Texnologik operatsiyalarni loyihalash algoritmlari
Shuningdek o'qing
Sintezni avtomatlashtirish muammolari texnologik jarayonlar ko'p yillar davomida SAPRTP komponentlarini tadqiqotchilar va ishlab chiquvchilarning diqqat markazida bo'lib qolmoqda. Bu juda asosli, chunki dizayn tizimlarini yaratishda rasmiylashtirish eng qiyin jarayon bo'lgan strukturaning sintezi.
Shuni ta'kidlash kerakki, marshrutlash texnologiyalari sintezini avtomatlashtirish metodologiyasini ishlab chiqish nuqtai nazaridan, to'liq ishlaydigan SAPR TP komponentlarini yaratish imkonini beradigan sezilarli natijalar mavjud. Hozirgi vaqtda marshrut sintezi asosan qo'llaniladi umumiy texnologiyalar elementar marshrutlar, ishlab chiqarish ro'yxatlari yoki semantik tarmoqlar asosida qurilgan. Sun'iy neyron tarmoqlardan foydalanish SAPR TPni o'z-o'zini o'rganish tamoyillari asosida umumiy jarayonni yaratishga imkon beradi, bu tizimni aniq ishlab chiqarish sharoitlariga moslashtirish xarajatlarini soddalashtiradi va kamaytiradi.
Operatsion texnologiyalarning sintezini avtomatlashtirish usullarini ishlab chiqishda muvaffaqiyatlar unchalik aniq emas. Ishlash texnologiyasini sintez qilish jarayonida juda ko'p parametrlar, jumladan, aniqlik va o'lchov parametrlari - qism va ish qismining o'lchamlari, texnologik va sozlash o'lchamlari, sirtlarning shakli va joylashuvidagi og'ishlar, ruxsatnomalar va boshqalar kiradi.
Buyum va ishlov beriladigan qismning chizmalarida ham, ekspluatatsion eskizlarda ham o'lcham sxemalarining mumkin bo'lgan variantlari soni shunchalik kattaki, tizimni o'qitishning barcha bosqichlarida hisobga olish juda qiyin.
Bu tizimni ma'lum bir korxonaning ishlab chiqarish muhitining an'analari va imkoniyatlariga moslashtirgan mutaxassisning ishini sezilarli darajada murakkablashtiradi. Shunday qilib, marshrut sintezida ishlatiladigan va cheklangan miqdordagi parametrlar bilan ishlaydigan usullar bu erda unchalik samarali emas va ba'zi hollarda ular oddiygina qo'llanilmaydi.
Ma'lumki, sintez qilingan operatsion texnologiyaning tegishli o'lchovli zanjirlari sifatining mezoni o'lchovli tahlildir. Hozirgi vaqtda o'lchovli tahlil usullari amaliy qo'llash uchun etarli darajada ishlab chiqilgan, ammo ba'zi jihatlar aniqlashtirish yoki ishlab chiqishni talab qiladi.
Texnologiyani o'lchovli tahlil qilish tajribasidan kelib chiqadigan bo'lsak, birinchi urinishda loyiha hujjatining barcha talablariga javob beradigan va o'lchovli tahlilning ijobiy natijalarini ta'minlaydigan texnologik tuzilmani yaratish juda qiyin, deyarli imkonsizdir.
Operatsion texnologiyasini sintez qilish jarayonida faqat operatsion tuzilmaning yagona versiyasini yaratish emas, balki o'lchovli tahlil natijalari asosida strukturani o'zgartirish imkoniyatiga ega bo'lish kerak. Strukturani o'zgartirish (resintezlash) mexanizmi hozirgi kunga qadar amalda ishlab chiqilmagan.
Dastlabki ma'lumotni tayyorlashda texnologik operatsiyani tizimli sintez qilishning yana bir muammosi paydo bo'ladi. Shubhasiz, qismning geometriyasi va uning parametrlari bilan bog'liq ma'lumotlarning ko'p qismini loyihalash tizimidan olish maqsadga muvofiqdir. Bu katta hajmdagi ma'lumotlarni kiritish uchun xos bo'lgan sub'ektiv xatolarni yo'q qiladi va uni talqin qilish qismi va vositalarini tavsiflash uchun texnologik SAPR tizimiga lingvistik yordamni kiritishni talab qilmaydi, bu odatda xarajatlarni murakkablashtiradi va oshiradi. dasturiy ta'minot. Ammo ko'pchilik grafik muharrirlar ikki o'lchovli chizma yaratishda segment, doira, yoy va boshqalar kabi primitivlar bilan ishlaydi, ularni operatsiya va marshrutning strukturaviy elementlari bilan bog'lash deyarli mumkin emas. Hatto uch o'lchovli model bilan ham sezilarli qiyinchiliklar paydo bo'ladi.
Deyarli barcha grafik tizimlar alohida, bog'liq bo'lmagan grafik ob'ektlar (chizmalar, bo'laklar yoki) ko'rinishidagi qism modeli, ish qismi modeli va operatsion eskizlarini ifodalaydi. uch o'lchovli modellar). Shu munosabat bilan, o'lchovli munosabatlarni avtomatik ravishda aniqlashda engib bo'lmaydigan qiyinchiliklar paydo bo'ladi, buning asosida
texnologik jarayon strukturasining sintezi va uning o'lchovli tahlili.
Shunday qilib, qismlarga ishlov berish uchun operatsion texnologiyani sintez qilish metodologiyasini yaratish uchun, hech bo'lmaganda, quyidagi muammolarni hal qilish kerak:
- texnologiya sintezi va o'lchovli tahlil talablariga javob beradigan dizayn ob'ektining modelini ishlab chiqish;
- o‘lchovli tahlil natijalaridan foydalangan holda texnologik jarayonning strukturasini sintez qilish tartiblarini ishlab chiqish;
- texnologik jarayonni o‘lchovli tahlil qilish metodologiyasini aniqlashtirish va to‘ldirish.
RTP2000 texnologik jarayon muharriri texnolog tajribasiga asoslangan yoki analog texnologiyalardan foydalanishga asoslangan an'anaviy vositalardan foydalangan holda operatsion texnologiyani yaratishga imkon beradi. Biroq, bu eng ko'p emas samarali usul, olingan sifati beri dizayn echimlari bu erda asosan loyiha ijrochisining malakasi bilan belgilanadi.
Eng yaxshi natijalar umumiy operatsiyalardan foydalanish usuli bilan olinadi, bu sizga oldindan ishlab chiqilgan axborot ta'minoti asosida avtomatik rejimda operatsion texnologiyalarni sintez qilish imkonini beradi, bu optimalga yaqin bo'lgan dizayn echimlarini olish imkonini beradi.
Avtomatik texnologiya sintezi uchun axborot asosi:
- shakl elementlari kutubxonasi;
- standart texnologik operatsiyalar kutubxonasi.
Masalan, shakl elementlari kutubxonasidan foydalangan holda yaratilgan qismning geometriyasi bu qismning geometriyasi va texnologik o'tishlar o'rtasidagi aniq muvofiqlikni ta'minlashga imkon beradi va operatsion eskizlarni va o'lchovli tahlillarni avtomatik yaratishni ta'minlaydi. Tizim Compass kabi an'anaviy grafik muharrir yordamida chizilgan qism chizmasini shakl elementlari kutubxonasiga asoslangan ichki tasvirga aylantirish imkonini beradi.
Standart texnologik operatsiyalar kutubxonasi (TTO) operatsiyalarni loyihalash an'analarini hisobga olgan holda, ma'lum bir korxona sharoitlariga bog'liq holda ishlab chiqilgan. TTO operatsiyalari umumiy texnologik jarayonlarning bir qismi sifatida yoki alohida ishlatilishi mumkin.
Kutubxona operatsiyasi o'tishlarning tartiblangan to'plamini o'z ichiga oladi, ularning har biri bir yoki qism shakli elementlari majmuasi bilan bog'liq.
TTOni qo'llash jarayonida tizim qismda mos keladigan shakl elementi mavjudligini tekshiradi. Agar u yo'q bo'lsa, o'tish bitta texnologiyaga kiritilmaydi. Aks holda, bir yoki ma'lum miqdordagi o'tishlar hosil bo'ladi (shakl elementlari soniga ko'ra).
Shunday qilib, har bir operatsiya uchun o'tishlar tarkibi avtomatik ravishda umumiy texnologik jarayondan shakllanadi. Keyingi bosqichda texnologik sintez jarayoni asosida amalga oshiriladi evolyutsion yondashuv, bu har bir bosqichda belgilangan aniqlik va qismning boshqa parametrlariga erishish imkoniyatini baholash uchun o'lchovli munosabatlarni tahlil qilish bilan marshrut bosqichlarini ketma-ket qo'llashni o'z ichiga oladi. Evolyutsiya jarayoni kerakli qism parametrlariga erishilganda tugaydi.
Ushbu bosqichda o'lchovli tahlil mexanizmi asosiy rol o'ynaydi. Bir qismning mumkin bo'lgan geometrik shakllarining xilma-xilligi texnologik o'lchamlarni belgilashning barcha sxemalarini oldindan taqdim etishga imkon bermasligi sababli, o'lchovli sxemalar genetik algoritm yordamida yaratiladi. Bu sizga o'lchovli tahlil talablariga javob beradigan har bir operatsiya uchun maqbul operatsion o'lchov sxemalarini tezda topish imkonini beradi.
