Uyda nikel qoplamasi - chiroyli va ishonchli qoplamalarni olish. Uyda nikel qoplama texnologiyasi Metallni nikel bilan qanday qoplash mumkin
Shuningdek o'qing
Ba'zi metallarni boshqalar bilan kimyoviy qoplama texnologik jarayonning soddaligi tufayli o'ziga jalb qiladi. Haqiqatan ham, masalan, po'latdan yasalgan qismni kimyoviy nikel bilan qoplash zarur bo'lsa, tegishli emalli idishlar, isitish manbai (gaz plitasi, primus pechkasi va boshqalar) va nisbatan kam kimyoviy moddalar bo'lishi kifoya. Bir yoki ikki soat - va uning qismi porloq nikel qatlami bilan qoplangan.
E'tibor bering, faqat yordam bilan elektrsiz nikel qoplamasi Siz ishonchli tarzda murakkab profillar va ichki bo'shliqlar (quvurlar va boshqalar) bilan nikel-plastinka qismlarini qilishingiz mumkin. To'g'ri, kimyoviy nikel qoplamasi (va boshqa shunga o'xshash jarayonlar) kamchiliklardan xoli emas. Asosiysi, nikel plyonkasining asosiy metallga yopishishi juda kuchli emas. Biroq, bu kamchilikni yo'q qilish mumkin, buning uchun past haroratli diffuziya usuli qo'llaniladi. Bu sizga nikel plyonkasining asosiy metallga yopishishini sezilarli darajada oshirish imkonini beradi. Bu usul hamma uchun amal qiladi kimyoviy qoplamalar ba'zi metallar boshqalarga.
Kimyoviy nikel qoplama jarayoni natriy gipofosfit va boshqa kimyoviy moddalar yordamida uning tuzlarining suvli eritmalaridan nikelni kamaytirish reaktsiyasiga asoslangan.
Nikel qoplamasi
Kimyoviy ishlab chiqarilgan nikel qoplamalari amorf tuzilishga ega. Nikelda fosfor mavjudligi plyonkani qattiqligida xrom plyonkasiga o'xshash qiladi. Afsuski, nikel plyonkasining asosiy metallga yopishishi nisbatan past. Nikel plyonkalarini termik ishlov berish (past haroratli diffuziya) nikel bilan qoplangan qismlarni 400 ° S haroratgacha qizdirishdan va ularni 1 soat davomida shu haroratda ushlab turishdan iborat.
Agar nikel bilan qoplangan qismlar qotib qolsa (buloqlar, pichoqlar, baliq ilgaklari va boshqalar), u holda 40 ° S haroratda ular qattiqlashishi mumkin, ya'ni ular asosiy sifatini - qattiqligini yo'qotishi mumkin. Bunda past haroratli diffuziya 270...300 S haroratda 3 soatgacha ushlab turish bilan amalga oshiriladi, bunda issiqlik bilan ishlov berish nikel qoplamining qattiqligini ham oshiradi.
Hammasi afzalliklari sanab o'tilgan kimyoviy nikel qoplamasi texnologlarning e'tiboridan chetda qolmadi. Ular uchun amaliy foydalanish topildi (dekorativ va korroziyaga qarshi xususiyatlardan foydalanishdan tashqari). Shunday qilib, kimyoviy nikel qoplamasi yordamida o'qlar ta'mirlanadi turli mexanizmlar, ip kesish mashinalarining qurtlari va boshqalar.
Uyda, nikel qoplamasi (kimyoviy, albatta!) yordamida siz turli xil uy jihozlarining qismlarini ta'mirlashingiz mumkin. Bu erda texnologiya juda oddiy. Misol uchun, qandaydir qurilmaning o'qi buzildi. Keyin shikastlangan joyda nikel qatlami (ortiqcha) quriladi. Keyin o'qning ish joyi silliqlanadi, uni kerakli o'lchamga keltiradi.
Shuni ta'kidlash kerakki, kimyoviy nikel qoplamasi qalay, qo'rg'oshin, kadmiy, sink, vismut va surma kabi metallarni qoplash uchun ishlatilmaydi.
Kimyoviy nikel qoplamasi uchun ishlatiladigan eritmalar kislotali (pH - 4...6,5) va ishqoriy (pH - 6,5 dan yuqori) bo'linadi. Qora metallar, mis va guruchni qoplash uchun kislotali eritmalar afzalroqdir. Ishqoriy - zanglamaydigan po'latlar uchun.
Jilolangan qismdagi kislotali eritmalar (ishqoriy eritmalarga nisbatan) silliqroq (oynaga o'xshash) sirt beradi, ular kamroq g'ovaklikka ega va jarayon tezligi yuqori. Kislotali eritmalarning yana bir muhim xususiyati: ular oshib ketganda o'z-o'zidan oqishi ehtimoli kamroq ish harorati. (O'z-o'zidan oqizish - nikelning eritma ichiga bir zumda cho'kishi, ikkinchisining chayqalishi.)
Ishqoriy eritmalar nikel plyonkasini asosiy metallga yanada ishonchli yopishishning asosiy afzalligiga ega.
Va oxirgi narsa. Nikel qoplamasi uchun suv (va boshqa qoplamalarni qo'llashda) distillangan holda olinadi (siz kondensatdan foydalanishingiz mumkin). uy muzlatgichlari). Kimyoviy reagentlar hech bo'lmaganda toza (yorliqdagi belgi - C) mos keladi.
Qismlarni har qanday metall plyonka bilan qoplashdan oldin, ularning sirtini maxsus tayyorlashni amalga oshirish kerak.
Barcha metallar va qotishmalarni tayyorlash quyidagicha. Qayta ishlangan qism suvli eritmalardan birida yog'sizlanadi, so'ngra qism quyida sanab o'tilgan eritmalardan birida tuzlanadi.
Tuzlash uchun eritmalar tarkibi (g/l)
Chelik uchun
Sulfat kislota - 30...50. Eritma harorati - 20 ° C, ishlov berish vaqti - 20 ... 60 s.
Xlorid kislotasi - 20...45. Eritma harorati - 20°C, ishlov berish vaqti - 15...40 s.
Sulfat kislota - 50...80, xlorid kislota - 20...30. Eritma harorati - 20°C, ishlov berish vaqti - 8...10 s.
Mis va uning qotishmalari uchun
Sulfat kislota - 5% eritma. Harorat - 20 ° C, ishlov berish vaqti - 20 s.
Alyuminiy va uning qotishmalari uchun
Nitrat kislota. (Diqqat, 10...15% eritma.). Eritma harorati - 20 ° C, ishlov berish vaqti - 5 ... 15 s.
E'tibor bering, alyuminiy va uning qotishmalari uchun kimyoviy nikel qoplamasidan oldin yana bir ishlov berish amalga oshiriladi - sinkat bilan ishlov berish. Quyida sinkat bilan davolash uchun echimlar mavjud.
Sinkat bilan ishlov berish uchun eritmalar tarkibi (g/l)
Alyuminiy uchun
Kustik soda - 250, rux oksidi - 55. Eritma harorati - 20 ° C, ishlov berish vaqti - 3...5 s.
Kustik soda - 120, rux sulfat - 40. Eritma harorati - 20 ° C, ishlov berish vaqti - 1,5 ... 2 minut.
Ikkala eritmani tayyorlashda avval suvning yarmida gidroksidi soda, ikkinchi yarmida sink komponenti alohida eritiladi. Keyin ikkala eritma birga quyiladi.
Quyma alyuminiy qotishmalari uchun
Kustik soda - 10, sink oksidi - 5, Rochelle tuzi (kristal hidrat) - 10. Eritma harorati - 20 ° C, ishlov berish vaqti - 2 minut.
Dövülmüş alyuminiy qotishmalari uchun
Temir xlorid (kristal gidrat) - 1, kaustik soda - 525, rux oksidi 100, Roshel tuzi - 10. Eritma harorati - 25 ° C, ishlov berish vaqti - 30...60 s.
Sinkat bilan ishlov berishdan so'ng, qismlar suvda yuviladi va nikel qoplama eritmasiga osib qo'yiladi.
Nikel qoplamasi uchun barcha echimlar universaldir, ya'ni barcha metallar uchun mos keladi (ba'zi xususiyatlar mavjud bo'lsa ham). Ular ma'lum bir ketma-ketlikda tayyorlanadi. Shunday qilib, barcha kimyoviy reagentlar (natriy gipofosfitidan tashqari) suvda eritiladi (emal idishlar!). Keyin eritma ish haroratiga qadar qizdiriladi va shundan keyingina natriy gipofosfit eritiladi va uning qismlari eritmaga osib qo'yiladi.
1 litr eritmada siz 2 dm2 gacha bo'lgan sirtni nikel bilan qoplashingiz mumkin.
Nikel qoplamasi uchun eritmalar tarkibi (g/l)
Nikel sulfat - 25, natriy suksinat - 15, natriy gipofosfit - 30. Eritma harorati - 90 ° C, pH - 4,5, plyonka o'sish tezligi - 15...20 mkm/soat.
Nikel xlorid - 25, natriy suksinat - 15, natriy gipofosfit - 30. Eritma harorati - 90...92°C, pH - 5,5, o'sish tezligi - 18...25 mkm/soat.
Nikel xlorid - 30, glikolik kislota - 39, natriy gipofosfit - 10. Eritma harorati 85...89 ° C, pH - 4,2, o'sish tezligi - 15..20 mkm/soat.
Nikel xlorid - 21, natriy asetat - 10, natriy gipofosfit - 24. Eritma harorati - 97 ° C, pH - 5,2, o'sish tezligi - 60 mkm / soatgacha.
Nikel sulfat - 21, natriy asetat - 10, qo'rg'oshin sulfid - 20, natriy gipofosfit - 24. Eritma harorati - 90 ° C, pH - 5, o'sish tezligi - 90 mkm/soatgacha.
Nikel xlorid - 30, sirka kislota - 15, qo'rg'oshin sulfid - 10...15, natriy gipofosfit - 15. Eritma harorati - 85...87 ° C, pH - 4,5, o'sish tezligi - 12...15 mkm/soat. .
Nikel xlorid - 45, ammoniy xlorid - 45, natriy sitrat - 45, natriy gipofosfit - 20. Eritma harorati - 90 ° C, pH - 8,5, o'sish tezligi - 18 ... 20 mkm / soat.
Nikel xlorid - 30, ammoniy xlorid - 30, natriy süksinat - 100, ammiak (25% eritma - 35, natriy gipofosfit - 25). Harorat - 90°C, pH - 8...8,5, o'sish tezligi - 8...12 mkm/soat.
Nikel xlorid - 45, ammoniy xlorid - 45, natriy asetat - 45, natriy gipofosfit - 20. Eritma harorati - 88...90°C, pH - 8...9, o'sish tezligi - 18...20 mkm/soat. .
