Yelimlash qismlari. Yelimlash orqali qismlarni ta'mirlash Prefabrik modellar uchun yopishtiruvchi: muntazam
Yelimlash orqali qismlarni ta'mirlash
Sovet olimlari tomonidan ishlab chiqilgan universal sintetik elimlarning yangi turlari metall, yog'och, shisha, plastmassa, ishqalanish astarlari va boshqalarni bir-biri bilan va har qanday kombinatsiyada mustahkam bog'lash imkonini beradi.
Yelimlarning afzalliklari nisbatan yuqori bo'g'in mustahkamligi, zichligi, silliqligi va tikuvning tozaligi, stress konsentratsiyasining yo'qligi, suv-benzin-moyga chidamliligi, kislota-ishqorga chidamliligi, korroziyaga qarshilik, tebranish va zarbalarga elastiklik va qarshilik, elektr izolyatsiyalash xususiyatlari va past ta'mirlash murakkabligi.
Ta'mirlashda yopishtiruvchi vositalardan foydalanish xilma-xildir, masalan: dvigatel bloklari va silindr kallaklaridagi yoriqlarni muhrlash, tormoz prokladkalari, debriyajlar va muftalarning ishqalanish astarlarini yopishtirish, vtulkalar, sharli podshipniklar va boshqalarga press moslamalarini almashtirish.
Yelimlashni boshlashdan oldin siz elim markasini tanlashingiz kerak. Yelimlash jarayoni yelimlash, yelimlash va yelimlashdan keyingi ishlov berishga tayyorgarlikdan iborat.
Yelimlash uchun tayyorgarlik. Yelimlanadigan sirtlar bir-biriga yaxshi o'rnatilgan, toza va quruq va biroz qo'pol (qum bilan ishlov berish, abraziv qog'oz bilan ishlov berilgan) bo'lishi kerak.
Plastik qismlardagi yoriqlar 60-90 ° burchak ostida 3-5 mm chuqurlikda qadoqlanadi. Buzilgan qismlar hurda qismlardan tanlanadi va o'rnatiladi.
Bog'langan yuzalar orasidagi silindrsimon bo'g'inlar uchun toymasin sig'imning 5-sinfiga muvofiq bo'shliq qilish tavsiya etiladi.
Sozlashdan so'ng, sirtlar erituvchilar bilan yog'sizlanadi.
Yelimlash jarayoni. Yelim erituvchida yuvilgan shisha tayoq yoki cho'tka bilan yopishtirish uchun ikkala sirtga ham qo'llaniladi. Yelim qo'llaniladigan qismlar bir-biriga ozgina ishqalanadi, qisqich bilan mahkam bosiladi va elim to'liq qotib qolguncha shu holatda qoladi.
Yelimlashdan keyin qismlarga ishlov berish. Bog'lanish sifatini aniqlash uchun yopishtirilgan qismlar tekshiriladi. Tikuv qanchalik yupqa bo'lsa, shuncha yaxshiroq sifat yelimlash. Yelimlash tikuvlaridagi butun bo'shliq elim bilan to'ldirilishi kerak. Sifatini tekshirgandan so'ng, dog'lar va sarkmalar plyonkani erituvchi ^ bilan yumshatish yoki yaxshiroq, qirg'ich, pichoq, fayl va boshqalar bilan qirib tashlash orqali olib tashlanadi. Bu qismni emulsiyali va emulsiyasiz mashinalarda qayta ishlash mumkin.
Agar yopishtirilgan bo'g'inni demontaj qilish kerak bo'lsa, u holda tikuv 200 ° va undan yuqori (yopishqoq plyonka yumshatilguncha) isitiladi va qismlar ajratiladi.
VS-YUT elim bilan ishqalanish astarlarini yopishtirish. Ilgari ishlatilgan BF elim issiqlikka chidamliligi etarli emas edi. Harorat 200 ° ga ko'tarilganda, bog'lanish kuchi etarli emas edi. Natijada, BF elim hozirda yuqori haroratlarda ishlaydigan qismlarni yopishtirish uchun ishlatilmaydi.
Hozirda sanoatimizda 300° gacha bo‘lgan haroratlarda zarur bo‘g‘in mustahkamligini ta’minlovchi VS-10T elim ishlab chiqarish o‘zlashtirildi.