Yoniq yakuniy bosqich operatsiyalarning operativ eskizlari va ishlov beriladigan buyumning chizmasi avtomatik ravishda yaratiladi.
Dizayn ob'ektlarining tavsifi
1. Strukturaviy model
Qism modeli vazifa talablari asosida ishlab chiqilgan:
- model mashinasozlik qismlariga xos xususiyatlarni qulay va sodda tavsiflash imkonini berishi kerak geometrik shakllar;
- model DXF yoki KSF kabi eng keng tarqalgan grafik ma'lumotlar almashinuvi standartlaridan foydalangan holda tasvirlarni import qilish va eksport qilish uchun qulay bo'lishi kerak;
- model elementlari texnologik jarayonning operatsiyalari va o'tishlari bilan aniq bog'liqlikni ta'minlashi kerak;
- model qismning o'lchamlari, ishlov beriladigan qism va operatsion o'lchovlar o'rtasida aniq aloqani ta'minlashi kerak;
- model o'lchovli munosabatlarni avtomatik ravishda aniqlash, o'lchovli tahlilni amalga oshirish va texnologik jarayonni qayta sintez qilish imkonini berishi kerak.
Model asarda keltirilgan g'oyalarga asoslanadi. Geometriyani tavsiflash qismning tashqi - asosiy konturini tashkil etuvchi shakl elementlari kutubxonasi (EF) va qismning turini hisobga olgan holda EF ustiga qo'yilgan yordamchi elementlar (EA) yordamida amalga oshiriladi.
Qismning turi kinematik yondashuv asosida aniqlanadi va qismning asosiy konturini tashkil etuvchi sirtni olish usuli bilan belgilanadi:
- generatrixni qismning asosiy o'qiga nisbatan aylantirish orqali aylanadigan qism (val, vtulka, disk va boshqalar) hosil bo'ladi;
- chizma qismi (bar, korpus, plastinka va boshqalar) generatrixni koordinata yo'nalishiga nisbatan harakatlantirish orqali hosil bo'ladi.
Geometriyaning tuzilishi qismning turiga qarab belgilanadi (cheklangan hajm tufayli, kelajakda biz faqat aylanish qismlarini ko'rib chiqamiz) va quyidagilarni o'z ichiga oladi:
- ob'ekt (qism, ish qismi, operatsion eskiz);
- vizualizatsiya tekisligi tomonidan har bir ob'ekt uchun belgilangan koordinatali yo'nalish (yo'nalishlar soni o'zboshimchalik bilan, qismni tavsiflash uchun etarli).
Har bir koordinata yo'nalishi tavsifni o'z ichiga oladi:
- asosiy sxema;
- qo'shimcha sxemalar (qo'shimcha sxemalar soni cheklanmagan).
Kontur tavsifining boshlanishi belgisi koordinatalar tizimi (CS) hisoblanadi.
Har bir sxemada struktura bo'limlarga bo'linadi:
- EF bo'limi (SK bilan boshlanadi);
- EV bo'limi;
- muvofiqlashtiruvchi o'lchamlar bo'limi.
Har bir EF texnologik jarayonni sintez qilish uchun zarur bo'lgan parametrlar ro'yxatini o'z ichiga oladi:
- sifat;
- pürüzlülük parametri;
- pürüzlülük parametri qiymati;
- shaklning og'ish parametri turi;
- shakldan og'ish parametrining qiymati;
- sirt pozitsiyasining og'ish parametri turi;
- sirt pozitsiyasining og'ish parametri qiymati;
- issiqlik bilan ishlov berish turi;
- issiqlik bilan ishlov berish qatlami qalinligi;
- qattiqlik shkalasi;
- qattiqlik qiymati;
- qoplama turi;
- qoplama qalinligi;
- kimyoviy turi issiqlik bilan ishlov berish;
- kimyoviy-termik ishlov berish qatlamining qalinligi;
- qo'shimcha ishlov berish turi.
Butun qism (shu jumladan qo'shimcha konturlarning koordinata tizimlari) asosiy konturning koordinata tizimida tasvirlangan.
Bo'lim ichidagi EFlar konturning boshiga (koordinata tizimining kelib chiqishiga) langar koordinatasi qiymati bo'yicha tartiblanadi (tartiblanadi). Saralashda pozitsiya ko'rsatkichi aniqlanadi (chap, o'rta, o'ng). Belgisi EFda qayd etilgan.
EFlar saralanmagan (ular qayd etilgan tartibda joylashtirilgan), lekin ular shakllantirilgan EF bilan bog'langan; ikki tomonlama aloqa. VFni bog'lash uning pozitsiyasining belgisini hisobga olgan holda amalga oshiriladi - SC boshlanishiga nisbatan eng yaqin yoki uzoqroq. Joylashuv belgisi EVni yo'naltirishga imkon beradi. Masofaviy joylashuv EV ni EFning o'ng tomoniga 180 aylanish bilan bog'laydi. Har bir EF uchun maqbul EV ro'yxati o'rnatiladi.
EF va EF o'zlarining asl nomlari - identifikatorlar bilan chaqiriladi, ular identifikator generatori yordamida har bir yangi EFga avtomatik ravishda tayinlanadi. ID butun son sifatida ifodalanadi va o'lchovli tahlilda ishtirok etadigan sirtlarni aniqlash uchun ishlatiladi.
Ba'zi EFlar tizimli. Ular asosiy EFlarni yaratishda tizim tomonidan avtomatik tarzda aniqlanadi. Tizim elementining misoli - qadamning oxiri.
TPni loyihalashning birinchi bosqichi - dastlabki loyihani ishlab chiqish, ikkinchisi - bosqichda ishchi texnologik hujjatlarni ishlab chiqish. prototip(partiya), o'rnatish seriyasi, o'rnatilgan seriyali yoki ommaviy ishlab chiqarish.
Dastlabki dizayn loyiha hujjatlarini ishlab chiqish, ishchi hujjatlarni tayyorlash va ishlab chiqish uchun dastlabki va texnik loyihalar bosqichlarida mahsulot dizaynining ishlab chiqarish qobiliyatini sinash va sinovdan o'tkazish uchun mo'ljallangan.
Ishchi texnologik hujjatlar - mahsulotni ishlab chiqarish va nazorat qilish uchun zarur bo'lgan barcha ma'lumotlarni o'z ichiga olgan texnologik hujjatlar (xaritalar, ko'rsatmalar, bayonotlar) to'plami.
Texnologik jarayonlar quyidagi turlarga bo'linadi:
· Dizayn TP texnologik hujjatlarning dastlabki loyihasiga muvofiq amalga oshiriladi.
· Ishchi TP ishchi texnologik va loyiha hujjatlariga muvofiq amalga oshiriladi.
· Birlik Ishlab chiqarish turidan qat'i nazar, bir xil nomdagi, standart o'lchamdagi va dizayndagi mahsulotlarga tegishli TP.
· Oddiy Umumiy dizayn xususiyatlariga ega bo'lgan mahsulotlar guruhi uchun ko'pgina texnologik operatsiyalar va o'tishlarning mazmuni va ketma-ketligi birligi bilan tavsiflangan TP.
· Standart TP - standart tomonidan o'rnatilgan texnologik jarayon.
· Vaqtinchalik Tegishli asbob-uskunalar yo'qligi yoki avariya tufayli korxonada cheklangan vaqt davomida zamonaviyroq bilan almashtirilgunga qadar foydalanilgan TP.
· Perspektiv Fan va texnikaning zamonaviy yutuqlariga mos keladigan TP, ularni amalga oshirish usullari va vositalari korxonada to'liq yoki qisman o'zlashtirilishi kerak.
· Marshrut
· Ishlayotgan TP o'tish va ishlov berish rejimlarini ko'rsatadigan operatsiyalar mazmuni ko'rsatilgan hujjatlarga muvofiq amalga oshiriladi.
· Yo'nalish va operatsion TP hujjatlarga muvofiq amalga oshiriladi, unda operatsiyalar mazmuni o'tish va ishlov berish rejimlarini ko'rsatmasdan ko'rsatilgan.
· Guruh TP, bir qism uchun emas, balki texnologik xususiyatlarga o'xshash qismlar guruhi uchun ishlab chiqilgan.
Texnologik jarayonlarni loyihalash bo'yicha ishlar majmuasi
Texnologik jarayonlar dizayni ishlab chiqarish uchun sinovdan o'tgan va o'zaro bog'liq bo'lgan ishlar to'plamini o'z ichiga olgan mahsulotlar uchun ishlab chiqilgan, jumladan:
· blankalarni tanlash;
· texnologik asoslarni tanlash;
· standart texnologik jarayonni tanlash;
· texnologik operatsiyalarning ketma-ketligi va mazmunini aniqlash;
· yangi texnologik jihozlarni (shu jumladan nazorat va sinov vositalarini) aniqlash, tanlash va buyurtma qilish;
· qayta ishlash rejimlarining maqsadi va hisobi;
· jarayonni standartlashtirish;
· texnologik jarayonlar elementlarini mexanizatsiyalash va avtomatlashtirish vositalarini va sex ichidagi transport vositalarini tanlash va boshqalar.
Texnologik jarayonlarni ishlab chiqishda texnologik operatsiyalar tasniflagichlari, belgilash tizimlari, standart texnologik jarayonlar, standartlar, kataloglar, ma'lumotnomalar va " Birlashtirilgan tizim texnologik hujjatlar (ESTD)".
