Qo'lda yog'och marshrutizator: asbobning xususiyatlari va uning ko'lami. Qo'l routeri nima? Freze bilan qanday qilib to'g'ri ishlash kerak
Shuningdek o'qing
Qo'l routeri ko'pgina duradgorlik loyihalari uchun ajralmas vositadir. Duradgorlik mahoratini egallashni va o'z qo'llari bilan nafaqat turli xil yog'och hunarmandchilikni, balki o'ymakorlik bilan bezatilgan o'ziga xos chiroyli yog'och mebellarni yasashni o'rganmoqchi bo'lganlar uchun qurilmadan foydalanishning asosiy imkoniyatlari bilan tanishish tavsiya etiladi. . Rossiyada qadim zamonlardan beri uylar, mebellar va boshqa mahsulotlar yog'och o'ymakorligi bilan bezatilgan. Ko'pgina shaharlarda yog'och me'morchilik muzeylari mavjud bo'lib, ularning eksponatlari hayrat va hayratga sabab bo'ladi.
Mexaniklashtirilgan asboblar, agar bozor mavjud bo'lsa, ishlab chiqarishni sezilarli darajada tezlashtirishi mumkin; Albatta, qo'l routeriga qo'shimcha ravishda sizga ish stoli, turli xil qurilmalar va yuqori sifatli material kerak bo'ladi.
Qo'l routerining asosiy operatsiyalari
Yog'ochni qo'lda frezalash dastgohlaridan foydalanish quyidagi ishlov berish turlarini amalga oshirishga imkon beradi:

- splinelar, burmalar, oluklar ishlab chiqarish;
- mebel va boshqa mahsulotlar uchun laminatni aniq qayta ishlash;
- yog'och yuzalarga turli xil o'ymakorlik ishlari, o'ymakorlik ishlari;
- yumaloq va oval teshiklarni kesish;
- har xil turdagi ulash pinlarini tartibga solish;
- silliqlash ishlari;
- kesish choraklari;
- armatura uchun rozetkalarni ishlab chiqarish.
Agar jihozlangan bo'lsa, yog'och router plastmassa, plexiglass, sun'iy tosh va rangli metallar bilan ishlash uchun ishlatilishi mumkin. Mohir qo'llarda qurilma o'zining barcha imkoniyatlarini namoyish eta oladi.
Qo'lda frezalash mashinalari uchta turda mavjud:
- lamellarni qayta ishlash uchun;
- qirralarning ishlov berish uchun;
- yuqori.
Lamelli yo'riqnoma turli qismlarda birlashtiruvchi oluklar qilish uchun ishlatiladi. Yon yo'riqnoma aniq chekka ishlov berish va qirrali kesish uchun mo'ljallangan. Ikkala qurilma ham tor ixtisoslikka ega va boshqa ishlar uchun kamdan-kam qo'llaniladi.

"Yuqori" turi 2 ta versiyada mavjud: sobit va suv osti. Bu tur eng universal hisoblanadi va ko'pgina operatsiyalar uchun ishlatiladi.
Ruxsat etilgan - qurilma kesish chuqurligini sozlash funktsiyasiga ega elektr motoridir. Frezeleme chuqurligi marshrutizatorni taglikka nisbatan harakatlantirish orqali o'rnatiladi va maxsus qisqich bilan o'rnatiladi. Ishni boshlashda asbobni tanlangan nuqtadan yuqorida ushlab turish va aylanadigan to'sarni asta-sekin chuqurlashtirish kerak. Birinchi urinishlar paytida, bu operatsiya odatda juda qiyin, to'sar kerakli joydan uzoqlashadi;
Ushbu kamchilik suv osti frezalash qurilmalarida yo'q qilinadi. Dazmol tagligi va dvigatel o'rtasida vertikal tekislikda harakatlanish uchun qattiq buloqlar va qo'llanmalar mavjud. Suvga cho'mish chuqurligi maxsus qisqich bilan o'rnatiladi va o'rnatiladi. Oddiy holatda, to'sar materialning yuzasiga etib bormaydi. To'sarning chuqurroq borishi uchun siz qurilmaga mahkam bosishingiz kerak. Qisqich suvga cho'mish chuqurligini cheklaydi. Bosim yo'qolganda, freza avtomatik ravishda ko'tariladi va qismni qayta ishlash to'xtatiladi. Ushbu dizayn ishni sezilarli darajada osonlashtiradi.
Eng mashhur ish turlari
Qo'lda yog'och yo'riqnoma bajarishi mumkin bo'lgan sirtni qayta ishlashning barcha turlarini bir necha toifalarga bo'lish mumkin:

- Turli xil tasavvurlar shakllariga ega uzun bo'ylama va ko'ndalang chuqurchalar ishlab chiqarish. Ushbu toifaga chorak, oluklar, oluklar kiradi. Slotlar mahsulotning chetiga cho'zilishi mumkin (ochiq) yoki ichkarida joylashgan (yopiq). Ular asosan konstruktiv maqsadlarda yiv-protrusion birikmalarida qo'llaniladi.
- Har xil shakldagi qirralarni ishlab chiqarish (profillash). Ushbu operatsiyadan foydalanib, turli xil sirt shakllari bo'lgan oynali boncuklar, platbands, plintlar, kornişlar va boshqa mahsulotlarni ishlab chiqarish mumkin. Strukturaviy funktsiyadan tashqari, bu qismlar dekorativ elementlar sifatida ishlatiladi.
- Murakkab konturlar va sirtlarni ishlab chiqarish va qayta ishlash. Ushbu operatsiya mebel, turli xil interyerlar va qo'l san'atlari ishlab chiqarishda qo'llaniladi. Mahsulotlarni ketma-ket qayta ishlash jarayonida bir xil qismlar elementlarini katta aniqlik bilan ishlab chiqarish imkonini beruvchi shablonlardan foydalaniladi.
- Strukturaviy maqsadlar uchun turli elementlarni joylashtirish. Bular asosan o'rnatish qismlari uchun teshiklardir.
Bajarilishi mumkin bo'lgan asosiy operatsiyalar sanab o'tilgan. Agar sizda asboblar va aksessuarlar bo'lsa, ro'yxat ancha uzoqroq bo'lishi mumkin.
Router vositasi

Qo'lda yog'och yo'riqnoma bilan ishlash ishlov berish uchun zarur bo'lgan chiqib ketish shakliga ega bo'lgan to'sar qo'shimchalari yordamida amalga oshiriladi. Turli shakllarga ega bo'lgan yuzalar kollet qisqichiga o'rnatish uchun silindrsimon shpalga ega. Asbob kolletlarning o'lchamiga mos keladigan standart o'lchamdagi mahkamlagichlar bilan ishlab chiqariladi. Savdo korxonalari turli shakl va o'lchamdagi to'sarlarning keng assortimentini taklif qiladi. Asbobni sotib olayotganda, siz chiqib ketish qirralarining materialiga e'tibor berishingiz kerak. Har xil qattiqlikdagi yog'och uchun turli xil po'latlar qo'llaniladi.
Kerakli aniqlik bilan qismlarga ishlov berish uchun asbobning 3 tekislikdagi sirtga nisbatan barqaror holatini ta'minlash kerak. Vertikal holat suvga cho'mish mexanizmi bo'lgan taglik bilan ta'minlanadi.
Gorizontal tekislikdagi barqaror holat bir necha usul bilan saqlanishi mumkin:
- hidoyat podshipnikli to'sardan foydalaning;
- marshrutizatorning qo'llab-quvvatlovchi yuzasida hidoyat vtulkasidan foydalaning;
- Qurilmaga kiritilgan yoki alohida sotib olingan qo'shimcha aksessuarlardan foydalaning.
Ko'pgina hollarda, yo'naltiruvchi podshipnikli kesgichlar qismlarning chetlarini qayta ishlash uchun ishlatiladi va tegishli nomga ega - chekka kesgichlar. Asbobning shakli va o'lchami juda xilma-xil bo'lishi mumkin.
Yo'naltiruvchi vtulka va aksessuarlar slot kesgichlar bilan ishlashda ishlatiladi. Ushbu turdagi asbobga rulmanni o'rnatish mumkin emas, chunki kesish yuzalar asbobning vertikal va gorizontal tekisligida joylashgan.
Asboblarni o'rnatish va almashtirish