VS-YUT elim - sintetik smolalarning organik erituvchilardagi eritmasi - po'lat, duralyumin, shisha tolali, asbest-sement va boshqa ko'plab materiallardan tayyorlangan qismlarni bir-biriga va bir-biri bilan qo'shib yopishtirish uchun mo'ljallangan.
5 soat davomida 300 ° haroratda ishlaydigan tuzilmalarda VS-YUT elim yuqori bo'g'in mustahkamligini ta'minlaydi. Shuning uchun, tormoz balatalarining mavjud perchinlari tormoz prokladkalariga, debriyaj va ishqalanish disklariga yopishtirish bilan almashtirilishi mumkin. Shu bilan birga, ishqalanish astarlarining xizmat qilish muddati ko'proq tufayli 10-40% ga oshadi. to'liq foydalanish qoplama qalinligi. Qatlamlarni yopishtirish ko'plab fermer xo'jaliklarida perchinlarni muvaffaqiyatli almashtirmoqda.
Yelimlash jarayoni tormoz prokladkalari va qoplamalarining ishchi yuzalarini tozalash, ularni yog'sizlantirish va yopishtiruvchi vositani qo'llashdan iborat. kompozitsion, astarni blokga bosish bilan maxsus bosim 4 kg / sm2 dan ko'p bo'lmagan va 40 daqiqa davomida 180 ° haroratda issiqlik bilan ishlov berish (polikondensatsiya va polimerizatsiya).
Qadimgi yopishtirilgan ishqalanish astarini olib tashlash to'sar bilan silliqlash orqali amalga oshiriladi stanok yoki maxsus qurilmada bir o'tishda keng kesgich bilan kesish orqali. Yostiqchalar yoki disklarning ishchi yuzalarini va ishqalanish qoplamalarining sirtlarini benzin, aseton, tayt spirti yoki boshqa yog'sizlantiruvchi aralashmalar bilan yog'lang. Ta'sir qilishdan keyin xona harorati uchun 10-15 daqiqa ichida to'liq olib tashlash hal qiluvchi yoqilgan ish yuzasi qismlar (disk yostiqchalari) va ichki yuzasi VS-10T elim 0,1-0,2 mm qatlamda cho'tka bilan ishqalanish astariga qo'llaniladi. Qo'llaniladigan elim xona haroratida 25-30 daqiqa davomida uning tarkibidagi erituvchi to'liq chiqarilgunga qadar saqlanadi, shundan so'ng astar qismga yopishtiriladi.
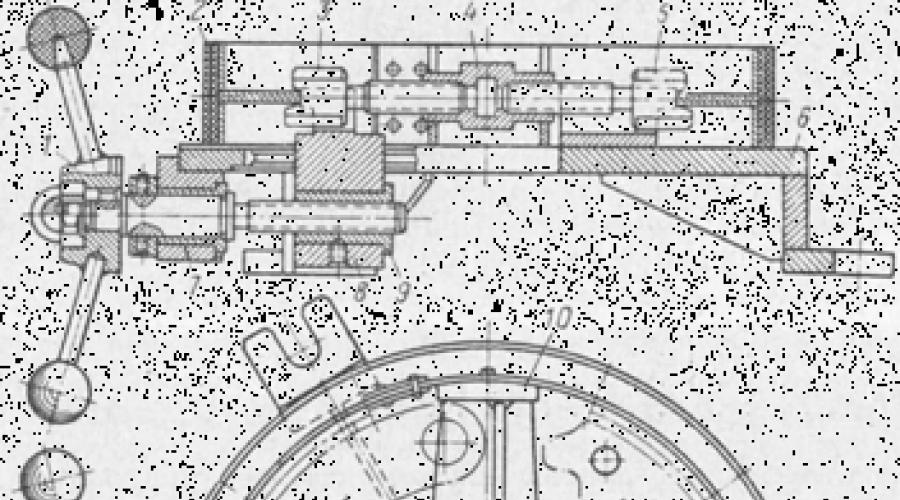
Qoplamani yopishtirish paytida Maxsus e'tibor astarni qismga bosish operatsiyasini to'g'ri bajarish uchun to'lash kerak. Bog'lanishning kerakli mustahkamligi, agar astar bu bosim ostida bir vaqtning o'zida issiqlik bilan ishlov berish bilan 3-4 kg / sm2 bosimli qismga bir xilda bosilsa ta'minlanadi. Kerakli bosim va bir xil bosishni ta'minlash uchun foydalaning maxsus qurilmalar, masalan, rasmda ko'rsatilgan qurilma. 193. Astarlar 65G markali buloqli issiqlik bilan ishlov berilgan po'latdan yasalgan bosish halqalari bilan prokladkalarga bosiladi.

