Подготовка оборудования, инвентаря и инструментов. Подготовка рабочего места и инструмента к работе. Подготовка к ремонтным работам Оснастки и оборудования
Читайте также
В качестве приспособлений достаточно часто используют стусло и шаблоны. Они намного облегчают работу и уменьшают время, затраченное при выполнении той или иной операции.
Стусло представляет собой подобие желоба, состоящего из трех досок. Две доски должны быть сбиты на основании параллельно друг другу, а угол между основанием и сторонами должен быть 45°. На сторонах стусла делают несколько специальных пропилов под определенным углом, причем их количество должно быть одинаковым с двух сторон. Линия с одной стороны доски должна продолжаться на другой так, чтобы было удобно распилить доску под определенным нужным углом.
Чаще всего на стенках делают 2–3 пропила: под углом 45, 90 и 60°. Последний из них встречается редко.
Стусло используют для ускорения процесса пиления досок под определенным углом. Для этого доску кладут между сторонами стусла и прижимают к дальней стороне, только после этого приступают к распиливанию доски.
Шаблоны используют для ускоренной разметки деталей. Для многократного использования шаблоны делают из твердого тонкого материала, например из фанеры, ДВП или жести.
Подготовка инструментов к работе
Чтобы инструментами было легко и удобно работать, их нужно правильно подготовить. Принципы заточки топора обсуждались ранее (см. рис. 20).
У пилы для предотвращения застревания полотна в древесине зубья разводят, то есть отгибают в разные стороны и затачивают. Для этого мастеру необходимы тиски, плоскогубцы и трехгранный напильник с мелкой насечкой. Обычно пилы поступают в продажу с разведенными зубьями, однако не исключено, что придется выполнять эту операцию самостоятельно, поэтому остановимся подробнее на ее описании. Сначала с помощью деревянной прокладки закрепляют полотно в тисках и плоскогубцами начинают осторожно отводить верхушки зубьев поочередно то в одну, то в другую сторону (рис. 36, а), но не больше чем на половину толщины полотна.
Рис. 36. Подготовка пилы к работе: а – развод зубьев; б – заточка.
Более широкий развод лишь повредит, так как пропил получится слишком широким и неровным. Необходимо следить и за тем, чтобы развод у всех зубьев был одинаковым, в противном случае в процессе пиления будут участвовать не все зубья, а только наиболее отогнутые, и работать такой пилой будет трудно. Разводимые зубья должны находиться в пределах прокладки, поэтому положение полотна время от времени изменяют.
Заточку пилы производят трехгранным напильником. Полотно зажимают в тисках и перемещают по мере затачивания зубьев. Существует две разновидности заточки – косая и прямая. Если пила предназначена для смешанного продольно-поперечного пиления и ее зубья имеют форму прямоугольного треугольника, применяется более простая прямая заточка, при выполнении которой напильник держат перпендикулярно полотну (рис. 36, б). Вставляя его поочередно в каждый промежуток между зубьями, с легким нажимом проводят по их кромкам в направлении от себя. При этом грани напильника должны плотно прилегать к кромкам. Обратное движение выполняют, приподнимая напильник так, чтобы он не касался пилы. Долго водить напильником по одному и тому же месту не стоит, достаточно пройтись по каждому зубу три раза, а при повторном затачивании хватит и одного.
Подготовка строгального инструмента включает заточку ножа и правильную установку его в колодке. Для заточки понадобятся мелкозернистый абразивный брусок и оселок. Рассмотрим последовательность заточки на примере ножа рубанка.
Сначала нож затачивают на бруске, закрепленном в деревянной оправе или выемке на рабочем столе. При этом по камню проводят нижней скошенной гранью ножа (фаской). Нож держат правой рукой, а левой нажимают на него движением от себя (рис. 37, а, б).
 Рис. 37. Заточка рубанка: а – положение ножа при заточке; б – положение фаски; в – снятие заусенца.
Рис. 37. Заточка рубанка: а – положение ножа при заточке; б – положение фаски; в – снятие заусенца.
Необходимо следить за тем, чтобы при перемещении ножа по бруску фаска прилегала к камню всей плоскостью. Угол наклона ножа изменять нельзя, иначе фаска станет горбатой, ее ширина – неодинаковой, вследствие чего строгать такой нож будет некачественно. Конечно, удерживать его под одним и тем же углом непросто из-за скольжения по камню. Необходимую сноровку, как и в любом другом деле, приобретают в процессе тренировок.
Чтобы на камне не оставалось следов металлической пыли, при заточке брусок периодически протирают мокрой тряпкой.