To'sarlarni o'rnatish va almashtirish qurilmada taglik olib tashlangan yoki yig'ilgan holda amalga oshirilishi mumkin. Asosiy qoida shundaki, asbob elektr ta'minotidan uzilgan bo'lishi kerak. O'chirish bilan biz ishga tushirish tugmasi o'chirilganligini emas, balki routerning quvvat simini rozetkadan olib tashlangan vilkasini nazarda tutamiz.
Asbobni quyidagi tartibda to'g'ri o'zgartirishingiz mumkin:
- routerni kirish uchun qulay joyga joylashtiring;
- mil yoki motor milini mahkamlang (ba'zi modellar mahkamlash uchun maxsus tugma bilan jihozlangan, agar bo'lmasa, uni kalit bilan mahkamlang);
- kollet qisqichining siqish gaykasini bo'shating, to'sarni olib tashlang;
- yangi asbobni kamida 20 mm chuqurlikka yoki to'xtaguncha joylashtiring;
- kollet qisqichini torting;
- milni yoki motor milini qulfdan chiqaring.
Agar kollet qisqichida asbob bo'lmasa, uni gayka bilan mahkamlab bo'lmaydi. Buzilishi mumkin.
Optimal aylanish tezligi

Boshqa elektr asboblari bilan taqqoslaganda, marshrutizator yuqori tezlikda ishlaydi - 10 000 rpm dan ortiq. Yuqori tezlikda ishlov berilgan yuzaning sifati ancha yaxshi bo'ladi. Yuqori tezlikda ishlash o'zining kamchiliklariga ega - ishqalanish tufayli asbob va sirt juda qizib ketadi. Qismning yuzasi yuqori harorat tufayli kuyishi mumkin. Katta diametrli kesgichlarni markazdan qochiruvchi kuch ta'sirida ishlatganda, qurilma yukga bardosh bera olmaydi va sinishi mumkin.
Ushbu kamchiliklarni bartaraf etish uchun frezalashtirgich motorlarida aylanish tezligini nazorat qiluvchi ishga tushirish tugmalari o'rnatiladi. Ba'zi modellarda tezlikni boshqarish start tugmasi bilan birlashtirilmaydi.
Sirtni tugatish bir-biri bilan chambarchas bog'liq bo'lgan ikkita parametrga bog'liq - to'sarning aylanish tezligi va to'sar yuzasining chiziqli tezligi. Xuddi shu aylanish tezligida kattaroq diametrli kesgichlar yuqori chiziqli tezlikka ega bo'ladi. Regulyator ushbu nisbatlarni optimal qiymatga etkazishga yordam beradi. Regulyatorni to'g'ri ishlatish uchun siz turli xil asboblar diametrlari uchun ishlab chiqaruvchi tomonidan tavsiya etilgan qiymatlar jadvaliga qarashingiz kerak. Tezlikni tanlashda siz ishlov beriladigan materialning qattiqligini hisobga olishingiz kerak. Bu erda nisbat teskari proportsionaldir - qattiq yog'och uchun past tezlikdan foydalanish tavsiya etiladi va aksincha.
Agar marshrutizator past tezlikda ishlaganda qizib ketsa, uni tezda sovutish uchun uni bo'sh turganda maksimal tezlikda ishlatish kerak. Havo oqimi dvigatelni va qurilmaning boshqa qismlarini tezda sovutadi, shuningdek, to'plangan changni olib tashlaydi.
Asbobning aylanish yo'nalishi

Asbobning aylanishi maksimal ish samaradorligini ta'minlashi uchun qo'l routeri bilan qanday ishlash kerak?
Asbobning aylanishi mos kelishi (parallel) yoki mos kelmasligi mumkin (qarshi) qurilmaning harakat yo'nalishi. Asosiy va to'g'ri pozitsiya taymer frezalash bo'ladi, qachonki chiqib ketish tomoni qurilmaning harakatiga qarshi qaratilgan kuch hosil qilib, uni orqaga suradi.
Climb frezeleme faqat favqulodda vaziyatlarda, yaqinlashib kelayotgan frezalash jarayonida material parchalanib ketganda ishlatilishi mumkin. O'tish yo'nalishi bilan ishlashda alohida e'tibor berish kerak. Bir vaqtning o'zida ta'sir qilish qurilmani qo'lingizdan tortib olib, shikastlanishga olib kelishi mumkin.
Qayta ishlash chuqurligini sozlash
Chuqurlikdagi qismlarni aniq qayta ishlash uchun ko'plab qurilmalar maxsus tartibga soluvchi va cheklovchi qurilmalar bilan jihozlangan. Turli xil dizaynlarga qaramasdan, ko'p hollarda ishlash printsipi bir xil.
Kerakli chuqurlikni o'rnatish tartibi quyidagicha:
- qurilmani vertikal ravishda tekis yuzaga o'rnating;
- to'xtash joylari bilan diskni maksimal chuqurlik holatiga o'rnating;
- cheklovchini mahkamlash vintini bo'shating;
- vosita immobilizator tizimini o'chirib qo'ying;
- to'sar sirtga tegguncha dvigatelni tushiring;
- dvigatelni bu holatda blokirovka qilish;
- chuqurlik cheklovchisini qarama-qarshi o'rnatilgan to'xtash joyiga tushiring;
- pozitsiya ko'rsatkichini nol o'lchov belgisiga qo'ying;
- cheklovchini ko'taring, shunda shkaladagi ko'rsatgich kerakli o'lchamga mos keladi;
- slayderni mahkamlang;
- dvigatelni qulfdan chiqaring.
Kerakli frezalash chuqurligini o'rnatish tugallandi. Qismni qayta ishlashning katta chuqurligi uchun 3 ta to'xtash joyi bo'lgan disk kerak. Asbob va qurilmada katta yuk hosil qilmaslik uchun qayta ishlash bir necha o'tishda amalga oshiriladi. Avval siz eng yuqori to'xtashni (minimal chuqurlikdagi birinchi o'tish), keyin ikkinchi (o'rta chuqurlik) va uchinchi (maksimal chuqurlik) tanlashingiz kerak.
Freza - bu juda qimmat va xavfli qurilma.
Qo'l yo'riqnomasi bilan ishlashda siz ko'rsatmalarda ko'rsatilgan barcha xavfsizlik choralariga rioya qilishingiz kerak.
Yangi, sinovdan o'tmagan ish usullarini qo'llashdan oldin, jarohatlangan oyoq-qo'llari yoki tananing boshqa qismlari bo'lgan asbobsiz o'zingizni topmaslik uchun barcha ijobiy va salbiy tomonlarni diqqat bilan tortishingiz kerak.
Duradgorlikni, ya'ni yog'ochni qayta ishlashni yaxshi ko'radiganlar, albatta, qo'l routeridan qanday foydalanishni bilishlari kerak. Bunday qurilma yordamida siz hech qanday kuch sarflamasdan haqiqiy asarlar yaratishingiz mumkin. Biroq, buning uchun mehnat ko'nikmalari va ushbu vosita nimadan iboratligi, uni qanday yig'ish va demontaj qilish haqida bilim talab etiladi. Qo'lda ishlangan yog'och routerdan foydalanib, siz chiroyli eshik, dekorativ mebel yoki boshqa original narsalarni yaratishingiz mumkin. Siz hatto turli xil yog'och mahsulotlari ishlab chiqaruvchi o'z biznesingizni ochishingiz mumkin.
Frezeleme ishlarining turlari
Frezeleme - kerakli diametr va shakldagi teshiklarni yaratishda sekundiga katta miqdordagi aylanishlarni amalga oshiradigan noyob qurilma. Bajarilgan ish bir necha toifalarga ajratiladi. Router tomonidan yaratilgan teshiklar deyarli har doim mahsulotni bezatuvchi ajraladigan yoki bir qismli strukturaning bir qismidir.
Router yordamida amalga oshirilgan ishlarni batafsil ko'rib chiqish kerak.
- Kornişlar, platbands, yubkalar, oynali boncuklar va boshqalar kabi mahsulotlarni profillash chekka yordamida amalga oshiriladi. Bunday ish mebel ishlab chiqaruvchilari uchun javob beradi. Bu yog'och mahsulotlarini bezash uchun ajoyib echimdir.
- Router yordamida murakkab mahsulotlarning chetlarini bezash eksklyuziv mahsulotni yaratishga yordam beradi. Professional hatto asar yaratishi mumkin. Yangi boshlanuvchilar uchun bu holatda video yordam beradi. Bu jarayon, albatta, shablonlar yordamida amalga oshiriladi. Ular katta maydonlarda bir xil naqshlarni yaratishga yordam beradi.
- Yog'och yo'riqnoma yordamida oddiy kundalik muammolarni hal qilish mumkin. Masalan, qulflar yoki tentlar uchun chuqurchalar qilish kerak. Buning uchun maxsus frezalashtirgich ishlatiladi, lekin uy ishi uchun siz qo'l asboblaridan ham foydalanishingiz mumkin.
Barcha yog'och ishlari maxsus kesgichlar yordamida amalga oshiriladi. Ular bajarilishi kerak bo'lgan ish turiga va maydalangan yog'och turiga qarab tanlanadi. Internetda siz to'sarning qanday ko'rinishini va uni qanday qilib to'g'ri tanlashni batafsil tushuntirib beradigan va aniq ko'rsatadigan ko'plab videolarni topishingiz mumkin.
To'sar yo'riqnoma komponenti bo'lib, ifodalaydi dastani va ishchi element kesish qirrasi bilan. Ular quyidagilar bilan ajralib turadi:
- chiqib ketish shakli;
- ular tayyorlangan material turi;
- hajmi;
- dizaynlar.
Shunday qilib, yumshoq yog'och ustida ishlash uchun to'sar uchun engil materiallar kerak bo'ladi. Va qattiq yog'ochdan buyum yasash uchun "qattiq" kesgichlarga ustunlik beriladi.
Kesuvchilar mavjud:
- konus shaklidagi;
- V shaklidagi;
- disk;
- Qaldirg'och uyasi kesgichlari;
- profil;
- to'rtburchaklar yivli;
- qoliplash;
- buklangan;
- filetalar.
Bundan tashqari, to'sarlar harakatga to'g'ridan-to'g'ri yo'naltirilgan va podshipniklarga ega bo'lganlarga va bo'lmaganlarga bo'linadi. Rulmanlarsiz qo'lda frezalashtirgich yordamida ishlov beriladigan qismning istalgan joyida ish olib boriladi.
To'sarni o'rnatish
Kerakli shablonni topgandan so'ng, qo'lda router yordamida keyingi yog'ochni qayta ishlash kerak. Shu maqsadda ular tanlaydilar to'g'ri to'sarni o'rnating. Bu quyidagi ketma-ketlikda amalga oshiriladi:

Qanday qilib qo'l router bilan ishni to'g'ri bajarish kerak
Qurilish va ta'mirlash uchun ko'plab elektr qurilmalari o'z ishlarini bajaradi milni aylantirish orqali. Qo'l routeri soniyada ko'p sonli aylanishlarni amalga oshiradi. Yog'ochni qayta ishlash, agar iloji boricha ko'proq inqiloblar bo'lsa, marshrutizator tomonidan tozalanadi, deb qabul qilinadi. Aslida, bu noto'g'ri tushuncha. Tezlik regulyatori noto'g'ri o'rnatilgan bo'lsa yoki katta diametrli kesgich bilan ishlaganda ob'ekt kuyishi va sinishi mumkin.
Shuning uchun har bir ish va material turi uchun soniyada ma'lum miqdordagi aylanishlarni tanlash va o'rnatish kerak. To'sarning harakat tezligining kesilayotgan yog'ochga nisbati to'g'ri tanlangan bo'lsa, ish ancha toza bo'ladi.
Qo'lda router bilan ishlash uni maxsus stolga qo'yish yoki oddiygina qo'lingizda ushlab turish orqali amalga oshiriladi. Odatda kichik ish qismlari statsionar stolda maydalangan. Bu ishni hech qanday nuqsonlarsiz bajarishga yordam beradi. Router shpindel yuqoriga qarab shunday stolga o'rnatiladi.
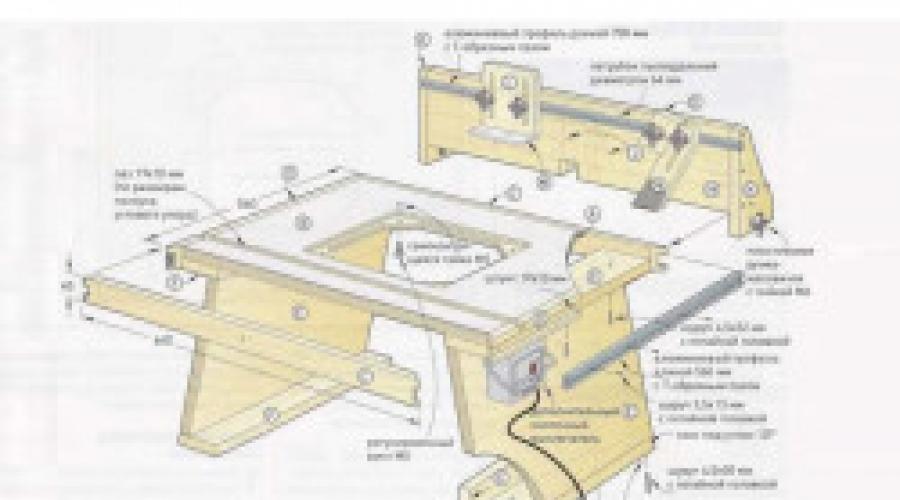
Stolda frezalash xatosiz bajarilishi uchun quyidagilar zarur:
- Kesilishi kerak bo'lgan shaklga mos keladigan o'lchagichlarni stol yuzasiga qo'ying;
- oval uchli tor o'lchagichlar o'zgaruvchan profilning qismlari bilan ishlash uchun zarur bo'lib, ular ish qismiga perpendikulyar ravishda stol yuzasiga biriktiriladi.
Shuni esda tutish kerakki, qo'l yo'riqnomasi bilan ishlashda uni to'sarning harakatiga nisbatan teskari yo'nalishda harakatlantirish kerak. Aks holda, asbob ko'pincha qo'llaringizdan chiqib ketadi va shikastlanishga olib keladi.
Xavfsizlik qoidalariga rioya qilish
Yog'och uchun qo'l router - bu majburiydir xavfsizlik qoidalariga rioya qilishni talab qiladi sog'likka zarar etkazmaslik uchun:

Xulosa
Qo'lda router yordamida yog'ochdan yasalgan buyumlar yasashni o'rganish juda qiyin. Eng yaxshisi o'qish zarur ko'rsatmalar bilan video darslar. Bu jiddiy shikastlanishga olib kelishi mumkin bo'lgan juda xavfli vosita ekanligini unutmang. Shuning uchun xavfsizlik choralariga rioya qilish, ehtiyotkor va ehtiyotkor bo'lish muhimdir.
Qo'l routerini sotib olgandan so'ng, yangi boshlovchi hunarmandning operatsion texnologiyasi haqida savollari bo'lishi mumkin. To'g'ri, qoida tariqasida, yo'riqnoma yog'ochga ishlov berish haqida allaqachon tushunchaga ega bo'lgan odamlar tomonidan sotib olinadi, ammo bu har doim ham shunday emas. Shuning uchun, avval siz router va mashhur to'sar profillari bilan tanishishingiz kerak.
Ushbu maqola yangi boshlanuvchilar uchun mo'ljallangan, shuning uchun eng asosiy narsalardan boshlaylik. Routerni sotib olayotganda, to'plamda gaykani mahkamlash uchun kalitlar, olinadigan to'xtash joyi va bitlar (kesuvchilar) bo'lishi kerak; Yaxshi yo'riqnoma zaxira cho'tkalar, kollet va rulon yoki pinli qo'shimcha qo'llanmalarni o'z ichiga olishi mumkin.

To'sar pastdan, milning teshigiga o'rnatiladi va siqish gaykadan foydalangan holda kollet bilan o'rnatiladi. Routerda to'xtash joyi harakatchan bo'lib, u kesish chuqurligini o'zgartirishga imkon beradi. Chuqurlik tutqichli maxsus qisqich bilan o'rnatiladi va aniq chuqurlik tishli novda gayka yordamida o'rnatiladi. Qulflash qisqichlarining turi va shakli bir asbobdan boshqasiga biroz farq qilishi mumkin, ammo ishlash printsipi hamma uchun bir xil.

