Metall matkaplardagi belgilar. Metall uchun matkaplarni tanlash. Twist matkap belgilari: harflarning ma'nosi
Metall matkap: dizayn, geometriya, burg'ulash elementlari. Matkaplar qanday va qandaylardan tayyorlanadi. Shamlar turlari va belgilari. Tanlash, qo'llash va saqlash qoidalari. Eng yaxshi ishlab chiqaruvchilar va metall matkaplarni tanlash bo'yicha maslahatlar.
Mashinasozlikda metall matkap to'sardan keyin ikkinchi eng ko'p qo'llaniladigan asbob bo'lib, uy xo'jaligida arra va kesish g'ildiragi bilan ishonchli tarzda etakchilik qiladi. Strukturaviy ravishda, matkap - uchida ikkita kesish qirrasi va chiplarni olib tashlash uchun spiral yivlari bo'lgan uzun silindrsimon metall novda. Ushbu asbobning barcha turlari uchun metallni kesish va teshik hosil qilish printsipi deyarli bir xil, shuning uchun metall matkaplarning asosiy tasnifi dizayn xususiyatlariga (shpal turi, spiral profil, chiqib ketish turi va boshqalar) asoslanadi. Matkapning barcha kerakli xususiyatlarini tashqi ko'rinishi bo'yicha aniqlash juda qiyin, chunki dastani metalliga o'yilgan belgilar faqat asbobning diametri, ishlab chiqarilgan material va ishlab chiqaruvchi haqida ma'lumotni o'z ichiga oladi. Shuning uchun, qattiq, mo'rt yoki qattiq metallar va qotishmalarni qayta ishlash uchun matkapni tanlash uchun siz ishlab chiqaruvchilarning kataloglaridan foydalanishingiz kerak. Matkaplarni uzoq muddatli va qisqa muddatli saqlash ma'lum qoidalarga muvofiq amalga oshirilishi kerak, chunki asbob va yuqori tezlikda ishlaydigan po'latlar korroziyaga moyil bo'lib, o'tkir qirralar metallga urilganda osonlikcha shikastlanadi.
Har qanday matkap, uning maqsadi va dizayn xususiyatlaridan qat'i nazar, ikkita asosiy komponentdan iborat: dastani va ishchi qism. Birinchisi aylanishni haydovchidan asbobga o'tkazish yoki uni statsionar holatda (tornalarda) mahkamlash uchun xizmat qiladi. Ishchi qism burg'ulash jarayonini bevosita qo'llab-quvvatlovchi bir qator elementlardan iborat. Matkapning geometriyasi u mo'ljallangan burg'ulashning xususiyatlariga, shuningdek ishlov beriladigan qismning materialiga (turli metallar, yog'och, plastmassalar, kompozitlar, keramika) bog'liq.
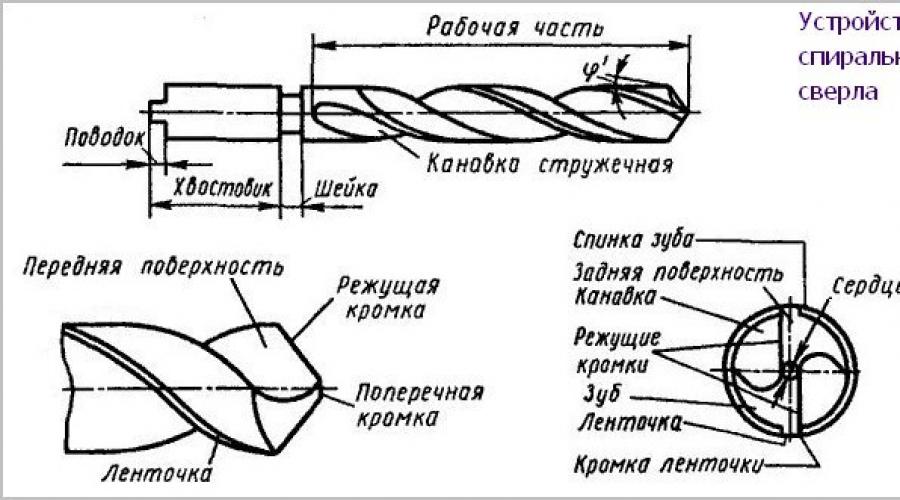
Misol tariqasida, biz sanoatda bunday asboblarning eng keng tarqalgan turlaridan birini olamiz: konusning novda bilan metallga ishlov berish uchun burama matkap (quyidagi rasmga qarang). Rasmda ko'rsatilgan barcha burg'ulash burchaklari umumiy maqsadli metall ishlariga mos keladi. Chapda yon ko'rinish, o'ngda esa ishchi uchidan (kattalashtirilgan).
Bunday matkapning barcha asosiy komponentlari va geometrik parametrlari quyida tushuntirishlar bilan keltirilgan:
- Shank. Asbobni dastgoh shpindelida yoki chukkada mahkamlash uchun xizmat qiladi. Torna dastgohlarida metallni burg'ulashda u dumli konusga mahkam o'rnatiladi.
- Ishchi qismi. Silindrsimon teshik (yoki chuqurcha) hosil qiladi. U kesish qismidan iborat bo'lib, uning uzunligi bunday metall matkaplar uchun odatda ularning yarmi diametri va chiplarni olib tashlash uchun oluklar bo'lgan qo'llanma.
- Morze konusi. Mashina dastgohlarining shpindellari va dumli qismlariga o'rnatish uchun konussimon ushlagichli asbob ishlatiladi, jag' va tirgaklarga mahkamlash uchun esa silindrsimon ushlagichli asbob ishlatiladi.
- Paw. Ushbu konstruktiv elementlar faqat konusli shpallarda mavjud bo'lib, asbobni shpindel yoki arbordan urib tushirish uchun mo'ljallangan.
- Bo'yin. Spiral oluklarni qayta ishlashda silliqlash moslamasining qulay yondoshuvi va orqaga tortilishini ta'minlaydi. U hech qanday operatsion funktsiyalarni bajarmaydi, shuning uchun odatda matkap uchi bilan belgilanadi (to'g'ridan-to'g'ri metallga bo'rttirma).
- Qo'llanma qismi. Kalibrlash deb ham ataladi. Metallda ochilgan teshikning devorlariga tayanib, asbobni o'z o'qi bo'ylab boshqaradi. Chipni evakuatsiya qilish uchun spiral chiziqli yuzalar va naylarni o'z ichiga oladi.
- Spiral sirtning moyillik burchagi. Metallni qayta ishlash uchun 18÷30°.
- Chiplarni olib tashlash uchun truba. Chipni olib tashlash tezligi uning kengligi, moyilligi va sirt sifatiga bog'liq.
- Kesish qismining diametri. Kesuvchi qirralarning tashqi qirralari orasidagi masofaga teng.
- Zamonaviy. Bu rake yuzi (chip fleyta) va orqa zamin yuzasi orasidagi o'tkir qirradir.
- Asosiy burchak burchagi. Kesish qirralari orasidagi burchak kesish jarayoniga va burg'ulash asbobining mustahkamligiga sezilarli ta'sir ko'rsatadi. Metall ishlov berish uchun uning standart qiymati 116÷118°.
- Orqa yuza. Kesish zonasida ishqalanishni kamaytirish uchun orqa sirt chiqib ketish tomoniga burchak ostida o'tkirlashadi. Metallni burg'ulash uchun uning lenta yaqinidagi qiymati 8÷12° bo'lishi kerak.
- Jumper. Ikkala orqa yuza uchun ham umumiy bo'lgan tizimli qism.
- Ko'ndalang kesish qirrasi. Orqa yuzalarni ajratib turadigan ko'prikning o'tkir qirrasi. To'g'ri o'tkirlash bilan o'rtada kesish qismining geometrik markazi mavjud bo'lib, u asbobning o'qiga to'g'ri kelishi kerak.
- Tasma. Teshikni kalibrlash va uning devorlariga ishqalanishni kamaytiradigan spiral yuzalar ustida bir oz chiqadigan ikkita chiziq.
Boshqa turdagi metall matkaplarning umumiy sxemasi shunga o'xshash, garchi ularning maqsadiga qarab, ular chiqib ketish qismi va chiplarni olib tashlash yivlari dizaynida farq qilishi mumkin.
Metall burg'ulash turlari
Burg'ulash asboblarining asosiy tasnifi ularning dizayni bo'yicha amalga oshiriladi, chunki u ma'lum bir turdagi metall matkapning maqsadi bilan bevosita bog'liq. Bundan tashqari, dizayn turlari ichida navlar ushbu asbob ishlov berish uchun mo'ljallangan material turiga qarab farqlanadi (kesish guruhlari deb ataladi). Ular uchun qat'iy tasnif yo'q, lekin odatda ishchi qismning turiga qarab quyidagi turlar ajratiladi:- spiral;
- patlar;
- markazlashtirish;
- maxsus.
Maxsus matkaplar orasida eng katta guruh metall ishlov beriladigan qismlarda chuqur burg'ulash uchun asbobdir. Alohida kichik guruhlar katta diametrli teshiklarni va pog'onali silindrsimon profillarni burg'ulash uchun mahsulotlarni ham o'z ichiga oladi. Zamonaviy prefabrik asbob shu qadar murakkab yoki innovatsion dizaynga ega bo'lib, u bir vaqtning o'zida bir nechta turlarga bo'linadi.
Spiral shakli
Burg'ulash asboblarining an'anaviy, keng tarqalgan turi burama matkap bo'lib, unda metallda silindrsimon teshik hosil bo'lishi ikkita nosimmetrik chiqib ketish qirralari bilan amalga oshiriladi. Bunday holda, hosil bo'lgan chiplarni olib tashlash spiral oluklardan o'tadi, ularning boshlang'ich qismi bu qirralarni tashkil etuvchi old yuzalardir. Dizayni bo'yicha, bu mahsulotlar monolit yoki prefabrik bo'lishi mumkin, almashtiriladigan bosh yoki kesish qo'shimchalarining mexanik mahkamlanishi. Ishqalanishni kamaytirish va chiplarni olib tashlash tezligini oshirish uchun spiral qismi silliqlanadi va aşınmaya bardoshli materiallar bilan qoplanadi.
Qadam shakli
Qadamli matkaplar qattiq qadam geometriyasi bilan sayoz chuqurlikdagi teshiklarni ishlab chiqarish uchun ishlatiladi. Bunday vosita bir o'tishda ikki yoki undan ortiq silindrsimon sirtlarni shakllantirishga imkon beradi va ko'pincha avtomatlashtirilgan ishlov berishda qo'llaniladi. Dizayni bo'yicha, zamonaviy pog'onali matkaplar, qoida tariqasida, kelajakdagi teshikning konfiguratsiyasini takrorlaydigan, kesish plitalari va tekis oluklar qatorlari bilan monolit blokdir. Birinchisi, ishlov beriladigan qismning metallida dastlabki teshikni burg'ulashadi, ulardan keyingilari esa raybalash teshiklaridir. Ushbu asbob bilan bog'liq eng katta muammo - ishlov berish paytida chiplarni olib tashlashdir. Shuning uchun ulardan foydalanish juda ixtisoslashgan sohalarda cheklangan.Asosiy matkaplar
