный (касситеритовый) концентрат с содержанием ~35% олова.
Этому способу переработки свойственны недостатки - сложность и многостадийность, а также высокая энергоемкость.
Известен способ доизвлечения вольфрама из хвостов гравитационного обогащения (фабрика «Боулдер», США). Хвосты гравитационного обогащения доизмельчают, обесшламливают в классификаторе, пески которого разделяют на гидравлических классификаторах. Полученные классы обогащают раздельно на концентрационных столах. Крупнозернистые хвосты возвращают в цикл измельчения, а тонкие хвосты сгущают и повторно обогащают на шламовых столах с получением готового концентрата, промпродукта, поступающего на доизмельчение, и хвостов, направляемых на флотацию. Концентрат основной флотации подвергают одной перечистке. В исходной руде содержится 0,3-0,5% WO 3 ; извлечение вольфрама достигает 97%, причем около 70% вольфрама извлекается флотацией. Однако содержание вольфрама во флотационном концентрате низкое (около 10% WO 3) (см., Полькин С.И., Адамов Э.В. Обогащение руд цветных металлов. Учебник для вузов. М., Недра, 1983, 213 с.)
Недостатками технологической схемы переработки хвостов гравитационного обогащения являются высокая нагрузка в голове процесса на операцию обогащения на концентрационных столах, многооперационность, низкое качество получаемого концентрата.
Известен способ обработки шеелитсодержащих хвостов с целью удаления из них опасных материалов и переработки неопасных и рудных минералов с помощью улучшенного процесса разделения (сепарации) (KR 20030089109, СНАЕ et al., 21.11.2003). Способ включает стадии гомогенизирующего смешивания шеелитсодержащих хвостов, введение пульпы в реактор, «фильтрацию» пульпы с помощью грохота для удаления различных инородных материалов, последующее разделение пульпы путем винтовой сепарации, сгущение и дегидратацию нерудных минералов с получением кека, сушку кека в роторной сушилке, дробление сухого кека с использованием молотковой дробилки, работающей в замкнутом цикле с грохотом, разделение дробленых минералов с помощью «микронного» сепаратора на фракции мелких и грубых зерен (гранул), а также магнитную сепарацию грубозернистой фракции с получением магнитных минералов и немагнитной фракции, содержащей шеелит. Недостатком этого способа являются многооперационность, использование энергоемкой сушки влажного кека.
Известен способ доизвлечения вольфрама из отвальных хвостов обогатительной фабрики рудника Ингички (см. А.Б.Ежков, Х.Т.Шарипов, К.Л.Бельков «Вовлечение в переработку лежалых вольфрамсодержащих хвостов Ингичкинского рудника». Тезисы докладов III Конгресса обогатителей стран СНГ, т.1, МИСиС, М., 2001). Способ включает приготовление пульпы и ее дешламацию в гидроциклоне (удаления класса - 0,05 мм), последующее разделение обесшламленной пульпы на конусном сепараторе, двухстадийную перечистку концентрата конусного сепаратора на концентрационных столах с получением концентрата, содержащего 20,6% WO 3 , при среднем извлечении 29,06%. Недостатками этого способа являются низкое качество получаемого концентрата и недостаточно высокое извлечение WO 3 .
Описаны результаты исследований по гравитационному обогащению хвостов Ингичкинской обогатительной фабрики (см. С.В.Руднев, В.А.Потапов, Н.В.Салихова, А.А.Канцель «Исследования по выбору оптимальной технологической схемы гравитационного обогащения техногенных образований Ингичкинской обогатительной фабрики» // Горный вестник Узбекистана, 2008, №3).
Наиболее близким к патентуемому техническому решению является способ извлечения вольфрама из лежалых хвостов обогащения вольфрамсодержащих руд (Артемова О.С. Разработка технологии извлечения вольфрама из лежалых хвостов Джидинского ВМК. Автореферат дисс. кандидата технических наук, Иркутский государственный технический университет, Иркутск, 2004 г. - прототип).
Технология извлечения вольфрама из лежалых хвостов по этому способу включает операции получения черновых вольфрамсодержащих концентрата и промпродукта, золотосодержащего продукта и вторичных отвальных хвостов с помощью гравитационных методов мокрого обогащения - винтовой и центробежной сепарации - и последующей доводки полученных черновых концентрата и промпродукта с помощью гравитационного (центробежного) обогащения и магнитной сепарации с получением кондиционного вольфрамового концентрата с содержанием 62,7% WO 3 при извлечении 49,9% WO 3 .
Согласно этому способу лежалые хвосты подвергаются первичной классификации с выделением 44,5% масс. во вторичные отвальные хвосты в виде фракции +3 мм. Фракцию хвостов крупностью -3 мм разделяют на классы -0,5 и +0,5 мм и из последнего с помощью винтовой сепарации получают грубый концентрат и хвосты. Фракцию -0,5 мм разделяют на классы -0,1 и +0,1 мм. Из класса +0,1 мм с помощью центробежной сепарации выделяют грубый концентрат, который, как и грубый концентрат винтовой сепарации, подвергают центробежной сепарации с получением чернового вольфрамового концентрата и золотосодержащего продукта. Хвосты винтовой и центробежной сепарации доизмельчают до -0,1 мм в замкнутом цикле с классификацией и затем разделяют на классы -0,1+0,02 и -0,02 мм. Класс -0,02 мм выводят из процесса как вторичные отвальные хвосты. Класс -0,1+0,02 мм обогащают путем центробежной сепарации с получением вторичных отвальных хвостов и вольфрамового промпродукта, направляемого на доводку магнитной сепарацией вместе с концентратом центробежной сепарации, доизмельченным до крупности -0,1 мм. При этом получают вольфрамовый концентрат (магнитная фракция) и промпродукт (немагнитная фракция). Последний подвергается магнитной сепарации II с выделением немагнитной фракции во вторичные отвальные хвосты и вольфрамового концентрата (магнитная фракция), который обогащают последовательно путем центробежной, магнитной и вновь центробежной сепарации с получением кондиционного вольфрамового концентрата с содержанием 62,7% WO 3 при выходе 0,14% и извлечении 49,9%. При этом хвосты центробежных сепараций и немагнитная фракция направляются во вторичные отвальные хвосты, суммарный выход которых на стадии доводки чернового вольфрамового концентрата составляет 3,28% при содержании в них 2,1% WO 3 .
Недостатками этого способа являются многооперационность технологического процесса, включающего 6 операций классификации, 2 операции доизмельчения, а также 5 операций центробежной и 3 операции магнитной сепарации с использованием сравнительно дорогостоящих аппаратов. При этом доводка чернового вольфрамового концентрата до кондиционного связана с получением вторичных отвальных хвостов со сравнительно высоким содержанием в них вольфрама (2,1% WO 3).
Задача настоящего изобретения состоит в усовершенствовании способа переработки хвостов обогащения, в том числе лежалых отвальных хвостов обогащения вольфрамсодержащих руд, в получении высокосортного вольфрамового концентрата и попутно сульфидсодержащего продукта при уменьшении содержания вольфрама во вторичных отвальных хвостах.
Патентуемый способ комплексной переработки хвостов обогащения вольфрамсодержащих руд включает классификацию хвостов на мелкую и крупную фракции, винтовую сепарацию мелкой фракции с получением вольфрамового продукта, перечистку вольфрамового продукта, и доводку с получением высокосортного вольфрамового концентрата, сульфидсодержащего продукта и вторичных отвальных хвостов.
Способ отличается тем, что полученный вольфрамовый продукт подвергают перечистке на винтовом сепараторе с получением чернового концентрата и хвостов, черновой концентрат подвергают доводке на концентрационных столах с получением гравитационного вольфрамового концентрата и хвостов. Хвосты концентрационного стола и винтового сепаратора перечистки объединяют и подвергают сгущению, далее слив сгущения подают на стадию классификации в голову технологической схемы, а сгущенный продукт подвергают обогащению на винтовом сепараторе с получением вторичных отвальных хвостов и вольфрамового продукта, который направляют на перечистку. Гравитационный вольфрамовый концентрат подвергают флотации с получением высокосортного кондиционного вольфрамового концентрата (62% WO 3) и сульфидсодержащего продукта, который перерабатывают известными способами.
Способ может характеризоваться тем, что хвосты классифицируют на фракции, преимущественно крупностью +8 мм и -8 мм.
Технический результат патентуемого способа состоит в повышении глубины переработки при сокращении количества технологических операций и нагрузки на них вследствие выделения в голове процесса основной массы исходных хвостов (более 90%) во вторичные отвальные хвосты, с использованием более простой по устройству и эксплуатации энергосберегающей технологии винтовой сепарации. Это позволяет резко снизить нагрузку на последующие обогатительные операции, а также капитальные затраты и эксплуатационные издержки, что обеспечивает оптимизацию процесса обогащения.
Эффективность патентуемого способа показана на примере комплексной переработки хвостов Ингичкинской обогатительной фабрики (см. чертеж).
Переработку начинают с классификации хвостов на мелкую и крупную фракции с выделением вторичных отвальных хвостов в виде крупной фракции. Мелкую фракцию хвостов подвергают винтовой сепарации с выделением в голове технологического процесса во вторичные отвальные хвосты основной массы исходных хвостов (более 90%). Это позволяет соответственно резко снизить нагрузку на последующие операции, капитальные затраты и эксплуатационные издержки.
Полученный вольфрамовый продукт подвергают перечистке на винтовом сепараторе с получением чернового концентрата и хвостов. Черновой концентрат подвергают доводке на концентрационных столах с получением гравитационного вольфрамового концентрата и хвостов.
Хвосты концентрационного стола и винтового сепаратора перечистки объединяют и подвергают сгущению, например, в сгустителе, механическом классификаторе, гидроциклоне и других аппаратах. Слив сгущения подают на стадию классификации в голову технологической схемы, а сгущенный продукт подвергают обогащению на винтовом сепараторе с получением вторичных отвальных хвостов и вольфрамового продукта, который направляют на перечистку.
Гравитационный вольфрамовый концентрат доводят с помощью флотации до высокосортного кондиционного вольфрамового концентрата (62% WO 3) с получением при этом сульфидсодержащего продукта.
Таким образом, из вольфрамсодержащих хвостов выделяют высокосортный (62% WO 3) кондиционный вольфрамовый концентрат при достижении сравнительно высокого извлечения WO 3 , составляющего ~49% и сравнительно низкого содержания вольфрама (0,04% WO 3) во вторичных отвальных хвостах.
Полученный сульфидсодержащий продукт перерабатывают известным способом, например, используют для получения серной кислоты и серы, а также применяют в качестве корректирующей добавки при производстве цементов.
Высокосортный кондиционный вольфрамовый концентрат является высоколиквидным товарным продуктом.
Как следует из результатов осуществления патентуемого способа на примере лежалых отвальных хвостов обогащения вольфрамсодержащих руд Ингичкинской обогатительной фабрики, показана его эффективность по сравнению со способом-прототипом (см. таблицу). Обеспечивается дополнительное получение сульфидсодержащего продукта, сокращение объема свежей потребляемой воды за счет создания водооборота. Создается возможность переработки существенно более бедных хвостов (0,09% WO 3), значительное снижение содержания вольфрама во вторичных отвальных хвостах (до 0,04% WO 3). Кроме того, снижено число технологических операций и уменьшена нагрузка на большинство из них вследствие выделения в голове технологического процесса основной массы исходных хвостов (более 90%) во вторичные отвальные хвосты, с использованием более простой и менее энергоемкой технологии винтовой сепарации, что позволяет снизить капитальные затраты на приобретение оборудования и эксплуатационные издержки.
1. Способ комплексной переработки хвостов обогащения вольфрамсодержащих руд, включающий их классификацию на мелкую и крупную фракции, винтовую сепарацию мелкой фракции с получением вольфрамового продукта, его перечистку и доводку с получением высокосортного вольфрамового концентрата, сульфидсодержащего продукта и вторичных отвальных хвостов, отличающийся тем, что полученный после винтовой сепарации вольфрамовый продукт подвергают перечистке на винтовом сепараторе с получением чернового вольфрамового концентрата, полученный черновой вольфрамовый концентрат подвергают доводке на концентрационных столах с получением гравитационного вольфрамового концентрата, который подвергают флотации с получением высокосортного кондиционного вольфрамового концентрата и сульфидсодержащего продукта, хвосты винтового сепаратора и концентрационного стола объединяют и подвергают сгущению, полученный после сгущения слив подают на классификацию хвостов обогащения вольфрамсодержащих руд, а сгущенный продукт подвергают обогащению на винтовом сепараторе с получением вторичных отвальных хвостов и вольфрамового продукта, который отправляют на перечистку.
Вольфрамовые минералы, руды и концентраты
Вольфрам - малораспространенный элемент, среднее его содержание в земной коре Ю-4 % (по массе). Известно около 15 минералов вольфрама, однако практическое значение имеют только минералы группы вольфрамита и шеелит.
Вольфрамит (Fe, Mn)WO4 представляет собой изоморфную смесь (твердый раствор) вольфраматов железа и марганца. Если в минерале вольфрамата железа более 80 %, минерал называют ферберитом, в случае преобладания вольфрамата марганца (более 80%) - гюбнеритом. Смеси, лежащие по составу между этими пределами, называют вольфрамитами. Минералы группы вольфрамита окрашены в черный или коричневый цвет и обладают высокой плотностыо(7Д-7,9 г/см3) и твердостью 5-5,5 по минералогической шкале. В минерале содержится 76,3-76,8 % W03. Вольфрамит слабомагнитен.
Шеелит CaWOA - вольфрамат кальция. Цвет минерала - белый, серый, желтый, бурый. Плотность 5,9-6,1 г/см3, твердость по минералогической шкале 4,5-5. Шеелит часто содержит изоморфную примесь повеллита - СаМо04. При облучении ультрафиолетовыми лучами шеелит флюоресцирует сине - голубым светом. При содержании молибдена более 1 % флюоресценция приобретает желтую окраску. Шеелит немагнитен.
Вольфрамовые руды обычно бедны вольфрамом. Минимальное содержание W03 в рудах, при которых рентабельна их эксплуатация, в настоящее время составляет 0,14-0,15 % для крупных и 0,4-0,5% для мелких месторождений.
Вместе с минералами вольфрама в рудах встречаются молибденит, касситерит, пирит, арсенопирит, халькопирит, танталит или колумбит и др.
По минералогическому составу различают два типа месторождений - вольфрамитовые и шеелитовые, а по форме рудных образований - жильный и контактовый типы.
В жильных месторождениях вольфрамовые минералы большей частью залегают в кварцевых жилах небольшой мощности (0,3-1 м). Контактовый тип месторождений связан с зонами контакта гранитных пород с известняками. Для них характерны залежи шеелитоносного скарна (скарны - окварцован - ные известняки). К рудам скарнового типа относится крупнейшее в СССР Тырны-Аузское месторождение на Северном Кавказе. При выветривании жильных месторождений вольфрамит и шеелит накапливаются, образуя россыпи. В последних вольфрамит часто сочетается с касситеритом.
Вольфрамовые руды обогащают, получая стандратные концентраты, содержащие 55-65 % W03. Высокой степени обогащения вольфрамитовых руд достигают, применяя различные методы: гравитацию, флотацию, магнитную и электростатическую сепарацию.
При обогащении шеелитовых руд используют гравитационно-флотационные или чисто флотационные схемы.
Извлечение вольфрама в кондиционные концентраты при обогащении вольфрамовых руд колеблется от 65-70 % до 85-90 %.
При обогащении сложных по составу или труднообогатимых руд иногда экономически выгодно выводить из цикла обогащения промпродукты с содержанием 10-20 % W03 на химическую (гидрометаллургическую) переработку, в результате которой получают "искусственный шеелит" или технический триоксид вольфрама. Подобные комбинированные схемы обеспечивают высокое извлечение вольфрама из руд.
Государственный стандарт(ГОСТ 213-73) предусматривает содержание W03 в вольфрамовых концентратах 1-го сорта не ниже 65 %, 2-го сорта - не ниже 60 %. В них лимитируется содержание примесей Р, S, As, Sn, Си, Pb, Sb, Ві в пределах от сотых долей процента до 1,0 % в зависимости от сорта и назначения концентрата.
Разведанные запасы вольфрама по состоянию на 1981 г. оцениваются в 2903 тыс. т, из них в КНР 1360 тыс. т. Значительными запасами обладают СССР, Канада, Австралия, США, Южная и Северная Корея, Боливия, Бразилия, Португалия. Производство вольфрамовых концентратов в капиталистических и развивающихся странах в период 1971 - 1985 гг. колебалось в пределах 20 - 25 тыс. т (по содержанию металла).
Способы переработки вольфрамовых концентратов
Основной продукт непосредственной переработки вольфрамовых концентратов (помимо ферровольфрама, выплавляемого для нужд черной металлургии) - триоксид вольфрама. Он служит исходным материалом для вольфрама и карбида вольфрама - главной составляющей твердых сплавов.
Производственные схемы переработки вольфрамовых концентратов подразделяют на две группы в зависимости от принятого способа разложения:
Вольфрамовые концентраты спекают с содой или обрабатывают водными растворами соды в автоклавах. Вольфрами - товые концентраты иногда разлагают водными растворами ги - дроксида натрия.
