Вакуумная печь: дуговая, индукционная, термическая вакуумная печь, а также водородная печь. Индукционная вакуумная плавильная печь промышленной частоты
Корпус вакуумной камеры индукционной печи : двухслойный с водяным охлаждением из специальной стали SUS304. Вакуумная герметизация обеспечивается «О»-образным кольцом. Корпус оснащен установкой водяного охлаждения (предотвращает старение «О»-образного кольца). На корпусе вакуумной камеры вакуумной расположен соединительный трубопровод вакуумной системы. Внутри подина оборудована разливочной платформой или отверстием. Во время разливки печь поворачивается с помощью привода, расположенный снаружи камеры.
Индуктор вакуумной печи изготовлен из высококачественной бескислородной электротехнической меди TU1 квадратного сечения с водяным охлаждением. Использован индуктор немецкой фирмы Leybold.
Крышка вакуумной индукционной печи: двухслойная с водяным охлаждением, внутренняя стенка выполнена из специальной стали SUS304. Крышка печи оснащена установкой водяного охлаждения, смотровым окном, блокировочной установкой.
Печь оснащена мощным среднечастотным тиристорным преобразователем мощность, спроектированный на базе тиристоров нового поколения, высокоскоростные датчики тока и напряжения, обеспечивающие высокую надежность, помехоустойчивость и многофункциональность.
Система водоохлаждения вакуумной печи делится на три части: система охлаждения среднечастотного преобразователя, система охлаждения корпуса печи, индуктора и системы вакуумной.
Вакуумная система как правило состоит из механического насоса с электромагнитным пневматическим клапаном перепада давления (предотвращает утечку масла вакуумного насоса), насоса Рутса, подпитывающего насоса, пневматических клапанов, клапана подачи воздуха, клапана сброса воздуха, вакуумного трубопровода, гофрированных труб.
Уровень вакуума измеряется при помощи цифрового комбинированного вакуумметра. Используются передовые гелиевые датчики разгерметизации для измерения коэффициента повышения давления, что гарантирует достоверность и точность технических показателей.
Для соединения насосов и вакуумного трубопровода использовано быстрое соединение металлическими гофрированными трубами (снижает вибрацию). Уровень вакуума измеряется цифровым вакуумметром.
Компания MAGMATEX использует передовые гелиевые датчики разгерметизации для измерения коэффициента повышения давления, что гарантирует достоверность и точность технических показателей.
Вакуумные индукционные печи (ВИП) по режиму работы разделяют на печи периодического и полунепрерывного действия.
Печи периодического действия имеют лишь одну камеру – плавильно-заливочную. После каждой плавки и заливки форм указанную камеру разгерметизируют; вынимают из неё залитую форму; чистят и заправляют тигель; вновь загружают в него шихту; устанавливают в камеру пустую форму; закрывают камеру; откачивают из неё воздух и производят новую плавку.
Вакуумные печи полунепрерывного действия имеют, кроме плавильно-заливочной, дополнительные камеры – не менее одной вертикальной и одну или две горизонтальных. Каждая из дополнительных камер одним торцом присоединена к плавильно-заливочной камере (ПЗК), а второй торец свободен. Дополнительные камеры изолированы от плавильно-заливочной (в местах присоединения) вакуумными затворами. Аналогичные затворы открывают или закрывают свободные торцы камер. В ВИП полунепрерывного действия загрузка шихты в тигель и её плавка, подшихтовка и все виды доводки ЖМ, подача порожних форм (или изложниц), их заливка, затвердевание ЖМ, извлечение заполненных форм – все эти технологические операции выполняются без нарушения вакуума в ПЗК.
По способу слива ЖМ из тигля в форму или изложницу различают ВИП :
а) с наклоном всей ПЗК вместе с тиглем и заливаемой изложницей, подвешенной на шарнирах к кожуху этой камеры;
б) с наклоном только тигля внутри ПЗК, а заливаемая форма установлена неподвижно на какой-нибудь опоре внутри камеры.
К вакуумным печам полунепрерывного действия относятся печи ВИАМ – 100, ВИАМ – 24, ИСВ – 0,6, УЛВАК, КОНСАРК и др.
