Sariq belgisi bo'lgan elektrodlar nima uchun? Nozik belgilar tafsilotlari. Payvandlash elektrodlarini ishlab chiqaruvchilar
Elektr toki va sarflanadigan elektrod yordamida turli qismlarni ulashning keng tarqalgan texnologiyasi yangi texnologiyalarni izlashni talab qildi. sifatli ish tom ma'noda har qanday turdagi materiallar bilan, har qanday metall markasi bilan.
Keng taqsimlanishiga erishish va shu bilan birga yuqori ixtisoslashgan tuzilmalar va elementlarning yuqori sifatli ulanishini ta'minlash, universal payvandlash texnologiyasidagi ulanishlar. payvandlash mashinalari Va individual tanlash erituvchi elektrodlar. Ushbu yondashuvning iqtisodiy maqsadga muvofiqligi to'liq oqlanadi - payvandlash mashinalari uchun funktsiyalar va texnologiyalar to'plami qora metallar, qotishma po'latlar va quyma temir konstruktsiyalar bilan ishlashga imkon beradi, ammo yondashuvning individualligiga tanlov orqali erishiladi. Materiallar- payvandlash elektrodlari.

Payvandlash elektrodlarini tanlashning o'ziga xos xususiyatlari
Metalllarni birlashtirish uchun elektr payvandlashdan foydalanish, payvandlanayotgan qismlarni birlashtirish jarayoniga ta'sir qiluvchi umumiy tan olingan va tushunarli jismoniy jarayonlarga qo'shimcha ravishda yana bir narsaga ega. muhim nuqta- turli sanoat va sanoat tarmoqlarida foydalanish uchun mo'ljallangan qismlarning xususiyatlari. Avvalo, metallarning xossalari hisobga olinadi - konstruktiv po'latlar, qotishma va past qotishma po'latlar, quyma temir yoki rangli metallardan tayyorlangan konstruktsiyalar. Va ichida Ushbu holatda payvand choki asosiy metallning maksimal shartlariga va sinfiga javob berishi kerak. Payvandlash elektrodlarining asosiy materialga mos kelishiga yadro sifatida yuqori ixtisoslashgan metall kompozitsiyadan foydalanish va qoplama sifatida eng mos komponentlardan foydalanish orqali erishiladi.
Elektrodlarning turlari va markalari
Payvandlanadigan materialning xususiyatlariga qarab payvandlash elektrodlaridan foydalanish, birinchi navbatda, metall yadro tarkibiga bog'liq. Bu erda ishlab chiqarish jarayonida tikuv sifatiga ta'sir qiluvchi bir nechta omillar hisobga olinadi:
- ma'lum turdagi metallar va qotishmalarni payvandlash uchun elektrodning bevosita maqsadi;
- ish sharoitlari, tikuvning fazoviy holati;
- ulangan qismlar va tuzilmalarning qalinligi;
- payvandlash havzasi va gazlarning himoya bulutini shakllantirishning o'ziga xos xususiyatlari;
- tikuvning yuqori darajada ixtisoslashgan xususiyatlari - valentlik kuchi, egilish, suyuq tikuvning suyuqligi, kislorod bilan to'yinganligi.
Yakuniy mahsulotni markalash uchun ushbu va boshqa shartlarni hisobga olgan holda va ishlab chiqarish sharoitlarining o'zi hamma uchun belgilanadi mahalliy ishlab chiqaruvchilar mos keladigan elektrod mahsulotlari davlat standartlari va assortimentlar. Shunga mos ravishda belgilangan elektrod mos kelishi kerak texnik xususiyatlar ishlab chiqaruvchidan qat'iy nazar. Shu bilan birga, qadoqlash uchun qo'llaniladigan belgilar ham sifat, ham miqdor bo'yicha tarkibga mos kelishi kerak.

Arkni payvandlash uchun elektrodlarning markalari
Bugungi kunda eng ko'p ishlab chiqarilgan elektrodlar qora metallar va po'latlardan yasalgan qismlarni birlashtirish uchundir. Shuning uchun eng ko'p ishlatiladigan belgilar metalldagi uglerod tarkibiga qarab po'lat qismlarni va sifatli mahsulotlarni payvandlashga qaratilgan. Ushbu gradatsiya asosiy po'lat naviga ham mos keladi:
- "U" - qotishma qo'shimchalarning nisbatan past miqdori va uglerod mavjudligining o'rtacha darajasi bo'lgan strukturaviy qora metallning asosiy qismi. Payvand chokining sifati taxminan 600 MPa kuchlanish kuchiga bardosh berishi kerak.
- "T" - qotishma po'lat navlari uchun o'ziga xos elektrodlar, ular refrakterlik va yuqori issiqlikka chidamlilik, payvand chokining uzilish kuchi taxminan 600 MPa;
- "N" - sirtdagi qo'shimcha metall qatlamini qo'shimcha qoplash uchun elektrodlar va metall maxsus xususiyatlarga ega bo'lishi mumkin;
- "A" - shartli egiluvchan qotishmalar va metallar.
Elektrod markasini tanlash
Payvand chokining sifati, uning strukturaviy va plastik xususiyatlari, turli deformatsiyalarga bardosh berish qobiliyati ko'p jihatdan metall yadrodagi qoplama qatlamining sifati, tarkibi va qalinligiga bog'liq.
Qoplama qatlamini belgilash va uning qalinligini ko'rsatish uchun qoplama qalinligining metall yadro diametriga nisbatini ko'rsatadigan harf belgisi qo'llaniladi. Shuni ta'kidlash kerakki, bu erda asos millimetrdagi ma'lum bir qalinlik raqami emas, balki foizlarda diametr / qoplama nisbati hisoblanadi.
Yorliqlash uchun 20, 45, 80 va 80% dan ortiq nisbatni olish odatiy holdir. Bunday ko'rsatkichlar mos ravishda "M", "S", "D", "G" harflari bilan belgilanadi. Eng mashhur nisbat taxminan 45% bo'lib, "C" belgisi bilan belgilanadi, bu barcha turdagi barcha ishlab chiqarilgan elektrodlarning taxminan 70% ni ko'rsatadi. Ushbu belgi payvandlanadigan qismlarning murakkabligi va ahamiyatiga qarab ish uchun sarflanadigan materiallarni tanlash imkonini beradi.
Turi va navini tanlashda payvandlash havzasining himoya bulutini tashkil etuvchi yadro qoplamasi miqdorini hisobga olish, shuningdek, qoplamaning o'zi qanday materiallardan tayyorlanganligini hisobga olish juda muhimdir - asosiy komponentning turini ko'rsatish. Qoplamaning eng keng tarqalgan turlariga mos keladigan harf belgilari qo'llaniladi:
- kislotali qoplama - "A" belgisi;
- asosiy turlar uchun "B" harf kodi ishlatiladi;
- qoplamaning tsellyuloza tarkibi "C" harfiga to'g'ri keladi;
- komponent "P" bilan belgilanadi;
- boshqa turlar uchun belgilar birlashtiriladi umumiy kod"P".
Diqqat! Qo'llashning yuqori ixtisoslashgan sohalariga ega bo'lgan ikki komponentli qoplama turlari asosiy harf kodlarini birlashtirish orqali belgilanadi, birinchi harf qoplama tarkibidagi ustun komponentni ko'rsatadi.
Elektrodlarning markasini dekodlash
Muvaffaqiyat maksimal ishlash Tuzilmalarning payvandlangan bo'g'inlari ish paytida yana bir xususiyatga ega bo'lgan sarf materiallari turlarini qo'llash orqali erishiladi - payvandlash havzasini shakllantirishda fazoviy holat. Agar bu elektrod qachon ishlatilsa, gorizontal holatda kuchli tikuvni yotqizish qobiliyati yo'qolishi mumkin shiftdagi ish, vertikal payvandlash yoki eğimli tikuvni qo'llash. Oddiy qilib aytganda, agar bir pozitsiyada tikuv tekis bo'lsa, boshqa holatda xuddi shu marka bilan payvandlashda tikuv vaqti-vaqti bilan, tomchilab, metall yuzasiga oqib tushadi.
Elektroddan foydalanish parametrlari, fazoviy joylashuviga qarab, raqamli kod bilan belgilanadi:
- 1 – universal turi foydalanish;
- 2 - vertikaldan tashqari, ko'p pozitsiyalarda foydalanish uchun mos tur;
- 3 - vertikal va gorizontal tikuvlar uchun mos keladi, shift ostidagi ishlar bundan mustasno;
- 4 - gorizontal payvandlash elektrodi.
Elektrodlarning turlari
Ayniqsa muhim uchun strukturaviy elementlar ega talablarning ortishi Ulanish kuchi jihatidan elektrodlar juda tor ixtisoslashuv uchun mo'ljallangan, masalan, qotishma po'latlar yoki elementlar uchun ishlatiladi.
Ushbu maxsus navlarning afzalligi yadro tarkibining payvandlanadigan tuzilmalar tarkibiga to'liq mos kelishidir. Bu erda qo'shimcha daromad yoki susaytirish talab qilinmaydi payvandlash oqimi, maxsus kamon shakllantirish qobiliyatlari, o'zi harorat rejimi qoplamaning yonishi yadroning maksimal erishini va qismning o'zi sirtini isitishni ta'minlaydi. Bunday elektrodlar sezilarli deformatsiyalar yoki o'zgarishlarsiz tikuv hosil qiladi.
Ushbu maqsadlar uchun ko'pincha E-70, ANP2, NIAT 3M, UONI-13/85, N20/Sv-12H2NMAVI, OZS-11, TMLZU, TsL-45 markalari qo'llaniladi.
Sirt qoplamasi yoki payvandlash quyma temir mahsulotlari o'z ichiga olgan katta miqdorda uglerod, tarkibida quyma temirga yaqin elektrodlardan foydalanishni talab qiladi, shuning uchun OK seriyasi bunday o'ziga xos xususiyatlarga ega. Ushbu tovar 300-500 MPa oralig'ida past metall suyuqligi, po'lat yadrolari bilan solishtirganda nisbatan past quvvat ko'rsatkichi - 460-640-720 MPa va, albatta, tikuvning kichik mexanik cho'zilishi 6-40% ga bog'liq. belgi bo'yicha. Shu bilan birga, indekslari 05 dan 86 gacha bo'lgan OK-92 markali elektrodlar hasad qilinadigan sovuq payvandlash qattiqligiga ega - 240-260 HB gacha.
Diqqat! Payvandlash elektrodlari, quyma temirni payvandlash va qoplash uchun mo'ljallangan, ulardan foydalanish tavsiya etilmaydi metall konstruktsiyalar. Shakllangan tikuv elektrod metallidagi yuqori uglerod miqdori tufayli dizayn xususiyatlariga ega bo'lmaydi .

