Vakuumli pech: yoy, indüksiyon, termal vakuumli pech, shuningdek vodorod pechi. Sanoat chastotali indüksiyon vakuumli eritish pechi
Shuningdek o'qing
Induksion pechning vakuum kamerasi korpusi: ikki qavatli suv bilan sovutilgan, SUS304 maxsus po'latdan yasalgan. Vakuumli muhrlanish "O" shaklidagi halqa bilan ta'minlanadi. Korpus suvni sovutish tizimi bilan jihozlangan ("O" halqasining qarishini oldini oladi). Vakuum tizimining birlashtiruvchi quvur liniyasi vakuum kamerasining tanasida joylashgan. Olovning ichida quyma platforma yoki teshik bilan jihozlangan. Quyma paytida pech kameradan tashqarida joylashgan haydovchi yordamida aylantiriladi.
Vakuumli pechning induktori yuqori sifatli kislorodsiz elektr mis TU1 kvadrat qismli suv bilan sovutilgan. Ishlatilgan induktor Germaniya kompaniyasi Leybold.
Vakuumli indüksiyon pechining qopqog'i: ikki qavatli suv bilan sovutilgan, ichki devor SUS304 maxsus po'latdan yasalgan. Pech qopqog'i suvni sovutish moslamasi, tekshirish oynasi va qulflash moslamasi bilan jihozlangan.
Pech kuchli o'rta chastotali tiristorli quvvat konvertori bilan jihozlangan bo'lib, yangi avlod tiristorlari, yuqori tezlikdagi oqim va kuchlanish datchiklari asosida ishlab chiqilgan bo'lib, yuqori ishonchlilik, shovqin immuniteti va ko'p qirralilikni ta'minlaydi.
Vakuumli pechning suv sovutish tizimi uch qismga bo'linadi: o'rta chastotali konvertorning sovutish tizimi, o'choq korpusining sovutish tizimi, induktor va vakuum tizimi.
Vakuum tizimi odatda elektromagnit pnevmatik differensial bosim klapanli mexanik nasosdan (vakuum pompasi moyining oqishi oldini oladi), Roots nasosidan, zaryad nasosidan, pnevmatik klapanlardan, havo etkazib berish klapanidan, havo chiqarish klapanidan, vakuum liniyasidan iborat. va gofrirovka qilingan quvurlar.
Vakuum darajasi raqamli kombinatsiyalangan vakuum o'lchagich yordamida o'lchanadi. Texnik ko'rsatkichlarning ishonchliligi va aniqligini kafolatlaydigan bosim ko'tarilish koeffitsientini o'lchash uchun ilg'or geliy depressurizatsiya sensorlari qo'llaniladi.
Nasoslar va vakuum quvurlarini ulash uchun ishlatiladi tez ulanish metall gofrirovka qilingan quvurlar(vibratsiyani kamaytiradi). Vakuum darajasi raqamli vakuum o'lchagich bilan o'lchanadi.
MAGMATEX texnik ko'rsatkichlarning ishonchliligi va aniqligini kafolatlaydigan bosim ko'tarilish koeffitsientini o'lchash uchun ilg'or geliy bosimini yo'qotish sensorlaridan foydalanadi.
Vakuum induksion pechlar(VIP) ish rejimiga ko'ra partiyali va yarim uzluksiz pechlarga bo'linadi.
Partiyali pechlar faqat bitta kameraga ega - eritish va quyish kamerasi. Har bir eritish va qoliplarni quyishdan so'ng, belgilangan kameraning bosimi tushiriladi; undan to'ldirilgan shaklni olib tashlang; tigelni tozalang va to'ldiring; zaryad yana unga yuklanadi; kameraga bo'sh shaklni joylashtiring; kamerani yoping; undan havo pompalanadi va yangi eritma hosil bo'ladi.
Yarim uzluksiz vakuumli pechlar eritish va quyish kamerasiga qo'shimcha ravishda qo'shimcha kameralarga ega - kamida bitta vertikal va bitta yoki ikkita gorizontal. Qo'shimcha kameralarning har biri bir uchida eritish va quyish kamerasiga (MPC) ulangan, ikkinchi uchi esa bo'sh. Qo'shimcha kameralar eritish va quyish kamerasidan (ulanish joylarida) vakuum muhrlari bilan ajratiladi. Shu kabi panjurlar kameralarning erkin uchlarini ochadi yoki yopadi. Yarim uzluksiz VIPda shimni tigelga yuklash va uni eritish, partiyalash va LMning barcha turlarini pardozlash, bo'sh qoliplarni (yoki qoliplarni) yetkazib berish, ularni to'ldirish, LMni qotib qo'yish, to'ldirilgan shakllarni olish - bularning barchasi texnologik. operatsiyalar PZKda vakuumni buzmasdan amalga oshiriladi.
Suyuq metallni tigeldan qolipga yoki qolipga to'kish usuliga ko'ra VIPlar ajralib turadi:
a) butun SCP tigel va quyilgan qolip bilan birga egilib, menteşalarda ushbu kameraning korpusiga osilgan holda;
b) faqat tigel PZK ichida qiyshaygan holda va quyilayotgan qolip kamera ichidagi qandaydir tayanchga harakatsiz o'rnatiladi.
Yarim uzluksiz ishlaydigan vakuumli pechlarga VIAM - 100, VIAM - 24, ISV - 0,6, ULVAK, KONSARK va boshqalar kiradi.
VIAM-100 pechkasi PZK silindrsimon shaklga ega va gorizontal holatda joylashgan. Taxminan kameraning markazida suyuq metallni to'kib tashlashda muhr o'qi bo'ylab egilgan tigel (induktor bilan) mavjud. Tigel ostida rolikli stol (disk roliklari bilan) joylashgan bo'lib, unga quyish paytida qoliplar joylashtiriladi. SCP korpusining yuqori qismiga vertikal silindrsimon kamera o'rnatilgan bo'lib, u orqali zaryad o'choqning erituvchi ish joyini bosimsizlantirmasdan tigelga yuklanadi. Vertikal zaryad kamerasining o'qi tigelning simmetriya o'qiga to'g'ri keladi.