Концентраты разлагают кислотами.
В тех случаях, когда для разложения применяют щелочные реагенты, получают растворы вольфрамата натрия, из которых после очистки от примесей производят конечные продукты - паравольфрамат аммония (ПВА) или вольфрамовую кислоту. 24
При разложении концентрата кислотами получают осадки технической вольфрамовой кислоты, которую в последующих операциях очищают от примесей.
Разложение вольфрамовых концентратов. щелочными реагентами Спекание с Na2C03
Спекание вольфрамита с Na2C03. Взаимодействие вольфрамита с содой в присутствии кислорода активно протекает при 800-900 С и описывается следующими реакциями: 2FeW04 + 2Na2C03 + l/202 = 2Na2W04 + Fe203 + 2C02; (l) 3MnW04 + 3Na2C03 + l/202 = 3Na2W04 + Mn304 + 3C02. (2)
Эти реакции протекают с большой убылью энергии Гиббса и практически необратимы. При соотношении в вольфрамите FeO:MnO = i:i AG°1001C = -260 кДж/моль. При избытке Na2C03 в шихте 10-15 % сверх стехиометрического количества достигается полное разложение концентрата. Для ускорения окисления железа и марганца в шихту иногда вводят 1-4 % селитры.
Спекание вольфрамита с Na2C03 на отечественных предприятиях проводят в трубчатых вращающихся печах, футерованных шамотным кирпичом. Во избежание расплавления шихты и образования настылей (наростов) в зонах печи с более низкой температурой в шихту добавляют хвосты от выщелачивания спеков (содержащих оксиды железа и марганца), снижая содержание в ней W03 до 20-22 %.
Печь длиной 20 м и внешним диаметром 2,2 м при скорости вращения 0,4 об/мин и угле наклона 3 имеет производительность 25 т/сут по шихте.
Составляющие шихты (измельченный концентрат, Na2C03, селитра) с помощью автоматических весов подаются из бункеров в шнековый смеситель. Шихта- поступает в бункер печи, из которого подается в печь. Куски спека по выходе из печи проходят дробильные валки и мельницу мокрого размола, из которой пульпу направляют в выше лачиватель (рис.1).
Спекание шеелита с Na2C03. При температурах 800-900 С взаимодействие шеелита с Na2C03 может протекать, по двум реакциям:
CaW04 + Na2CQ3 Na2W04 + СаС03; (1.3)
CaW04 + Na2C03 *=*■ Na2W04 + CaO + C02. (1.4)
Обе реакции иду г с относительно небольшим изменением энергии Гиббса.
Реакция (1.4) протекает в заметной степени выше 850 С, когда наблюдается разложение СаС03. Присутствие оксида кальция в спеке приводит при выщелачивании спека водой к образованию малорастворимого вольфрамата кальция, что снижает извлечение вольфрама в раствор:
Na2W04 + Са(ОН)2 = CaW04 + 2NaOH. (1.5)
При большом избытке Na2C03 в шихте эта реакция в значительной мере подавляется взаимодействием Na2C04 с Са(ОН)2 с образованием СаС03.
Для снижения расхода Na2C03 и предотвращения образования свободного оксида кальция в шихту добавляют кварцевый песок для связывания оксида кальция в труднорасворимые силикаты:
2CaW04 + 2Na2C03 + Si02 = 2Na2W04 + Ca2Si04 + 2C02;(l.6) AG°100IC = -106,5 кДж.
Все же и в этом случае для обеспечения высокой степени извлечения вольфрама в раствор приходится вводить в шихту значительный избыток Na2C03 (50-100% от стехиометричес - кого количества).
Спекание шихты шеелитового концентрата с Na2C03 и кварцевым песком проводят в барабанных печах, как выше описано для вольфрамита при 850-900 °С. Для предотвращения плавления в шихту добавляют отвалы выщелачивания (содержащие в основном силикат кальция) из расчета снижения содержания W03 до 20-22%.
Выщелачивание содовых спеко в. При выщелачивании спеков водой в раствор переходят вольфрамат натрия и растворимые соли примесей (Na2Si03, Na2HP04, Na2HAs04, Na2Mo04, Na2S04), а также избыток Na2C03. Выщелачивание ведут при 80-90 °С в стальных реакторах с механическим перемешиванием, работающих в иерио-
Концентратов с содой:
Элеватор, подающий концентрат в мельницу; 2 - шаровая мельница, работающая в замкнутом цикле с воздушным сепаратором; 3 - шнек; 4 - воздушный сепаратор; 5 - рукавный фильтр; 6 - автоматические весовые дозаторы; 7 - транспортирующий шнек; 8 - шнековый смеситель; 9 - бункер шихты; 10 - питатель;
Барабанная печь; 12 - валковая дробилка; 13 - стержневая мельница- выщелачиватель; 14 - реактор с мешалкой
Дическом режиме, или барабанных вращающихся выщелачивате- лях непрерывного действия. Последние заполняют дробящими стержнями для измельчения кусков спека.
Извлечение вольфрама из спека в раствор составляет 98-99 %. Крепкие растворы содержат 150-200 г/л W03.
Автоклави о-с одовый способ разложения вольфрамовых концентратов
Автоклавно-содовый способ предложен и разработан в СССР1 применительно к переработке шеелитовых концентратов и промпродуктов. В настоящее время способ применяют на ряде отечественных заводов и в зарубежных странах.
Разложение шеелита растворами Na2C03 основано на обменной реакции
CaW04CrB)+Na2C03(pacTB)^Na2W04(pacTB)+CaC03(TB). (1.7)
При 200-225 °С и соответствующем избытке Na2C03, зависящем от состава концентрата, разложение протекает с достаточной скоростью и полнотой. Концентрационные константы равновесия реакции (1.7) имеют небольшую величину, возрастают с температурой и зависят от содового эквивалента (т. е. количества молей Na2C03, приходящихся на 1 моль CaW04).
При содовом эквиваленте, равном 1 и 2 при 225 С, константа равновесия (Кс = С /С cq) равна 1,56 и
0,99 соответственно. Из этого следует, что при 225 С минимально необходимый содовый эквивалент равен 2 (т. е. избыток Na2C03 равен 100 %). Реальный избыток Na2C03 выше, так как с приближением к равновесию скорость процесса замедляется. Для шеелитовых концентратов с содержанием 45-55 % W03 при 225 С необходим содовый эквивалент 2,6-3. Для промпродуктов, содержащих 15-20 % W03, требуется 4-4,5 моля Na2C03 на 1 моль CaW04.
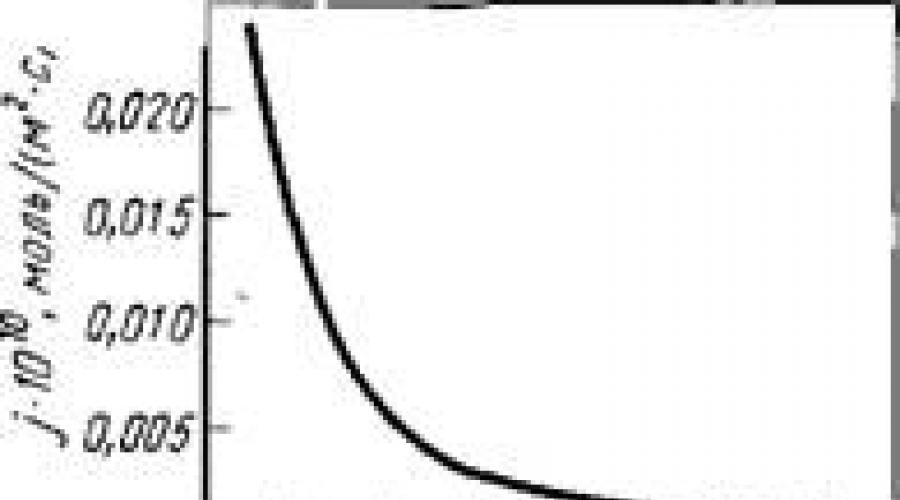
Образующиеся на частицах шеелита пленки СаС03 пористые и до толщины 0,1-0,13 мм не обнаружено их влияние на скорость разложения шеелита растворами Na2C03. При интенсивном перемешивании скорость процесса определяется скоростью химической стадии, что подтверждается высоким значением кажущейся энергии активации Е = 75+84 кДж/моль. Однако в случае недостаточной скорости перемешивания (что
Имеет место в горизонтальных вращающихся автоклавах) реализуется промежуточный режим: скорость процесса определяется и скоростью подвода реагента к поверхности, и скоростью химического взаимодействия.

0,2 0,3 0, it 0,5 0,5 0,7 0,8 Ш гЩУШгС031
Как видно из рис.2, удельная скорость реакции уменьшается примерно обратно пропорционально возрастанию отношения молярных концентраций Na2W04:Na2C03 в растворе. Это
Ряс. 2. Зависимость удельной скорости разложения шеелита раствором соды в автоклаве j от молярного отношения концентраций Na2W04/Na2C03 в растворе при
Обусловливает необходимость существенного избытка Na2C03 против минимально необходимого, определяемого значением константы равновесия. Для снижения расхода Na2C03 проводят двухстадийное противоточное выщелачивание. В этом случае хвосты после первого выщелачивания, в которых мало вольфрама (15-20 % от исходного), обрабатывают свежим раствором, содержащим большой избыток Na2C03. Получаемый раствор, являющийся оборотным, поступает на первую стадию выщелачивания.
Разложение растворами Na2C03 в автоклавах применяют также для вольфрамитовых концентратов, однако реакция в этом случае протекает сложней, так как сопровождается гидролитическим разложением карбоната железа (карбонат марганца гидролизуется лишь частично). Разложение вольфрамита при 200-225 °С можно представить следующими реакциями:
MnW04(TB)+Na2C03(paCT)^MiiC03(TB)+Na2W04(paCTB); (1.8)
FeW04(TB)+NaC03(pacT)*=iFeC03(TB)+Na2W04(paCTB); (1.9)
FeC03 + HjO^FeO + Н2С03; (1.10)
Na2C03 + H2C03 = 2NaHC03. (l. ll)
Образующийся оксид железа FeO при 200-225 °С претерпевает превращение по реакции:
3FeO + Н20 = Fe304 + Н2.
Образование гидрокарбоната натрия ведет к снижению концентрации Na2C03 в растворе и требует большого избытка реагента.
Для достижения удовлетворительных показателей разложения вольфрамитовых концентратов необходимо тонкое их измельчение и увеличение расхода Na2C03 до 3,5-4,5 г-экв в зависимости от состава концентрата. Более трудно разлагаются высокомарганцовистые вольфрамиты.
Добавление в автоклавную пульпу NaOH или СаО (что приводит к каустификации Na2C03) позволяет улучшить степень разложения.
Скорость разложения вольфрамита можно увеличить введением в автоклавную пульпу кислорода (воздуха), окисляющего Fe (II) и Mil (II), что приводит к разрушению кристаллической решетки минерала на реагирующей поверхности.
Вторичный пар

Ряс. 3. Автоклавная установка с горизонтально вращающимся автоклавом: 1 - автоклав; 2 - загрузочная труба для пульпы (по ней же вводится пар); 3 - пульповый насос; 4 - манометр; 5 - реактор-подогреватель пульпы; 6 - самоиспаритель; 7 - каплеотделитель; 8 - ввод пульпы в самоиспаритель; 9 - отбойник из броневой стали; 10 - труба для отвода пульпы; 11 - сборник пульпы
Выщелачивание проводят в стальных горизонтальных вращающихся автоклавах с обогревом острым паром (рис.3) и вертикальных автоклавах непрерывного действия с перемешиванием пульпы барботажным паром. Примерный режим процесса: температура 225 давление в автоклаве ~2,5 Мпа, отношение Т:Ж=1:(3,5*4), продолжительность на каждой стадии 2-4 ч.
На рис.4 приведена схема батареи автоклавов. Исходная автоклавная пульпа, подогретая паром до 80-100 °С, подается насосом в автоклавы, в которых нагревается до
Вторичный пар

Рве. 4. Схема автоклавной установки непрерывного действия: 1 - реактор для подогрева исходной пульпы; 2 - поршневой насос; 3 - автокла вы; 4 - дроссель; 5 - самоиспаритель; 6 - сборник пульпы
200-225 °С острым паром. При непрерывном режиме работы давление в автоклаве поддерживается путем выпуска пульпы через дроссель (калиброванную шайбу из твердого сплава). Пульпа поступает в самоиспаритель - сосуд, находящийся под давлением 0,15-0,2 МПа, где происходит быстрое охлаждение пульпы вследствие интенсивного испарения. Преимущества автоклавно-содового разложения шеелитовых концентратов перед спеканием состоят в исключении печного процесса и несколько меньшем содержании примесей в вольфрамахных растворах (особенно фосфора и мышьяка).
К недостаткам способа следует отнести большой расход Na2C03. Высокая концентрация избыточной Na2C03 (80-120 г/л) влечет за собой повышенный расход кислот на нейтрализацию растворов и соответственно большие затраты на утилизацию сбросных растворов.
Разложение вольфраматовых к о н ц е н і р атов раств о р а м и гидроксида натрия
Растворы гидроксида натрия разлагают вольфрамит по обменной реакции:
Me WC>4 + 2Na0Hi=tNa2W04 + Ме(0 Н)2, (1.13)
Где Me - железо, марганец.
Величина концентрационной константы этой реакции Кс = 2 при температурах 90, 120 и 150 °С равна соответственно 0,68; 2,23 и 2,27.
Полное разложение (98-99 %) достигается при обработке тонкоизмельченного концентрата 25-40 %-ным раствором гидроксида натрия при 110-120 °С. Требуемый избыток щелочи - 50 % и выше. Разложение проводят в стальных герметичных реакторах, снабженных мешалками. Пропускание в раствор воздуха ускоряет процесс благодаря окислению гидроксида железа (II) Fe(OH)2 в гидратированный оксид железа (III) Fe203-«H20 и гидроксида марганца (II) Мп(ОН)2 в гидратированный оксид марганца (IV) Мп02-лН20.
Применение разложения растворами щелочи целесообразно лишь для высокосортных вольфрамитовых концентратов (65-70 % W02) с небольшим содержанием примеси кремнезема и силикатов. При обработке низкосортных концентратов получают сильно загрязненные растворы и труднофильгруемые осадки.
Переработка растворов вольфрамата натрия
Растворы вольфрамата натрия, содержащие 80-150 г/л W03, с целью получения триоксида вольфрама требуемой чистоты до настоящего времени преимущественно перерабатывали по традиционной схеме, которая включает: очистку от соединений элементов-примесей (Si, Р, As, F, Мо); осаждение
Вольфрамага кальция (искусственного шеелита) с последующим его разложением кислотами и получением технической вольфрамовой кислоты; растворение вольфрамовой кислоты в аммиачной воде с последующей выпаркой раствора и кристаллизацией паравольфрамата аммония (ПВА); прокаливание ПВА с получением чистого триоксида вольфрама.
Основной недостаток схемы - многостадийность, проведение большинства операций в периодическом режиме, длительность ряда переделов. Разработана и уже используется на некоторых предприятиях экстракционная и ионообменная технология перевода растворов Na2W04 в растворы (NH4)2W04. Ниже кратко рассмотрены основные переделы традиционной схемы и новые экстракционный и ионообменный варианты технологии.
Очистка от примесей
Очистка от кремния. При содержании в растворах Si02, превышающем 0,1 % от содержания W03, необходима предварительная очистка от кремния. Очистка основана на гидролитическом разложении Na2Si03 при кипячении раствора, нейтрализованного до рН=8*9 с выделением кремниевой кислоты.
Растворы нейтрализуют соляной кислотой, добавляемой тонкой струйкой при перемешивании (во избежание местных перекислений) к нагретому раствору вольфрамата натрия.
Очистка от фосфора и мышьяка. Для очистки от фосфат - и арсенат-ионов используют метод осаждения аммонийно-магниевых солей Mg(NH4)P04 6Н20 и Mg(NH4)AsC)4 6Н20. Растворимость этих солей в воде при 20 С 0,058 и 0,038 % соответственно. В присутствии избытка ионов Mg2+ и NH4 растворимость ниже.
Осаждение примесей фосфора и мышьяка ведут на холоду:
Na2HP04 + MgCl2 + NH4OH = Mg(NH4)P04 + 2NaCl +
Na2HAsQ4 + MgCl2 + NH4OH = Mg(NH4)AsQ4 + 2NaCl +
После длительного стояния (48 ч) из раствора выпадают кристаллические осадки аммонийно-магниевых солей.
Очистка от фторид-ионов. При высоком содержании флюорита в исходном концентрате содержание фторид-ионов достигает 5 г/л. Растворы очищают от фторид - ионов осаждением фторидом магния из нейтрализованного раствора, в который добавляют MgCl2. Очистку от фтора можно сочетать с гидролитическим выделением кремниевой кислоты.
Очистка от молибдена. Растворы вольфрамата натрия" необходимо очищать от молибдена в том случае, если его содержание превышает 0,1 % от содержания W03 (т. е. 0,1-0,2 т/л). При концентрации молибдена 5-10 г/л (например, при переработке шеелито-повеллитовых Тырны- Аузских концентратов) выделение молибдена приобретает особое значение, так как имеет целью получение молибденового химического концентрата.