Rangli metallar va qotishmalarni payvandlash
Engil rangli metallar va ularning qotishmalarini umumiy foydalanishda birlashtirish bugungi kunda juda cheklangan qo'llaniladi, ammo bu payvandlash texnologiyalari ushbu materiallar bilan ishlash qobiliyatiga ega emas degani emas.
Ulanish uchun alyuminiy konstruktsiyalar, metallning himoya kimyoviy qatlami mavjudligiga qaramay, OZA markali elektrodlar ishlatiladi, ularning belgilari quyidagi payvandlanadigan metallarga mos keladi:
- texnik alyuminiy, metall tarkibining 99% tozaligi - OZA1;
- alyuminiy qotishmalari, shu jumladan kremniy bilan - OZA2, OZANA2;
- texnik alyuminiy - OZANA1;
Ko'pincha lehim bilan bog'langan mis konstruktsiyalari, shuningdek, payvandlash yo'li bilan ham ulanishi mumkin elektrodlar Komsomolets 100, ANC / OZM seriyali 2,3,4 bu erda qo'llaniladi.
Va nikelni payvandlash uchun turli brendlar OZL-32 elektrodi ishlatiladi.
Strukturaviy qismlarni yaratish uchun elektrodlarning spetsifikatsiyasi
To'g'ridan-to'g'ri yig'ish joyiga o'rnatilgan katta massa va o'lchamlarga ega bo'lgan alohida, o'ziga xos tuzilmalarni yaratish metallni kesish uchun elektrodlardan foydalanishni talab qiladi. Masalan, kemasozlikda, qachon po'lat plitalar bir parcha bilan ta'minlanadi va teshiklar to'g'ridan-to'g'ri slipwayda hosil bo'lishi mumkin bo'lgan elektrodlardan foydalaniladi; yuqori harorat erishi va maksimal payvandlash oqimida ishlash qobiliyati.
Bunday va shunga o'xshash ishlar uchun OZR1 va OZR2 elektrodlari qalinligi 40 mm gacha bo'lgan metallni kesish, teshiklarni ochish, boncuklarni kesish va payvandlangan bo'g'inlarning nuqsonli joylarini yo'q qilish uchun ishlatiladi.