Фаской ножа водят по камню до тех пор, пока по всей длине лезвия не появится заусенец, который легко прощупать пальцами. После этого нож кладут плашмя передней гранью на брусок (рис. 37, в) и прямыми или круговыми движениями с легким нажимом водят его по бруску, в результате чего заусенец исчезает с передней грани и выступает на фаске. Нож снова переворачивают и удаляют заусенец с фаски. Если он опять появится на передней грани, всю работу повторяют. С каждым разом заусенец уменьшается. Завершающим этапом должно быть его удаление с фаски.
После удаления заусенца производят правку заточенного лезвия на оселке, который предварительно смачивают водой. Круговыми движениями проводят им сначала по фаске, затем по передней грани ножа и снова по фаске.
Во время заточки периодически проверяют с помощью угольника, не перекошена ли режущая кромка ножа (рис. 38, а).
 Рис. 38. Исправление режущей кромки: а – проверка правильности; б – устранение перекоса; в – скругление концов.
Рис. 38. Исправление режущей кромки: а – проверка правильности; б – устранение перекоса; в – скругление концов.
Даже малейший перекос недопустим. Его наличие в значительной степени осложняет процесс строгания: стружка сминается, забивает просвет между ножом и колодкой, откуда ее приходится постоянно вычищать.
Причиной перекоса может быть производственный брак, а также заточка при неправильном положении ножа. В любом случае дефект необходимо устранить. Для этого сначала стачивают более высокую часть кромки, а затем выравнивают остальную ее часть (рис. 38, б). При стачивании нож отклоняют в сторону, противоположную той, на которой возник перекос, а в процессе выравнивания перемещают строго перпендикулярно к режущей кромке.
При наличии значительного перекоса нож необходимо переточить на крупнозернистом камне, на котором фаска стачивается быстрее, чем на мелкозернистом. Такой камень используют при первоначальной заточке ножа, производимой после покупки рубанка, и в случае повреждения или сильного затупления лезвия. Заточка (обдирка) на таком камне получается грубой, поэтому после появления первого заусенца переходят к заточке на бруске.
Начинающему мастеру следует учесть еще одну тонкость: перед тем как вставить заточенный нож в колодку, нужно обязательно скруглить концы режущей кромки, немного сточив углы (рис. 38, в). Если этого не сделать, острые углы будут оставлять на строгаемой поверхности трудноудаляемые борозды.
Итак, заточка произведена. Теперь нож можно установить в колодке. Самое главное при этом – правильно выпустить наружу режущую кромку ножа. Его вставляют в прорезь колодки и слегка прижимают клином в деревянной колодке или винтом в металлической. Затем рубанок поднимают до уровня глаз подошвой вверх и регулируют выпуск ножа таким образом, чтобы режущая кромка была строго параллельна подошве и выступала буквально на десятые доли миллиметра (при просмотре на свет лезвие едва заметно и кажется тонкой ровной нитью). После этого легкими ударами молотка закрепляют клин или до отказа заворачивают прижимной винт.
При слишком большом выпуске лезвия нож глубоко врезается в древесину и снимает толстую стружку, которая застревает в просвете между ножом и колодкой и препятствует продвижению рубанка.
Устанавливая двойной нож, необходимо проследить за тем, чтобы стружколомательная накладка не доходила до режущей кромки примерно на 2 мм. Для того чтобы разобрать рубанок, слегка ударяют молотком по заднему торцу деревянной колодки. Если колодка металлическая, достаточно отвернуть прижимной винт.
После усвоения последовательности подготовки к работе рубанка можно приступать к наладке шерхебеля, нож которого в процессе заточки нужно постоянно поворачивать то в одну сторону, то в другую так, чтобы в любой момент его можно было передвинуть по направлению радиуса закругления режущей кромки, за счет чего производится заточка всего лезвия. Нож шерхебеля должен выступать из колодки в виде узкого язычка, поэтому его режущую кромку выпускают на 1–1,5 мм.
Стамески и долота затачивают точно так же, как нож рубанка.
Для успешной работы с электроинструментами необходим определенный навык. Их подготовку необходимо проводить с особенной тщательностью. Например, использование электрорубанка, ножи которого выставлены или заточены неправильно, приводит к непоправимой порче заготовки, а высокая скорость и подача электродрели могут вызвать возгорание древесины. Поэтому правильность настройки электроинструмента сначала рекомендуется проверить на ненужном отрезке древесины, а затем переходить к выполнению основной работы.
1417 Всего 1 Сегодня
1) Перед запуском станка необходимо произвести допусковой контроль оборудования, он включает в себя информирование о неполадках в оборудовании передающей сменой (если таковые имеются), проверку кожухов, дверок, люков – все должно быть закрыто.