Распространенный способ состоит в осаждении из раствора малорастворимого трисульфида молибдена MoS3.
Известно, что при добавлении в растворы вольфрамата или молибдата натрия сернистого натрия образуются сульфо - соли Na23S4 или оксосульфосоли Na23Sx04_x (где Э - Мо или W):
Na2304 + 4NaHS = Na23S4 + 4NaOH. (1.16)
Константа равновесия этой реакции для Na2Mo04 значительно больше, чем для Na2W04(^^0 » Кцг). Поэтому, если в раствор добавлено количество Na2S, достаточное лишь для взаимодействия с Na2Mo04 (с небольшим избытком), то преимущественно образуется сульфосоль молибдена. При последующем подкислении раствора до рН=2,5*3,0 сульфосоль разрушается с выделением трисульфида молибдена:
Na2MoS4 + 2НС1 = MoS3 j + 2NaCl + H2S. (1.17)
Оксосульфосоли разлагаются с выделением оксосульфидов (например, MoSjO и др.). Вместе с трисульфидом молибдена" соосаждается некоюрое количество трисульфида вольфрама. Растворением сульфидного осадка в растворе соды и повторным осаждением трисульфида молибдена получают молибденовый концентрат с содержанием W03 не более 2 % при потере вольфрама 0,3-0,5 % от исходного количества.
После частичного окислительного обжига осадка трисуль - фида молибдена (при 450-500 °С) получают молибденовый химический концентрат с содержанием 50-52 % молибдена.
Недостаток способа осаждения молибдена в составе три- сульфида - выделение сероводорода по реакции (1.17), что требует затрат на обезвреживание газов (используют поглощение H2S в скруббере, орошаемом раствором гидроксида натрия). Выделение трисульфида молибдена ведут из раствора, нагретого до 75-80 С. Операцию проводят в герметичных стальных реакторах, гуммированных или покрытых кислотоупорной эмалью. Осадки трисульфида отделяют от раствора фильтрацией на фильтр-прессе.
Получение вольфрамовой кислоты из растворов вольфрамата натрия
Вольфрамовую кислоту можно непосредственно выделить из раствора вольфрамата натрия соляной или азотной кислотами. Однако этот способ применяют редко вследствие трудностей отмывки осадков от ионов натрия, содержание которых в триоксиде вольфрама лимитировано.
Большей частью первоначально из раствора осаждают вольфрамат кальция, который затем разлагают кислотами. Вольфрамат кальция осаждают, добавляя в нагретый до 80-90 С раствор вольфрамата натрия раствор СаС12 при остаточной щелочности раствора 0,3-0,7 %. При этом выпадает белый мелкокристаллический легко отстаивающийся осадок, в маточном растворе остаются ионы натрия, что обеспечивает низкое их содеражние в вольфрамовой кислоте. Из раствора осаждается 99-99,5 % W, маточные растворы содержат 0,05-0,07 г/л W03. Отмытый водой осадок CaW04 в виде пасты или пульпы поступает на разложение соляной кислотой при нагревании до 90°:
CaW04 + 2НС1 = H2W04i + CaCl2. (1.18)
При разложении поддерживают высокую конечную кислотность пульпы (90-100 г/л НСІ), что обеспечивает отделение вольфрамовой кислоты от примесей соединений фосфора, мышьяка и отчасти молибдена (молибденовая кислота растворяется в соляной кислоте). Осадки вольфрамовой кислоты требуют тщательной отмывки от примесей (особенно от солей кальция
И натрия). В последние годы освоена непрерывная промывка вольфрамовой кислоты в пульсационных колоннах, что существенно упростило операцию.
На одном из предприятий в СССР при переработке растворов вольфрамата натрия вместо соляной кислоты используют азотную кислоту для нейтрализации растворов и разложения осадков CaW04, а осаждение последнего проводят, вводя в растворы Ca(N03)2. В этом случае азотнокислые маточные растворы утилизируют, получая азотнокислые соли, используемые в качестве удобрения.
Очистка технической вольфрамовой кислоты и получение W03
Техническая вольфрамовая кислота, полученная описанным выше способом, содержит 0,2-0,3 % примесей. В результате прокаливания кислоты при 500-600 С получают триоксид вольфрама, пригодный для производства твердых сплавов на основе карбида вольфрама. Однако для производства вольфрама необходим триоксид более высокой чистоты с суммарным содержанием примесей не более 0,05 %.
Общепринят аммиачный способ очистки вольфрамовой кислоты. Она легко растворяется в аммиачной воде, при этом большая часть примесей остается в осадке: кремнезем, гид - роксиды железа и марганца и кальций (в виде CaW04). Однако аммиачные растворы могут содержать примесь молибдена, соли щелочных металлов.
Из аммиачного раствора выделяют, в результате выпаривания и последующего охлаждения, кристаллический осадок ПВА:
Выпаривание
12(NH4)2W04 * (NH4)10H2W12O42 4Н20 + 14NH3 +
В производственной практике состав ПВА часто записывают в оксидной форме: 5(NH4)20- 12W03- 5Н20, что не отражает химической его природы как соли изополикислоты.
Выпаривание ведут в аппаратах периодического или непрерывного действия, изготовленных из нержавеющей стали. Обычно в кристаллы выделяют 75-80 % вольфрама. Более глубокую кристаллизацию проводить нежелательно во избежание загрязнения кристаллов примесями. Существенно, что большая часть примеси молибдена (70-80 %) остается в маточном растворе. Из маточного раствора, обогащенного примесями, вольфрам осаждают в виде CaW04 или H2W04, возвращаемых на соответствующие стадии производственной схемы.
Кристаллы ПВА отжимают на фильтре, затем на центрифуге, промывают холодной водой и сушат.
Триоксид вольфрама получают термическим разложением вольфрамовой кислоты или ПВА:
H2W04 =» W03 + Н20;
(NH4)10H2W12O42 4Н20 = 12W03 + 10NH3 + 10Н20. (1.20)
Прокаливание проводят во вращающихся электропечах с трубой из жаростойкой стали 20Х23Н18. Режим прокаливания зависит от назначения триоксида вольфрама, требуемой величины его частиц. Так, для получения вольфрамовой проволоки марки ВА (см. ниже) ПВА прокаливают при 500-550 °С, проволоки марок ВЧ и ВТ (вольфрам без присадок) - при 800-850 °С.
Вольфрамовую кислоту прокаливают при 750-850 °С. Триоксид вольфрама, полученный из ПВА, имеет более крупные частицы, чем триоксид, полученный из вольфрамовой кислоты. В триоксиде вольфрама, предназначенном для производства вольфрама, содержание W03 должно быть не ниже 99,95 % для производства твердых сплавов - не ниже 99,9 %.
Экстракционный и ионообменный способы переработки растворов вольфрамата натрия
Переработка растворов вольфрамата натрия существенно упрощается при извлечении вольфрама из растворов экстракцией органическим экстрагентом с последующей реэкстрак - цией из органической фазы раствором аммиака с выделением из аммиачного раствора ПВА.
Поскольку в широком интервале рН=7,5+2,0 вольфрам находится в растворах в форме полимерных анионов, для экстракции применяют анионообменные экстрагенты: соли аминов или четвертичных аммониевых оснований. В частности, в промышленной практике используют сернокислую соль триок- тиламина (i?3NH)HS04 (где R - С8Н17). Наиболее высокие показатели экстракции вольфрама наблюдаются при рН=2*4.
Экстракция описывается уравнением:
4(i?3NH)HS04(opr) + Н2\У120*"(водн) + 2Н+(водн)ї=ї
Ї=ї(Д3ГШ)4Н4\У12О40(орг) + 4Н80;(водн). (l.2l)
Амин растворяют в керосине, в который добавляют техническую смесь многоатомных спиртов (С7 - С9) для предотвращения выделения твердой фазы (вследствие малой растворимости солей аминов в керосице). Примерный состав органической фазы: амины 10 %, спирты 15 %, керосин - остальное.
На экстракцию направляются растворы, очищенные от мрлибдена, а также примесей фосфора, мышьяка, кремния и фтора.
Вольфрам из органической фазы реэкстрагируют аммиачной водой (3-4 % NH3), получая растворы вольфрамата аммония, из которых выпаркой и кристаллизацией выделяют ПВА. Экстракцию проводят в аппаратах типа смеситель-отстойник или в пульсационных колоннах с насадкой.
Преимущества экстракционной переработки растворов вольфрамата натрия очевидны: сокращается число операций технологической схемы, создается возможность осуществления непрерывного процесса получения растворов вольфрамата Аммония из растворов вольфрамата натрия, сокращаются производственные площади.
Сточные воды экстракционного передела могут содержать примесь 80-100 мг/л аминов, а также примеси высших спиртов и керосина. Для очистки от этих экологически вредных примесей применяют методы пенной флотации и адсорбцию на активированном угле.
Экстракционная технология используется на зарубежных предприятиях и реализована также на отечественных заводах.
Применение ионообменных смол - конкурирующее с экстракцией направление схемы переработки растворов вальфрамата натрия. С этой целью применяют низкоосновные аниониты, содержащие аминные группы (чаще третичные аминьі) или амфотерные смолы (амфолиты), содержащие карбоксильные и аминные группы. При рН=2,5+3,5 на смолах сорбируются полианионы вольфрама, причем для некоторых смол полная емкость составляет 1700-1900 мг W03 на 1 г смолы. В случае смолы в 8С>5~-форме сорбция и элюация описываются соответственно уравнениями:
2tf2S04 + H4W12044; 5^«4H4W12O40 + 2SOf; (1.22)
I?4H4WI2O40 + 24NH4OH = 12(NH4)2W04 +4ДОН + 12H20. (l.23)
Ионообменный способ разработан и применен на одном из предприятий СССР. Требуемое время контакта смолы с раствором 8-12 ч. Процесс проводят в каскаде ионообменных колонн со взвешенным слоем смолы в непрерывном режиме. Затрудняющим обстоятельством является частичное выделение на стадии элюирования кристаллов ПВА, что требует их отделения от частиц смолы. В результате элюации получают растворы, содержащие 150-170 г/л W03, поступающие на выпарку и кристаллизацию ПВА.
Недостаток ионообменной технологии по сравнению с экстракционной состоит в неблагоприятной кинетике (длительность контакта 8-12 ч против 5-10 мин при экстракции). Вместе с тем к преимуществам ионитов следует отнести отсутствие сбросных растворов, содержащих органические примеси, а также пожаробезопасность и нетоксичность смол.
Разложение шеелитовых концентратов кислотами
В промышленной практике, преимущественно при переработке высокосортных шеелитовых концентратов (70-75 % W03), применяют непосредственное разложение шеелита соляной кислотой.
Реакция разложения:
CaW04 + 2НС1 = W03H20 + CoCl2 (1.24)
Практически необратима. Однако расход кислоты значительно выше стехиометрически необходимого (250-300 %) вследствие торможения процесса пленками волфрамовой кислоты на частицах шеелита.
Разложение проводят в герметичных реакторах с мешалками, футерованных кислотостойкой эмалью и обогреваемых через паровую рубашку. Процесс ведут при 100-110 С. Длительность разложения варьируют от 4-6 до 12 ч, что зависит от степени измельчения, а также происхождения концентрата (шеелиты различных месторождений отличаются по реакционной способности).
Однократная обработка не всегда приводит к полному вскрытию. В этом случае после растворения вольфрамовой кислоты в аммиачной воде остаток повторно обрабатывают соляной кислотой.
При разложении шеелито-повеллитовых концентратов с содержанием 4-5 % молибдена большая часть молибдена переходит в солянокислый раствор, что объясняется высокой растворимостью молибденовой кислоты в соляной. Так, при 20 С в 270 г/л НС1 растворимости Н2Мо04 и H2W04 равны 182 и 0,03 г/л соответственно. Несмотря на это, полное отделение молибдена не достигается. Осадки вольфрамовой кислоты содержат 0,2-0,3 % молибдена, извлечь который повторной обработкой соляной кислотой невозможно.
Кислотный способ отличается от щелочных способов разложения шеелита меньшим числом операций технологической схемы. Однако при переработке концентратов с относительно невысоким содержанием W03 (50-55 %) при значительном содержании примесей для получения кондиционного параволь - фрамата аммония приходится проводить две-три аммиачных перечистки вольфрамовой кислоты, что неэкономично. Поэтому разложение соляной кислотой большей частью применяют при переработке богатых и чистых шеелитовых концентратов.
Недостатки способа разложения соляной кислотой заключаются в высоком расходе кислоты, большом объеме сбросных растворов хлористого кальция и сложности их утилизации.
В свете задач создания безотходных технологий представляет интерес азотнокислый способ разложения шеелитовых концентратов. В этом случае маточные растворы легко утилизировать, получая азотнокислые соли.
ИРКУТСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
На правах рукописи
Артемова Олеся Станиславовна
РАЗРАБОТКА ТЕХНОЛОГИИ ИЗВЛЕЧЕНИЯ ВОЛЬФРАМА ИЗ ЛЕЖАЛЫХ ХВОСТОВ ДЖИДИНСКОГО ВМК
Специальность 25.00.13- Обогащение полезных ископаемых
диссертации на соискание ученой степени кандидата технических наук
Иркутск 2004
Работа выполнена в Иркутском государственном техническом университете.
Научный руководитель: Доктор технических наук,
профессор К. В. Федотов
Официальные оппоненты: Доктор технических наук,
профессор Ю.П. Морозов
Кандидат технических наук А.Я. Машович
Ведущая организация: Санкт-Петербургский государственный
горный институт (технический университет)
Защита состоится 22 декабря 2004 г. в /О* часов на заседании диссертационного совета Д 212.073.02 Иркутского государственного технического университета по адресу: 664074, Иркутск, ул. Лермонтова, 83, ауд. К-301
Ученый секретарь диссертационного совета профессор
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Сплавы вольфрама находят широкое применение в машиностроении, горном деле, металлообрабатывающей промышленности, в производстве электроосветительной аппаратуры. Главным потребителем вольфрама является металлургия.
Увеличение производства вольфрама возможно за счет вовлечения в переработку сложных по составу, труднообогатимых, бедных по содержанию ценных компонентов и забалансовых руд, путем широкого применения методов гравитационного обогащения.
Вовлечение в переработку лежалых хвостов рудообогащения Джидинского ВМК позволит решить актуальную проблему сырьевой базы, увеличить выпуск востребованного вольфрамового концентрата и улучшить экологическую ситуацию в Забайкальском регионе.
Цель работы: научно обосновать, разработать и апробировать рациональные технологические методы и режимы обогащения лежалых вольфрамсодержащих хвостов Джидинского ВМК.
Идея работы: изучение взаимосвязи структурного, вещественного и фазового составов лежалых хвостов Джидинского ВМК с их технологическими свойствами, позволяющей создать технологию переработки техногенного сырья.
В работе решались следующие задачи: оценить распределение вольфрама по всему пространству основного техногенного образования Джидинского ВМК; изучить вещественный состав лежалых хвостов Джижинского ВМК; исследовать контрастность лежалых хвостов в исходной крупности по содержанию W и 8 (II); исследовать гравитационную обогатимость лежалых хвостов Джидинского ВМК в различной крупности; определить целесообразности использования магнитного обогащения для повышения качества черновых вольфрамсодержащих концентратов; оптимизировать технологическую схему обогащения техногенного сырья ОТО Джидинского ВМК; провести полупромышленные испытания разработанной схемы извлечения W из лежалых хвостов ДВМК.
Методы исследования: спектральный, оптический, оптико-геометрический, химический, минералогический, фазовый, гравитационный и магнитный методы анализа вещественного состава и технологических свойств исходного минерального сырья и продуктов обогащения.
Достоверность и обоснованность научных положений, выводов обеспечены представительным объемом лабораторных исследований; подтверждены удовлетворительной сходимостью расчетных и экспериментально полученных результатов обогащения, соответствием результатов лабораторных и опытно-промышленных испытаний.
НАЦИОНАЛЬНАЯ I БИБЛИОТЕКА I СПек гЛЙЛ!
Научная новизна:
1. Установлено, что техногенное вольфрамсодержащее сырье Джидинского ВМК в любой крупности эффективно обогащается гравитационным методом.
2. С помощью обобщенных кривых гравитационной обогатимости определены предельные технологические показатели переработки лежалых хвостов Джидинского ВМК различной крупности гравитационным методом и выявлены условия получения отвальных хвостов с минимальными потерями вольфрама.
3. Установлены новые закономерности разделительных процессов, определяющие гравитационную обогатимость вольфрамсодержащего техногенного сырья в крупности +0,1 мм.
4. Для лежалых хвостов Джидинского ВМК выявлена надежная и достоверная корреляционная связь межу содержаниями WO3 и S(II).
Практическая значимость: разработана технология обогащения лежалых хвостов Джидинского ВМК, обеспечивающая эффективное извлечение вольфрама, позволяющая получить кондиционный вольфрамовый концентрат.