Elektrod markasi: GOST
Odatda qadoqdagi jadval ko'rinishida joylashgan nomning alfanumerik belgisi ko'pincha elektrodning o'zi qoplamasida takrorlanadi. Ushbu qulaylik elektrod turini va markasini osongina aniqlash imkonini beradi.
Odatda kod bir nechta shifrlar guruhidan iborat. Har bir guruh o'ziga xos ma'no va qo'llash xususiyatlariga ega:
- birinchi alfanumerik belgilar maqsadni aniqlang, masalan, E-46 - bu ulanishning asosiy o'ziga xosligini anglatadi po'lat qismlar qotishma va karbonli po'lat navlaridan;
- Keyinchalik elektrod markasi keladi, u ishlab chiqaruvchini tasniflaydi;
- kodning keyingi bloki - qoplamaning maqsadi va uning qatlami, masalan, UD - uglerodli po'lat (U) uchun qalin qoplama (D);
- po'lat yadro E tipining alohida harf belgisi - erituvchi elektrod;
- quyidagi raqamlar kuchlanish sinovi paytida tikuvning yakuniy kuchini tavsiflaydi, bu erda 43 - 430 MPa kuch;
- qavs ichidagi raqamdan keyin keladigan raqam metallning yopishqoqligini saqlash uchun harorat xarakteristikasi bilan nisbiy cho'zilish belgisidir;
- qolgan alfanumerik belgilar qoplama turini va foydalanish shartlarini ko'rsatadi, masalan, RC13 - teskari polaritdan foydalanish imkoniyati bilan oddiy oqimdagi universal ish uchun tsellyuloza qoplamasi.
Diqqat! Yuqori sifatli payvandlangan birikmani olish ko'p hollarda turi va markasi bo'yicha to'g'ri tanlangan elektrodlarga bog'liq. Shu bilan birga, sarf materiallarini tanlash boshqa talablarga rioya qilishni talab qiladi - to'g'ri tanlov diametri, ishlatiladigan oqim turi va qoplama namligi bo'yicha elektrodning sifat parametri.
Yuqori sifatli doimiy ulanishlarni ishlab chiqarish uchun juda ko'p texnologiyalar mavjud, ammo bugungi kunda eng mashhur usul - tayoq elektrodlari yordamida ishlab chiqarilgan qo'lda boshq payvandlash. Qo'llanma uchun elektrodlarning tanlangan markalariga qarab boshq payvandlash xuddi shu uskunadan foydalanib, mashina sozlamalarini biroz sozlab, siz yuqori sifatli tikuvlarni olishingiz mumkin har xil turlari va maqsadlar. Bundan tashqari, siz kosmosdagi har qanday holatda, hatto eng qiyin bo'lgan joylarda ham ishonchli tikuv olishingiz mumkin.
Payvandlangan bo'g'inlarning iloji boricha yaxshi bo'lishini ta'minlash uchun har bir metall o'ziga xos turdagi payvandlash elektrodlarini ishlab chiqaradi.
Ishonchli choklarni ishlab chiqarish uchun ishlatiladigan elektrodlar kalibrlangan payvandlash paychalarining novdalari shaklida ishlab chiqariladi. Bunday holda, sovuq chizilgan texnologiya qo'llaniladi, ya'ni keyinchalik siqish jarayonida maxsus himoya qatlami qo'llaniladi.
Payvandlash elektrodlarining bunday qoplamasi ish jarayonida payvandlash havzasini metallurgik qayta ishlashni amalga oshirishni va unga atrof-muhit ta'sirini yo'qligini ta'minlash uchun mo'ljallangan.
Ushbu qoplama sizga eng ko'p erishishga imkon beradi barqaror yonish boshq, bu ham sarflanadigan elektrod bilan boshq payvandlashda juda muhimdir. Noto'g'ri yoy bilan butun uzunligi bo'ylab bir xil tikuvni olish juda qiyin bo'ladi. Himoya qoplamasi quyidagi moddalarni o'z ichiga oladi:
- Stabillashtiruvchi moddalar, buning natijasida yoyning yonishi bir xil bo'ladi. Bularga kiradi har xil turlari past ionlanish potentsiali bilan ajralib turadigan gidroksidi va gidroksidi tuproq metallari. Bu elementlarga kaliy, magniy, natriy, kaltsiy va boshqa bir qator moddalar kiradi;
- Payvand choklarida cüruf hosil qiluvchi birikmalar titan va marganets rudalaridan yoki har xil turdagi minerallardan tayyorlanadi. Ushbu moddalar tufayli, a himoya plyonka turli xil oksidlanish jarayonlarining paydo bo'lishiga imkon bermaydigan cürufdan;
- Gaz hosil bo'lishiga imkon beruvchi moddalar. Bularga kiradi noorganik birikmalar marmar, magnezit va boshqalar kabi, lekin ham foydalanish mumkin organik moddalar- kraxmal, yog'och, maydalangan un va boshqalar. Ushbu ulanishlarning asosiy maqsadi elektrodning metalldan o'tadigan joyiga ma'lum gazlarni chiqarishdir, bu esa boshqa himoya qobig'ini hosil qiladi;
- Marganets, titanium, kremniy va boshqa ba'zi elementlarni o'z ichiga olgan deoksidlovchi yoki qotishtiruvchi moddalar. Ushbu moddalarning metall bilan qotishmalari qotishma elementlar sifatida harakat qilishi mumkin. Ularning yordami bilan metall kerakli tarkibga ega bo'ladi;
- Himoya qoplamasini monolitik qiladigan maxsus bog'lovchi komponentlar;
- Har xil turdagi qoliplash qo'shimchalari qoplamaga himoya xususiyatlarini va yaxshi plastik xususiyatlarni berishga yordam beradi.
Qo'lda boshq payvandlash uchun elektrodlarning markalari qoplama, uning sifati va boshqa bir qator ko'rsatkichlarga qarab shakllanishi mumkin.
Payvandlash uchun qanday turdagi elektrodlar mavjud?
Payvandlash jarayonida iste'mol qilinadigan va sarflanmaydigan elektrodlardan foydalanish mumkin - bu qo'lda boshq payvandlash texnologiyasiga bog'liq va buning uchun har xil turlardan foydalanish mumkin. qo'shimcha elementlar va materiallar.
Ish jarayonida iste'mol qilinmaydigan elektrodlardan foydalanilganda, ular sun'iy ravishda olingan elektr ko'mir, volfram yoki grafitdan tayyorlanganligini esga olish kerak. Shuni esda tutish kerakki, grafitning elektr o'tkazuvchanligi boshqa materiallarga qaraganda ancha yuqori va ular unchalik tez oksidlanmaydi - ularni iste'mol qilinmaydigan elektrod bilan qo'lda boshq payvandlashda ishlatish juda tejamkor va foydalidir.
Ularning diametri 4 dan 18 mm gacha, uzunligi 70 sm gacha, yarim avtomatik yoki avtomatik texnologiya yordamida payvandlash ishlari uchun diametri 0,2 dan 12 mm gacha bo'lishi mumkin bo'lgan maxsus kalibrlangan sim ishlatiladi. U elektrodlarni o'zi bilan almashtiradi himoya qoplamasi. Tel 80 kg gacha bo'lgan g'altaklarda ishlab chiqariladi. Bugungi kunda oqimli simni ishlab chiqarish texnologiyasi mavjud bo'lib, unda maxsus qotishma elementlarni o'z ichiga olgan tel va plitalar ishlab chiqariladi;
Qo'lda boshq payvandlash uchun sarflanadigan elektrodlar maxsus payvandlash simidan tayyorlanadi, ular oddiygina uglerod, qotishma elementlari qo'shilishi yoki qo'shilishi mumkin. katta miqdor ushbu moddalardan.
Elektrodlarning turlari va ulardan foydalanish doirasi
Payvandlash yoki qoplama uchun ishlatiladigan elektrodlar turlarini qo'llash sohasiga ko'ra tasniflash mumkin (masalan, po'latdan, quyma temirdan, rangli metallardan yasalgan elementlarni birlashtirish uchun, sirt qoplamasi uchun), turli xil texnologik xususiyatlar- argonli payvandlash uchun, boncuk ishlari uchun, materialning eng to'liq kirib borishi uchun. Bunga qo'shimcha ravishda, qoplangan elektrodlar bilan qo'lda boshq payvandlash mos ravishda tasniflanishi mumkin mexanik xususiyatlar payvandlash, ishlov beriladigan qismga metallni qo'llash usuliga ko'ra jismoniy xususiyatlar cüruf va boshqalar.
Payvandlash ishlarini bajarishda elektrodlarga qo'yiladigan asosiy talablar quyidagilardir:
- Ular ishonchli yoy yonishini va yuqori sifatli tikuv shakllanishini ta'minlashi kerak;
- IN payvandlangan birikma ma'lum bir tarkibdagi metall paydo bo'lishi kerak;
- Ular bir tekis eriydi, payvandlanadigan metallning ikkala chetiga taqsimlanadi;
- Depozit qilingan metall ko'p sachramasligi kerak, bu esa yuqori mahsuldorlikka imkon beradi;
- Ideal holda, cüruf imkon qadar oson chiqib ketadi;
- Qoplama metalli juda kuchli bo'lishi kerak;
- Vaqt o'tishi bilan elektrod metalli asl xususiyatlarini saqlab qolishi kerak;
- Payvandlash jarayonida har qanday markadagi elektrodlardan foydalaniladi muhit ajralib turishi kerak minimal miqdor zaharli moddalar.
Qoplangan elektrodlar bilan qo'lda boshq payvandlash qo'shimcha tsellyuloza qoplamalari, rutil qoplamalari va boshqalarga ega bo'lgan maxsus mahsulotlar yordamida amalga oshirilishi mumkin. Qoida tariqasida, bunday elektrodlar zanglamaydigan po'lat bilan ishlash uchun ishlatiladi.
Elektrodlar va belgilar o'rtasidagi farq
O'zlariga ko'ra asosiy funktsiyalari elektrodlar markasiga va bajarilgan ish texnikasiga qarab ma'lum farqlarga ega bo'lishi mumkin:
- "U" belgisi bilan belgilangan payvandlash elektrodlari minimal miqdordagi qotishma elementlarni va kam miqdordagi uglerodni o'z ichiga olgan po'latdan ishlov berish qismlarini ulash uchun ishlatiladi. Bu holda kuchlanish kuchi taxminan 600 MPa ni tashkil qiladi
- Qotishma elementlarning yuqori miqdori bo'lgan issiqlikka bardoshli po'latlar uchun "T" belgisi bilan belgilangan elektrodlar qo'llaniladi. Ular, shuningdek, taxminan 600 MPa kuchlanish kuchiga ega;
- Metall sirtga yopishtirish uchun sirt qatlami, elektrodlarni maxsus bilan oling texnik xususiyatlar. Bu holda belgi "H" dir;
- Metalllarning yuqori egiluvchanlik xususiyatlari "A" bilan belgilangan elektrodlardan foydalanishni nazarda tutadi.