2) Рукоятки шпинделя, маточные гайки должны быть в нейтральном положении.
3) Необходимо удостовериться, что подача СОЖ выключена, и сопла подачи СОЖ направлены вниз, Так же, токарь должен убедиться, что на полу возле оборудования, нет разливов масел и не лежат предметы, о которые можно запнуться в ходе выполнения работ.
4) Одежда токаря не должна иметь свисающих лоскутов.
5) Ключ должен быть вынут из патрона. Выполнив допусковой контроль, производится включение главного рубильника и дополнительных включателей, смазка станка.
6) Перед запуском шпинделя, токарь должен убедиться, что для вращающихся элементов патрона не будет препятствий со стороны неподвижных частей оборудования.
7) Настройки на нужные частоты оборотов шпинделей, производятся переключателями рычагов на его узлах в нужное положение.
8) Нельзя переключать или доводить до конца переключение, если таковые переключения вызывают характерный звук не входящих в сцепление зубьев шестеренок. В этом случае, переключение делается после остановки вращения шпинделя.
На всех токарных станках прямые обороты включаются подачей рукоятки переключением на себя, а обратные – от себя. Прямые обороты соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя должно выполняться тормозом.
При обработке резцом нельзя отключать вращение шпинделя при включенной подаче и не отведенном от детали резце. В большинстве случаев, это приведет к поломке резца.
При установки заготовки в трехкулачковый самоцентрирующий патрон левой рукой разводят кулачки патрона ключом настолько, чтобы между кулачками прошла заготовка; правой рукой вводят заготовку между кулачками и сначала зажимают левой рукой, а затем, вращая ключ двумя руками сильно закрепляют заготовку в патроне.
Если обработку производят в центрах, то после снятия патрона тщательно протирают коническое отверстие шпинделя и конический хвостовик центра. Затем правой рукой вводят центр (хвостовиком) в отверстие шпинделя и резким движением вставляют его до отказа. Включают вращение шпинделя и проверяют центр на радиальное биение. Если центр вращается с биением, то его выбивают латунным прутком и снова вставляют в отверстие шпинделя, повернув на 30-45 градусов вокруг оси. Затем левой рукой вставляют центр в пиноль задней бабки.
После наладки токарного станка производят его настройку. Перед настройкой станка на заданные частоту вращения шпинделя и подачу рукоятку включения шпинделя устанавливают в нейтральное (среднее) положение, рукоятки включения продольных и поперечных подач - в нерабочее положение и перемещают суппорт к задней бабке так, чтобы расстояние между ними было 100-150 мм. Вначале настраивают отдельные кинематические цепи станка (главного движения и подач), а затем устанавливают в определенное положение органы управления (рукоятки коробки скоростей и коробки подач) для получения требуемых скорости резания и подачи. Конкретное значение частоты вращения шпинделя и ходового валика определяют, исходя из рациональных режимов обработки заготовки.
Рациональный выбор режима резания заключается в назначении таких величин подачи, глубины и скорости резания, которые позволяют максимально использовать возможности режущего инструмента и эксплуатационные возможности станка. Режим резания обычно выбирают в такой последовательности: устанавливают глубину резания исходя из припуска на обработку и выполнения обработки с наименьшим числом проходов; устанавливают подачу с учетом прочности механизма подач и жесткости заготовки (для черновой обработки) и исходя из требуемой шероховатости поверхности, геометрии инструмента, материала заготовки (для чистовой обработки); устанавливают допустимую скорость резания исходя из выбранных глубины резания и подачи, мощности станка, материала заготовки, материала, геометрии и стойкости инструмента.
Подготовка контрольно-измерительного, нарезного, шлифовального инструмента, универсальных приспособлений, технологической
Оснастки и оборудования
1) Подготовка контрольно-мерительного инструмента:
Перед работой измерительные поверхности инструмента, как и проверяемые поверхности, насухо протирают и очищают от пыли и других частиц, которые могут повлиять на результат измерения.
2) Подготовка абразивного инструмента для шлифования металла.
Для ленточного шлифования из рулона шкурки вырезают ленту необходимой длины и ширины. Склеивают концы ленты встык под углом 45° к кромке или внахлестку под прямым углом к кромке. В первом случае концы шкурки наклеивают на полотняную ленту шириной 100... 200 мм. Во втором случае на одном из склеиваемых концов горячей водой удаляют абразивные зерна на участке длиной 50... 80 мм, на освобожденную основу наносят клей и накладывают другой конец ленты, шов зажимают и высушивают. Надевают ленту на шкивы так, чтобы наружный конец в шве был по ходу движения ленты.