Nikel sulfat - 30, ammoniy sulfat - 30, natriy gipofosfit - 10. Eritma harorati - 85 ° C, pH - 8,2...8,5, o'sish tezligi - 15...18 mkm/soat.
Diqqat! Mavjud GOST me'yorlariga ko'ra, 1 sm2 uchun bir qatlamli nikel qoplamasi bir necha o'nlab teshiklarga ega (asosiy metallga). Tabiiyki, ochiq havoda nikel bilan qoplangan po'lat qism tezda zang "toshma" bilan qoplanadi.
Qoplamaning xususiyatlari va qo'llanilishi. Kimyoviy nikel qoplama jarayonining asosi nikelni uning tuzlarining suvli eritmalaridan natriy gipofosfit bilan kamaytirishdir. Ishqoriy va kislotali eritmalardan nikelni cho'ktirish usullari sanoatda qo'llanilgan. Cho'ktirilgan qoplama yarim porloq rangga ega metall ko'rinish, nozik kristalli tuzilishga ega va nikel va fosfor qotishmasi hisoblanadi. Cho'kma tarkibidagi fosfor miqdori eritmaning tarkibiga bog'liq bo'lib, ishqorli eritmalar uchun 4-6% dan kislotali eritmalar uchun 8-10% gacha.
Fosfor tarkibiga mos ravishda nikel-fosfor konining fizik konstantalari ham o'zgaradi. O'ziga xos tortishish u 7,82-7,88 g / sm 3, erish nuqtasi 890-1200 °, elektr qarshiligi 0,60 ohm mm 2 / m. 300-400 ° haroratda issiqlik bilan ishlov berishdan so'ng, nikel-fosfor qoplamining qattiqligi 900-1000 kg / mm 2 gacha ko'tariladi. Shu bilan birga, yopishish kuchi ko'p marta ortadi.
Nikel-fosforli qoplamaning ko'rsatilgan xususiyatlari uning qo'llanilish sohalarini ham aniqlaydi.
Uni murakkab profilli qismlarni qoplash uchun ishlatish tavsiya etiladi, ichki yuzasi quvurlar va rulonlar, qismlarni bir xilda qoplash uchun aniq o'lchamlar, ishqalanadigan yuzalar va harorat ta'siriga duchor bo'lgan qismlarning aşınma qarshiligini oshirish uchun, masalan, qoliplarni qoplash uchun.
Qora metallar, mis, alyuminiy va nikeldan tayyorlangan qismlar nikel-fosforli qoplamaga duchor bo'ladi.
Ushbu usul nikelni qo'rg'oshin, sink, kadmiy va qalay kabi metallar yoki qoplamalarga yotqizish uchun mos emas.
Ishqoriy eritmalardan nikel cho'kishi. Ishqoriy eritmalar yuqori barqarorlik, sozlash qulayligi, kukunli nikelning tez va bir zumda cho'ktirish tendentsiyasining yo'qligi (o'z-o'zidan tushirish hodisasi) va ularni almashtirmasdan uzoq muddatli ishlash imkoniyati bilan tavsiflanadi.
Nikel cho'kma tezligi 8-10 mikron / soat. Jarayon qismlar yuzasida vodorodning intensiv chiqishi bilan davom etadi.
Eritmani tayyorlash har bir komponentni alohida eritishdan iborat, shundan so'ng ular birgalikda quyiladi. ishlaydigan vanna, natriy gipofosfitdan tashqari. U faqat eritma ish haroratiga qizdirilganda va uning qismlari qoplama uchun tayyorlanganda qo'shiladi.
Sirtni tayyorlash po'lat qismlar qoplama uchun o'ziga xos xususiyatlarga ega emas.
Eritmani ish haroratiga qizdirgandan so'ng, u barqaror bo'lgunga qadar 25% ammiak eritmasi bilan o'rnatiladi ko'k, natriy gipofosfit eritmasini qo'shing, qismlarni osib qo'ying va dastlabki ishlovsiz qoplamani boshlang. Eritma asosan ammiak va natriy gipofosfit bilan o'rnatiladi. Nikel qoplamali vannaning katta hajmi va qismlarning yuqori o'ziga xos yuklanishi bilan eritma ammiak bilan to'g'ridan-to'g'ri gazsimon ammiakli silindrdan, kauchuk trubka orqali vannaning pastki qismiga gazni uzluksiz etkazib berish bilan o'rnatiladi.
Sozlash qulayligi uchun 400-500 g/l konsentratsiyali natriy gipofosfit eritmasi tayyorlanadi.
Nikel xlorid eritmasi odatda ammoniy xlorid va natriy sitrat bilan birgalikda sozlash uchun tayyorlanadi. Buning uchun 150 g / l nikel xlorid, 150 g / l ammoniy xlorid va 50 g / l natriy sitrat o'z ichiga olgan eritmani ishlatish eng maqbuldir.
Qatlam qalinligi 10 mkm bo'lgan qoplama yuzasining 1 dm 2 uchun natriy gipofosfitning o'ziga xos iste'moli taxminan 4,5 g, nikel esa metallga nisbatan taxminan 0,9 g ni tashkil qiladi.
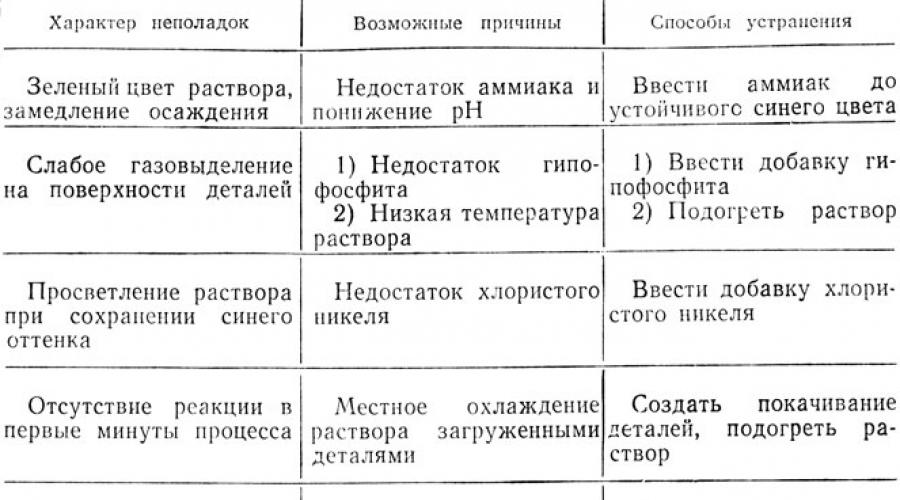
Ishqoriy eritmalardan nikelni kimyoviy cho'ktirishda asosiy muammolar Jadvalda keltirilgan. 8.

Kislotali eritmalardan nikel cho'kishi. Ishqoriy eritmalardan farqli o'laroq, kislotali eritmalar nikel va gipofosfit tuzlari eritmalariga turli xil qo'shimchalar bilan tavsiflanadi. Shunday qilib, bu maqsadda natriy asetat, süksinik, tartarik va sut kislotalari, Trilon B va boshqa organik birikmalardan foydalanish mumkin. Ko'pgina kompozitsiyalar orasida quyida quyidagi kompozitsiya va yog'ingarchilik rejimiga ega bo'lgan eritma mavjud:

pH qiymatini 2% natriy gidroksid eritmasi bilan sozlash kerak. Nikel cho'kma tezligi 8-10 mikron / soat.
Eritmaning 95 ° dan yuqori qizib ketishi qorong'u shimgichli cho'kindining bir zumda cho'kishi va eritmaning vannadan sachrashi bilan nikelning o'z-o'zidan chiqishiga olib kelishi mumkin.
Eritma faqat 55 g/l natriy fosfit NaH 2 PO 3 to'planguncha uning tarkibiy qismlarining konsentratsiyasiga qarab o'rnatiladi, shundan so'ng nikel fosfit eritmadan tushishi mumkin. Fosfitning belgilangan konsentratsiyasiga erishilgandan so'ng, nikel eritmasi drenajlanadi va yangisi bilan almashtiriladi.
Issiqlik bilan ishlov berish. Sirt qattiqligi va aşınma qarshiligini oshirish uchun nikel qo'llaniladigan hollarda, qismlarga issiqlik bilan ishlov beriladi. Yuqori haroratlarda nikel-fosfor konlari kimyoviy birikma hosil qiladi, bu uning qattiqligini keskin oshiradi.
Isitish haroratiga qarab mikroqattiqlikning o'zgarishi rasmda ko'rsatilgan. 13. Diagrammadan ko'rinib turibdiki, qattiqlikning eng katta o'sishi 400-500 ° harorat oralig'ida sodir bo'ladi. Harorat rejimini tanlashda, qattiqlashuv yoki normalizatsiyaga uchragan bir qator po'latlar uchun yuqori harorat har doim ham qabul qilinishi mumkin emasligini hisobga olish kerak. Bundan tashqari, havoda amalga oshiriladigan issiqlik bilan ishlov berish qismlar yuzasida xiralashgan ranglarning paydo bo'lishiga olib keladi, oltin sariqdan binafsha rangga aylanadi. Shu sabablarga ko'ra, isitish harorati ko'pincha 350-380 ° gacha cheklanadi. Bundan tashqari, nikel bilan qoplangan yuzalarni pechga qo'yishdan oldin toza bo'lishi kerak, chunki har qanday ifloslanish issiqlik bilan ishlov berishdan keyin juda intensiv ravishda aniqlanadi va uni faqat parlatish orqali olib tashlash mumkin. Isitish vaqti 40-60 minut. yetarli.

Uskunalar va aksessuarlar. Kimyoviy nikel qoplamasi uchun uskunalar ishlab chiqarishda asosiy vazifa kislotalar va ishqorlarga chidamli va issiqlik o'tkazuvchanligiga ega bo'lgan vanna qoplamalarini tanlashdir. Eksperimental ish va qoplama uchun kichik qismlar chinni va po'latdan yasalgan sirlangan vannalardan foydalaning.
50-100 litr va undan ortiq hajmdagi vannalarda katta mahsulotlarni qoplashda kuchli nitrat kislotaga chidamli emalli emallangan tanklar qo'llaniladi. Ba'zi fabrikalarda 88-sonli elimdan va teng og'irlikda olingan xrom oksidi kukunidan iborat qoplama bilan qoplangan po'lat silindrsimon vannalar qo'llaniladi. Xrom oksidi mikro-zumrad kukunlari bilan almashtirilishi mumkin. Qoplama oraliq havo bilan quritish bilan 5-6 qatlamda amalga oshiriladi.
Kirov zavodida bu maqsadda silindrsimon vannalarni olinadigan plastik qopqoq bilan qoplash muvaffaqiyatli qo'llaniladi. Vannalarni tozalash zarur bo'lsa, eritmalar pompalanadi va qopqoqlar chiqariladi va nitrat kislota bilan ishlov beriladi. Karbonli po'latdan marjon va savat uchun material sifatida foydalanish kerak. Qismlar va suspenziyalarning alohida bo'limlarini izolyatsiyalash perchlorovinil emallari yoki plastik birikma bilan amalga oshiriladi.
