Reylarni payvand qilish mumkinmi? Reylar bo'g'inlarini elektr boshq bilan payvandlash. Reylar birikmalarini payvandlash usuli
Shuningdek o'qing
RU 2270739 patenti egalari:
Ixtiro kamon payvandlash usullariga tegishli bo'lib, asosan temir yo'l relslarini qo'lda elektr boshq payvandlash uchun ishlatiladi. Temir yo'l bo'g'inlarini payvandlash usuli payvandlanadigan qirralarning orasidagi bo'shliq bilan relslarni o'rnatishni, bo'shliqqa sarflanadigan elektrodni kiritishni va payvandlash joyida o'rnatilgan shakllar yordamida payvandlashni o'z ichiga oladi, bu butun bo'ylab suyuqlik vannasi hosil bo'lishini ta'minlaydigan oqim kuchida. bo'shliqning butun hajmi. Reylarning chetlari yoki relslardan birining cheti oldindan ishlov beriladi, shu jumladan vertikal tekislik bo'ylab rels oyog'ining boshidan boshigacha ko'ndalang kesish, temir yo'lning oxirgi yuzasi bo'ylab gorizontal kesish. ilgari qilingan kesma va rels asosining tagida to'mtoq bilan oyoqning so'nggi yuzasida chandiqni olib tashlash. Payvand chokining ildizida suyuq hammom hosil bo'lganda, relslarning asosiy metallining qirralari qo'shimcha ravishda eritiladi. Bu asosiy metallga teng bo'lgan mexanik xususiyatlarga ega bo'lgan payvandni olish imkonini beradi, bu esa relslarning xizmat qilish muddatini oshiradi. 2 kasal.
Ixtiro asosan temir yo'l relslarini qo'lda elektr boshq payvandlash uchun ishlatiladigan boshq payvandlash usullariga tegishli.
Reylar bo'g'inlarini payvandlashning ma'lum usuli mavjud bo'lib, unda relslar qo'lda elektr yoy usuli yordamida payvandlanadi (SU 78136, B 23 K 9/02, 1942).
Ma'lum bo'lgan usulda relslar tanlangan elektrod diametriga qarab 9-14 mm gacha bo'lgan payvandlangan qirralarning orasidagi bo'shliq bilan o'rnatiladi, shuning uchun payvandlash asosan elektrod materialining erishi tufayli olinadi. Payvandlanadigan qirralar shunchalik qiziydiki, eritilgan metallning umumiy hovuzi hosil bo'ladi, u butun payvandlash davri davomida suyuq holatda saqlanadi. Kalıplar grafit plitalari bo'lishi mumkin, ularning ichki yuzasi temir yo'l shaklida qilingan. Payvand chokini mustahkamlashning o'lchamlari va shakllari qolipda qilingan mos keladigan chuqurchaning o'lchami va shakliga bog'liq.
Reylarning uchlari temir yo'l o'qiga perpendikulyar tekislik bo'ylab relsli kesish mashinasi bilan kesiladi. Payvandlashdan oldin qirralarning qiyshiqligi yo'q.
Reylarning uchlari orasidagi katta bo'shliq, taxminan 9-14 mm, temir yo'l asosining chetlarini payvandlash imkonini bermaydi, shuning uchun tikuv ildizining orqa tomonini shakllantirish uchun shakllantiruvchi astar ishlatiladi. Payvand choki asosan elektrod materialining erishi tufayli olinadi, uning erigan massasi temir yo'l asosining uchlari va shakllantirish qoplamasi orasidagi bo'shliqni to'ldiradi.
Ushbu usulning eng muhim kamchiliklari - relslarning uchlari orasidagi katta bo'shliqning mavjudligi. Eritilgan elektrod metalli payvandlanadigan relslar orasidagi tabiiy ko'prik bo'lib, u bo'ylab yoy bir relsning chetidan ikkinchisining chetiga o'tadi. Shu tarzda olingan payvandlangan birikma elektrod metallining haddan tashqari qizishi tufayli qo'pol taneli tuzilishga ega va buning natijasida asosiy metallga qaraganda past mexanik xususiyatlarga ega. Elektrod metallining erigan massasi bilan temir yo'l chetining birlashishi zonasida termoyadroviy etishmasligi, cüruf qo'shilishi va gözenekler kabi nuqsonlarning yuqori ehtimoli mavjud.
Ushbu ixtironing texnik maqsadi relslar uchlari orasidagi bo'shliqni relslar asosining metallini payvandlash va ekvivalent mexanik xususiyatlarga ega bo'lgan payvand olish imkonini beradigan o'lchamgacha qisqartirish orqali payvand chokining mexanik xususiyatlarini oshirishdan iborat. asosiy metallning xususiyatlariga.
Ixtiroga muvofiq usul relslarning chetlarini yoki relslardan birining chetini oldindan ishlov berishdan iborat bo'lib, vertikal tekislik bo'ylab temir yo'l poydevorining boshidan boshigacha ko'ndalang kesish, so'ngra gorizontal kesishdan iborat. relsning so'nggi yuzasi bo'ylab, ilgari qilingan kesmaga perpendikulyar va taglikning oxirida, rels tagining tagida to'mtoqlik bilan chamfer chiqariladi, relslar bo'shliq bilan o'rnatiladi, ichiga elektrod kiritiladi. bo'shliq va payvandlash payvandlash joyidagi qoliplar yordamida bo'shliqning butun hajmida suyuq vannaning hosil bo'lishini ta'minlaydigan oqim kuchida amalga oshiriladi va payvandning ildizidagi suyuq vannaning qirralarini eritish orqali olinadi. asosiy metall.
Temir yo'l bo'g'inlarini payvandlashning tavsiya etilgan usuli o'rtasidagi farq shundaki, relslarning chetlari yoki relslardan birining cheti birinchi navbatda ishlov beriladi, vertikal tekislik bo'ylab rels oyog'ining boshidan boshigacha ko'ndalang kesma amalga oshiriladi va keyin relsning so‘nggi yuzasi bo‘ylab, avval qilingan kesmaga perpendikulyar bo‘lgan gorizontal kesma amalga oshiriladi va taglikning oxirida, rels tagida to‘mtoqlik bilan chandiq, ildizida esa suyuq vanna olib tashlanadi. tikuvning asosiy metall qirralarini eritish orqali olinadi.
Taklif etilgan usulning mohiyati chizmalar bilan ko'rsatilgan.
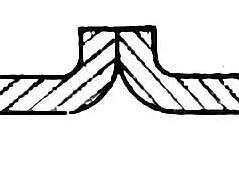
1-rasmda relslardan birining chetiga ishlov berish chizmasi ko'rsatilgan 2-rasmda relslarning qirralari ko'rsatilgan.
1-rasmda ko'rsatilgan: 1 - rels (chekka ishlovsiz), 2 - tayyorlangan qirrali rels, 3 - to'mtoq, 4 - qirralarning orasidagi bo'shliq, a - qirralarning orasidagi burchak.
2-rasmda quyidagilar ko'rsatilgan: 2 - tayyorlangan qirrali rels, 3 - to'mtoq, 4 - qirralarning orasidagi bo'shliq, a - qirralarning orasidagi burchak.
Qirralar orasidagi a burchak 30-60° oralig'ida yotadi.
P65 tipidagi temir yo'l relslarini payvandlang. Mexanik ustaxonalarda TU 32 TsP-670-88 ga muvofiq uzunligi 3 m va undan ortiq bo'lgan temir yo'l qismini o'lchash uchun masofalar o'lchanadi va relsning qirralarini nuqsonli rels o'rniga o'rnatish uchun ikkala uchida tayyorlanadi. Bunday holda, vertikal tekislik bo'ylab temir yo'l oyog'ining boshidan boshiga ko'ndalang kesish amalga oshiriladi. Keyin relsning so‘nggi yuzasi bo‘ylab avval qilingan kesmaga perpendikulyar bo‘lgan gorizontal kesma amalga oshiriladi va taglikning uchi rels tagligi tagida 2 mm to‘mtoq bilan 45° burchak ostida qiyshaytiriladi. Belgilar nuqsonli qism olib tashlanadigan temir yo'lda amalga oshiriladi. Tayyorlanganga teng o'lchamdagi nuqsonli temir yo'l qismini kesib oling va bu joyga payvandlash uchun tayyorlangan qirralari bo'lgan temir yo'l qismini o'rnating. Reylar orasidagi bo'shliq 2 mm edi (1-rasmga qarang). Reylarning uchlari payvandlashdan oldin metall nashrida tozalanadi.