Guruch. 193. Tormoz prokladkalariga ishqalanish qoplamalarini bosish uchun qurilma: 1 - rul; 2 - siqish halqasi; 3 - chap ip bilan vint; 4 - maxsus yong'oq; 5 - o'ng qo'lda ip bilan vint; 6 - tayanch; 7- maxsus vint; 8 - harakatlanuvchi kamera; 9 - vtulka; 10 - ajratuvchi; Va - harakatsiz kamera
Yostiqchalar, qisqichli halqa bilan birga, qurilmadan olinadi issiqlik bilan ishlov berish V quritish shkafi, bu erda ular 40 daqiqa davomida 180 ° haroratda saqlanadi.
ED5 va ED6 sintetik qatronlar asosidagi pastalar (shlaklar) yaqinda blok va silindr boshi, vites qutisi va vites qutisi korpuslari va boshqa qismlardagi yoriqlarni yopish uchun muvaffaqiyatli ishlatilgan. Suyuq holda, bu qatronlar epixlorgidrinning gidroksidi borligida difenilpropan bilan kondensatsiya mahsulotidir. Ushbu qatronlar termoplastikdir, ammo turli qattiqlashtiruvchi moddalar ta'sirida ular yopishtiruvchi material sifatida ishlatiladigan infuzion polimerlarga aylanadi. himoya qoplamalar, quyma qismlarni ishlab chiqarish va plomba sifatida.
Qatronli qatronlar juda yuqori mexanik kuchga ega, yaxshi elektr izolyatsion xususiyatlarga ega, yuqori yopishqoqlik metallarga, kislota-ishqorga chidamliligi, suv-benzinga chidamliligi va 300 ° gacha bo'lgan yuqori issiqlikka chidamliligi.
Cho'yan qismlaridagi yoriqlarni yopish uchun maxsus pasta tayyorlanadi, bu erda ED5 yoki ED6 sintetik qatroni asosiy bog'lovchi materialdir va uni tashkil qiladi. eng katta massa. Shu maqsadda in epoksi qatroni turli plastifikatorlar, plomba moddalar va sertleştiriciler kiritiladi.
Plastifikator dibutil ftalat pastaning plastikligini yaxshilaydi, zarba va egilish kuchini oshiradi.
Organik plomba moddalari yog'och uni, grafit, uglerod qora; ular pasta hajmini oshiradi, issiqlik qarshiligini va mexanik kuchini oshiradi va chiziqli kengayish koeffitsientini kamaytiradi.
Noorganik plomba moddalari asbest, kvarts qumi, chinni uni, alyuminiy oksidi, slyuda changi va boshqalar.
Qattiqlashtiruvchi moddalar angidridlar va aminlar bo'lib, pasta va asosiy metall o'rtasidagi reaktsiyani tezlashtiradi. Sovuq qattiqlashtiruvchilarga polietilen poliamin va geksometilendiamin kiradi.
Xamirni tayyorlash uchun birinchi navbatda to'rtta ingredientdan iborat pasta tayyorlash tavsiya etiladi. Buning uchun qatron 60-90 ° gacha oldindan qizdiriladi, undan keyin dibutil ftalat kiritiladi, uni qatron bilan aralashtiriladi; keyin grafit va slyuda chang kiritiladi, aralashmani doimo aralashtirib turadi. To'ldirgichlarni kiritgandan so'ng, aralashtirish kamida 5 daqiqa davom ettiriladi. Tayyorlangan aralash xona haroratiga qadar sovutiladi va yopiq idishda saqlanadi.
Cho'yan qismlarining yuklanmagan joylarida yoriqlarni yopishtirishning texnologik jarayoni quyidagi tartibda amalga oshirilishi tavsiya etiladi:
1. Yoriq bo'lgan qismning maydoni axloqsizlik, yog' va zangdan tozalanadi. 20-30 mm kenglikdagi yoriq atrofidagi sirt porlashigacha abraziv mato bilan tozalanadi.