3)Подготовка к работе фрез всех типов заключается в балансировке, заточке и установке в станок.
Балансировка фрезы. Различают два вида балансировки - статическое и динамическое. Насадные фрезы обычно балансируют статически, т. е. без вращения фрезы с рабочей скоростью. Неуравновешенность фрезы, насаженной на оправку, выявляют на призматических параллелях прибора ПБ (максимальный диаметр фрезы 400 мм); более тяжелая часть фрезы оказывается внизу. Проверку делают З... 4 раза. Величину неуравновешенности (дисбаланс) устанавливают, прикрепляя к легкой части фрезы грузики (например, кусочки пластилина). Добившись уравновешенности, грузики взвешивают. Произведение добавочной массы на радиус ее прикрепления дает величину дисбаланса (г.см). Для фрез диаметром 120...180 мм дисбаланс допускается до 3...5 г-см. Фрезу уравновешивают удалением (стачиванием, высверливанием) металла с тяжелой ее части в нерабочей зоне. Динамическая балансировка осуществляется на специальных станках. Она позволяет с высокой точностью (остаточная неуравновешенность не более 1 г см) уравновесить не только силы, но и моменты. Это особенно важно для инструментов, имеющих большую длину. Балансировку выполняют на станке ДБ-10. Заточка фрезы. При заточке должны обеспечиваться неизменность профиля обработки, углов резания и равенство радиусов одноименных зубьев. Насадные цельные и составные затылованные фрезы затачивают по передней грани с сохранением величины переднего угла γ. Для этого ось фрезы должна быть смещена относительно рабочей плоскости шлифовального круга на расстояние Н1 = Rsinγ, где R - радиус фрезы.
4) Подготовка сверлильного и долбежного инструмента.
Сверла с направляющим центром и подрезателями затачивают с задней стороны основных лезвий, с внутренней стороны подрезателей и по граням пирамиды центра. Правильно заточенное сверло должно иметь направляющий центр с симметрично расположенными гранями и осью пирамиды, совпадающей с осью сверла, основные лезвия, расположенные на одном уровне, и подрезатели одинаковой формы. При конической заточке режущей части обе режущие кромки должны иметь одинаковую длину, одинаковый угол наклона к оси сверла и одинаковый задний угол (15...25°). Средняя часть поперечного ребра (перемычки) сверла должна совпадать с осью его вращения, длина перемычки не должна превышать 1,5... 2 мм. Отклонения углов сверла от номинальных значений должны быть в пределах 1°.
Оборудование и приспособления для заточки сверл: заточной станок ЗБ633, универсально-заточной станок ЗА64, приспособления для заточки сверл, контрольные шаблоны для проверки правильности заточки сверл.
Зубья фрезерных цепочек затачивают по передней грани с сохранением величины переднего угла у= 15...20°. Допускаемое отклонение угловых параметров ±1°. Впадины зубьев должны быть закруглены (г= 1,5 мм), зубья остро заточены и доведены. Заусенцы и засинение вершин зубьев не допускаются. Режущие кромки однотипных зубьев должны находиться на одинаковом расстоянии друг от друга и лежать на одном уровне (при прямолинейном расположении цепи). Допускаемые отклонения по шагу звеньев и по высоте зубьев ±0,1 мм. Заточка цепочек от руки без направляющих приспособлений не допускается. Затачивают цепочки на станке ТчФК.
Фрезерная цепочка, устанавливаемая в головке цепнодолбежного станка должна быть правильно натянута. Среднее усилие натяжения (по оси направляющей линейки) равно 100 Н. Этой силе натяжения соответствует стрела прогиба цепочки 6 мм при оттягивании ее от направляющей линейки в середине длины с силой 20 Н.
5) Подготовка токарных резцов.
Ручные токарные резцы с одной фаской затачивают по задней поверхности, с двумя фасками - по передней и задней поверхностям. Станочные токарные резцы (проходные, отрезные и др.) затачивают со стороны задней и передней поверхностей. Для заточки токарных резцов применяют шлифовальные круги зернистостью 20... 40, твердостью СМ1. После заточки резцы доводят на доводочном станке или вручную оселком. Ножи круглопалочных головок затачивают по передней фаске. Обычно используют универсальные заточные станки. Правильность заточки оценивают по форме лезвия (контролируется шаблоном) и остроте режущей кромки.
6)Подготовка технологической оснастки.