Ishni boshlashdan oldin, kolletdagi gaykani yaxshilab mahkamlashingiz, chuqurlikni o'rnatishingiz va qulfni mahkamlashingiz kerak.

Yodda tutingki, marshrutizatorni tezda harakatlantirsangiz, profilda kichik chiplar paydo bo'lishi mumkin va asbobdagi yuk sezilarli darajada oshadi. To'sarning sekin harakati tozaroq profilni beradi, ammo profilda yonish xavfi mavjud. Bu ham yaxshi emas, keyin bu joylarni qum bilan tozalash qiyin.

Qismlarning chetlarida profillar yasash uchun qo'llab-quvvatlovchi podshipnikli kesgichlar mavjud.
Stol usti chetlarida frezalash umumiy "kalevka" so'zi deb ataladi, garchi profillarning o'zlari shakli jihatidan farq qilishi mumkin.
Qismning chetidan masofada profillarni kesish uchun rulmansiz so'nggi tegirmonlar qo'llaniladi. Bunday holda, hidoyat to'xtash joyidan foydalanish kerak, aks holda oluklar va oluklar silliq bo'lib chiqmaydi. Qanday bo'lmasin, marshrutizator va to'sar qandaydir to'xtash joyi bo'ylab borishi kerak. Keyinchalik jiddiy ish uchun bu foydali bo'ladi.

Kesuvchilar to'plami.

V shaklidagi yivni kesish uchun konusning kesgichi ishlatiladi. Sirtni bezash uchun ham, qismlarni yig'ish uchun ham yiv yoki truba tayyorlanadi.


Tishli bo'g'inlarni tayyorlash uchun qismlarga ishlov berishda truba yivli kesgich ishlatiladi.

Yog'och qismlarning chetlarini qayta ishlash uchun qo'llab-quvvatlovchi rulmanli profil kesgichlar ishlatiladi. Ushbu profil stol usti uchun mos keladi, biz bu "qoliplangan" variantlardan biri deb aytishimiz mumkin.

Qismlarning chetlarida ichki ovalni kesish uchun kesuvchi, eski nomi "fileta". Odatda bunday kesuvchilar "qo'ziqorin" deb ataladi.