Eritmani isitish uchun foydalaning elektr isitgichlar suv ko'ylagi orqali issiqlik uzatish bilan. Kichkina qismlarga issiqlik bilan ishlov berish termostatlarda amalga oshiriladi. Yirik mahsulotlar uchun, milya pechlari bilan avtomatik tartibga solish harorat.
Zanglamaydigan va kislotaga chidamli po'latlarni nikel bilan qoplash. Nikel qoplamasi sirt qattiqligi va aşınma qarshiligini oshirish, shuningdek, bu po'latlar beqaror bo'lgan agressiv muhitda korroziyadan himoya qilish uchun amalga oshiriladi.
Nikel-fosfor qatlamining yuqori qotishma po'latlar yuzasiga yopishish kuchi uchun qoplamaga tayyorlash usuli hal qiluvchi ahamiyatga ega. Shunday qilib, zanglamaydigan po'latdan 1×13 markali va shunga o'xshash sirt tayyorlash uchun uning ishqoriy eritmalarda anodik ishlov berishdan iborat. Qismlar uglerodli po'lat suspenziyalarga o'rnatiladi, agar kerak bo'lsa, ichki katodlar qo'llaniladi, vannada 10-15 foizli kaustik natriy eritmasi bilan to'xtatiladi va 60-70 ° elektrolitlar haroratida va anodik oqim zichligida anodik ishlov beriladi. 5-10 daqiqa davomida 5-10 a/ dm 2. metall bo'shliqlarsiz bir xil jigarrang qoplama hosil bo'lguncha. Keyin qismlar sovuq suvda yuviladi, xlorid kislotada tuzlanadi (o'ziga xos og'irligi 1,19), yarmiga suyultiriladi, 15-25 ° haroratda 5-10 soniya davomida. Sovuq suvda yuvilgandan so'ng, qismlar gidroksidi eritmadagi elektrokimyoviy nikel qoplamali vannaga osib qo'yiladi va qoplama bilan qoplanadi. normal rejim ma'lum bir qatlam qalinligiga.
IX18H9T tipidagi kislotaga chidamli po'latdan yasalgan qismlar uchun anodik ishlov berish xrom kislotasi elektrolitida quyidagi tarkibga va jarayon rejimiga ega bo'lishi kerak:

Anodik ishlov berishdan so'ng, qismlar sovuq suvda yuviladi, ko'rsatilgandek xlorid kislotada tuzlanadi. zanglamaydigan po'lat, va nikel qoplamali hammomga osilgan.
Rangli metallarni nikel bilan qoplash. Nikelni oldindan qo'yilgan nikel qatlamiga yotqizish uchun qismlar yog'sizlanadi va keyin 20-30% eritmada tuzlanadi. xlorid kislotasi 1 daqiqa davomida, shundan so'ng ular kimyoviy nikel qoplamasi uchun hammomga osib qo'yiladi. Mis va uning qotishmalaridan tayyorlangan qismlar temir yoki alyuminiy kabi ko'proq elektromanfiy metall bilan aloqa qilishda nikel bilan qoplangan bo'lib, bu maqsadlar uchun ushbu metallardan yasalgan sim yoki marjonlarni ishlatadi. Ba'zi hollarda cho'kma reaktsiyasi paydo bo'lishi uchun temir tayoqni mis qismining yuzasiga qisqacha tegizish kifoya qiladi.
Alyuminiy va uning qotishmalarini nikel bilan qoplash uchun qismlar barcha turdagi qoplamalardan oldin bo'lgani kabi, gidroksidi bilan ishqalanadi, nitrat kislotada yoritiladi va 500 g / l kaustik soda va 100 g / l o'z ichiga olgan eritmada ikki marta sinkat bilan ishlov beriladi. sink oksidi, 15-25° haroratda. Birinchi cho'milish 30 soniya davom etadi, shundan so'ng kontaktli rux konini suyultirilgan nitrat kislotada o'chiriladi, ikkinchi botirish - 10 soniya, shundan so'ng qismlar sovuq suvda yuviladi va gidroksidi nikelli vannada nikel bilan qoplangan. - fosfor eritmasi. Olingan qoplama alyuminiy bilan juda zaif bog'langan bo'lib, yopishish kuchini oshirish uchun qismlarni 1-2 soat davomida 220-250 ° haroratda moylash moyiga botirib qizdiriladi.
Issiqlik bilan ishlov berishdan so'ng, qismlar erituvchilar bilan yog'sizlanadi va kerak bo'lganda, artib, parlatiladi yoki boshqa mexanik ishlov berish turlariga duchor bo'ladi.
Sermetlar va keramikalarni nikel bilan qoplash. Jarayon Ferritlarni nikel bilan qoplash quyidagi operatsiyalardan iborat: qismlar 20% sodali eritmada yog'sizlantiriladi, issiq distillangan suv bilan yuviladi va 10-15 daqiqa davomida ishqalanadi. 1: 1 komponent nisbati bilan xlorid kislotaning spirtli eritmasida. Keyin qismlar yana issiq distillangan suv bilan yuviladi, shu bilan birga loyni soch cho'tkalari bilan tozalaydi. Qoplanadigan qismlarning yuzalariga 0,5-1,0 g/l konsentratsiyali va pH 3,54:0,1 palladiy xlorid eritmasi surtiladi. Havoda quritgandan so'ng, palladiy xloridni qo'llash yana takrorlanadi, quritiladi va 30 g / l nikel xlorid, 25 g / l natriy gipofosfit va 15 g / l natriy süksinat bo'lgan kislotali eritmasi bo'lgan vannaga dastlabki nikel qoplamasi uchun botiriladi. Ushbu operatsiyani bajarish uchun eritma haroratini 96-98 ° va pH 4,5-4,8 oralig'ida saqlash kerak. Keyin qismlar distillangan issiq suvda yuviladi va bir xil eritmada nikel bilan qoplangan, lekin 90 ° haroratda 20-25 mikron qalinlikdagi qatlam olinmaguncha. Shundan so'ng, qismlar distillangan suvda qaynatiladi, mis pirofosfat elektrolitida 1-2 mikronlik qatlam olinmaguncha qoplanadi va keyin kislotasiz lehimlanadi. Nikel-fosforli qoplamaning ferrit asosiga yopishish kuchi 60-70 kg / sm2 ni tashkil qiladi.
Bundan tashqari, har xil turdagi keramika kimyoviy nikel qoplamasiga duchor bo'ladi, masalan, ultraporselen, kvarts, steatit, pyezokeramika, tikond, termokond va boshqalar.
Nikel qoplama texnologiyasi quyidagi operatsiyalardan iborat: qismlar spirt bilan yog'sizlantiriladi, issiq suvda yuviladi va quritiladi.
Shundan so'ng tikond, termokond va kvartsdan tayyorlangan qismlar uchun ularning yuzasi 10 g/l qalay xlorid SnCl 2 va 40 ml/l xlorid kislotasi bo'lgan eritma bilan sensibilizatsiya qilinadi. Ushbu operatsiyani bajarish cho'tka bilan yoki eritma bilan namlangan yog'och yuvish vositasi bilan ishqalanish yoki qismlarni 1-2 daqiqa davomida eritmaga botirish orqali amalga oshiriladi. Keyin qismlar yuzasi palladiy xlorid PdCl 2 2H 2 O eritmasida faollashtiriladi.
Ultraporselen uchun PdCl 2 ·2H 2 O kontsentratsiyasi 3-6 g/l bo'lgan va 1 soniya cho'milish davomiyligi bo'lgan qizdirilgan eritma ishlatiladi. Tikond, termokond va kvarts uchun konsentratsiya 1 dan 3 minutgacha ko'tarilishi bilan 2-3 g / l gacha kamayadi, shundan so'ng qismlar kaltsiy gipofosfit Ca(H 2 PO 2) 2 bo'lgan eritmaga botiriladi. 30 g / l miqdori, isitishsiz, 2-3 daqiqa davomida.
Faollashtirilgan sirtga ega ultra chinni qismlar 10-30 soniya davomida osilgan. gidroksidi eritmasi bo'lgan nikel qoplamali vannaga oldindan solinadi, shundan so'ng qismlar yuviladi va ma'lum bir qalinlikdagi qatlamni hosil qilish uchun yana o'sha vannaga osib qo'yiladi.
Tikond, termokond va kvartsdan tayyorlangan qismlar kaltsiy gipofosfitida ishlov berilgandan so'ng kislotali eritmalarda nikel bilan qoplangan.
Karbonil birikmalaridan nikelning kimyoviy cho'kishi. Nikel tetrakarbonil bug'i Ni(CO) 4 280°±5 haroratda qizdirilganda, metall nikelning cho'kishi bilan karbonil birikmalarining termal parchalanish reaktsiyasi sodir bo'ladi. Cho'kma jarayoni germetik yopiq idishda sodir bo'ladi atmosfera bosimi. Gaz muhiti 20-25% (hajm bo'yicha) nikel tetrakarbonil va 80-75% karbon monoksit CO dan iborat. Gazdagi kislorod aralashmasi 0,4% dan ko'p bo'lmagan miqdorda ruxsat etiladi. Bir xil yotqizishni ta'minlash uchun 0,01-0,02 m / sek ta'minot tezligi va har 30-40 soniyada ta'minot yo'nalishini teskari o'zgartirish bilan gaz aylanishini yaratish kerak. . Qoplama uchun qismlarni tayyorlash oksidlar va yog'larni olib tashlashni o'z ichiga oladi. Nikelning cho'kish tezligi 5-10 m / min. Cho'kma nikel bor mat sirt, quyuq kulrang rang, nozik kristalli tuzilish, qattiqlik 240-270 Vickers va nisbatan past porozlik.
Qoplamaning mahsulotlarning metalliga yopishish kuchi juda past va uni qoniqarli qiymatlarga oshirish uchun 600-700 ° haroratda 30-40 daqiqa davomida issiqlik bilan ishlov berish kerak.
NIKEL QOPLASH, metallar yuzasiga surtishning texnik jarayoni b. yoki m. metall nikel yoki nikel qotishmalarining yupqa plyonkasi; ushbu dasturning maqsadi metall korroziyasini kamaytirish, tashqi qatlamning qattiqligini oshirish, sirtning aks ettirish qobiliyatini oshirish yoki o'zgartirish va unga yanada chiroyli ko'rinish berishdir. Birinchi marta 1842 yilda Boettger tomonidan kashf etilgan va 1860 yildan beri Qo'shma Shtatlarda sanoatlashgan nikel qoplamasi bugungi kunda sanoat tomonidan eng keng tarqalgan metall qoplama usullaridan biriga aylandi.