Matkap - bu olti yoki o'n ikkita chiqib ketish yuzasining halqali joylashuvi va mos keladigan miqdordagi chiplarni olib tashlash uchun yivlarga ega bo'lgan ichi bo'sh asbobdir. U metallda katta diametrli teshiklarni burg'ulash uchun ishlatiladi. Ish paytida, chiqib ketish qirralari faqat kelajakdagi teshikning o'rtasiga halqani kesib tashlaydi va metallning markaziy qismi o'tib ketgandan so'ng oddiygina tushadi (yoki taqillatiladi). Ushbu asbob burg'ulash vositasi sifatida tasniflanadi, aksincha, o'rnatilgan an'anaga ko'ra, chunki uning ishlash printsipi bo'yicha u to'sarlarga ancha yaqin.Burgu matkaplari
Metalldagi teshiklarni 30-40 diametrga ko'payadigan chuqurliklarga burg'ulashda, burg'ulash shaklidagi spiral truba bilan maxsus dizayndagi cho'zilgan matkaplar qo'llaniladi. Ushbu yechim chiplarni olib tashlashni sezilarli darajada yaxshilaydi va asbobni vaqti-vaqti bilan tortib olmasdan, metallni teshikning to'liq chuqurligiga doimiy burg'ulash imkonini beradi. Burchakli matkaplar an'anaviy spiral matkaplardan yivlarning katta burchaklari (65 ° gacha) va ularning uchburchak profili bilan farqlanadi. Bundan tashqari, ular kattalashgan yadro diametri va old yuzaning maxsus keskinlashuviga ega.Tukli matkaplar
Tukli matkaplar quyma qobig'i va shkalasi bilan qoplangan metallda teshiklar qilish uchun ishlatiladi. Strukturaviy ravishda, bu eng oddiy burg'ulash vositasidir, chunki u tekis oluklar va plastinka shaklida kesish qismiga ega. Uning kamchiliklari dizaynning soddaligi va arzonligining bevosita natijasidir. Metallni burg'ulash jarayonida tukli matkaplar chiplarni yomon olib tashlaydi va teshik o'qidan uzoqlashishga moyildir. Oldinga chiqadigan plastinka butun mahsulotning kuchini pasaytiradi, bu yuqori ozuqalarda ishlashga imkon bermaydi, shuningdek, tez-tez silliqlashni talab qiladi. Bu quyma va zarb bilan ishlashda qo'llaniladigan yuqori qattiqlik uchun maxsus vositadir.Shakl turlari
Hali ham amalda bo'lgan dastlabki sovet GOST standartlariga muvofiq, metall burg'ulash asboblari uchun ikki turdagi shpallar taqdim etilgan: silindrsimon va konusning (Morse). 1990 yilda GOST 28706-90 qabul qilindi, u yassi silindrsimon shpallar uchun ISP 9766-89 reglamentini takrorladi. Ushbu turdagi dastani prefabrik metall matkaplar uchun mo'ljallangan bo'lib, unda yassi ish paytida uskunaga burilishni oldini oladi. Endi bu yechim modulli asboblar uchun keng qo'llaniladi va matkap to'g'ridan-to'g'ri shpindelga o'rnatilgan bo'lsa, Morse konusli mahsulotlar hali ham qo'llaniladi.GOST bo'yicha matkaplarni markalash
Matkaplarni belgilash qoidalari GOST 2034-80 tomonidan tartibga solinadi. Ushbu hujjatga ko'ra, diametri ikki millimetrdan kam bo'lgan burg'ulash asboblariga belgilar qo'llanilmaydi. Ular haqidagi barcha ma'lumotlar qadoqlash yorlig'ida ko'rsatilishi kerak. Qalinligi ikki va uch millimetrgacha bo'lgan matkaplar uchun metall matkapning markirovkasi faqat diametr qiymati va po'lat navini o'z ichiga oladi (shuning uchun ular ikki millimetrgacha bo'lgan asbobdan farqlanishi mumkin). Uch millimetrdan ortiq diametrlar uchun ishlab chiqaruvchi markalashning bir qismi sifatida uning o'lchamini, savdo belgisini, metall sinfini va aniqlik sinfini ko'rsatishi kerak. Asbob ishlab chiqarilgan metallning navi po'latning GOST belgisi (masalan, R6M7K6) ko'rinishida ham, yuqori tezlikda ishlaydigan po'latlar (HSS) uchun umumiy qabul qilingan xalqaro qisqartma shaklida ham belgi qo'shilishi bilan ko'rsatilishi mumkin. asosiy qotishma metallning (Co, Ni, Ti va boshqalar) (quyidagi rasmga qarang). Chet ellik ishlab chiqaruvchilar o'z mahsulotlarini shunga o'xshash tarzda belgilaydilar, shuning uchun siz rus matkaplarini import qilinganlardan faqat savdo belgisi bilan ajrata olasiz.
Rangni belgilash
Barcha etakchi burg'ulash asboblari ishlab chiqaruvchilari o'zlarining kataloglarida ISO 513 xalqaro standartida ko'zda tutilgan mahsulotlarni belgilash uchun rangli belgilardan foydalanadilar. Ushbu me'yoriy hujjatga muvofiq, barcha asbob materiallari oltita guruhga bo'lingan, ularning har biri ma'lum bir ishlov berish uchun mo'ljallangan. metallar, qotishmalar va polimer materiallar turlari.| Guruh | Rang | Qayta ishlangan metall va plastmassalar |
|---|---|---|
| P | Moviy | Uglerodli, qotishma va asbob po'latlarining ma'lum turlari. Quyma uchun po'latlar. Korroziyaga chidamli po'latlarning ayrim navlari. |
| M | Sariq | Ostenitik korroziyaga chidamli po'latlar. Magnit bo'lmagan va aşınmaya bardoshli po'latlarning ayrim turlari. |
| K | Qizil | Har xil markadagi quyma temir. |
| N | Yashil | Rangli metallar va ularning qotishmalari. Termoplastiklar va duroplastlar. |
| S | Oltin | Nikel, kobalt, titan va temir asosidagi issiqlikka chidamli qotishmalar. |
| H | Kulrang | Yuqori qattiqlikdagi qotib qolgan po'latlar. |
Strukturaviy ravishda, burama matkap ikkita asosiy komponentdan iborat: ishchi qism va dastani. Birinchisi yuqori tezlikda ishlaydigan po'latdan yoki qattiq qotishmalardan, ikkinchisi esa uglerodli asbob po'latidan yasalgan. Metall uchun burama matkaplar ishlab chiqarish quyidagi kengaytirilgan bosqichlarni o'z ichiga oladi:Bundan tashqari, har bir kesish guruhi 1 dan 40 gacha bo'lgan raqam bilan belgilanadigan dastur guruhlariga bo'linadi. Yuqori indeksga ega bo'lgan guruhlar yuqori quvvatga ega va pastroq indeks bilan katta qattiqlik va aşınma qarshilik.
- Komponentlarni tayyorlash. Ikkala qism uchun silindrsimon blankalar bar mashinalarida kesiladi, so'ngra burrs, sirt oksidi va ifloslantiruvchi moddalardan tozalanadi.
- Payvandlash. Turli metallarning ikki qismi qarshilik payvandlash yordamida payvandlanadi. Shundan so'ng, ortiqcha metall payvandlardan chiqariladi va ish qismlari aniq silindrsimon shaklni berish uchun tekislanadi.
- Burilish. Ish qismlari markazlashtirilgan va aniq o'lchamda maydalangan. Xuddi shu bosqichda, uchlari qirqiladi, dastani konusi o'tkirlashadi va konusning uchi oyoq uchun maydalanadi (silindrsimon dastani bo'lgan asbob uchun oxirgi ikkita operatsiya yo'q).
- Frezeleme. Oyoq (konusli novdalar uchun), spiral oluklar va yonboshlar frezalanadi. Shundan so'ng, ishlov beriladigan qism issiqlik bilan ishlov beriladi, so'ngra qumtosh mashinasida tozalanadi.
- Silliqlash. Spirallarning oluklari maydalangan va jilolangan. Shundan so'ng, dastani va ish qismi silliqlashdan o'tkaziladi (teskari konusni tugatish bilan).
- Matkapni keskinlashtirish.
Kesish qismi lehimli yoki mexanik mahkamlangan karbid plitalaridan yasalgan prefabrik burg'ulash asboblarining korpuslari juda murakkab mahsulotlardir, chunki ularni ishlab chiqarish murakkab frezalash va tornalashni talab qiladi. Shuning uchun ular odatda CNC dastgohlarida yoki ishlov berish markazlarida ishlab chiqariladi.
Metall matkap o'lchamlari jadvali
Davlat standartlari, metall uchun spiral va markazlashtiruvchi matkaplarni ishlab chiqarish qoidalari, turli dizaynlar va spiralning aylanish yo'nalishlari uchun o'lcham diapazonlari jadvallarini o'z ichiga oladi. Har bir standart o'lcham o'ziga xos raqamli kod belgisiga ega. Misol uchun, silindrsimon shpalli matkapning diametri 3,1 mm bo'lsa, u N1 konstruktsiyasiga va o'ng qo'lda spiralga ega bo'lsa, u holda uning umumiy uzunligi 65 mm, ishchi qismining uzunligi 36 mm bo'lishi kerak va bunday mahsulotning kod belgisi 2300-7517 bo'ladi. Konusli shpalli metall matkaplar uchun o'lcham jadvallari diametri 5 dan 80 mm gacha, silindrsimon dastani bo'lgan asboblar uchun esa 0,25 dan 20 mm gacha. Shu bilan birga, diametri 1 mm gacha bo'lgan nozik matkaplar uchun faqat o'ng qo'l spiralli N1 versiyasi taqdim etiladi.