Standart texnologik jarayonlarni ishlab chiqishda umumiy konstruktiv va texnologik xususiyatlarga ega bo'lgan mahsulotlar guruhining tipik vakilining o'ziga xos ishlab chiqarish shartlarini hisobga olish kerak.
Mahsulotlar guruhining tipik vakili odatda ishlab chiqarish ushbu guruhga kiritilgan mahsulotlarga xos bo'lgan asosiy va yordamchi operatsiyalarning eng ko'p sonini talab qiladigan mahsulotni o'z ichiga oladi.
Standart texnologik jarayonlarni ishlab chiqish zarurati mahsulot guruhidan foydalanish chastotasi bilan bog'liq iqtisodiy maqsadga muvofiqligi bilan belgilanadi.
Yozish ikki yo'nalishda amalga oshiriladi:
· o'xshash mahsulotlarni ishlab chiqarishning murakkab texnologik jarayonlarini tiplashtirish;
· turli mahsulotlarni individual qayta ishlash operatsiyalarini tiplashtirish va standartlashtirish.
Odatda texnologik jarayonlar operatsion va istiqbolli bo'lishi mumkin.
Standart texnologik jarayonlar va texnologik operatsiyalar uchun standartlar ishchi texnologik jarayonni ishlab chiqish uchun axborot asosidir.
Texnologik hujjatlarning turlari
Ishlab chiqilgan texnologik jarayonlar ko'zda tutilgan quyidagi turdagi texnologik hujjatlar shaklida tuziladi Davlat standarti ESTD.
1. Yo'nalish xaritasi(MK) har xil turdagi va texnologik ketma-ketlikdagi barcha operatsiyalar uchun mahsulotni ishlab chiqarish yoki ta'mirlashning texnologik jarayoni (shu jumladan nazorat va harakat) tavsifini o'z ichiga oladi, bunda asbob-uskunalar, asboblar, materiallar va mehnat standartlari to'g'risidagi ma'lumotlar ko'rsatilgan. belgilangan shakllar. Marshrut xaritasi majburiy hujjatdir. Ushbu xarita muayyan ish turlari uchun ishlab chiqilishi mumkin.
2. Eskiz xaritasi(FE) mahsulotni ishlab chiqarish yoki ta'mirlashda texnologik jarayon, operatsiya yoki o'tishni amalga oshirish uchun zarur bo'lgan eskizlar, diagrammalar va jadvallarni o'z ichiga oladi.
3. Texnologik ko'rsatmalar(TI) mahsulotni ishlab chiqarish yoki ta'mirlash bo'yicha ish usullari yoki texnologik jarayonlarning tavsifini, texnologik uskunalarni ishlatish qoidalarini, alohida operatsiyalar paytida yuzaga keladigan fizik va kimyoviy hodisalarning tavsiflarini o'z ichiga oladi.
4. Tanlash kartasi(QC) yig'ilgan mahsulot to'plamiga kiritilgan qismlar, yig'ish birliklari va materiallar to'g'risidagi ma'lumotlarni o'z ichiga oladi.
5. Kesish varag'i(VR) ishlab chiqarilgan (ta'mirlangan) mahsulotning korxona xizmatlari orqali o'tish yo'li haqidagi ma'lumotlarni o'z ichiga oladi.
6. Uskunalar ro'yxati(VO) ma'lum texnologik jarayon yoki operatsiyani bajarish uchun zarur bo'lgan texnologik uskunalar ro'yxatini o'z ichiga oladi.
7. Materiallar ro'yxati(VM) ish qismlari, material iste'moli darajasi, ishlab chiqarilgan mahsulot va uning tarkibiy qismlarining o'tish yo'li haqidagi ma'lumotlarni o'z ichiga oladi.
8. Standart texnologik jarayon uchun yig'ish birliklari ro'yxati(VTP) yig'ish birliklari ro'yxatini o'z ichiga oladi. Ushbu birliklar mehnat xarajatlari va agar kerak bo'lsa, materiallar, texnologik uskunalar va rejimlar to'g'risidagi tegishli ma'lumotlarni ko'rsatadigan standart texnologik jarayon (operatsiya) bo'yicha ishlab chiqariladi.
9. Jarayon xaritasi(KTP) texnologik asbob-uskunalar, moddiy va mehnat me'yorlari to'g'risidagi ma'lumotlarni ko'rsatgan holda, texnologik ketma-ketlikda bitta ustaxonada bajariladigan barcha operatsiyalar uchun mahsulotni ishlab chiqarish yoki ta'mirlashning texnologik jarayoni (shu jumladan nazorat va harakat) tavsifini o'z ichiga oladi.
Mahsulotlarni ishlab chiqarishning texnologik marshruti bilan boshqa ish turlari bilan bog'liq bo'lgan ayrim turdagi ishlar uchun turli ustaxonalarda bajarilgan barcha turdagi ishlarning turlarini ko'rsatadigan paketli loyiha hujjatini ishlab chiqishga ruxsat beriladi. Bundan tashqari, agar KTP ma'lum bir mahsulotni ishlab chiqarishning butun yo'nalishini qamrab olsa, u MK o'rnini bosadi va ikkinchisi ishlab chiqilmaydi.
10. Oddiy jarayon xaritasi(KTTP) texnologik ketma-ketlikda yig'ish birliklari guruhini ishlab chiqarish va ta'mirlash uchun odatiy texnologik jarayonning tavsifini o'z ichiga oladi, unda operatsiyalar va o'tishlar va texnologik uskunalar va materiallar standartlari bo'yicha tegishli ma'lumotlar ko'rsatilgan.
11. Operatsion karta(OK) texnologik operatsiya tavsifini o'z ichiga oladi, unda o'tishlar, ishlov berish rejimlari va texnologik jihozlar bo'yicha ma'lumotlar mavjud.
12. Standart operatsion karta(OCT) o'tishlarni, texnologik jihozlar to'g'risidagi ma'lumotlarni va kerak bo'lganda texnologik jihozlarni va ishlov berish rejimlarini ko'rsatadigan tipik texnologik operatsiya tavsifini o'z ichiga oladi.
13. Operatsiyalar bayonnomasi(VOP) jihozlar, moslamalar va boshqariladigan parametrlarga qo'yiladigan talablar to'g'risidagi ma'lumotlarni ko'rsatadigan bitta ustaxonada bajarilgan barcha texnologik nazorat operatsiyalari ro'yxati va tavsifini o'z ichiga oladi.
ACPPning asosiy hujjatlari
Asosiy hujjatlar quyidagilardir:
· MK - marshrut xaritasi;
· KTP - texnologik jarayon xaritasi;
· VTP - standart texnologik jarayon uchun yig'ish birliklari ro'yxati.
Asosiy hujjat alohida-alohida yoki unda qayd etilgan boshqa hujjatlar bilan birgalikda mahsulot ishlab chiqarishning texnologik jarayonini to'liq va aniq belgilaydi. ma'lum turlar ishlaydi Umumiy va shakllari maxsus maqsad ESTD o'rnatilgan.
Texnologik jarayon diagrammasini qurish
Ushbu bosqichda dizayn uchun vazifalar, bosqichlar va dastlabki ma'lumotlar shakllantiriladi sxematik diagrammasi texnologik jarayon. Usullarni tasniflash amalga oshiriladi kompyuter yordamida loyihalash TP va tanlov bilan ko'p darajali dizayn jarayonining modeli ishlab chiqilmoqda oqilona qarorlar. Har bir darajadagi loyihalash jarayonining iterativ algoritmi va texnologik jarayonning sxematik diagrammasini shakllantirish algoritmi ko'rib chiqiladi.
Jarayonni loyihalashning maqsadi - berishdir batafsil tavsif zarur texnik-iqtisodiy hisob-kitoblar va qabul qilingan variantni asoslash bilan mahsulot ishlab chiqarish operatsiyalari. Dizayner uchun ushbu asosiy muammo korxonada ishlab chiqilgan TPni amalga oshirishning keyingi vazifasi bilan to'ldiriladi. Texnologik hujjatlarni rasmiylashtirish natijasida muhandislik-texnik xodimlar va bajaruvchi ishchilar ishlab chiqilgan texnologik jarayonni muayyan ishlab chiqarish sharoitida amalga oshirish uchun zarur ma'lumotlar va ko'rsatmalar oladilar.
TP dizayni dizayn uchun texnik shartlarni (TOR) tahlil qilish bilan boshlanadi, u quyidagi elementlarni o'z ichiga oladi: mahsulotning ishchi chizmasi. texnik xususiyatlar yoki yig'ish chizmasi qabul qilish shartlari, chiqarish dasturi va boshqa talablar bilan tugun.
TP tuzilmasining variantlari ishlab chiqariladi va keyin ishlash shartlari nuqtai nazaridan baholanadi (masalan, belgilangan parametrlarni ta'minlash, mahsulot sifati). Har bir tuzilma varianti uchun parametrlarni optimallashtirish ta'minlanadi, chunki baholash optimal yoki unga yaqin bo'lishi kerak optimal qiymatlar parametrlari. Agar texnologik jarayonning tuzilishi, ishlashi yoki o'tishning qaysidir varianti uchun mahsulot sifat ko'rsatkichlariga erishilgan bo'lsa, sintez jarayoni tugallangan deb hisoblanadi.