Payvandlanadigan relslar tagida tikuvning teskari tomonini tashkil etuvchi mis astar o'rnatiladi va qisqich bilan mahkamlanadi. Chokning ildizi UONI-13/65 elektrodi bilan payvandlanadi, diametri 3 mm, oqim 140-160 A, so'ngra rels asosining uchlari orasidagi bo'shliqni UONI-13/65 elektrod bilan to'ldiradi, 5 mm. diametri, oqim 250-280 A.
Yon mis qoliplarni relslarning bo'yniga va boshiga joylashtiring va ularni qisqich bilan mahkamlang. Reyning bo'yni va boshi UONI-13/65 elektrodlari yordamida payvandlanadi, diametri 5 mm, oqim 250-280 A.
Taklif etilayotgan usul asosiy metallning xossalariga ekvivalent bo'lgan mexanik xususiyatlarga ega chokni olish imkonini beradi, shu bilan birga chokning mexanik xususiyatlari relslarning xizmat qilish muddatini yo'lda o'rnatilgan relslarning xizmat qilish muddatigacha oshiradi. payvandlash.
Temir yo'l bo'g'inlarini payvandlash usuli, shu jumladan payvandlanadigan qirralarning orasidagi bo'shliq bilan relslarni o'rnatish, bo'shliqqa sarflanadigan elektrodni kiritish va payvandlash joyida o'rnatilgan shakllar yordamida payvandlash, butun davomida suyuqlik vannasi hosil bo'lishini ta'minlaydigan oqim kuchida. bo'shliqning butun hajmi, mexanik payvandlash birinchi navbatda relslarning chetlarini yoki relslardan birining chetini qayta ishlash, shu jumladan rels tagining boshidan vertikal tekislik bo'ylab ko'ndalang kesishni amalga oshirish bilan tavsiflanadi. , relsning so'nggi yuzasi bo'ylab gorizontal kesmani oldindan qilingan kesmaga perpendikulyar qilish va taglikning so'nggi yuzasida relsli taglikning tagida to'mtoq bilan pahni olib tashlash va shakllanishi. tikuv relslarning asosiy metallining qirralarini eritish orqali amalga oshiriladi.
Shunga o'xshash patentlar:
Ixtiro tekis metall chiziqlardan ichi bo'sh quvurlarni uzluksiz ishlab chiqarish uchun qurilmalarga, xususan, qurilmani to'xtatish va keyin ishga tushirishda nuqsonsiz choklarni olish imkonini beruvchi qurilmalarga tegishli.
Hatto tashlab ketilgan yoki eskirgan relslar ham har qanday tejamkor uy egasi uchun kerakli xariddir. Axir, bardoshli va korroziyaga chidamli temir yo'l har qanday metall nurni almashtirishi mumkin.
Biroq, bu turdagi haddelenmiş metalldan tayyorlangan konstruktsiyalarni o'rnatish juda qiyin. Og'ir relslar kuchli payvandlarni talab qiladi. Temir yo'l ishchilari bu maqsadlar uchun maxsus termit kompozitsiyasidan foydalanadilar. Xo'sh, kundalik hayotda temir yo'l relslarini payvandlash uchun maxsus elektrodlar kerak. Va ushbu maqolada biz aynan shunday mahsulotlarni tasvirlab beramiz, ularning yordamida siz o'zingiz uchun qulay bo'lgan har qanday usulda relslarga ulanishingiz mumkin.
"Temir yo'l" elektrodlari
Qaysi elektrodlar bilan relslarni payvandlashni hal qilishda, ma'lum bir turdagi prokatning qalinligini hisobga olish kerak. Shuning uchun, relslarni payvandlash jarayonida plomba moddasining manbai faqat qalin korpusli tuzilmalarni birlashtirish uchun mo'ljallangan UONI seriyasining maxsus elektrodlari bo'lishi mumkin. Bundan tashqari, relslarni payvandlash uchun ushbu seriyaning "kichik" vakillari etarli - UONI 13/45 va 13/55 elektrodlari, ular yuqori uglerodli yoki past qotishma po'latlardan yasalgan ish qismlarini birlashtirish uchun ishlatilishi mumkin.
UONI 13/45 va 13/55 elektrodlari plomba moddasining boshqa manbalaridan ferromangan rudalari, grafit, kremniy va boshqa materiallarni o'z ichiga olgan maxsus oqim (qoplama) bilan farq qiladi.
Ushbu ko'p komponentli aralashma tufayli yoyning barqaror yonishi ta'minlanadi, yuqori haroratni payvandlash zonasiga o'tkazadi va payvandlash tikuvida g'ovak hosil bo'lish jarayoni bostiriladi. Elektrod simining tarkibi ham qiziq. U nikel va molibden bilan qotishma temir-uglerod qotishmasidan qilingan. Telning diametri 2-5 millimetrga teng.
Natijada, oqim va plomba moddasining maxsus tarkibiga asoslanib, UONI seriyasi nafaqat yuqori tezlikda ishlashni, balki payvandlash tikuvining yuqori kuchini ham ta'minlaydi.
Elektrodni payvandlash uchun tayyorlash
Reylarni payvandlash uchun elektrodlar - juda qiyin sharoitlarda ishlaydi. Axir, bu holda birlashtiruvchi qirralarning qalinligi bir necha o'n santimetr bo'lishi mumkin.
Shuning uchun bunday elektrodlarning sifatiga alohida talablar qo'yiladi, xususan:
- Bunday elektrodlarning qoplamasida katta yoriqlar bo'lmasligi kerak.
- Qoplamaning namligi ma'lum bir qiymatga mos kelishi kerak.
Va agar elektrodning birinchi talabga muvofiqligi vizual tarzda tekshirilishi mumkin bo'lsa, unda namlik bilan hamma narsa ancha murakkabroq. Shuning uchun, payvandlashdan oldin, UONI seriyali barcha elektrodlar maxsus o'rnatishda majburiy kalsinatsiyaga (quritish) duchor bo'ladi.
Ushbu protsedura mahsulotni 350-400 daraja Selsiy haroratgacha qizdirishga o'xshaydi. Bundan tashqari, elektrodlar allaqachon qizdirilgan "pechka" ga yuklanadi va unda taxminan 1-2 soat davomida "chayqaladi".
Bunday tayyorgarlikdan so'ng elektrodlar har qanday holatda ishlatilishi mumkin, ular yordamida to'g'ridan-to'g'ri oqim va teskari polarit ulanishlarida pastki, ship va vertikal tikuvlarni hosil qilish mumkin.
UONI seriyasi uchun yagona "foydalanish uchun kontrendikatsiya" yuqoridan pastgacha payvandlashdir.
steelguide.ru
Reylar birikmalarini payvandlash usuli
Ixtiro payvandlash sohasiga, ya'ni temir yo'l relslarini payvandlashga tegishli. Reylar (1) va (2) chetlarida yoki relslardan birining chetida vertikal tekislik bo'ylab rels oyog'ining boshidan boshlab ko'ndalang kesma amalga oshiriladi. Gorizontal kesma relslar yoki relsning oxirgi yuzasi bo'ylab avval qilingan kesmaga perpendikulyar qilinadi va taglikning pastki yuzasida to'mtoqlik hosil qilish uchun 45 ° burchak ostida pah chiqariladi (3). ). Reylarni kerakli texnologik bo'shliqqa (4) o'rnating. Payvandlash simi yarim avtomatik payvandlash mashinasining elektrod ushlagichining izolyatsiyalangan uchi bilan birga bo'shliqqa kiritiladi. Elektr boshq payvandlash texnologik bo'shliqning butun hajmida suyuqlik hovuzining shakllanishini ta'minlaydigan payvandlash oqimida payvandlash zonasida yon shakllantiruvchi qolip plitalari yordamida relsning butun balandligi bo'ylab doimiy ravishda amalga oshiriladi. Reylarning asosiy metallining qirralarini eritib, tikuvning ildizida suyuq hammom olinadi. Payvand chokining mexanik xossalari va jarayonning unumdorligi oshadi, payvandchining ishi osonlashadi. 2 kasal.