Ishlab chiqarish materiallari va qoplamalar
Monolitik burg'ulash asboblarining ishchi qismlarini ishlab chiqarish uchun asosiy materiallar yuqori tezlikda ishlaydigan po'latlar va qattiq qotishmalardir. Volfram yoki volfram-molibden qotishmalari bo'lgan po'latlar ko'pincha yuqori tezlikda kesuvchi sifatida ishlatiladi. Ikkinchisi kobalt qo'shilgan versiyada ham qo'llaniladi. Kukunli metallurgiya usullari bilan ishlab chiqariladigan qattiq qotishmalar yuqori tezlikda ishlaydigan po'latlarga qaraganda ancha bardoshli, kuchli va issiqlikka chidamli. Ular odatda volfram, titan, kobalt va tantal kabi bir nechta o'tga chidamli metallarni o'z ichiga oladi. Bitta asbobni o'rnatishda bir nechta texnologik operatsiyalarni bajarish uchun mo'ljallangan ba'zi mahsulotlar (masalan, kombinatsiyalangan matkap) turli xil asboblar materiallaridan tayyorlangan komponentlarni o'z ichiga olishi mumkin.Metall matkaplarning ish faoliyatini yaxshilash uchun ularning sirtlari qo'shimcha ishlov berish yoki qattiq metall aralashmalari bilan qoplangan. Asboblarning mustahkamligi va aşınma qarshiligini oshiradigan eng keng tarqalgan ishlov berish usullari siyanidlash va sulfidlashdir. Himoya qoplamalari uchun odatda titanium karbonitrit (TiCN), shu jumladan qotishma alyuminiy (TiAlN) ishlatiladi.
Qayta ishlangan metall uchun matkapni qanday tanlash mumkin
Metall ishlov berish uchun matkapni tanlashda, birinchi navbatda, barcha burg'ulash asboblarini ishlab chiqaruvchilar rioya qiladigan ISO 513 standartining rang belgilari bilan tanishishingiz kerak. Shuni tushunish kerakki, bunday belgilar mahsulotning o'ziga nisbatan qo'llanilmaydi, lekin faqat uning katalog tavsifida mavjud. Siz, albatta, asboblar do'konidagi maslahatchining maslahatiga tayanishingiz mumkin, ammo bu usul faqat oddiy konstruktiv po'lat bilan ishlash uchun mo'ljallangan matkap uchun matkap uchini tanlashingiz kerak bo'lsa mos keladi. Agar siz qattiq yoki qattiq metallarni burg'ulashingiz kerak bo'lsa yoki yuqori sifatli maxsus ishlarni talab qilsangiz, unda professionallarning tavsiyalariga amal qilish yaxshiroqdir. Quyidagi rasmda Mitsubishi katalogidan rang kodlashdan foydalanish misoli ko'rsatilgan.
Shuni ham unutmaslik kerakki, burg'ulash jarayonining parametrlari matkapning xususiyatlariga ham, haydovchining kuchi va aylanish tezligiga ham bog'liq. Shuning uchun, matkap bilan tornavida uchun matkap uchlarini ishlatmaslik yaxshiroqdir, chunki bu ularning shikastlanishiga olib keladi. Va tornavida aylanish tezligi metallni an'anaviy matkap uchlari bilan burg'ulash uchun etarli emasligi aniq.
Mashina asboblarida ishlatiladigan matkaplar
Milni o'rnatish teshigi Morse konusi ostida qilingan burg'ulash mashinalarida metallni qayta ishlash uchun matkaplar to'g'ridan-to'g'ri milga o'rnatiladi. Va ularni tuzatish uchun, oyoqni takozlash uchun maxsus truba mavjud. Xuddi shu matkaplar universal mashinalarda (burg'ulash va frezalash va boshqalar) ham qo'llaniladi, ularda milni o'rnatish teshigi metrik konus yoki uning zamonaviy navlaridan biri uchun tayyorlanadi. Faqat bu holatda ular tegishli konus bilan o'tish mandrellariga kiritiladi. Umuman olganda, dastgohlarda ishlatiladigan metall matkaplar qo'l asboblari bilan burg'ulashda ishlatiladiganlardan farq qilmaydi. Faqat dastgoh asboblaridan foydalanish uchun mo'ljallangan burg'ulash asboblarining yagona turi - bu ishlov berish zonasiga sovutish suvi etkazib berish uchun mo'ljallangan, kanali bo'lgan matkap (quyidagi rasmga qarang).
Eng yaxshi ishlab chiqaruvchilar
Metallga ishlov berish uchun burg'ulash asboblarini ishlab chiqaruvchi Rossiya ishlab chiqaruvchilari orasida Voljskiy asbob-uskunalari zavodi (VIZ), Tomsk asbob-uskunalar zavodi (TIZ) va Tulamash ishlab chiqarish birlashmasi mahsulotlari yaxshi narx-sifat nisbatiga ega. Ukraina Zaporojye asbob-uskunalari zavodi (ZIZ) asboblari ushbu toifaga kiradi. Eng yaxshi sifat Germaniyaning Bosch, Hasser va Ruko, Shvetsiya Sandvik, Yaponiya Mitsubishi, Tayvan Winstar va boshqalar kabi dunyoga mashhur kesish asboblari ishlab chiqaruvchilarining matkaplari. Lekin ularning mahsulotlari ancha yuqori narxga ega va asosan professional foydalanish uchun mo'ljallangan. Bundan tashqari, taniqli sotuvchilar va elektr asboblarni ishlab chiqaruvchilarning savdo belgilari ostida metall matkaplar bozorda keng tarqalgan. Asosan, bu arzon vosita, lekin ko'plab mahsulotlar juda yuqori sifatga ega. Ushbu turkumda foydalanuvchilar ko'pincha Zubr, Interskol, DeWalt, Hilti, Makita va Metabo-ni qayd etadilar.
Matkaplarni saqlash qoidalari
Sanoat korxonalarining ish joylarida matkaplar dastgohga yaqin joyda o'rnatilgan metall lavhadan yasalgan asboblar shkaflari va choyshab stollarida, shuningdek maxsus asboblarni saqlash xonalaridagi tokchalarda saqlanadi. Burg'ulash asboblari ma'lum bir tartibda (turi va diametri bo'yicha) tegishli bo'limlarga, qutilarga yoki qutilarga joylashtirilishi kerak. Yotish kesish qirralarning, shuningdek, ishlaydigan va o'tiradigan sirtlarning xavfsizligini ta'minlashi kerak. Burg'ulash asbobini saqlashdan oldin uni metall chang va ifloslantiruvchi moddalardan tozalang va uzoq vaqt ishlatilmasa, uni litol yoki texnik neft jeli bilan yog'lang. Korroziyaning oldini olish uchun asboblarni saqlash joylari yaqinida kislota o'z ichiga olgan yoki boshqa agressiv suyuqliklarni joylashtirish taqiqlanadi. Uy ustaxonalarida asboblar bir xil qoidalarga muvofiq saqlanishi kerak. Faqat choyshablar va shkaflar o'rniga plastik qalam qutilari va maxsus stendlardan foydalanish ancha qulayroq (quyidagi videoga qarang).
Metalldagi chuqur teshiklarni burg'ulashda asbobning yuzasiga oz miqdorda yog' quyish tavsiya etiladi. I-20 odatda ishlab chiqarishda qo'llaniladi, ammo hamma ham ushbu brendni sotib olish imkoniyatiga ega emas. Sanoat yog'i o'rniga uyda qanday moydan foydalanish mumkin? Iltimos, ushbu masala bo'yicha fikr va tavsiyalaringizni sharhlarda baham ko'ring.
Metallning zichligi shunchalik yuqoriki, uni qayta ishlash uchun maxsus asboblar va mexanizmlardan foydalanish kerak. Ushbu materialda teshik ochish uchun matkaplar va burg'ulash mashinalari qo'llaniladi, ularda asosiy kesish elementi matkaplardir.
Qaysi metall matkaplar yaxshiroq? Buni aniqlash oson emas, chunki barcha turdagi metall buyumlarni qayta ishlash uchun mos bo'lgan universal mahsulotlar yo'q. Tajribali usta "ko'z bilan" metall turini aniqlay oladi va tezda ishlov berish uchun mos keladigan kesish vositasini tanlashi mumkin.
Ushbu biznesda boshlang'ich asoslardan boshlashi kerak. Birinchidan, matkaplarning tasnifini va ularni qo'llash doirasini o'rganing, chunki eng yaxshi modellar ma'lum turdagi metallni qayta ishlash uchun ideal bo'lgan mahsulotlardir.
Qanday turdagi matkaplar bor, ish uchun mos mahsulotni markalash va tashqi ko'rinish asosida qanday tanlash kerak, maqolada bilib oling.
Eng yaxshi modellarni tanlash uchun siz matkap turlarini tushunishingiz kerak.
Spiral
Metalllarni burg'ulash uchun ko'pincha ishlatiladigan klassik, silindrsimon matkaplar. Odatda, spiral mahsulotlar HSS po'latidan tayyorlanadi.