2. Yoriqning uchlarida diametri 4-5 mm bo'lgan teshiklarni burg'ulash, ularni kesib, guruch pinlari bilan burama qilish.
3. Qo'lda ishlaydigan elektr matkapdan abraziv g'ildirak yordamida devor qalinligidan 0,75-0,80 chuqurlikdagi uchburchak kesimli yivni kesib oling (paketlang).
4. Nihoyat makaronning kerakli qismini tayyorlang. Buning uchun tayyorlangan to'rt komponentli aralashmaga 10 wt miqdorida polietilen poliamin sertleştirici qo'shiladi. h. Qattiqlashtiruvchi bilan pasta 5-6 daqiqa davomida yaxshilab aralashtiriladi va shu bilan birga qismning tayyorlangan joyi aseton yoki boshqa yog 'eritgichlari bilan yog'lanadi.
5. Xamir qadoqlangan yivga spatula bilan qo'llaniladi va quritish uchun bu shaklda qoldiriladi. 20 ° da pastaning qattiqlashishi 24 soat ichida sodir bo'ladi, jarayonni qismni isitish orqali tezlashtirish mumkin.
6. Xamir qattiqlashgandan so'ng, qismga duchor bo'ladi gidravlik sinov bosim ostida suv 3-4 kg / sm2.
7. Agar qismlar bu bosimga bardosh bera olsa, u holda yoriq muhrlangan joy shuvalgan va bo'yalgan.
Qismlarni ta'mirlashning bu usuli oddiy, ishonchli va arzon va dala sharoitlari va ta'mirlash zavodlari uchun tavsiya etilishi mumkin.
TO Turkum: - Yo'l transport vositalariga texnik xizmat ko'rsatish
Metalllarning bog'lanishi ba'zi metall bo'lmagan materiallarning metall bilan etarlicha mustahkam bog'lanish qobiliyatiga asoslanadi. Metallar uchun yopishtiruvchi moddalar odatda termoset yoki termoplastik polimerlardan tayyorlanadi, ular qattiqlashgandan keyin ancha yuqori mexanik kuchga ega (yopishqoqlik kuchi) va metallarga yaxshi yopishadi (yopishqoqlik kuchi).
Termosetting polimerlari asosidagi yopishtiruvchi moddalar kuchli va issiqlikka chidamli bo'g'inlarni olish imkonini beradi. Issiqlik ta'siriga nisbatan ular qaytarilmas tizimlardir. Ushbu guruhning yopishtiruvchi moddalari og'ir metall konstruktsiyalarda qo'llaniladi.
Termoplastik polimerlarga asoslangan yopishtiruvchi moddalar past quvvatga va past issiqlikka chidamliligiga ega. Haroratning oshishi bilan bunday yopishtiruvchi qatlam yumshatiladi va yopishtirilgan yuzalar ajratiladi. Ular past haroratlarda ishlaydigan quvvatsiz tuzilmalar uchun ishlatiladi.
tomonidan ko'rinish Metallar uchun yopishtiruvchi moddalar suyuq, pasta, kino va kukunga bo'linishi mumkin.
Qattiqlashuv haroratiga qarab, yopishtiruvchi moddalar sovuq va issiqqa bo'linadi. Yelimlash jarayonida sovuqqa chidamli yopishtiruvchi moddalar maxsus isitishni talab qilmaydi. Shu bilan birga, ular issiqqa chidamli yopishtiruvchi moddalar bilan solishtirganda kamroq kuchga ega va issiqlikka chidamliligi past.
Yopishtiruvchi moddalar bitta komponentli yoki ko'p komponentli bo'lishi mumkin. Bir komponentli yopishtiruvchi vositalar yordamida tayyorlanadi kimyo zavodi da iste'molchiga yetkazib beriladi tugagan shakl, ko'p komponentlar foydalanishdan oldin tayyorlanadi.