Ixtiro temir yo'llarni payvandlash uchun elektr yoy usullariga taalluqlidir va birinchi navbatda relslarni yarim avtomatik elektr yoy bilan payvandlash uchun ishlatilishi mumkin.
Temir yo'lning bo'g'inlarini avtomatik ravishda payvandlashning ma'lum usuli mavjud, bunda relslar elektr yoy usulidan foydalangan holda avtomatik payvandlash mashinasi yordamida payvandlanadi (qarang: Yaponiya № 08-00328 A, B23K 31/00, 01.09. chop etilgan. /1996).
Biroq, bu payvandlash usuli temir yo'l boshining ishchi yuzalarining turli xil aşınması sharoitida qo'llanilishi mumkin emas va yuqori malakali payvandchilarni talab qiladi.
Texnik mohiyatiga ko'ra eng yaqin ma'lum bo'lgan va erishilgan natija prototip sifatida tanlangan temir yo'l relslarini payvandlash usuli, shu jumladan relslarning chetlarini yoki relslardan birining chetini kesish, kerakli texnologik bo'shliq bilan relslarni o'rnatish, payvandlashni kiritish. texnologik bo'shliqning butun hajmi bo'ylab suyuq vannaning hosil bo'lishini ta'minlaydigan payvandlash oqimi yordamida payvandlash zonasida yon shakllantiruvchi qolip plitalari yordamida bo'shliqqa sim va elektr boshq manbai (qarang: SSSR mualliflik guvohnomasi No 78136, sinf B23K 9/). 02, 1942 yil).
Ma'lum bo'lgan usulda relslar 9-14 mm gacha bo'lgan payvandlangan qirralarning orasidagi bo'shliq bilan o'rnatiladi. Bunday bo'shliq bilan payvandlash asosan elektrod materialining erishi tufayli olinadi. Payvandlanadigan qirralar shunchalik qiziydiki, eritilgan metallning umumiy hovuzi hosil bo'ladi, u butun payvandlash davri davomida suyuq holatda saqlanadi. Payvandlangan birikmaning tashqi tomonini tashkil etuvchi qoliplar grafit plitalari bo'lishi mumkin, ularning ichki yuzasi temir yo'l shaklida qilingan. Payvand chokini mustahkamlashning o'lchamlari va shakllari qolipda qilingan mos keladigan chuqurchaning o'lchami va shakliga bog'liq.
Reylarning uchlari temir yo'l o'qiga perpendikulyar bo'lgan tekislik bo'ylab relsli kesish mashinasi bilan kesiladi. Payvandlashdan oldin qirralarning qiyshiqligi yo'q. 9-14 mm gacha bo'lgan relslarning uchlari orasidagi bo'shliq rels asosining chetlarini payvandlash imkonini bermaydi, shuning uchun tikuv ildizining orqa tomonini shakllantirish uchun shakllantiruvchi astar ishlatiladi. Payvand choki asosan elektrod materialining erishi tufayli olinadi, uning erigan massasi temir yo'l asosining uchlari va shakllantirish qoplamasi orasidagi bo'shliqni to'ldiradi.
Ushbu usulning eng muhim kamchiliklari elektrodning tez-tez o'zgarishi (relslarni qo'lda payvandlash uchun ishlatiladigan elektrodning uzunligi 450 mm). Elektrod yonib ketgandan so'ng, payvandlash jarayoni to'xtatiladi. Payvand choki yuzasida qattiq himoya qiluvchi cüruf qobig'i hosil bo'ladi. Payvandlash jarayonini davom ettirish uchun yoyni qayta yoqish, cürufni eritish va jarayonni davom ettirish kerak. Arkning davriy ravishda uzilishi payvand chokida penetratsiyaning yo'qligi, shlak qo'shimchalari va gaz teshiklari kabi nuqsonlarning shakllanishiga olib keladi. Bu nuqsonlar payvandlangan birikmaning past mexanik xususiyatlarining sababidir.
Ushbu ixtironi qo'llashning texnik natijasi payvandlashning mexanik xususiyatlarining oshishi hisoblanadi; temir yo'lni payvandlash vaqtini qisqartirish; qimmat payvandlash materiallarini tejash, shuningdek, payvandchining ishini osonlashtirish.
Belgilangan texnik natijaga temir yo'l relslarini payvandlash usulida, shu jumladan relslarning chetlarini yoki relslardan birining chetini kesish, kerakli texnologik bo'shliq bilan relslarni o'rnatish, bo'shliqqa payvandlash simini kiritish va relslarning chetlarini yoki relslardan birining chetini kesishda texnologik bo'shliqning butun hajmi bo'ylab suyuq hovuz hosil bo'lishini ta'minlaydigan payvandlash zonasida payvandlash oqimi bo'yicha yon shakllantiruvchi qolip plitalari yordamida elektr boshq payvandlash; kesish vertikal tekislik bo'ylab rels oyog'ining boshigacha amalga oshiriladi, gorizontal kesish relsning oxirgi yuzasi bo'ylab oldindan qilingan kesmaga perpendikulyar ravishda amalga oshiriladi va taglikning so'nggi yuzasida kesma mavjud. taglikning tagida to'mtoqlik hosil bo'lishi bilan 45 ° burchak ostida va elektr yoyli payvandlash izolyatsion uchi bilan jihozlangan elektrod ushlagichli yarim avtomatik payvandlash mashinasi yordamida relsning butun balandligi bo'ylab doimiy ravishda amalga oshiriladi. , texnologik bo'shliqqa payvandlash simi bilan kiritilgan, tikuvning ildizida suyuq vannalar hosil bo'lishi bilan relslarning asosiy metallining qirralarini eritish orqali amalga oshiriladi.
Taklif etilgan payvandlash usuli ikkita versiyada amalga oshirilishi mumkin.
1-rasmda relslardan birining chetini tayyorlash bilan payvandlangan birikma ko'rsatilgan, 2-rasmda relslarning 2 chetini tayyorlash bilan payvandlangan birikma ko'rsatilgan.
1-rasmda ko'rsatilgan: 1 - rels (chekka ishlovsiz), 2 - tayyorlangan qirrali rels, 3 - to'mtoq, 4 - qirralarning orasidagi bo'shliq, a - qirralarning orasidagi burchak.
2-rasmda quyidagilar ko'rsatilgan: 1, 2 - tayyorlangan qirrali relslar, 3 - to'mtoq, 4 - qirralarning orasidagi bo'shliq, a - qirralarning orasidagi burchak. Qirralarning orasidagi burchak a 30-60 ° oralig'ida.
Payvandlash usulining birinchi variantida relslardan birining chetini tayyorlash bilan relslarning chetlari yoki relslardan birining cheti birinchi navbatda relslarning uchlari orasidagi bo'shliqni 22-25 gacha saqlab, mexanik ishlov beradi. mm. Oddiy og'iz bo'shlig'i o'rniga payvandlash ushlagichiga maxsus uchi (izolyatsiya qilingan so'nggi qopqoq) o'rnatiladi, bu esa temir yo'lning butun balandligi bo'ylab tor bo'shliqda payvandlash imkonini beradi. Tel bilan uchi bo'shliqqa kiritiladi va payvandlash payvandlash zonasida bo'shliqning butun hajmi bo'ylab suyuq hammom hosil bo'lishini ta'minlaydigan oqim kuchida qolib plitalari yordamida amalga oshiriladi. Payvandlangan bo'g'inning mustahkamligini oshirish uchun relslarning uchlari ularni vertikal tekislik bo'ylab temir yo'lning bo'ylama o'qi bilan 45 ° burchak ostida kesish yo'li bilan tayyorlanadi, shunda payvand choki g'ildirak ustida aylanganda minimal yukni boshdan kechiradi. rels boshining yuzasi. Payvandlash uzluksiz, yarim avtomatik elektr yoy usuli yordamida amalga oshiriladi.