Pechning keyingi aylanishini boshlashdan oldin
VIAM - 100 kerak: tigelni tekshirish, tozalash va ta'mirlash kerak (agar kerak bo'lsa); SCPni har tomondan vakuumli muhrlar bilan yoping (ya'ni, uni boshqa barcha kameralardan ajratib oling) va undan mmHg qoldiq bosimiga havo chiqaring. Art.; yuqori va yon kameralarni bosimsizlantirish, ya'ni. ularning tashqi vakuum muhrlarini oching. To'g'ri aytganda, sanab o'tilgan operatsiyalar birinchi eritma boshlanishidan oldin amalga oshiriladi. Agar o'choq uzluksiz rejimda ishlayotgan bo'lsa (masalan, ikki smenada), u holda PZK, tabiiyki, bosimsizlanmaydi va suyuq metallning oldingi dozasi tushirilgandan so'ng, zaryad darhol tigelga yuklanadi.
Keyinchalik, yangi eritish aylanishini davom ettirish uchun quyidagilar zarur: zaryadlovchi komponentlarning dozasini maxsus yuklash savatiga oling, uni zaryadlash kamerasiga joylashtiring va kamerani tashqi vakuumli muhr bilan yoping; zaryadlash kamerasidan havoni o'chirish klapanidagi bosimga teng bo'lgan qoldiq bosimga pompalang; bu kameralar orasidagi ichki vakuum muhrini oching, zaryadni savatdan tigelga tushiring; bo'sh savatni partiya xonasiga ko'taring va ichki vakuum muhrini yoping; havo etkazib berish (at atmosfera bosimi) zaryadlash kamerasiga; tashqi vakuum muhrini oching; yuklash savatiga zaryad komponentlarining dozasini yig'ish va hokazo; tigeldagi zaryadni eritishni boshlang.
VIAM-100 pechida shuningdek, ikkita gorizontal qo'shimcha silindrsimon kamera mavjud. Ushbu kameralar markaziy himoya qalqonining yon tomonlarida (chap va o'ngda) joylashgan bo'lib, unga ishchi uchlari bilan bog'langan. Yuqorida aytib o'tilganidek, har ikki uchida (ishchi va bo'sh) har bir yon kamera vakuumli panjurlar bilan yopiladi yoki ochiladi. Kameralarning pastki qismida o'chirish klapanidagi roliklar bilan bir xil darajada joylashgan diskli tsilindrli rolikli konveyerlar mavjud. Yon kameralardan biri (masalan, o'ng) orqali bo'sh qoliplar eritish kamerasiga quyish uchun beriladi. Keling, o'ng kamerani yuklash kamerasi deb ataymiz. Boshqa (chapda) orqali ular to'ldirilgandan keyin chiqariladi. Chap kamerani tushirish kamerasi deb ataymiz. Eritish tugagandan so'ng bo'sh qoliplarni oziqlantirish ketma-ketligi: quyilishi kerak bo'lgan qoliplarni yordamchi rolikli stolga (o'ng kameraning oldiga) qo'ying, shunda turli shakldagi quyma idishlar bir xil gorizontal tekislikda joylashgan bo'lib, eng qulay. tigeldan quyish uchun; shakllarni o'ng kamera ichidagi rolikli stolga suring va uni tashqi vakuumli muhr bilan yoping; yuklash (o'ng) kamerasidan havoni o'chirish klapanidagi bosimga teng bo'lgan qoldiq bosimga pompalang; bu kameralar orasidagi vakuum muhrini oching, birinchi, ikkinchi va boshqa qoliplarni (navbat bilan) quyish uchun topshiring, ularning har birini quyish idishi tigelning bosh barmog'i ostida bo'ladigan tarzda joylashtiring va qoliplarni to'ldiring (qoliplar soniga bog'liq). ularning metall tarkibi va umumiy o'lchamlari bo'yicha); eritish va quyish va yuklash kameralari orasidagi vakuum muhrini yoping; yuklash kamerasiga havo etkazib bering (atmosfera bosimida), tashqi vakuum muhrini oching va shakllarning keyingi kelishiga tayyorlang.
Chap tomondagi kamera quyidagicha ishlatiladi: bo'sh uchini tashqi vakuumli muhr bilan yoping (ishchi uchi eritish boshlanishidan oldin vakuumli muhr bilan yopilgan edi): tushirish (chap) kameradan havoni qoldiq bosimga chiqarib tashlang. o'chirish klapanidagi bosimga teng; bu kameralar orasidagi vakuum qopqog'ini oching, to'kilgan qoliplarni eritish xonasidan chap kameraga o'tkazing va o'chirish klapanidagi "vakuum" ni saqlab, vakuum qopqog'ini yoping; tushirish kamerasiga havo (atmosfera bosimida) etkazib bering, tashqi vakuum muhrini oching va to'ldirilgan shakllarni chap kameradan keyin joylashgan yordamchi rolikli konveyerga o'tkazing. Barcha kameralarning tartibi va ish vaqti o'choqning ishlamay qolishi minimal bo'lishi uchun muvofiqlashtirilishi kerak. Agar investitsiya quyish yo'li bilan olingan qobiqli keramik qoliplar ishlatilsa, bu qoliplarni kalsinatsiya pechidan olib tashlash va quyish o'rtasidagi vaqt 15 daqiqadan oshmasligi kerak.
VIAM-100 pechi bir yon kamera bilan, masalan, o'ng kamera bilan ishlashi mumkin, undan bo'sh shakllarni yuklash uchun ham, to'ldirilganlarni tushirish uchun ham foydalanish mumkin. Vakuum klapanlarini yopish va ochish, yon kameraga havo quyish yoki etkazib berish va boshqalar ketma-ketligi o'choq ishining ma'lum bir bosqichida qanday maqsadda qo'llanilishiga bog'liq.
VIAM-24 vakuumli pech uchta asosiy kameradan iborat: eritish va quyish, zaryadlash va quyma qoliplarni oziqlantirish va tarqatish uchun.
Yopiladigan klapan bor silindrsimon shakl, gorizontal holatda joylashgan va uchlari sharsimon tublari bilan yopilgan, ularning old qismi eshik kabi ochiladi, orqa qismi esa kameraning o'qi bo'ylab uzoqlashadi. Kameraning markazida orqa pastki qismga biriktirilgan tigel (induktor bilan) mavjud, shuning uchun agar siz pastki qismini harakatlantirsangiz, tigel SCPdan chiqariladi va masalan, ustaxona asbobi yordamida ko'prikli kran tigel yoki induktorni ta'mirlash yoki almashtirish mumkin. Suyuq metallni drenajlashda tigel o'z kamerasining o'qiga perpendikulyar tekislikda egiladi. Tigel ostida quyish paytida qoliplarni o'rnatish uchun diskli rolikli rolikli konveyer mavjud.