Подготовка технологической оснастки для опытного и мелкосерийного производства новых машин нередко занимает столько же времени, сколько требуется на изготовление опытного образца или первой серии изделия. Это замедляет освоение и выпуск новых изделий.
На выбор метода выполнения заготовки влияет время подготовки технологической оснастки (изготовление штампов, моделей, пресс-форм и пр. С повышением точности выполнения заготовки и приближением ее формы к конфигурации готовой детали удельный вес механической обработки заметно снижается. Однако при малой программе выпуска не все методы могут оказаться рентабельными из-за того, что расходы на оснастку для заготовительных процессов экономически не окупаются.
Система УСП позволяет осуществить кратчайшим и экономичным путем последовательную подготовку технологической оснастки. Этот путь проходит через четыре этапа: заказ-заявка на сборку УСП; создание и монтаж компоновки; наладка и эксплуатация УСП на рабочем месте, возврат его на участок сборки; разборка на составные части и хранение элементов для использования их в последующих компоновках.
На выбор метода выполнения заготовки оказывает большое влияние время подготовки технологической оснастки (изготовление штампов, моделей, прессформ и пр. С повышением точности выполнения заготовки объем механической обработки заметно снижается. Однако при малой программе выпуска не все методы могут оказаться рентабельными из-за того, что расходы на оснастку для заготовительных процессов экономически не окупаются.
Нормализация резко сокращает объем проектных работ, уменьшает трудоемкость, стоимость и сроки подготовки технологической оснастки. При переходе со штамповки одной детали на штамповку другой многие нормализованные узлы н детали штампов могут быть использованы многократно путем сборки малых штампов из ранее использованных деталей в связи с взаимозаменяемостью многих деталей штампов. Стандарты и нормали бывают общесоюзные, межотраслевые, отраслевые, заводские и цеховые. Выполнение стандартов и нормалей является обязательным.
Основную роль в ритмичной работе производства намотки обмоток мощных трансформаторов играет организация вспомогательных процессов, а именно: подготовка технологической оснастки, подготовка согласно электрическим расчетным данным проводов, доставка комплектующих материалов и узлов к рабочим местам и транспортировка готовых обмоток в сборочные цехи завода.
Все функции инструментального хозяйства завода по обеспечению своевременного снабжения инструментом и оснасткой текущего производства, а также по подготовке технологической оснастки для изготовления опытных образцов новых машин и освоения их серийного производства тесно связаны с технологической службой завода. Такие задачи инструментального хозяйства, как применение прогрессивных инструментов, приспособлений, штампов, прессформ, не могут быть решены без предварительной разработки соответствующих технологических процессов и оснащения цехов завода требующимся оборудованием.
В комплекс подготовительных работ при любом из способов спуска обсадных колонн входят: профилактическая проверка и подготовка узлов и коммуникаций буровой установки, проработка (шаблонировка, калибровка) пробуренного ствола, дополнительная обработка бурового раствора, опрессовка, маркировка и укладка обсадных труб, подготовка технологической оснастки обсадных колонн, подбор рецептур тампонажных растворов, подготовка тампонажных материалов, реагентов, буферной жидкости, цементировочного оборудования и другие операции.
Мастер, решая вопросы обеспечения требуемого качества продукции, может предложить много оригинальных конструкций оснастки и инструмента, при использовании которых можно достигнуть требуемой точности и производительности обработки. Поэтому участие его в процессе подготовки технологической оснастки необходимо для получения высоких показателей в процессе производства продукции.
Участок подготовки инструмента для ШМ оснащается: приборами для настройки инструмента, стеллажами для хранения инструмента, техдокументации и программоносителей; контрольными плитами; инструментальными шкафами; верстаками, приемными столами; тележками для транспортировки инструмента внутри участка и па рабочем месте.
При размерной настройки инструмента вне станка режущую кромку устанавливают на необходимом расстоянии в радиальном и осевом направлениях от выбранных баз. Настраиваемые размеры устанавливаются согласно указанным в картах настройки заданиях на настройку координатам вершин режущего инструмента.
Для настройки режущего инструмента к станкам токарной группы в настоящее время используются приборы мод. БВ-2010, который состоит из станины и двух перемещающихся, взаимно перпендикулярных кареток, на которых четко обеспечивает активный диалог между оборудованием и другими структурными подразделениями данного производства, включая зону планирования и подготовки и технологических процессов.