Payvandlash temir yo'l relslari tapa P65. Reyning chetlarini ikkala uchidan yoki bittadan tayyorlang, relslarning uchlari orasidagi bo'shliqni 22-25 mm gacha saqlang. Reylar uchlari sirtlari payvandlashdan oldin metall nashrida tozalanadi. Payvandlanadigan relslar tagida mis astar o'rnatiladi, tikuvning teskari tomonini tashkil qiladi va qisqich bilan mahkamlanadi. Reyning asosi 1,6 mm diametrli, oqim kuchi 190-200 A bo'lgan o'z-o'zidan himoyalangan oqim o'tkazgichli sim bilan payvandlanadi. Yon mis qoliplari - kristalizatorlar - relslarning bo'yin va boshiga o'rnatiladi va mahkamlanadi. qisqich bilan. Temir yo'lning bo'yni va boshini payvandlang.
Taklif etilayotgan usul asosiy metallning xossalariga ekvivalent bo'lgan mexanik xususiyatlarga ega chokni olish imkonini beradi, shu bilan birga payvandning mexanik xususiyatlari relslarning xizmat qilish muddatini yo'lda o'rnatilgan relslarning xizmat qilish muddatigacha oshiradi. payvandlash.
Reylarning 2 chetini tayyorlash bilan payvandlash usulining ikkinchi variantida relslarning chekkalari yoki relslardan birining cheti birinchi navbatda mexanik ishlov beradi, bu holda vertikal tekislik bo'ylab ko'ndalang kesish amalga oshiriladi. boshni rels oyog'ining boshiga, so'ngra gorizontal kesish relsning so'nggi yuzasi bo'ylab, ilgari qilingan kesimga nisbatan perpendikulyar qilinadi va taglikning oxirida, tagida to'mtoqlik bilan pah chiqariladi. rels tagligi, relslar kerakli texnologik bo'shliq bilan o'rnatiladi, bo'shliqqa elektrod kiritiladi va payvandlash yarim avtomatik payvandlash mashinasi yordamida va payvandlash joyida qoliplar yordamida oqim kuchining shakllanishini ta'minlaydigan oqim kuchida amalga oshiriladi. bo'shliqning butun hajmi bo'ylab suyuq hammom va payvandning ildizidagi suyuq hammom asosiy metallning qirralarini eritish orqali olinadi.
Reylarning chetlari yoki relslardan birining cheti oldindan ishlov beriladi, vertikal tekislik bo'ylab rels tagining boshidan boshigacha ko'ndalang kesma amalga oshiriladi va relsning perpendikulyar so'nggi yuzasi bo'ylab gorizontal kesish amalga oshiriladi. ilgari qilingan kesimga, va relsli taglikning tagida to'mtoq bilan taglikning oxirida pah olib tashlanadi va payvandning ildizida suyuq hammom asosiy metallning qirralarini eritib olinadi.
Payvandlash temir yo'l relslari tapa P65. Mexanik ustaxonalarda TU 32 TsP-670-88 ga muvofiq uzunligi 3 m va undan ortiq bo'lgan temir yo'l qismini o'lchash uchun masofalar o'lchanadi va relsning qirralarini nuqsonli rels o'rniga o'rnatish uchun ikkala uchida tayyorlanadi. Bunday holda, vertikal tekislik bo'ylab temir yo'l oyog'ining boshidan boshiga ko'ndalang kesish amalga oshiriladi. Keyin relsning so‘nggi yuzasi bo‘ylab avval qilingan kesmaga perpendikulyar bo‘lgan gorizontal kesma amalga oshiriladi va taglikning uchi rels tagligi tagida 2 mm to‘mtoq bilan 45° burchak ostida qiyshaytiriladi. Belgilar nuqsonli qism olib tashlanadigan temir yo'lda amalga oshiriladi. Tayyorlanganga teng o'lchamdagi nuqsonli temir yo'l qismini kesib oling va bu joyga payvandlash uchun tayyorlangan qirralari bo'lgan temir yo'l qismini o'rnating. Reylar orasidagi bo'shliq 2 mm. Reylarning uchlari payvandlashdan oldin metall nashrida tozalanadi.
Payvandlanadigan relslar tagida tikuvning teskari tomonini tashkil etuvchi mis astar o'rnatiladi va qisqich bilan mahkamlanadi. Chokning ildizi UONI-13/65 elektrodi bilan payvandlanadi, diametri 3 mm, oqim 140-160 A, so'ngra rels asosining uchlari orasidagi bo'shliqni UONI-13/65 elektrod bilan to'ldiradi, 5 mm. diametri, oqim 250-280 A.
Yon mis qoliplarni relslarning bo'yniga va boshiga joylashtiring va ularni qisqich bilan mahkamlang. Reyning bo'yni va boshi UONI-13/65 elektrodlari yordamida payvandlanadi, diametri 5 mm, oqim 250-280 A.
Taklif etilayotgan usul asosiy metallning xossalariga ekvivalent bo'lgan mexanik xususiyatlarga ega chokni olish imkonini beradi, shu bilan birga chokning mexanik xususiyatlari relslarning xizmat qilish muddatini yo'lda o'rnatilgan relslarning xizmat qilish muddatigacha oshiradi. payvandlash.
Temir yo'l relslarini payvandlash usuli, shu jumladan relslarning chetlarini yoki relslardan birining chetini kesish, kerakli texnologik bo'shliq bilan relslarni o'rnatish, bo'shliqqa payvandlash simini kiritish va payvandlashda yon shakllantiruvchi qolip plitalari yordamida elektr boshq payvandlash. texnologik bo'shliqning butun hajmi davomida suyuqlik hovuzining shakllanishini ta'minlaydigan payvandlash oqimidagi zona, relslarning chetlarini yoki relslardan birining chetini kesishda vertikal tekislik bo'ylab ko'ndalang kesish amalga oshirilishi bilan tavsiflanadi. boshidan rels tagligining boshigacha gorizontal kesma relsning oxirgi yuzasi bo'ylab ilgari qilingan kesmaga perpendikulyar ravishda amalga oshiriladi va taglikning oxirgi yuzasida 45 ° burchak ostida bo'lgan pah chiqariladi. taglik tagida to'mtoqlik hosil bo'lishi va elektr boshq bilan payvandlash izolyatsion uchi bilan jihozlangan elektrod ushlagichi bilan yarim avtomatik payvandlash mashinasi yordamida relsning butun balandligi bo'ylab doimiy ravishda amalga oshiriladi. payvandlash simini texnologik bo'shliqqa solib, shu bilan relslarning asosiy metallining qirralarini eritish orqali amalga oshiriladigan payvandning ildizida suyuq vanna hosil qiladi.
www.findpatent.ru
Reylarni payvandlash usullari (elektr kontakt, elektr yoy, gaz press va aluminotermik payvandlash), 2-bet.
Reylarni ikkinchi usul yordamida payvandlash - dastlabki intervalgacha isitish bilan miltillash - intervalgacha isitish bosqichidan, uzluksiz eritish bosqichidan iborat; siqilish va payvandlash bosqichlari, payvandlangan bo'g'inlarni sovutish bosqichlari. Bu usulda, birinchi usuldan farqli o'laroq, relslarning metalli rels uchlarini takroriy tsiklik yopish va ochish orqali isitiladi. Elektr kontaktli payvandlash payvandlangan bo'g'inlarning eng yuqori sifatini ta'minlaydi. Payvandlangan bo'g'inlarning sifati rels metallining plastik deformatsiyasi va isishi darajasi bilan belgilanadi. Shu munosabat bilan temir yo'llar vazirligining Yo'l bosh boshqarmasi tomonidan tasdiqlangan payvandlash rejimlarini qat'iy ta'minlash birinchi o'rinda turadi.
7.3. Arkni payvandlash
Elektr yoyini payvandlashda relslar elektrodning metalli bilan birlashtiriladi, bu esa yoy razryadining issiqligi bilan eritiladi.
Qo'shimchalarni elektr boshq bilan payvandlash cho'kindi bosimini qo'llashni talab qilmaydi. Ushbu payvandlash uchun transformatordan o'zgaruvchan tok yoki mobil payvandlash moslamasidan to'g'ridan-to'g'ri oqim ishlatiladi.
Elektr yoyini payvandlashning eng yaxshi usuli vanna usuli bo'lib, unda bo'ylama o'qga perpendikulyar kesilgan relslarning uchlari reja bo'yicha sinishsiz va 3-5 mm balandlikdagi profilga o'rnatiladi. bu pozitsiya ular 14-16 mm bo'shliq bilan o'rnatiladi.