Zaryadlash kamerasi silindr shaklida qilingan, PZK korpusida vertikal holda, tigel bilan koaksiyal joylashgan va eritish bo'shlig'idan vakuumli muhr bilan ajratilgan. Ushbu kamera orqali zaryadni yuklash VIAM-100 pechiga o'xshash tarzda amalga oshiriladi.
Yagona yon kamera silindrsimon shaklga ega, gorizontal holatda joylashgan va uning ish uchi vakuumli muhr orqali slam-yopiq valfga ulangan. Bunday panjur yon kameraning erkin uchini yopadi va ochadi. Kamera ichida diskli rolikli rolikli konveyer mavjud. To'ldirilgan shakllarni to'ldirish va qabul qilish uchun ushbu kameradan bo'sh blankalarni etkazib berish ketma-ketligi VIAM-100 pechining o'xshash kameralarida bo'lgani kabi, kamera oldida bo'sh va to'ldirilgan shakllar uchun yordamchi rolikli konveyer ham o'rnatilgan.
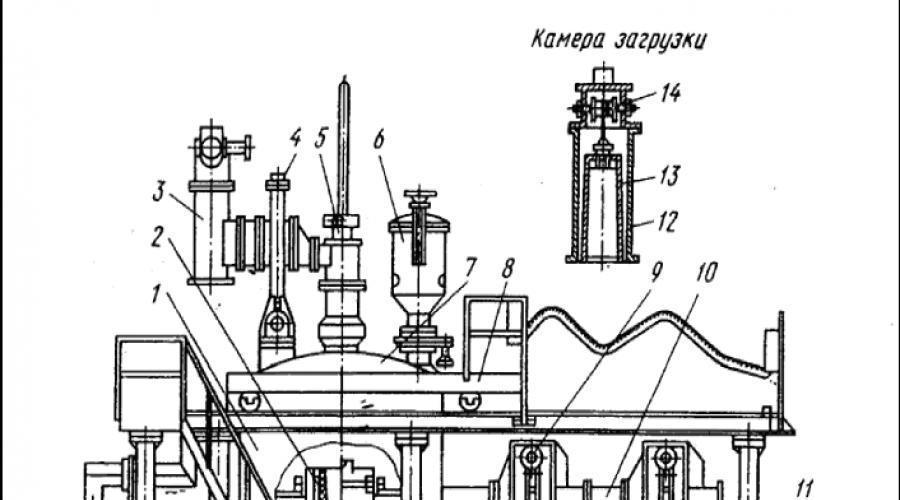
Shaklda. 1.5-rasmda issiqlikka chidamli qotishmalardan va maxsus po'latlardan quyma quyma uchun ISV - 0,6 tipidagi yarim uzluksiz vakuumli ITP tipidagi qurilma ko'rsatilgan.
ISV - 0,6 pechiga xizmat ko'rsatish quyidagicha amalga oshiriladi: pechning 1-yopiq klapan yuqoridan elektr uzatgichli o'ziyurar ko'prik tipidagi aravachada 8 joylashgan qopqoq 7 bilan yopiladi. Qopqoqli trolleybus relslar bo'ylab o'ng tomonga harakat qiladi (1.5-rasmga muvofiq), o'chirish valfi ochiladi, buning natijasida tigel 3ni tozalash, ta'mirlash va almashtirish uchun erkin foydalanish mumkin.

Guruch. 1.5. Vakuumli ITP turi ISV - 0,6
yarim uzluksiz:
1 – eritish va quyish kamerasi; 2 – erituvchi tigel; 3 – zaryadni tigelga yuklash uchun kamera; 4 - aylanuvchi ustun; 5 - suyuqlik namunalarini olish va uning haroratini o'lchash uchun qurilma; 6 - dispenser; 7 – eritish va quyish kamerasining qopqog'i; 8 – to‘rt g‘ildirakli o‘ziyurar arava; 9 - vakuumli muhr; 10 - qoliplarni yuklash va tushirish uchun kamera (ya'ni quyma qoliplar);
11 – qoliplarni (qoliplarni) yuklash va eritish-quyish kameralariga quyish va ulardan to‘ldirilgan qoliplarni olib tashlash uchun aravacha; 12 – zaryad kamerasining korpusi; 13 - to'lov uchun savat;
14 - zaryadlash uchun savatni tushirish va ko'tarish uchun vinç
Zaryad tigelga zaryad kamerasi 3 yordamida yuklanadi, bu silindrsimon korpus 12, uning ichida zaryad uchun savat 13 kabelga osilgan. Zaryad ortilgan savat tigelga 14-varaq yordamida tushiriladi, shundan so‘ng savatning pastki qismi ochiladi va zaryad tigelga quyiladi. Zaryadlash kamerasi 3 aylanuvchi ustun 4 ga o'rnatilgan bo'lib, 3-kamerani unga zaryadning yangi qismi bilan savat 13 yuklash qulayligi uchun yon tomonga siljitish imkonini beradi. 3-kamera vakuum-texnologik qopqoq bilan o'chirish klapanidan ajratiladi va vakuum tizimiga ulanadi. Bu muhrlangan vanadagi vakuumni buzmasdan zaryadni tigelga yuklash imkonini beradi.
Dispenser 6 eritish paytida tigelga turli xil qattiq qo'shimchalarni kiritish uchun mo'ljallangan. Dispenser kamerasida kerakli plomba materiallari yuklanadigan bir nechta bo'limlar mavjud. Ular dispenserdan tigelga ilmoqli tubi bo'lgan maxsus aylanma po'choq orqali o'tkaziladi. Zaryadlash kamerasi 3 kabi, dispenser 6 SCP dan vakuumli muhr bilan ajratilgan.
SCP ga 10 ta qolipli kamera ulangan. U ustaxona va boshqaruv xonasidan texnologik vakuum klapanlari 9 bilan ajratilgan va vakuum tizimiga ulangan. Qoliplarni qolip kamerasiga, so'ngra o'chirish vanasiga etkazib berish trolleybusda 11 amalga oshiriladi. Binobarin, vakuum panjurlari bo'lgan qolib kamerasi shlyuz kamerasi vazifasini bajaradi, bu esa o'chirishda vakuumning saqlanishini ta'minlaydi. undagi qoliplarni almashtirishda valf. Suyuq metallni qoliplarga quyish tigelni elektr uzatgich yordamida burish orqali amalga oshiriladi. Pechdagi qoldiq bosim 0,6 - 0,7 Pa ni tashkil qiladi. Pech tiristor manbasidan quvvatlanadi.