Qoplangan elektrodlar bilan qo'lda boshq payvandlash rejimlari ham qoplama turiga qarab tanlanadi. Bu haqda ma'lumot yorliqda ham mavjud:
- Eng nozik qoplama qalinligi payvandlangan materialning diametrining 20% dan oshmaydi;
- O'rtacha qalinligi diametrning taxminan 45% ni tashkil qiladi. Ushbu qoplama eng keng tarqalgan, chunki u universaldir;
- Qalin qoplama - diametrining taxminan 80%;
- Eng qalin - 80% dan ortiq;
Payvandlash ishlarini bajarishda foydali maslahatlar va xavfsizlik choralari
Avvalo, professional payvandchilar kelajakda foydalanishni rejalashtirgan mashinada payvandlashni o'rganishni tavsiya qiladi. Bu sizga ushbu uskunaning barcha xususiyatlarini imkon qadar tezroq o'rganish va elektrodning har bir turi uchun optimal oqim kuchini tanlash imkonini beradi.
Shuningdek, payvandlash dubulg'asini tanlashga eng mas'uliyat bilan yondashish tavsiya etiladi. Himoya filtrlari ma'lum raqamlarga ega va bu filtrlar ham ko'rishning xususiyatlarini hisobga olgan holda optimal tarzda tanlanishi kerak - ko'zning sezgirligi, diopterlar va boshqalar. Filtrni tanlashda asosiy mezon mavjud - payvandlash havzasi aniq ko'rinishi kerak.
Payvandlash elementlari bir-biridan ma'lum masofada joylashgan bo'lishi kerak - bu holda ulanish eng yuqori sifatga ega bo'ladi. Agar bo'shliq juda kichik bo'lsa, payvand juda konveks bo'ladi - bu metallning etarli darajada isitilmasligi bilan bog'liq. Haddan tashqari katta bo'shliq eritilgan metallning bir tekis qo'llanilishiga imkon bermaydi, chunki payvandlash yoyi payvand chizig'idan sezilarli darajada chetga chiqa boshlaydi.
Payvandlash ishlarini qo'lda bajarishda ark texnologiyasi Topraklama o'tkazgichni nam poydevorga, masalan, ko'lmaklar, qorlar va boshqalar orqali yotqizish qat'iyan man etiladi. Barcha ishlar maxsus himoya qo'lqoplari va qalin rezina taglikli poyabzal kiygan holda amalga oshirilishi kerak. Ishni boshlashdan oldin, barcha himoya elementlari qanchalik buzilmaganligini diqqat bilan tekshirishingiz kerak.
Qo'lqoplar faqat to'liq quruq bo'lsa ishlatilishi mumkin. Agar hisobga olmasangiz bu daqiqa, elektrodni o'zgartirganda siz jarohat olishingiz mumkin elektr toki urishi, kontaktlarning zanglashiga olib keladigan: reostat, elektrod ushlagichi, payvandchining o'zi va topraklama.
Yuz har doim maxsus niqob bilan himoyalangan: u issiq metallning chayqalishidan himoya qiladi, yorqin nur, bu ish jarayonida paydo bo'ladi. Gap shundaki, chiqarilgan yorug'lik nurlarining yorqinligi bilan solishtirganda bir necha ming marta yuqori bo'lishi mumkin qabul qilinadigan qiymatlar inson ko'rish uchun. Himoyalanmagan ko'zlar bilan payvandlash ishlariga qarash oxir-oqibat vaqtinchalik ko'rish buzilishiga olib kelishi mumkin. Payvandlash ham manba hisoblanadi infraqizil nurlanish, bu ma'lum ko'rish nuqsonlarini keltirib chiqaradi, xususan, katarakt rivojlana boshlaydi, ammo bu juda tez-tez sodir bo'lmaydi.
Payvandlashda ko'rish uchun eng katta xavf ultrabinafsha nurlanish, bu ko'zlardagi og'riq, qizarish, mo'l-ko'l lakrimatsiya va vaqtinchalik loyqa ko'rish kabi o'zini namoyon qilishi mumkin bo'lgan fotofobiyaning sababidir. Buni oddiy ko'z tomchilari bilan davolash mumkin.
Pastki chiziq
Agar siz to'g'ri qurilma, elektrodlar va niqobni tanlasangiz, unda hamma narsa payvandlash ishlari mutlaqo xavfsiz bo'ladi va payvand juda ishonchli, yuqori sifatli va bardoshli bo'ladi.
ELEKTRODLARNING TASNIFI
|
Belgilash misollari:
TURLI ELEKTRODLAR UCHUN FAZON POZISTLARINI BO'YICHA QILISh
|




PAYDIRVCHI ELEKTRODLARINING MARKASI

Belgilash misollari:


TURLI ELEKTRODLAR UCHUN FAZON POZISTLARINI BO'YICHA QILISh

Elektrod turi

Uglerodli va past qotishma po'latlarni, shuningdek yuqori va yuqori mustahkamlikka ega qotishma po'latlarni payvandlash uchun markalash quyidagilardan iborat:
indeks E
kgf / mm 2 da kuchlanish kuchi qiymatini ko'rsatadigan indeksdan keyingi raqamlar;
indeks A, payvandlangan metallning egiluvchanlik va zarba chidamliligining ortib borayotgan xususiyatlariga ega ekanligini ko'rsatadi.
Issiqlikka chidamli, yuqori qotishma po'latlarni payvandlash va sirtni qoplash uchun belgi quyidagilardan iborat:
foizning yuzdan bir qismidagi o'rtacha uglerod miqdorini ko'rsatadigan indeksdan keyingi raqam;
kimyoviy elementlarning foizini ko'rsatadigan harflar va raqamlar. Kimyoviy elementlarning harf belgilarini joylashtirish tartibi yotqizilgan metalldagi mos keladigan elementlarning o'rtacha miqdorining pasayishi bilan belgilanadi. Asosiy kimyoviy elementning o'rtacha miqdori 1,5% dan kam bo'lsa, harf belgisi orqasidagi raqam kimyoviy element ko'rsatilmagan. Agar cho'ktirilgan metallda kremniyning o'rtacha miqdori 0,8% gacha va marganets 1,0% gacha bo'lsa, C va G harflari yopishtirilmaydi.
indeks E- qo'lda boshq payvandlash va sirtni qoplash uchun elektrod;
 Metalllarning belgilanishi
Metalllarning belgilanishi
490 MPa (50 kgf/mm 2) gacha cho'zilish kuchiga ega uglerodli va past qotishma po'latlarni payvandlash uchun 7 turdagi elektrodlar qo'llaniladi: E38, E42, E46, E50, E42A, E46A, E50A. 490 MPa (50 kgf / mm2) dan 588 MPa (60 kgf / mm2) gacha cho'zilish kuchiga ega uglerodli va past qotishma po'latlarni payvandlash uchun 2 turdagi elektrodlar qo'llaniladi: E55, E60. 588 MPa (60 kgf / mm 2) dan yuqori cho'zilish kuchiga ega yuqori va yuqori quvvatli qotishma po'latlarni payvandlash uchun 5 turdagi elektrodlar qo'llaniladi: E70, E85, E100, E125, E150.
Issiqlikka chidamli po'latlarni payvandlash uchun - 9 turdagi: E-09M, E-09MH, E-09H1M, E-05H2M, E-09H2M1, E-09H1MF, E-10H1MNBF, E-10H3M1BF, E10H5MF. Yuqori qotishma po'latlarni payvandlash uchun maxsus xususiyatlar- 49 turdagi: E-12Kh13, E-06Kh13N, E-10Kh17T, E-12Kh11NMF, E-12Kh11NVMF va boshqalar. Maxsus xususiyatlarga ega sirt qatlamlarini qoplash uchun - 44 turdagi: E-10G2, E-10G3, E-12G4, E-12G4, -15G5, E-16G2XM, E-30G2XM va boshqalar.
Elektrod markasi

Har bir elektrod turi bir yoki bir nechta markaga mos kelishi mumkin.
Elektrod diametri

Elektrodning diametri (mm) metall rodning diametriga to'g'ri keladi.
Elektrodning maqsadi

588 MPa (60 kgf/mm 2) gacha cho'zilish kuchiga ega uglerodli va past qotishma po'latlarni payvandlash uchun - harf bilan belgilangan U;
588 MPa (60 kgf/mm 2) dan yuqori cho'zilish kuchiga ega qotishma konstruktiv po'latlarni payvandlash uchun - harf bilan belgilangan L;
Issiqlikka chidamli po'latlarni payvandlash uchun - harf bilan belgilangan T;
Maxsus xususiyatlarga ega yuqori qotishma po'latlarni payvandlash uchun - harf bilan ko'rsatilgan IN;
Maxsus xususiyatlarga ega sirt qatlamlarini qoplash uchun - harf bilan belgilangan N.
Qoplama qalinligi koeffitsienti

Elektrod qoplamasining diametri nisbatiga qarab D metall tayoqning diametriga d, elektrodlar quyidagi guruhlarga bo'linadi:
yupqa qoplama bilan (D/d≤1,2) - harf bilan belgilangan M;
o'rtacha qoplama bilan (1.2
qalin qoplamali (1,45
qo'shimcha qalin qoplama bilan (D/d>1,8) - G.
Sarflanadigan qoplamali elektrodning belgilanishi

Xat E- sarflanadigan qoplamali elektrodning xalqaro belgilanishi.
Payvandlangan metall yoki cho'kma metallning xususiyatlarini ko'rsatadigan indekslar guruhi