У печи ВИАМ – 100 ПЗК имеет цилиндрическую форму и расположена горизонтальною. Примерно в центре камеры находится тигель (с индуктором), который при сливе ЖМ наклоняется вдоль оси ПЗК. Ниже тигля имеется рольганг (с дисковыми роликами), на котором располагаются литейные формы при заливке. На верхней части кожуха ПЗК установлена вертикальная цилиндрическая камера, через которую загружают в тигель шихту без разгерметизации плавильного рабочего пространства печи. Ось шихтовой вертикальной камеры совпадает с осью симметрии тигля.
Перед началом очередного цикла работы печи
ВИАМ – 100 необходимо: тигель осмотреть, очистить и отремонтировать (если нужно); ПЗК со всех сторон закрыть вакуумными затворами (т.е. изолировать от всех остальных камер) и откачать из неё воздух до остаточного давления – мм рт. ст.; разгерметизировать верхние и боковые камеры, т.е. открыть их наружные вакуумные затворы. Строго говоря, перечисленные операции выполняют перед началом первой плавки. Если печь работает в неперерывном режиме (например в течение двух смен), то ПЗК, естественно, не разгерметизируют и загрузку шихты в тигель осуществляют сразу после слива предыдущей дозы ЖМ.
Далее для возобновления нового цикла плавки необходимо: набрать дозу компонентов шихты в специальную загрузочную корзину, поместить её в шихтовую камеру и закрыть камеру наружным вакуумным затвором; откачать воздух из шихтовой камеры до остаточного давления, равного давлению в ПЗК; открыть внутренний вакуумный затвор между этими камерами, выгрузить шихту из корзины в тигель; поднять пустую корзину в шихтовую камеру и закрыть внутренний вакуумный затвор; подать воздух (при атмосферном давлении) в шихтовую камеру; открыть наружный вакуумный затвор; набрать дозу компонентов шихты в загрузочную корзину и т.д.; начать плавку шихты в тигле.
Печь ВИАМ – 100 имеет также две горизонтальные дополнительные камеры цилиндрической формы. Эти камеры расположены по бокам (слева и справа) центральной ПЗК и присоединены к ней своими рабочими торцами. Как указывалось выше, каждая боковая камера с обоих торцов (рабочего и свободного) закрывается или открывается вакуумными затворами. В нижней части камер имеются рольганги с дисковыми роликами, расположенными на одном уровне с роликами в ПЗК. Через одну из боковых камер (например правую) подаются пустые формы в плавильную камеру для заливки. Назовём правую камеру загрузочной. Через другую (левую) удаляются после их заливки. Левую камеру назовём выгрузочной. Последовательность подачи пустых форм после окончания плавки: установить заливаемые формы на вспомогательный рольганг (перед правой камерой) таким образом, чтобы заливочные чаши разных форм располагались в одной горизонтальной плоскости, наиболее удобной для заливки из тигля; протолкнуть формы на рольганг внутри правой камеры и закрыть её наружным вакуумным затвором; откачать воздух из загрузочной (правой) камеры до остаточного давления, равного давлению в ПЗК; открыть вакуумный затвор между этими камерами, подать (по очереди) первую, вторую и другие формы под заливку, располагая каждую из них так, чтобы заливочная чаша находилась под носком тигля, и залить формы (количество форм зависит от их металлоёмкости и габаритных размеров); закрыть вакуумный затвор между плавильно-заливочной и загрузочной камерами; подать воздух в загрузочную камеру (при атмосферном давлении), открыть наружный вакуумный затвор и готовиться к очередному поступлению форм.
Левую боковую камеру используют следующим образом: закрыть свободный торец наружным вакуумным затвором (рабочий торец был закрыт вакуумным затвором ранее перед началом плавки): откачать воздух из выгрузочной (левой) камеры до остаточного давления, равного давлению в ПЗК; открыть вакуумный затвор между этими камерами, передвинуть залитые формы из плавильной в левую камеру и закрыть вакуумный затвор, сохранив при этом «вакуум» в ПЗК; подать воздух (при атмосферном давлении) в выгрузочную камеру, открыть наружный вакуумный затвор и выкатить залитые формы на вспомогательный рольганг, расположенный после левой камеры. Очерёдность и время работы всех камер должны быть согласованны так, чтобы время простоя печи было наименьшим. Если используются оболочковые керамические формы, полученные литьём по выплавляемым моделям, то время между извлечением этих форм из прокалочной печи и заливкой должно быть не более 15 мин.