Rossiya va MDH mamlakatlarida vakuumli induksion pechlarni ishlab chiqarish va yetkazib berish
Hozirgi vaqtda aerokosmik, aviatsiya, atom va energiya ishlab chiqarish sanoati uchun po'lat va maxsus qotishmalarga bo'lgan talab tez sur'atlar bilan o'sib bormoqda. Sanoatning ushbu sohalarida ko'pincha metallning mustahkamligi, tozaligi va boshqa xususiyatlari uchun tobora yuqori qiymatlar talab qilinadi.
Eritilgan metallarning sifat xususiyatlarini yaxshilash muammosini hal qilish uchun MetaCube kompaniyasi maxsus texnologik xususiyatlarga ega po'lat va qotishmalarni ishlab chiqarish uchun innovatsion eritish usullariga asoslangan texnologiyalarni taklif qilishga tayyor. Bu usullar vakuumli induksion eritishni o'z ichiga oladi.
Vakuumli indüksiyon pechlarini yaratish zarurati joriy etish zarurati bilan bog'liq holda paydo bo'ldi sanoat ishlab chiqarish sirkoniy, titan, niobiy, berilliy va molibden kabi yuqori reaktiv va o'tga chidamli metallar, shuningdek, tantal, volfram, uran va boshqa bir qator. Bunday metallarning o'ziga xos xususiyati shundaki, ular havoda qizdirilganda intensiv oksidlanadi va shuning uchun eritish vakuumda amalga oshirilishi kerak.

Vakuumli induksion pechlarning xususiyatlari
Vakuumli induksion eritish texnologiyasi kislorodsiz atmosferada yuqori darajada tozalangan metallarni olish imkonini beradi. Vakuumli induksion pechlardan foydalanganda issiqlikka chidamli va yuqori qotishma po'lat va nozik qotishmalarni ishlab chiqarish mumkin. Shuningdek, vakuumli induksion pechlarda issiqlik bilan ishlov berish va qimmatbaho va eritish jarayonini amalga oshirish mumkin. noyob tuproq metallari, shuningdek, yuqori navli maxsus oynalarni eritib, ulardan monokristallar olish uchun foydalanish. Barcha holatlarda vakuumli pechlarda olingan material tozaligi va minimal chiqindilari bilan ajralib turadi.
Vakuumli induksion pechda tozalash jarayonida past eriydigan aralashmalar - qo'rg'oshin, mishyak, qalay va vismutning bug'lanishi muhim rol o'ynaydi. Yuqori sifatli vakuumli metall qisman qotishmani juda oz miqdorda mavjud bo'lgan ushbu aralashmalardan tozalash orqali ta'minlanadi, bu esa ularni ilg'or analitik usullar bilan ham aniqlashni imkonsiz qiladi. Bu materialga qo'yiladigan talablar ancha yuqori bo'lganda va natijada olingan maxsus qotishma ma'lum xususiyatlarga javob berishi kerak bo'lganda kerak.
Vakuumli pechlarning yana bir afzalligi - bitta kristalli va nozik taneli metall konstruktsiyalarni olish qobiliyati. Bunday holda, olingan materialning xususiyatlarini taxmin qilish mumkin.
| Model | Pechning hajmi, kg | quvvat, kVt | Chastotasi, kHz | Yakuniy sovuq vakuum, Pa | Sovutish uchun suv sarfi, m 3 / soat | Ta'minot kuchlanishi, V |
|---|---|---|---|---|---|---|
| VPI-10 | 10 | 50 | 2,5 | 6,67×10-3 | 5 | 380 |
| VPI-25 | 25 | 100 | 2,5 | 6,67×10-3 | 5 | 380 |
| VPI-50 | 50 | 100 | 2,5 | 6,67×10-3 | 7 | 380 |
| VPI-150 | 150 | 100 | 2,5 | 6,67×10-3 | 13 | 380 |
Pechlarning ish harorati 2200 darajagacha.
- Uzoq vaqt davomida ta'sir qilish imkoniyati suyuq metall chuqur vakuumda;
- Metallni gazsizlantirishning yuqori darajasi;
- Eritma jarayonida pechni qayta yuklash imkoniyati;
- Eritish jarayonida istalgan vaqtda deoksidlanish va tozalash jarayonlarining kuchayishiga faol ta'sir ko'rsatish qobiliyati;
- Butun jarayon davomida eritmaning harorati va kimyoviy tarkibi bo'yicha holatini samarali nazorat qilish va tartibga solish qobiliyati;
- Metall bo'lmagan qo'shimchalar yo'qligi sababli olingan quymalarning alohida tozaligi;
- Tez isitish (eritmada hosil bo'ladigan issiqlik tufayli to'g'ridan-to'g'ri isitish) ishlab chiqarish qobiliyati, shu bilan hosildorlikni oshiradi;
- Metallni faol aralashtirish tufayli eritmaning yuqori bir xilligi;
- Xom ashyoning har qanday shakli (parchalangan materiallar, briketlar, kukun va boshqalar)
- Yuqori samaradorlik va ekologik toza.
Vakuumli pechlarni loyihalash
- o'tga chidamli tigeldan yasalgan yuqori chastotali pech bo'lib, induktor ichiga joylashtirilgan, u o'z navbatida muhrlangan korpus ichida joylashgan bo'lib, undan vakuum nasoslari gazlar chiqariladi. Vakuumli pechlarning tigellari shablon bo'yicha induktorga qadoqlash yo'li bilan kukunli yuqori o'tga chidamli materiallardan tayyorlanadi. Vakuumli induksion pechlar mexanizatsiyalashgan agregatlardir. Metall quyish kamera ichidagi pechni aylantirish orqali yoki butun kamerani aylantirish orqali sodir bo'lishi mumkin. Vakuumli induksion eritish pechi quyidagi operatsiyalarni mustaqil ravishda bajarishga imkon beradi: eritmaning haroratini sozlash, kamera ichidagi bosimni o'zgartirish, eritmani aralashtirish, shuningdek, eritmaga boshqa elementlarni qo'shish.