588 MPa (60 kgf / mm 2) gacha cho'zilish kuchiga ega uglerodli va past qotishma po'latlarni payvandlash uchun ishlatiladigan elektrodlar uchun.
http://elektrod-3g.ru
Birinchi marta payvandlash elektrodi 1902 yilda paydo bo'lgan. O'shandan beri ko'p narsa o'zgardi yangi turlar va brendlar paydo bo'ldi. Payvandlash elektrodi eng keng tarqalgan materialdir. Elektrodning har bir markasi o'ziga xos xususiyatlarga ega . Siz har doim har bir turdagi material uchun maxsus elektrodni tanlashingiz kerakligini yodda tutishingiz kerak.
Uglerodli va past qotishma po'lat uchun mo'ljallangan elektrodlarning eng mashhur markalari: UONI-13/NZh/12x13. Ushbu markaning elektrodlari korroziyaga chidamli po'latlarni payvandlash uchun mo'ljallangan. Ushbu model barcha qoidalarga muvofiq yaratilgan GOST 9466-75. Bunday elektrod bilan payvandlash to'g'ridan-to'g'ri oqimda sodir bo'ladi.
SSSI 13/55. Ushbu payvandlash elektrodi ham past qotishma, ham karbonli po'latni payvandlash uchun ishlatiladi. Muvofiq GOST 9466-75,GOST 9467-75,TU 1272002010558589 . Payvandlash jarayoni teskari polaritning o'zgaruvchan va to'g'ridan-to'g'ri oqimi bilan amalga oshiriladi.
MR-3S .Ushbu markaning payvandlash elektrodi uglerodli va past qotishma po'latdan yasalgan mahsulotlarni payvandlash uchun mo'ljallangan.. Payvandlash to'g'ridan-to'g'ri va o'zgaruvchan tok yordamida amalga oshiriladi.
MR-3T. Ushbu elektrod uglerodli, past qotishma po'latdan tayyorlangan mahsulotlarni payvandlash uchun mo'ljallangan. Payvandlash ham to'g'ridan-to'g'ri, ham o'zgaruvchan tok bilan amalga oshirilishi mumkin. To'g'ridan-to'g'ri oqimning polaritesi teskari. Ammo bunday elektrodlar uchun bitta ogohlantirish bor: uglerod miqdori kamida 0,25% bo'lishi kerak va vaqtinchalik kuchlanish kuchi 490 MPa dan oshmasligi kerak. Bunday elektrodlar GOST 9466-75, GOST 9467-75 ga mos keladi.
OZS-12. Ushbu elektrodlar uglerodli va past qotishma po'lat uchun ham mos keladi. Kuchlanish kuchi 490 MPa. Uglerodli payvandlash elektrodlari : VDK VDP SK. Eng mashhur brendlar mos keladigan volfram iste'mol qilinmaydigan elektrodlar GOST 23949-80: EHF EVL EVI-1 EVI-2 EVT-15 Shuningdek, mis va mis qotishmalarini payvandlash uchun maxsus elektrodlar mavjud: OZB-2M OZB-3 ANTs/OZM2 Komsomolets 100 ANTs/OZM3 Nikel va uning qotishmalari kabi payvandlash materiallari uchun elektrodlar ishlatiladi: OZL-32, B-56U. Agar siz alyuminiy va uning qotishmalari kabi materiallar bilan ishlamoqchi bo'lsangiz, unda siz elektrodlarni tanlashingiz kerak: OZANA-1, OZA-1, OZA-2, OZANA-2.
Payvandlash jarayonida elektrodlar katta rol o'ynaydi. Qoida tariqasida, elektrodlar yordamida payvandlash yanada ishonchli, bardoshli, tezroq va tejamkor bo'ladi.
Hech kimga sir emaski, metallni payvandlashda elektrodlar harakatlanadi. Ushbu harakatlar ko'pincha tebranish deb ataladi. Metallni payvandlash ishlarini bajarish uchun ko'plab texnologik yondashuvlar mavjud. Elektrod Payvandlash jarayonida, qanday usuldan qat'i nazar, harakat haqida xabar beriladi uch xil yo'nalish.
Birinchi harakat translatsiya deb ataladi, bunda harakat elektrodning o'qi bo'ylab sodir bo'ladi. Tezlikka bog'liq erish, tarjima harakati doimiy uzunlikni saqlaydi yoylar, bu elektrod diametri 0,5-1,2 dan oshmasligi kerak. Arkning uzunligi quyidagilarga bog'liq elektrod markalari va payvandlash shartlari. Yoy uzunligi kamayishi bilan tikuvning shakllanishi yomonlashadi va qisqa tutashuv (qisqa tutashuv deb qisqartiriladi) ehtimoli paydo bo'ladi. Yoyning ko'payishi elektrod metallining chayqalishining kuchayishiga va shakli va uning xususiyatlari (mexanik) bo'yicha payvand choki sifatining pasayishiga olib keladi.
Ikkinchi harakat tikuv hosil qilish uchun elektrodning eksa bo'ylab siljishidir. Elektrod diametri, oqim ( doimiy yoki o'zgaruvchilar) va elektrodning erish tezligi elektrodning tezligini aniqlaydi. Elektrodning ko'ndalang siljishi bo'lmasa, tikuv tor (ip) bo'lib, uning kengligi ishlatiladigan elektrodning diametridan taxminan 1,5 baravar ko'p. Ushbu tikuv payvandlashda ishlatiladi yupqa metall plitalar.
Oxirgi harakat tikuvning kengligi va metall eritish chuqurligini sozlash uchun elektrodni bo'ylab siljitishdir. Ushbu tebranish harakatlari yuqori malakali payvandchi va uning mahoratini talab qiladi, shuningdek, payvandlanadigan materialning xususiyatlari, tikuvning holati va o'lchami bilan belgilanadi. Ko'ndalang tebranish harakatlaridan foydalanilganda tikuvning kengligi ishlatiladigan elektrodning diametridan 1,5-5 baravar farq qiladi.
Elektrodning malakali va texnik jihatdan to'g'ri harakatlanishi payvandlash ishlarini bajarishda yuqori sifatli tikuvni olishning asosiy vazifasi va shartidir. Elektrodning tebranish harakatlarini amalga oshirishning ma'lum bir texnikasi, shuningdek uning harakatining ratsionalligi muhimdir. Sifatli tikuv qilishning bir necha umumiy usullari mavjud., payvandchi bo'lgan har qanday vaziyatda qo'llaniladi payvandlash paytida harakatlarni amalga oshiradi. Bular "baliq suyagi" harakatlari (a), burchak (b), "spiral harakati" (c), "hilol harakati" (d). 1-rasm
Vertikal payvand chokini payvandlashda barcha usullarni ko'rsatish eng qulaydir elektrodning tebranish harakatlari Bundan tashqari, bu haddelenmiş mahsulotlarni payvandlashda juda tez-tez ishlatiladigan operatsiya. Bunday holda, biz payvandlashdan oldin qirralarning kesish va sirtlarni tayyorlash bilan bog'liq barcha masalalarni o'tkazib yuboramiz.
Elektrodning yarim oy yoki spiralda tebranish harakatlaridan foydalanib, dastlab elektrod rafni qirralarga yopishtirish uchun ishlatiladi, so'ngra metall bo'shliqlarsiz yoki uzilishlarsiz kichik qismlarga yotqiziladi; Metallni keyingi payvandlash elektrodning yuqoriga ko'tarilishi bilan asta-sekin amalga oshiriladi va tugagan payvandlash tikuvini qoldiradi. Payvandlash paytida tebranish harakatining yana bir sxemasi - burchak, yuqoriga va pastga o'zgaruvchan siljish yordamida elektrodning tebranish harakatlarini ta'minlaydi, metall elektrodning yuqoriga bir tekis harakatlanishi bilan uzilishlarsiz qirralarga yotqiziladi.
Metodologiya" baliq suyagi» xarakterlidir elektrodni yuqoriga, keyin o'ngga siljiting, shundan so'ng ular qisqa traektoriya bo'ylab chapga pastga tushadilar. Qirralar orasidagi payvandlashning har bir alohida bosqichida bir tomchi metall qotib qolishi maqsadga muvofiqdir. Shundan so'ng, tortib olingan elektrod chapga ko'tariladi va yana ko'tarilish nuqtasidan tushiriladi, lekin endi pastga o'ngga. Uzluksiz alohida qismlarga ega bo'lgan bunday asta-sekin harakatlar payvandlash tikuvi qanday amalga oshiriladi.