O'tkir qirrasini olib tashlash uchun 45* gacha o'tkirlangan frezadan foydalaning. Ushbu profil tez-tez ishlatiladi va "chamfer" deb ataladi.
Rasmlar diynetwork.com
Router ko'plab uy hunarmandlarining asboblar to'plamida faxrlanadi. Universal router - bu yog'och yoki metall buyumlar yuzasini qayta ishlash uchun mo'ljallangan elektr qurilma. Freze mashinasi turli xil mahsulotlarni ishlab chiqarish, menteşalar uchun chuqurchalar va turli oluklar yaratish ishlarini soddalashtiradi.
Ushbu ishlar uchun qimmat va professional uskunalar umuman kerak emas: oddiy universal vosita etarli.
Router yordamida siz ko'plab uy-ro'zg'or buyumlarini yasashingiz va yog'och yoki metall bilan har qanday operatsiyalarni bajarishingiz mumkin. Yassi va shaklli sirtlarni qayta ishlash uchun frezalashtirgichlar kerak. Ushbu asboblar texnologik chuqurchalar, turli ulanishlar uchun oluklar va hatto bezak sifatida xizmat qiluvchi murakkab naqshlarni yaratadi.
Frezalar o'rnatish usulida farqlanadi - bu statsionar dastgohlar va qo'lda frezalash mashinalari. Mashinalar, o'z navbatida, bajariladigan operatsiyalar turiga ko'ra farqlanadi.
Statsionar qurilmalar yirik fabrikalarda yoki zavodlarda joylashtiriladi - bu erda ko'p sonli shunga o'xshash qismlarni ishlab chiqarish kerak. Kesish moslamasi ularga o'rnatiladi va ishlov beriladigan qism harakatlanadi.
Qo'lda ishlaydigan elektr frezalash mashinalari eng ko'p qirrali va keng ko'lamli vazifalarni bajarish uchun mos deb hisoblanadi. Qo'l asbobini ishlatganda, ishlov beriladigan qism qattiq o'rnatiladi va asbobning o'zi harakatlanadi. Frezeleme asboblari asbobni tuzatish uchun dizayn qobiliyatiga ega, shuning uchun qo'lda ushlab turiladigan qurilmalar ko'proq universal hisoblanadi.
Ish turini o'zgartirish uchun faqat nozulni o'zgartiring yoki boshqa joyga qo'ying.
Xususan, tegishli uskunaga ega bo'lgan qo'lda yog'och router bilan nima qilish mumkin:
Ushbu vositaning keng imkoniyatlari uni professional qurilish yoki ta'mirlash guruhlari va yangi uy ustalari tomonidan ishlatishga imkon beradi.
Ichki bezaklarni ishlab chiqarishda, mebel ishlab chiqarishda yoki turli xil hunarmandchilikni yaratishda ajralmas.
Universal router qurilmasi
Qo'lda ishlaydigan qurilmadan maksimal darajada foydalanish uchun usta qurilmaning dizayni va uning asosiy qismlarining maqsadi bilan tanish bo'lishi kerak.
 Asosiy qism - korpusga yashiringan elektr motor. Kolletkalar bilan ushlagichlar tanaga kiritilgan. Kolletlar turli o'lchamdagi kesgichlardan foydalanish uchun adapterlardir.
Asosiy qism - korpusga yashiringan elektr motor. Kolletkalar bilan ushlagichlar tanaga kiritilgan. Kolletlar turli o'lchamdagi kesgichlardan foydalanish uchun adapterlardir.
To'sarlar kolletka kiritiladi va maxsus tugma yoki siqish murvat bilan mahkamlanadi.
Tana platformaga ikkita novda bilan o'rnatiladi. Platforma metalldan yasalgan va juda katta va barqaror. Platformaning pastki qismiga asbobning qism bo'ylab silliq harakatlanishini ta'minlaydigan silliq toymasin plastinka biriktirilgan.
Korpusda shuningdek, "Ishga tushirish" tugmasi va asboblarni qulflash tugmasi mavjud. Ishlash rejimi quyidagilar yordamida tanlanadi:
- Frezeleme chuqurligini sozlash uchun ishlatilishi mumkin bo'lgan tugmalar va sozlash tarozilari. Ular chuqurlikni 1/10 mm aniqlik bilan sozlash imkonini beradi.
- Tezlikni o'zgartirish. Asbob bilan endigina tanishishni boshlaganlar uchun o'rta va hatto past tezlikda ishlash tavsiya etiladi.
Ba'zi modifikatsiyalarda kesish qismini chapga yoki o'ngga siljitish imkonini beruvchi parallel to'xtash mavjud. Bu yog'och frezalash ishlarining ayrim turlari uchun juda qulaydir.
 Maqsadiga ko'ra, qo'lda ishlaydigan qurilmalar quyidagi turlarga bo'linadi:
Maqsadiga ko'ra, qo'lda ishlaydigan qurilmalar quyidagi turlarga bo'linadi:
- Yuqori.
- Kromočny.
- Lamellar.
Yuqori turdagi frezalashtirgichlar statsionar yoki suv ostida bo'ladi. Statsionar qurilmalarda kesish qismi tana bo'ylab harakatlana olmaydi. Shuning uchun, ishlov berish chuqurligini sozlash uchun usta ma'lum mahorat va tajribani talab qiladigan butun asbobni ko'chirishga majbur bo'ladi.
Jihozni tanlashda ko'pincha to'sarlarga ustunlik beriladi. Ularda vosita qo'llanmalarda joylashgan bo'lib, ular bo'ylab chiqib ketish qismi bilan birga harakatlanishi mumkin. Bundan tashqari, suvga cho'miladigan turdagi qurilmalarda ish oxirida ko'krakni ko'tarish uchun mas'ul bo'lgan bahor mavjud.
Yog'ochni qo'lda qirrali frezalash mashinasi bilan frezalash ish qismlarining chetlarini kesish va qayta ishlashni o'z ichiga oladi. Turli qo'shimchalardan foydalanganda siz nafaqat tekis, balki shaklli sirtlarni ham qayta ishlashingiz mumkin: masalan, yubka taxtalarini yasash yoki shaklli eshik panellarini qayta ishlash.
Lamella turi turli oluklar yaratish uchun ishlatiladi. Qo'l routerlarining barcha turlaridan u eng yuqori ixtisoslashgan hisoblanadi.
Asbob tanlash qoidalari
Tegishli turdagi elektr frezalash mashinasini tanlash texnologik vazifalarga bog'liq. Ularga asoslanib, optimal funksionallik va mos texnik xususiyatlarga ega qurilma tanlanadi. Bundan tashqari, qo'shimcha qurilmalarga ehtiyoj va mavjudligi hisobga olinadi. Bu qisqichlar, turli xil to'xtash joylari, shablonlar bo'lib, ularning yordami bilan qism yanada aniq va xavfsiz tarzda qayta ishlanadi.
Avvalo, tegishli quvvatga ega qurilma tanlanadi. Asbobning massasi bu xususiyatga bog'liq. Shuning uchun qo'lda frezalash mashinalari engil, o'rta va og'ir bo'linadi.
 Eng kam vaznli engil qurilmalar etti yuz ellik vattdan oshmaydigan quvvatga ega. O'rtacha toifadagi bir ming bir yuz vattgacha kuchga ega. Og'ir qurilmalar uchun bu qiymat bir ming ikki yuz vattdan yuqori.
Eng kam vaznli engil qurilmalar etti yuz ellik vattdan oshmaydigan quvvatga ega. O'rtacha toifadagi bir ming bir yuz vattgacha kuchga ega. Og'ir qurilmalar uchun bu qiymat bir ming ikki yuz vattdan yuqori.
Oddiy va intensiv bo'lmagan ishlarda yoki ishlov berish materiali faqat yog'och bo'lsa, yuqori quvvatli qurilma sotib olish oqlanmaydi. Juda kuchli asboblar kam mil tezligiga ega.
Routerning aylanish tezligi ham asbobning muhim xususiyatlaridan biridir. Tezlik ko'rsatkichi 7 000 dan 24 000 rpm gacha. Turli materiallar va ishlov berish turlari har xil aylanish tezligini talab qiladi.
Mo'rt va qattiq materiallar va katta kesish chuqurligi past tezlikda kuchli vositalarni talab qiladi. Yuqori tezlikli qurilmalar yog'och qismlarni parlatish, silliqlash, o'yma yoki qayta ishlash uchun javob beradi.
Qurilmani tanlashda yoqish / o'chirish tugmasi joylashgan joy muhim ahamiyatga ega. Qo'llar uchun qulaylik va shuning uchun ish qismlarini qayta ishlash tezligi bunga bog'liq.
Kolletlar materiali, mahorati va dizayni bilan farqlanadi. Eng yaxshi kolletlar konus shaklidagi va qotib qolgan po'latdan yasalgan. Bunday elementlar oddiy po'latdan yasalgan kolletlarga qaraganda kamroq eskiradi va ancha uzoq davom etadi.
Zamonaviy marshrutizatorlar ko'pincha kesish paytida changni tozalash uchun o'rnatilgan elementga ega. Samarali changyutgich to'g'ridan-to'g'ri korpusda joylashgan bo'lishi mumkin.
Asbobning tagligi quyma yoki shtamplangan bo'lishi mumkin (arzon modellarda). Ishlab chiqarish vazifalarini bajarish sifati va tezligi taglik va ishlov beriladigan material o'rtasidagi aloqa zichligi va bir xilligiga bog'liq.
Asosiy tayanchda yo'riqnomalarni joylashtirish uchun teshiklar mavjud.
Plitaning teshik diametrining o'lchami ushbu qurilmaga o'rnatilishi mumkin bo'lgan to'sarning maksimal diametriga ta'sir qiladi.
Professional darajadagi routerning o'ziga xos xususiyatlari:
- Qurilma uchun turli xil qo'shimcha elementlarning butun to'plamining mavjudligi.
- Polimer o'rniga metall burmalarning mavjudligi.
- Rulman birliklari bilan metall gilzalarning mustahkamligi. Ular takroriy qizib ketish va sovutishdan keyin o'yin bo'lmasligini kafolatlaydi.
Professional modellar bir necha soat davomida tanaffussiz faol ishlashga qodir. Oddiy qurilmalar, taqqoslanadigan vaqt davomida ishlagandan keyin o'n besh daqiqalik tanaffusni talab qiladi.
Asbobni tanlash masalasini ortiqcha baholash qiyin, lekin siz uni qanday boshqarishni o'rganishingiz kerak. Siz nafaqat foydalanuvchi qo'llanmasini o'qib chiqishingiz, balki yog'och yo'riqnoma bilan ishlash bo'yicha video qo'llanmani ham ko'rishingiz kerak.
Elektr tegirmon bilan ishlash asoslari
Amaliy foydalanishdan oldin, har qanday uskuna singari, elektr frezani ham sozlash kerak. Birinchidan, xavfsizlik gaykasini burab, tirgakni chiqarib oling. Barcha tishli ulanishlar to'liq mahkamlanganligini va ishonchliligini tekshiring. Keyin qalin himoya moyni olib tashlang.
To'sar kollet chuckiga kiritilgan. Agar kerak bo'lsa, kartrij mos diametrga o'zgartiriladi. To'sar osilib ketmasligi uchun dastani maxsus kalit bilan mahkamlanadi. Keyin shpindel qisqich bilan mahkamlanadi.
To'sarning pozitsiyasi o'rnatiladi va cheklovchi sozlagich yordamida kerakli frezalash chuqurligi o'rnatiladi. Qurilmaning to'g'ri tezligi materialning parametrlari va to'sarning o'lchami o'rtasidagi yozishmalar jadvalidagi ma'lumotlar asosida aniqlanadi. Qurilmani "Ishga tushirish" tugmasi bilan yoqing va boshqaruvni kesib oling.
Haqiqiy ishdan oldin siz marshrutizatorning zarbasini, milning aylanish tezligini tekshirishingiz va matkapning kirib borish chuqurligini tanlashingiz kerak. Bu qoralama shaklida amalga oshiriladi. Agar mahsulot dumaloq ishlovdan o'tsa, u holda asbob kerak soat miliga teskari harakatlaning va tekis asosda harakatlanayotganda sizdan uzoqda.
Duradgorlik bo'yicha yangi boshlanuvchilar ko'pincha keng tarqalgan xatoga yo'l qo'yishadi: ular shakllangan ishlov berish konturida qurilmaning harakat tezligini o'zgartiradilar. Bunday holda, mashina haddan tashqari qizib ketadi va ishlov beriladigan qismda kuyishlar paydo bo'ladi.
Yog'och yo'riqnoma bilan ishlashdan oldin, yaxshi manbalarda undan foydalanish bo'yicha darslarni o'qish tavsiya etiladi.
Oluklarni shakllantirish
Agar truba eng chetidan boshlansa, u holda to'sar qismning chetiga osib qo'yilishi kerak. Keyin kerakli chuqurlik o'rnatiladi va asbob ishga tushiriladi. Chet to'liq ishlov berilganda, qulf bo'shatiladi. To'sar ko'tariladi va asbob o'chadi.
Ko'r truba xuddi shu tarzda amalga oshiriladi, faqat kesish qismning chetidan boshlanmaydi.
Yiv juda chuqur bo'lganda, u bir necha o'tishda kesiladi. Har bir yangi o'tish bilan besh millimetrdan ortiq bo'lmagan yangi chuqurlik o'rnatiladi. Oxirgi qatlamning chuqurligi bir yarim millimetrdan oshmasligi kerak.
Yakuniy sirtni qayta ishlash
Toza chekka yaratish - qo'l routeri bilan ishlashning eng keng tarqalgan turlaridan biri.
Birinchidan, sayoz kesish amalga oshiriladi. Elektr to'sar aylanish yo'nalishi bo'yicha, keyin esa teskari yo'nalishda harakat qiladi. Ushbu harakatdan so'ng, oxirida to'g'ri kontur paydo bo'ladi.
Jingalak shablonlar bilan ishlash
Shablonlar qismlarning nusxalarini yaratishga imkon beradi va shaklli qirralarni yaratish uchun ishlatiladi.
Mahkamlagichlar yordamida shablonning surish halqasi taglikka o'rnatiladi. Surish rishtasi shablon bo'ylab harakatlanadigan va to'sarning kerakli traektoriyasini tashkil etadigan plastinka.
Dekorativ tugatish
Yog'ochdan yasalgan buyumlarni bezash uchun ko'pincha dekorativ naqshlar tayyorlanadi. Qo'lda ishlaydigan dastgoh badiiy frezalash vazifasini yaxshi bajaradi. Siz shunchaki egiluvchan yog'ochni qanday qilib to'g'ri qayta ishlashni o'rganishingiz kerak - va siz uni maydalashingiz mumkin.
Naqsh ustida ishlayotganda, marshrutizatorning o'ziga qo'shimcha ravishda sizga vitse, chisel va jigsa kerak bo'ladi. Sirtda naqshli yog'och ish qismi mahkam o'rnatiladi va maxsus kesish moslamasi kontur bo'ylab harakatlanib, ishlov beriladigan qismning qatlamlarini olib tashlaydi. Asta-sekin naqsh hajmli bo'ladi.
Agar siz turli diametrli to'sardan foydalansangiz, siz individual bezak olasiz.
Universal qo'l routerlari Jekson Dayning "Routerlar bilan ishlash" asarida batafsil tavsiflangan.
Router - bu duradgorlikda ajralmas yordamchi bo'lgan ulkan funksionallikka ega noyob vosita. Qo'l yo'riqnomasidan foydalanib, siz yog'och qismlar o'rtasida har xil turdagi ulanishlarni yaratishingiz, ishlov beriladigan qismlarning qirralari, qirralari va yuzlarini shaklli ishlov berishingiz, yivlar va chuqurchalar qilish uchun, shuningdek yog'och o'ymakorligi va metall o'ymakorligi uchun foydalanishingiz mumkin.
Foydalanish qulayligiga qaramay, oddiy qoidalarga rioya qilmasdan foydalansangiz, marshrutizator xavfli vositadir. Shunday qilib, ushbu birlik bilan ishlashning asosiy qoidalari quyidagilar.
Asbobni ishga tayyorlash
Frezalashni boshlashdan oldin qilish kerak bo'lgan eng muhim narsa, ishlov beriladigan materialning xususiyatlarini va uskunaning turini hisobga olgan holda, qurilmani muayyan turdagi ish uchun sozlashdir.
Tezlikni tanlash
Freze mashinasi - bu 8000 dan 24000 rpm yoki undan ortiq shpindel tezligini ishlab chiqishga qodir bo'lgan birlik. Uskunaning aylanish tezligi qanchalik baland bo'lsa, qayta ishlangan sirt toza bo'ladi. Ammo shuni bilishingiz kerakki, ma'lum to'sarlar uchun ruxsat etilgan tezlikdan oshib ketish ishlov beriladigan qismning ishlov berish joylarida yonishiga olib kelishi mumkin. Shuning uchun, asbob dastagining aylanish tezligiga qo'shimcha ravishda, shuningdek, hisobga olish kerak pichoqning chiziqli tezligi. Qoidaga ko'ra, uskunaning diametri qanchalik katta bo'lsa, uskunaning chiqib ketish tomonining chiziqli tezligi shunchalik yuqori bo'ladi. Agar siz katta diametrli uskunadan foydalanmoqchi bo'lsangiz, milning tezligini biroz kamaytirish kerak bo'ladi.
Quyida jadval mavjud bo'lib, uning yordamida asbobning diametriga qarab optimal aylanish tezligini tanlashingiz mumkin.