Апробация работы: основное содержание диссертационной работы и ее отдельные положения докладывались на ежегодных научно-технических конференциях Иркутского государственного технического университета (г.Иркутск, 2001-2004 гг.), всероссийской школе-семинаре молодых ученых «Леоновские чтения - 2004» (г.Иркутск, 2004 г.), научном симпозиуме «Неделя горняка - 2001» (г.Москва, 2001 г.), всероссийской научно-практической конференции «Новые технологии в металлургии, химии, обогащении и экологии» (г.Санкт-Петербург, 2004 г.), Плаксинские чтения - 2004. В полном объеме диссертационная работа представлялась на кафедре Обогащения полезных ископаемых и инженерной экологии в ИрГТУ, 2004 г. и на кафедре Обогащения полезных ископаемых СПГГИ (ТУ), 2004 г.
Публикации. По теме диссертационной работы опубликовано 8 печатных
Структура и объем работы. Диссертационная работа состоит из введения, 3 глав, заключения, 104 библиографических источников и содержит 139 страниц, включая 14 рисунков, 27 таблиц и 3 приложения.
Автор выражает глубокую благодарность научному руководителю д.т.н., проф. К.В. Федотову за профессиональное и доброжелательное руководство; проф. О.Н. Бельковой - за ценные советы и полезные критические замечания, высказанные в процессе обсуждения диссертационной работы; Г.А. Бадениковой - за консультирование по расчету технологической схемы. Автор искренне благодарит сотрудников кафедры за всестороннюю помощь и поддержку, оказанные при подготовке диссертации.
Объективными предпосылками вовлечения в производственный оборот техногенных образований являются:
Неизбежность сохранения природно-ресурсного потенциала. Обеспечивается сокращением добычи первичных минерально-сырьевых ресурсов и снижением объема наносимого окружающей среде ущерба;
Необходимость замены первичных ресурсов вторичными. Обусловлена потребностями производства в материально-сырьевых ресурсах, в том числе тех отраслей, природно-сырьевая база которых практически исчерпана;
Возможность использования техногенных отходов обеспечивается внедрением достижений научно-технического прогресса.
Производство продукции из техногенных месторождений, как правило, в несколько раз дешевле, чем из специально добываемого для этого сырья, и характеризуется быстрой окупаемостью капиталовложений.
Хранилища отходов рудообогащения являются объектами повышенной экологической опасности из-за их негативного воздействия на воздушный бассейн, подземные и поверхностные воды, почвенный покров на обширных территориях.
Платежи за загрязнение представляют собой форму возмещения экономического ущерба от выбросов и сбросов загрязняющих веществ в окружающую природную среду, а также за размещение отходов на территории Российской Федерации.
Джидинское рудное поле относится к высокотемпературному глубинному гидротермальному кварц-вольфрамитовому (или кварц-гюбнеритовому) типу месторождений, играющих важнейшую роль в добыче вольфрама. Главным рудным минералом является вольфрамит, состав которого колеблется от ферберита до побнерита со всеми промежуточными членами ряда. Шеелит - менее распространенный вольфрамат.
Руды с вольфрамитом обогащаются главным образом по гравитационной схеме; применяются обычно гравитационные методы мокрого обогащения на отсадочных машинах, гидроциклонах и концентрационных столах. Для получения кондиционных концентратов применяют магнитную сепарацию.
Руды на фабрике Джидинского ВМК до 1976 г. перерабатывались по двухстадиальной гравитационной схеме, включающей тяжелосредное обогащение в гидроциклонах, двухстадиальную концентрацию узко классифицированных рудных материалов на трехдечных столах типа СК-22, доизмельчение и обогащение промродуктов в отдельном цикле. Шламы обогащались по отдельной гравитационной схеме с использованием отечественных и зарубежных концентрационных шламовых столов.
С 1974 по 1996 гг. складировались хвосты обогащения только вольфрамовых руд. В 1985-86 году руды перерабатывались по гравитационно -флотационной технологической схеме. Поэтому в основное хвостохранилище сбрасывались хвосты гравитационного обогащения и сульфидный продукт флотогравитации. С середины 80х годов ввиду возросшего потока руды, подававшейся с Инкурского рудника, возрос удельный вес отходов крупных
классов, вплоть до 1-3 мм. После остановки Джидинского ГОКа в 1996 г. прудок-отстойник самоликвидировался за счет испарения и фильтрации.
В 2000 г выделено как самостоятельный объект «хвостохранилище аварийного сброса» (ХАС) в связи с достаточно существенным его отличием от основного хвостохранилища по условиям залегания, масштабу запасов, качеству и степени сохранности техногенных песков. Другим побочным хвостохранилищем являются аллювиальные техногенные отложения (АТО), к которым относятся переотложенные хвосты флотации молибденовых руд на участке долины р. Модонкуль.
Базовые нормативы платы за размещение отходов в пределах установленных лимитов по Джидинскому ВМК составляют 90 620 000 руб. Ежегодный экологический ущерб от деградации земли из-за размещения лежалых хвостов рудообогащения оценивается в 20 990 200 руб.
Таким образом, вовлечение в переработку лежалых хвостов рудообогащения Джидинского ВМК позволит: 1) решить проблему сырьевой базы предприятия; 2) увеличить выпуск востребованного "-концентрата и 3) улучшить экологическую ситуацию в Забайкальском регионе.
Вещественный состав и технологические свойства техногенного минерального образования Джидинского ВМК
Проведено геологическое опробование лежалых хвостов Джидинского ВМК. При обследовании побочного хвостохранилища (хвостохранилище аварийного сброса (ХАС)) отобрано 13 проб. На площади месторождения АТО было отобрано 5 проб. Площадь опробования основного хвостохранилища (ОТО) составила 1015 тыс. м2 (101,5 га), отобрано 385 частных проб. Масса отобранных проб - 5 т. Все отобранные пробы проанализированы на содержание "03 и 8 (И).
ОТО, ХАТ и АТО статистически сравнивались по содержанию " 03 с помощью критерия Стьюдента. С доверительной вероятностью 95% установлено: 1) отсутствие значимого статистического различия по содержанию "03 между частными пробами побочных хвостохранилищ; 2) средние результаты опробования ОТО по содержанию "03 в 1999 и 2000 гг. относятся к одной генеральной совокупности; 3) средние результаты опробования основного и побочных хвостохранилищ по содержанию " 03 значимо отличаются друг от друга и минеральное сырье всех хвостохранилищ не может быть переработано по одной и той же технологии.
Предметом нашего исследования является ОТО.
Вещественный состав минерального сырья ОТО Джидинского ВМК установлен по данным анализов рядовых и групповых технологических проб, а также продуктов их переработки. Рядовые пробы анализировались на содержание "03 и 8(11). Групповые пробы использованы для минералогического, химического, фазового и ситового анализов.
По данным спектрального полуколичественного анализа представительной аналитической пробы выявлены основной полезный компонент - " и второстепенные - РЬ, /и, Си, Аи и Содержание "03 в форме шеелита
достаточно стабильно во всех классах крупности различных разностей песков и составляет в среднем 0,042-0,044%. Содержание WO3 в форме гюбнерита неодинаково в различных классах крупности. Высокие содержания WO3 в форме гюбнерита отмечены в частицах крупности +1 мм (от 0,067 до 0,145%) и особенно в классе -0,08+0 мм (от 0,210 до 0,273%). Эта особенность характерна для светлых и темных песков и сохраняется для усредненной пробы.
Результаты спектрального, химического, минералогического и фазового анализов подтверждают, что свойства гюбнерита, как основной минеральной формы \УОз, будут определять технологию обогащения минерального сырья ОТО Джидинского ВМК.
Гранулометрическая характеристика сырья ОТО с распределением вольфрама по классам крупности приведена на рис. 1,2.
Видно, что основная масса материала пробы ОТО (~58%) имеет крупность -1+0,25 мм, по 17% приходится на крупный (-3+1 мм) и мелкий (-0,25+0,1 мм) классы. Доля материала крупностью -0,1 мм составляет около 8%, из которого половина (4,13%) приходится на шламовый класс-0,044+0 мм.
Для вольфрама характерно незначительное колебание (0,04-0,05%) содержания в классах крупности от -3 +1 мм до -0,25+0,1 мм и резкое повышение (до 0,38%) в классе крупности -0,1+0,044 мм. В шламовом классе -0,044+0 мм содержание вольфрама снижается до 0,19%. То есть 25,28% вольфрама сосредоточено в классе -0,1+0,044 мм при выходе данного класса около 4% и 37,58% - в классе -0,1+0 мм при выходе данного класса 8,37%.
В результате анализа данных по вкрапленности гюбнерита и шеелита в минеральном сырье ОТО исходной крупности и измельченном до - 0,5мм (см. табл. 1).
Таблица 1 - Распределение зерен и сростков побнерита и шеелита по классам крупности исходного и измельченного минерального сырья _
Классы крупности, мм Распределение, %
Гюбнерит Шеелит
Своб. зерна | Сростки Своб. зерна | Сростки
Материал ОТО в исходной крупности (- 5 +0 мм)
3+1 36,1 63,9 37,2 62,8
1+0,5 53,6 46,4 56,8 43,2
0,5+0,25 79,2 20,8 79,2 20,8
0,25+0,125 88,1 11,9 90,1 9,9
0,125+0,063 93,6 6,4 93,0 7,0
0,063+0 96,0 4,0 97,0 3,0
Сумма 62,8 37,2 64,5 35,5
Материал ОТО, измельченный до - 0,5 +0 мм
0,5+0,25 71,5 28,5 67,1 32,9
0,25+0,125 75,3 24,7 77,9 22,1
0,125+0,063 89,8 10,2 86,1 13,9
0,063+0 90,4 9,6 99,3 6,7
Сумма 80,1 19,9 78,5 21,5
Сделан вывод о необходимости классификации обесшламленного минерального сырья ОТО по крупности 0,1 мм и раздельного обогащения получаемых классов. Из крупного класса следует: 1) выделить свободные зерна в черновой концентрат, 2) хвосты, содержащие сростки, подвергнуть доизмельчению, обесшламливанию, объединению с обесшламленным классом -0,1+0 мм исходного минерального сырья и гравитационному обогащению для извлечения тонких зерен шеелита и побнерита в промпродукт.
Для оценки контрастности минерального сырья ОТО использована технологическая проба, являющаяся совокупностью 385 частных проб. Результаты фракционирования частных проб по содержанию WO3 и сульфидной серы приведены на рис.3,4.
0 Ы ОС 0.2 »л М ол О 2 СС * _ " 8
С(кк|Юпытетр«окнсмм»фр**м.% Содержатся гульфкшоЯ
Рис. 3 Кривые условной контрастности исходного Рис. 4 Кривые условной контрастности исходного
минерального сырья ОТО по содержанию Ч/О} минерального сырья ОТО по содержанию 8 (II)
Установлено, что показатели контрастности по содержанию WO3 и S (II) равны 0,44 и 0,48 соответственно. С учетом классификации руд по контрастности исследуемое минеральное сырье по содержанию WO3 и S (II) относится к категории неконтрастных руд. Радиометрическое обогащение не
пригодно для извлечения вольфрама из мелкоразмерных лежалых хвостов Джидинского ВМК.
Результаты корреляционного анализа, с помощью которого выявлена математическая зависимость между концентрациями \\Юз и 8 (II) (Стоз=0»0232+0,038С5(и)И г=0,827; корреляционная связь является достоверной и надежной), подтверждают выводы о нецелесообразности использования радиометрической сепарации.
Результаты анализа по разделению минеральных зерен ОТО в тяжелых жидкостях, приготовленных на основе селенового бромида, использованы для расчета и построения кривых гравитационной обогатимости (рис. 5), из вида которых, особенно кривой следует, что для минерального сырья ОТО Джидинского ВМК в любой крупности пригоден гравитационный метод обогащения.
Учитывая недостатки в использовании кривых гравитационной обогатимости, особенно кривой для определения содержания металла во всплывших фракциях с заданным выходом или извлечением строили обобщенные кривые гравитационной обогатимости (рис 6), результаты анализа которых даны в табл. 2.
Таблица 2 - Прогнозные технологические показатели обогащения разных классов крупности лежалых хвостов Джидинского ВМК гравитационным методом_
г Класс крупности, мм Максимальные потери \У с хвостами, % Выход хвостов, % Содержание XV, %
в хвостах в конц-те
3+1 0,0400 25 82,5 0,207 0,1
3+0,5 0,0400 25 84 0,19 0,18
3+0,25 0,0440 25 90 0,15 0,28
3+0,1 0,0416 25 84,5 0,07 0,175
3+0,044 0,0483 25 87 0,064 0,27
1+0,5 0,04 25 84,5 0,16 0,2
1+0,044 0,0500 25 87 0,038 0,29
0,5+0,25 0,05 25 92,5 0,04 0,45
0,5+0,044 0,0552 25 88 0,025 0,365
0,25+0,1 0,03 25 79 0,0108 0,1
0,25+0,044 0,0633 15 78 0,02 0,3
0,1+0,044 0,193 7 82,5 0,018 1,017
По гравитационной обогатимости классы -0,25+0,044 и -0,1+0,044 мм существенно отличается от материала иной крупности. Лучшие технологические показатели гравитационного обогащения минерального сырья прогнозируются для класса крупности -0,1+0,044 мм: ^ |*0М4=82,5%, =0,018% и е* =7%.
Результаты электромагнитного фракционирования тяжелых фракций (ТФ), гравитационного анализа с помощью универсального магнита Сочнева С-5 и магнитной сепарации ТФ показали, что общий выход сильномагнитной и немагнитной фракций составляет 21,47% и потери " в них равны 4,5%. Минимальные потери " с немагнитной фракцией и максимальное содержание " в объединенном слабомагнитном продукте прогнозируются при условии, если питание сепарации в сильном магнитном поле имеет крупность -0,1+0 мм.
Рис. 5 Кривые гравитационной обогатимости лежалых хвостов Джидинского ВМК
е) класс -0,1+0,044 мм
Рис. 6 Обобщенные кривые гравитационной обогатимости различных классов крупности минерального сырья ОТО
Разработка технологической схемы обогащения лежалых хвостов рудообогащения Джидинского ВМ К
Результаты технологического опробования различных способов гравитационного обогащения лежалых хвостов ОТО Джидинского ВМК представлены в табл. 3.
Таблица 3 - Результаты тестирования гравитационных аппаратов
Получены сопоставимые технологические показатели по извлечению WO3 в черновой концентрат при обогащении неклассифицированных лежалых хвостов как при винтовой сепарации, так и при центробежной сепарации. Минимальные потери WO3 с хвостами выявлены при обогащении в центробежном концентраторе класса -0,1+0 мм.
В табл. 4 дан гранулометрический состав чернового W-концентрата крупностью -0,1+0 мм.
Таблица 4 - Гранулометрический состав чернового W-концентрата
Класс крупности, мм Выход классов, % Содержание Распределение АУОз
Абсолютное Относительное, %
1+0,071 13,97 0,11 1,5345 2,046
0,071+0,044 33,64 0,13 4,332 5,831
0,044+0,020 29,26 2,14 62,6164 83,488
0,020+0 23,13 0,28 6,4764 8,635
Итого 100,00 0,75 75,0005 100,0
В концентрате основное количество WO3 находится в классе -0,044+0,020 мм.
Согласно данным минералогического анализа по сравнению с исходным материалом в концентрате больше массовая доля побнерита (1,7%) и рудных сульфидных минералов, особенно пирита (16,33%). Содержание породообразующих - 76,9%. Качество чернового W-концентрата может быть повышено последовательным применением магнитной и центробежной сепарации.
Результатами тестирования гравитационных аппаратов для извлечения >УОз из хвостов первичного гравитационного обогащения минерального сырья ОТО в крупности +0,1 мм (табл. 5) доказано, что самым эффективным аппаратом является концентратор ККЕЬ80№
Таблица 5 - Результаты тестирования гравитационных аппаратов
Продукт Г,% ßwo>, % rßwo> ст">, %
винтовой сепаратор
Концентрат 19,25 0,12 2,3345 29,55
Хвосты 80.75 0,07 5,5656 70,45
Исходная проба 100,00 0,079 7,9001 100,00
винговой шлюз
Концентрат 15,75 0,17 2,6750 33,90
Хвосты 84,25 0,06 5,2880 66,10
Исходная проба 100,00 0,08 7,9630 100,00
концентрационный стол
Концентрат 23,73 0,15 3,56 44,50
Хвосты 76,27 0,06 4,44 55,50
Исходная проба 100,00 0,08 8,00 100,00
центробежный концентратор KC-MD3
Концентрат 39,25 0,175 6,885 85,00
Хвосты 60,75 0,020 1,215 15,00
Исходная проба 100,00 0,081 8,100 100,00
При оптимизации технологической схемы обогащения минерального сырья ОТО Джидинского ВМК учитывали: 1) технологические схемы переработки тонковкрапленных вольфрамитовых руд отечественных и зарубежных обогатительных фабрик; 2) технические характеристики современного применяемого оборудования и его габариты; 3) возможность использования одного и того же оборудования для одновременной реализации двух операций, например, разделения минералов по крупности и обезвоживания; 4) экономические затраты на аппаратурное оформление технологической схемы; 5) результаты, изложенные в главе 2; 6) требования ГОСТов, предъявляемые к качеству вольфрамовых концентратов.