Vakuumli pechlarni qurishning modulli printsipi o'choqning ixchamligini oshirishga, shuningdek, qo'shimcha modullarni - tushirish, quyish va hosil bo'lgan mahsulotlarni olib tashlash uchun kamerani ulash imkoniyatini beradi.
Zamonaviy vakuumli induksion pechlarning dizayni pechda vakuumni buzmasdan qoliplarni o'rnatish va ulardan ingotlarni tushirish imkonini beradi. Vakuumli indüksiyon pechlari ko'pincha avtomatlashtirilgan qurilmalardir. Zaryadni yuklash, qo'shimchalar va plomba moddalarini kiritish va metallni quyish elektr yoki gidravlik haydovchi yordamida amalga oshiriladi.
Vakuumli induksion pechni arzon narxda sotib oling - MetaCube kompaniyasi
 MetaCube kompaniyasi sizga taklif qilishga tayyor keng tanlov vakuumli induksion pechlarni arzon narxlarda etkazib berish va ishga tushirish bilan Rossiya va MDH mamlakatlari bo'ylab. Kompaniyamiz Rossiya, Qozog‘iston, Belarus va boshqa MDH mamlakatlari korxonalariga turli metallurgiya uskunalarini yetkazib berish bo‘yicha katta tajribaga ega.
MetaCube kompaniyasi sizga taklif qilishga tayyor keng tanlov vakuumli induksion pechlarni arzon narxlarda etkazib berish va ishga tushirish bilan Rossiya va MDH mamlakatlari bo'ylab. Kompaniyamiz Rossiya, Qozog‘iston, Belarus va boshqa MDH mamlakatlari korxonalariga turli metallurgiya uskunalarini yetkazib berish bo‘yicha katta tajribaga ega.
Vakuumli induksion pechda eritish murakkab qotishmalarni ishlab chiqarishda bir nechta muammolarni hal qilish imkonini beradi. Birinchidan, vakuumda eritishda, uglerod bilan deoksidlanish va haroratni oshirishdan foydalangan holda, vannaning yuzasida oksidli plyonkani yo'q qilish va qotishmalarni toza oyna bilan eritish va quyish mumkin. Ikkinchidan, barqarorlik ta'minlanadi kimyoviy tarkibi issiqlikdan issiqlikgacha bo'lgan qotishmalar va shuning uchun mexanik xususiyatlarning doimiy darajasi. Masalan, alyuminiy va titanning tarkibini ±0,12% aniqlik bilan, ochiq eritishda esa 1% aniqlik bilan nazorat qilish mumkin.
Uchinchidan, vakuumda eritilgandan so'ng, qotishmalarning tozaligi sezilarli darajada oshadi. Masalan, issiqlikka chidamli nikel qotishmasida R235 (0,15% C; 15,5% Cr; 5,3% Mo; 10% Fe; 2,0% Ti; 3,0% Al) nikel asosda erish bilan solishtirganda, havoda kislorod miqdori kamaydi. 0,017 dan 0,0025% gacha, azot 0,004 dan 0,002% gacha, vodorod 0,0006 dan 0,00005% gacha. Wespalloy qotishmasida (0,07% C; 0,4% Si; 0,7% Mn; 19% Cr; 14% Co; 4,3% Mo; 3,0% Ti; 1,3% Al; Ni - qolgan) vakuumda erishdan keyin kislorod miqdori kamayadi. 0,0012%; azot 0,012% gacha, vodorod 0,00025% gacha.
Shaklda. 113 azotning issiqlikka chidamli ZhS6K qotishmasining xususiyatlariga ta'sirini ko'rsatadi- Shakldan ko'rinib turibdiki. FROM, bu qotishma uchun optimal azot miqdorini olish kerak. Azot, shubhasiz, qotishma tuzilishiga o'zgartiruvchi ta'sir ko'rsatadi. Issiqlikka chidamli qotishmalardagi kislorod issiqlikka chidamli xususiyatlarga salbiy ta'sir ko'rsatadi, bu rasmda aniq ko'rinadi. 114, bu Udimet-500 qotishmasining yuk ostida yo'q qilish vaqtining kislorod kontsentratsiyasiga bog'liqligini ko'rsatadi.

VIPda eritilgan Kh20N80 va Kh15N60 qotishmalarining xususiyatlariga REM qo'shimchasi katta ta'sir ko'rsatadi. Vakuumda noyob tuproq metallarining miqdori sezilarli darajada kamayishi mumkin. Ko'pchilik yaxshi natijalar qotishmani 0,10-0,15% seriy va 1,4% kremniy yoki 0,05-0,08% seriy va 0,05-0,08% lantan bilan doping qilish orqali olingan. Metall tozaligining oshishi tufayli azot miqdori 0,007% ni tashkil etdi; kislorod 0,001%.
VIPdan so'ng Kh20N80 qotishmasining yashovchanligi 40 dan 70 soatgacha oshdi va vakuumda noyob tuproq metallarini qo'shimcha qotishma tufayli 70 dan 150-250 soatgacha (barcha eritmalarning 96%). X20N80 ga qaraganda kamroq qotishma X15N60 qotishmasining omon qolish qobiliyati 100 soatdan oshdi. Elektr xususiyatlari ham oshdi. Shunday qilib, X20N80 qotishmasi uchun elektr qarshiligi o'rtacha 1,1 dan 1,18 Ohm mm2 / m gacha oshdi. Vakuumli materialda qizdirilganda, elektr qarshiligining 3-8% ga o'zgarishi 200-400 soat ichida sodir bo'ladi, an'anaviy qotishmada esa 40-60 soat davom etadi.
Ushbu asar mualliflarining fikricha, ijobiy ta'sir VIPda seriydan foydalanish uning sulfidlar hosil bo'lishiga ta'siridir. Seriy kristallanishdan oldin yoki erta bosqichda suzuvchi kuchli, o'tga chidamli sulfidlarni hosil qilish orqali sulfidlarni olib tashlashga yordam beradi, agar seriyning mavjudligi titan kabi boshqa elementlarning sulfidlari hosil bo'lish ehtimolini kamaytiradi. metall. Magniy oltingugurtga xuddi shunday ta'sir ko'rsatadi.