Loyihalash natijalari loyihaning keyingi bosqichi uchun texnik shartlarni shakllantirish bilan zarur texnologik hujjatlar shaklida rasmiylashtiriladi. Har bir tuzilma varianti uchun TP yoki uning elementlarining modeli tuziladi. Kompyuter yordamida loyihalashda bu model matematik bo'lib, uning asosiy xususiyatlariga nisbatan ob'ektga adekvat bo'lishi kerak. Modelni tahlil qilish ishlash shartlarining bajarilishini (masalan, mahsulot sifati parametrlarini ta'minlashda maksimal mahsuldorlikka erishish) va qaror qabul qilishni tekshiradi. Sinov natijalariga ko'ra parametrik optimallashtirish amalga oshiriladi.
Agar ishlash shartlari bajarilmasa, boshqariladigan parametrlar yana o'zgartiriladi va matematik model ularning yangi qiymatlari bilan tahlil qilinadi. Ishlash shartlariga qayta-qayta javob bermasa, ular strukturaning yangi versiyasini yaratishga yoki texnik xususiyatlarni qayta ko'rib chiqishga o'tadilar.
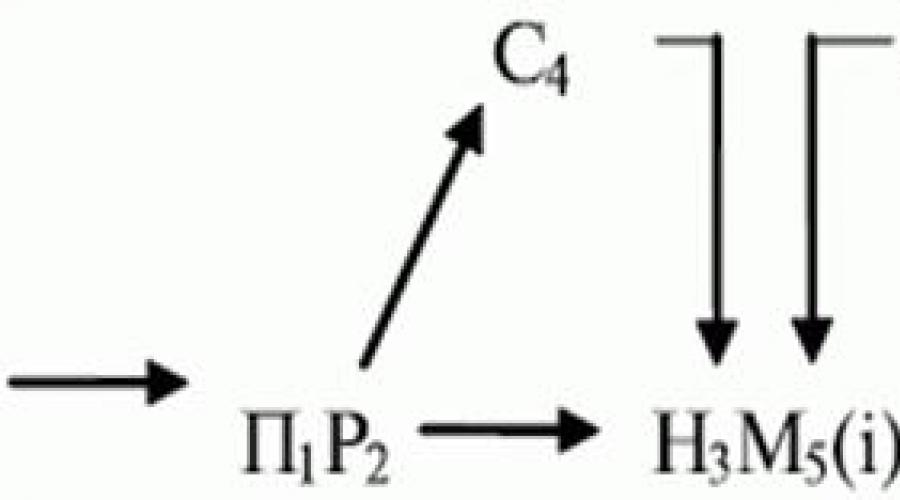
Umuman olganda, jarayon printsipining funktsional tuzilishi ishlab chiqarilgan mahsulotni xarid qilish bosqichidagi dastlabki holatdan C 1 holatiga o'tkazish ketma-ketligi bilan tavsiflanadi, BILAN 2 , n bilan oraliq va yakuniy bosqichlarda. Ushbu transformatsiya darajalarda amalga oshiriladi. Har bir darajadagi dizayn jarayoni ko'p qirrali protseduradir. Bitta dizayn variantiga asoslanib ( k-1)-chi daraja, ko'plab batafsil variantlar shakllanadi k- daraja.
Barcha darajadagi loyihalash natijasida belgilangan texnik cheklovlarga javob beradigan texnologik jarayonning maqbul variantlari daraxti shakllanadi. Daraxtning cho'qqilari dizayn echimlarini sintez qilish operatsiyasiga mos keladi va yoylar bu echimlarning natijaviy versiyalariga mos keladi. Oxirgi darajadagi daraxtning yoylari ma'lum darajadagi tafsilotlarning dizayn variantlarini tavsiflaydi. Ko'p darajali optimallashtirish muammolarini hal qilish uchun i-dizayn darajasi, shuning uchun ular bitta optimal variantni emas, balki optimalga yaqin variantlar guruhini oladilar. Ushbu parametrlar orasida ( i+1)-dizayn darajasi.
Rasmda oxirgi darajadagi eng oqilona echimni tanlash bilan ko'p darajali dizayn jarayonining modeli ko'rsatilgan: T Z- texnik shartlar; C ii- konstruktiv yechimlarni sintez qilish operatsiyalari; Rq(k)- dizayn variantlari
Texnologik jarayonning strukturasini yaratishda biz foydalanamiz turli usullar: tiplashtirish va guruh texnologiyasiga asoslangan dizayn; analog jarayonlarning transformatsiyasi; ko'p darajali iterativ usul; aksiomatik usul va boshqalar.
Standart jarayonni parametrik sozlash orqali aniq texnologik jarayonlarni loyihalash loyihalash operatsiyalarining ikkita guruhini o'z ichiga oladi: texnologik ma'lumotlar bankida talab qilinadigan standart jarayonni izlash va har bir operatsiya parametrlarini hisoblash (vaqt standartlari, moddiy va mehnat me'yorlarini aniqlash). Ushbu usul standart mahsulotlar uchun qo'llaniladi. Analog jarayonni o'zgartirish algoritmlarida operatsiyalar va o'tishlarni tanlash uchun tayyor mantiqiy shartlar mavjud emas. Ushbu shartlar mahsulot va TP analogini tahlil qilish natijasida aniqlanadi. Mahsulotlar va TP analoglari texnologik ma'lumotlar bankida topilgandan so'ng (I, TN) an, dizayn axborot modeliga asoslangan C k Muayyan mahsulotning ishlab chiqarish jarayonining oqilona tuzilishi va parametrlarini aniqlang:
W: ( C k(Men, TN)an),
Qayerda V - jarayonning analogini o'zgartirish operatsiyalari.
O'zgartirish chiqarib tashlash va qo'shish usullari bilan amalga oshiriladi strukturaviy elementlar muayyan mahsulotlar va shunga o'xshash mahsulotlar o'rtasidagi farqlarni aniqlashga asoslangan o'xshash jarayonlarga.
Strukturaviy elementlarni yo'q qilish usuli grafikdan olinganligiga asoslanadi S a(C, A)
, analog jarayonning tuzilishini tavsiflovchi, ba'zi yo'llar yoki yoylar bundan mustasno
{Cq -1,A q,Cq}
, ma'lum bir mahsulot yoki yuqori aniqlikdagi sirtlardan etishmayotgan sirtlarni qayta ishlashda operatsiyalar yoki o'tishlarga mos keladi.
Muayyan jarayonning strukturasi farq grafiklarini qo'llash natijasida hosil bo'ladi
S k ( C 1 ,A 1) = S a(C,A)\ {Cq-1,A q,Cq},
Qayerda C 1 =C\{Cq} - muayyan mahsulotni ishlab chiqarish uchun zarur bo'lgan ko'plab oraliq holatlar; A 1 =A\{Aq) - ma'lum bir mahsulotni ishlab chiqarish uchun zarur bo'lgan ko'plab texnologik operatsiyalar.
Bunday operatsiyani qo'llash natijasida ma'lum bir jarayonning tuzilishi uning analogiga qaraganda oddiyroqdir. Strukturaviy elementlarni yo'q qilish orqali analog jarayonni o'zgartirish analog mahsulot holatlarining ma'lum bir mahsulotning tuzilishi va parametrlari bilan texnologik o'xshashligini o'rnatish orqali amalga oshiriladi. Buning uchun analog texnologik jarayonning funktsional tuzilishi grafigida qayta ishlangan yuzalar guruhlarining yakuniy holatiga mos keladigan osilgan cho'qqilar aniqlanadi. Agar C a ~ C k , keyin operatsiya A muayyan mahsulotni qayta ishlash yo'nalishiga kiritilgan; aks holda, u analog marshrutdan chiqarib tashlanadi.
Strukturaviy elementlarni qo'shish usuli struktura grafigiga analog jarayonni qo'shishga asoslangan S a(S,A) yoylar to'plami {C r -1,A r,Cr} , o'xshash mahsulotlarda mavjud bo'lmagan yoki aniqligi pastroq bo'lgan ma'lum bir mahsulotning sirtlarini qayta ishlash uchun yangi kiritilgan operatsiyalar va o'tishlarga mos keladi. Muayyan jarayonning tuzilishi murakkabroq bo'lib, grafiklarni birlashtirish operatsiyasi natijasida hosil bo'ladi
S k ( C 1 ,A 1) = S a(C,A)U ( Cr-1,A r,Cr} ,
Qayerda C 1 = C U Cr; A 1 =A U A r.
Bir qator hollarda, analog jarayonlarni o'zgartirish u yoki bu usul yordamida amalga oshirilganda, dizayn muammolari paydo bo'ladi
S k ( C 1 ,A 1) = S a(C,A) \ {Cq-1,A q,Cq) U ( Cr-1,A r,Cr}
Analog jarayonni strukturaviy elementlarni (operatsiyalar, o'tishlar) qo'shish orqali o'zgartirish ushbu elementlarning turi va miqdorini va ularning oqilona joylashishini aniqlashni o'z ichiga oladi.
Ko'p darajali parchalanish printsipi
Eng biri umumiy usullar Texnologik loyihalash muammosining dastlabki noaniqligini bartaraf etish ko'p darajali iterativ usuldir. Uning mohiyati loyihalash jarayonlarining mohiyati va tuzilishini belgilovchi tamoyillar va bayonotlar majmui bilan ochib beriladi.