Ko'p komponentli elimning tarkibi, asosiy plyonka hosil qiluvchi moddaga qo'shimcha ravishda, quyidagilarni o'z ichiga olishi mumkin: yopishtiruvchi kompozitsiyani sertleştiriciler, elimning muddatidan oldin qotib qolishiga yo'l qo'ymaydigan va uni yopishtiriladigan sirtlarga qo'llashni osonlashtiradigan erituvchilar; yopishqoq qatlamning qattiqlashuv jarayonini tezlashtiradigan tashabbuskorlar; zarur jismoniy va mexanik xususiyatlarga ega bo'lgan yopishqoq qatlamni olish imkonini beruvchi plomba moddalari va plastifikatorlar, shuningdek, ish paytida yopishqoq qatlamdagi qarish jarayonlarini inhibe qiluvchi stabilizatorlar.
Metalllarni yopishtirish uchun ishlatiladi katta raqam turli xil yopishtiruvchi moddalar. Yuklangan metall konstruktsiyalarda fenol-formaldegid, epoksi, poliuretan, poliamid, poliester va organosilikon qatronlar asosidagi yopishtiruvchi moddalar ko'pincha ishlatiladi. Ushbu yopishtiruvchi moddalardagi metall birikmalar fizik-mexanik xususiyatlar va ishlab chiqarish texnologiyasida farqlanadi.
Har birida elim tanlash aniq holat yopishtiriladigan qismlarning dizayni, ish sharoitlari va ta'mirlash korxonasining ishlab chiqarish imkoniyatlari bilan aniqlanishi kerak.
Eng yuqori mexanik kuchga (50 - 60 MPa) va yuqori issiqlikka chidamliligiga (250-300 ° C) ega bo'lgan elimlar talab qiladi. ko'tarilgan harorat va ko'p hollarda faqat sharoitlarda ta'minlanishi mumkin bo'lgan yuqori aloqa bosimlari ta'mirlash bazalari. Bir oz pastroq quvvat va issiqlikka chidamliligiga ega bo'lgan yopishtiruvchi moddalarning yana bir qismi xona haroratida va yuqori aloqa bosimisiz quritilishi mumkin, bu esa ushbu yopishtiruvchi moddalarni uskunaning ish sharoitida to'g'ridan-to'g'ri ishlatishga imkon beradi.
Fizikaviy va mexanik xususiyatlar yopishtiruvchi birikmalar metallar sezilarli darajada yopishtirish texnologiyasining mukammalligiga bog'liq.
Yelimlash jarayonining asosiy operatsiyalari:
1) metall yuzalarni yopishtirish uchun tayyorlash;
2) yopishtiruvchi kompozitsiyani tayyorlash;
3) sirtga elim qo'llash (elimni qo'llash usuli, uning miqdori va sirtlarni birlashtirishdan oldin qo'llaniladigan elimni quritish rejimlari);
4) yopishtiruvchi qatlamning qattiqlashishi (ta'sir qilish muddati, harorat va qattiqlashuv jarayonida bosim).
Sirtni yopishtirish uchun tayyorlash uni yaxshilab tozalash, sirt oksidlarini olib tashlash, haqiqiy sirt maydonini oshirish va uning faolligini oshirishni o'z ichiga oladi. Kir va yog 'plyonkalari sirtning elim bilan namlanishiga putur etkazadi, yopishqoqlikni kamaytiradi va shuning uchun bo'g'inning mustahkamligini pasaytiradi. Ta'mirlash zavodlarida mexanik va fizik-kimyoviy tozalash usullari qo'llaniladi.
Kimdan mexanik usullar topilgan ilova:
1) tozalash qo'l asboblari(qirg'ichlar, abraziv g'ildirak, qirg'ich, metall cho'tkalar, abraziv qog'oz);
2) qumtoshlash, portlatish va gidro-qumlash;
3) diskli simli cho'tkalar bilan tozalash.
TO fizik va kimyoviy usullar Tozalash metall yuzani organik erituvchilar yoki maxsus yuvish vositalari bilan tozalashni o'z ichiga oladi.
Sirtlarni yog'sizlantirish uchun turli xil organik erituvchilar yoki ularning aralashmalari qo'llaniladi. Mineral moylar va hayvon yog'lari benzin yoki aseton bilan chiqariladi. Yog'sizlantirish uchun trinatriy fosfatning suvli eritmasi (50-70 g / l) ham ishlatiladi. suyuq shisha(25-35 g/l) va suyuq sovun(3-5 g/l). Sirt 75-80 ° S haroratda 3-5 daqiqa davomida eritma bilan ishlanadi, keyin iliq suvda yuviladi.