Печь ВИАМ – 100 может работать с одной боковой камерой например правой, используя её и для загрузки пустых форм, и для выгрузки залитых. Последовательность закрывания и открывания вакуумных затворов, откачки или подачи воздуха в боковую камеру и т. п. зависит от того, для какой цели она используется на данном этапе работы печи.
Вакуумная печь ВИАМ – 24 состоит из трёх основных камер: плавильно-заливочной, шихтовой и для подачи – выдачи литейных форм.
ПЗК имеет цилиндрическую форму, расположена горизонтально и с торцов закрыта сферическими днищами, из которых переднее открывается подобно двери, а заднее отодвигается вдоль оси камеры. В центре камеры находится тигель (с индуктором), прикреплённый к заднему днищу, поэтому если отодвинуть днище, то тигель извлекается из ПЗК и с помощью например цехового мостового крана можно отремонтировать или заменить тигель или индуктор. При сливе ЖМ тигель наклоняется в плоскости, перпендикулярной оси своей камеры. Под тиглем имеется рольганг с дисковыми роликами для установки форм при заливке.
Шихтовая камера сделана в виде цилиндра, располагается вертикально на кожухе ПЗК соосно с тиглем и изолирована от плавильного пространства вакуумным затвором. Загрузка шихты через эту камеру проводится аналогично печи ВИАМ – 100.
Единственная боковая камера имеет цилиндрическую форму, располагается горизонтально и рабочим торцом соединяется с ПЗК через вакуумный затвор. Подобный затвор закрывает и открывает свободный торец боковой камеры. Внутри камеры имеется рольганг с дисковыми роликами. Последовательность подачи из этой камеры пустых форм под заливку и приёмки залитых форм такая же, как у аналогичных камер печи ВИАМ – 100. Перед камерой также установлен вспомогательный рольганг для пустых и залитых форм.
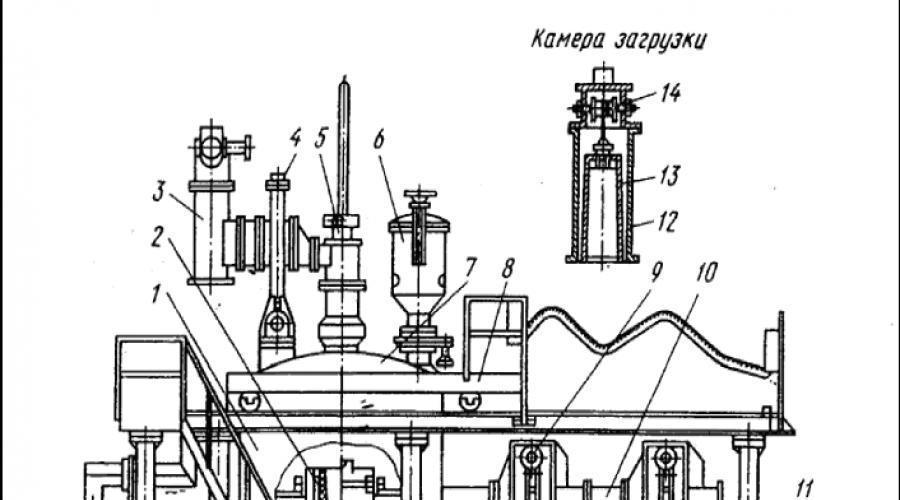
На рис. 1.5 показано устройство вакуумной ИТП типа ИСВ – 0,6 полунепрерывного действия для литья слитков из жаропрочных сплавов и специальных сталей .
Печь ИСВ – 0,6 обслуживается следующим образом : ПЗК 1 печи закрывается сверху крышкой 7, расположенной на самоходной тележке 8 мостового типа с электроприводом. Тележка с крышкой по рельсам отъезжает вправо (по рис. 1.5), ПЗК открывается, в результате чего освобождается доступ для чистки, ремонта и замены тигля 3.