Diskret texnologik jarayonlar va murakkab ob'ektlarni loyihalash bir necha o'zaro bog'langan darajalarga bo'lingan bo'lib, dizayn echimlarining bosqichma-bosqich o'sib borishi bilan tavsiflanadi.
Ko'p darajali parchalanish printsipining asosi quyidagi bayonotlardir:
1. Mahsulotlarni ishlab chiqarish uchun texnologik jarayonlarni loyihalash 4 darajaga bo'linishi mumkin:
· jarayonning sxematik diagrammasi;
· marshrut texnologiyasi;
· ishlash texnologiyasi;
· nazorat dasturlari.
Birinchi daraja abstraktsiyaning eng yuqori darajasi va texnologik jarayonning tuzilishi va funktsiyasining faqat fundamental xususiyatlarini aniqlash bilan tavsiflanadi. Darajadan darajaga, dizayn echimlarining batafsil darajasi oshadi. Oxirgi bosqichda u ko'rsatmalar va jihozlarni boshqarish buyruqlariga keltiriladi.
2 . Ko'p darajali dizayn jarayoni yuqoridan pastgacha rivojlanadi, ya'ni. birinchi darajadagi umumiy fundamental modellarni sintez qilishdan keyingi bosqichlarda kerakli darajadagi detallarning loyihaviy yechimlarigacha. Bundan tashqari, oldingi ( k-1) darajasida dizayn uchun qo'shimcha dastlabki ma'lumotlar sifatida ishlatiladi k- daraja. Shunday qilib, birinchi darajada olingan TP sxemasi haqidagi ma'lumotlar ikkinchi darajadagi marshrutni sintez qilish uchun xizmat qiladi. Uchinchi darajadagi operatsion texnologiyalarni ishlab chiqish texnologik marshrut haqidagi ma'lumotlar asosida amalga oshiriladi va boshqaruv dasturlarini sintez qilish uchun operatsion texnologiya haqidagi ma'lumotlardan foydalaniladi.
3 . Oxirgisidan tashqari barcha darajalarda, dizayn echimlarining tafsilotlari etarli emasligi sababli, variantlarni tanlash mezonlari umumlashtirilgan, evristikdir. Ular sathdan darajaga o'tishda asta-sekin takomillashtiriladi va oxirgi dizayn darajasida kerakli aniqlikka erishadi.
Shunday qilib, birinchi darajada TP sxemasi uchun bitta maqbul variantni tanlash imkonini beruvchi mezonni shakllantirish mumkin emas. Buning sababi shundaki, ishlab chiqilgan jarayon g'oyasi sof fundamental xususiyatga ega va, qoida tariqasida, keyingi darajalarda aniqlashtiriladi.
4 . Dizaynning boshlang'ich va oraliq darajalarida mezonlarning evristik xususiyatidan kelib chiqib, ko'plab sintezlangan variantlardan bir emas, balki bir nechta (ikki yoki uchta) eng oqilona echimlar tanlanadi. Aniq mezonning ekstremal qiymatlariga mos keladigan TPning yakuniy versiyasi faqat oxirgi darajada aniqlanadi.
5 . Har bir darajadagi dizayn iterativ ravishda o'zaro bog'langan quyidagi dizayn operatsiyalari to'plamiga bo'linadi:
Loyihalash jarayonining iterativ algoritmini quyidagicha ifodalash mumkin

Bu erda P - o'xshash echimlarni izlash, H - o'xshash jarayonlarning transformatsiyasi, C - sintez turli xil variantlar texnologiya, M - qayta ishlash jarayonini simulyatsiya modellashtirish, A - simulyatsiya natijalarini tahlil qilish, E - simulyatsiya natijalarini baholash, Q - optimallashtirish, W - eng oqilona variantlarni tanlash.
Loyihalash jarayoni texnologik ma'lumotlar banklari qatorida mahsulot va texnologik analoglarni izlashdan boshlanadi. Agar bunday jarayonlar topilsa, u holda mantiqiy blok R 2 boshqaruv analog jarayonni o'zgartirish operatsiyasiga o'tkaziladi N 3 , topilmasa - sintez operatsiyalari BILAN 4. Ushbu blokda bir qator TP variantlari belgilangan texnik talablar va cheklovlarni qondiradigan markazlashtirilgan tarzda sintezlanadi. Simulyatsiyaning ishlashi, masalan, sirtni qayta ishlash tabiatini, natijada yuzaga keladigan xatolar va texnik va iqtisodiy parametrlarning qiymatlarini taxmin qilish imkonini beradi. "Tahlil" operatsiyasidan foydalanib, ayrim og'ishlarning paydo bo'lish sabablari va individual mahalliy mezonlarning kam baholangan qiymatlari aniqlanadi. Tahlil barcha texnik-iqtisodiy ko'rsatkichlar bo'yicha amalga oshiriladi.
"Baholash" operatsiyasi ko'rsatilganlarning bajarilishi darajasini tekshiradi texnik talablar. Belgilangan mahalliy mezonlar asosida ma'lum bir variantning sifati uchun integral mezon aniqlanadi va uning ma'lum ko'rsatkichlarini olish zarurati belgilanadi. "Optimallashtirish" operatsiyasi mahalliy mezonlar munosabatlarini tavsiflovchi modelga muvofiq dizayn variantini takomillashtirish yo'nalishini tanlaydi. Asl versiyada amalga oshirilgan o'zgartirishlar natijasida yangi takomillashtirilgan versiya paydo bo'ladi. Bu haqdagi ma'lumotlar yana modellashtirish, tahlil qilish, baholash va optimallashtirish bloklariga kiradi. Ushbu operatsiyalarning kombinatsiyasi dizayn jarayonining iterativ tsiklini tashkil qiladi.
Bir necha marta takrorlanganda, asl versiyaning sifati yaxshilanadi. Variant barcha asosiy ko'rsatkichlar bo'yicha belgilangan talablarga javob berganda va uni yanada takomillashtirish integral mezonning sezilarli yaxshilanishiga olib kelmasa, jarayon tugaydi. Blokdan foydalanish R 8, modellashtirish, baholash, tahlil qilish va optimallashtirish operatsiyalari qidiruv va sintez operatsiyalarida olingan barcha variantlar uchun davriy ravishda takrorlanadi. Natijada, "tanlash" operatsiyasi uchun ko'plab mos variantlar tayyorlanadi, ulardan eng oqilonalari tanlanadi.
Yuqoridagi modelda loyihalash operatsiyalari va boshqaruv bloklari majmuasi ikkita loyihalash usulini belgilaydi: analog va sintez ob'ektlarini o'zgartirish.
Usullar dizayn variantlarini yaratish operatsiyalarida farqlanadi. Birinchi usulda bu analog ob'ektlarni izlash va ularni o'zgartirish, ikkinchisida dizayn echimlarining maqsadli sintezi. Takrorlanuvchi siklning qolgan operatsiyalari va variantlarni tanlash har ikkala loyihalash usuli uchun ham umumiydir.
Ishlab chiqish va joriy etish tajribasi shuni ko'rsatadiki, bu usullar SAPR TP da keng qo'llaniladi. Imkoniyatlari bo'yicha ular bir-biriga zid emas, balki bir-birini to'ldiradi.
Matn yozish usullari asosida tuzilgan dasturlar ko'p darajali iterativ usulga nisbatan kamroq hajm (30-40%) va kompyuter vaqtini sarflash bilan tavsiflanadi. Shu munosabat bilan standart mahsulotlar uchun texnologik jarayonlarni tiplashtirish usullari asosida, boshqa mahsulotlar uchun esa - analog jarayonlarni o'zgartirish va ko'p bosqichli iterativ usulda loyihalashni avtomatlashtirish maqsadga muvofiqdir.
Shunday qilib, qurilmani ishlab chiqarishning butun jarayoni bir-biriga bog'langan texnologik operatsiyalar ketma-ketligi sifatida qaraladi. Masalan, epitaksial asosga ega bo'lgan p-n-p tranzistorini ishlab chiqarishda asosiy operatsiyalar diffuziya va oksidlanish, baza va emitent hosil qilish kabidir. Har bir operatsiya kirish va chiqish parametrlari to'plami bilan tavsiflanadi, ular o'z navbatida tanlangan matematik modellar yordamida kompyuter hisob-kitoblari uchun dastlabki ma'lumotlardir.
Shunday qilib, diffuziya va oksidlanish blokida diffuziya jarayoni uchun boshqaruv paneli mavjud bo'lib, uning yordamida plastinkani qayta ishlash jarayonining parametrlari o'rnatiladi, o'choq rejimi, texnologik tsiklning davomiyligi va jarayonning xususiyatlari tanlanadi. agar ular belgilangan qiymatlardan chetga chiqsa, o'rnatiladi. Pechdan chiqish joyida maxsus qurilma plitalarning parametrlarini o'lchaydi, ma'lumotlar o'lchangan parametrlarni ko'rsatilganlar bilan taqqoslaydigan boshqaruv paneliga uzatiladi va diffuziya jarayonining parametrlarini mos ravishda sozlaydi, ularning asosiysi, masalan, oksidning qalinligi. .
texnologik jarayonda issiqlik bilan ishlov berishning o'rni, ular cheklovlarni hisobga olgan holda dastgohlarda optimal ishlov berish operatsiyalarini shakllantirishga kirishadilar.Optimal operatsiyalarni shakllantirish muammosi tabiatan ko'p qirrali bo'lib, echimlar diapazoni ikkita cheklovchi holat bilan cheklanishi mumkin: har bir o'tish bir o'tish operatsiyasiga mos keladi; barcha o'tishlar bitta operatsiyada amalga oshiriladi.