Material yuqori sifatli po'latdan yasalgan po'latdir, shuning uchun undan tayyorlangan gimletlar juda bardoshli va bardoshlidir.
Konussimon (pog'onali)
Kesish yuzasi konusning shakliga ega, shuning uchun bu turdagi matkap o'z nomini oldi. Konussimon matkaplar yupqa metallda teshik ochish uchun, shuningdek, boshqa kesish asboblaridagi nuqsonlarni tuzatish uchun ishlatiladi.


Shu tarzda teshik qilish uchun energiya sarfi, ishlov beriladigan sirt bilan asbobning kichik aloqa maydoni tufayli bir necha baravar past bo'ladi.
Ushbu turdagi matkapni boshqalardan foydalanishning afzalligi katta diametrli teshiklarni ishlab chiqarishdir. Bunday holda, spiral modellar bilan ishlashdan ko'ra sifatli qirralarni olish mumkin.
Tuklar
Metallni burg'ulash uchun almashtiriladigan ishchi qirralari bo'lgan maxsus turdagi tekis gimlet ishlatiladi. Bunday mahsulotlar sizga yuqori sifatli, mukammal tekis teshiklarni yaratishga imkon beradi.

Burg'ulash jarayonida buzilishning yo'qligi va turli xil metall konstruktsiyalarda katta diametrli teshik qilish qobiliyati ko'plab hunarmandlarga spiral mahsulotlardan foydalanishdan voz kechishga imkon beradi.
Tukli matkaplarning arzonligi metallni qayta ishlashning ko'p hollarda ularni burg'ulash teshiklari uchun eng yaxshi deb atash imkonini beradi.
Bu metall konstruktsiyalarda teshik ochish uchun ishlatiladigan matkaplarning asosiy turlari.
Matkaplarni ishlab chiqarish materiallari bo'yicha tasniflash
Qaysi metall matkaplar ayniqsa kuchli qotishmalarni burg'ulash uchun eng yaxshisidir, javob berish juda oddiy:
- Bunday materialni qayta ishlash uchun siz chiqib ketish tomonida qattiqligi yuqori bo'lgan plastinkaga ega bo'lgan mahsulotlarni tanlashingiz kerak. Bunday gimletlar qattiq qotishmalarni qayta ishlash uchun eng yaxshisidir.
- Bunday mahsulotlarning narxi past bo'ladi, chunki kesish asbobining asosiy korpusi oddiy po'latdan yasalgan.
Kobalt bilan qotishma metalldan tayyorlangan matkaplar yaxshi xususiyatlarga ega.

Ular mexanik yuklarning ko'payishiga va ish paytida ishchi sirtning haddan tashqari qizishiga bardosh bera oladi. Mahsulotlarning narxi yuqori, ammo agar qattiq qotishmada teshiklar qilish kerak bo'lsa, unda kobalt analoglari bunday ishlarni bajarish uchun eng yaxshisidir.
Titanli matkaplar mustahkamligi bo'yicha kobalt matkaplardan kam emas va qotishma po'lat va rangli qotishmalarni burg'ulashda ular yanada yaxshi natijalarni ko'rsatadi.

To'g'ri foydalanilganda, titaniumli modellar uzoq vaqt davomida zavod aniqligini saqlab qoladi, bu esa sezilarli darajada katta hajmdagi ishlarni bajarishga imkon beradi.
Qimmat bo'lmagan metall matkaplar oddiy yuqori tezlikda ishlaydigan po'lat P9 va P18 dan tayyorlangan. Kesish moslamasi o'z vazifasini a'lo darajada bajara oladi, lekin ish yuzasi tezda xiralashadi, ayniqsa ma'lum bir harorat chegarasidan oshib ketganda.
Kesish mahsulotlarini markalash
Metall uchun matkaplarni markalash kesish asbobi ishlab chiqarilgan po'lat turini aniqlash uchun zarur. Mahsulot, shuningdek, uning diametri, aniqlik sinfi va ishlab chiqaruvchisi (mamlakat) ko'rsatilgan. Faqat diametri 2 mm dan kam bo'lgan spiral gimletlar belgilanmagan.
Boshqa hollarda, burg'ulash belgilari quyidagi ma'nolarga ega bo'lishi mumkin:
- P9 - volfram ulushi 9% bo'lgan yuqori tezlikda po'latdan yasalgan.
- P9K15 - yuqori tezlikda ishlaydigan po'latda 15% miqdorida kobalt mavjudligini ko'rsatadi.
- R6M5K5 - volfram, kobalt va molibdenni o'z ichiga olgan kesuvchi po'latning murakkab tarkibi mavjudligini ko'rsatadi.