Рис. 1.5. Вакуумная ИТП типа ИСВ – 0,6
полунепрерывного действия:
1 – плавильно-заливочная камера; 2 – плавильный тигель; 3 – камера для загрузки шихты в тигель; 4 – поворотная колонна; 5 – устройство для взятия проб ЖМ и замера его температуры; 6 – дозатор; 7 – крышка плавильно-заливочной камеры; 8 – четырёхколёсная самоходная тележка; 9 – вакуумный затвор; 10 – камера для загрузки и выгрузки изложниц (т.е. литейных форм);
11 – тележка для подачи изложниц (форм) в загрузочную и плавильно-заливочную камеры и извлечения из них залитых форм; 12 – кожух шихтовой камеры; 13 – корзина для шихты;
14 – лебёдка для опускания и поднимания корзины для шихты
Загрузка шихты в тигель производится с помощью шихтовой камеры 3, которая представляет собой цилиндрический кожух 12, внутри которого на тросе подвешена корзина 13 для шихты. Корзину с загруженной в неё шихтой опускают с помощью лебёдки 14 в тигель, после чего дно корзины открывается и шихта высыпается в тигель. Шихтовая камера 3 смонтирована на поворотной колонне 4, что позволяет отводить камеру 3 в сторону для удобства загрузки в неё корзины 13 с новой порцией шихты. Камера 3 отделена от ПЗК вакуумным технологическим затвором и соединена с вакуумной системой. Это позволяет производить загрузку шихты в тигель без нарушения вакуума в ПЗК.
Дозатор 6 предназначен для ввода в тигель различных твёрдых присадок во время плавки. Камера дозатора имеет несколько секций, в которые загружаются требуемые присадочные материалы. Из дозатора в тигель они переносятся специальным поворотным ковшом с откидным днищем. Так же, как шихтовая камера 3, дозатор 6 отделяется от ПЗК вакуумным затвором.
С ПЗК соединена камера 10 изложниц. От цеха и ПЗК она отделена технологическими вакуумными затворами 9 и соединена с вакуумной системой. Подача изложниц в камеру изложниц, а затем в ПЗК осуществляется на тележке 11. Следовательно, камера изложниц с вакуумными затворами выполняет роль шлюзовой камеры, обеспечивая сохранение вакуума в ПЗК при замене в ней изложниц. Заливка ЖМ в формы производится наклоном тигля с помощью электропривода. Остаточное давление в печи составляет 0,6 – 0,7 Па. Питание печи производится от тиристорного источника.
Производство и поставка вакуумных индукционных печей по России и странам СНГ
В настоящее время спрос на сталь и сплавы особого назначения для аэрокосмической, авиационной, атомной и энергетической промышленности стремительно растёт. В этих сферах промышленности зачастую требуются всё более высокие значения по прочности, чистоте и другим свойствам металла.
Для того, чтобы решить задачу по повышению качественных свойств выплавляемых металлов, компания “МетаКуб” готова предложить технологии, основанные на инновационных способах выплавки, для получения стали и сплавов с особыми технологическими свойствами. К таким способам относится вакуумная индукционная плавка.
Необходимость в создании вакуумных индукционных печей возникла в связи с необходимостью внедрения в промышленное производство высокореакционных и тугоплавких металлов, таких как: цирконий, титан, ниобий, бериллий и молибден, а также тантал, вольфрам, уран и ряд других. Особенностью таких металлов является то, что они интенсивно окисляются при нагреве на воздухе, и поэтому плавку необходимо вести в вакууме.

Особенности вакуумных индукционных печей
Технология вакуумной индукционной плавки позволяет получать высокоочищенные металлы в бескислородной атмосфере. При использовании вакуумных индукционных печей можно получить жаропрочные и высоколегированные стали, прецизионные сплавы. Также в вакуумных индукционных печах можно проводить термообработку и плавление драгоценных и редкоземельных металлов, а также варку высокосортного спецстекла и использовать их для получения монокристаллов. Во всех случаях получаемый материал на вакуумных печах отличается повышенной чистотой и минимальным угаром.