Uchlari orasiga elektrod qo'yiladi, u orqali 300-350 amperlik oqim o'tadi. Elektrodning eritilgan metalli temir yo'lning butun kesimi bo'ylab uchlari orasidagi bo'shliqni to'ldiradi.
Elektrodning eritilgan metallining tarqalishini oldini olish uchun inventar mis qoliplari pastdan va yon tomondan bo'shliqni yopish uchun ishlatiladi. Payvandlangan bo'g'inlar temir yo'lning butun perimetri bo'ylab maydalanadi. Payvandlangan birikmaning sifati elektrodlar va ularning qoplamasiga, payvandlash jarayonining oxirigacha metallning suyuq holatining doimiyligiga va tikuvni qayta ishlashning puxtaligiga bog'liq.
Elektr boshq manbai faqat stantsiya yo'llariga yotqizilgan relslar uchun ishlatiladi, asosiy va qabul qilish va jo'natish yo'llari bundan mustasno.
7.4. Gaz pressida payvandlash
Gaz pressini payvandlash haroratda metall ulanishni ta'minlaydi
bosim qo'llash orqali erish nuqtasi ostida.
Reylarni gaz pressida payvandlashning asosiy afzalligi ulanishning yuqori sifati va qo'shma sohada bir hil metall konstruktsiyani ishlab chiqarishdir, shuning uchun bu turdagi payvandlash ayniqsa og'irroq turdagi relslarga qo'llanilganda foydalidir.
Payvandlashdan oldin ikkita relsning uchlari bir-biriga mahkam joylashtiriladi va birlashma bilan birga ikkala relsning uchlari bir vaqtning o'zida rels kesish mashinasida aylana arra yoki mexanik arra yordamida kesiladi, bu esa mahkam o'rnatilishini ta'minlaydi. metallning uchlari va tozaligi. Payvandlashdan oldin darhol relslarning uchlarini uglerod tetraklorid yoki dikloroetan bilan yaxshilab yuvish kerak. Payvandlashdan oldin tayyorgarlik relslarning uchlarini oldindan isitishdan iborat.
Temir yo'lni isitish uchun MG-50R tipidagi ko'p olovli burnerlar ishlatiladi,
MG – 65R, MG – 75R. MG - P65 tipidagi ko'p olovli burner 1.3-rasmda ko'rsatilgan.
7.3-rasm: MG-R65 ko'p olovli gorelka (a) va uning bochkasi (b):
1 - burnerning yuqori qismi; 2 - gaz uchun teshiklari bo'lgan prokladkalar; 3 – yondirgichning pastki qismi; 4 – gaz quvuri; 5 va 9 - suv oqimi uchun quvurlar; 6 – 1 va 3 ni birlashtiruvchi gaz qisqichi; 7 – gaz taqsimlash kamerasi; 8 - nipelli shnur; 10 - barrelni aralashtirish kamerasi bilan bog'laydigan kengaytma; 11 – aralashtirish kamerasi; 12 - burner bochkasi; 13 va 14 - barrelga gaz etkazib berish uchun armatura.
Reylar uchlari gidravlik press bilan qisiladi va bo'g'in bo'ylab tebranish harakatlarini amalga oshiradigan (minutiga 50 tebranish) ko'p olovli burnerlar tizimi orqali 12000S haroratgacha qizdiriladi. Shu bilan birga, relslar ma'lum bir qiymatdagi joylashuv olinmaguncha (taxminan 20 mm) hisob-kitob bilan belgilangan kuch bilan (10 - 13 tonna) siqiladi.
Payvandlash uchun SGP - 8U yoki MGP - 9 universal gaz press mashinalari ishlatiladi.
Payvandlashdan so'ng, qo'shma ishlov beriladi va keyin normallashtiriladi.
7.5. Aluminotermik payvandlash
Yuqori tezlikdagi liniyalar va choksiz yo'llarni yaratish relslar uchun, ayniqsa, ularni ulash joylarida yuqori sifat standartlarini belgilaydi. Aluminotermik relsli payvandlash ushbu standartlarga to'liq javob beradi.
Reylarni aluminotermik payvandlash har qanday hajmli qattiqlashtirilgan, sirt qotib qolgan va termal qotib qolmagan relslarning har qanday kombinatsiyasida birlashtirish uchun mo'ljallangan.
Yog'och yoki temir-beton shpallar va to'sinlarga yotqizilgan temir yo'l simlari va bo'g'inlarini (izolyatsiya qiluvchilardan tashqari) payvandlash Rossiya Federatsiyasi temir yo'llarining asosiy, qabul qilish va jo'natish, stansiya va tepalik yo'llarida amalga oshirilishi mumkin. sanoat korxonalarining kirish yo'llari, shuningdek, metroda.
Bu jarayon 1896 yilda professor Xans Goldshmidt tomonidan kashf etilgan termit reaksiyasiga asoslangan bo‘lib, u alyuminiy yordamida sof temirning oksididan qaytarilishi, ko‘p miqdorda issiqlik chiqarish kimyoviy reaksiyasidir:
Fe2O3 + 2Al => 2Fe + Al2O3 + 849 kJ
Termit reaktsiyasi kukunli alyuminiy, temir oksidi, reaksiyani susaytiruvchi po'lat zarralari va kerakli sifatli po'latni olish uchun zarur bo'lgan qotishma qo'shimchalar aralashmasidan iborat termit qismi yoqilgandan keyin bir necha soniya ichida tigelda sodir bo'ladi. Reaktsiya 2000oS dan yuqori haroratlarda reaksiya mahsulotlarini oxirgi qatlam-qatlamga ajratish bilan sodir bo'ladi: suyuq po'lat (pastki) va engil cüruf (yuqori).
Rossiyada VNIIZhT chet el kompaniyalari Snaga (Slovakiya), Electro-Termit (Germaniya), Reltech (Chexiya va Frantsiya) bilan birgalikda yo'llarni ulash sohasida temir yo'l elementlarini termit bilan payvandlash bilan bog'liq ishlarni amalga oshiradi. Uzluksiz yo'lni yotqizishda relslarni payvandlashning termit usuli (1.4-rasm) etakchi rol o'ynaydi. Hozirgi vaqtda strelka zonasida relslarni ulashning asosiy usuli hisoblanadi. Bu qo'llashning katta moslashuvchanligi bilan tejamkor texnologiya. Ko'pgina hollarda, payvandlash bosqichini yopmasdan amalga oshirilishi mumkin. Elektro-Termit kompaniyasining texnologiyasi boshqa kompaniyalarga nisbatan eng keng tarqalgan bo'lib, Rossiya bozorida elektr termik payvandlashning ikkita asosiy usulini, ya'ni SoWoS usuli va SkFau usulini (SkV) ifodalaydi (1.5-rasm). ).
vunivere.ru
Temir yo'l relslarini payvandlash uchun elektrodlar

Katta miqyosli qurilishni amalga oshiradigan yoki oddiygina hamma narsani kuchli bajarishga odatlangan odamlar, ehtimol, relslarni payvandlash muammosiga duch kelishadi. Payvandlash relslari muammodir, chunki ular katta diametrga ega va buning natijasida qulay payvandlash uchun to'siqlar yaratadi. Shuning uchun, relslarni payvandlash uchun siz payvandlangan mahsulot sifatiga to'liq ishonch hosil qilish imkonini beruvchi yuqori sifatli elektrodlardan foydalanishingiz kerak.
Reylarni payvandlash uchun ishlatilishi mumkin bo'lgan ba'zi elektrodlar UONI 13/45 yoki UONI 13/55. Ha, haqiqatan ham, UONI payvandlash elektrodlari relslar kabi qalin korpusli tuzilmalarni payvandlash uchun ajoyib tanlovdir.
UONI elektrodlari metall tikuvga zarba kuchiga yuqori talablar qo'yilganda muhim metall konstruktsiyalarni payvandlash uchun ishlatiladi. Ko'pgina professional payvandchilar yuklar, bosim va boshqa atrof-muhit omillari ostida ishlaydigan payvandlash konstruktsiyalari uchun UONI elektrodlarini tavsiya qiladi.
UONI elektrodlari bilan payvandlash bizga yorilish va vodorod tarkibiga yuqori darajada chidamli bo'lgan yuqori sifatli metallni olish imkonini beradi. UONI elektrodlari bilan payvandlash barcha fazoviy pozitsiyalarda amalga oshirilishi mumkin. Payvandlash uchun siz teskari polaritning to'g'ridan-to'g'ri oqimidan foydalanishingiz kerak.