Bundan tashqari, asbobning aylanish tezligini tanlashda, ishlov beriladigan materialning qattiqligini ham hisobga olish kerak. Qattiq yog'ochni frezalash ma'lum bir asbob diametri uchun tavsiya etilganidan pastroq tezlikni talab qiladi.
Agar PVX kesish, plexiglass va plastmassalarni qayta ishlash kerak bo'lsa, siz asbobning tezligini ham kamaytirishingiz kerak. Yuqori tezlikda plastmassa eriy boshlaydi va uskunaning pichoqlariga yopishadi. Har bir aniq holatda aylanish tezligi eksperimental ravishda tanlanadi.
To'sarni o'rnatish
Asbobni almashtirishdan oldin, kerak routerni quvvat manbaidan uzing. Boshlash tugmachasini o'chirish etarli bo'lmaydi. Dvigatelning tasodifiy ishga tushishiga yo'l qo'ymaslik uchun simni rozetkadan ajratib qo'yish juda muhimdir.
Uskunalar quyidagicha o'zgaradi.

Esda tutish kerak: agar asbob bo'lmasa, kollet qisqichining gaykasini mahkamlab bo'lmaydi. Bu uning buzilishiga olib keladi.
Qayta ishlash chuqurligini o'rnatish
Deyarli barcha frezeleme birliklari bilan jihozlangan chuqurlik regulyatorlari. Asbobni cho'ktirish chuqurligini o'rnatish quyidagicha:

Natijada, agar siz to'xtash joyi (2) minora to'xtash joyining eng past pog'onasiga tegguncha haydovchini tushirsangiz, siz jihozning tagiga nisbatan to'sarning maksimal kengayishiga erishasiz. Asbobni ishlov beriladigan qismga botirishning bu miqdori yakuniy bo'ladi, ya'ni kerakli chuqurlikka ega bo'ladi.
Agar siz bir o'tishda tanlab bo'lmaydigan chuqur truba qilishingiz kerak bo'lsa, u holda asbobni asta-sekin ishlov beriladigan qismga botirish uchun minora to'xtash joyidan foydalanishingiz mumkin. Buning uchun minora to'xtash joyining (1) eng yuqori pog'onasini chuqurlik to'xtash joyi (2) ostiga qo'ying va frezalashni bajaring. Keyinchalik, keyingi, pastki to'xtash joyini to'xtash joyi ostiga qo'ying va yana asbob bilan bitta o'tishni amalga oshiring. To'xtash joyi eng past to'xtash joyiga yetganda, kerakli chuqurlik chuqurligi olinadi. Quyidagi rasmda minora tipidagi to'xtash joyidan foydalanilganda asbobning asta-sekin ishlov beriladigan qismga qanday chuqurlashtirilganligi ko'rsatilgan.

Chetlarni qayta ishlash
Ish qismining chetlari va uchlarini qayta ishlash uchun maxsus chekka kesgichlar. Ular tekis yoki jingalak bo'lishi mumkin. To'g'ri kesgichlar qismlarning chetlarini shablon (egri chiziqli) bo'yicha yoki chizg'ich bo'ylab kesish (tekislash) uchun ishlatiladi. Misol uchun, agar siz laminatlangan DSPni elektr jigsa bilan kessangiz, unda bu holda siz yo'riqnomasiz qilolmaysiz. Faylni o'tkazgandan so'ng, chekka notekis va mayda chiplar bilan chiqadi. Unga ideal geometriyani berish uchun quyidagilarni bajaring.

Ish qismlarining uchlarini qayta ishlash uchun siz an'anaviy suv osti (vertikal) frezalash mashinalaridan foydalanishingiz mumkin. Agar siz qalinligi 4 mm gacha bo'lishi mumkin bo'lgan PVX chetidan o'simtalarni olib tashlashingiz kerak bo'lsa, u holda chekka router bilan ishlash qulayroq bo'ladi, chunki u ixcham o'lchamlari va engil vazniga ega.

Shakllangan uch tegirmonlar Asosan yog'och va MDF mahsulotlarini qayta ishlash uchun ishlatiladi. Bunday holda, ishlov beriladigan qismga birinchi navbatda to'g'ridan-to'g'ri to'sar yordamida ma'lum bir shakl beriladi. Va shundan so'ng, kolletka kerakli shakldagi profilga ega asbob o'rnatiladi va qirrasi odatdagi tarzda qayta ishlanadi. Qismning tekislangan qirrasi faqat rulman uchun shablon yoki qo'llanma bo'lib xizmat qiladi.


Yog'och qismlarni frezalashda yog'och donining yo'nalishini hisobga oling. Agar bu bajarilmasa, ishlov beriladigan qismlarning burchaklarida yoki bo'ylama tolalar, masalan, kavisli qismlarni qayta ishlashda oxirgi tolalarga o'tadigan joylarda chiplar paydo bo'ladi. Chig'anoqlarga yo'l qo'ymaslik uchun ishlov beriladigan qismdagi "muammo" joylarini bo'r bilan aylantiring (A-rasm). Agar siz ushbu joylardan odatdagi tarzda (soat miliga teskari) to'sar bilan o'tsangiz, bu ko'pincha chiplarning paydo bo'lishiga olib keladi. Shuning uchun, "muammo" zonalariga qadar asbob soat sohasi farqli ravishda oziqlanadi va tolalar o'tish joylarida yo'nalish teskari bo'ladi (C-rasm).