Большую роль при рафинации в вакуумной индукционной печи играет процесс испарения легкоплавких примесей - свинца, мышьяка, олова и висмута. Высокие качества вакуумного металла отчасти обеспечены очищением сплава от этих примесей, содержащихся в очень малых количествах, что становится невозможным определить их даже совершенными методами анализа. Это необходимо, когда требования к материалу достаточно высоки и полученный спецсплав должен отвечать определенным свойствам.
Также достоинством вакуумных печей является способность получать монокристаллические и мелкозернистые структуры металлов. При этом свойства получаемого материала можно прогнозировать.
| Модель | Объем печи, кг | Мощность, кВт | Частота, кГц | Предельный холодный вакуум, Па | Расход воды на охлаждение, м 3 /час | Напряжение питающей сети, В |
|---|---|---|---|---|---|---|
| ВПИ-10 | 10 | 50 | 2,5 | 6.67×10-3 | 5 | 380 |
| ВПИ-25 | 25 | 100 | 2,5 | 6.67×10-3 | 5 | 380 |
| ВПИ-50 | 50 | 100 | 2,5 | 6.67×10-3 | 7 | 380 |
| ВПИ-150 | 150 | 100 | 2,5 | 6.67×10-3 | 13 | 380 |
Рабочая температура печей - до 2200-- градусов.
- Возможность длительной выдержки жидкого металла в глубоком вакууме;
- Высокая степень дегазации металлов;
- Возможность производить дозагрузку печи в процессе плавки;
- Возможность активного воздействия на интенсификацию процессов раскисления и рафинирования в любой момент плавки;
- Возможность эффективного контроля и регулирования состояния расплава по его температуре и химическому составу в течение всего процесса;
- Особая чистота получаемых отливок за счет отсутствия любых неметаллических включений;
- Возможность производить быстрый нагрев (прямой нагрев за счет тепла выделяемого в расплаве) за счет чего увеличивается производительность;
- Высокая гомогенность расплава за счет активного перемешивания металла;
- Произвольная форма сырья (кусковые материалы, брикеты, порошок и т.д.)
- Высокая экономичность и экологическая чистота.
Конструкция вакуумных печей
представляет собой высокочастотную печь из огнеупорного тигля, помещенную внутри индуктора, который в свою очередь располагается внутри герметичного корпуса, из которого вакуумными насосами выкачиваются газы. Тигель вакуумных печей производят из порошкообразных высокоогнеупорных материалов набивкой в индукторе по шаблону.
Вакуумные индукционные печи являются механизированными агрегатами. Розлив металла может происходить либо поворотом печи внутри камеры, либо поворотом самой камеры в целом. Вакуумная индукционная плавильная печь позволяет независимо выполнять следующие операции: регулировать температуру расплава, изменять давлении внутри камеры, производить перемешивание расплава, а также добавлять другие элементы в расплав.
Модульный принцип построения вакуумных печей позволяет достигать повышенную компактность печи, а также возможность присоединения дополнительных модулей - камеру разгрузки, разливки, а также съема получаемых изделий.
Конструкция современных вакуумных индукционных печей позволяет устанавливать изложницы и выгружать из них слитки без нарушения вакуума в печи. Вакуумные индукционные печи чаще всего являются автоматизированными устройствами. Загрузка шихты, введение добавок и присадок, разливка металла осуществляются с использованием электрического или гидравлического привода.
Купить вакуумную индукционную печь по низкой цене - Компания “МетаКуб”
 Компания “МетаКуб”
готова предложить Вам широкий выбор вакуумных индукционных печей по низким ценам с поставкой и вводом в эксплуатацию по России и странам СНГ. Наша компания имеет огромный опыт поставки различного металлургического оборудования на предприятия России, Казахстана, Беларуси и других стран СНГ.
Компания “МетаКуб”
готова предложить Вам широкий выбор вакуумных индукционных печей по низким ценам с поставкой и вводом в эксплуатацию по России и странам СНГ. Наша компания имеет огромный опыт поставки различного металлургического оборудования на предприятия России, Казахстана, Беларуси и других стран СНГ.