Import qilingan mahsulotlar HSS belgisiga ega, bu matkap tayyorlangan materialning tarkibini aniqlash uchun ishlatilishi mumkin. Quyida tushuntiriladigan HSS matkap qo'shimcha harf bilan ishlatiladi, bu esa qotishma metallning mavjudligini aniqlaydi.
HSS belgisi:
- HSS-E - tarkibida kobalt mavjud. Yuqori viskoziteli metallarni qayta ishlashda ishlatiladi.
- HSS-Tin - titaniumli qoplamaga ega, bu ishchi sirtning qattiqligini sezilarli darajada oshiradi va materialning harorat qarshiligi +600 darajaga ko'tariladi.
- HSS-E VAP zanglamaydigan materiallarni qayta ishlash uchun ishlatiladigan kesish asbobidir.
- HSS-4241 - alyuminiyni burg'ulash uchun mo'ljallangan.
- HSS-R - maksimal quvvatga ega.


Kesuvchi asbobni belgilash orqali siz qaysi metall uchun va qaysi rejimda matkapdan foydalanish mumkinligini aniqlashingiz mumkin. Agar markirovka ko'rinmasa, u holda matkapning maqsadi mahsulotning rangi bilan aniqlanishi mumkin.
Matkap turini vizual aniqlash
Kesuvchi gimletning ko'rinishi bilan siz mahsulot ishlab chiqarilgan materialning turini aniqlashingiz va shu bilan namunaning mexanik kuchini bilib olishingiz mumkin. Rang bo'yicha siz ishlashning tarkibi va sifatini aniqlashingiz mumkin.
Kulrang
Kulrang matkaplar qo'shimcha ishlov berilmagan metalldan tayyorlanadi.

Asbobning sifati, bu holda, ko'p narsani orzu qiladi, ammo bir martalik foydalanish uchun bunday mahsulotlar juda mos keladi.
Qora
Bu rang asbobning qizib ketgan bug 'bilan ishlov berilganligini ko'rsatadi. Qayta ishlash jarayonida mahsulot ko'proq kuchga ega bo'ladi.

U metallni isitish va sovutishning ko'p davrlariga mukammal darajada toqat qiladi, shuningdek, uzoq vaqt davomida ishchi yuzaning keskinligini saqlaydi.
Qora metall matkaplarning narxi kulrang mahsulotlardan ancha yuqori emas, shuning uchun sizda tanlov mavjud bo'lsa, sotib olayotganda ushbu turdagi asboblarga ustunlik berishingiz kerak.
To'q oltin
Bu rang kesish asbobining qattiqlashtirilganligini ko'rsatadi. Ushbu turdagi ishlov berish ichki kuchlanishlarni kamaytirish natijasida mahsulotning mexanik kuchini sezilarli darajada oshiradi.

Temperli matkap yordamida siz yuqori quvvatli metallarni muvaffaqiyatli qayta ishlashingiz mumkin, shuning uchun siz juda qattiq qotishmalarni burg'ulayotgan bo'lsangiz, shunga o'xshash modelni sotib olish tavsiya etiladi.
Yorqin oltin
Yorqin oltin rang ishlab chiqarishda titan qo'shilgan metall ishlatilganligini ko'rsatadi.

Bunday modellarning yuqori narxiga qaramay, arzon kesish asboblaridan foydalanishdan ko'ra yuqori sifatli matkapni sotib olish ancha amaliydir, bu murakkab ish uchun katta miqdorda ishlatilishi kerak bo'ladi.
Shunday qilib, tashqi ko'rinishi bo'yicha mahsulotlarning sifatini aniqlash va qaysi metall matkaplarni sotib olish yaxshiroq ekanligini aniqlash oson.
Hajmi bo'yicha tasniflash
Eng yaxshi matkapni tanlash va ortiqcha to'lamaslik uchun ushbu mahsulotlar odatda qaysi uzunlikdagi o'lchamlarga bo'linishini bilish kifoya. Agar metallni burg'ulash chuqur teshiklarni talab qilmasa, u holda juda uzun modellarni sotib olish xarajatlarning oshishiga olib keladi.

Matkaplarni uzunligi bo'yicha quyidagicha tasniflash odatiy holdir:
- Qisqa, uzunligi 20-131 mm. Asbob diametrlari 0,3-20 mm oralig'ida.
- Cho'zilgan, uzunligi 19-205 mm, diametri esa 0,3-20 mm.
- Diametri 1-20 mm va uzunligi 56-254 mm bo'lgan uzun seriyali.
Turli xil chuqurlikdagi burg'ulash ishlarini bajarishda siz aniq vazifa uchun eng mos bo'lgan asbobni tanlashingiz kerak.
Eng yaxshi ishlab chiqaruvchilar
Matkaplarni sotib olish va e'lon qilingan xususiyatlar to'liq to'g'ri ekanligiga ishonch hosil qilish uchun siz to'g'ri ishlab chiqaruvchini tanlashingiz kerak.
O'z obro'sini qadrlaydigan kompaniyalar sifatsiz mahsulotlarni sotmaydi. Shuning uchun, metall matkaplarni tanlashda, bozorda uzoq vaqtdan beri mavjud bo'lgan ishlab chiqaruvchilarga ustunlik berish kerak.
Yangi kelganlar orasida munosib ishlab chiqaruvchilar ham bo'lishi mumkin. Lekin yaxshi sifatli mahsulot sotuvda ekanligini bilish uchun siz ko'pincha "lotereya" ni ifodalovchi xarid qilishingiz kerak.
Eng yaxshi ishlab chiqaruvchi kompaniyalar:
1. Bosch - nemis kompaniyasining mahsulotlari uzoq vaqtdan beri o'zini faqat ijobiy tomondan isbotlagan. Mahsulotlarning ancha yuqori narxiga qaramay, Bosch matkaplarini sotib olayotganda, siz mukammal sifatga amin bo'lishingiz mumkin. Ushbu kompaniyadan asboblarni to'plam sifatida sotib olish qulay va foydalidir.