Nikel qoplamasining mavjud ko'plab usullarini ikkita asosiy guruhga bo'lish mumkin: aloqa usullari va usullari galvanik; Hozirgi kunda ikkinchisiga ayniqsa tez-tez murojaat qilinmoqda. Nikel plyonka qo'llanilishi sirtlarga qo'llaniladi turli metallar, va nikel bilan qoplangan tabiatiga ko'ra ularni guruhlarga bo'lish mumkin: 1) mis, guruch, bronza, rux, 2) temir, 3) qalay, qo'rg'oshin va Britannia metalli kabi qotishmalar, 4) alyuminiy va alyuminiy qotishmalari. Nikel plyonkalari temirni ichki makonlarda zanglashdan qoniqarli himoya qiladi.
Biroq, ular etarli emas ochiq havoda; Bundan tashqari, issiq yog'lar, sirka, choy, xantal jilolangan nikel bilan qoplangan sirtlarga ta'sir qiladi, buning natijasida nikel bilan qoplangan idishlar va oshxona anjomlari bo'yaladi. Yomon ob-havo ta'siridan to'liq ishonchli himoya qilish va ayni paytda nikel bilan qoplangan sirtning oqlangan ko'rinishi talab qilinadigan hollarda, temir bo'lishi kerak. er-xotin plyonka qo'llaniladi - sink va keyin nikel. Ikki marta qoplamaning bu usuli (sink va keyin nikel) deb ataladiganlar uchun ham qo'llaniladi. korset po'lati. Agar simlarga o'ta chidamli plyonkalarni olish kerak bo'lsa, nikel va platina bir vaqtning o'zida yotqiziladi, ularning tarkibi asta-sekin 25% dan 100% gacha oshiriladi va nihoyat, ob'ekt vodorod oqimida kaltsiylanadi. 900-1000 ° S. Katta mahsulotlar, masalan, pishirish qozonlari, santrifüj barabanlari yoki ventilyatorlar, agar iqtisodiy sharoitlarga ko'ra ularni sof nikeldan yasash mumkin bo'lmasa, lekin temir yoki misdagi nikel plyonkasiga etarlicha chidamli bo'lmasa, qo'rg'oshin qatlami bilan qoplangan. bir necha mm va uning ustiga 1-2 mm nikel qatlami bilan. Nikel bilan qoplangan temir va po'latdan yasalgan buyumlarning zanglashi nikel plyonkasining ingichka teshiklarida qolgan elektrolitlar mavjudligi bilan izohlanadi. Agar mahsulotlar nikel qoplamasidan oldin 200 ° C haroratda yog'da saqlansa, sovutilgandan so'ng yog'sizlantirilsa, mis bilan engil qoplangan, keyin nikel sitratli vannada past oqim bilan nikel bilan qoplangan va nihoyat shkafda 200 ° da quritilgan bo'lsa, bu hodisa bartaraf etiladi. C; keyin namlik ulardagi yog 'bilan tiqilib qolgan teshiklardan chiqariladi.
Ikki karra kiritish bo'yicha bir qator takliflar mavjud himoya plyonkalari quyma temir, temir yoki po'lat plitalar, simlar va chiziqlar yuqoridagilarning teskari tartibida, ya'ni birinchi navbatda mahsulotlarni kontakt yoki elektrolitik usulda yupqa nikel plyonkasi bilan qoplang, so'ngra ularni eritilgan sink yoki qalay vannasiga botiring (Vivienne va Lefebre, 1860). 25-28 kg rux, 47-49 kg qo'rg'oshin va 15 kg qalay qotishmasiga ma'lum miqdorda nikel qo'shilishi ham taklif etiladi, bu esa temir choyshablarni issiq qoplash uchun ishlatiladi. Alyuminiy va uning qotishmalari sirtlarining tuz va dengiz suvi m.b. Ularning ustiga galvanik cho'kma orqali erishiladi, ularni qum oqimi bilan tozalagandan so'ng, ketma-ket qatlamlar: 6 mikron qalinlikdagi nikel, mis 20 mikron va keyin yana 50 mikron qalinlikdagi nikel, shundan so'ng sirt sayqallanadi. Alyuminiyning 15% natriy ishqoriga qarshi chidamliligiga 40 mikron qalinlikdagi nikel plyonka erishiladi. Ba'zi hollarda qoplama sof nikel bilan emas, balki qotishma bilan, masalan, nikel-mis bilan qo'llaniladi; buning uchun elektroliz kerakli qotishma nisbatida kationlarni o'z ichiga olgan vannada amalga oshiriladi; keyin yotqizilgan plyonka mahsulotni qizil-issiq issiqlikka qizdirish orqali qotishmaga aylanadi.
Kontakt nikel qoplamasi. Po'lat buyumlar, F. Stolb (1876) ko'rsatmalariga ko'ra, silliqlash va to'g'ri yog'sizlantirishdan so'ng, sof rux xloridning 10-15% suvli eritmasi solingan vannada qaynatiladi, unga nikel sulfat qo'shiladi va undan yashil loyqalik paydo bo'ladi. asosiy nikel tuzi hosil bo'ladi. Nikel qoplamasi taxminan 1 soat davom etadi. Shundan so'ng, buyum bo'r bilan suvda yuviladi va vannani filtrlash va nikel tuzi qo'shgandan keyin yana foydalanish mumkin. Olingan nikel plyonkasi nozik, ammo kuchli. Hammomning haroratini oshirish uchun jarayonni bosim ostida o'tkazish (F. Stolba, 1880) yoki sink xloridning konsentrlangan eritmasi bilan vannadan foydalanish taklif qilindi. Ob'ektlarning zanglashiga yo'l qo'ymaslik uchun ular 12 soat davomida ohak sutida saqlanadi. Bir necha tomchi sulfat kislotasi qo'shilgan 23 litr suvda 250 g mis sulfat vannasida ilgari mis bilan qoplangan temir buyumlar uchun murakkabroq vannada 20 g tatar, 10 g ammiak, 5 g natriy xlorid mavjud. , 20 g qalay xlorid, 30 g nikel sulfat va 50 g qo'sh sulfat nikel-ammiak tuzi.
Elektrolizlangan nikel qoplamasi. Nikel vannasining kamayishi m.b. nikel anodlarini juda oson eritish orqali oldini olish mumkin. Roklangan anodlar va ayniqsa, sof nikeldan tayyorlangan anodlarni eritish qiyin, shuning uchun texnik nikel bilan qoplashda anod sifatida tarkibida 10% gacha temir bo'lgan nikel barlar ishlatiladi. Biroq, bunday anodlar temirning ob'ektga cho'kishiga olib keladi va nikel plyonkasida temirning mavjudligi nikel qoplamasida bir qator nuqsonlarni keltirib chiqaradi. Kalgan va Hammoge (1908) ta'kidlaganidek, temir moddasi bo'lgan anodlar bilan to'liq tozalangan cho'kma olish mumkin emas. Ammo anodlardagi temir miqdori 7,5% gacha kamaytirilsa, nikel cho'kmasi faqat 0,10-0,14% temirni o'z ichiga oladi; Cho'kma tarkibidagi temir miqdori anodlarni mato qoplariga yopish orqali yanada kamayishi mumkin, elektrodlarni aylantirish cho'kindidagi temir miqdorining oshishiga va uning hosildorligining pasayishiga olib keladi. Nikel plyonkasida temirning mavjudligi asta-sekin kamayib borayotgan temir miqdori bilan cho'kmalarning cho'kishiga olib keladi va shuning uchun turli xil chuqurliklarda mexanik xususiyatlar jihatidan heterojen; K. Engeman (1911) bu heterojenlikni nikel plyonkalarining oson ajralishining yagona sababi deb hisoblaydi. Temir mavjudligi mumkin. nikel qoplamasida bir qator boshqa nuqsonlarning sababi (jadvalga qarang), masalan, plyonkalarni zanglashning qulayligi.