При полупромышленных испытаниях разработанной технологии (рис 7-8 и табл. 6) за 24 часа переработано 15 т исходного минерального сырья.
Результаты спектрального анализа представительной пробы полученного концентрата подтверждают, что W-концентрат III магнитной сепарации является кондиционным и соответствует марке КВГ (Т) ГОСТа 213-73.
Рис.8 Результаты технологического опробования схемы доводки черновых концентратов и промпродукта из лежалых хвостов Джидинского ВМК
Таблица 6 - Результаты опробования технологической схемы
Продукт у
Кондиционный концентрат 0,14 62,700 8,778 49,875
Хвосты отвальные 99,86 0,088 8,822 50,125
Исходная руда 100,00 0,176 17,600 100,000
ЗАКЛЮЧЕНИЕ
В работе дано решение актуальной научно-производственной задачи: научно обоснованы, разработаны и в определенном объеме реализованы эффективные технологические методы извлечения вольфрама из лежалых хвостов рудообогащения Джидинского ВМК.
Основные результаты выполненных исследований, разработок и их практической реализации заключаются в следующем
Основной полезный компонент - вольфрам, по содержанию которого лежалые хвосты являются неконтрастной рудой, представлен преимущественно гюбнеритом, определяющим технологические свойства техногенного сырья. Вольфрам неравномерно распределен по классам крупности и основное его количество сосредоточено в крупности
Доказано, что единственным эффективным методом обогащения W-содержащих лежалых хвостов Джидинского ВМК является гравитационный. На основе анализа обобщенных кривых гравитационной обогатимости лежалых W-содержащих хвостов установлено, что отвальные хвосты с минимальными потерями вольфрама являются отличительным признаком обогащения техногенного сырья в крупности -0,1+Омм. Установлены новые закономерности разделительных процессов, определяющие технологические показатели гравитационного обогащения лежалых хвостов Джидинского ВМК в крупности +0,1мм.
Доказано, что из гравитационных аппаратов, применяемых в горной отрасли при обогащении W-содержащих руд, для максимального извлечения вольфрама из техногенного сырья Джидинского ВМК в черновые W-концентраты пригодны винтовой сепаратор и центробежный концентратор ККЕЬ80№ Эффективность использования концентратора ККЕЬ80К подтверждена также для доизвлечения вольфрама из хвостов первичного обогащения техногенного W-содержащего сырья в крупности - 0,1мм.
3. Оптимизированная технологическая схема извлечения вольфрама из лежалых хвостов рудообогащения Джидинского ВМК позволила получить кондиционный W-концентрат, решить проблему истощения минеральных ресурсов Джидинского ВМК и снизить негативное воздействие производственной деятельности предприятия на окружающую среду.
Предпочтительное использование гравитационного оборудования. При полупромышленных испытаниях разработанной технологии извлечения вольфрама из лежалых хвостов Джидинского ВМК получен кондиционный "-концентрат с содержанием "03 62,7% при извлечении 49,9%. Срок окупаемости обогатительной установки по переработке лежалых хвостов Джидинского ВМК с целью извлечения вольфрама составил 0,55 года.
Основные положения диссертационной работы опубликованы в следующих работах:
1. Федотов К.В., Артемова О.С., Полинскина И.В. Оценка возможности переработки лежалых хвостов Джидинского ВМК, Обогащение руд: Сб. научн. трудов. - Иркутск: Изд-во ИрГТУ, 2002. - 204 с, С. 74-78.
2. Федотов К.В., Сенченко А.Е., Артемова О.С., Полинкина И.В. Применение центробежного сепаратора с непрерывной разгрузкой концентрата для извлечения вольфрама и золота из хвостов Джидинского ВМК, Экологические проблемы и новые технологии комплексной переработки минерального сырья: Материалы Международного совещания «Плаксинские чтения - 2002». - М.: П99, Изд-во ПКЦ «Альтекс», 2002 - 130 с, С.96-97.
3. Зелинская Е.В., Артемова О.С. Возможность регулирования селективности действия собирателя при флотации вольфрамсодержащих руд из лежалых хвостов, Направленное изменение физико-химических свойств минералов в процессах обогащения полезных ископаемых (Плаксинские чтения), материалы международного совещания. - М.: Альтекс, 2003. -145 с, С.67-68.
4. Федотов К.В., Артемова О.С. Проблемы переработки лежалых вольфрамсодержащих продуктов Современные методы переработки минерального сырья: Материалы конференции. Иркутск: Ирк. Гос. Тех. Ун-т, 2004г. - 86 с.
5. Артемова О. С, Гайдук А. А. Извлечение вольфрама из лежалых хвостов Джидинского вольфраммолибденового комбината. Перспективы развития технологии, экологии и автоматизации химических, пищевых и металлургических производств: Материалы научно-практической конференции. - Иркутск: Изд-во ИрГТУ. - 2004 г. - 100 с.
6. Артемова О.С. Оценка неравномерности распределения вольфрама в Джидинском хвостохранилище. Современные методы оценки технологических свойств минерального сырья благородных металлов и алмазов и прогрессивные технологии их переработки (Плаксинские чтения): Материалы международного совещания. Иркутск, 13-17 сентября 2004 г. - М.: Альтекс,2004. - 232 с.
7. Артемова О.С, Федотов К.В., Белькова О.Н. Перспективы использования техногенного месторождения Джидинского ВМК. Всероссийская научно-практическая конференция «Новые технологии в металлургии, химии, обогащении и экологии» г. Санкт-Петербург, 2004 г.
Подписано в печать 12. Н 2004. Формат 60x84 1/16. Бумага типографская. Печать офсетная. Усл. печ. л. Уч.-изд.л. 125. Тираж 400 экз. Зак.460.
ИД №06506 от 26.12.2001 Иркутский государственный технический университет 664074, Иркутск, ул. Лермонтова, 83
РНБ Русский фонд
1 .ЗНАЧИМОСТЬ ТЕХНОГЕННОГО МИНЕРАЛЬНОГО СЫРЬЯ
1.1. Минеральные ресурсы рудной отрасли в РФ и вольфрамовой подотрасли
1.2. Техногенные минеральные образования. Классификация. Необходимость использования
1.3. Техногенное минеральное образование Джидинского ВМК
1.4. Цели и задачи исследования. Методы исследования. Положения, выносимые на защиту
2. ИССЛЕДОВАНИЕ ВЕЩЕСТВЕННОГО СОСТАВА И ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ЛЕЖАЛЫХ ХВОСТОВ ДЖИДИНСКОГО ВМК
2.1. Геологическое опробование и оценка распределения вольфрама
2.2. Вещественный состав минерального сырья
2.3. Технологические свойства минерального сырья
2.3.1. Гранулометрический состав
2.3.2. Исследование возможности радиометрической сепарации минерального сырья в исходной крупности
2.3.3. Гравитационный анализ
2.3.4. Магнитный анализ
3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ИЗВЛЕЧЕНИЯ ВОЛЬФРАМА ИЗ ЛЕЖАЛЫХ ХВОСТОВ ДЖИДИНСКОГО ВМК
3.1. Технологическое тестирование разных гравитационных аппаратов при обогащении лежалых хвостов различной крупности
3.2. Оптимизация схемы переработки ОТО
3.3. Полупромышленные испытания разработанной технологической схемы обогащения ОТО и промышленной установки
Введение Диссертация по наукам о земле, на тему "Разработка технологии извлечения вольфрама из лежалых хвостов Джидинского ВМК"
Науки об обогащении полезных ископаемых, прежде всего, направлены на разработку теоретических основ процессов разделения минералов и создание обогатительных аппаратов, на раскрытие взаимосвязи закономерностей распределения компонентов и условий разделения в продуктах обогащения с целью повышения селективности и скорости разделения, его эффективности и экономичности, экологической безопасности.
Несмотря на значительные запасы полезных ископаемых и сокращение в последние годы ресурсопотребления, истощение минеральных ресурсов является одной из важнейших проблем в России. Слабое использование ресурсосберегающих технологий способствует большим потерям полезных ископаемых при добыче и обогащении сырья .
Анализ развития техники и технологии обогащения полезных ископаемых за последние 10-15 лет указывает на значительные достижения отечественной фундаментальной науки в области познания основных явлений и закономерностей при разделении минеральных комплексов, что позволяет создать высокоэффективные процессы и технологии для первичной переработки руд сложного вещественного состава и, как следствие, обеспечить металлургическую промышленность необходимой номенклатурой и качеством концентратов. В то же время в нашей стране в сравнении с развитыми зарубежными государствами до сих пор наблюдается значительное отставание в развитии машиностроительной базы для производства основного и вспомогательного обогатительного оборудования, в его качестве, металлоемкости, энергоемкости и износостойкости .
Кроме того, в силу ведомственной принадлежности горно-обогатительных предприятий комплексное сырье перерабатывалось только с учетом необходимой потребности отрасли в конкретном металле, что приводило к нерациональному использованию природных минеральных ресурсов и увеличению затрат на складирование отходов . В настоящее время накоплено более 12 млрд.т отходов, содержание ценных компонентов в которых в ряде случаев превышает их содержание в природных месторождениях .
Помимо вышеперечисленных негативных тенденций, начиная с 90-х годов резко обострилась экологическая обстановка на горно-обогатительных предприятиях (в ряде регионов угрожая существованию не только биоты, но и человека), наметилось прогрессирующее снижение добычи руд цветных и черных металлов, горно-химического сырья, ухудшение качества перерабатываемых руд и, как следствие, вовлечение в переработку труднообогатимых руд сложного вещественного состава, характеризующихся низким содержанием ценных компонентов, тонкой вкрапленностью и близкими технологическими свойствами минералов. Так, за последние 20 лет содержание цветных металлов в рудах снизилось в 1,3-1,5 раза, железа в 1,25 раза, золота в 1,2 раза, доля труднообогатимых руд и угля возросла с 15% до 40% от общей массы сырья, поступающего на обогащение .
Воздействие человека на природную среду в процессе хозяйственной деятельности ныне приобретает глобальный характер. По масштабам извлекаемых и перемещаемых пород, преобразования рельефа, воздействия на перераспределение и динамику поверхностных и подземных вод, активизации геохимического переноса и т.д. эта деятельность сопоставима с геологическими процессами .
Беспрецедентный масштаб извлекаемых минеральных ресурсов ведет к их быстрому истощению, накоплению на поверхности Земли, в атмосфере и гидросфере большого числа отходов, постепенной деградации природных ландшафтов, сокращению биоразнообразия, снижению природного потенциала территорий и их жизнеобеспечивающих функций .
Хранилища отходов рудообогащения являются объектами повышенной экологической опасности из-за их негативного воздействия на воздушный бассейн, подземные и поверхностные воды, почвенный покров на обширных территориях . Наряду с этим хвостохранилища - малоизученные техногенные месторождения, использование которых позволит получить дополнительные источники рудно-минерального сырья при существенном уменьшении масштабов нарушения геологической среды в регионе .
Производство продукции из техногенных месторождений, как правило, в несколько раз дешевле, чем из специально добываемого для этого сырья, и характеризуется быстрой окупаемостью капиталовложений. Однако сложный химический, минералогический и гранулометрический состав хвостохранилищ, а также широкий набор содержащихся в них полезных ископаемых (от главных и попутных компонентов до простейших строительных материалов) затрудняют расчет суммарного экономического эффекта от их переработки и определяют индивидуальный подход к оценке каждого хвостохранилища .
Следовательно, в настоящий момент выявился ряд неразрешимых противоречий между изменением характера минерально-сырьевой базы, т.е. необходимостью вовлечения в переработку труднообогатимых руд и техногенных месторождений, экологически обостренной ситуацией в горнопромышленных регионах и состоянием техники, технологии и организации первичной переработки минерального сырья .
Вопросы использования отходов обогащения полиметаллических, золотосодержащих и редких металлов имеют как экономический, так и экологические аспекты .
В достижении современного уровня развития теории и практики переработки хвостов обогащения руд цветных, редких и благородных металлов большой вклад внесли В.А. Чантурия, В.З. Козин, В.М. Авдохин, С.Б. Леонов, JI.A. Барский, А.А. Абрамов, В.И. Кармазин, С.И. Митрофанов и др.
Важной составной частью общей стратегии рудной отрасли, в т.ч. вольфрамовой, является рост использования отходов рудообогащения, как дополнительных источников рудно-минерального сырья, при существенном уменьшении масштабов нарушения геологической среды в регионе и негативного воздействия на все компоненты окружающей среды .
В области использования отходов рудообогащения важнейшим является детальное минералого-технологическое исследование каждого конкретного, индивидуального техногенного месторождения, результаты которого позволят разработать эффективную и экологически безопасную технологию промышленного освоения дополнительного источника рудно-минерального сырья .
Рассматриваемые в диссертационной работе проблемы решались в соответствии с научным направлением кафедры Обогащения полезных ископаемых и инженерной экологии Иркутского государственного технического университета по теме «Фундаментальные и технологические исследования в области переработки минерального и техногенного сырья с целью комплексного его использования, с учетом экологических проблем в сложных индустриальных системах» и х/д темой № 118 «Исследование на обогатимость лежалых хвостов Джидинского ВМК».
Цель работы - научно обосновать, разработать и апробировать рациональные технологические методы обогащения лежалых вольфрамсодержащих хвостов Джидинского ВМК.
В работе решались следующие задачи:
Оценить распределение вольфрама по всему пространству основного техногенного образования Джидинского ВМК;
Изучить вещественный состав лежалых хвостов Джижинского ВМК;
Исследовать контрастность лежалых хвостов в исходной крупности по содержанию W и S (II); исследовать гравитационную обогатимость лежалых хвостов Джидинского ВМК в различной крупности;
Определить целесообразности использования магнитного обогащения для повышения качества черновых вольфрамсодержащих концентратов;
Оптимизировать технологическую схему обогащения техногенного сырья ОТО Джидинского ВМК; провести полупромышленные испытания разработанной схемы извлечения W из лежалых хвостов ДВМК;
Разработать схему цепи аппаратов для промышленной переработки лежалых хвостов Джидинского ВМК.
Для выполнения исследований использовалась представительная технологическая проба лежалых хвостов Джидинского ВМК.
При решении сформулированных задач использовались следующие методы исследования: спектральный, оптический, химический, минералогический, фазовый, гравитационный и магнитный методы анализа вещественного состава и технологических свойств исходного минерального сырья и продуктов обогащения.
На защиту выносятся следующие основные научные положения: Установлены закономерности распределения исходного техногенного минерального сырья и вольфрама по классам крупности. Доказана необходимость первичной (предварительной) классификации по крупности 3 мм.
Установлены количественные характеристики лежалых хвостов рудообогащения руд Джидинского ВМК по содержанию WO3 и сульфидной серы. Доказано, что исходное минеральное сырье относится к категории неконтрастных руд. Выявлена достоверная и надежная корреляционная связь между содержаниями WO3 и S (II).
Установлены количественные закономерности гравитационной обогатимости лежалых хвостов Джидинского ВМК. Доказано, что для исходного материала любой крупности эффективным методом извлечения W является гравитационное обогащение. Определены прогнозные технологические показатели гравитационного обогащения исходного минерального сырья в различной крупности.
Установлены количественные закономерности распределения лежалых хвостов рудообогащения Джидинского ВМК по фракциям различной удельной магнитной восприимчивости. Доказана эффективность последовательного применения магнитной и центробежной сепарации для повышения качества черновых W-содержащих продуктов. Оптимизированы технологические режимы магнитной сепарации.
Заключение Диссертация по теме "Обогащение полезных ископаемых", Артемова, Олеся Станиславовна
Основные результаты выполненных исследований, разработок и их практической реализации заключаются в следующем:
1. Выполнен анализ современной ситуации в РФ с минеральными ресурсами рудной отрасли, в частности - вольфрамовой. На примере Джидинского ВМК показано, что проблема вовлечения в переработку лежалых хвостов рудообогащения является актуальной, имеющей технологическое, экономическое и экологическое значение.
2. Установлены вещественный состав и технологические свойства основного W-содержащего техногенного образования Джидинского ВМК.
Основной полезный компонент - вольфрам, по содержанию которого лежалые хвосты являются неконтрастной рудой, представлен преимущественно гюбнеритом, определяющим технологические свойства техногенного сырья. Вольфрам неравномерно распределен по классам крупности и основное его количество сосредоточено в крупности -0,5+0,1 и -0,1+0,02 мм.
Доказано, что единственным эффективным методом обогащения W-содержащих лежалых хвостов Джидинского ВМК является гравитационный. На основе анализа обобщенных кривых гравитационной обогатимости лежалых W-содержащих хвостов установлено, что отвальные хвосты с минимальными потерями вольфрама являются отличительным признаком обогащения техногенного сырья в крупности -0,1+0мм. Установлены новые закономерности разделительных процессов, определяющие технологические показатели гравитационного обогащения лежалых хвостов Джидинского ВМК в крупности +0,1 мм.