Muammoni hal qilishni boshlashdan oldin, cheklovlarni bajarishda o'tishlarning umumiy to'plami kichik to'plamlarga taqsimlanadi (12.1-jadvalga qarang). Har bir ustun mahsulotning sirt ishlov berish yo'liga mos keladi. Agar o'tish bo'lmasa, massivning kataklari to'ldirilmaydi (0 ga o'rnatiladi).
Jadvaldagi qo'sh chiziqlar umumiy o'tishlar to'plamining kichik to'plamlarga bo'linishini ko'rsatadi. To'plamga kiritilgan va qandaydir qat'iy ketma-ketlikda joylashgan o'tishlarning umumiy to'plami oraliq o'tish raqamlariga mos keladigan (bundan tashqari) raqamlar bilan belgilanadi; - oxirgi o'tishning soni, teng umumiy soni O'tishlar juda ko'p.
Mavjud o'tishlarni operatsiyalar o'rtasida taqsimlash kerak, shunda ma'lum bir variantning maqsad funktsiyasining qiymati (masalan, operatsiyani bajarish qiymati) minimal bo'ladi.
Operatsiya variantlarini shakllantirish operatsiyaga birlashtirishdan boshlanadi maksimal miqdor o'tishlar. Ushbu yondashuv tahlil qilingan variantlar sonini keskin kamaytirish imkonini beradi.
Optimal kombinatsiyani qidirish maydonini toraytirish uchun tanlov mezonidan foydalaning, bu sizga ba'zi variantlarni ko'rib chiqishdan chiqarib tashlash imkonini beradi.
Tanlovning birinchi bosqichida texnologik mumkin bo'lgan variantlar ishlov berish ketma-ketligiga, qayta o'rnatishning minimal soniga va uskunaning texnologik imkoniyatlariga qo'yilgan cheklovlarni hisobga olgan holda.
Dizaynning keyingi bosqichida, ma'lum bir mashina modeli uchun variant yaratilganda, ishlov berishning aniqligi va sirt pürüzlülüğü bo'yicha cheklovlarga rioya qilish uchun tekshiriladi.
Agar variant amalga oshirilsa, maqsad funktsiyasining mos keladigan qiymati hisoblanadi. Hisoblash barcha o'tishlar operatsiyalar o'rtasida taqsimlanmaguncha va maqsad funktsiyasining qiymati topilguncha davom etadi. Ikki bosqich (iteratsiya) uchun hisob-kitob natijalari olinganda, ularni solishtirish va eng yaxshisini tanlash kerak. Agar oxirgi variant oxirgidan yomonroq bo'lsa, u holda hukmronlik qoidasiga asoslanib, hisoblash to'xtatiladi.
| Mahsulotning qayta ishlangan yuzasining raqami | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | … | 1 | … | n | … | … | … | … | … | … |
| 11 | 12 | … | i | … | 1n | 1 | 1 | … | 0 | … | 1 |
| 21 | 22 | … | 2i | … | 2n | … | … | … | … | … | … |
| … | … | … | … | … | … | M | 0 | … | m | … | m |
| K1 | k2 | … | ki | … | kn | P | 0 | … | Pi | … | Pn |
Variant yaxshilangan bo'lsa, hisoblash optimal variant olinmaguncha davom etadi. Keyin eng yomoni o'rniga ular hosil bo'ladi yangi variant. Dominantlik qoidasi operatsiyalarda o'tishlar sonining yanada qisqarishi operatsiyalar sonining ko'payishiga va qayta ishlashning vaqt va texnologik xarajatlarining oshishiga olib keladi. Ta'riflangan metodologiyaga muvofiq qayta ishlash operatsiyalarini shakllantirish variantlari berilgan xarajatlar asosida baholanadi. Shunday qilib, agar ma'lum bo'lsa texnologik marshrut qismni qayta ishlash, uni individual operatsiyalarning tarkibi va mazmuniga, shuningdek, ishlatiladigan asbob-uskunalarning turiga qarab sozlash mumkin.
12.3. Umumiy operatsion texnologiyani loyihalash algoritmi
Keling, umumiy dizayn algoritmini ko'rib chiqaylik operatsion texnologiyasi .
Yechilayotgan muammolarning tabiatiga va optimal loyihalash mezonining tuzilishiga ko'ra, texnologik operatsiyalar sintezi to'rtta komponentga bo'linadi (12.1-rasm). Birinchisida, jarrohlik uchun olingan mahsulotning eng oqilona shakli, ruxsatnomalari, tolerantliklari va operatsiyalararo o'lchamlari aniqlanadi, ya'ni.
Algoritmlarning ikkinchi qismi mahsulot sirtini tozalash tizimining elementlarini tanlash bilan bog'liq (uskunalar, moslamalar, asosiy, yordamchi va o'lchash asboblari) va asbob-uskunalarni instrumental sozlashning fazoviy tartibi.

Guruch. 12.1.
Uchinchi qismning algoritmlari operatsiyaning vaqtinchalik tuzilishini sintezini amalga oshiradi, ya'ni ular o'tishlarning tarkibini aniqlaydi, ularni bajarish tartibini va vaqt ichida ularning kombinatsiyasining xarakterini aniqlaydi.
To'rtinchi qismga operatsiyaning parametrlari va texnik-iqtisodiy xususiyatlarini aniqlash algoritmlari kiradi.
Oddiy operatsiyalar uchun bir qator algoritmlar etishmayotgan bo'lishi mumkin. Masalan, bitta o'tish operatsiyasida o'tishlar ketma-ketligini aniqlash algoritmi o'tkazib yuboriladi va ba'zi operatsiyalarda asboblarni sozlashni yaratish va o'tishlarni pozitsiyalar o'rtasida taqsimlash algoritmlari kerak emas. Bu xususiyatlar aniq operatsiyalarni loyihalash algoritmlarining strukturaviy tarkibini o'rnatishda hisobga olinadi. dan boshqarish algoritmi umumiy sxema har bir aniq holatda erishilgan maqsad va maqsadlarga qarab ma'lum algoritmlar chiqarib tashlanadi yoki qo'shiladi.
Kompyuter yordamida loyihalash natijasi marshrut xaritasi shaklida ishlab chiqilgan individual texnologik jarayon bo'lib, unda operatsiyalar va o'tishlar tartibi, asbob-uskunalar va aksessuarlar, individual texnologik operatsiyalarning rejimlari va bir qator boshqa ma'lumotlar mavjud. elektron uskunalar ishlab chiqarishni tashkil qilish uchun foydalaniladigan ma'lumotlar.
Shunday qilib, biz avtomatlashtirilgan TP dizayn tizimlari uchun uchta darajani ko'rib chiqdik:
- sxematik diagrammani loyihalash;
- texnologik marshrutni loyihalash;
- dizayn operatsion texnologiyasi.
Loyihalash jarayoni darajadan darajaga o'tadi va har bir darajada tajriba to'plash, umumlashtirish va har bir darajada sozlash bilan iterativ bo'ladi (12.2-rasm).
Ushbu natijalar standart, guruh algoritmlari va texnologik analoglarni ishlab chiqish uchun ishlatilishi mumkin.
Oldin ishlab chiqilgan texnologik jarayonlar, standart dizayn echimlari, standart va guruh algoritmlari bo'yicha to'plangan tajribani "umumlashtirish" operatsiyasi orqali shakllantiriladi. Evristik o'z-o'zini tanlash mezonlarining qiymati yaxshilanadi, sintez, tahlil va optimallashtirish algoritmlarining tuzilishi va parametrlari yaxshilanadi. To'plangan tajribani umumlashtirish inson-mashina dizayni rejimida displey ekranlarida analog jarayonlarni operativ ko'rsatish bilan amalga oshiriladi.
O'qitish va o'z-o'zini o'rganish natijasida dizayn echimlarini sintez qilish algoritmlari va oraliq o'z-o'zini tanlashning evristik mezonlari samaraliroq bo'ladi. Ko'p sonli mumkin bo'lgan variantlarni yaratish o'rniga, o'tmishdagi ijobiy tajribani hisobga olgan holda, eng istiqbolli dizayn echimlarining (variantlarning) kamroq soni maqsadli ravishda sintezlanadi. O'z-o'zini o'rganish jarayonida evristik mezonlarning qiymatlarini takomillashtirish orqali, har bir oraliq bosqichda, keyingi loyihalash uchun avvalgidan ko'ra kamroq miqdordagi eng oqilona variantlar tanlanadi, bu esa dastlabki variantni kerakli mukammallik darajasiga ko'taradi.
Loyihalash algoritmlarini ishlab chiqish jarayonida konstruktorlik va texnologik hujjatlarni tahlil qilish asosida RES elementlarini ishlab chiqarish texnologik jarayonlarini avtomatlashtirilgan loyihalash uchun axborot fondi tuziladi; bu fond SAPR faoliyat ko'rsatish jarayonida to'ldiriladi.
Test savollari va mashqlar
- Operatsion texnologiya nimalarni o'z ichiga oladi?
- Operatsiyani qurish uchun nimani bilishingiz kerak?
- Kompyuter tomonidan ishlab chiqilgan marshrut nimani o'z ichiga oladi?
- Operatsiyalar dizayniga qanday omillar ta'sir qiladi?