Qaysi matkaplar to'plamidan qat'i nazar, ularning har biri to'g'ri saqlanishi va ishlatilishi sharti bilan ko'p yillar davom etadigan eng yuqori sifatli mahsulotlarni o'z ichiga oladi.
2. "Zubr" mahalliy ishlab chiqaruvchi bo'lib, uning mahsulotlari narx-navo nisbati bo'yicha maksimal darajada optimallashtirilgan. Siz ushbu kompaniyaning mahsulotlarini bitta nusxada yoki to'plam shaklida xarid qilishingiz mumkin. Oxirgi variant, to'plamning sezilarli narxiga qaramay, pulni sezilarli darajada tejaydi.
3. Sovet Ittifoqida ishlab chiqarilgan matkaplar - bu toifadagi kesish asboblarini "yo'qolib ketish xavfi ostida turgan turlar" deb tasniflash mumkin. Tegishli sinchkovlik bilan siz noyob texnik xususiyatlarga ega noyob narsalarni sotib olishingiz mumkin.
Matkaplar va matkaplar uy xo'jaligidagi eng asosiy vositalar bo'lib, deyarli har bir kishi ularga ega va ularni qaerdan olishni bilmaydiganlar. Ertami-kechmi, har bir kishi matkapdan foydalanishi kerak. Yoki yog'och yoki hatto tosh bilan hamma narsa ko'proq yoki kamroq aniq bo'lsa va siz teginish, his qilish orqali teshik ochishingiz mumkin bo'lsa, metall bilan bu ishlamaydi. Bu juda qattiq material. Keling, qaysi metall matkaplar yaxshiroq ekanligini aniqlaylik? Burg'ulash - bu o'rganish va takomillashtirish mumkin bo'lgan butun bir san'at: burg'ulash burchagi, bosim, lekin eng muhimi, tajriba va asbob qaror qiladi.
Muammo shundaki, ko'pchilik matkaplar sifatsiz sotiladi, ayniqsa bozorlarda. Internet orqali yoki materialni ko'rish va teginish mumkin bo'lgan ixtisoslashgan do'konlarda buyurtma berish yaxshiroqdir.
Metall matkaplar haqida nimalarni bilishingiz kerak
Sifatiga qarash kerak bo'lganidan tashqari, juda ko'p turli xil metall matkaplar mavjud, shuningdek, siz shakli va rangiga e'tibor berishingiz kerak. Mahsulot quyidagi elementlardan tayyorlangan:
- Metallni kesish (burg'ulash) ni amalga oshiradigan asosiy (kesuvchi) qism;
- Ishlaydigan sirt. Uning roli shundaki, asosiy qism ishlayotganda, chiplar paydo bo'ladi, ular ishchi sirt tomonidan chiqariladi;
Metall matkaplar juda ko'p turli shakllarda bo'ladi, ularning har biri muayyan turdagi ish uchun ishlatiladi.
Shaklga qarab, quyidagi turlar mavjud:
Hammaga ma'lum bo'lgan eng keng tarqalgan tur spiral. Aslida, bu silindrsimon shaklga ega novda va yon tomonlarida bir yoki ikkita spiral oluklar mavjud (ular tufayli chiplar chiqariladi). O'z navbatida, burama matkaplar o'zlarining kichik turlariga ega:
- oshdi aniqlik, ko'pincha hunarmandlar tomonidan millimetrgacha mukammal bir teshik qilish uchun tanlanadi;
- klassiklar, ham professional, ham oddiy foydalanuvchilar orasida keng tarqalgan bir xil silindrsimonlar;
- tor dastur, uning spiral truba o'ngga emas, balki chapga o'ralgan. U biror narsani burg'ulash kerak bo'lgan hollarda qo'llaniladi.
Konussimon qadamli matkap. Silindrsimondan farqli o'laroq, u turli diametrli teshiklarni yaratishi mumkin. Yangi teshiklarni yaratish yoki mavjud teshiklarni kengaytirish uchun ishlatiladi.
Yassi matkap. Nomidan ko'rinib turibdiki, bu turdagi ishchi yuzasi tekis. Asosiy kamchilik: uning tekisligi tufayli chiplar avtomatik ravishda olib tashlanmaydi, ularni qo'lda olib tashlash kerak; Bunga qo'shimcha ravishda, bu matkap bilan siz katta teshiklarni qilolmaysiz. Ammo katta kamchiliklarga qaramasdan, ular talabga ega, chunki ular juda arzon va burg'ulash paytida buzilishlarga befarq.
Asosiy matkaplar turli xil silindr shakllariga ega, ammo yuqori qismi taglikdan mahrum va yon tomonlari qattiq qotishmadan yasalgan yoki olmos qoplamasi bilan qoplangan tishlar bilan qoplangan. Turli diametrli teshiklarni yaratish uchun ishlatiladi.
Quyidagi turlar qattiq metall uchun maxsus yaratilganligi bilan farq qiladi, avvalgilari esa yuqori zichlikdagi metallar uchun mos emas - ular buziladi.
- Kobalt. Spiral bilan aralashtirish mumkin, chunki u ham spiral shaklga ega, ammo silindrsimon asosga ega emas. Bundan tashqari, kobalt tufayli bu tur yuqori quvvatga ega. Lekin ular ham qimmat, shuning uchun ularni sotib olishdan oldin hamma ham qila olmaydi, ishning qiyinligini baholang;
- Karbid. Ular kesish qismida karbid plitasining mavjudligi tufayli yuzaga keladi, buning natijasida u juda zich metallarda teshiklar hosil qilishi mumkin.
Bu matkapning shakli va tuzilishini aytib beradigan faktlar, ammo rang ham muhimdir:
- Kamdan-kam topilgan, lekin hali ham mavjud yorqin oltin matkap uchlari. Bu rang sayyoradagi eng qattiq metall - titanning qotishmasida mavjudligini ko'rsatadi. Bu qismning sifati, uning kuchi va qiymati haqida gapirmasa ham bo'ladi.
- Yengil oltin rang mahsulotning maxsus termal tayyorgarlikdan o'tganligini ko'rsatadi. Yorqin oltin kabi bardoshli va qimmat emas, lekin narxi ancha yuqori, hamma ham bunga qodir emas.
- Matkap qora rang qizdirilgan bug 'bilan qayta ishlanadi, shu bilan uning kuchini oshiradi. Narx va sifatning oltin o'rtachasi.
- BILAN kulrang yoki metall rang- eng keng tarqalgan va past sifatli matkaplar
Qaysi vazifa uchun matkap kerakligini hal qiling (qanday materialni burg'ulash kerak, teshikning diametri qanday), siz bunga ishonishingiz mumkin. Endi siz yupqa temir plitada kichik teshik ochish uchun kobalt matkapini olmaysiz yoki aksincha.
Ishlab chiqaruvchi ham rol o'ynashi mumkin matkaplar bir xil bo'lishi mumkin, lekin turli kompaniyalardan, bu holda siz bilgan yoki ishlagan ishlab chiqaruvchini tanlang.
Ish diametrini aniqlash uchun markirovkaga qarang, chunki ikki millimetrgacha bo'lgan mahsulotlarda u umuman belgilanmagan, 2 dan 3 mm gacha faqat kompaniyaning belgisi, 3 mm dan mahsulotlarga esa ishlab chiqaruvchi va ish diametri qo'yiladi. belgilangan, shuning uchun siz bunga e'tibor berishingiz kerak.
Qattiqlashtirilgan metall uchun matkaplarning xilma-xilligi juda katta, shuning uchun forumda qaysi biri yaxshiroq ekanligini tanlashning ma'nosi yo'q, barchasi faqat ikkita narsaga bog'liq: bajarilishi kerak bo'lgan vazifa va sizning byudjetingiz hajmi. sotib olish.
Metall uchun eng yaxshi matkaplar nima (video)
Ushbu turdagi asboblarni, masalan, metall matkapni har qanday uy ustasida topish mumkin, ammo kerakli diametrdagi teshiklarni yasash uchun har xil o'lchamdagi matkaplar to'plamiga ega bo'lish shart.
Metallni professional darajada qayta ishlaydigan ustaxonalar o'zlarining inventarlarida ushbu asbobning turi, uzunligi va diametri bo'yicha bir-biridan farq qiladigan bir nechta turlari mavjud. Bundan tashqari, ular bir-biridan farq qiladi:
- novdalar turi - asbob uskunaga o'rnatiladigan element;
- chiqib ketish qismining turi - metallni kesadigan ish yuzasi,
- ishchi sirt turi - ishlov berish zonasidan chiplarni olib tashlash uchun mas'ul bo'lgan matkap qismi.
Silindrsimon burama matkaplar
Bu har bir usta inventarida topilishi mumkin bo'lgan ushbu vositaning eng keng tarqalgan turi. Barcha turdagi burg'ulash uskunalari va asboblarida foydalanish mumkin. Ular GOST 885-77 bo'yicha HSS, P6M5 va P18 kabi asbob-uskunalar po'latidan ishlab chiqariladi, bu ularning ishonchliligi va chidamliligini ta'minlaydi.
Ushbu turdagi matkapning diametri 1-16 mm, lekin ba'zi hollarda 80 mm gacha (qoida tariqasida, ular ustaxonalar va ustaxonalar uchun maxsus buyurtma asosida tayyorlanadi) va deyarli barcha turdagi metall burg'ulash ishlarini bajarish uchun mo'ljallangan.
Ushbu turdagi metall matkaplarning diametrlari
Jadvalda metallga ishlov berish uchun ushbu turdagi matkaplarning standart o'lchamlari ko'rsatilgan. U ishchi qismning diametri, uzunligi va uzunligi uchun barcha variantlarni ko'rsatadi.
Boshqa o'lchamli variantlar, qoida tariqasida, kam miqdorda yoki metallni qayta ishlash korxonalaridan buyurtma berish uchun ishlab chiqariladi;
Metall uchun konusli matkaplar, ularning o'lchamlari va xususiyatlari
Ushbu turdagi asbob kanonik dastani mavjud bo'lib, u dastgoh asboblari va ba'zi turdagi professional burg'ulash asboblarida qo'llaniladi va katta diametrli teshiklarni burg'ulash uchun mo'ljallangan. Shuning uchun u juda kamdan-kam hollarda uy ustasining arsenalida bo'lishi mumkin.