Ko'p komponentli yopishtiruvchi tayyorlash sifati elim tayyorlash jarayonida alohida komponentlarning to'g'ri dozalashiga va yopishtiruvchi aralashmani yaxshilab aralashtirishga bog'liq.
Ko'p komponentli yopishtiruvchi moddalarni ikkita asosiy guruhga bo'lish mumkin. Birinchi guruhga turli xil kino hosil qiluvchilarning eritmalari yoki ularning organik erituvchilardagi aralashmalari bo'lgan yopishtiruvchi moddalar kiradi. Aralash dan idishlarda tayyorlanadi zanglamaydigan po'latdan mikserlar bilan jihozlangan. Tayyor aralash olib tashlash uchun filtrlanadi xorijiy aralashmalar. Ikkinchi guruhga maxsus qo'shimchalar, xususan, epoksi qatronlar asosidagi yopishtiruvchi moddalar kiritilishi bilan qattiqlashadigan plyonka hosil qiluvchilarga asoslangan yopishtiruvchi moddalar kiradi.
Epoksi elimlarini tayyorlash texnologiyasi alohida komponentlarni epoksi qatroniga ketma-ket kiritishni o'z ichiga oladi. Odatda, tayyorlash jarayoni plastifikatorni kiritish bilan boshlanadi. Kerakli miqdorda plastifikator retsept bo'yicha epoksi qatroniga (tercihen 50-60 ° S ga qadar isitiladi) qo'shiladi va aralash yaxshilab aralashtiriladi.
To'ldiruvchi yopishtiruvchi aralashmaga asta-sekin, kichik qismlarga kiritiladi, shu bilan birga alohida plomba zarralarini to'liq namlash uchun yaxshilab aralashtiriladi.
Tayyorlangan sovuqqa chidamli epoksi elimlarning "yashovchanligi", ya'ni. ularning foydalanishga yaroqliligi odatda 1-2 soatdan oshmaydi, shuning uchun ishlatishdan oldin sertleştirici darhol yopishqoq tarkibga qo'shilishi kerak. Ba'zi hollarda, sovuqda qotib qoladigan epoksi elimlarning "hayotiyligini" oshirish uchun sovuq va issiq sertleştiriciler aralashmasi bo'lgan estrodiol sertleştiriciler qo'llaniladi. Issiq sertleştirici epoksi elimlar uzoq vaqt davomida foydalanishga tayyor shaklda saqlanishi mumkin.
Metall sirtga elim qo'llash usuli uning yopishqoqligiga, ishlab chiqarish sharoitlariga, yopishtiriladigan sirtlarning shakli va maydoniga bog'liq.
Suyuq yopishtiruvchi moddalar, ularning yopishqoqligiga qarab, cho'tka, spatula, molga, rulo, yopishtiruvchi rulolar, sug'orish, buzadigan amallar shishasidan purkash yoki qismlarni elimga botirish bilan yopishtiriladigan sirtlarga qo'llaniladi. Katta sirtlarni yopishtirishda purkashni qo'llash maqsadga muvofiqdir. Yelimning viskozitesini kamaytirish uchun tegishli erituvchilar qo'llaniladi. Tengsizlikni yaxshiroq to'ldirish uchun yopishtiriladigan ikkala sirtga elim qo'llaniladi. Solvent o'z ichiga olgan yopishtiruvchi sirtga bir necha qatlamlarda qo'llaniladi, har bir qatlam erituvchini olib tashlash uchun ochiq qoladi. Ochiq ta'sir qilish muddati va harorat elim markasiga bog'liq.
Odatda pastki qatlamga qo'llaniladigan kino yopishtiruvchi moddalar metallarni yopishtirishda tobora ko'proq foydalaniladi. suyuq elim bir xil brend. Birinchidan, yopishtiriladigan sirtlarga suyuq yopishtiruvchi qatlam qo'llaniladi, ochiq ta'sirga ruxsat beriladi, so'ngra yopishtiruvchi plyonka birlashtiriladigan yuzalar orasiga qo'yiladi va yopishqoq qatlam tegishli sharoitlarda davolanadi. Metall sirtga qo'llaniladigan elim miqdori bog'liq fizik va kimyoviy xossalari elim, yopishtirilgan yuzalarning zichligi va ularning pürüzlülüğü. Yopishqoq qatlamning qalinligi ulanishning mustahkamligiga katta ta'sir ko'rsatishini hisobga olish kerak. Qatlamning qalinligi oshishi bilan ulanishning kuchi pasayadi, bu esa o'sish bilan bog'liq ichki stresslar va polimer qatlamidagi nuqsonlar sonining ko'payishi.