- Optimal operatsiyani shakllantirish vazifasiga nimalar kiradi?
- Kompyuter yordamida TPni loyihalashda qanday dastlabki ma'lumotlardan foydalaniladi?
- Nima texnologik cheklovlar, korxonada TP ishlab chiqarish uchun maqbul variantlarni belgilash?
- Texnologik operatsiyaning tuzilishini nima belgilaydi?
- Operatsiyadagi o'tishlar soni qanday aniqlanadi?
- Korxonada texnologik jarayonlarni ishlab chiqarishning maqbul variantlarini aniqlaydigan texnologik cheklovlarni ayting.
Yaxshi ishingizni bilimlar bazasiga topshirish juda oson. Quyidagi shakldan foydalaning
Talabalar, aspirantlar, bilimlar bazasidan o‘z o‘qishlarida va ishlarida foydalanayotgan yosh olimlar sizdan juda minnatdor bo‘lishadi.
E'lon qilingan http://www.allbest.ru/
Texnologik operatsiyalarni loyihalash algoritmlari
1. Texnologik operatsiyalarni loyihalash uchun dastlabki ma'lumotlar
2. Optimal operatsiyani shakllantirish
3. Umumiy algoritm operatsion texnologiya dizayni
1 . Texnologik operatsiyalarni loyihalash uchun dastlabki ma'lumotlar
Operatsiyalarni loyihalash ko'p qirrali vazifadir. Operatsiyani qurish uchun ishlov beriladigan qismni qayta ishlash yo'nalishini, uni o'rnatish tartibini, oldingi operatsiyalarda qaysi yuzalar va qanday aniqlik bilan ishlov berilganligini bilish kerak. Kompyuter yordamida tuzilgan marshrutga operatsiyalar mazmuni, jihozlar modeli, qurilma va asbob nomi kiradi.
Operatsiyalar tuzilishiga bir qator omillar ta'sir qiladi:
Mahsulot dizayni (hajmi, vazni, konfiguratsiyasi);
Uni ishlab chiqarishga qo'yiladigan texnik talablar (o'lchovlar uchun tolerantlik va nisbiy pozitsiya elementlar);
Ish qismining turi;
Chiqarish dasturi;
Uskunalar modeli;
Qurilma dizayni.
Texnologik operatsiyalar murakkab tuzilmani ta'minlaydi, uning elementlari texnologik o'tishdir. Texnologik jarayonning bu komponentlari (TP) turli munosabatlar bilan o'zaro bog'langan bo'lib, asosiylari vaqtinchalik, fazoviy, mantiqiy va matematikdir.
O'tishlarni optimallashtirishda ularning soni va bajarilish ketma-ketligi, rejimlari, oraliq o'lchovlar uchun ruxsatnomalar, vaqt standartlari, oraliq (texnologik) tolerantliklar, sozlashlar soni, sozlash va texnologik o'lchovlar aniqlanadi.
Optimal operatsiyani shakllantirish vazifasi o'z ichiga oladi tashkil etish va buzish o'tishlarning umumiy to'plami (to'plam) kichik to'plamlarga issiqlik bilan ishlov berish mavjudligini hisobga olgan holda, ishlov beriladigan qismlarni o'rnatish sonini va bo'sh asboblar harakatini minimallashtirish. Operatsiyalarni shakllantirish bosqichida vaqt me'yorlari hisoblab chiqiladi va asbob-uskunalar, asboblar va asboblarni tanlashga aniqlik kiritiladi.
Axborot bazasi dizayn jarayonini o'z ichiga oladi ma'lumotnoma va normativ ma'lumotlar Va texnik-iqtisodiy ko'rsatkichlar.
Mumkin bo'lgan variantlar to'plami amalga oshirilishi mumkin bo'lgan echimlar mintaqasini tashkil qiladi, bunda barcha o'ziga xos shartlardan eng yaxshisini topish kerak. Ko'rib chiqilayotgan muammo uskunaning varianti va turini tanlashdan oldin bo'lganligi sababli, mumkin bo'lgan echimlar mahsulotning aniqligi, asbob-uskunalar va asbobning xususiyatlarini hisobga olgan holda turli xil ketma-ketlikdagi parametrlarning barcha mumkin bo'lgan kombinatsiyalarini o'z ichiga oladi.
Keling, radioelektron uskunalar (REA) elementlarini ishlab chiqarish misolida TP modelini qurishni ko'rib chiqaylik.
Ma'lumki, elektron komponentlarni ishlab chiqarishning texnologik jarayonlari ko'p hollarda mexanik, termik, mexanotermik va kimyoviy ishlov berishga asoslangan.
Masalan, issiqlik bilan ishlov berish operatsiyalarini avtomatlashtirilgan boshqarish uchun ierarxik tizimlarni ko'rib chiqishda (metalllash, lehimlash, yumshatish) alohida e'tibor shakllantirishga beriladi asosiy elementlarpolitsiya REA dizaynlari. Ushbu asosiy elementlarni turli xil sirtni tozalash operatsiyalari bilan olish mumkin, xususan:
Metall qoliplarga quyish;
Sovuq va issiq shtamplash;
Polimer materiallarni sindirish, quyish va presslash;
Kukunli materiallarni presslash va sinterlash;
Torna, burg'ulash, frezalash, silliqlash va boshqa ishlov berish usullari.
Shu bilan birga, REAning har qanday birlamchi strukturaviy elementini bitta emas, balki bir necha usulda (masalan, quyish, bosim, mexanik ishlov berish) olish mumkinligi ko'rsatilgan. Muayyan ishlab chiqarish sharoitida yuqori mahsuldorlik va samaradorlikni, talab qilinadigan texnologik aniqlikni ta'minlaydigan va texnologik jarayonlarni mexanizatsiyalash va avtomatlashtirish uchun sharoit yaratadigan usulga ustunlik beriladi.
Shakllantirish texnologiyasining yana bir o'ziga xos xususiyati shundaki, REA ning asosiy tarkibiy elementlarini ishlab chiqarish u yoki bu usul yordamida amalga oshirilishi mumkin. tizimli variant texnologiya, turli texnik va iqtisodiy parametrlarga ega uskunalar.
O'tishlar soni p ga, mashinadagi pozitsiyalar soni esa teng bo'lsin. O'tishni amalga oshirish uchun
har qanday holatda ti talab qilinadi va o'tishni yakunlash uchun j-pozitsiya qayerda vaqt talab etadi
Bundan tashqari, --chi o'tishni amalga oshirishdan oldin, o'tishlar bajarilishi kerak (o'sha o'tishlarning indekslaridan tashkil topgan to'plam --chi o'tishdan oldin bajarilishi kerak).
keyin tenglik
th o'tish kamida bitta holatda amalga oshirilishini bildiradi.
th pozitsiyasida amalga oshirilgan o'tishlar soni agar oshmaydi
Bir pozitsiyada bir nechta o'tishlarning kombinatsiyasi bilan barcha o'tishlarni mashina pozitsiyalari o'rtasida taqsimlash, shuningdek, texnologik qoidalar va bunday uskunaning ishlash tajribasini hisobga olgan holda amalga oshiriladi. Shunday qilib, bir nechta cheklovlar guruhlari mavjud. Ulardan birinchisi, o'tishning ma'lum bir tartibiga qo'yiladigan talablar bilan bog'liq.
Cheklovlarning yana bir guruhi bir operatsiyada bir nechta o'tishlarni birlashtirish imkoniyatiga ta'sir qiladi
; (bu erda - butun son). (5)
Asbobning ish va bo'sh urishlarini hisobga olgan holda, har bir pozitsiyada umumiy ishlov berish vaqtiga cheklovlar guruhi berilishi mumkin.
bu erda R - har bir pozitsiyada tartibga solinadigan ishlov berish vaqti. Barcha cheklovlar umumiy shaklda yozilishi mumkin:
bu erda - o'tishni amalga oshirish mumkin bo'lgan pozitsiyalar indekslari to'plami.
Har bir sirtga o'tishning optimal soni va ularni amalga oshirishning maqbul ketma-ketligi oldingi qurilish darajalarida aniqlanadi. Optimal operatsiyani shakllantirishda ma'lum miqdordagi sirtlarning o'tishlarini bitta mashinada birlashtirish kerak. Buning uchun ko'p pozitsiyali mashinaning pozitsiyalari o'rtasida o'tishlarni taqsimlashda cheklovlarga o'xshash cheklovlarni hisobga olgan holda o'tishlarning umumiy to'plamiga buyurtma berish va ularni to'plamlarga bo'lish kerak.
2. Phooptimal ishlashni o'rnatish
Optimal operatsiyani shakllantirish uchun variantlarni ketma-ket tahlil qilish usuli qo'llaniladi. Ketma-ket tahlil qilish sxemasiga ko'ra, taqqoslash natijasida ba'zi variantlarning boshqalardan ustunligi o'rnatiladi. Shundan so'ng, variantlarni filtrlash qoidasi shakllanadi. Uskunaning texnologik imkoniyatlarini bilish, optimal miqdor va o'tishlar ketma-ketligi, shuningdek, texnologik jarayonda issiqlik bilan ishlov berish o'rni, cheklovlarni hisobga olgan holda dastgoh asboblarida optimal ishlov berish operatsiyalarini shakllantirishga kirishadi.