| Vitse | Voqea sababi | Nazorat chorasi |
| Nikel yog'inlari paydo bo'lmaydi, gaz hosil bo'lmaydi | Quvvat manbai ishlamayapti | Energiya manbasini tekshirish va yangilash |
| Simlar noto'g'ri ulangan | Simlarni almashtirish | |
| Hammom juda sovuq | Vannani 15 ° C dan yuqori haroratgacha isitish | |
| Hammom juda nordon | Suvli eritma qo'shiladi ammiak yoki doimiy aralashtirish va Kongo qog'ozida tez-tez sinovdan o'tkazish bilan nikel karbonatning suvli suspenziyasi | |
| Vanna tarkibida sink mavjud | Vanna nikel karbonat bilan ishqoriy holga keltiriladi, bir necha soat aralashtiriladi, filtrlanadi va 10% sulfat kislota bilan kislotalanadi. | |
| Ob'ektning nikel plyonkasi bilan to'liq bo'lmagan qoplamasi | Yetarli oqim | Ob'ektlar anodlardan teng masofada to'xtatiladi, hammom kamida 20 ° S ga qadar isitiladi. |
| Ob'ekt yuzasida juda chuqur bo'shliqlar | Kichik yordamchi anodlar o'rnatiladi, ular ob'ektning chuqurchalariga o'rnatiladi | |
| Hammom ishqoriyligi | Vannani 10% sulfat kislota bilan ehtiyotkorlik bilan kislotalashtirib, aralashtirib, doimiy ravishda lakmus qog'ozi bilan sinab ko'ring. | |
| Oq yoki sariq-nikelning oson ajralishipolishing paytida plyonkalar | Ob'ektlar yuzasining oksidlar va yog'lar bilan ifloslanishi | Ob'ekt sirtlarini qo'shimcha tozalash |
| Juda ko'p kuchlanish (4 dan yuqori). V) | Nikel qoplamali ob'ektlar sonini ko'paytiring yoki kuchlanishni 2,5-3 V ga kamaytiring | |
| Juda kislotali vanna | Ammiak yoki nikel karbonatning suvli suspenziyasi bilan neytrallash | |
| Nikel hammomining qashshoqligi | Vanna oddiy yashil rangga aylanmaguncha elektrolitlarning bir qismini olib tashlash va nikel tuzini qo'shish | |
| Hammomning noto'g'ri viskozitesi va sirt tarangligi | Glitserin yoki amil spirti yoki o'simlik qaynatmalari yoki boshqa kolloidlarni qo'shish | |
| Vodorod ionlarining ajralib chiqishi | Vodorod oksidlovchi yoki absorberlarni qo'shish; muvozanatsiz o'zgaruvchan tokdan foydalanish | |
| Ob'ektlarning sirtini etarli darajada tayyorlash | Nikel xloridning issiq eritmasidan yoki etil nikel sulfatning sovuq konsentrlangan eritmasidan yupqa nikel qatlami bilan qoplash orqali yuzalarni mexanik yoki kimyoviy usulda pürüzlendirme | |
| Ob'ektlar egilgan yoki cho'zilganida nikel plyonkasi chiqib ketadi yoki sinadi | Elektrolitlarning kapillyar qatlamlari mavjudligi | 250-270 ° S gacha bo'lgan narsalarni quritish va isitish |
| Qalin nikel qatlami bilan qoplangan plitalarning ishlov berish qobiliyatining etarli emasligi | Ehtimol, xuddi shunday | Yuvish, havo kirishisiz quritish va nihoyat past qizil-issiq issiqlikka qizdirish |
| Sirt chuqurlashgan va plyonka son-sanoqsiz teshiklar bilan qoplangan. | Vannada suzuvchi chang va tola zarralari | Hammom qaynatiladi, filtrlanadi va unda to'g'ri reaktsiya o'rnatiladi |
| Gaz pufakchalarining shakllanishi | Jonli tayoqqa teginish. Pufakchalar olib tashlanadi; ozgina kislotali reaktsiyani o'rnating | |
| Qo'pol va notekis sirt | Vodorodning chiqishi | Vodorodni bog'laydigan erkin xlorni oqim orqali yoki suvli eritmada vaqti-vaqti bilan o'tkaziladigan gaz shaklida kiritish; biroz kamroq muvaffaqiyat bilan xlor ishlatilishi mumkin. brom bilan almashtiriladi; Kobalt xlorid eritmasini qo'shish tavsiya etiladi |
| Filmning moslashuvchanligi etarli emas | Hammomga yuqori qarshilik | Natriy tuzi qo'shilishi |
| Filmning sarg'ishligi; sirt mat bo'lib, keyin sariq va quyuq sariq rangga aylanadi | Hammomda temir aralashmalari mavjudligi, uning tarkibi eski vannalarda ko'payadi | Qadimgi vannalardan saqlaning, vannalarni juda ko'p harakatlantirmang, zaif oqimlar bilan ishlang |
| Qora plyonka, to'g'ri oqim zichligida kechikish joylarida qorong'u chiziqlar | Hammomdagi begona metallarning miqdori (1% gacha) | Chet metallarni olib tashlash |
|
Supero'tkazuvchilar tuzlarning etishmasligi |
100 litr vannaga 2-3 kg miqdorida o'tkazuvchan tuzlarni qo'shish: ammiak, kaliy xlorid va natriy xlorid o'tkazuvchanlikni mos ravishda 84,31 va 18% ga oshiradi. | |
| Nikel tuzi hammomining qashshoqligi | Nikel tuzi qo'shilishi | |
| Tan yuzasi | Haddan tashqari kuch tufayli vannaning juda ko'p o'tkazuvchanligi | Hammom konsentratsiyasini nazorat qilish (masalan, 5 ° Vẻ da doimiy zichlik) va oqim zichligi |
| Chiziqlarning shakllanishi | Kichkina chuqurchalarda polishing g'ildiragi tomonidan ishlab chiqarilgan ifloslanish | Yo'q qilish qiyin; gacha yetdi ma'lum darajada lye bilan qozonga bir zumda botirish yoki narsalarni mexanik ishqalash orqali |
| Konsentratsiyadagi o'zgarishlar va suyuqlik oqimlarining paydo bo'lishi | Oqim zichligini kamaytirish va hammom haroratini oshirish | |
| Dog'ning shakllanishi | Tayyor nikel qoplamali mahsulotlarni etarli darajada tozalash | Nikel qoplamasidan keyin mahsulotlarni oqadigan suvda yaxshilab chayish, keyin qaynoq suvga botirish. toza suv, mahsulotlarni silkitib, ularni qizdirilgan talaşlarda quriting |
| Nikel plyonkaning temirga yomon yopishishi | Zangning mavjudligi | Zangni yaxshilab olib tashlash. Sianopotasyum vannasidan oraliq qatlamni galvanik qo'llash, shundan so'ng plyonka kislotali hammomda qalinlashadi. |
Nikel qoplamasi uchun elektrolitik hammom bobda tuzilgan. qo'sh nikel-ammiak tuzidan yo'l va asosiy tuzlarni yo'q qilish uchun kuchsiz kislotalar qo'shiladi. Vannaning yuqori kislotaliligi qattiq plyonkalarga olib keladi. Texnik nikel sulfat vannalar uchun mos emasligini yodda tutish kerak, chunki u ko'pincha misni o'z ichiga oladi; uni vodorod sulfidini vitriolning suvli eritmasidan o'tkazish yo'li bilan olib tashlash kerak. Xlorid tuzlari ham qo'llaniladi, ammo sulfatli vannalar bilan cho'kmalar xloridli vannalarga qaraganda qattiqroq, oqroq va mustahkamroq bo'ladi. Nikel vannasining yuqori qarshiligini turli o'tkazuvchan tuzlar - ayniqsa ammiak va natriy xlorid - qo'shib, isitish orqali kamaytirish foydalidir. Qadimgi eritmalarda ortiqcha sulfat kislotani zararsizlantirish nikel karbonat bilan muvaffaqiyatli amalga oshiriladi, u soda bilan cho'ktirilgan nikel sulfatning iliq suvli eritmasidan olinadi. Plyonkalarning oqligi va silliqligi uchun turli xil organik kislotalar (tartarik, limon va boshqalar) va ularning tuzlarini, masalan, gidroksidi va ishqoriy tuproq metallarining sirka, limon va tartrat tuzlarini qo'shish bo'yicha ko'plab takliflar kiritilgan. nikel vannasi (Kate, 1878), nikel propionat, gidroksidi metallarning borat-tartarat tuzlari. Agar qalin nikel konlarini olish kerak bo'lsa, mahsulotga qutblanishni oldini olish uchun borik, benzoik, salitsil, gallik yoki pirogal kislotalar va qo'shimcha ravishda 1 litr vannaga 10 tomchi sulfat, chumoli va sut kislotasi qo'shilishi tavsiya etiladi. . Pauell (1881) ta'kidlaganidek, benzoik kislota qo'shilishi (har bir vannaga 124 g nikel sulfat va 93 g nikel sitrat 4,5 litr suvda) kimyoviy jihatdan sof tuzlar va kislotalardan foydalanish zaruratini yo'q qiladi. Nikel konida mavjud yaxshi xususiyatlar shuningdek, nikel-ammiak sulfatning oddiy vannasi bilan, ammo ammiak qo'shilishi bilan erishiladigan eritmaning ishqoriyligiga bog'liq. Juda yaxshi yog'ingarchilik nikel ftorid-boratning xona haroratida neytral eritmasidan (35 ° C dan yuqori haroratlarda eritma erimaydigan asosli tuz hosil qilish uchun parchalanadi) va oqim zichligi 1,1-1,65 A / dm dan olinadi. 2 . Mana bir nechta hammom retseptlari. 1) 50 qism natriy bisulfit, 4 qism nikel nitrat va 4 qism konsentrlangan ammiak 150 qism suvda eritiladi. 2) 10-12 qism nikel sulfat, 4 qismli nikel-ammiak sulfat, 1-3 qism borik kislotasi, 2 qism magniy xlorid, 0,2-0,3 qism ammoniy sitrat, 100 soat (jami) suvga qo'shiladi . Oqim zichligi 1,6 A/dm 2 plyonkani soatiga 2 mkm tezlikda to'playdi; Haroratni 70 ° C ga ko'tarib, siz vannaning qarshiligini ikki-uch barobar kamaytirishingiz va shu bilan nikel qoplamasini tezlashtirishingiz mumkin. 3) 72 g qo'sh nikel-ammiak sulfat tuzi, 8 g nikel sulfat, 48 g borik kislotasi va 1 litr suvdan iborat elektrolit cho'kindining yumshoqligi va g'ovak bo'lmasligi uchun ayniqsa qulaydir, chunki u cho'kmaning yumshoqligini kamaytiradi. vodorod evolyutsiyasi.
Maxsus turdagi nikel plyonkalarini olish. 1) Rux, qalay, qo'rg'oshin va ingliz metallining oq plyonkasi 20 g qo'sh nikel-ammoniy sulfat tuzi va 20 g nikel karbonatdan iborat vannada olinadi, 1 litr qaynoq suvda eritiladi va 40 ° C da neytrallanadi. sirka kislotasi bilan; hammom neytral saqlanishi kerak. 2) 1 litr suv uchun 60 g qo'sh nikel-ammiak sulfat tuzi, 15 g qayta kristallangan nikel sulfat, 7,4 g ammiak, 23 g natriy xlorid va 15 g borik kislotasi bo'lgan vannada matli oq plyonka olinadi. ; hammom 10 ° Bẻ ga to'planishi kerak; kuchlanish 2 dan 2,5 V gacha. 3) 60 g qo‘sh nikel-ammiak sulfat, 1,5 g ammoniy tiosiyanat va vannada elektroliz yo‘li bilan yaxshilab yog‘sizlantirilgan yoki oq nikelning yupqa qatlami bilan qoplangan sirtlarda qora plyonka olinadi. 1 litr suv uchun taxminan 1 g sulfat rux 4) Qora plyonka 1 litr suvda 9 g qo'sh nikel-ammiak sulfat tuzidan elektrolitda ham olinadi, keyin 22 g kaliy tiosiyanat qo'shiladi, 15 g mis karbonat va 15 g oq mishyak, ilgari ammoniy karbonatda eritilgan; Qora ohangning chuqurligi eritmadagi mishyak miqdori bilan ortadi. 5) Ikki va oddiy nikel sulfat tuzlarining teng qismlaridan iborat vannada chuqur ko'k plyonka olinadi, 12 ° Bẻ ga keltiriladi va litriga 2 soatlik qizilmiya ildizining ammiak qaynatmasi qo'shiladi; elektroliz 3,5 V da 1 soat, keyin 1,4 V da yana 1/2 soat davom etadi. 6) Jigarrang plyonka quyidagicha olinadi: 0,75-1 V kuchlanishdagi elektroliz 180 g qo'sh nikelli vannada amalga oshiriladi. -ammiak sulfat tuzi va 60 g nikel sulfat, iloji boricha oz miqdorda qaynoq suvda eritiladi, 50 sm 3 ga qo'shiladi va keyin har biri 0,5 litr suvda 30 g nikel sulfat va 60 g natriy tiosiyanat eritmalari bilan aralashtiriladi. , shundan so'ng eritma 4, 5 l ga qo'shiladi. Olingan qora plyonkaga mahsulotni 100,6 g temir perxlorat va 7,4 g xlorid kislotadan iborat vannaga 1 litr suvda bir necha soniya botirib, jigarrang rang beriladi: yuvib quritgandan keyin mahsulot yuzasi laklanadi. ohangni tuzatish uchun.