Выплавка в вакуумной индукционной печи позволяет решить несколько проблем производства сложнолегированных сплавов. Во-первых, при плавке в вакууме с помощью раскисления углеродом и повышением температуры удается разрушить окисную плену на поверхности ванны и производить плавку и разливку сплавов с чистым зеркалом. Во-вторых, обеспечивается стабильность химического состава сплавов от плавки к плавке и, следовательно, постоянный уровень механических свойств. Так, например, содержание алюминия и титана можно контролировать с точностью до ±0,12%, в то время, как в открытой плавке - с точностью до 1 %.
В-третьих, после плавки в вакууме значительно повышается степень чистоты сплавов. Так, например, в жаропрочном никелевом сплаве R235 (0,15% С; 15,5% Cr; 5,3% Mo; 10% Fe; 2,0% Ti; 3,0% Al) на никелевой основе по сравнению с плавкой, на воздухе содержание кислорода уменьшилось с 0,017 до 0,0025%, азота с 0,004 до 0,002%, водорода с 0,0006 до 0,00005% . В сплаве Уэспаллой (0,07% С; 0,4% Si; 0,7% Mn; 19% Cr; 14% Со; 4,3% Mo; 3,0% Ti; 1,3% Al; Ni - ост.) содержание кислорода после плавки в вакууме понизилось до 0,0012%; азота до 0,012%, водорода до 0,00025% .
На рис. 113 показано влияние азота на свойства жаропрочного сплава ЖС6К- Как видно из рис. ИЗ, для этого сплава необходимо получать некоторое оптимальное содержание азота. Азот, очевидно, оказывает модифицирующее влияние на структуру сплава. Кислород в жаропрочных сплавах оказывает отрицательное влияние на жаропрочные свойства, что хорошо видно из рис. 114, на котором представлена зависимость времени разрушения сплава Удимет-500 под нагрузкой от концентрации кислорода.

На свойства сплавов Х20Н80 и Х15Н60, выплавленных в ВИП, большое влияние оказывает присадка РЗМ. В вакууме количество РЗМ может быть значительно сокращено. Наиболее высокие результаты получали при легировании сплава церием на 0,10- 0,15% и кремнием на 1,4% или церием на 0,05-0,08% и лантаном на 0,05-0,08%. Благодаря повышению чистоты металла содержание азота составило 0,007%; кислорода 0,001%.
После ВИП живучесть сплава Х20Н80 повысилась с 40 до 70 ч, а за счет дополнительного легирования РЗМ в вакууме с 70 до 150-250 ч (96% всех плавок). Живучесть сплава Х15Н60 менее легированного, чем Х20Н80, превысила 100 ч. Повысились и электротехнические свойства. Так, для сплава Х20Н80 удельное электросопротивление в среднем повысилось с 1,1 до 1,18 Ом мм2/м. При нагреве в вакуумном материале изменение электросопротивления на 3-8% происходит за 200-400 ч, в то время, как в обычном сплаве за 40-60 ч .
По мнению авторов этой работы, положительное влияние применения церия при ВИП заключается в его воздействии на образование сульфидов. Церий способствует удалению сульфидов путем образования прочных тугоплавких сульфидов, всплывающих до кристаллизации или на ее ранней стадии.. В присутствии церия снижается вероятность образования сульфидов других элементов, например титана, если последний содержится в металле. Подобное же воздействие на серу оказывает и магний.
При вакуумной выплавке в индукционной печи жаропрочных сплавов происходит значительное испарение примесей цветных металлов. Этот способ обеспечивает один из наиболее низких уровней содержаний этих примесей по сравнению с другими методами. Так, для высокопрочной стали, по данным Чуприна , содержание примесей цветных металлов в зависимости от способа выплавки характеризуется данными, приведенными в табл. 37.
Таблица 37 СОДЕРЖАНИЕ ПРИМЕСЕЙ ЦВЕТНЫХ МЕТАЛЛОВ В ВЫСОКОПРОЧНОЙ СТАЛИ
|
плавка на воздухе |
|||||
С увеличением длительности выдержки жидкого металла в вакууме содержание примесей цветных металлов уменьшается, а механические свойства сплавов возрастают, что видно на рис. 115.
Но простое рафинирование металла от примесей не всегда способствует повышению его свойств.