Xuddi shu qoida uchun ham amal qiladi yog'och blankalarning burchaklarini qayta ishlash. Birinchidan, to'sar tolalar bo'ylab soat yo'nalishi bo'yicha (burchak orqali) o'tishi kerak, shundan so'ng kesish odatiy tarzda davom etadi.
Agar MDF jabhalari frezalangan bo'lsa (ularni plastmassa bilan yopishtirishdan oldin) yoki ushbu materialdan tayyorlangan boshqa mahsulotlar, unda siz parchalanish haqida tashvishlanmasligingiz kerak, chunki material bir hil tuzilishga ega.
Teshiklarni kesish
Siz yog'och bo'laklarda teshiklarni kesish uchun foydalanishingiz mumkin. tekis truba kesuvchi. Agar teshik murakkab shaklga ega bo'lsa, u nusxa ko'chirish halqasi yordamida oldindan tayyorlangan shablonga muvofiq yo'riqnoma bilan kesiladi. Ikkinchisi frezalashtirgichning tagiga biriktiriladi va jihoz ishlayotganda asbobning harakatini kerakli yo'nalishda o'rnatadi.

Shunday qilib, yog'och bo'lakda teshikni kesish uchun siz quyidagi operatsiyalarni bajarishingiz kerak:
- to'g'ridan-to'g'ri tirqishli kesgichni qurilmaning kolletiga mahkamlang;
- marshrutizator tagiga nusxa ko'chirish yengini ulang;
- dastgohga teshik ochmoqchi bo'lgan ish qismini joylashtiring;
- kichik sunta bo'laklarini ish qismi ostiga qo'ying, uni stol ustiga biroz ko'taring (bu qismni kesib o'tishda asbob tashqariga chiqishi uchun kerak);
- shablonni allaqachon tayyorlangan teshik bilan ish qismiga joylashtiring va ikkala qismni qisqichlar bilan stolga bosing;
- qurilmaning tagiga nisbatan to'sarning oshib ketishining minimal qiymatini (taxminan 3 mm) o'rnating;
- marshrutizatorni yoqing va uni shablonga ehtiyotkorlik bilan tushiring, shunda to'sar materialga muloyimlik bilan kiradi;
- shablonning butun perimetri bo'ylab tegirmon;
- to'sarni yana 3 mm pastga tushiring va yuqoridagi amalni takrorlang;
- To'sar ishlov beriladigan qismdan to'g'ri o'tguncha bir vaqtning o'zida 3 mm chuqurlik qo'shishni davom eting.

Xuddi shu tarzda siz ham qila olasiz dumaloq teshikni kesib oling tegishli shablonga muvofiq. Ammo ish qismidagi doirani kesish uchun juda oddiy usul mavjud. Ko'pgina frezalashtiruvchi modellar allaqachon mavjud dumaloq qurilma. U bir tomondan sozlanishi (uchli) vintli novdadan iborat.

Rod jihozning tagiga biriktirilgan va o'tkir vint kelajakdagi aylananing markazi bo'lib xizmat qiladigan teshikka kiritilgan. Keyinchalik, to'sarning diametrini hisobga olgan holda kerakli radiusni o'rnatishingiz kerak. Quyidagi rasmda teshik radiusini qanday to'g'ri hisoblash mumkinligi ko'rsatilgan.

Frezeleme odatdagi usulda bir necha bosqichda amalga oshiriladi, har safar asbobni 3 mm ga chuqurlashtiradi.
Router bilan teshiklarni ham burishingiz mumkin, masalan, mebel menteşalarini o'rnatish uchun. Bu quyidagicha amalga oshiriladi.
- Jihozning qisqichiga mahkamlang Forstner matkap kerakli diametr.
- Shpindel tezligini minimal darajaga o'rnating.
- Routerni tekis yuzaga qo'ying.
- To'sarni uning markazidagi shpik stol yuzasiga 2-3 mm etib bormasligi uchun tushiring va haydovchini qo'llanmalarga mahkamlang.
- Keyinchalik, chuqurlik o'lchagichni minora to'xtash joyining istalgan pog'onasiga tushiring va uni qulflash vinti bilan mahkamlang. Chuqurlik cheklovchisi tufayli to'sar kerakli darajadan pastga tusha olmaydi.
- Drayv qulfini yo'riqnomalar bo'ylab yuqoriga va pastga erkin harakatlanishi uchun olib tashlang.
- Kelajakdagi teshikning markazi ish qismiga belgilanishi kerak.
- Router padini ish qismiga joylashtiring va to'sarni pastga tushiring, shunda uning markazida joylashgan tirgak qismning mo'ljallangan joyiga to'liq tegadi.
- To'sarni ishlov beriladigan qismdan bir oz yuqoriga ko'taring, jihozni yoqing va to'liq tezlikka erishgandan so'ng, chuqurlik to'xtash joyi to'xtash joyiga yetguncha asbobni materialga silliq botirishni boshlang. Ushbu nuqtada burg'ulash jarayoni tugallangan deb hisoblanishi mumkin.
Ish qismini burg'ulashdan oldin, xuddi shunday qalinlikdagi keraksiz yog'och yoki sunta taxtasida xuddi shunday operatsiyani bajarishingiz kerak.
Bu ko'r teshik kerakli chuqurlikka ega bo'lishi muhim, uning ichiga mebel menteşesi kosasini o'rnatish uchun etarli bo'ladi, shu bilan birga qismning orqa tomonida hech qanday bo'shliqlar yoki teshiklar bo'lmasligi kerak.
Agar qilish kerak bo'lsa teshik orqali, keyin chuqurlik cheklovchisini o'rnatish kerak emas. Ish qismining orqa tomonidagi "toza" to'sar chiqishi uchun burg'ulash 2 bosqichda amalga oshirilishi kerak. Birinchi bosqichda chashka matkap ish qismiga uning teskari tomonida tenondan kichik bir teshik hosil bo'lguncha botiriladi. Keyinchalik, ish qismi ag'dariladi, burg'ulash boshi hosil bo'lgan teshikka o'rnatiladi va keyingi burg'ulash amalga oshiriladi. Shunday qilib, ishlov beriladigan qismning ikkala tomonidagi teshikning qirralari silliq va chipsiz bo'ladi.
Qulflar va ilgaklarni o'rnatish
Yog'och eshikka menteşalar va qulflarni o'rnatish uchun ko'plab maxsus qurilmalar ishlab chiqilgan bo'lib, ularda cho'milish yo'riqnomasi o'rnatilgan.

Ushbu qurilmalar juda qimmat, shuning uchun hunarmandlar ularni o'z qo'llari bilan yasashga harakat qilishadi. Misol uchun, shablonsiz marshrutizator bilan ilgaklarni o'rnatish juda qiyin vazifadir. Ammo, agar siz maxsus oddiy shablon qilsangiz, bu jarayon sezilarli darajada soddalashtiriladi. Buni qanday qilishni ushbu videodan bilib olishingiz mumkin.
Ichki eshiklarga qulflarni kiritish 2 bosqichda sodir bo'ladi: birinchi navbatda, qulfning old plitasi uchun keng truba hosil bo'ladi, so'ngra qulf tanasi uchun chuqur truba tanlanadi. Qulf korpusining o'rindig'ini shakllantirish uchun siz quyidagi amallarni bajarishingiz kerak.

Oluklar va choraklardan namuna olish
Ish qismining yuzida yoki uning chetida (uchida) truba tanlash uchun siz eshik qulflarini kesishda bo'lgani kabi parallel to'xtash joyidan foydalanishingiz mumkin. Ammo, agar siz juda ko'p bir xil yog'och qismlarda oluklarni tanlashingiz kerak bo'lsa, jarayonni engillashtirish uchun maxsus qurilma ham qilishingiz mumkin. Bu nimaga o'xshaydi yiv ochish qurilmasi, quyidagi rasmda ko'rsatilgan.