Bug'lanadigan erituvchilarga ega bo'lgan yopishtiruvchi moddalar uchun qatlam qalinligining oshishi polimerning qatlamdagi notekis taqsimlanishi va shkala omilining namoyon bo'lishi tufayli bog'lanish kuchining keskin pasayishiga olib keladi.
Engil qisqarishi bilan ajralib turadigan epoksi kabi polimerizatsiya qiluvchi yopishtiruvchi moddalardan foydalanish, etarlicha yuqori bo'g'in kuchini ta'minlaydigan qalinroq va kamroq nuqsonli yopishqoq qatlamni olish imkonini beradi. Ko'pgina yopishtiruvchi moddalar uchun qalinligi 0,05-0,1 mm bo'lgan yopishqoq qatlam optimal hisoblanadi.
Yopishqoq bo'g'inlarning mustahkamligi ko'p jihatdan yopishqoq qatlamning qotib qolish sharoitlariga, xususan, harorat, bosim va qotib qolish jarayonining davomiyligiga bog'liq. Qattiqlashuv shartlari turli xil yopishtiruvchi moddalar uchun sezilarli darajada farq qilishi mumkin. Qattiqlashishi erituvchining bug'lanishi yoki boshqa moddalarning chiqishi bilan kechadigan yopishtiruvchi vositalardan foydalanganda yon mahsulotlar, yopishtiruvchi qatlamning qisqarishini qoplash va uning kattaroq zichligini ta'minlash uchun qattiqlashuv jarayonida sezilarli aloqa bosimlarini yaratish kerak. Kino yopishtiruvchi vositalardan foydalanganda eng katta bosim talab qilinadi.
Epoksi kabi yopishtiruvchi moddalar uchun, yon mahsulotlarni chiqarmasdan, engil qisqarish bilan qattiqlashadi, yuqori kontakt bosimi talab qilinmaydi; faqat yopishqoq qatlamning qattiqlashishi paytida yopishqoq qatlamning yanada bir xil qalinligini va yopishtirilgan yuzalarning doimiy aloqasini ta'minlash kerak.
Ta'mirlash vaqtida kontakt bosimini yaratish uchun dala sharoitlari qisqichlar, qisqichlar, kamon yoki vintli qisqichlar va boshqa qurilmalardan foydalaning; Ta'mirlash zavodlarida presslar, avtoklavlar va vakuumli rezina qoplar ishlatiladi.
Issiqlik bilan ishlov berish uchun elektr kontaktli lenta isitgichlari, gaz yoki elektr kameralari ishlatiladi,
infraqizil lampalar, quvurli elektr isitgichlar bilan isitiladigan issiq plitalar va induksion isitgichlar.
Dizayn omillari va, xususan, yopishtiruvchi birikmaning shakli va o'lchamlari yopishtiruvchi birikmalarning mustahkamligiga sezilarli ta'sir ko'rsatadi. Tirnoq tipidagi yopishtiruvchi bo'g'inlarda bo'g'inning kesish kuchi sezilarli darajada yopishtiriladigan qismlarning qalinligi va yopishtiruvchi qatlamning kesish kuchlari yo'nalishi bo'yicha uzunligiga bog'liq. Yopishqoq birikmaning kesish kuchi bir-birining ustiga chiqish uzunligi oshgani sayin kamayadi, bu uzunlik bo'ylab kuchlanishning notekis taqsimlanishi bilan bog'liq. Yelimlanadigan qismlarning qalinligi oshishi va doimiy qoplama uzunligi bilan yopishtiruvchi birikmaning kesish kuchi ortadi.
Eng katta quvvat bir xil ajralish yoki "sof" kesish ostida ishlaydigan bo'g'inlarda topiladi. Shaklda. 10.27 eng keng tarqalgan yopishtiruvchi ulanish sxemalarini ko'rsatadi varaq materiallari, quvurlar va shaftlar.