В этом случае из зоны склада (зоны хранения) инструмент (в соответствии с определенной картой комплектации на тот или иной станок) поступает в зону монтажа и настройки.Участок зоны комплектуется измерительной машиной, на которой производится полный контроль поступающих инструментальных блоков. Рукоятками оператор совмещает вершину резца с перекрестием на теневом экране , изображение инструмента, на котором выполняется через оптическую систему. Данные замера, в частности положение вершины режущей кромки резца относительно базовых поверхностей, индицируются на экране пульта. Машина имеет также индикаторные отсчетные системы, для контроля инструмента и считывающе-записывающее устройство, выполненные в виде специального адаптера со штырьковой головкой.
Оператор измеряет положение режущих элементов блока относительно базовых поверхностей и другие необходимые параметры блока и вводит эти данные в компьютер измерительной машины при помощи клавиатуры пульта . Для нового блока в соответствии с имеющейся у оператора картой наладки в компьютер также вводятся и другие данные о блоке, например, базовый код (идентификации), код режущей пластины, номер станка и номер позиции инструмента в магазине, заданная стойкость и т. д.
Далее оператор проверяет все данные на экране дисплея измерительной машины, а потом вводит их в кодовый электронный датчик инструмента с помощью специальной записывающей системы, связанной единым интерфейсом с измерительной машиной. Основным элементом записывающей системы является считывающе-записывающая головка.Записывающая система имеет специальный адаптер , который надевается на инструментальный блок. При этом щуп головки входит во взаимодействие с кодовым электронным датчиком блока. Точное направление адаптера относительно инструментального блока при наведении адаптера на блок осуществляется направляющими адаптера, которые входят в соответствующие пазы корпуса инструментального блока. Естественно, что пазы всех инструментальных блоков и их расположение одинаковы. В зависимости от устройства измерительной машины установка адаптера на блок может осуществляться вручную или автоматически с помощью пневмо- или гидроустройства. В последнем случае адаптер с головкой смонтирован на штоке пневмоцилиндра (или гидроцилиндра), а включение пневматики (гидравлики) осуществляется по сигналам управляющего устройства.
На практике используют несколько различных конструкций адаптеров и считывающих головок (рис. 4.22); их применение зависит от вида и конструкции инструментальны блоков.
В автоматической измерительной машине процесс контроля и измерения инструмента и его кодирование полностью автоматизированы. Основой машины является оптическое измерительное устройство с фотооптическими датчиками , на которые поступает изображение инструмента , подсвечиваемого от источника через оптическую систему. Подвижная оптическая головка, совершая движения по трем осям, позволяет осмотреть инструмент и выдать его изображение на фотодатчики. Отклоняющее зеркало обеспечивает определенную многомерность изображения. Сигналы от фотодатчиков поступают в специальный анализатор, который вырабатывает эти сигналы, образуя математическую модель изображения инструмента.
Эта модель воспринимается управляющей микроЭВМ, которая является главным управляющим устройством всей измерительной машины МикроЭВМ сравнивает данные измерения с базовыми данными инструмента, определенными библиотекой инструмента, и вырабатывает величины и характер коррекции на инструмент. Данные по коррекции записываются в кодовый датчик инструмента, передаются (при необходимости) в центральную ЭВМ и далее в УЧПУ станками или выводятся на какие-либо периферийные устройства для получения документа
На измерительную машину инструмент доставляется автоматизированным транспортом скомплектованным в магазине.С помощью робота, которым также управляет микроЭВМ , инструмент загружается в измерительную стойку . На входной позиции с помощью адаптера со считывающе-записывающей головкой происходит, опознавание инструмента по данным его кодового датчика. Информация опознавания поступает в микроЭВМ, которая определяет схему контроля инструмента и в дальнейшем, когда инструмент находится на измерительной позиции, управляет процессом этого контроля. смещением оптической измерительной головки по осям х и у, фокусировкой изображения (смещения до оси z), поворотом инструмента в гнезде стойки.Инструмент поступает (поворотом стойки ) на выходную позицию, которая в принципе может быть совмещена с позицией входа. На этой позиции вновь к кодовому датчику инструмента подсоединяется считывающе-записывающая головка , и в датчик от микроЭВМ записываются все необходимые данные, выработанные в процессе контроля и измерений данного инструмента. Далее инструмент роботом либо вновь возвращается в магазин, либо в другой магазин (например, дисковый магазин, который комплектуется для работы на том или ином станке, либо для хранения на складе магазинов). От станков и к станкам, от инструментального склада или к складу магазины отправляются автоматизированным средством (например, специальными тележками).
Чтобы инструментами было легко и удобно работать, их нужно правильно подготовить: инструмент с оптимальной режущей частью следует правильно заточить.
Для ручной заточки инструментов применяют точило, оселок, брусок и напильник. Последовательность заточки топора наглядно показана на рисунке 49.