Alyuminiy va uning qotishmalarini nikel bilan qoplash. Bir nechta jarayonlar taklif qilingan. 1) Alyuminiy buyumlarning sirtini tayyorlash yog'sizlantirishdan, so'ngra pomza bilan tozalashdan va nihoyat kaliy siyanidning 3% li suvli eritmasiga botirishdan iborat; Nikel hammomida elektrolizdan so'ng mahsulotlar sovuq suv bilan yuviladi. 2) 2% kaliy siyanid eritmasi bilan yuvilgandan so'ng, mahsulotlar 0,5 litr suv va texnik xlorid kislotasi uchun 1 g temir xlorid (ferroxlorid) eritmasiga sirt kumush-oq bo'lguncha botiriladi, keyin esa nikel- 5 daqiqa davomida qoplangan. 3 V kuchlanishda. 3) Jilolash mahsulotlarini benzin bilan silliqlash birikmasini olib tashlash, natriy fosfat, soda va smolaning iliq suvli eritmasida bir necha daqiqa ushlab turish, yuvish, teng qismlarga bo'lgan aralashmada qisqa vaqt davomida botirish. 66% sulfat kislota (bir oz temir xlorid o'z ichiga olgan) va 38% nitrat kislota, nikel tuzi, achchiq tuz va borik kislotasi bo'lgan vannada yangi yuvish va elektroliz; kuchlanish 3-3,25 V. 4) J. Kanak va E. Tassilli bo'yicha: mahsulotni qaynayotgan kaliy ishqor bilan tuzlash, ohak sutida cho'tkalash, 0,2% siyanid vannasi, 500 g xlorid kislotada 1 g temir vannasi va 500. g suv, yuvish, 1 litr suvli hammomda nikel qoplamasi, 2,5 V kuchlanish va 1 A / dm 2 oqim zichligida 500 g nikel xlorid va 20 g borik kislotasi, nihoyat mat kul rangni parlatish. qoldiq. Temir vanna alyuminiy sirtini qo'pol qilish uchun xizmat qiladi va shu tariqa plyonkani metall ustida ushlab turish mustahkamligiga hissa qo'shadi. 5) Fisherning fikricha, nikel qoplamali vanna 1 litr suvda 0,1-0,15 A/dm 2 oqim zichligida 50 g nikel sulfat va 30 g ammiakdan iborat bo'lib, 2-3 soat ichida qalin cho'kindi. stearik moyi va Vena ohaki bilan sayqallangandan so'ng yuqori yorqinlikka ega bo'ladi. 6) Issiq vanna(60°C) 27 litr suvda 3400 g qoʻsh nikel-ammiak sulfat tuzi, 1100 g ammoniy sulfat va 135 g sut shakaridan iborat. 7) Sovuq vannada nikel nitrat, kaliy siyanid va ammoniy fosfat mavjud.
Nikel plyonkasini tekshirish. Buyumdagi metall plyonkaning tarkibini L.Loviton (1886) fikriga ko'ra tanib olish Bunsen gorelkasining tashqi alangasida ob'ektni qizdirish orqali amalga oshirilishi mumkin: nikel plyonkasi ko'k rangga aylanadi, qora porlashni oladi va zararsiz qoladi. ; kumush olovda o'zgarmaydi, ammoniy sulfidning suyultirilgan eritmasi bilan ishlov berilganda qora rangga aylanadi; nihoyat, qalay qoplamasi tezda kulrang-sariqdan kulrang rangga aylanadi va belgilangan reagent bilan ishlov berilganda yo'qoladi. Temir va mis ustidagi nikel plyonkasi sifatini gözenekler va kamchiliklarga nisbatan tekshirish, deb atalmish yordamida amalga oshirilishi mumkin. Ferroksil testi va ayniqsa, temir kaliy oltingugurt dioksidi va natriy xlorid bilan agar-agar jeli bilan qoplangan ferroksil qog'ozdan foydalangan holda. Sinov yuzasiga nam va 3-5 daqiqadan so'ng qo'llaniladi. suvda sobit, bu qog'oz eng kichik gözenekleri hujjatli tasvirni beradi, mumkin. saqlanishi mumkin.
Eski mahsulotlardan nikelni qayta tiklash. Temir va boshqa birlashtirilmagan metallardan tayyorlangan mahsulotlardan nikel qoplamasini olib tashlash quyidagi usullar bilan amalga oshiriladi: a) simob bug'ini vakuum yoki oddiy bosim ostida; b) qoldiqlarni oltingugurt bilan isitish, shundan so'ng metall qatlam bolg'a bilan osongina chiqariladi; v) qachon oltingugurt chiqaradigan moddalar bilan qoldiqlarni isitish yuqori harorat) to'satdan sovutganda, nikel plyonkasi chiqib ketadi; d) 50-60 ° S gacha qizdirilgan sulfat yoki nitrat kislota bilan ishlov berish; temir eritmaga kiradi va nikel deyarli erimagan holda qoladi; ammo, uning soddaligiga qaramay, bu usul unchalik qo'llanilmaydi, chunki hosil bo'lgan nikel hali ham kislotali (T. Fleitman) bilan takroriy ishlov berishda ham olib tashlanmaydigan muhim temir tarkibini saqlab qoladi; e) havo yoki suv bug'iga kirish bilan uzoq vaqt isitish, shundan so'ng trimming mexanik zarbaga duchor bo'ladi va nikel sakrab tushadi; f) elektrolitik eritma: nikel bilan qoplangan temir ob'ekt ammoniy karbonatli vannada anod qilinadi; agar qoplama nikel qotishmasidan iborat bo'lsa, unda kuchlanishni tartibga solish kerak va 0,5 V da mis yotqiziladi va 2 V dan yuqori kuchlanishda - nikel; bu jarayon davomida temir korroziyaga uchramaydi; g) temir yoki po'lat qoldiqlari anodga natriy nitratning suvli eritmasi vannasida tayyorlanadi, katod esa ko'mir tayoqchasidan iborat; kuchlanish 20 V dan oshmasligi kerak; h) nikel rux krujkalaridan anod bilan tayyorlangan buyumlarni 50° sulfat kislotada elektroliz qilish yo‘li bilan chiqariladi; bu konsentratsiyadagi kislota faqat nikel, kumush va oltinni eritib yuborish xususiyatiga ega, lekin agar oqim o'tayotgan bo'lsa, boshqa metallarni emas; qo'llaniladigan kuchlanish 2-5 V; nikel chang shaklida yotqizilgan temir plitalar katod bo'lib xizmat qiladi; krujkalar elektrolitda uzoq vaqt qolsa ham, sink erimaydi.
Ish paytida materiallar jismoniy aşınmaya duchor bo'ladi. Metallning xususiyatlarini tiklash uchun ko'plab himoya usullari qo'llaniladi. Himoya qilishning eng samarali usullaridan biri materiallarni nikel bilan qoplashdir.
Nikelni uyda qo'llash uchun kimyoviy va elektrolitik nikel qoplama usullari qo'llaniladi.
Nikel qoplamasi nima?
Nikel qoplamasi - bu material yuzasiga nozik nikel qoplamasini qo'llash jarayoni. Nikel qatlami 1-50 mkm deb olinadi.
Nikel qatlami materiallarning korroziyaga qarshi va aşınmaya bardoshli xususiyatlarini oshirish uchun ishlatiladi. Ko'pincha bunday qoplama himoya va dekorativ ahamiyatga ega.
Nikel qoplamasi po'lat va rangli qotishmalarni qayta ishlash uchun ishlatiladi. Marganets, titan, volfram, molibden va ular asosidagi qotishmalardan tayyorlangan mahsulotlarni himoya qilish uchun nozik bir nikel qatlami qo'llaniladi.
Keramika, plastmassa, chinni, shisha va boshqa metall bo'lmagan sirtlarga nikel himoya qoplamalarini qo'llash usullari ishlab chiqilgan va muvaffaqiyatli amalga oshirilgan.
Nikel qoplamalarining turlari
Oddiy uy sharoitida nikel qoplamasi ikki usulda amalga oshiriladi:
- elektrolitik;
- kimyoviy
Usulni tanlash materialning tuzilishi va shakliga bog'liq.
Elektrolitik usulda qisman yoki to'liq ionlardan tashkil topgan va ion o'tkazuvchanligiga ega bo'lgan moddalar qo'llaniladi. Nikel qoplamasi ushbu moddalarning elektrokimyoviy xususiyatlari tufayli qo'llaniladi. Eng keng tarqalgan natriy va xrom sulfat elektrolitlarini oldi.
Qoplamaning aks etish darajasiga qarab, nikel qoplamasi ajralib turadi:

Elektrolitik nikel qoplamasining vazifalari
- mat;
- yaltiroq.
Mat qoplamani qo'llash uchun qo'shimchalarsiz elektrolitlar ishlatiladi. Mat qoplamali mahsulotlarda metall nashrida yo'q.
Yorqin nikel qoplamasi elektrolitga xloramin, propargil spirti, benzosulfamid va boshqa oksidlovchi moddalarga asoslangan maxsus oqartiruvchi moddalarni qo'shish orqali olinadi.
Nikel qoplamasining eng yaxshi himoyasi himoya qatlamining minimal porozligi bilan erishiladi. Shu maqsadda u mis bilan qoplangan yoki materialning ko'p qatlamli tuzilishi qo'llaniladi.
Ma'lumot uchun. Xuddi shu qalinligi bilan ko'p qatlamli qoplamalar bir qatlamli materiallarga qaraganda bir necha barobar ishonchli.
Ko'p qatlamli materiallarning eng keng tarqalgan namunalari mis-nikel-xromli qoplamalardir.
Elektrolitik nikel qoplamasining asosiy kamchiliklari:
- yuqori porozlik darajasi;
- nikelning notekis cho'kishi;
- murakkab shakllarga ega bo'lgan sirtlarni qayta ishlashda qiyinchilik.
Usul suyuq muhitda qaytariladigan nikel ionlarining xususiyatiga asoslangan. Shu maqsadda natriy gipofosfit yoki boshqa kimyoviy reagentlar qo'llaniladi. Kimyoviy usul murakkab sirt shakllari bo'lgan mahsulotlarni qayta ishlashga imkon beradi.
Ushbu usulning kamchiligi suvli kimyoviy eritmalarni tayyorlash uchun ishlatiladigan quruq reagentlarning nisbatan yuqori narxidir.

Uyda elektrolitik nikel qoplamasini o'tkazish
Qismlarni elektrolitik (galvanik) nikel bilan qoplash ikki usulda amalga oshiriladi:
- qismlarni elektrolitga botirish;
- qismlarni elektrolitga botirmasdan.
Birinchi usul kichik o'lchamli qismlarni qayta ishlashda qo'llaniladi. Ikkinchi usul katta va og'ir narsalarni qayta ishlashda qo'llaniladi.
Nikel qoplamasidan oldin mis qoplama jarayoni amalga oshiriladi.

Elektrolitlarni botirish usuli

Birinchi usulga ko'ra, mahsulot yuzasi oksid plyonkasini olib tashlash uchun zımpara bilan zımparalanadi. Keyin namuna yuviladi iliq suv. Shundan so'ng, u soda eritmasi bilan ishlanadi va yana iliq, toza suvda yuviladi.