Uglerodli va past qotishma po'latlarni payvandlash uchun elektrodlar, shuningdek, payvandlash darajasi va texnologik xususiyatlar bilan tavsiflanadi, shu jumladan. barcha fazoviy pozitsiyalarda payvandlash imkoniyati, payvandlash oqimining turi, jarayonning mahsuldorligi, teshiklarni hosil qilish tendentsiyasi va ba'zi hollarda cho'ktirilgan metall tarkibidagi vodorod miqdori va payvandlangan bo'g'inlarning yoriqlar hosil qilish tendentsiyasi. Elektrodning ma'lum bir markasini tanlashda e'tiborga olinishi kerak bo'lgan sanab o'tilgan xususiyatlar asosan qoplama turiga qarab belgilanadi.
Qoplama quyidagilar bo'lishi mumkin:
Rutilov,
Asosiy
tsellyuloza,
Aralashgan.
Kislota bilan qoplangan elektrodlar.
Ushbu turdagi qoplamaning asosi temir, marganets va kremniy oksidlaridir. Kislota bilan qoplangan elektrodlar bilan tayyorlangan payvandlangan metall issiq yoriqlar hosil qilish tendentsiyasini oshiradi. Payvandlangan metall va payvandlangan birikmaning mexanik xususiyatlariga ko'ra, elektrodlar E38 va E42 turlariga tegishli.
Kislota qoplamasi bo'lgan elektrodlar shkala yoki zang bilan qoplangan metallni payvandlashda, shuningdek, kamon cho'zilganida gözeneklerin shakllanishiga moyil emas. Payvandlash to'g'ridan-to'g'ri va o'zgaruvchan tok bilan amalga oshirilishi mumkin.
Rutil qoplamali elektrodlar.
Bunday elektrodlarning qoplamasi rutil konsentratiga (tabiiy titanium dioksid) asoslangan. Rutil bilan qoplangan elektrodlar bilan tayyorlangan payvandlash metalli yumshoq yoki yarim yumshoq po'latga mos keladi. Rutil qoplamali elektrodlar uchun payvandlash metallining yorilishga qarshi chidamliligi kislotali qoplamali elektrodlarga qaraganda yuqori. Payvandlangan metall va payvandlangan birikmaning mexanik xususiyatlariga ko'ra, rutil elektrodlarning aksariyat markalari E42 va E46 tipidagi elektrodlarga tegishli.
Rutil elektrodlar elektrodlarning boshqa turlari bilan solishtirganda bir qator afzalliklarga ega, ya'ni ular o'zgaruvchan tok bilan payvandlashda yoyning barqaror va kuchli yonishini ta'minlaydi, chayqalish natijasida kam metall yo'qotadi, shlak po'stlog'ining oson ajratilishi va ajoyib payvand hosil bo'lishini ta'minlaydi. Elektrodlar kamon uzunligini o'zgartirganda, nam va zanglagan metallni payvandlashda va oksidlangan sirtda teshiklarning paydo bo'lishiga kam sezgir.
Ushbu guruhning elektrodlari, shuningdek, kislotali va rutil qoplamali elektrodlar orasidagi oraliq pozitsiyani egallagan ilmenit qoplamali elektrodlarni ham o'z ichiga oladi. Ushbu elektrodlarni qoplashning asosiy komponenti ilmenit konsentratini (titan va temir dioksidlarining tabiiy birikmasi) o'z ichiga oladi.
Asosiy qoplamali elektrodlar.
Ushbu turdagi qoplamaning asosi karbonatlar va ftoridli birikmalardir. Asosiy qoplamali elektrodlar bilan yotqizilgan metall kimyoviy tarkibida yumshoq po'latga mos keladi. Gazlar, metall bo'lmagan qo'shimchalar va zararli aralashmalarning kamligi tufayli ushbu elektrodlar bilan tayyorlangan payvandlangan metall normal va past haroratlarda yuqori egiluvchanlik va zarba kuchi bilan ajralib turadi, shuningdek, issiq yoriqlar paydo bo'lishiga qarshilik kuchayadi. Payvandlangan metall va payvandlangan bo'g'inlarning mexanik xususiyatlariga ko'ra, asosiy qoplamali elektrodlar E42A, E46A, E50A, E55 va E60 tipidagi elektrodlarga tegishli.
Shu bilan birga, texnologik xususiyatlar bo'yicha asosiy qoplamali elektrodlar boshqa turdagi elektrodlardan kam. Ular payvandlanadigan qismlarning chetlarida shkala, zang va yog 'mavjudligida, shuningdek, qoplama namlanganda va yoy uzaytirilganda teshiklarning paydo bo'lishiga juda sezgir. Payvandlash odatda teskari polaritning to'g'ridan-to'g'ri oqimi bilan amalga oshiriladi. Payvandlashdan oldin elektrodlarni yuqori haroratda (250-420 0 S) kaltsiylash kerak.
Tsellyuloza qoplamali elektrodlar.
Ushbu turdagi qoplamada ko'p miqdorda (50% gacha) organik komponentlar, odatda tsellyuloza mavjud. Tsellyuloza elektrodlari bilan yotqizilgan metall yarim tinch yoki yumshoq po'lat bilan bir xil kimyoviy tarkibga ega. Shu bilan birga, u ko'p miqdorda vodorodni o'z ichiga oladi. Payvandlangan metall va payvandlangan birikmalarning mexanik xususiyatlari bo'yicha tsellyuloza bilan qoplangan elektrodlar E42, E46 va E50 elektrodlariga mos keladi. Tsellyuloza elektrodlari bir tomonlama to'xtatilgan payvandlashda bir xil orqa tikuv bo'lagi hosil bo'lishi va vertikal tikuvlarni yuqoridan pastga tushirish usuli yordamida payvandlash qobiliyati bilan tavsiflanadi.
Yuqorida tavsiflangan, uglerodli va past qotishma po'latlarni payvandlash uchun mo'ljallangan, har qanday turdagi qoplamali barcha elektrodlar GOST 9466-75 va GOST 9467-75 talablariga, shuningdek elektrodlar uchun texnik shartlar talablariga javob berishi kerak.
Texnik spetsifikatsiyalar jarayonni yanada samarali o'tkazish va / yoki maxsus xususiyatlarga ega va yuqori operatsion ishonchliligi bilan payvandlangan bo'g'inlarni olish uchun zarur bo'lgan qo'shimcha talablarni o'z ichiga olishi mumkin.
Va shuning uchun keling, har xil turdagi elektrodlarning markalarini qanday tushunishingiz mumkinligi haqida gapiraylik.
Avvalo, siz uning GOST ga e'tibor berishingiz kerak, bu "Davlat standarti" so'zining qisqartmasi. Misol tariqasida, elektrodlarning markalaridan birini olaylik va uni batafsilroq ko'rib chiqamiz. Keyin men hamma narsani kerakli tarzda yozaman. Bizning eksperimental elektrodimiz xalq orasida "ko'k" deb nomlanadi, lekin aslida u shunday deb ataladi. .
Elektrodlar mos ravishda har xil turdagi payvandlash va metallar uchun ishlab chiqariladi va har xil etiketlanadi. Va shuning uchun biz aniq nima kerakligini aniqlash uchun elektrodlar va brendlarni tanlashimiz mumkin. Birinchidan, bir oz nazariya. Brendlarni bir necha toifalarga bo'lish mumkin. Kesish, sirtni qoplash, rangli metallarni payvandlash va boshqalar uchun. Ammo bu haqda uzoq vaqt gaplashishimiz mumkin. Bundan tashqari, elektrodlar GOST bo'yicha, turi bo'yicha va hokazo bo'linishi mumkin. Xo'sh, hammasi joyida. Va shuning uchun brend bor, keling, uni hal qilaylik.

- Elektrod turi to'q sariq rang bilan belgilangan.
- Sariq rangda bu elektrodning markasi.
- Yashil - elektrodning diametri (agar bir xil markaning bir nechta diametri ishlab chiqarilgan bo'lsa, u boshqa joyda yoziladi).
- Qizil kvadratda biz elektrod qoplamasining maqsadi va qalinligi bor.
- Qora belgi bu indeks ekanligini anglatadi.
- Indeksning o'zi grafit rangida. (indekslar haqida alohida yozishingiz mumkin)
- Ko'k rangda bu qoplamaning bir turi.
- Pushti kvadratda ikki xil qiymat - payvandlash pozitsiyalari va tavsiya etilgan oqim.
Endi yuqorida yozganimizni parchalab olaylik.
Elektrod turi.
- E - elektrod.
- 46 - Vaqtinchalik tortishish kuchi kgf / mm 2, boshqacha qilib aytganda, bu elektrod payvandlashdan keyin qanday yukga bardosh bera oladi, ya'ni kvadrat millimetr uchun 46 kilogramm. kgf - kilogramm kuch. mm2 - kvadrat 1mm -1mm - 1mm. Menimcha, bu erda hamma narsa aniq. Davom etishga ruxsat.
- Markada ishlab chiqaruvchi zavodning qisqa nomi - Losinoostrovskiy elektrod zavodi va MR-3S brendining o'zi mavjud.
Elektrod diametri.
- Agar diametr ko'rsatilmagan bo'lsa, lekin faqat belgi bo'lsa, u muhrda yozilgan. Yana qanday diametrli elektrodlar ishlab chiqarilganligi jadvali ham mavjud.
Qoplamaning maqsadi va qalinligi.
- U - sifatida belgilangan - uglerod va past qotishma po'latni payvandlash uchun elektrod.
- D - bu bizning elektrodimiz qalin qoplamaga ega ekanligini ko'rsatadi. Men quyida barcha belgilarni tasvirlab beraman.
Elektrod indeksi.
- U bizga ushbu elektrodlar bilan payvandlash uchun metallning xususiyatlarini ko'rsatadi. Bularning barchasini GOST 9467-75 bo'yicha ko'rish mumkin. Kuchlanish kuchi, zarba kuchi va boshqa bir qancha parametrlar GOSTga muvofiqdir.
- Ushbu marka elektrodlari ikkita harfga ega RC va bu degani - R qutqarish va C tsellyuloza. Albatta, men qoplama turlari haqida ko'proq yozaman.
- Shunday qilib, birinchi raqam bizga ushbu elektrodlar bilan barcha fazoviy pozitsiyalarda pishirishimiz mumkinligini aytadi. Va pastdan yuqoriga va yuqoridan pastga, shipga, vertikal va hokazo.
Endi batafsilroq ko'rib chiqaylik. Menimcha, tur va brendlar bilan bog'liq muammolar yo'q. Biz bu harflar va raqamlar nimani anglatishini qiziqtiradi.