Рис. 49. Последовательность заточки топора: а – снятие фаски крупнозернистым бруском; б – заточка мелкозернистым бруском; в – доработка на оселке.
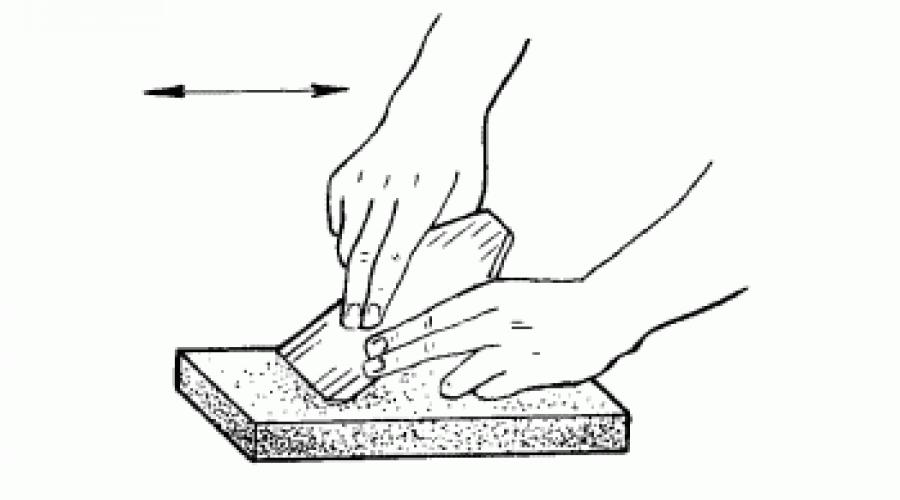
При использовании бруска лезвие инструмента необходимо удерживать двумя руками и водить по поверхности бруска взад и вперед. Нажим на инструмент производится при движении вперед, при движении назад нажима можно не делать. Режущая поверхность располагается под наклоном, чтобы фаска касалась бруска всей плоскостью.
Нажим на лезвие не должен быть слишком сильным. Брусок время от времени нужно смачивать водой. Заточку выполняют до тех пор, пока на противоположной от стачиваемой фаски стороне не появятся заусенцы.
При использовании точила со шлифовальным кругом следует соблюдать особую осторожность, не допуская чрезмерного нагрева металла. Рабочий конец нужно чаще опускать в воду. В процессе заточки лезвие равномерно и ровно прижимают к кругу, следя за сохранением угла заострения лезвия и прямолинейностью его режущих кромок (рис. 50).

Рис. 50. Шлифовальный круг.
После заточки кромки лезвия дорабатывают оселком, удаляя зазубрины, заусенцы и другие дефекты. Инструмент берут обеими руками и плавно двигают им по поверхности оселка, сохраняя правильный угол наклона. Поверхность оселка периодически следует смачивать водой или маслом.
После проведения серии движений лезвие следует повернуть противоположной стороной, затем положить плашмя на оселок и протянуть назад, чтобы удалить заусенцы.
Заточка позволяет проверять и качество самого инструмента. При заточке качественного инструмента образующиеся заусенцы хорошо удаляются при правке на оселке. Если заусенцев нет совсем или они быстро опадают, то инструмент слишком закален и будет быстро изнашиваться. Образование длинных заусенцев говорит о том, что инструмент изготовлен из слишком мягкого материала.
Стамески и рубанки точат на шлифовальном круге, поверхность которого должна быть смочена.
Почти все виды сверл можно точить на бруске или оселке. Можно пользоваться для этих целей и напильником с мелкой насечкой, а для удаления заусенцев использовать оселок.
У сверл желательно затачивать резец и дорожники. Внешнюю сторону дорожников лучше не трогать, чтобы не уменьшить диаметр сверла.
Лучше затачивать внутреннюю сторону. Следует по возможности сохранять прежнюю форму рабочих частей, так как излишняя опиловка ведет к быстрому выходу сверла из строя. Сверху затачивается горизонтальный резец, а появившиеся заусенцы нужно снять оселком. Заточка горизонтального резца снизу не рекомендуется, так как это будет уводить режущую кромку.
Сверло горизонтального резца при заточке необходимо упирать жалом в кусок дерева, помогая себе левой рукой; часть, прилегающая к центру выше винтового жала, должна быть закруглена. Сверло по дереву также должно иметь острую резьбу центрирующего жала. Жало затачивают треугольным напильником с мелкой насечкой или надфилем.