UONI payvandlash elektrodlarini ishlab chiqarish uchun material Sv-08A payvandlash simi bo'lib, mamlakatimizda qabul qilingan davlat standartlariga to'liq mos keladi. Payvandlash elektrodlarining qoplamasi yuzasida kichik yoriqlar paydo bo'lishiga yo'l qo'yiladi, ular payvandlash elektrodining qoplamasida paydo bo'lishi mumkin. Biroq, agar payvandlash elektrodining qoplamasi jiddiy shikastlangan bo'lsa, unda siz ularni qaysi joyda saqlashingizni tekshirishingiz kerak, chunki namlik payvandlash elektrodiga zarar etkazishi mumkin.
UONI payvandlash elektrodlarining qoplamasi foydalanishdan oldin majburiy kalsinatsiyani talab qiladigan ba'zi xususiyatlarga ega. SSNI elektrodlarini kaltsiylash 350 dan 400 darajagacha bo'lgan haroratlarda amalga oshiriladi.
Payvandlashdan oldin elektrodlarni kaltsiylash ular bilan ishlashni osonlashtiradi va ular tomonidan tayyorlangan payvand chokini yanada mustahkam qilish imkonini beradi. Bundan tashqari, elektrodlarni belgilangan haroratda kaltsiylash yoki quritish ularni namlikka nisbatan kamroq sezgir qiladi.
Ko'rib turganingizdek, UONI payvandlash elektrodlaridan foydalanish yuqori sifatli payvandlash imkonini beradi. Ularning yuqori sifati va payvandlash xususiyatlari tufayli siz qisqa vaqt ichida relslarni payvandlashni boshlashingiz mumkin.
Reylarni payvandlash - qiyin ish, shuning uchun uni iloji boricha tez va samarali bajarishingiz uchun siz UONI elektrodlaridan foydalanishingiz kerak. Bundan tashqari, siz UONI elektrodlarini kaltsiylash va ularni mos joyda saqlashingiz uchun elektrodlarni kaltsiylash uchun maxsus pechni sotib olganingiz ma'qul.
Hatto tashlab ketilgan yoki eskirgan relslar ham har qanday tejamkor uy egasi uchun kerakli xariddir. Axir, bardoshli va korroziyaga chidamli temir yo'l har qanday metall nurni almashtirishi mumkin.
Biroq, bu turdagi haddelenmiş metalldan tayyorlangan konstruktsiyalarni o'rnatish juda qiyin. Og'ir relslar kuchli payvandlarni talab qiladi. Temir yo'l ishchilari bu maqsadlar uchun maxsus termit kompozitsiyasidan foydalanadilar. Xo'sh, kundalik hayotda temir yo'l relslarini payvandlash uchun maxsus elektrodlar kerak. Va ushbu maqolada biz aynan shunday mahsulotlarni tasvirlab beramiz, ularning yordamida siz o'zingiz uchun qulay bo'lgan har qanday usulda relslarga ulanishingiz mumkin.
"Temir yo'l" elektrodlari
Qaysi elektrodlar bilan relslarni payvandlashni hal qilishda, ma'lum bir turdagi prokatning qalinligini hisobga olish kerak. Shuning uchun, relslarni payvandlash jarayonida plomba moddasining manbai faqat qalin korpusli tuzilmalarni birlashtirish uchun mo'ljallangan UONI seriyasining maxsus elektrodlari bo'lishi mumkin. Bundan tashqari, relslarni payvandlash uchun ushbu seriyaning "kichik" vakillari etarli - UONI 13/45 va 13/55 elektrodlari, ular yuqori uglerodli yoki past qotishma po'latlardan yasalgan ish qismlarini birlashtirish uchun ishlatilishi mumkin.
UONI 13/45 va 13/55 elektrodlari plomba moddasining boshqa manbalaridan ferromangan rudalari, grafit, kremniy va boshqa materiallarni o'z ichiga olgan maxsus oqim (qoplama) bilan farq qiladi.
Ushbu ko'p komponentli aralashma tufayli yoyning barqaror yonishi ta'minlanadi, yuqori haroratni payvandlash zonasiga o'tkazadi va payvandlash tikuvida g'ovak hosil bo'lish jarayoni bostiriladi. Elektrod simining tarkibi ham qiziq. U nikel va molibden bilan qotishma temir-uglerod qotishmasidan qilingan. Telning diametri 2-5 millimetrga teng.
Natijada, oqim va plomba moddasining maxsus tarkibiga asoslanib, UONI seriyasi nafaqat yuqori tezlikda ishlashni, balki payvandlash tikuvining yuqori kuchini ham ta'minlaydi.
Elektrodni payvandlash uchun tayyorlash
Reylarni payvandlash uchun elektrodlar - juda qiyin sharoitlarda ishlaydi. Axir, bu holda birlashtiruvchi qirralarning qalinligi bir necha o'n santimetr bo'lishi mumkin.
Shuning uchun bunday elektrodlarning sifatiga alohida talablar qo'yiladi, xususan:
- Bunday elektrodlarning qoplamasida katta yoriqlar bo'lmasligi kerak.
- Qoplamaning namligi ma'lum bir qiymatga mos kelishi kerak.
Va agar elektrodning birinchi talabga muvofiqligi vizual tarzda tekshirilishi mumkin bo'lsa, unda namlik bilan hamma narsa ancha murakkabroq.
Shuning uchun, payvandlashdan oldin, UONI seriyali barcha elektrodlar maxsus o'rnatishda majburiy kalsinatsiyaga (quritish) duchor bo'ladi.
Ushbu protsedura mahsulotni 350-400 daraja Selsiy haroratgacha qizdirishga o'xshaydi. Bundan tashqari, elektrodlar allaqachon qizdirilgan "pechka" ga yuklanadi va unda taxminan 1-2 soat davomida "chayqaladi".
Bunday tayyorgarlikdan so'ng elektrodlar har qanday holatda ishlatilishi mumkin, ular yordamida to'g'ridan-to'g'ri oqim va teskari polarit ulanishlarida pastki, ship va vertikal tikuvlarni hosil qilish mumkin.
UONI seriyasi uchun yagona "foydalanish uchun kontrendikatsiya" yuqoridan pastgacha payvandlashdir.
Bugungi kunda payvandlash materiallari bozori mijozlarga elektrodlarning katta tanlovini taklif etadi. To'g'ri tanlangan payvandlash materiali yakuniy muvaffaqiyatga katta hissa qo'shadi. Har bir turdagi elektr o'tkazgichlar muayyan sharoitlarda foydalanish uchun mo'ljallangan.
"Payvandlash uchun elektrodlarni qanday tanlash kerak" degan savolga javob berish uchun bir nechta omillarni aniqlash kerak:
- Metall qalinligi - qalinligi qanchalik katta bo'lsa, novda diametri qanchalik katta bo'lishi kerak.
- Chelik darajasi.
- Siz elektrod bilan aniqlashingiz kerak, keyin esa.
Qaysi elektrodlar pishirish uchun eng yaxshisidir?
"Qaysi elektrodlar pishirish uchun yaxshiroq?" Degan savolga aniq javob. mavjud emas. Payvandlash uchun mutlaqo eng yaxshi materiallar yo'q va bo'lishi ham mumkin emas. Eng keng tarqalganlari quyida tahlil qilinadi. Siz bir vaqtning o'zida ko'rib chiqishingiz va fikringizni qo'shishingiz mumkin.
Devor
O'z uylarida yashovchi ko'p odamlar bir necha bor "Devorni payvandlash uchun qanday elektrodlardan foydalanish kerak?" Degan savolni berishgan. Devorni payvandlash yoki to'liq payvandlash uchun ishlatiladigan ko'plab markali payvandlash diodlari mavjud. Ommabop turlarga quyidagilar kiradi: 
- (rasmda).
Yangi boshlanuvchilar va professional bo'lmagan payvandchilarga elektrodlardan foydalanish tavsiya etiladi.
Elektrod sinfining yakuniy tanlovi quvur po'latining darajasiga bog'liq. Bundan tashqari, fextavonie tizimlarini payvandlash xususiyatlarini hisobga olishingiz kerak.