Induksion pechda issiqlikka chidamli qotishmalarni vakuumli eritish jarayonida rangli metall aralashmalarining sezilarli darajada bug'lanishi sodir bo'ladi. Bu usul boshqa usullarga nisbatan bu aralashmalarning eng past darajalaridan birini ta'minlaydi. Shunday qilib, yuqori quvvatli po'lat uchun, Chupringa ko'ra, rangli metall aralashmalarining tarkibi, eritish usuliga qarab, jadvalda keltirilgan ma'lumotlar bilan tavsiflanadi. 37.
37-jadval YUQORI MUSTAHKAMLIKDAGI RANGLI METALLARNING PO’LATLARI MAZMUNI
|
havo erishi |
|||||
Suyuq metallning vakuumda ta'sir qilish davomiyligi oshishi bilan rangli metall aralashmalari miqdori kamayadi va mexanik xususiyatlar qotishmalar ko'payadi, buni rasmda ko'rish mumkin. 115.
Ammo metallni aralashmalardan tozalash har doim ham uning xususiyatlarini yaxshilamaydi.
Shunday qilib, K. Ya Shpuntning so'zlariga ko'ra, issiqlikka bardoshli qotishmalar uchun vakuumda tozalashdan tashqari. katta ahamiyatga ega magniy va seriy modifikatsiya qiluvchi elementlarning qoldiq tarkibiga ega.
Vakuumda eritish natijasida issiqlikka chidamli qotishmalarning mexanik xususiyatlari sezilarli darajada oshadi. Vakuumli induksion pechda eritilgan issiqlikka chidamli qotishma xususiyatlarini yaxshilash bunga misoldir.
Vakuumli induksion pechda erish kobalt qotishmalarining egiluvchanligini oshiradi va odatda deformatsiyalanmaydigan qotishmalarni qayta ishlashga imkon beradi. Pichoqlar, klapanlar, turbinali rotorlar, yo'riqnomalar va boshqa reaktiv dvigatel qismlari kabi quyma qotishmalar va nozik quymalarning xususiyatlari yaxshilanadi.
Vakuumli eritish issiqlikka chidamli qotishmalarning mexanik xususiyatlarini kompozitsiyaning murakkabligi, ya'ni yangi qotishma tarkibiy qismlarining kiritilishi va mustahkamlovchi komponentlar tarkibining ko'payishi tufayli oshirish imkonini beradi. Havoda an'anaviy erish paytida titan, alyuminiy, molibden yoki undan murakkab tarkibning ko'payishi issiqlikka chidamli xususiyatlarning pasayishiga olib keladi.
Yiqilish
Induksion pech - induktorning ishlashi tufayli rangli (bronza, alyuminiy, mis, oltin va boshqalar) va qora (cho'yan, po'lat va boshqalar) metallarni eritish uchun ishlatiladigan o'choq apparati. Uning induktori sohasida oqim hosil bo'ladi, u metallni isitadi va uni eritilgan holatga keltiradi.
Birinchidan, unga elektromagnit maydon, keyin elektr toki ta'sir qiladi va keyin termal bosqichdan o'tadi. Oddiy dizayn Bunday pechka qurilmasi turli xil mavjud materiallardan mustaqil ravishda yig'ilishi mumkin.
Ish printsipi
Bu pechka qurilmasi hisoblanadi elektr transformatori ikkilamchi qisqa tutashgan o'rash bilan. Induksion pechning ishlash printsipi quyidagicha:
- generator yordamida induktorda o'zgaruvchan tok hosil bo'ladi;
- kondansatkichli induktor tebranish davrini yaratadi, u ish chastotasiga sozlanadi;
- o'z-o'zidan tebranuvchi generatordan foydalanilganda, kondansatör qurilma pallasidan chiqarib tashlanadi va bu holda induktorning o'z zaxira sig'imi ishlatiladi;
- Induktor tomonidan yaratilgan magnit maydon mavjud bo'lishi mumkin bo'sh joy yoki individual ferromagnit yadro yordamida yopilishi;
- magnit maydon induktorda joylashgan metall ishlov beriladigan qismga yoki zaryadga ta'sir qiladi va magnit oqim hosil qiladi;
- Maksvell tenglamalariga ko'ra, ishlov beriladigan qismda ikkilamchi oqimni keltirib chiqaradi;
- qattiq va massiv bilan magnit oqimi ishlab chiqarilgan oqim ishlov beriladigan qismda yopiladi va Foucault oqimi yoki girdab oqimi hosil bo'ladi;
- bunday oqim hosil bo'lgandan so'ng, Joul-Lenz qonuni kuchga kiradi va induktor yordamida olingan natija va magnit maydon energiya metall ignabargli yoki zaryadni isitadi.
Ga qaramasdan ko'p bosqichli ish, induksion pechning qurilmasi vakuumda yoki havoda 100% gacha samaradorlik hosil qilishi mumkin. Agar vosita magnit o'tkazuvchanlikka ega bo'lsa, unda ideal bo'lmagan dielektrikdan tayyorlangan muhitda bu ko'rsatkich oshadi;
Qurilma
Ko'rib chiqilayotgan o'choq transformatorning bir turi, lekin u ikkilamchi o'rashga ega emas, u induktorga joylashtirilgan metall namunasi bilan almashtiriladi; U oqim o'tkazadi, lekin dielektriklar bu jarayonda qizib ketmaydi, ular sovuq bo'lib qoladi.
Induksion tigelli pechlarning dizayni bir nechta burilishlardan iborat bo'lgan induktorni o'z ichiga oladi mis quvur, rulon shaklida o'ralgan, sovutish suvi doimo uning ichida harakat qiladi. Induktor shuningdek, grafit, po'lat va boshqa materiallardan tayyorlanishi mumkin bo'lgan tigelni o'z ichiga oladi.
Induktorga qo'shimcha ravishda o'choq magnit yadro va o'choq toshiga ega bo'lib, ularning barchasi o'choq tanasiga o'ralgan. Bunga quyidagilar kiradi:

Pech modellarida yuqori quvvat Hammom korpusi odatda juda qattiq qilingan, shuning uchun bunday qurilmada ramka yo'q. Butun pech egilganida korpusning mahkamlagichi kuchli yuklarga bardosh berishi kerak. Ramka ko'pincha po'latdan yasalgan shaklli nurlardan yasalgan.