Keyin ikkita yupqa mis plastinka shisha yoki chinni idishga joylashtiriladi. Plitalar anod vazifasini bajaradi. Ular joylashtiriladi vertikal holat, bir-biriga parallel.
Mahsulot bu ikki plastinka orasiga joylashtiriladi. Buning uchun namuna sim yordamida to'xtatiladi. Tel ikkala uchida ham plitalarga biriktirilgan.
Idishlarga quyidagi tarkibga ega suvli elektrolit eritmasi qo'shiladi:
- distillangan suv;
- 20% mis sulfat;
- 2% sulfat kislota.
Mis plitalari quvvat manbaiga ulangan. Voltaj qiymati materialning sirtining 1 sm2 uchun 15-20 mA tezligida aniqlanadi.
Ma'lumot uchun. Nikel elektrolitlari kislotalilik o'zgarishiga sezgir. Kislota darajasini saqlab qolish uchun borik kislotasiga asoslangan tampon aralashmalari qo'llaniladi.
 Elektrolitlar eritmasida mis xlorid uning tarkibiy qismlariga ajraladi (parchalanadi). Ionlar katod tomon siljiydi va neytral atomlarga aylanadi. Xlor ionlari anodda oksidlanadi.
Elektrolitlar eritmasida mis xlorid uning tarkibiy qismlariga ajraladi (parchalanadi). Ionlar katod tomon siljiydi va neytral atomlarga aylanadi. Xlor ionlari anodda oksidlanadi.
Elektrolit orqali oqim o'tkazilganda, mis ionlari eritmaga o'tadi. Eritmadan mis katodga neytral atomlar shaklida joylashadi. Nopokliklar panning pastki qismida qoladi. Olingan misning tozaligi deyarli 100% ni tashkil qiladi.
30 daqiqadan so'ng, qism hosil bo'ladi yupqa qatlam mis Elektr tokining ta'siri mis qatlamining qalinligining oshishiga olib keladi. Qatlamning qalinligi qanchalik katta bo'lsa, ishlov berilgan yuzada kamroq teshiklar qoladi.
Qismlarni elektrolitga botirmasdan usul

Katta qismlarni galvanik nikel bilan qoplash ularni elektrolitga botirmasdan amalga oshiriladi. Buning uchun bo'sh cho'tkadan foydalaning mis simlar. Ko'pincha cho'tka sifatida izolyatsiyadan tozalangan simli mis simi ishlatiladi.
Cho'ktirilgan mis qatlamini ko'paytirish orqali namuna yuzasining g'ovakligi yo'q qilinadi.
Nikelni cho'ktirish jarayoni sirtni mis bilan qoplash jarayoniga o'xshash tarzda amalga oshiriladi. Buning uchun idishga elektrolit qo'shing. Elektrolit tarkibida quyidagi kimyoviy reagentlar mavjud, g/l:
- natriy sulfat eritmasi - 310;
- nikel xlorid eritmasi - 65;
- ortobor kislotasi - 45;
- 1,4-butandiol - 0,15;
- orto-sulfobenzimid (saxarin) - 2,0;
- kaolin (ohak) - 1,0.
 Yupqa nikel plitalari elektrolitga botiriladi. Ular anod rolini o'ynaydi. Mahsulot ularning orasiga joylashtiriladi. Plitalarning uchlari musbat zaryad bilan quvvat manbai terminaliga ulangan. Qismning tanasi manfiy qutbga ulangan.
Yupqa nikel plitalari elektrolitga botiriladi. Ular anod rolini o'ynaydi. Mahsulot ularning orasiga joylashtiriladi. Plitalarning uchlari musbat zaryad bilan quvvat manbai terminaliga ulangan. Qismning tanasi manfiy qutbga ulangan.
Joriy qiymatni tartibga solish uchun reostat ishlatiladi. Taqdim etilgan elektr tokining miqdori milliampermetr yordamida nazorat qilinadi. Berilgan oqimning kattaligi 6 V dan oshmasligi kerak. Nikelni cho'ktirish taxminan 50 ° C haroratda va 4-5 A / dm2 elektr tokining zichligida amalga oshiriladi. Jarayonning davomiyligi 3 minut.
Ma'lumot uchun. Substratsiz nikel qoplamasi sirtga nisbatan zaif yopishqoqlikka ega. Yopishqoqlikni oshirish uchun foydalaning issiqlik bilan ishlov berish mahsulotlar 450 daraja haroratda.
Qismlarni qayta ishlashning yakuniy bosqichi
Tozalangan qism toza iliq suv oqimi ostida yuviladi va quritiladi.
Nikel bilan qoplangan qoplama mat qoplamaga ega. Qism porlashni qo'shish uchun parlatiladi.
Kamchiliklari bo'lgan nikel qoplamalari elektrolitda anodik eritma orqali chiqariladi. Buning uchun sulfat kislota elektrolitga kiritiladi. Kislotalarning kimyoviy zichligi 1,2-2,8 kg/m3 deb olinadi. Nikel qatlamini olib tashlash jarayoni 20-25 ° S haroratda va 5 A / dm2 anodik elektr tokining zichligida amalga oshiriladi.

Uyda elektrsiz nikel qoplamasini amalga oshirish
Uyda kimyoviy nikel qoplamasi ishchi eritmalar yordamida amalga oshiriladi. Quruq reagentlar miqdoriga qarab, nikel qatlamining o'sish tezligi 80 mkm / soat yoki undan ko'p.
Ishchi eritma quyidagi reaktivlarni o'z ichiga oladi, g/l:

- nikel sulfat (nikel sulfat kukuni) - 20;
- galena (qo'rg'oshin sulfid kukuni) - 20;
- natriy asetat - 15;
- natriy gipofosfit eritmasi - 25.
Kimyoviy eritmaning ish harorati 90 ° S dir. Qo'rg'oshin reagenti chiqarilganda reaksiya tezligi 50 mkm/soat yoki undan kamroqgacha kamayadi.
Ishlash haroratiga yetganda, ishlov beriladigan qism eritma bilan idishga tushiriladi. Nikel qoplamasidan oldin qoplama tozalanadi va yog'sizlanadi.
Mahsulot 1 soat davomida ishchi eritmada saqlanadi. U bug'langanda, distillangan suv qo'shing.
Jarayon tugagandan so'ng, qism chiqariladi va iliq suvda yuviladi. Yuvib bo'lgandan keyin mahsulot yaxshilab quritiladi. Agar kerak bo'lsa, yaxshilab jilolang.

Nikel qoplamasining xizmat muddatini uzaytirish
Nikel qoplamasi to'liq sirt korroziyasiga duchor bo'lishi mumkin. Korroziya jarayoni faqatgina sodir bo'ladi boshlang'ich davr. Ishchi eritmaning harorati oshishi bilan sirt korroziyasi materialga chuqur kirib boradi. Keyin bu jarayon sekinlashadi va butunlay to'xtaydi.

Nikel qoplamasining xizmat qilish muddatini oshirish uchun mis qoplama texnologiyasi qo'llaniladi. Mis qoplamasi kichik sirt kamchiliklarini ham bartaraf qilishi mumkin. Misni substrat sifatida qo'llash nikel himoyasining ishonchliligi va mustahkamligini ta'minlaydi.
Porozlik mis qoplama himoya qatlamining yo'q qilinishiga olib keladi va xizmat muddatini qisqartiradi tayyor mahsulot. Substrat metall korroziyaga uchraydi, so'ngra himoya qatlamining tozalanishi.
Ko'pincha, bir qatlamli himoya qoplamali mahsulotlar korroziya jarayonlariga duchor bo'ladi. Ko'p qatlamli qismlar ta'sir qiladi zararli omillar kamroq darajada.
Mahsulotlarni shikastlanishdan himoya qilish uchun bir qator qo'shimcha choralar ko'riladi. Teshiklarni yopish uchun maxsus qo'shimchalar qo'llaniladi.
Ma'lumot uchun. Qattiqligining yo'qolishini oldini olish uchun po'latning nikel qoplamasi 250-300ºS haroratda amalga oshiriladi.
Xizmat muddatini uzaytirish uchun qismlarga qo'shimcha ishlov berish
Uyda nikel qoplamasi quyidagi usullar yordamida amalga oshiriladi:
- Quruq magniy oksidi reaktivi xamirga aylanguncha suv bilan aralashtiriladi. Olingan massa ehtiyotkorlik bilan qayta ishlanadi va qism bir necha daqiqa davomida 50% xlorid yoki sulfat kislotaga botiriladi.
- Ishchi sirt penetratsion moylash bilan artib olinadi. Keyin mahsulot tozalangan baliq yog'iga botiriladi. Haddan tashqari yog '24 soatdan keyin benzin yoki boshqa erituvchilar yordamida chiqariladi.
- Kattaroq qismlar ikki o'tishda baliq yog'i bilan ishlov beriladi. Davolanishlar orasidagi interval kamida 12 soat bo'lishi kerak. Ikki kundan keyin ortiqcha qul yog'i chiqariladi.

Nikel qotishmalarini boshqa metallar bilan ishlatish nikelning fizik va kimyoviy xususiyatlarini yaxshilashi mumkin.
Alyuminiy elektr qarshiligini oshirishga yordam beradi va korroziyaga qarshilik nikel
Volfram, molibden va titan uning issiqlikka chidamliligini oshiradi.
Xrom qo'shilishi oksidlovchi va qaytaruvchi eritmalarda nikel qoplamasining qarshiligini oshiradi.
Mis nikelning turli kislotalarga chidamliligini oshiradi.
Nikel qoplamasi - bu metall yuzasiga juda nozik nikel qatlamini qo'llash jarayoni.
Nikel qatlamining qalinligi vazifaga, qismning o'lchamiga va undan keyingi foydalanishga qarab, 0,8 dan 55 mikrongacha.
Qora nikel qoplamasi himoya qiladi metall ob'ekt halokatli ta'sirlardan tashqi muhit– oksidlanish, korroziya va tuz, ishqor va kislota bilan reaksiyalar.
Bunday himoyani talab qilishi mumkin bo'lgan narsalar:
- ochiq havoda joylashgan metall buyumlar;
- avtomobillar va mototsikllarning kuzov qismlari, shu jumladan alyuminiydan tayyorlanganlar;
- tibbiy va stomatologiya uskunalari;
- suv bilan uzoq vaqt aloqada bo'lgan mahsulotlar;
- dekorativ metall to'siqlar, shu jumladan alyuminiy;
- kuchli bilan aloqa qiladigan narsalar kimyoviy moddalar va hokazo.
Ko'rib turganingizdek, turli xil nikel qoplamalar texnologiyasi nafaqat sanoatda qo'llaniladi, balki qora rang uyda, o'z qo'llaringiz bilan talab qilinishi mumkin.
Keling, uyda o'z qo'llaringiz bilan himoya qatlamini qo'llashning asosiy usullarini, nikelni qo'llash imkonini beruvchi metallarni, har bir jarayonning nozik tomonlarini va xususiyatlarini ko'rib chiqaylik.