Qoplama qalinligi bo'yicha elektrodlarni belgilash.
- M - yupqa qoplama
- C - o'rtacha qamrov
- D - qalin qoplama
- G - ayniqsa qalin qoplama bilan.

Payvandlash pozitsiyasining belgilari.
Har xil turdagi elektrodlar o'z belgilariga ega. Belgilanish ma'lum bir turdagi elektrodning asosiy ma'lumotlari va parametrlarini ko'rsatadi. Va ma'lum bir elektrod qanday xususiyatlarga ega ekanligini tushunishni o'rganish uchun biz elektrod belgilarini qanday ochish haqida gaplashamiz.
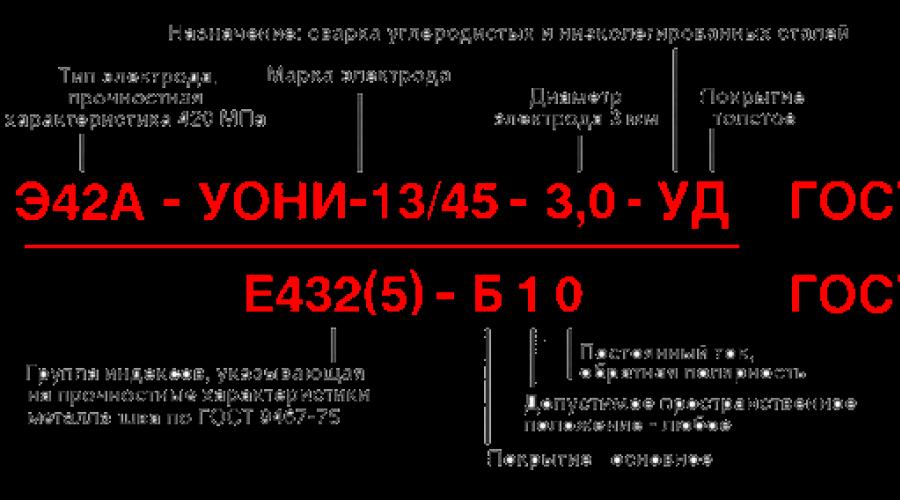
Har qanday payvandlash ishlarini boshlashdan oldin, elektrodning milliy standartga mos kelishiga ishonch hosil qiling. Buni amalga oshirish uchun elektrodlarning o'ramida "GOST - XXX-XX-X" qisqartmasini toping), bu erda "X" o'rniga raqamlar kombinatsiyasi ko'rsatiladi. Keling, ulardan birini misol sifatida ishlatib, elektrod belgilarini ko'rib chiqaylik. Shunday qilib, bizning misolimizda elektrodni ko'rib chiqing E46-LEZMR-3S (shuningdek, "ko'k" elektrod deb ataladi).
Belgilash misolda tasvirlanganidan farq qilishi mumkin, ammo dekodlash printsipi bir xil bo'lib qoladi. Turli xil belgilarning sababi - ma'lum payvandlash sharoitida, turli metallar, materiallar va boshqalar bilan ishlashda elektrodlardan foydalanish.

Shunday qilib, elektrod E46-LEZMR-3S. Har qanday elektrod 12 ta kombinatsiya (shifr) bilan belgilanadi, buning yordamida siz u yoki bu haqda ma'lumot olishingiz mumkin.
"E46"- bu kombinatsiya elektrod turini ko'rsatadi, bu holda uglerodli va past qotishma po'latlarni payvandlash uchun mo'ljallangan, kuchlanish kuchi 46 kgf / kv.m gacha etadi. mm.
"LEZMR"– elektrodning markasini va ishlab chiqaruvchini ko'rsatadi (bu holda, bu Losinoostrovk elektrod zavodi, elektrodning markasi esa MP-3S).
«Ø» - elektrodning diametrini ko'rsatadigan belgi (diametrning o'zi qadoqdagi boshqa joyda ko'rsatilgan).
"UD"- elektrodning maqsadini ko'rsatadigan kombinatsiya.
- "U" – cho‘zilish kuchi 588 MPa yoki 60 kgf/sq.mm ga yetadigan uglerodli va past qotishma po‘latlarni payvandlash imkoniyatini ko‘rsatadi.
- "D"
- qoplama qalinligi koeffitsientini ko'rsatadi, bu holda u 1,45 qalinlikdagi qoplamadir. "E"– elektrodning erish qoplamasini ko'rsatuvchi indeks. "43"- kuchlanish kuchini ko'rsatadigan qiymat (43 qiymati 430 MPa yoki 44 kgf / sq.mm qiymatiga to'g'ri keladi). "1"– nisbiy cho‘zilishni ko‘rsatadi, “1” qiymati 20% ga to‘g‘ri keladi. "(3)"- bu belgi payvandlangan metallning zarba kuchi kamida 32 J / kv.sm bo'lishi kerak bo'lgan minimal haroratni ko'rsatadi, "3" qiymati -20 ° S haroratga to'g'ri keladi. "RC"- qoplama turini ko'rsatadigan qiymat, bu holda "RC" kombinatsiyasi rutil-tsellyuloza qoplamasini bildiradi. "13"- ruxsat etilgan fazoviy pozitsiyalarni, payvandlash oqimini va ochiq elektron kuchlanishini ko'rsatadigan kombinatsiya. Bunday holda, "1" "har qanday fazoviy pozitsiya uchun" qiymatiga to'g'ri keladi va "3" raqami teskari polaritning o'zgaruvchan va to'g'ridan-to'g'ri oqimi bilan payvandlash imkoniyatini, shuningdek, taxminan 50V ochiq elektron kuchlanishini bildiradi. Elektrodlar taxminan shu tarzda belgilanadi. Elektrodlarning belgilarini hal qilish uchun sizga batafsil ma'lumot va elektrodlarda mavjud bo'lgan barcha mumkin bo'lgan belgilar bilan tanishishingizni tavsiya qilamiz. Elektrod turi. Shunday qilib, qo'lda boshq payvandlash yoki sirtni qoplash uchun elektrod belgisi har doim "E" qiymatidan boshlanadi. Uglerodli va past qotishma po'latlarni payvandlash uchun elektrod turini belgilash uchta qiymatdan iborat bo'ladi. "E" harfidan tortib, kuchlanish kuchini ko'rsatadigan raqam va payvandlangan metallning egiluvchanligi va mustahkamligini ko'rsatadigan "A" harfi. Issiqlikka chidamli yoki yuqori qotishma po'latlarni payvandlash uchun, shuningdek, sirt qoplamasi uchun elektrod turi boshqa kimyoviy elementlarning foizini ko'rsatadigan qo'shimcha belgilarga ega bo'lishi mumkin. Elektrod markasi. Bunday holda, elektrodning har bir turi bir yoki bir nechta brendlarga mos kelishi mumkin. Elektrod diametri. Elektrod diametri qiymati ushbu elektrodning metall novda diametriga mos keladi. Elektrodning maqsadi. Bunday holda, quyidagi jadvalga amal qilish kifoya. Qoplama qalinligi koeffitsienti. Bu qiymat elektrod qoplamasining diametri va metall rodning diametri o'rtasidagi munosabatni ko'rsatadi. Bunga qarab, koeffitsientning qiymati quyidagi qiymatlarga mos keladi: Payvandlangan metall yoki payvandlash metallining xususiyatlarini ko'rsatadigan indekslar guruhi. Uglerodli va past qotishma po'latlarni payvandlashda ishlatiladigan elektrodlar uchun (ularning kuchlanish kuchi 588 MPa gacha).