Ta'mirlash zavodlarida yopishtirish uchun ishlatiladi keyingi ishlar:
1) vayron qilingan qismlarning birlashtiruvchi qismlari;
2) yoriqlar, oqmalar va bo'shliqlarni muhrlash;
3) bosish, payvandlash va lehimlash o'rniga rozetkalarga vtulkalarni o'rnatish;
4) prokat va toymasin podshipniklarning press moslamalarini tiklash va mustahkamlash;
5) almashtiriladigan qismlarni mahkamlash;
6) yamoqlarni qo'llash;
7) tishli, gardishli va sızdırmazlıklar payvandlangan bo'g'inlar;
8) ishqalanish astarlarini yopishtirish.
Quduqlarni burg'ulash va neft va gaz qazib olish uchun uskunalarni ta'mirlash amaliyotida epoksi elimlar fistulalar orqali yo'q qilish uchun ishlatiladi neft tanklari va quvurlar, turli qismlarni ulash uchun quvur liniyasi armaturalari, nasos va kompressor uskunalari, issiqlik almashinuvi uskunasida doimiy ulanishlarni muhrlash va boshqalar.
Guruch. 10.28. Ishlaydigan g'ildirak santrifüj nasos, yopishtiruvchi birikmalar yordamida ta'mirlanadi:
1 - Ishlaydigan g'ildirak; 2 - uzuk; 3 - yopishtiruvchi qatlam
Shaklda. 10.28-rasmda yopishqoq birikma yordamida qo'shimcha ta'mirlash qismlari usuli yordamida ta'mirlangan markazdan qochma nasosning pervanesi ko'rsatilgan.
Keng dastur dvigatelni ta'mirlashda epoksi yopishtiruvchi moddalarni toping ichki yonish va kompressorlar, xususan, silindr ko'ylagining ichki bo'shlig'idagi va ankraj pimlari quduqlaridagi kichik va chuqur korroziya chuqurlarini silindr blokining yon yuzasidagi yoriqlar, silindrning tashqi yuzalarida chuqur korroziya chuqurlari orqali yo'q qilish uchun. laynerlar, dvigatel karteridagi va blok qopqoqlaridagi yoriqlar va teshiklar orqali, shuningdek, boshqa shikastlanishlarni bartaraf etish uchun.
Yopishtiruvchi vositalardan foydalanish juda osonlashadi texnologik jarayon qismlarni ta'mirlash, uni tezlashtiradi va ta'mirlash xarajatlarini kamaytiradi.
Yopishqoq birikmalarning kamchiliklari:
1) 200-300 ° S dan yuqori bo'lmagan past ish harorati;
2) notekis yirtilib ketish bilan past kuch;
3) turli xil tashqi omillar ta'sirida "qarish" tendentsiyasi.
>>Texnologiya: Yelimlash yog'och mahsulotlari
Yog'och mahsulotlarini yopishtirish
1 Tayyorlang ish joyi tayyorlayotgan mahsulot qismlarini yopishtirish uchun. Birlashtiruvchi yuzalarni tozalang. Yelim va cho'tkalarni tayyorlang.
2. Cho'tka bilan yopishtiriladigan yuzalarga bir xil elim qatlamini surting, uni 2...3 daqiqa quriting, qismlarni ulang va ularni qisqich yoki vitse bilan siqib qo'ying.
3. Keyingi darsda mahsulotni qisqichdan ozod qiling, yopishtirishning to'g'riligiga ishonch hosil qiling va elim yuzalarini tozalang.
- Tabiiy (duradgorlik, kazein) va sintetik (PVA, BF) yopishtiruvchi, elim ishlab chiqaruvchi, qisqich.
1. Maktab ustaxonalarida qanday yopishtiruvchi moddalar ishlatiladi?
2. Yelimlashdan oldin yog'och qismlarning sirtlari qanday tayyorlanadi?
3. Nima uchun elim bilan qoplangan qismlarni yopishtirishdan oldin havoga ta'sir qilish kerak deb o'ylaysiz?
4. Nima uchun yopishtiriladigan yuzalarni mahkam siqish kerak?
DA. Tishchenko, P.S.Samorodskiy, V.D., Shchipitsyn, 5-sinf
Veb-sayt o'quvchilari tomonidan taqdim etilgan