Amalda nikel qatlamini qo'llashning ikkita usuli qo'llaniladi - elektrolitik va kimyoviy.
Biz sanoat jarayonining nozik tomonlarini o'rganmaymiz, lekin uyda amalga oshirishni tasvirlaymiz.
Nikel qatlamini qo'llash texnologiyasi videoda keltirilgan.
Elektrolitik nikel qoplamasi
Elektrolitik nikel qoplamasidan oldin (shuningdek, galvanik qoplama deb ataladi) qism yoki ish qismini elektrokimyoviy mis qoplamasini bajarish kerak.
Ikkita usul mavjud, shu jumladan galvanik - elektrolitlar eritmasiga botirish bilan va botirmasdan.
Birinchi holda, metall ob'ekt zımpara bilan ehtiyotkorlik bilan ishlanadi, undan oksid plyonkasi chiqariladi, erituvchini olib tashlash uchun avval iliq suvda, so'ngra soda eritmasida va yana suvda yuviladi.
Ikkita mis anodni va uning qismini anod plitalari orasiga sim bilan mahkamlab, shisha idishga joylashtiring.
Biz uyda 20% mis sulfat va 2% sulfat kislota qo'shilgan suvdan tashkil topgan elektrolit yordamida elektrokimyoviy mis qoplamasini amalga oshiramiz.
Yarim soatlik joriy ishlovdan so'ng, qismda yupqa mis qatlami paydo bo'ladi va elektrokimyoviy mis qoplamasi qanchalik uzoq bo'lsa, qatlam qalinroq bo'ladi.
Agar qism katta bo'lsa yoki mos shisha idishlar bo'lmasa, u holda elektrokimyoviy mis qoplamani elektrolitga botirmasdan ishlatish mumkin.
Buning uchun biz mis cho'tkasi qilamiz (siz torli foydalanishingiz mumkin mis sim, albatta, izolyatsiyani faqat uchlarida olib tashlash), biz oqim manbaining plyusiga ulaymiz va yog'och tayoq bilan mahkamlaymiz.
Tozalangan, yog'sizlangan metall plastinkani etarlicha keng shisha idishga joylashtiring, uni elektrolit eritmasi bilan to'ldiring (siz to'yingan mis sulfatni olishingiz mumkin) va uni oqim manbaining salbiy tomoniga ulang.
Endi biz cho'tkani elektrolitga botiramiz va uni qismning yuzasiga yaqin tutamiz. Mis cho'tkada doimo eritma bo'lishi muhimdir.
Biroz vaqt o'tgach, ishlov beriladigan qismning yuzasida mis qatlami paydo bo'lganini sezasiz. Mis qoplamasi qanchalik qalinroq qo'llanilsa, shunchalik kamroq gözenekler qoladi.
Shunday qilib, masalan, bir qatlamli mis qo'llanilishi bilan 1 kv.sm uchun bir necha o'nlab teshiklar bo'ladi, ammo uch qatlamli mis qo'llanilishi bilan deyarli yo'q.
erishish kerakli qalinlik mis va keyingi bosqichga o'tishingiz mumkin.
Nikel qatlamini (galvanik) qo'llash elektrolitga botirish bilan mis qoplama jarayoniga o'xshash tarzda amalga oshiriladi.
Shunday qilib, sim va nikel anodlariga osilgan qism elektrolitga tushiriladi, anodlardan simlar plyusga, sim esa qismdan minusga ulanadi.
- 14:5:3 nisbatda nikel, natriy va magniy sulfat, 0,5% osh tuzi va 2% borik kislotasi;
- 30% nikel sulfat, 4% nikel xlorid va 3% borik kislotasi.
Quruq aralashmani bir litr bilan to'ldiring neytral suv, yaxshilab aralashtiramiz va agar kerak bo'lsa, yotqizilgan cho'kindidan qutuling va uni elektrolitik nikel qoplamasi uchun elektrolit sifatida ishlating.
Yarim soat davomida galvanik ishlov berishni amalga oshirish kifoya DC 5,8-6 V quvvatga ega.
Elektrolitlar orqali oqim bilan ishlov berish natijasida biz mat, notekis qatlamga ega bo'lamiz kulrang. Uni tekislash uchun metall ob'ektni ehtiyotkorlik bilan tozalash va parlatish kerak.
Ushbu texnologiyani qo'pol qoplamali yoki tor va chuqur teshiklari bo'lgan qismlar uchun ishlatish mumkin emas.
Bunday holda siz foydalanishingiz kerak kimyoviy usul nikel qoplamasi yoki qismlarning qorayishi.
Qoralash texnologiyasi shundan iboratki, metallga sink yoki nikelning oraliq qoplamasi qo'llaniladi va uning yuqori qismiga 2 mikrondan ortiq bo'lmagan, nikelning qora qoplamasi qo'llaniladi.
Qora nikel bilan qoplangan qismlardan yasalgan dekorativ metall to'siqlar yaxshi ushlab turadi va chiroyli ko'rinadi.
Ba'zi hollarda nikel va xrom qoplamasi talab qilinadi.
Elektrsiz nikel qoplama usuli
Qismlarni kimyoviy nikel bilan qoplash texnologiyasi shundan iboratki, metall ishlov beriladigan buyum ma'lum vaqt davomida qaynayotgan eritmaga botiriladi, bu vaqt davomida nikel zarralari uning yuzasiga joylashadi.
Hech qanday elektrokimyoviy ta'sir yo'q, oqim kerak emas.
Texnologiya nikel qatlamining metallga kuchli yopishishini olishga qaratilgan (po'lat va temirni nikel bilan qoplashda sirt va qo'llaniladigan qatlam o'rtasidagi yopishqoqlikning maxsus sifati kuzatiladi).
Turli qismlarning kimyoviy nikel qoplamasi aslida garajda yoki kichik ustaxonada amalga oshirilishi mumkin.
Keling, buni bosqichma-bosqich ko'rib chiqaylik:
- Quruq reagentlar emal idishida aralashtiriladi va suv bilan to'ldiriladi;
- Olingan suyuqlik aralashmasini qaynatib oling va shundan keyingina natriy gipofosfit qo'shing;
- Ish qismini chetlari va pastki qismiga tegmasligi uchun suyuqlik bilan idishga botiring. Aslida, sizga elektrsiz nikel qoplamali o'rnatish kerak bo'ladi, uni o'zingiz mos o'lchamdagi emal havzasidan va ishlov beriladigan qism osilgan dielektrik qavsdan yasashingiz mumkin;
- Amaldagi eritmaga qarab, qaynatish bir soatdan uchgacha davom etishi kerak;
- Ish qismi chiqariladi va o'chirilgan ohak bo'lgan suv bilan yuviladi, shundan so'ng uni silliqlash mumkin.
Qismlarni kimyoviy nikel bilan qoplash uchun barcha kompozitsiyalar, albatta, nikel xlorid yoki sulfat, o'zgaruvchan kislotali natriy gipofosfit va boshqa kislotalarni o'z ichiga oladi.
Texnologiya bir litr eritmada 20 kvadrat sm sirtni davolashni o'z ichiga oladi.
Kislotali birikmalar qora metallarga nikel qatlamini qo'llaydi, gidroksidi esa zanglamaydigan po'latdan ko'proq mos keladi.
Ba'zi nozikliklar:
- Mis qoplamasiz metallga qo'llaniladigan nikel plyonkasi sirtga zaif yopishqoqlikka ega. Uni yaxshilash uchun ish qismini 450 darajadan yuqori haroratda ushlab turish orqali issiqlik bilan ishlov berishni qo'llashingiz mumkin;
- Qattiqlashtirilgan mahsulotlarni 350-400 darajaga qadar qizdirish mumkin emas, ular qattiqlikni yo'qotadi. Bu muammo uzoqroq qarish bilan hal qilinadi, lekin 250-300ºS oralig'idagi haroratda;
- Katta hajmli qismlarga nikel qatlamini qo'llashda eritmani aralashtirish kerak bo'ladi, bu esa doimiy filtrlash zarurligiga olib keladi. Bu jarayonni ishlab chiqarishdan tashqari sharoitlarda amalga oshirishda asosiy qiyinchilikdir.
Xuddi shunday, lekin boshqa kompozitsiyadan foydalanib, siz qismlarni kumush qatlami bilan qoplashingiz mumkin. Kumush qoplama ko'pincha baliq ovlash vositalarida ilgaklar va o'ljalarning qorayishini oldini olish uchun ishlatiladi.
Kumushni qo'llash texnologiyasi oddiy va nikel qoplamasidan elektrolitlar tarkibida, ishchi eritmaning vaqti va haroratida farq qiladi (bir tekis kumush qatlamini olish uchun kompozitsiya 90 darajaga qadar isitiladi).
Kumush eritmalar suv, lapis va 10% tuz eritmasidan tayyorlanishi mumkin.
Cho'kmaga tushgan kumushni yuving va 2% li giposulfit bilan aralashtiring, filtrlang, bo'r changini qo'shing va qaymoqsimon holatga keltiring.
Metallni kumush qatlami paydo bo'lguncha bu aralashma bilan surtishingiz mumkin.
Ushbu eritmani bir necha kun davomida saqlashga ruxsat beriladi uzoq muddatli saqlashga imkon beruvchi kumush eritmasi - olti oygacha - quyidagicha tayyorlanishi mumkin: 15 g lapis, 55 g limon kislotasi (oshpazlik maqsadlari uchun mos) va 30 g; ammoniy xlorid.
Barcha komponentlar changga aylanadi va aralashtiriladi. Kumushni qo'llash uchun kukun quruq holda saqlanadi.
Ho'l lattadan foydalanish uchun aralashmaga tegib, ishlov beriladigan yuzaga surting.
Tozalangan qismga kumush qoplama qo'llaniladi, lekin uni maxsus tarzda tayyorlashga hojat yo'q.
Nikel va kumushni metall qismlarga qo'llashning yuqoridagi usullari uyda mustaqil ravishda osongina takrorlanishi mumkin.
Ba'zan alyuminiyni nikel bilan qoplash zarurligiga duch kelishingiz mumkin. Alyuminiyni nikel bilan qoplash juda qimmat va ishonchsiz jarayondir. Nikel qoplamali alyuminiy uchun elektrolitlar juda qimmat, lekin u ko'pincha pufakchalar.
Uyda alyuminiyning nikel qoplamasi bilan bog'liq muammo yomon yopishqoqlikdir - porloq nikel qoplamani "yirtib tashlaydi".
Alyuminiyni kimyoviy nikel bilan qoplash uchun quyidagi kompozitsiya mos keladi:
- Nikel sulfat - 20 g / l;
- natriy asetat - 10 g / l;
- Natriy gipofosforat - 25 g/l;
- Tiokarbamid, 1 g/l konsentratsiyali eritma - 3 ml;
- Natriy ftorid - 0,4 g/l;
- Sirka kislotasi - 9 ml