Konussimon matkaplar qanday diametrga ega? Ushbu turdagi matkapning diametri 6-30 mm bo'lishi mumkin va ortib borayotgan yoki normal aniqlikka ega. Sanoat mashinalari uchun ushbu asbob diametri 75 mm gacha bo'lishi mumkin. Quyida barcha o'lchamlarga ega to'liq jadval mavjud.
Metall uchun asosiy matkaplar, diametrlar va xarakteristikalar
 Ushbu turdagi asbob frezalashtiruvchi deb ham ataladi, chunki u klassik metall matkapdan butunlay farq qiladi. Ushbu uskuna tufayli katta o'lchamdagi teshiklarni olish mumkin - ularning diametri 12-150 mm, lekin nisbatan kichik chuqurligi 5-50 mm. Bu asbobning o'zi tuzilishi bilan bog'liq.
Ushbu turdagi asbob frezalashtiruvchi deb ham ataladi, chunki u klassik metall matkapdan butunlay farq qiladi. Ushbu uskuna tufayli katta o'lchamdagi teshiklarni olish mumkin - ularning diametri 12-150 mm, lekin nisbatan kichik chuqurligi 5-50 mm. Bu asbobning o'zi tuzilishi bilan bog'liq.
Uskunalar yuqori tezlikda ishlaydigan po'latdan yasalgan. Ba'zi matkaplar yuqori quvvatli po'latdan yasalgan bo'lib, bu ishlov berish jarayonini sezilarli darajada tezlashtiradi, an'anaviy matkaplarga qaraganda 4-12 baravar kamroq.
Metall uchun matkaplarni markalash, dekodlash belgilari
 Barcha metall matkaplar, GOST talablariga muvofiq, uskuna ishlab chiqarilgan po'latning sinfini ko'rsatadigan belgilarga ega bo'lishi kerak.
Barcha metall matkaplar, GOST talablariga muvofiq, uskuna ishlab chiqarilgan po'latning sinfini ko'rsatadigan belgilarga ega bo'lishi kerak.
Agar bunday belgi bo'lmasa, ehtimol bu matkap sifat talablariga javob beradi va professional metallga ishlov berishda foydalanish tavsiya etilmaydi. Biroq, uy ustasi uchun bu juda yaxshi variant bo'lishi mumkin, chunki u arzonroq.
Keling, matkapning o'zida ko'rish mumkin bo'lgan belgilarni ko'rib chiqaylik, u harflar va raqamlardan iborat, masalan, P 9, P18, P6m5, P9K15; Xat R bu erda bu asbob yuqori tezlikda ishlaydigan po'latdan yasalganligini anglatadi. Keyinchalik po'latdagi volfram miqdorini ko'rsatadigan raqam keladi. Quyida qotishma tarkibidagi qotishma moddaning belgilanishi keltirilgan, masalan:
- K6 - qotishma olti qismli kobaltni o'z ichiga oladi.
- M4 - molibdenning to'rt qismi mavjud.
- F3 - vanadiyning uch qismi.
Ushbu elementlar kuch, issiqlikka chidamlilik va boshqa xususiyatlarni oshiradi.
Uskunaga qo'shimcha hujjatlar (qadoqlash) bilan birga keladigan markalash. Uskunaning aniqligini belgilash:
A1- oshdi aniqlik.
IN 1- normal aniqlik.
Misol 2300-7055 A1 GOST 885-77, bu erda 2300 - ekspluatatsiya va dizayn xususiyatlari, 7055 - ishlab chiqarish seriya raqami (seriya), A1 - asbobning aniqligi oshirilgan, GOST 885-77 - asbob 886 standartlari talablariga javob beradi -77.
Burg'ilash belgilari hss va din
 H.S.S.. Ushbu belgi metallga professional ishlov berishda qo'llaniladigan va 1100N / mm2 gacha bo'lgan quvvatga ega bo'lgan materiallarni qayta ishlashga qodir bo'lgan chet elda ishlab chiqarilgan asboblarda qo'llaniladi. Qisqartmadan keyin qotishmaga qanday metall qo'shilganligini ko'rsatadigan qo'shimcha harflar mavjud, misollar:
H.S.S.. Ushbu belgi metallga professional ishlov berishda qo'llaniladigan va 1100N / mm2 gacha bo'lgan quvvatga ega bo'lgan materiallarni qayta ishlashga qodir bo'lgan chet elda ishlab chiqarilgan asboblarda qo'llaniladi. Qisqartmadan keyin qotishmaga qanday metall qo'shilganligini ko'rsatadigan qo'shimcha harflar mavjud, misollar:
- HSS-G TiN (titanium nitridi qo'shilishi),
- HSS-G TiAlN (titan-alyuminiy-nitrit qoplamali),
- HSS-Co (kobalt qo'shilishi),
- HSS-E (kobalt qo'shilishi),
- HSS-G (metall P4M3 qo'shilishi - molibden),
- HSS-R (metall P2M1 qo'shilishi - molibden),
- HSS-E VAP (zanglamaydigan po'latdan ishlov berish uskunalari).
DIN. Ushbu belgiga ega matkaplar yumshoq va o'rta chiplar bilan metallni qayta ishlash uchun mo'ljallangan. Ular ko'p maqsadli bo'lib, professional ustaxonalardan ko'ra ko'pincha uy hunarmandlari tomonidan qo'llaniladi.
Metall burg'ulash - bu burg'ulash deb ataladigan maxsus aylanadigan asbob yordamida metall plitalar va ish qismlarida turli diametrli teshiklarni ishlab chiqarishga qaratilgan texnologik jarayon.
Matkaplarni ishlab chiqarish uchun mexanik ta'sir ostida yiqilmaydigan qattiq materiallar ishlatiladi, ko'pincha bu yuqori tezlikda ishlaydigan qotishma qotishmalari. Materialning turiga va qalinligiga, teshikning diametriga va ishlov berish usuliga qo'yiladigan texnologik talablarga qarab, metall matkaplar quyidagilar bo'lishi mumkin:
- spiral;
- patlar.
Har bir turdagi asbobning o'ziga xos afzalliklari va kamchiliklari bor, bu ma'lum ishlarni bajarish qobiliyatiga sezilarli ta'sir qiladi, bu barcha turdagi tafsilotlar.
Tanlash uchun asosiy ko'rsatkichlar
Metalllarni burg'ulash uchun asbob tanlashda siz quyidagilarni hisobga olishingiz kerak:
- ular tayyorlangan qotishma tarkibi;
- qo'shimcha ishlov berish usuli va sirt qoplamining mavjudligi;
- ishlab chiqaruvchining tovar belgisi;
- diametri va dizayn shakli;
- kesish qirralarning dizayni va o'tkir burchaklari.
Muhim! An'anaviy burama matkaplarning kesish qismi kesish qismi tekisligining old va orqa burchagiga ega. Orqa o'tkir burchakning geometrik parametrlari ish paytida ishqalanish kuchining kattaligini va asbobning aşınma tezligini aniqlaydi. Ushbu ko'rsatkichni oshirish kuchliroq metallarni qayta ishlashga imkon beradi, lekin issiqlik tarqalishini kamaytirishga va tezroq aşınmaya olib keladi.
Rang nima deyishi mumkin?
 Matkapni tanlashda muhim tashqi parametr sirtning rangi bo'lishi mumkin, bu qotishma tarkibini, ishlov berish usulini va sirtni mustahkamlovchi qoplamani ko'rsatadi. Yuqori sifatli asboblar titanium, molibden yoki volfram qo'shilishi bilan yuqori tezlikda ishlaydigan qotishmalardan tayyorlanadi. Bunday metallar uchun xalqaro belgi HSS (High Speed Steel) hisoblanadi.
Matkapni tanlashda muhim tashqi parametr sirtning rangi bo'lishi mumkin, bu qotishma tarkibini, ishlov berish usulini va sirtni mustahkamlovchi qoplamani ko'rsatadi. Yuqori sifatli asboblar titanium, molibden yoki volfram qo'shilishi bilan yuqori tezlikda ishlaydigan qotishmalardan tayyorlanadi. Bunday metallar uchun xalqaro belgi HSS (High Speed Steel) hisoblanadi.
Biroq, matkap belgisi shunga o'xshash yozuvni o'z ichiga olsa ham, lekin uning yuzasi kulrang po'latdan iborat bo'lsa ham, bunday mahsulotni sotib olmaslik kerak. U qo'shimcha ishlov berish turlariga duchor bo'lmagan va etarli kuch va aşınma qarshilikka ega emas. Bu holda narx past bo'ladi, lekin u ham tez-tez keskinlashtirish zarurati bilan qisqa vaqt davom etadi.
Matkaplar quyidagilar bo'lishi mumkin:
- Qora, qizdirilgan bug 'bilan issiqlik bilan ishlov berish va qo'shimcha qattiqlashuvdan keyin. Qora matkapning narxi ishlov berilmagan mahsulotlarga qaraganda bir oz yuqoriroq, ammo u maishiy maqsadlarda foydalanish uchun juda mos keladi. Ammo kuchning oshishi xizmat muddatini sezilarli darajada oshiradi.
- Tayyor matkaplarni o'choqda qizdirgandan so'ng va ichki kuchlanishni bartaraf etish uchun metallni asta-sekin chiniqtirgandan so'ng, sirt hosil bo'ladi. och sariq rang. Natijada, matkapning aşınma qarshiligi sezilarli darajada oshadi va uni keskinlashtirish kamroq talab qilinadi.
- Yorqin oltin rang maksimal quvvatga ega bo'lgan titan qo'shilishi bilan qotishma ishlatish haqida gapiring. Bu eng qimmat matkaplar, ammo ulardan foydalanish uzoq xizmat muddati bilan to'liq oqlanadi.
- Kulrang rang asbobning past sifatini ko'rsatadi. Bir martalik ish uchun ishlatiladi, undan keyin u tashlanadi. Shunga ko'ra, bu matkap bozorda eng arzon hisoblanadi.
Qaysi matkap sizning sharoitlaringiz uchun eng yaxshi bo'lishini aniqlayotganda, masalaga amaliy nuqtai nazardan yondashing. Doimiy burg'ulash ishlari uchun qimmatroq, ammo aşınmaya bardoshli vositani sotib olish yaxshiroqdir. Ammo vaqti-vaqti bilan foydalanish va kundalik muammolarni hal qilish uchun qora yoki och sariq matkaplar juda mos keladi. Bu minimal maqbul narxda kerakli natijani olish imkonini beradi.
Matkaplar qanday tayyorlanadi va nima uchun ular turli xil ranglarda, RUKO zavodidan video (Germaniya)