Доказано, что из гравитационных аппаратов, применяемых в горной отрасли при обогащении W-содержащих руд, для максимального извлечения вольфрама из техногенного сырья Джидинского ВМК в черновые W-концентраты пригодны винтовой сепаратор и центробежный концентратор KNELSON. Эффективность использования концентратора KNELSON подтверждена также для доизвлечения вольфрама из хвостов первичного обогащения техногенного W-содержащего сырья в крупности - 0,1мм.
3. Оптимизированная технологическая схема извлечения вольфрама их лежалых хвостов рудообогащения Джидинского ВМК позволила получить кондиционный W-концентрат, решить проблему истощения минеральных ресурсов Джидинского ВМК и снизить негативное воздействие производственной деятельности предприятия на окружающую среду.
Существенными признаками разработанной технологии извлечения вольфрама из лежалых хвостов Джидинского ВМК являются:
Узкая классификация по крупности питания первичных обогатительных операций;
Предпочтительное использование гравитационного оборудования.
При полупромышленных испытаниях разработанной технологии извлечения вольфрама из лежалых хвостов Джидинского ВМК получен кондиционный W-концентрат с содержанием WO3 62,7% при извлечении 49,9%. Срок окупаемости обогатительной установки по переработке лежалых хвостов Джидинского ВМК с целью извлечения вольфрама составил 0,55 года.
Библиография Диссертация по наукам о земле, кандидата технических наук, Артемова, Олеся Станиславовна, Иркутск
1. Технико-экономическая оценка техногенных месторождений цветных металлов: Обзор/В.В. Оленин, Л.Б. Ершов, И.В. Белякова. М., 1990 - 64 с.
2. Горные науки. Освоение и сохранение недр Земли / РАН, АГН, РАЕН, МИА; Под ред. К.Н. Трубецкого. М.: Изд-во Академии горных наук, 1997. -478 с.
3. Новиков А.А., Сазонов Г.Т. Состояние и перспективы развития рудно-сырьевой базы цветной металлургии РФ, Горный журнал 2000 г - №8, С. 92-95.
4. Карелов С.В., Выварец А.Д., Дистергефт JI.B., Мамяченков С.В., Хилай В.В., Набойченко Е.С. Оценка эколого-экономической эффективности переработки вторичного сырья и техногенных отходов, Известия ВУЗов, Горный журнал 2002 г - № 4, С. 94-104.
5. Минеральные ресурсы России. Экономика и управление Модульные обогатительные фабрики, Специальный выпуск, сентябрь 2003 г. - HTJI ТОМС ИрГТУ.
6. Бересневич П.В. и др. Охрана окружающей среды при эксплуатации хвостохранилищ. М.: Недра, 1993. - 127 с.
7. Дудкин О.Б., Поляков К.И. Проблема техногенных месторождений, Обогащение руд 1999 г - № 11, С. 24-27.
8. Дерягин А.А., Котова В.М., Никольский A.JI. Оценка перспектив вовлечения в эксплуатацию техногенных месторождений, Маркшейдерия и недропользование 2001 г - № 1, С. 15-19.
9. Чуянов Г.Г. Хвостохранилища обогатительных фабрик, Известия ВУЗов, Горный журнал 2001 г - № 4-5, С. 190-195.
10. Воронин Д.В., Гавеля Э.А., Карпов С.В. Изучение и переработка техногенных месторождений, Обогащение руд - 2000 г № 5, С. 16-20.
11. Смолдырев А.Е. Возможности отработки хвостохранилищ, Горный журнал -2002 г-№7, С. 54-56.
12. Квитка В.В., Кумакова Л.Б., Яковлева Е.П. Переработка лежалых хвостов обогатительных фабрик Восточного Казахстана, Горный журнал - 2001 г -№9, С. 57-61.
13. Хасанова Г.Г. Кадастровая оценка техногенно-минеральных объектов Среднего Урала Известия ВУЗов, Горный журнал - 2003 г - № 4, С. 130136.
14. Туманова Е.С., Туманов P.P. Минеральное сырье. Сырье техногенное // Справочник. М.: ЗАО «Геоинформмарк», 1998. - 44 с.
15. Попов В.В. Минерально-сырьевая база России. Состояние и проблемы, Горный журнал 1995 г - № 11, С. 31-34.
16. Уздебаева Л.К. Лежалые хвосты обогащения - дополнительный источник получения металлов, Цветные металлы 1999 г - № 4, С. 30-32.
17. Фишман М.А., Соболев Д.С. Практика обогащения руд цветных и редких металлов, т. 1-2. -М.: Металлургиздат, 1957 1960.
18. Фишман М.А., Соболев Д.С. Практика обогащения руд цветных и редких металлов, т.3-4. М.: Госгортехиздат, 1963.
19. Леонов С.Б., Белькова О.Н. Исследование полезных ископаемых на обогатимость: Учебное пособие. - М.: «Интермет Инжиниринг», 2001. - 631с.
20. Трубецкой К.Н., Уманец В.Н., Никитин М.Б. Классификация техногенных месторождений, основные категории и понятия, Горный журнал - 1990 г -№ 1, С. 6-9.
21. Инструкция по применению Классификации запасов к месторождениям вольфрамовых руд. М., 1984 - 40 с.
22. Бетехтин А.Г., Голиков А.С., Дыбков В.Ф. и др. Курс месторождений полезных ископаемых Изд. 3-е перераб. и доп./Под. Ред. П.М. Татаринова и А.Г. Бетехтина-М.: Недра, 1964.
23. Хабиров В.В., Воробьев А.Е. Теоретические основы развития горнодобывающих и перерабатывающих производств Кыргызстана/Под ред. акад. Н.П. Лаверова. М.: Недра, 1993. - 316 с.
24. Изоитко В.М. Технологическая минералогия вольфрамовых руд. - Л.: Наука, 1989.-232 с.
25. Изоитко В.М., Бояринов Е.В., Шанаурин В.Е. Особенности минералого-технологической оценки руд на предприятиях вольфрам-молибденовой отрасли. М.ЦНИИЦВЕТМЕТ и информ., 1985.
26. Минелогическая энциклопедия/Под ред. К.Фрея: Пер. с англ. - Л-д: Недра, 1985.-512 с.
27. Минералогическое исследование руд цветных и редких металлов/Под общей ред. А.Ф. Ли. Изд. 2-ое. М.: Недра, 1967. - 260 с.
28. Рамдер Пауль Рудные минералы и их срастания. М.: ИЛ, 1962.
29. Коган Б.И. Редкие металлы. Состояние и перспективы. М.: Наука, 1979. - 355 с.
30. Кочурова Р.Н. Геометрические методы количественно-минералогического анализа горных пород. - Л-д: ЛГУ, 1957.-67 с.
31. Методические основы исследования химические состава горных пород, руд и минералов. Под ред. Г.В. Остроумова. М.: Недра, 1979. - 400 с.
32. Методы минералогических исследований: Справочник/Под ред. А.И. Гинзбурга. М.: Недра, 1985. - 480 с.
33. Копченова Е.В. Минералогический анализ шлихов и рудных концентратов. М.: Недра, 1979.
34. Определение минеральных форм вольфрама в первичных рудах и рудах коры выветривания гидротермальных кварцевых штокверков. Инструкция НСАМ № 207-Ф-М.: ВИМС, 1984.
35. Методические минералогические исследования. М.: Наука, 1977. - 162 с. (АН СССРИМГРЭ).
36. Панов Е.Г., Чуков А.В., Кольцов А.А. Оценка качества сырья для вторичной переработки отходов горно-обогатительного производства. Разведка и охрана недр, 1990 №4.
37. Материалы Республиканского Аналитического Центра ПГО "Бурятгеология" по исследованию вещественного состава руд Холтосонского и Инкурского месторождений и техногенных продуктов Джидинского комбината. Улан-Удэ, 1996.
38. Отчет Гиредмета "Изучение вещественного состава и обогатимости двух, проб лежалых хвостов Джидинского ГОКа". Авторы Чистов Л.Б., Охрименко В.Е. М., 1996.
39. Зеликман А.Н., Никитин JI.C. Вольфрам. М.: Металлургия, 1978. - 272 с.
40. Федотов К.В. Численное определение составляющих скорости потока жидкости в центробежных аппаратах, Обогащение руд - 1998 г № 4, С. 34-39.
41. Шохин В.И. Гравитационные методы обогащения. М.: Недра, 1980. - 400 с.
42. Фоменко Т.Г. Гравитационные процессы обогащения полезных ископаемых. М.: Недра, 1966. - 330 с.
43. Воронов В.А. Об одном подходе к управлению раскрытием минералов в процессе измельчения, Обогащение руд 2001 г - № 2, С. 43-46.
44. Барский JI.A., Козин В.З. Системный анализ в обогащении полезных ископаемых. М.: Недра, 1978. - 486 с.
45. Технологическая оценка минерального сырья. Методы исследования: Справочник/Под ред. П.Е. Остапенко. М.: Недра, 1990. - 264 с.
46. Сорокин М.М, Шепета Е.Д., Куваева И.В. Снижение потерь триоксида вольфрама с сульфидными отвальными продуктами. Физико-технологические проблемы разработки полезных ископаемых, 1988 №1, С. 59-60.
47. Отчет Научно-внедренческого центра "Экстехмет" "Оценка обогатимости сульфидных продуктов Холтосонского месторождения". Авторы Королев Н.И., Крылова Н.С. и др., М., 1996.
48. Добромыслов Ю.П., Семенов М.И. и др. Разработка и внедрение технологии комплексной переработки отвальных продуктов обогатительных фабрик Джидинского комбината. Комплексное использование минерального сырья, Алма-Ата, 1987 №8. С. 24-27.
49. Никифоров К.А., Золтоев Е.В. Получение искусственного вольфрамового сырья из низкосортных побнеритовых промпродуктов обогатительной фабрики. Комплексное использование минерального сырья, 1986 №6, С.62-65.
50. Методика определения предотвращенного экологического ущерба/Гос. Комитета РФ по охране окружающей среды. М., 1999. - 71 с.
51. Рубинштейн Ю.Б., Волков JI.A. Математические методы в обогащении полезных ископаемых. - М.: Недра, 1987. 296 с.
52. Современные методы минералогического исследования/Под ред. Е.В. Рожкова, т.1. М.: Недра, 1969. - 280 с.
53. Современные методы минералогического исследования/Под ред. Е.В. Рожкова, т.2. М.: Недра, 1969. - 318 с.
54. Электронная микроскопия в минералогии/Под общей ред. Г.Р. Венка. Пер. с англ. М.: Мир, 1979. - 541 с.
55. Фекличев В.Г. Диагностические спектры минералов. - М.: Недра, 1977. - 228 с.
56. Кэмерон Ю.Н. Рудная микроскопия. М.: Мир, 1966. - 234 с.
57. Волынский И.С. Определение рудных минералов под микроскопом. - М.: Недра, 1976.
58. Вяльсов JT.H. Оптические методы диагностики рудных минералов. - М.: Недра, 1976.-321 с.
59. Исаенко М.П., Боришанская С.С., Афанасьев Е.Л. Определитель главнейших минералов руд в отраженном свете. М.: Недра, 1978.
60. Зевин Л.С., Завьялова Л.Л. Количественный рентгенографический фазовый анализ. М.: Недра, 1974.
61. Большаков А.Ю., Комлев В.Н. Методические рекомендации по оценке обогатимости руд ядерно-физическими методами. Апатиты: КФ АН СССР, 1974.-72 с.
62. Васильев Е.К., Нахмансон М.С. Качественный рентгено-фазовый анализ. - Новосибирск: Наука, СО, 1986. 199 с.
63. Филлипова Н.А. Фазовый анализ руд и продуктов их переработки. - М.: Химия, 1975.-280 с.
64. Блохин М.А. Методы рентгеноспектральных исследований. - М., Физматгиз, 1959. 386 с.
65. Технологическая оценка минерального сырья. Опытные установки: Справочник/Под ред. П.Е. Остапенко. М.: Недра, 1991. - 288 с.
66. Богданович А.В. Пути совершенствования гравитационного обогащения мелкозернистых руд и шламов, Обогащение руд 1995 г - № 1-2, С. 84-89.
67. Плотников Р.И., Пшеничный Г.А. Флюорисцентный рентгенорадиометрический анализ. - М., Атомиздат, 1973. - 264 с.
68. Мокроусов В. А., Лилеев В. А. Радиометрическое обогащение нерадиоактивных руд. М.: Недра, 1978. - 191 с.
69. Мокроусов В.А. Изучение гранулометрического состава и контрастности полезных ископаемых для оценки возможности обогащения: Методические рекомендации/ВИМС. М.: 1978. - 24 с.
70. Барский Л.А., Данильченко Л.М. Обогатимость минеральных комплексов. -М.: Недра, 1977.-240 с.
71. Альбов М.Н. Опробование месторождений полезных ископаемых. - М.: Недра, 1975.-232 с.
72. Митрофанов С.И. Исследование полезных ископаемых на обогатимость. - М.: Металлургиздат, 1954.-495 с.
73. Митрофанов С.И. Исследование полезных ископаемых на обогатимость. - М.: Госгортехиздат, 1962. - 580 с.
74. Уральская Государственная Горно-Геологическая Академия, 2002, С. 6067.
75. Кармазин В.В., Кармазин В.И. Магнитные и электрические методы обогащения. М.: Недра, 1988. - 303 с.
76. Олофинский Н.Ф. Электрические методы обогащения. 4-е изд., перераб. и доп. М.: Недра, 1977. - 519 с.
77. Месеняшин А.И. Электрическая сепарация в сильных полях. М.: Недра, 1978.
78. Полькин С.И. Обогащение руд и россыпей редких металлов. М.: Недра, 1967.-616 с.
79. Справочник по обогащению руд. Специальные и вспомогательные процессы, испытания обогатимости, контроль и автоматика /Под ред. О.С. Богданова. М.: Недра, 1983 - 386 с.
80. Справочник по обогащению руд. Основные процессы./Под ред. О.С. Богданова. М.: Недра, 1983. - 381 с.
81. Справочник по обогащению руд. В 3-х т. Гл. ред. О.С. Богданов. Т.З. Обогатительные фабрики. Отв. Ред. Ю.Ф. Ненарокомов. М.: Недра, 1974.- 408 с.
82. Горный журнал 1998 г - № 5, 97 с.
83. Потемкин А.А. Компания KNELSON CONSENTRATOR мировой лидер в производстве гравитационных центробежных сепараторов, Горный журнал- 1998 г-№ 5, С. 77-84.
84. Богданович А.В. Разделение в центробежном поле взвешенных в жидкости частиц в псевдостатических условиях, Обогащение руд - 1992 г № 3-4, С. 14-17.
85. Станойлович Р. Новые направления в развитии гравитационной концентрации, Обогащение руд 1992 г - № 1, С. 3-5.
86. Подкосов Л.Г. О теории гравитационного обогащения, Цветные металлы - 1986 г-№7, С. 43-46.
87. Богданович А.В. Интенсификация процессов гравитационного обогащения в центробежных полях, Обогащение руд 1999 г - № 1-2, С. 33-36.
88. Полькин С.И., Обогащение руд и россыпей редких и благородных металлов. 2-е изд., перераб. и доп. - М.: Недра, 1987. - 429 с.
89. Полькин С.И., Лаптев С.Ф. Обогащение оловянных руд и россыпей. - М.: Недра, 1974.-477 с.
90. Абрамов А.А. Технология обогащения руд цветных металлов. М.: Недра, 1983.-359 с.
91. Карпенко Н.В. Опробование и контроль качества продуктов обогащения. - М.: Недра, 1987.-214 с.
92. Андреева Г.С., Горюшкин С.А. переработка и обогащение полезных ископаемых россыпных месторождений. М.: Недра, 1992. - 410 с.
93. Енбаев И.А. Модульные центробежные установки для концентрации драгоценных и благородных металлов из россыпных и техногенных месторождений, Обогащение руд 1997 г - № 3, С.6-8.
94. Чантурия В.А. Технология переработки руд и россыпей благородных металлов, Цветные металлы 1996 г - № 2, С. 7-9.
95. Калиниченко В.Э." Установка для доизвлечения металлов из отвальных хвостов текущего производства, Цветные металлы 1999 г - № 4, С.33-35.
96. Бергер Г.С., Орел М.А., Попов Е.Л. Полупромышленные испытания руд на обогатимость. М.: Недра, 1984. - 230 с.
97. ГОСТ 213-73 «Технические требования (состав,%) к вольфрамовым концентратам, получаемым из вольфрамсодержащих руд»
99. Федотов К.В., Артемова О.С., Полинскина И.В. Оценка возможности переработки лежалых хвостов Джидинского ВМК, Обогащение руд: Сб. научн. трудов. Иркутск: Изд-во ИрГТУ, 2002. - 204 с, С. 74-78.
100. Федотов К.В., Артемова О.С. Проблемы переработки лежалых вольфрамсодержащих продуктов Современные методы переработки минерального сырья: Материалы конференции. Иркутск: Ирк. Гос. Тех. Ун-т, 2004г. 86 с.