Payvandlangan to'siqni qurishda ishlatiladigan eng mashhur haddelenmiş metall turi to'rtburchaklar profilli quvurdir. Ushbu material bilan ishlash bir nechta muhim nuanslarni o'z ichiga oladi.
Profil quvurlarini payvandlash 4 usulda amalga oshirilishi mumkin.
1. Arkni payvandlash Bu eng qulay va shuning uchun tez-tez ishlatiladigan usul hisoblanadi. Asosiy xususiyat - borish qiyin bo'lgan joylarda ishlash qobiliyati. Quvurlarni boshq payvandlash maxsus xonada amalga oshiriladi. Quvurlarning uchlari yog'sizlantirilishi va tozalanishi kerak. Agar mahsulotning qalinligi 4 mm dan oshsa, u holda qirrasini chamfer yordamida tayyorlashingiz kerak. Hosil bo'ladigan cürufni vaqti-vaqti bilan yiqitib turish kerak.
3.Gaz bilan payvandlash yuqori xarajat, usulning xavfliligi va ustaning maxsus tayyorgarligiga bo'lgan ehtiyoj tufayli kamroq mashhur.
4. kontaktli payvandlash U asosan korxonalar va sanoat ob'ektlarida qo'llaniladi.
Yupqa metall
Yupqa metallni payvandlash hatto tajribali ustalar uchun ham qiyin. Ushbu turdagi materiallar bilan ishlashda to'g'ri rejimlarni va elektrodlarni tanlashni qiyinlashtiradigan ko'plab qiyinchiliklar va xususiyatlar mavjud. 
Birinchi qiyinchilik- kichik qalinlikdagi metall kuchli issiqlik ta'sirida yonib ketadi va teshiklar paydo bo'ladi.
Ikkinchi muhim nuqta- payvandlash past oqimlarda amalga oshirilishi kerak, shuningdek, qisqa yoy qilish kerak. Engil ajralish bilan u oddiygina chiqib ketadi. Yoyni yoqish bilan bog'liq muammolar ham bo'lishi mumkin, shuning uchun siz yaxshi oqim kuchlanish xususiyatiga ega qurilmalardan foydalanishingiz kerak (yuksiz kuchlanish 70V dan yuqori) va 10A dan boshlanadigan payvandlash oqimini silliq sozlash.
Kuchli isitish bilan yana bir muammo paydo bo'lishi mumkin - varaqlarning geometriyasini o'zgartirish, ular to'lqinlar bo'lib egiladilar.
Amalga oshirishda payvand choki, qirralarning axloqsizlik va zangdan tozalanishi kerak. Choyshablar bo'shliqlarsiz joylashtirilishi kerak. Qismlar turli xil qurilmalar bilan o'rnatiladi: qisqichlar, qisqichlar va boshqalar. Keyin qismlar harakatlanmasligi uchun har 7-10 sm qisqa tikuvlar bilan ushlanadi.
 Bundan tashqari, elementlarni payvandlashda gardishlar qilish kerak. Flanesli chekka eritilganda, egilgan qismlar ichkariga eriydi, ish qismlari orasidagi butun bo'shliqni yopadi va elektroddan keladigan metall bilan birga tikuv hosil qiladi. Shunday qilib, metall erimaydi, lekin to'liq to'ldirilgan tikuv olinadi.
Bundan tashqari, elementlarni payvandlashda gardishlar qilish kerak. Flanesli chekka eritilganda, egilgan qismlar ichkariga eriydi, ish qismlari orasidagi butun bo'shliqni yopadi va elektroddan keladigan metall bilan birga tikuv hosil qiladi. Shunday qilib, metall erimaydi, lekin to'liq to'ldirilgan tikuv olinadi.
Kelgusi ishlarning o'ziga xos xususiyatlarini tahlil qilish asosida payvandchi nozik metallni payvandlash uchun qaysi elektrodlardan foydalanishni aniqlaydi. 
Quyidagi navlar yupqa metall bilan ishlash uchun mo'ljallangan:
- (rasmda).
- MT-2.
Muhim! Usta payvand qilishi kerak bo'lgan metall qanchalik nozik bo'lsa, elektrodning diametri qanchalik kichik bo'lishi kerak.
Quvurlar
Quvurlarni payvandlash muayyan tajriba va ko'nikmalarni talab qiladi. Faqat bilimdon mutaxassis aniq aniqlay oladi.
Quvurlarni qurishda uch turdagi payvandlangan bo'g'inlar mavjud: aylanadigan, sobit va gorizontal. Har birining payvandlashi o'ziga xos xususiyatlarga ega.
1. Birinchi turdagi bo'g'inlarni ulash uch qatlamda amalga oshiriladi. Avvalo, qo'shma to'rt segmentga bo'linadi. Birinchi ikkita payvandlanadi, quvur 180 gradusga aylanadi, keyin qolgan qismlar payvandlanadi. Shundan so'ng, quvur yana 90 daraja aylantiriladi va ikkinchi qatlam pishiriladi. Qo'shimchani payvandlash quvurning yana 180 daraja aylanishi va qolgan ikkita qismni qayta ulash bilan yakunlanadi.
2. bilan ishlamoq qattiq bo'g'inlar Uch qatlamli payvandlash texnologiyasi ham qo'llaniladi.
3. Payvandlashda gorizontal bo'g'inlar diametri 4 mm bo'lgan elektrodlar qo'llaniladi. Elektrodlar oldinga va orqaga harakatlanib, 1,5 mm dan yuqori bo'lmagan ipli rulon hosil qiladi. Ikkinchi rolik birinchisiga to'g'ri keladi. Oqim dastlab 160A gacha. Uchinchi va to'rtinchi boncuklarni payvandlashda diametri 5 mm bo'lgan elektrodlar qo'llaniladi. Oqim 300 A ga ko'tariladi.

TsL-39 elektrodlari
Quyida eng mashhur materiallar ro'yxati keltirilgan, ularning yordami bilan hatto boshlang'ich usta ham quvurlarni payvandlash uchun qaysi elektrodlar yaxshiroq ekanligini aniqlashi mumkin.
Kanal

Kanaldan faol foydalanilmoqda. Biroq, bu turdagi metallni payvandlash jarayonida kichik xatolar ham butun mahsulotning mustahkamligi buzilishiga olib kelishi mumkin. Asosiy qiyinchilik payvandlash texnikasining o'zida yotadi: metallni to'g'ri isitish va payvandchining tajribasi.
Noto'g'ri tanlangan tikuv tikuv atrofidagi joyning 20% gacha kuchini yo'qotishiga olib keladi. Ushbu nuanslarni hisobga olish kanalni payvandlash uchun qaysi elektrodlardan foydalanishni aniqlashga yordam beradi.
Elektr boshq manbai kanal barlarini birlashtirish uchun afzal qilingan usuldir. Elektrodlar yordamida yuqori sifatli tikuv olinadi.
Gazni kesish, so'ngra chekka ishlov berish va gazni payvandlash ko'pincha tayyor tuzilmalardagi nuqsonlarni tuzatish uchun ishlatiladi.
Kanal bilan ishlash uchun uch turdagi ulanishlar qo'llaniladi.
1. Payvandlash U ko'pincha ishlatiladi, chunki u ayniqsa tejamkor. Ishonchlilik emas, balki tezlik va ishning qulayligi asosiy mezon sifatida ishlatilsa, unda bu turdagi tikuvni tanlash kerak. Ammo chekka ishlov berishga alohida e'tibor berilishi kerak:
- kanal troyniklarining qalinligi 6 mm dan ortiq, qirralari qiyshiq emas;
- qalinligi 12 mm gacha, 30 graduslik burchak ostida burchak;
- qalinligi 12 mm dan ortiq, burchak ichkaridan o'tkir burchak ostida qilingan.
2. Payvandlash paytida yoriqlar paydo bo'lishining oldini olish uchun qo'shish kerak astarlar. Ularning qalinligi ulanish rejimiga va asl metallning qalinligiga bog'liq. Bir-biriga yopishgan tikuvlarni bajarishda barcha tavsiyalardan foydalangan holda kontur bo'ylab barcha qoplamalarni ehtiyotkorlik bilan payvand qilish yaxshiroqdir. Har tomondan kuyish mumkin bo'lmagan holatlarda, barcha bo'shliqlar korroziyaga qarshi suyuqlik bilan to'ldirilishi kerak.