Так, по данным К. Я. Шпунт, для жаропрочных сплавов, кроме рафинирования в вакууме, большое значение имеет остаточное содержание модифицирующих элементов магния и церия.
В результате выплавки в вакууме значительно повышаются механические свойства жаропрочных сплавов. В качестве примера можно привести улучшение свойств жаропрочного сплава, выплавленного в вакуумной индукционной печи.
Плавка в вакуумной индукционной печи повышает ковкость кобальтовых сплавов, позволяет обрабатывать обычно недефор-мируемые сплавы. Повышаются свойства литых сплавов, прецизионных отливок, таких как лопатки, клапаны, роторные диски турбин, направляющие и других деталей реактивных двигателей.
Плавка в вакууме позволяет повысить механические свойства жаропрочных сплавов благодаря усложнению состава, т. е. введению новых легирующих компонентов, повышением содержания упрочняющих компонентов. При обычной плавке на воздухе увеличение содержания титана, алюминия, молибдена или усложнение состава приводит к снижению жаропрочных свойств.
Свернуть
Индукционная печь — это печной аппарат, который применяется для плавления цветных (бронзы, алюминия, меди, золота и других) и черных (чугуна, стали и других) металлов за счет работы индуктора. В поле ее индуктора производится ток, он нагревает металл и доводит его до расплавленного состояния.
Вначале на него будет действовать электромагнитное поле, потом электрический ток, а затем уже он пройдет тепловую стадию. Простую конструкцию такого печного устройства можно собрать самостоятельно из различных подручных средств.
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:

В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 1 0 С;
- П – производительность печной установки, т/ч;
- t — температура перегрева сплава или металлической заготовки в ванной печи, 0 С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
Активная мощность:
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
Виды и подвиды
Индукционные печи делятся на два основных вида:

Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:

Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью. Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:

Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:

Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
| Модель | Характеристики и особенности | Цена, рубли |
INDUTHERM MU-200 |
Печь поддерживает 16 температурных программ, максимальная температура нагрева – 1400 0С, контроль за режимом осуществляется с термопарой типа S. Агрегат производит мощность 3,5 кВт. | 820 тыс. |
INDUTHERM MU-900 |
Печь работает от электропитания в 380 Вт, температурный контроль происходит с помощью термопары типа S и может доходить до 1500 0С. Мощность – 15 кВт. | 1,7 млн. |
| УПИ-60-2
|
Эта индукционная плавильная мини-печь может использоваться для плавки цветных и драгоценных металлов. Заготовки загружаются в графитовый тигель, их нагрев ведется по принципу трансформатора. | 125 тыс. |
ИСТ-1/0,8 М5 |
Индуктор печи представляет собой корзину, в которую встроен магнитопровод совместно с катушкой. Агрегат 1 тонну. | 1,7 млн. |
УИ-25П |
Печное устройство рассчитано на загрузку в 20 кг, он оснащен редукторным наклоном плавильного узла. В комплекте к печи идет блок конденсаторных батарей. Мощность установки – 25 кВт. Максимальная t нагрева – 1600 0С. | 470 тыс. |
УИ-0,50Т-400 |
Агрегат рассчитан на загрузку в 500 кг, самая большая мощность установки – 525 кВт, напряжение для него должно быть не ниже 380Вт, максимальная рабочая t – 1850 0С. | 900 тыс. |
ST 10 |
Печь итальянской компании оснащена цифровым термостатом, в панель управления встроена технология SMD, которая отличается быстродействием. Универсальный агрегат может работать с разной вместительностью от 1 до 3 кг, для этого ее не нужно переналаживать. Она предназначена для драгоценных металлов, ее max температура – 1250 0С. | 1 млн. |
ST 12 |
Статическая индукционная печь с цифровым термостатом. Она может быть дополнена вакуумной литьевой камерой, что дает возможность производить литье прямо рядом с установкой. Управление происходит с помощью сенсорной панели. Максимальная температура – 1250 0С. | 1050 тыс. |
| ИЧТ-10ТН | Печь рассчитана на загрузку в 10 тонн, довольно объемный агрегат, для его установки нужно выделить закрытое цеховое помещение. | 8,9 млн. |