101. Артемова О.С., Федотов К.В., Белькова О.Н. Перспективы использования техногенного месторождения Джидинского ВМК. Всероссийская научно-практическая конференция «Новые технологии в металлургии, химии, обогащении и экологии» г. Санкт-Петербург, 2004 г.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http :// www . allbest . ru /
Навоийский горно-металлургический комбинат
Навоийский государственный горный институт
«Химико-металлургический» факультет»
Кафедра «Металлургия »
Пояснительная записка
к выпускной квалификационной работе
на тему: «Выбор, обоснование и расчет технологии переработки вольфрамо-молибденовой руды»
Выпускник: К. Сайфиддинов
Навои- 2014
- Введение
- 1. Общие сведения о методах обогащения вольфрамовых руд
- 2. Обогащение молибдено-вольфрамовых руд
- 2. Технологический раздел
- 2.1 Расчет схемы дробления с выбором оборудования
- 2.2 Расчет схемы измельчения
- 2.3 Выбор и расчёт мельниц полусамоизмельчения
- Список использованной литературы
Введение
Полезные ископаемые являются основой народного хозяйства, и нет ни одной отрасли, где бы ни применялись полезные ископаемые или продукты их обработки.
Значительные запасы полезных ископаемых многих месторождений Узбекистана позволяют строить крупные высокомеханизированные горно-обогатительные и металлургические предприятия, добывающие и перерабатывающие многие сотни миллионов тонн полезных ископаемых с высокими технико-экономическими показателями.
Горнодобывающая промышленность имеет дело с твёрдыми полезными ископаемыми, из которых при современном уровне техники целесообразно извлекать металлы или другие минеральные вещества. Главными условиями при разработке месторождений полезных ископаемых являются повышение извлечения их из недр и комплексное использование. Это обусловлено:
- значительными материальными и трудовыми затратами при разведке и промышленном освоении новых месторождений;
- возрастающей потребностью различных отраслей народного хозяйства практически во всех минеральных компонентах, входящих в состав руды;
- необходимостью создания безотходной технологии и тем самым предотвращения загрязнения окружающей среды отходами производства.
По этим причинам возможность промышленного использования месторождения определяется не только ценностью и содержанием полезного ископаемого, его запасами, географическим расположением, условиями добычи и транспортирования, другими экономическими и политическими факторами, но и наличием эффективной технологии переработки добываемых руд.
1. Общие сведения о методах обогащения вольфрамовых руд
Вольфрамовые руды обогащают, как правило, в две стадии - первичное гравитационное обогащение и доводка черновых концентратов различными методами, что объясняется низким содержанием вольфрама в перерабатываемых рудах (0,2 - 0,8% WO3) и высокими требованиями к качеству кондиционных концентратов (55 - 65% WO3), Общая степень обогащения составляет примерно 300 - 600.
Вольфрамитовые (гюбнеритовые и ферберитовые) коренные руды и россыпи обычно содержат ряд других тяжелых минералов, поэтому при первичном гравитационном обогащении руд стремятся выделить коллективные концентраты, которые могут содержать от 5 до 20% WO3 , а также касситерит, танталитколумбит, магнетит, сульфиды и др. При доводке коллективных концентратов необходимо получение кондиционных мономинеральных концентратов, для чего могут быть применены флотация или флотогравитация сульфидов, магнитная сепарация магнетита в слабом магнитном поле, а более сильном - вольфрамита. Возможно применение электрической сепарации, гравитационного обогащения на столах, флотации минералов пустой породы и других процессов для разделения минералов, тем, чтобы готовые концентраты удовлетворяли требованиям ГОСТов и техническим условиям не только по содержанию основного металла, но и по содержанию вредных примесей.
Учитывая большую плотность вольфрамовых минералов (6 - 7,5 г/см 3), при обогащении могут успешно применяться гравитационные методы обогащения на отсадочных машинах, концентрационных столах, шлюзах, струйных и винтовых сепараторах и др. При тонкой вкрапленности ценных минералов применяют флотацию или сочетание гравитационных процессов с флотацией. Учитывая возможность ошламливания вольфрамита при гравитационном обогащении, флотацию применяют как вспомогательный процесс даже при обогащении крупно вкрапленных вольфрамитовых руд для более полного извлечения вольфрама из шламов.
При наличии в руде крупных богатых вольфрамом штуфных кусков или крупных кусков пустой породы может быть применена сортировка руды крупностью - 150 +50 мм на ленточных конвейерах с целью отделения богатого крупнокускового концентрата или кусков породы, разубоживающих руду, поступающую на обогащение.
При обогащении шеелитовых руд также применяют гравитацию, но чаще всего сочетание гравитационных методов с флотацией и флотогравитацией или только флотацию.
При сортировке шеелитовых руд применяют люминесцентные установки. Шеелит при облучении ультрафиолетовыми лучами светится ярко-голубым светом, что позволяет отделять куски шеелита или куски пустой породы.
Шеелит - легкофлотируемый минерал, характеризующийся большой шламуемостью. Извлечение шеелита значительно возрастает при флотационном обогащении по сравнению с гравитационным, поэтому при обогащении шеелитовых руд в странах СНГ в настоящее время на всех фабриках стали применять флотацию.
При флотации вольфрамовых руд возникает ряд трудных технологических проблем, требующих правильного решения в зависимости от вещественного состава и ассоциации отдельных минералов. В процессе флотации вольфрамита, гюбнерита и ферберита трудно отделить от них оксиды и гидроксиды железа, турмалин и другие минералы, содержащие нивелируют флотационные свойства их с минералами вольфрама.
Флотация шеелита из руд с кальцийсодержащими минералами (кальцит, флюорит, апатит и др.) осуществляется анионными жирнокислотными собирателями, обеспечивающими их хорошую флотируемость с катионами кальция шеелита и других кальцийсодержащих минералов. Отделение шеелита от кальцийсодержащих минералов возможно лишь с применением таких регуляторов, как жидкое стекло, кремнефтористый натрий, сода и др.
2. Обогащение молибдено-вольфрамовых руд
На Тырныаузской фабрике обогащаются молибдено-вольфрамовые руды Тырныаузского месторождения, которые являются сложными по вещественному составу не только ценных минералов, имеющих очень тонкую вкрапленность, но и сопутствующих минералов пустой породы. Рудные минералы - шеелит (десятые доли процента), молибденит (сотые доли процента), повеллит, частично ферримолибдит, халькопирит, висмутин, пирротин, пирит, арсенопирит. Нерудные минералы - скарны (50-70%), роговики (21-48%), гранит (1 - 12%), мрамор (0,4- 2%), кварц, флюорит, кальцит, апатит (3-10%) и др.
В верхней части месторождения молибден на 50-60% представлен повеллитом и ферримолибдитом, в нижней части их содержание снижается до 10-20%. В шеелите в виде изоморфной примеси присутствует молибден. Часть молибденита, окисленная с поверхности, покрыта пленкой повеллита. Часть молибдена очень тонко прорастает с молибдошеелитом.
Более 50% окисленного молибдена связано с шеелитом в виде включений повеллита - продукта распада твердого раствора Ca(W, Мо)О 4 . Подобные формы вольфрама и молибдена возможно выделить лишь в коллективный концентрат с последующим разделением гидрометаллургическим способом.
Начиная с 1978 г. на фабрике полностью реконструирована схема рудоподготовки. Ранее руда после крупного дробления на руднике транспортировалась на фабрику в вагонетках по подвесной канатной дороге. В дробильном отделении фабрики руда додрабливалась до - 12 мм, разгружалась в бункера и далее измельчалась в одну стадию в шаровых мельницах, работающих в замкнутом цикле с двухспиральными классификаторами, до 60% класса - 0,074 мм.
Новая технология рудоподготовки была разработана совместно институтом Механобр и комбинатом и введена в действие в августе 1978 г.
В схеме рудоподготовки предусмотрено крупное дробление исходной руды до --350 мм, грохочение по классу 74 мм, раздельное складирование каждого класса в бункерах с целью более точного регулирования подачи в мельницу самоизмельчения крупного и мелкого классов руды.
Самоизмельчение крупнодробленой руды (--350 мм) осуществляется в мельницах типа «Каскад» диаметром 7 м (ММС-70Х Х23) с доизмельчением крупнозернистой фракции до 62% класса --0,074 мм в мельницах МШР-3600Х5000, работающих в замкнутом цикле с односпиральными классификаторами 1КСН-3 и размещаемых в новом корпусе на склоне горы на отметке около 2000 м над уровнем моря между рудником и действующей фабрикой.
Подача готового продукта из корпуса самоизмельчения на флотацию осуществляется гидротранспортом. Трасса гидротранспорта представляет собой уникальное инженерное сооружение, обеспечивающее транспортирование пульпы при перепаде высот более 600 м. Она состоит из двух трубопроводов диаметром 630 мм, протяженностью 1750 м, оснащенных успокоительными колодцами диаметром 1620 мм и высотой 5 м (по 126 колодцев на каждый трубопровод).
Использование системы гидротранспорта позволило ликвидировать цех грузовых канатных дорог, корпус среднего и мелкого дробления, мельницы МШР-3200Х2100 на обогатительной фабрике. В главном корпусе фабрики построены и введены в эксплуатацию две секции основной флотации, новые отделения шеелитовой и молибденовой доводок, цех варки жидкого стекла, системы оборотного водоснабжения. Значительно расширен фронт сгущения черновых флотационных концентратов и промпродуктов за счет установки сгустителей диаметром 30 м, что позволяет снизить потери со сливами сгущения.
Вновь вводимые мощности оснащаются современными АСУТП и локальными системами автоматизации. Так, в корпусе самоизмельчения функционирует АСУ в режиме непосредственного управления на базе вычислительных машин М-6000. В главном корпусе внедрена система централизованного контроля вещественного состава пульпы с помощью рентгеноспектральных анализаторов КРФ-17 и КРФ-18 в комплексе с вычислительной машиной М-6000. Освоена автоматизированная система отбора и доставки проб (пневмопочтой) в экспресс-лабораторию с управлением от вычислительного комплекса КМ-2101 и выдачей анализов на телетайп.
Один из наиболее сложных переделов -- доводка черновых шеелитовых концентратов по методу Н. С. Петрова -- оснащен системой автоматического контроля и управления, которая может работать либо в режиме «советчика» оператору-флотатору, либо в режиме непосредственного управления процессом, регулируя расход подавителя (жидкого стекла), уровень пульпы в перечистных операциях и другие параметры процесса.
Цикл флотации сульфидных минералов оснащен системами автоматического контроля и дозирования собирателя (бутилового ксантогената) и подавителя (сернистого натрия) в цикле медно-молибденовой флотации. Системы работают с использованием в качестве датчиков ионселективных электродов.
В связи с увеличением объема производства фабрика перешла на переработку новых разновидностей руд, отличающихся пониженным содержанием некоторых металлов, большей степенью их окисленности. Это потребовало усовершенствования реагентного режима флотации сульфидно-окисленных руд. В частности, в сульфидном цикле применено прогрессивное технологическое решение -- сочетание двух пенообразователей активного и селективного типов. В качестве активного пенообразователя используются реагенты, содержащие терпеновые спирты, и в качестве селективного -- новый реагент ЛВ, разработанный для обогащения многокомпонентных руд, и в первую очередь тырныаузских.
В цикле флотации окисленных минералов жирнокислотными собирателями используются интенсифицирующие добавки реагента-модификатора на основе низкомолекулярных карбоновых кислот. Для улучшения флотационных свойств пульпы циркулирующих промпродуктов внедрено регулирование их ионного состава. Более широкое применение нашли методы химической доводки концентратов.
Из мельницы самоизмельчения руда поступает на грохочение. Класс +4 мм доизмельчается в шаровой мельнице. Слив мельницы и подгрохотный продукт (--4 мм) подвергаются I и II классификации.
В шаровую мельницу подают 690 г/т соды и 5 г/т трансформаторного масла. Слив классификатора поступает на основную молибденовую флотацию, куда подают 0,5 г/т ксантогената и 46 г/т терпинеола. После I и II перечистных флотации молибденовый концентрат (1,2--1,5% Мо) подвергается пропарке с жидким стеклом (12 г/т) при 50--70°С, III перечистной флотации и доизмельчению до 95--98% класса --0,074 мм с подачей 3 г/т цианида натрия и 6 г/т жидкого стекла.
Готовый молибденовый концентрат содержит около 48% Мо, 0,1% Си и 0,5% WO 3 при извлечении Мо 50%. Хвосты контрольных флотации III и IV перечистных операций сгущаются и направляются на медно-молибденовую флотацию с подачей 0,2 г/т ксантогената и 2 г/т керосина. Дважды перечищенный медно-молибденовый концентрат после пропарки с сернистым натрием поступает на селективную флотацию, где выделяется медный концентрат, содержащий 8--10% Си (при извлечении около 45%), 0,2% Мои 0,8% Bi.
Хвосты контрольной молибденовой флотации, содержащие до 0 2% WO 3 , направляются на шеелитовую флотацию, осуществляемую по очень разветвленной и сложной схеме. После перемешивания с жидким стеклом (350 г/т) проводят основную шеелитовую флотацию с олеатом натрия (40 г/т). После I перечистной флотации и сгущения до 60% твердого шеелитовый концентрат пропаривается с жидким стеклом (1600 г/т) при 80--90 °С. Далее концентрат еще дважды перечищается и снова поступает на пропарку при 90--95 °С с жидким стеклом (280 г/т) и снова трижды перечищается.
2. Технологический раздел
2.1 Расчет схемы дробления с выбором оборудования
Проектируемая обогатительная фабрика предназначена для переработки молибденсодержащих вольфрамовых руд.
Руда средней крупности (f=12±14 ед. по шкале профессора Протодьяконова) характеризуется плотностью с = 2,7 т/м 3 , на фабрику поступает с влажностью 1,5%. Максимальный кусок d=1000 мм.
По величине производительности обогатительная фабрика относится к категории средней производительности (табл. 4/2/), по международной классификации - к группе С.
На фабрику руда D max . =1000 мм подается с открытых горных работ.
1. Определим производительность цеха крупного дробления. Расчет производительности ведем по Разумову К.А. 1, стр. 39-40. Проектом принята доставка руды 259 дней в году, в 2 смены по 7 часов, 5 дней в неделю.
Коэффициент учета крепости руды /2/
где: Q ц. др. - суточная производительность цеха дробления, т/сут
Коэффициент, учитывающий неравномерность свойств сырья /2/
где: Q ч..ц. др - часовая производительность цеха дробления, т/ч
k n - коэффициент учитывающий неравномерность свойств сырья,
n сут - расчетное число рабочих дней в году,
n см - количество смен в сутки,
t см - продолжительность смены,
k" - коэффициент учета крепости руды,
Расчет годового фонда рабочего времени:
Ц = (n сут. · n см. · t см) = 259 · 2 · 5 · = 2590 (3)
Коэффициент использования по времени:
k в = 2590/8760 = 0,29 д.е. = 29%
2. Расчет схемы дробления. Расчет ведем согласно стр. 68-78 2.
По заданию влажность исходной руды - 1,5%,т. е.
Порядок расчета:
1. Определим степень дробления
2. Примем степень дробления.
3. Определим максимальную крупность продуктов после дробления:
4. Определим ширину разгрузочных щелей дробилки, приняв по типовым характеристикам Z - закрупнение дробленого продукта относительно размера разгрузочной щели.
5. Проверим соответствие выбранной схемы дробления выпускаемому оборудованию.
Требования, которым должны удовлетворить дробилки, указаны в таблице 1.
Таблица 1
По ширине приемного отверстия и диапазону регулировки щели разгрузочной подходят дробилки марки ЩДП 12Х15.
Произведем расчет производительности дробилки по формуле (109/2/):
Q кат. = м 3 /ч
Q дроб. = Q кат. · с n · k f · k кр. · k вл. · k ц, m 3 /ч (7)
где с n - насыпная плотность руды = 1,6 т/м 3 ,
Q кат. - паспортная производительность дробилки, м 3 /ч
k f . , k вл. , k кр, k ц - поправочные коэффициенты на крепость (дробимость), насыпная плотность, крупность и влажность руды.
Значение коэффициентов находим по таблице k f =1,6; k кр =1,05; k вл. =1%;
Q кат. = S пр. / S н · Q н = 125 / 155 · 310 ? 250 м 3 /ч
Найдем фактические производительности дробилки для условий, определенных проектом:
Q дроб. = 250 · 1,6 · 1,00 · 1,05 · 1 · 1 = 420 т/ч
По результатам расчета определим количество дробилки:
Принимаем к установке ЩДП 12 х 15 - 1 шт.
2.2 Расчет схемы измельчения
Выбранная в проекте схема измельчения представляет собой разновидность ВА Разумов К.А. стр. 86.
Порядок расчета:
1. Определяем часовую производительность цеха измельчения, которая является фактически часовой производительностью всей фабрики, так как цех измельчения является главным корпусом рудоподготовки:
где 343- количество рабочих дней в году
24 - непрерывная рабочая неделя 3 смены по 8 часов (3х8=24 часа)
К в - коэффициент использования оборудования
К н - коэффициент, учитывающий неравномерность свойств сырья
Принимаем: К в =0,9 К н =1,0
Склад крупнодробленой руды обеспечивает двухсуточный запас руды:
V= 48 127,89 / 2,7 = 2398,22
Принимаем исходные данные
зададимся разжижением в сливе и песках классификации:
R 10 =3 R 11 =0,28
(R 13 взято на основе ряда 2 стр. 262 в зависимости от крупности слива)
в 1 -0,074 =10% - содержание класса - 0,074 мм в дробленой руде
в 10 -0,074 =80 % - содержание класса - 0,074 мм в сливе классификации.