Ushbu qurilmani sozlash oson:
- qurilma qurilma platformasiga o'rnatilgan;
- butun tuzilish ish qismiga o'rnatiladi;
- parallel qo'llanmalar yordamida to'g'ridan-to'g'ri yivli to'sar ishlov beriladigan qismdagi belgilarga nisbatan markazlashtiriladi;
- Uskunaning cho'milish chuqurligini moslashtirgandan so'ng (odatda bir nechta o'tish talab qilinadi), oluklar tayyorlanadi.
Yog'ochning to'rtdan birini tanlash uchun foydalaning rulmanli truba kesuvchi.

Ish qismining qirrasi (oxiri) uskuna uchun qo'llanma bo'lib xizmat qiladi. Asbob jihozning kolletiga mahkamlanadi, shundan so'ng suvga cho'mish balandligi o'rnatiladi va chorak odatdagi tarzda chiqariladi.


Chorak tanlash bu uskunaning yagona vazifasi emas. Uning yordami bilan siz ishlov beriladigan qismning chekkasi bo'ylab truba tanlashingiz mumkin va til va truba taxtasini yasang. Yivning chuqurligi turli diametrli rulmanlarni almashtirish orqali o'rnatiladi.

Til va yivli taxtalarni ko'p miqdorda ishlab chiqarish uchun siz routerni stolga ulashingiz kerak bo'ladi.
Tenon-groove va dovetail aloqasi
Til va truba aloqasini yaratish uchun juda ko'p murakkab qurilmalar mavjud. Ammo yog'och mahsulotlarini ishlab chiqarish oqimda bo'lmasa, u holda til va yivli ulanish qo'l routeri yordamida oddiy tarzda amalga oshirilishi mumkin.

Yiv qanday tanlanganligi yuqorida batafsil muhokama qilingan. Agar siz ishlov beriladigan qismning butun uzunligi yoki kengligi bo'ylab truba qilishingiz kerak bo'lsa, unda siz tenonning burchaklarini yumaloqlashingiz shart emas.

Qopqog'i tirgak bo'g'inini qilish uchun maxsus qurilmadan foydalaning.

Routerga o'rnatilgan kaptar yivli kesuvchi, shuningdek, shablonning tirqishlarida yaxshiroq joylashish uchun yon tomonlari bo'lgan nusxa ko'chirish gilzasi.

Shablonni va ish qismini siqib chiqqandan so'ng, frezalash umumiy qoidalarga muvofiq amalga oshiriladi.

Til va yivli birikma ham qo'llaniladi astar ishlab chiqarishda. Faqat astarni tayyorlash uchun sizda 2 ta kesgich to'plami bo'lishi kerak. Bir to'sar qismning chetida truba tanlaydi, ikkinchisi esa tenon qiladi.

Kimga panel yasang, uning qirrasi tenon bo'lib, fasad ramkasida truba kesiladi, shuningdek, kesgichlar to'plamidan foydalaning.


Metall ish
Metallni qo'lda frezalash mashinasi bilan frezalash juda kam hollarda amalga oshiriladi, chunki bu vosita bu maqsad uchun mo'ljallanmagan.
Ba'zan u payvand choklarini yoki qarama-qarshi teshiklarni tozalash uchun ishlatiladi. Ushbu asbobdan alyuminiy, mis, bronza va guruchdan tayyorlangan mahsulotlarni qayta ishlash uchun ham foydalanish mumkin (yivlar tayyorlash uchun). Jihozga karbid truba kesgichi o'rnatilgan va uning qismi odatdagi tarzda frezalanadi.
Ba'zan qo'l routeri rangli metallardan tayyorlangan samolyotlarda naqshlarni o'yib olish uchun ishlatiladi. Bunday holda, yog'ochga ishlov berish uchun bir xil shablon va qurilmalar qo'llaniladi, faqat maxsuslari marshrutizatorning kolletiga mahkamlanadi. o'yma kesgichlar.

Figurali o'ymakorlik va hunarmandchilik
Odatda, yivlilar figurali yog'och o'ymakorligi uchun ishlatiladi. fileto va tirqishli tekis kesgichlar. Qo'lda frezalash mashinasi bilan yog'och o'ymakorligi quyidagicha amalga oshiriladi:
- qurilmaga kichik diametrli fileto trubasini kesgichni o'rnating;
- ish qismiga dizaynni qo'llang (siz stencildan foydalanishingiz mumkin);

- qo'llaniladigan naqshni qora marker bilan belgilang (alkogol emas);

- cho'milish chuqurligini 3-4 mm ga o'rnatib, chizilgan chiziqlarni fileto kesgich bilan kuzatib boring;

- Keyinchalik, fileto to'sarni to'g'ridan-to'g'ri yivli kesgichga o'zgartirishingiz va naqshning butun ichki qismini tanlashingiz kerak;

- Frezeleme tugagandan so'ng, hosil bo'lgan naqsh zımpara va lak bilan zımparalanishi kerak.

Xuddi shu tarzda amalga oshiriladi hajmli figurali o'ymakorlik yog'och ustida. Faqat to'sar naqshni emas, balki uning atrofidagi fonni tanlaydi. Bezakni tugatish matkap yoki mini matkap (graver) bilan amalga oshiriladi.

Bundan tashqari, frezalashtirgich yordamida nafaqat yog'och o'ymakorligi, balki ochiq ishlov berish ham ishlab chiqariladi kontrplakni (yivli) kesish orqali, yupqa mebel panellari, MDF plitalari. Quyidagi rasmda kontrplakda marshrutizator yordamida qilingan tirqishli naqsh ko'rsatilgan.

Kontrplakni qayta ishlash oddiy yog'och kesgichlar bilan amalga oshiriladi.
Kontrplak ma'lum miqdorda yopishtiruvchi moddalarni o'z ichiga olganligi sababli, uskunani yog'ochni qayta ishlashga qaraganda tez-tez pichoqlarga yopishgan elimdan tozalash kerak.
Yuqorida tavsiflangan ish usullaridan foydalanib, siz gazebos, oshxona jabhalari, qishloq mebellari va boshqalar uchun shaklli elementlarni kesib qo'yishingiz mumkin.

Figurali yog'och o'ymakorligi turli xil bezaklarni bezattirishi mumkin yog'ochdan yasalgan hunarmandchilik. Masalan, qutilar, tavla, turli muassasalar uchun belgilar yasash.



Agar kerak bo'lsa, frezalashtirgich ham ishlatilishi mumkin balyuslarni yasash, o'ralgan yoki tekis o'yma bilan bezatilgan. To'g'ri oluklarni maydalash uchun o'z qo'llaringiz bilan qilish oson bo'lgan maxsus qurilmadan foydalaning.


Balusterni frezalash jarayoni quyidagicha sodir bo'ladi.
- Jihozda rulmanli fileto truba to'sar o'rnatilgan.
- Ish qismining burilishiga yo'l qo'ymaslik uchun u vint bilan o'rnatiladi. U diskdagi teshiklardan biriga o'rnatilgan baluster bilan o'rnatilishi kerak.
- Keyinchalik, asbob pastga tushiriladi, shunda rulman ish qismining chap yoki o'ng tomonida va uning markazidan pastda bo'ladi. Ammo to'sar qismning markazida joylashgan bo'lishi kerak.
- Uskunani joylashtirgandan so'ng, jihoz yoqiladi va yumaloq yiv hosil bo'ladi (rulman asbobni boshqaradi, balusterning barcha shakllarini takrorlaydi).
- Keyingi bosqichda marshrutizator yon tomonga o'tkaziladi, mahkamlash vinti bo'shatiladi va disk qulf keyingi teshikka mos keladigan tarzda aylantiriladi.
- Ish qismini mahkamlagandan so'ng, uzunlamasına truba yana chiqariladi. To'sarning har bir o'tishidan keyin ish qismini 1 bosqichga aylantirish kerak.
Quyidagi fotosuratda ko'rsatilgan uzunlamasına yivli balusterlar.

Tayyorlash uchun o'ralgan balusterlar yanada murakkab qurilma kerak bo'ladi.

Buralgan naqsh to'sar uning bo'ylab harakatlanayotganda ishlov beriladigan qismni aylantirish orqali olinadi. Ish qismining aylanishi va bu dastgohda frezalashtirgichning harakati sinxronlashtiriladi.