Poydevorga metallni eritish uchun tigelli induksion pech o'rnatilgan, uning ichiga tayanchlar o'rnatilgan bo'lib, qurilmaning egilish mexanizmining o'qlari podshipniklariga tayanadi;
Hammom korpusi quyidagilardan qilingan metall plitalar, uning ustiga mustahkamlik uchun qattiqlashtiruvchilar payvandlanadi.
Induksion blokning korpusi o'choq transformatori va o'choq toshi o'rtasidagi bog'lovchi bo'g'in sifatida ishlatiladi. Joriy yo'qotishlarni kamaytirish uchun u ikkita yarmidan iborat bo'lib, ular orasida izolyatsion qistirma mavjud.
Yarimlar murvat, rondela va burmalar yordamida ulanadi. Bunday korpus quyma yoki payvandlangan holda amalga oshiriladi, buning uchun material tanlashda magnit bo'lmagan qotishmalarga ustunlik beriladi. Ikki kamerali induksion po'lat ishlab chiqaruvchi pech ham vanna, ham indüksiyon bloki uchun umumiy korpus bilan birga keladi.
IN kichik pechlar, unda suvni sovutish ta'minlanmagan, mavjud shamollatish moslamasi, u qurilmadan ortiqcha issiqlikni olib tashlashga yordam beradi. Agar siz suv bilan sovutilgan induktorni o'rnatgan bo'lsangiz ham, qizib ketmasligi uchun o'choq toshining yaqinidagi teshikni ventilyatsiya qilishingiz kerak.
Zamonaviy o'choq qurilmalari nafaqat suv bilan sovutilgan induktorga ega, balki ta'minlaydi suvni sovutish g'iloflar. Olovli dvigatel bilan ishlaydigan fanatlar o'choq ramkasiga o'rnatilishi mumkin. Bunday qurilmaning sezilarli massasini hisobga olgan holda, shamollatish moslamasi pechka yaqinida o'rnatilgan. Agar po'lat ishlab chiqarish uchun indüksiyon pechkasi indüksiyon birliklarining olinadigan versiyasi bilan birga kelsa, ularning har biri o'z fan bilan ta'minlangan.
Alohida ta'kidlash joizki, kichik pechlar uchun qo'lda haydovchi bilan birga keladigan egilish mexanizmi, kattalar uchun esa drenaj trubkasida joylashgan gidravlik haydovchi bilan jihozlangan. Nima bo'lishidan qat'iy nazar, egilish mexanizmi o'rnatilgan bo'lsa, u hammomning barcha tarkibini to'liq drenajlashni ta'minlashi kerak.
Quvvatni hisoblash
Po'latni eritishning induksion usuli yoqilg'i moyi, ko'mir va boshqa energiya manbalaridan foydalanishga asoslangan shunga o'xshash usullarga qaraganda arzonroq bo'lganligi sababli, induksion pechni hisoblash agregatning quvvatini hisoblash bilan boshlanadi.
Induksion pechning kuchi faol va foydali bo'linadi, ularning har biri o'z formulasiga ega.
Dastlabki ma'lumotlar sifatida siz quyidagilarni bilishingiz kerak:
- pechning quvvati, masalan, ko'rib chiqilgan holatda, u 8 tonnani tashkil qiladi;
- birlik quvvati (uning maksimal qiymati olinadi) - 1300 kVt;
- oqim chastotasi - 50 Gts;
- Pechka zavodining unumdorligi soatiga 6 tonnani tashkil qiladi.
Bundan tashqari, eritilgan metall yoki qotishmani hisobga olish kerak: shartga ko'ra, u sinkdir. Bu muhim nuqta, induksion pechda quyma temir eritishning issiqlik balansi, shuningdek, boshqa qotishmalar boshqacha.
Suyuq metallga o'tkaziladigan foydali quvvat:
- Rpol = Wtheor×t×P,
- Wtheor - maxsus iste'mol energiya, u nazariy va metallning 1 0 S ga haddan tashqari qizib ketishini ko'rsatadi;
- P - o'choq o'rnatishning mahsuldorligi, t/s;
- t - o'choq hammomidagi qotishma yoki metall ignabargli haddan tashqari qizib ketish harorati, 0 S
- Rpol = 0,298 × 800 × 5,5 = 1430,4 kVt.
Faol quvvat:
- P = Ppol/Yuterm,
- Rpol - oldingi formuladan olingan, kVt;
- Yuterm - quyish pechining samaradorligi, uning chegaralari 0,7 dan 0,85 gacha, o'rtacha 0,76.
- P = 1311,2 / 0,76 = 1892,1 kVt, qiymati 1900 kVt ga yaxlitlanadi.
Yoniq yakuniy bosqich Induktor quvvati hisoblab chiqiladi:
- Qovuq = P/N,
- R - faol quvvat pechni o'rnatish, kVt;
- N - pechda taqdim etilgan induktorlar soni.
- Rind =1900/2= 950 kVt.
Po'latni eritishda induksion pechning quvvat sarfi uning ishlashi va induktor turiga bog'liq.
Turlar va kichik turlar
Induksion pechlar ikkita asosiy turga bo'linadi:

Ushbu bo'linmadan tashqari, indüksiyon pechlari kompressorli, vakuumli, ochiq va gaz bilan to'ldirilgan.
DIY indüksiyon pechlari
Mavjud umumiy usullar orasida bunday birliklarni yaratish mumkin bosqichma-bosqich ko'rsatma induksion pechni qanday qilish kerak payvandlash inverteri, nikromli spiral yoki grafit cho'tkalari bilan biz ularning xususiyatlarini taqdim etamiz.
Yuqori chastotali generator bloki
U jihozning konstruktiv quvvatini, girdab yo'qotishlarini va histerezis qochqinlarini hisobga olgan holda amalga oshiriladi. Struktura oddiy 220 V tarmoqdan quvvatlanadi, lekin rektifikator yordamida. Ushbu turdagi pechlar grafit cho'tkalari yoki nikromli spiral bilan jihozlanishi mumkin.
Pechni yaratish uchun sizga kerak bo'ladi:
- ikkita UF4007 diodlari;
- kino kondensatorlari;
- dala effektli tranzistorlar, ikkita dona;
- 470 Ohm qarshilik;
- ikkita gaz kelebeği halqalari, ular eski kompyuter tizimi bo'yicha mutaxassisdan olib tashlanishi mumkin;
- mis sim Ø kesma 2 mm.
Amaldagi asboblar lehim temir va pensedir.