Для успешной работы с электроинструментами необходим определенный навык. Их подготовку необходимо проводить с особенной тщательностью. Например, использование электрорубанка, ножи которого выставлены или заточены неправильно, приводит к непоправимой порче заготовки, а высокая скорость и подача электродрели могут вызвать возгорание древесины. Поэтому правильность настройки электроинструмента сначала рекомендуется проверить на ненужном отрезке древесины, а затем переходить к выполнению основной работы.
Можно затачивать режущий инструмент с помощью универсальных и специальных заточных станков. Заточный станок применяется для заточки ножей рубанков, дисковых пил, долбежных и пильных цепей. Он имеет электропривод и комплект съемных механизмов, предназначенных для различных заточных работ.
Из книги: Коршевер Н. Г. Работы по дереву и стеклу
Одним из необходимых условий эффективной эксплуатации режущего инструмента является своевременная и тщательная подготовка его к работе.
Заточка режущих ножей рубильных машин. В отечественной практике эксплуатации рубильных машин существует два технологических варианта заточки режущих ножей. Первый из них рассчитан на применение типового заточного оборудования и предполагает снятие режущих ножей с рабочего органа (диска, барабана) машины для заточки. Второй вариант основан на применении специальных заточных механизмов и приспособлений, установленных непосредственно на рубильной машине или устанавливаемых на время заточки ножа. При этом варианте не требуется снятия с машины комплекта ножей.
Более широкое распространение получил первый вариант заточки ножей, который позволяет обеспечить высокое качество и точность заточки ножей. Преимущество второго варианта - в меньшей трудоемкости заточки. Естественно, что качество заточки в этом случае будет несколько ниже. Кроме того, заточенные в рабочем положении ножи нуждаются в регулировке, особенно если при заточке снимается большой слой. Для этой цели требуется ослабить винты крепления, выставить ножи по шаблону и снова закрепить, что связано с известными трудозатратами. Второй вариант заточки применяют на рубильной машине ДУ-2.
Режущие ножи рубильных машин МРНП-30, МРГ-20Н и МРГ-40 затачивают по первому варианту, используя при этом типовые серийно выпускаемые ножеточные станки.
В зависимости от способа подачи ножеточные станки бывают автоматические, с ручной продольной и поперечной подачей, полуавтоматические, у которых продольная подача ножа (или круга) происходит автоматически, а поперечная подача - вручную при помощи маховика. Наибольшее распространение для заточки режущих ножей рубильных машин получили автоматические заточные станки типа ТчН.
Для придания скошенной фаске ножа геликоидальной формы с переменным углом заострения на поворотном столе ножеточного станка устанавливают специальное приспособление (тиски), обеспечивающее предварительный изгиб ножа перед заточкой на определенный угол. Заточенный в изогнутом положении нож после освобождения из тисков принимает плоскую форму, а заточенная фаска - геликоидальную.
В приспособлении устанавливают одновременно два ножа, которые закрепляют зажимами при помощи гаек. В приспособлении к машине МРГ-40 ножи устанавливают с таким расчетом, чтобы после заточки режущая кромка отстояла от торцов пластин, на которых базируется нож, на 2,5±0,5 мм.
При затяжке гаек зажимов приспособления ножи принимают винтообразную форму. Поворотный стол заточного станка устанавливают на лимбу на угол заточки 0,56 рад.
После заточки проверяют прямолинейность режущих кромок ножей по линейке. Допустимое отклонение составляет 0,3 мм. Режущую кромку заправляют (доводят) вручную мелкозернистым бруском.
Установочная ширина режущих ножей после заточки регулируется с помощью прокладок, находящихся под опорными колодами ножа и проверяемых по калибру. Отклонение установочной ширины не должно превышать 0,1 мм.
При выборе типа ножеточного станка учитывают размеры ножей, подлежащих заточке, и объем работ.
Подготовка круглых пил состоит в заточке, устранении дефектов и проковке диска. Заточка пил производится на станках как с ручным, так и полуавтоматическим надвиганием заточного круга. Наиболее предпочтительным является полуавтоматический станок модели ТчПА-3.
При правке пил устраняются различные дефекты, нарушающие плоскостность кромки пилы (изгибы, складки и выпучины). Для увеличения жесткости и устойчивости режущей кромки в процессе работы пилу проковывают по кольцевой зоне. Обычно края пилы и центральную часть не куют. Правильно прокованная пила, подвешенная за центровое отверстие, при легком ударе рукой снизу по боковой поверхности должна издавать чистый звук и незначительно вибрировать в периферийной части. Дребезжащий звук и сильная вибрация свидетельствуют о наличии дефектов или неправильно проведенной проковке. При правке и проковке пил используют набор пилоправного инструмента, включающий правильные и проковочные молотки, линейки, наковальни.