Metall uchun matkaplarni belgilash, tanlashda nimani e'tiborga olish kerak
Matkapda bosilgan alfanumerik belgilar quyidagi ma'lumotlarni o'z ichiga oladi:
- asbobning diametri va uzunligi;
- u ishlab chiqarilgan metallning markasi;
- qo'shimcha ishlov berish usuli va sirt qoplamasining mavjudligi;
- ishlab chiqarish aniqligi klassi.
Shu bilan birga, 3,0 mm gacha bo'lgan diametrlar belgilanmagan va barcha kerakli ma'lumotlar qadoqlashda keltirilgan.

Qo'llash sohasi quyidagi belgilar bilan ko'rsatilishi mumkin:
- Yumshoq po'lat, quyma temir va rangli metallarni burg'ulash uchun HSS-G;
- Yuqori qotishma va zanglamaydigan qotishmalar uchun HSS-E;
- HSS-TiAIN barcha turdagi materiallar uchun universal vositadir.
Bunday belgilarning mavjudligi asbobdan professional foydalanish imkoniyatini ko'rsatadi.
Metall va boshqa materiallar uchun to'g'ri matkapni qanday tanlash mumkin
| Materiallar | HSS-Co | HSS-qalay | HSS-G | HSS-R | |
| Chelik (H/mm 2)<900 | ** | ** | ** | ** |
| Chelik (H/mm 2)<1100 | ** | * | |||
| Chelik (H/mm 2)<1300 | * | * | |||
| Zanglamaydigan po'lat | ** | * | ||
| Quyma temir | ** | * | * | ** | |
| alyuminiy | ** | * | ** | ||
| Guruch | ** | ** | ** | * |
| Bronza | * | * | * | * | |
| Plastik | ** | ** | ** | ** | |
| Yog'och | ** | ** | ** | ** | |


Uzunlik va diametr bo'yicha tasniflash
Uzunlik va diametrning nisbati bo'yicha asbob quyidagilardan farq qiladi:
- 20-131 mm uzunlikdagi qisqa matkaplar, ularning diametri 0,3-20 mm oralig'ida.
- Cho'zilgan, uzunligi 19-205 mm, diametri - 0,3-20 mm.
- Uzunligi 56-254 mm. va diametri 1-20 mm.
TOP 10 ta eng mashhur ishlab chiqaruvchilar
Ishlab chiqaruvchining brendi ham to'g'ri tanlovga ta'sir qiluvchi juda muhim omil hisoblanadi. Mashhur burg'ulash asboblari ishlab chiqaruvchilari qotishma mustahkamligini, o'tkirlash sifatini, yuqori aşınma qarshilik va korroziyaga chidamliligini kafolatlaydi. Shuning uchun, agar siz yuqori sifatli metall matkap izlayotgan bo'lsangiz, pulni tejashga qodir bo'lmaysiz. Taniqli brendlarning narxi ancha yuqori.
Ushbu qoidadan istisno SSSRda ishlab chiqarilgan noyob matkaplar bo'lishi mumkin. Bunday vositani ko'rganingizdan so'ng, siz uning sifatiga shubha qilmasligingiz mumkin. Mutaxassislar sovet asboblarining qotishma kuchi, uzoq xizmat muddati va kesish qirralarining barqarorligi bo'yicha mukammal ishlashi haqida aniq gapirishadi. Bu, shuningdek, bunday vosita uchun o'sha vaqtning GOST talablariga bog'liq.
Burg'ulash asboblarini ishlab chiqaruvchi eng yaxshi o'nta ishlab chiqaruvchilar orasida mutaxassislar:
- Evropa tashvishi Bosch, 900 N/mm 2 gacha cho'zilish kuchiga ega bo'lgan titan nitridining sirt qoplamasi bilan yuqori quvvatli yuqori tezlikli po'latdan yasalgan matkaplar ishlab chiqarish. Alyuminiy va uning qotishmalaridan tashqari har qanday metallarni burg'ulash uchun ishlatilishi mumkin. Matkapning narxi uning diametri va uzunligiga bog'liq. 12 dona to'plam o'rtacha 3000 rublni tashkil qiladi.
- Savdo brendi " Hujum", nafaqat yuqori sifati, balki arzon narxlari bilan ham ajralib turadi. Ular metallni yuqori tezlikda qayta ishlash sharoitida ham uzoq xizmat muddatini ta'minlay oladigan yuqori sifatli po'lat qotishmalaridan tayyorlangan. Bitta matkapning o'rtacha narxi 100 rubldan kam. 5500 - 7000 Professional foydalanish uchun to'plamning narxi.
- Wurth Zebra Spiralbohrersatz HSS metallga ishlov berish uchun eng yaxshi burama matkaplardan biridir. Yuqori qirrali sifat va o'lchov aniqligini kafolatlagan holda, yuqori qo'zg'alish tezligida burg'ulash qobiliyatini ta'minlashga qodir. Strukturaviy po'lat va barcha turdagi quyma temirni burg'ulash uchun ishlatiladi. Statsionar burg'ulash mashinalari va qo'lda ishlaydigan elektr matkaplarga o'rnatilishi mumkin. 12 mm gacha bo'lgan diametrlarning o'rtacha narxi bir parcha uchun 120 rubldan oshmaydi.
- Rossiya brendining to'plamlari " Anchor" To'plam diametri 1-10 mm bo'lgan 19 ta elementdan iborat va o'rtacha 1000 rublni tashkil qiladi, shuning uchun u arzon yuqori sifatli asboblar guruhiga kiradi. Matkapning chidamliligi va ishonchliligi yuqori quvvatli yuqori tezlikli qotishmadan tayyorlangan uchi mavjudligi bilan ta'minlanadi.
- Nemis brendi Metabo Bestler 135 graduslik burchak ostida o'tkir burchakli spiral shaklidagi asbob ishlab chiqaradi. Bu holat har qanday aylanish tezligida ham yuqori burg'ulash aniqligiga erishish imkonini beradi. Diametri 12 mm gacha bo'lgan o'rtacha narx 100-120 rublni tashkil qiladi.
- AEG HSS arzon narx toifasida eng yaxshi metall matkaplar hisoblanadi. Asbobni maxsus keskinlashtirish uchun metall yuzasiga oldindan zımbalama kerak emas, bu ish jarayonini sezilarli darajada osonlashtiradi. 1000 N/mm 2 dan ortiq kuchlanish kuchiga ega qotishma po'latlarni burg'ulash uchun mo'ljallangan.
- Rossiya brendi matkaplari " BISON» (ZUBR) barcha turdagi po'lat va qora qotishmalarni qayta ishlash uchun ishlatiladi. Maxsus xoch shaklidagi charxlash asbobning o'z-o'zidan markazlashtirilishini va burg'ulashning yuqori aniqligini ta'minlaydi. 20 ta elementdan iborat to'plam 1000 rublni tashkil qiladi.
- Setlar DeWALT ishlab chiqarishda va uyda foydalanish mumkin. Matkapning maxsus dizayni teshikning chekkalari bo'ylab shikastlanish va nuqsonlar ehtimolini butunlay yo'q qiladi. 1-13 mm diametrli 28 ta elementdan iborat asboblar to'plami 5000 rublgacha turadi.
- Surface of Hawera matkaplari Yevropa kompaniyasidan Bohler titanium nitridi bilan qoplangan, bu ularning kuchini va aşınma qarshiligini oshiradi. Bundan tashqari, barcha mahsulotlar maxsus silliqlashdan o'tkaziladi, bu esa har qanday haydovchi aylanish tezligida burg'ulash sifatini kafolatlaydi. Biroq, 20 ta elementdan iborat to'plam 6000 rublgacha bo'lishi mumkin.
- Irwin TurboMax nafaqat metallarni, balki plastmassa, yog'och, gips va boshqa materiallarni qayta ishlash uchun mo'ljallangan universal asboblar toifasiga kiradi. Qotishma va zanglamaydigan po'latlarni burg'ulashda sovutish suvini majburiy etkazib berish kerak. 15 ta matkap to'plamining narxi taxminan 3000 rublni tashkil qiladi.
Yuqoridagi ro'yxatdan ko'rinib turibdiki, sotuvga qo'yilgan matkaplar o'zlarining xususiyatlari, maqsadi va narxi bilan farqlanadi. Ishlab chiqaruvchining reytingi mahsulot sifatini ham aniqlaydi, bu odatda ko'plab ijobiy sharhlar bilan tasdiqlanadi.