Quyida induksion pechning diagrammasi keltirilgan:

Ushbu turdagi induksion portativ eritish pechlari quyidagi ketma-ketlikda yaratilgan:
- Transistorlar radiatorlarda joylashgan. Metallni eritish jarayonida qurilma sxemasi tez qizib ketishi sababli, uning uchun radiator katta parametrlar bilan tanlanishi kerak. Bitta generatorga bir nechta tranzistorlarni o'rnatishga ruxsat beriladi, ammo bu holda ularni plastmassa va kauchukdan tayyorlangan qistirmalari yordamida metalldan ajratish kerak.
- Ikkita chok ishlab chiqariladi. Ular uchun kompyuterdan ilgari olib tashlangan ikkita halqa olinadi, ularning atrofiga mis sim o'raladi, burilishlar soni 7 dan 15 gacha cheklangan.
- Kondensatorlar parallel ravishda ulangan chiqishda 4,7 mF sig'im hosil qilish uchun batareyaga birlashtiriladi;
- Induktorni o'rab oladi mis sim, uning diametri 2 mm bo'lishi kerak. O'rashning ichki diametri o'choq uchun ishlatiladigan tigelning o'lchamiga mos kelishi kerak. Jami 7-8 burilish amalga oshiriladi va ular sxemaga ulanishi uchun uzun uchlari qoldiriladi.
- Manba sifatida yig'ilgan sxema 12 V batareya ulangan; u pechning taxminan 40 daqiqa ishlashiga to'g'ri keladi.
Agar kerak bo'lsa, korpus yuqori issiqlikka chidamli materialdan tayyorlanadi. Agar indüksiyon eritish pechkasi payvandlash inverteridan tayyorlangan bo'lsa, u holda himoya korpusi mavjud bo'lishi kerak, lekin u asosli bo'lishi kerak.
Grafit cho'tkasi dizayni
Bunday o'choq har qanday metall va qotishmalarni eritish uchun ishlatiladi.
Qurilmani yaratish uchun siz quyidagilarni tayyorlashingiz kerak:
- grafit cho'tkalari;
- kukunli granit;
- transformator;
- shamotli g'isht;
- po'lat sim;
- yupqa alyuminiy.
Strukturani yig'ish texnologiyasi quyidagicha:

Nikromli spiralli qurilma
Bunday qurilma katta hajmdagi metallni eritish uchun ishlatiladi.
Sifatda Materiallar tartibga solish uchun uy qurilishi pechkasi ishlatilgan:
- nikrom;
- asbest ip;
- keramik quvur qismi.
Pechning barcha tarkibiy qismlarini diagramma bo'yicha ulab bo'lgach, uning ishlashi quyidagicha: oziqlantirishdan keyin elektr toki nikromli spiralga o'tib, u issiqlikni metallga o'tkazadi va uni eritadi.
Bunday pechni yaratish quyidagi ketma-ketlikda amalga oshiriladi:

Ushbu dizayn yuqori ishlash bilan ajralib turadi, u uzoq vaqt soviydi va tez qiziydi. Ammo shuni hisobga olish kerakki, agar spiral yomon izolyatsiya qilingan bo'lsa, u tezda yonib ketadi.
Tayyor induksion pechlar uchun narxlar
Uyda ishlab chiqarilgan pechka dizayni sotib olinganidan ancha arzonga tushadi, ammo ularni katta hajmda yaratib bo'lmaydi, shuning uchun ularsiz tayyor variantlar eritmani ommaviy ishlab chiqarish uchun ajralmas hisoblanadi.
Metall eritish uchun induksion pechlarning narxi ularning quvvati va konfiguratsiyasiga bog'liq.
| Model | Xususiyatlari va xususiyatlari | Narxi, rubl |
INDUTHERM MU-200  |
Pech 16 ta harorat dasturini qo'llab-quvvatlaydi, maksimal isitish harorati 1400 0C, rejim S tipidagi termojuft bilan boshqariladi. | 820 ming |
INDUTHERM MU-900  |
Pech 380 Vt quvvat manbaidan ishlaydi, haroratni nazorat qilish S tipidagi termojuft yordamida sodir bo'ladi va 1500 0C gacha bo'lishi mumkin. Quvvat - 15 kVt. | 1,7 mln |
| UPI-60-2
|
Ushbu mini induksion eritish pechi rangli va qimmatbaho metallarni eritish uchun ishlatilishi mumkin. Ish qismlari grafit tigelga yuklanadi va ular transformator printsipiga muvofiq isitiladi. | 125 ming |
IST-1/0,8 M5  |
Olovli induktor - bu savat bo'lib, unda magnit kontur lasan bilan birga qurilgan. Birlik 1 tonna. | 1,7 mln |
UI-25P  |
Pech qurilmasi 20 kg yuk uchun mo'ljallangan, u eritish moslamasining tishli moyilligi bilan jihozlangan. Pechka kondansatör batareyalari bloki bilan birga keladi. O'rnatish quvvati - 25 kVt. Maksimal isitish t 1600 0C. | 470 ming |
UI-0,50T-400  |
Jihoz 500 kg yuk uchun mo'ljallangan, o'rnatishning eng yuqori quvvati 525 kVt, u uchun kuchlanish kamida 380 Vt bo'lishi kerak, maksimal ish harorati 1850 0C. | 900 ming |
ST 10  |
Pishiriq Italiya kompaniyasi raqamli termostat bilan jihozlangan boshqaruv paneli SMD texnologiyasiga o'rnatilgan bo'lib, u tez ishlaydi. Universal birlik 1 dan 3 kg gacha bo'lgan turli quvvatlarda ishlashi mumkin, buning uchun uni qayta sozlash kerak emas. U qimmatbaho metallar uchun mo'ljallangan, uning maksimal harorati 1250 0C. | 1 million |
ST 12  |
Raqamli termostatli statik induksion pech. U vakuumli quyish kamerasi bilan to'ldirilishi mumkin, bu esa o'rnatishning yonida quyishni amalga oshirishga imkon beradi. Boshqarish sensorli panel yordamida amalga oshiriladi. Maksimal harorat– 1250 0S. | 1050 ming |
| IChT-10TN | Pech 10 tonna yuk uchun mo'ljallangan, bu juda katta hajmli birlik, uni o'rnatish uchun siz yopiq ustaxona xonasini ajratishingiz kerak. | 8,9 mln |