Принимаем оптимальную циркуляционную нагрузку С опт =200%.
Порядок расчета:
Измельчение I и II стадий представлены схемой типа ВА стр. 86 рис. 23.
Расчет схемы В сводится к определению весов продуктов 2 и 5 (выхода продуктов находятся по общей формуле г n = Q n: Q 1)
Q 7 = Q 1 С опт =134,9 · 2 = 269,8 т/ч;
Q 4 = Q 5 = Q 3 + Q 7 = 404,7 т/ч;
г 4 = г 5 = 300 %;
г 3 = г 6 = 100 %
Расчет ведем согласно Разумову К.А. 1 стр. 107-108.
1. Расчет схемы А
Q 8 = Q 10 ; Q 11 = Q 12 ;
Q 9 = Q 8 + Q 12 = 134,88 + 89,26 = 224,14 т/ч
г 1 = 100 % ; г 8 = г 10 = 99,987 %;
г 11 = г 12 =Q 12: Q 1 = 89,26: 134,88 = 66,2 % ;
г 9 = Q 9: Q 1 = 224,14: 134,88 = 166,17 %
Технологическая схема обога щ ения молибдено-вольфрамовых руд .
Расчет по качественно-количественной схеме .
Исходные данные для расчета качественно-количественной схем ы.
Извлечение вольфрама в окончательный концентрат - е вольфрам 17 =68%
Извлечение вольфрама в коллективный концентрат - е вольфрам 15 =86%
Извлечение вольфрама в молибденовый концентрат - е вольфрам 21 =4 %
Извлечение молибдена в окончательный концентрат - е Мо 21 =77%
Извлечение молибдена в хвосты вольфрамовой флотации - е Мо 18 =98%
Извлечение молибдена в концентрат контрольной флотации - е Мо 19 =18%
Извлечение молибдена в коллективный концентрат - е Мо 15 =104%
Выход коллективного концентрата - г 15 =36%
Выход вольфрамого концентрата - г 17 =14%
Выход молибденового концентрата - г 21 =15%
Выход концентрата контрольной флотации - г 19 =28%
Определяем выхода продуктов обогащения
г 18 = г 15 - г 17 =36-14=22%
г 22 = г 18 - г 21 =22-15=7%
г 14 = г 13 + г 19 + г 22 =100+28+7=135%
г 16 = г 14 - г 15 =135-36=99%
г 20 = г 16 - г 19 =99-28=71%
Определяем массы продуктов обогащения
Q 13 = 127,89т/ч.
Q 1 4 = Q 13 х г 14 = 127,89х1,35=172,6 т/ч
Q 1 5 = Q 13 х г 15 = 127,89х0,36=46,0 т/ч
Q 1 6 = Q 13 х г 16 = 127,89х0,99=126,6т/ч
Q 1 7 = Q 13 х г 17 = 127,89х0,14=17,9 т/ч
Q 1 8 = Q 13 х г 18 = 127,89х0,22=28,1 т/ч
Q 1 9 = Q 13 х г 19 = 127,89х0,28=35,8 т/ч
Q 20 = Q 13 х г 20 = 127,89х0,71=90,8 т/ч
Q 21 = Q 13 х г 21 = 127,89х0,15=19,1 т/ч
Q 22 = Q 13 х г 22 = 127,89х0,07=8,9 т/ч
Определяем извлечение продуктов обогащения
Для вольфрама
е вольфрам 13 =100 %
е вольфрам 18 = е вольфрам 15 - е вольфрам 17 =86-68=28 %
е вольфрам 22 = е вольфрам 18 - е вольфрам 21 =28-14=14 %
е вольфрам 14 = е вольфрам 13 + е вольфрам 22 + е вольфрам 19 =100+14+10=124 %
е вольфрам 16 = е вольфрам 14 - е вольфрам 15 =124-86=38%
е вольфрам 20 = е вольфрам 13 - е вольфрам 17 + е вольфрам 21 =100 - 68+4=28%
е вольфрам 19 = е вольфрам 16 - е вольфрам 20 =38-28=10 %
для молибдена
е Мо 13 =100%
е Мо 22 = е Мо 18 - е Мо 21 =98-77=11 %
е Мо 14 = е Мо 13 + е Мо 22 + е Мо 19 =100+11+18=129 %
е Мо 16 = е Мо 14 - е Мо 15 =129-94=35 %
е Мо 17 = е Мо 15 - е Мо 18 =104-98=6%
е Мо 20 = е Мо 13 - е Мо 17 + е Мо 21 =100 - 6+77=17%
е Мо 19 = е Мо 16 - е Мо 20 =35-17=18%
Определяем количество металлов в продукт ах обогащения
Для вольфрама
14 =124 х0,5 / 135=0,46%
15 =86х0,5 / 36=1,19%
16 =38 х0,5 / 99=0,19%
17 =68 х0,5 / 14=2,43%
18 =28 х0,5 / 22=0,64%
19 =10 х0,5 / 28=0,18%
20 =28 х0,5 / 71=0,2%
21 =14 х0,5 / 15=0,46%
22 =14 х0,5 / 7=1%
Для молибдена
14 =129 х0,04/ 135=0,04%
15 =94х0,04/ 36=0,1%
16 =35 х0,04 / 99=0,01%
17 =6 х0,04 / 14=0,017%
18 =98 х0,04 / 22=0,18%
19 =18 х0,04 / 28=0,025%
20 =17 х0,04 / 71=0,009%
21 =77 х0,04 / 15=0,2%
22 =11 х0,04 / 7=0,06%
Таблица 3. Таблица качественно-количественной схемы обогащения
|
№ операции прод. |
|
Q, т/ч |
, % |
медь , % |
медь , % |
цинк , % |
цинк , % |
|
|
I |
Измельчение I стадия |
|||||||
|
поступает |
||||||||
|
дроблёная руда |
||||||||
|
выходит |
||||||||
|
измельчённая руда |
||||||||
|
II |
Классификация |
|||||||
|
поступает |
||||||||
|
Измел ь ченн ы й продукт I ст. измельчения |
||||||||
|
Измел ь ченн ы й продукт II ст .измельчения |
||||||||
|
выходит |
||||||||
|
слив |
||||||||
|
пески |
||||||||
|
III |
Измельчение I I стадия |
|||||||
|
поступает |
||||||||
|
Пески классификации |
||||||||
|
выходит |
||||||||
|
Измелченн ы й продукт |
||||||||
|
IV |
Коллективная Wo 3 -Mo флотация |
|||||||
|
поступает |
||||||||
|
Слив классификации |
||||||||
|
|
||||||||
|
Хвосты Mo флотаци и |
||||||||
|
выходит |
||||||||
|
концентрат |
||||||||
|
хвост ы |
||||||||
|
V |
Контрольная флотация |
|||||||
|
поступает |
||||||||
|
Хвост ы коллективной флотации |
||||||||
|
выходит |
||||||||
|
концентрат |
||||||||
|
хвост ы |
||||||||
|
VI |
Вольфрамовая флотация |
|||||||
|
поступает |
||||||||
|
Концентрат коллективной флотации |
||||||||
|
выходит |
||||||||
|
концентрат |
||||||||
|
хвост ы |
||||||||
|
Мо флотация |
||||||||
|
поступает |
||||||||
|
Хвост ы Wo 3 флотации |
||||||||
|
выходит |
||||||||
|
концентрат |
||||||||
|
хвост ы |
Расчет водно-шламовой схемы .
Целью расчета водно-шламовой схемы является: обеспечение оптимальных отношений Ж:Т в операциях схемы; определение количества воды, добавляемой в операции или, наоборот, выделяемой из продуктов при операциях обезвоживания; определение отношений Ж:Т в продуктах схемы; определение общей потребности воды и удельного расхода воды на тонну перерабатываемой руды.
Для получения высоких технологических показателей переработки руды каждую операцию технологической схемы необходимо проводить при оптимальных значениях отношения Ж:Т. Эти значения устанавливаются по данным испытаний обогатимости руды и практики работы действующих обогатительных фабрик.
Относительно низкий удельный расход воды на тонну перерабатываемой руды объясняется наличием на проектируемой фабрике внутрифабричного водооборота, так как сливы сгустителей подаются в цикл измельчение - классификация. Расход воды на смыв полов, промывку аппаратов и на другие цели составляет 10-15% от общего расхода.
Таблица 3. Таблица качественно-количественной схемы обогащения.
|
№ опе рации прод. |
Наименование операций и продуктов |
Q, т/ч |
, % |
R |
W |
|
|
I |
Измельчение I стадия |
|||||
|
поступает |
||||||
|
дроблёная руда |
0 , 0 25 |
|||||
|
выходит |
||||||
|
измельчённая руда |
||||||
|
II |
Классификация |
|||||
|
поступает |
||||||
|
Измел ь ченн ы й продукт I ст. измельчения |
||||||
|
Измел ь ченн ы й продукт II ст .измельчения |
||||||
|
выходит |
||||||
|
слив |
||||||
|
пески |
||||||
|
III |
Измельчение I I стадия |
|||||
|
поступает |
||||||
|
Пески классификации |
||||||
|
выходит |
||||||
|
Измелченн ы й продукт |
||||||
|
IV |
Коллективная Wo 3 -Mo флотация |
|||||
|
поступает |
||||||
|
Слив классификации |
||||||
|
Концентрат контрольной флотации |
||||||
|
Хвосты Мо флотаци и |
||||||
|
выходит |
||||||
|
концентрат |
||||||
|
Хвост ы |
||||||
|
V |
Контрольная флотация |
|||||
|
поступает |
||||||
|
Хвост ы коллективной флотации |
||||||
|
выходит |
||||||
|
концентрат |
||||||
|
Хвост ы |
||||||
|
VI |
Вольфрамовая флотация |
|||||
|
Поступает |
||||||
|
Концентрат коллективной флотации |
||||||
|
Выходит |
||||||
|
Концентрат |
||||||
|
Хвост ы |
||||||
|
Мо флотация |
||||||
|
Поступает |
||||||
|
Хвост ы вольфрамовой флотации |
||||||
|
Выходит |
||||||
|
концентрат |
||||||
|
хвост ы |
Выбор и расчёт дробилки .
Выбор типа и размера дробилки зависит от физических свойств руды, требуемой производительности дробилки, крупности дробленого продукта и твердости руды.
Вольфрамо-молибденовая руда по категории крепости является рудой средней крепости.
Максимальный размер куска руды, поступающей в операцию дробления равен 1000 мм.
Для дробления руды, поступающей с рудника, принимаю к установке щековую дробилку с простым качанием щеки ЩДП 12x15. *
Производительность дробилки, Q равна:
Q =q*L*i, т/ч,
где q - удельная производительность щековой дробилки на 1 см 2 площади разгрузочной щели, т/(см 2 * ч);
L - длина разгрузочной щели шековой дробилки, см;
i - ширина разгрузочной щели, см. /4/
По данным практики работы дробильного отделения обогатительной фабрики удельная производительность щековой дробилки равна 0,13 т/см 2 * час.
Производительность щековой дробилки определится:
Q= 0,13*150*15,5 = 302,25 т/ч.
Принятая к установке дробилка обеспечивает заданную производительность по руде.
Максимальный размер куска в питании дробилки составит:
120*0,8 = 96 см.
Выбор и расчёт колосникового грохота
Перед дробилкой устанавливается колосниковый грохот с размером отверстий 95 см (950 мм).
Необходимая площадь грохочения определяется по формуле:
где Q* - производительность, т/ч;
а - коэффициент равный ширине щели между колосниками, мм. /5/ По условиям компоновки ширину колосникового грохота принимаем равной 2,7 м, длину 4,5 м.
Практика работы дробильного отделения фабрики показывает, что в руде, доставляемой из карьера, содержится около 4,5 % кусков крупностью более 950 мм. Куски такой крупности доставляют фронтальным погрузчиком на рудный двор, где они подвергаются дроблению и снова подаются погрузчиком на колосниковый грохот.
2.3 Выбор и расчёт мельниц полусамоизмельчения
В последнее время при переработке золотосодержащих руд в мировой и отечественной практике в первой стадии измельчения все больше распространение находят мельницы полусамоизмельчения с последующим цианированием. В этом случае исключаются потери золота с железным скрапом и крошкой, снижается расход цианида при цианировании и улучшаются санитарные условия работы на кварцевых силикатных рудах. Поэтому принимаю к установке в первой стадии измельчения мельницу полусамоизмельчения (ПСИ).
1. Находим удельную производительность по вновь образованному классу действующей мельницы ПСИ, т/(м 3 * ч):
где Q - производительность действующей мельницы, т/ч;
- содержание класса -0,074 мм в сливе мельницы, %;
- содержание класса -0,074 мм в исходном продукте, %;
Д - диаметр действующей мельницы, м;
L - длина действующей мельницы, м.
2. Определяем удельную производительность проектируемой мельницы по вновь образованному классу:
где q 1 - удельная производительность работающей мельницы по тому же классу;
К и - коэффициент, учитывающий различия в измельчаемости проектируемой к переработке и перерабатываемой руды (Ки=1);
К к - коэффициент, учитывающий различие в крупности исходного и конечного продуктов измельчения на действующей и на проектируемой фабриках (К к =1);
К D - коэффициент, учитывающий различие в диаметрах барабанов проектируемой и работающей мельниц:
К D = ,
где D и D 1 соответственно номинальные диаметры барабанов проектируемой к установке и работающей мельниц. (К D =1,1);
К т - коэффициент, учитывающий различия в типе проектируемой и работающей мельниц (Кт=1).
q = 0,77*1*1*1,1*1 =0,85 т/(м 3 * ч).
Принимаю к установке мельницу самоизмельчения « Каскад» диаметром 7 м и длиной 2,3 м с рабочим объемом 81,05 м 3
3. Определяем производительность мельниц по руде по формуле:
где V - рабочий объем мельницы. /4/
4. Определяем расчетное число мельниц:
n- 101/125,72 = 0,8;
тогда и принятое будет равно 1 . Мельница «Каскад» обеспечивает заданную производительность.
Выбор и расчёт грохота II стадии грохочения .
Слив мельниц полусамоизмельчения насосами...
Подобные документы
Выбор технологической схемы обогащения железной руды. Расчет мощности и выбор типа обогатительного сепаратора. Определение производительности сепараторов для сухой магнитной сепарации с верхним питанием. Технические параметры сепаратора 2ПБС-90/250.
контрольная работа , добавлен 01.06.2014
Определение общей степени дробления для цеха дробления. Подбор степени дробления. Расчет и выбор дробилок, колосникового грохота. Расчет грохота второй стадии дробления. Расчет схемы измельчения и выбор оборудования для измельчения и классификации.
курсовая работа , добавлен 20.01.2016
Изучение вещественного состава руды. Выбор и расчет мельниц первой и второй стадий измельчения, гидроциклонов, магнитных сепараторов. Расчет дешламатора для операции обесшламливания. Требования к качеству концентрата. Расчет водно-шламовой схемы.
курсовая работа , добавлен 15.04.2015
Выбор и обоснование схемы измельчения, классификации и обогащения руды. Вычисление выхода продукта и содержания в нем металла. Расчет качественно-количественной и водно-шламовой схемы. Методы контроля технологического процесса средствами автоматизации.
курсовая работа , добавлен 23.10.2011
Выбор и обоснование схемы дробления и измельчения, дробильного, классифицирующего и измельчительного оборудования. Характеристика крупности исходной руды. Расчет стадий дробления, грохотов, мельниц, классификатора. Ситовые характеристики крупности.
курсовая работа , добавлен 19.11.2013
Геологическая характеристика месторождения. Характеристика перерабатываемой руды, разработка и расчет схемы ее дробления. Выбор и расчет оборудования для дробильного отделения. Определение количества смен и трудозатрат на обеспечение технологии дробления.
курсовая работа , добавлен 25.02.2012
Технология обогащения железной руды и концентрата, анализ опыта зарубежных предприятий. Характеристика минерального состава руды, требования к качеству концентрата. Технологический расчет водно-шламовой и качественно-количественной схемы обогащения.
курсовая работа , добавлен 23.10.2011
Построение качественно-количественной схемы подготовительных операций дробления, грохочения железной руды: выбор метода, выход продуктов. Обзор рекомендуемого оборудования. Магнитно-гравитационная технология и флотационное обогащение железной руды.
курсовая работа , добавлен 09.01.2012
Особенности и этапы осуществления технологии дробления. Уточненный расчет схемы грохочения. Выбор и расчет дробилок. Определение потребности оборудования для рудоподготовки, вспомогательного оборудования. Положения техники безопасности в цехе дробления.
курсовая работа , добавлен 12.01.2015
Выбор и расчет основного технологического оборудования процесса переработки минерального сырья, питателей. Расчет операций грохочения. Выбор и обоснование количества основного оборудования, их технические характеристики, назначение и основные функции.