3. Bo'shliq nurni olish uchun, ikkita kanal javonlar bilan ichkariga ulanadi, shuning uchun quti hosil qiladi. Bunday ulanish texnologiyasi dumba payvandlash usuliga o'xshaydi.
 Reylar
Reylar
Reylarni payvandlash ularning katta kesimi tufayli juda muammoli jarayondir. Payvandlash jarayoni qulay sharoitda o'tishi uchun relslarni qaysi elektrodlar bilan payvandlash kerakligini aniqlash kerak.
Qalin korpusli tuzilmalarni payvandlash uchun ajoyib tanlov brendning elektrodlari va.
Payvandlash jarayonini boshlashdan oldin siz tayyorgarlik bosqichini to'g'ri bajarishingiz kerak.
Ushbu bosqich ko'p olovli burnerlar yordamida relslarning uchlarini isitish bilan boshlanadi. Keyin relslarning uchlari gidravlik press yordamida qisiladi, so'ngra bir xil burnerlar yordamida 1200 gradusgacha qizdiriladi. Ikkinchisi hosil bo'lgan bo'g'in bo'ylab tebranish harakatlarini amalga oshiradi. Chastotasi daqiqada 50 tebranish. Shu bilan birga, relslar maxsus hisob-kitoblar bilan belgilanadigan 10-13 tonnalik kuch bilan siqiladi. Natijada taxminan 20 mm bo'lgan qoralama olinadi. Barcha tavsiflangan harakatlar universal gaz presslash mashinalari tomonidan amalga oshiriladi.
1. Temir yo'l simlari va relsli bo'g'inlarni ulashning eng keng tarqalgan usuli elektr boshq payvandlashdir.. Reylar kerakli joyga yotqiziladi va bo'g'inlar orasidagi bo'shliq asta-sekin payvandlash bo'g'inlari bilan to'ldiriladi.
Eng yaxshi variant - hammom usuli. Uzunlamasına o'qga perpendikulyar oldindan kesilgan relslarning uchlari sindirilmasdan o'rnatiladi. Bunday holda, profilda 3-5 mm balandlikda bo'lishi kerak. Ushbu holatda relslar 14-16 mm gacha bo'sh joy bilan mustahkamlanishi kerak. Reylar uchlari orasiga elektrod qo'yiladi, u orqali 300-350 amperlik oqim o'tadi. Shunday qilib, elektr o'tkazgichning eritilgan metalli uchlari orasidagi bo'shliqni butun tasavvurlar bo'ylab teng ravishda to'ldiradi. Payvandlashdan so'ng, ish joyi tuproqdir.
2. Termit (alyuminotermik) Texnologiya har qanday kombinatsiyada sirt va hajmli qattiqlashtirilgan, termal qotib qolmagan relslarni birlashtirish uchun ishlatiladi. Ushbu texnologiya temir yo'l yo'llari uchun barcha kerakli talablarga eng yaxshi javob beradi.
3. Baza gaz pressida payvandlash- erish nuqtasidan past bo'lgan haroratda, lekin yuqori bosimda bo'lgan metallarning birikmasi. Ish jarayonini amalga oshirishdan oldin, relslarning uchlari bir-biriga mahkam bosiladi. Maksimal metall tozaligi va yuqori sızdırmazlık zichligini ta'minlash uchun ikkala relsning uchlari bir vaqtning o'zida kesilishi kerak. Payvandlash jarayonining o'zidan oldin, uchlari uglerod tetraklorid bilan yuviladi.
Zanglamas po'latdan
Zanglamaydigan po'latdan foydalanish mahsulotlarning xizmat qilish muddatini va tashqi ko'rinishini uzaytiradi. Zanglamaydigan po'latdan payvandlash bir necha usullar yordamida amalga oshiriladi. Qotishma po'lat bilan ishlash minimal ishlov berishni talab qiladigan silliq tikuvlarni kafolatlaydi: silliqlash yoki parlatish. 
Zanglamaydigan po'latdan dastlabki tayyorlash bir necha bosqichlarni o'z ichiga oladi:
- ifloslantiruvchi moddalardan tozalash;
- yupqa plitalarni (0,5-1,5 mm) bir-biriga yaqinlashtirish kerak;
- material 4 mm dan ortiq. kesish qirralarini talab qiladi;
- qalinligi 7 mm dan ortiq bo'lgan elementlar. Oldindan qizdirish yaxshiroqdir;
- Plitalarni tuzatish uchun siz bir nechta tirgaklarni o'rnatishingiz kerak.
Ushbu bosqichlarning barchasini bajarganingizdan so'ng, ulanishni boshlashingiz mumkin.
Zanglamaydigan po'latlarni payvandlashning uchta usuli mavjud.
Foydali video
Tanlovning tushuntirishlari bilan videoni tomosha qilishni taklif qilamiz.
Katta miqyosli qurilishni amalga oshiradigan yoki oddiygina hamma narsani kuchli bajarishga odatlangan odamlar, ehtimol, relslarni payvandlash muammosiga duch kelishadi. Payvandlash relslari muammodir, chunki ular katta diametrga ega va buning natijasida qulay payvandlash uchun to'siqlar yaratadi. Shuning uchun, relslarni payvandlash uchun siz yuqori sifatli elektrodlardan foydalanishingiz kerak, bu esa payvandlangan mahsulot sifatiga to'liq ishonch hosil qilish imkonini beradi.
Reylarni payvandlash uchun ishlatilishi mumkin bo'lgan elektrodlardan biri SSSI 13/45 yoki SSSI 13/55. Ha, haqiqatan ham, UONI payvandlash elektrodlari relslar kabi qalin korpusli tuzilmalarni payvandlash uchun ajoyib tanlovdir.
UONI elektrodlari muhim tuzilmalarni payvandlash uchun ishlatiladi metalldan yasalgan, metall tikuv bilan taqdim etilganda zarba kuchiga yuqori talablar. Ko'pgina professional payvandchilar yuk, bosim va boshqa atrof-muhit omillari ostida ishlaydigan payvandlash konstruktsiyalari uchun UONI elektrodlarini tavsiya qiladi.
UONI elektrodlari bilan payvandlash bizga yorilish va vodorod tarkibiga juda chidamli bo'lgan yuqori sifatli metallni olish imkonini beradi. UONI elektrodlari bilan payvandlash barcha fazoviy pozitsiyalarda amalga oshirilishi mumkin. Payvandlash uchun siz teskari polaritning to'g'ridan-to'g'ri oqimidan foydalanishingiz kerak.
UONI payvandlash elektrodlarini ishlab chiqarish uchun material Sv-08A payvandlash simidir, bu mamlakatimizda qabul qilingan davlat standartlariga to'liq mos keladi. Payvandlash elektrodlarining qoplamasi yuzasida kichik yoriqlar paydo bo'lishiga yo'l qo'yiladi, ular payvandlash elektrodining qoplamasida paydo bo'lishi mumkin. Biroq, agar payvandlash elektrodining qoplamasi jiddiy shikastlangan bo'lsa, unda siz ularni qaysi joyda saqlayotganingizni tekshirishingiz kerak, chunki namlik tufayli siz payvandlash elektrodiga zarar etkazishingiz mumkin.
UONI payvandlash elektrodlarining qoplamasi foydalanishdan oldin majburiy kalsinatsiyani talab qiladigan ba'zi xususiyatlarga ega. SSNI elektrodlarini kaltsiylash 350 dan 400 darajagacha bo'lgan haroratlarda amalga oshiriladi.
Elektrodlarni kaltsiylash payvandlashdan oldin ular bilan ishlashni osonlashtiradi va ular tomonidan tayyorlangan payvand chokini yanada mustahkam qilish imkonini beradi. Bundan tashqari, elektrodlarni belgilangan haroratda kaltsiylash yoki quritish ularni namlikka nisbatan kamroq sezgir qiladi.
Ko'rib turganingizdek, UONI payvandlash elektrodlaridan foydalanish yuqori sifatli payvandlash imkonini beradi. Ularning yuqori sifati va payvandlash xususiyatlari tufayli siz qisqa vaqt ichida relslarni payvandlashni boshlashingiz mumkin.