Optimal operatsiyalarni shakllantirish muammosi ko'p qirrali xususiyatga ega va echimlar diapazoni ikkita cheklovchi holat bilan cheklanishi mumkin: har bir o'tish bir o'tish operatsiyasiga mos keladi; barcha o'tishlar bitta operatsiyada amalga oshiriladi.
Muammoni hal qilishni boshlashdan oldin, cheklovlarni bajarishda o'tishlarning umumiy to'plami kichik to'plamlarga taqsimlanadi (1-jadval). Har bir ustun mahsulotning sirt ishlov berish yo'liga mos keladi. Agar o'tish bo'lmasa, massiv katakchalari to'ldirilmaydi (0 ga o'rnatiladi).
Jadvaldagi qo'sh chiziqlar umumiy o'tishlar to'plamining kichik to'plamlarga bo'linishini ko'rsatadi. To'plamga kiritilgan va qandaydir qat'iy ketma-ketlikda joylashgan o'tishlarning umumiy to'plami oraliq o'tish raqamlariga mos keladigan (istisno) raqamlar bilan belgilanadi; - oxirgi o'tishning soni, to'plamdagi o'tishlarning umumiy soniga teng. Mavjud o'tishlarni operatsiyalar o'rtasida shunday taqsimlash kerakki, maqsad funktsiyasining qiymati (masalan, ma'lum bir variantning C_(o)n operatsiyasini bajarish narxi minimal bo'ladi.
Jadval 1. Mahsulotning qayta ishlangan yuzasining raqami
|
Mahsulotning qayta ishlangan yuzasining raqami |
||||||
Operatsiya variantlarini shakllantirish operatsiyaga maksimal o'tish sonini birlashtirishdan boshlanadi. Ushbu yondashuv tahlil qilingan variantlar sonini keskin kamaytirish imkonini beradi.
Optimal kombinatsiyani qidirish maydonini toraytirish uchun ba'zi variantlarni ko'rib chiqishdan chiqarib tashlash imkonini beruvchi tanlov mezoni qo'llaniladi.
Tanlovning birinchi bosqichida ishlov berish ketma-ketligiga qo'yilgan cheklovlar, qayta o'rnatishning minimal soni va uskunaning texnologik imkoniyatlarini hisobga olgan holda texnologik mumkin bo'lgan variantlar aniqlanadi.
Dizaynning keyingi bosqichida, ma'lum bir mashina modeli uchun variant yaratilganda, ishlov berishning aniqligi va sirt pürüzlülüğü bo'yicha cheklovlarga rioya qilish uchun tekshiriladi.
Agar variant amalga oshirilsa, maqsad funktsiyasining mos keladigan qiymati hisoblanadi. Hisoblash barcha o'tishlar operatsiyalar o'rtasida taqsimlanmaguncha va maqsad funktsiyasining qiymati topilguncha davom etadi. Ikki bosqich (iteratsiya) uchun hisob-kitob natijalari olinganda, ularni solishtirish va eng yaxshisini tanlash kerak. Agar oxirgi variant oxirgidan yomonroq bo'lsa, u holda ustunlik qoidasiga asoslanib, hisoblash to'xtatiladi.
Variant yaxshilangan bo'lsa, hisoblash optimal variant olinmaguncha davom etadi. Keyin, eng yomoni o'rniga, yangi variant shakllanadi. Dominantlik qoidasi shundan iboratki, operatsiyadagi o'tishlar sonining yanada qisqarishi operatsiyalar sonining ko'payishiga va qayta ishlashning vaqt va texnologik xarajatlarining oshishiga olib keladi. Ta'riflangan metodologiyaga muvofiq qayta ishlash operatsiyalarini shakllantirish variantlari berilgan xarajatlar asosida baholanadi. Shunday qilib, agar qismni qayta ishlashning texnologik marshruti ma'lum bo'lsa, u holda uni alohida operatsiyalarning tarkibi va mazmuniga, shuningdek ishlatiladigan asbob-uskunalarning turiga qarab sozlash mumkin.
3. Operatsion texnologiyasini loyihalashning umumiy algoritmi
Operatsion texnologiyasini loyihalash algoritmlarining birinchi qismi ishlov berish rejimlari va texnologik jihozlarni tanlashni belgilaydi. Har qanday operatsion texnologiya, shu jumladan elektron komponentlarni ishlab chiqarish quyidagi algoritmga muvofiq qurilgan.
Guruch. 1. Operatsion texnologiyasini loyihalashning umumiy algoritmi
Algoritmlarning ikkinchi qismi mahsulot sirtini tozalash tizimining elementlarini tanlash (uskunalar modellari, armatura, asosiy, yordamchi va o'lchash asboblari) va asbob-uskunalarni o'rnatishning fazoviy tartibi bilan bog'liq.
Uchinchi qismning algoritmlari operatsiyaning vaqtinchalik strukturasini sintezini amalga oshiradi, ya'ni ular o'tishlarning tarkibini aniqlaydi, ularni bajarish tartibini va vaqt bo'yicha kombinatsiyasining xarakterini aniqlaydi.
To'rtinchi qismga operatsiyaning parametrlari va texnik-iqtisodiy xususiyatlarini aniqlash algoritmlari kiradi.
Oddiy operatsiyalar uchun bir qator algoritmlar etishmayotgan bo'lishi mumkin. Masalan, bitta o'tish operatsiyasida o'tishlar ketma-ketligini aniqlash algoritmi o'tkazib yuboriladi va ba'zi operatsiyalarda asboblarni sozlashni yaratish va o'tishlarni pozitsiyalar o'rtasida taqsimlash algoritmlari kerak emas. Bu xususiyatlar aniq operatsiyalarni loyihalash algoritmlarining strukturaviy tarkibini o'rnatishda hisobga olinadi. Boshqarish algoritmi har bir aniq holatda erishilgan maqsad va maqsadlarga qarab, umumiy sxemadan ma'lum algoritmlarni chiqarib tashlaydi yoki qo'shadi.
Kompyuter yordamida loyihalash natijasi marshrut xaritasi shaklida ishlab chiqilgan individual texnologik jarayon bo'lib, unda operatsiyalar va o'tishlar tartibi, asbob-uskunalar va aksessuarlar, individual texnologik operatsiyalarning rejimlari va bir qator boshqa ma'lumotlar mavjud. elektron uskunalar ishlab chiqarishni tashkil qilish uchun foydalaniladigan ma'lumotlar.
Shunday qilib, biz avtomatlashtirilgan TP dizayn tizimlari uchun uchta darajani ko'rib chiqdik:
· sxematik sxemani loyihalash;
· texnologik marshrutni loyihalash;
· dizayn operatsion texnologiyasi.
Loyihalash jarayoni darajadan bosqichga o'tadi va har bir darajada tajriba to'plash, umumlashtirish va har bir darajada sozlash bilan iterativ bo'ladi (2-rasm).
Ushbu natijalar standart, guruh algoritmlari va texnologik analoglarni ishlab chiqish uchun ishlatilishi mumkin.
Oldindan ishlab chiqilgan bir qator texnologik jarayonlar bo'yicha to'plangan tajribani "umumlashtirish" operatsiyasi orqali standart dizayn echimlari, standart va guruh algoritmlari shakllanadi. Evristik o'z-o'zini tanlash mezonlarining qiymati yaxshilanadi, sintez, tahlil va optimallashtirish algoritmlarining tuzilishi va parametrlari yaxshilanadi. To'plangan tajribani umumlashtirish inson-mashina dizayni rejimida o'xshash jarayonlarni displey ekranlarida operativ ko'rsatish bilan amalga oshiriladi.
O'qitish va o'z-o'zini o'rganish natijasida dizayn echimlarini sintez qilish algoritmlari va oraliq o'z-o'zini tanlashning evristik mezonlari samaraliroq bo'ladi. Ko'p sonli mumkin bo'lgan variantlarni yaratish o'rniga, o'tmishdagi ijobiy tajribani hisobga olgan holda, eng istiqbolli dizayn echimlarining (variantlarning) kamroq soni maqsadli ravishda sintezlanadi. O'z-o'zini o'rganish jarayonida evristik mezonlarning qiymatlarini takomillashtirish orqali har bir oraliq bosqichda keyingi dizayn uchun avvalgidan ko'ra kamroq miqdordagi eng oqilona variantlar tanlanadi.
Binobarin, dizayn tajribasidan foydalanishga asoslangan o'z-o'zini o'rganish tsikli dizayn echimlari sifatini oshirishi va kompyuter vaqtini keskin kamaytirishi mumkin.
Maqsadli sintez va har bir darajadagi oraliq tanlov natijasida barcha mumkin bo'lgan variantlar yaratilmaydi, faqat eng istiqbollilari. Ularda tahlil va baholash operatsiyalari orqali aniqlanadigan, keyin esa optimallashtirish algoritmlari bilan bartaraf etiladigan kamchiliklar bo'lishi mumkin. Xuddi shunday holat TP analoglarini loyihalashni avtomatlashtirishda ham kuzatiladi.
Natijada, dizayn jarayonining iterativ modelini tashkil qilish zarurati tug'iladi, uning asosiy xususiyati asl nusxani kerakli mukammallik darajasiga izchil takomillashtirishdir. Loyihalash algoritmlarini ishlab chiqish jarayonida konstruktorlik va texnologik hujjatlarni tahlil qilish asosida elektron quvvat taqsimlash elementlarini ishlab chiqarish texnologik jarayonlarini avtomatlashtirilgan loyihalash uchun ma'lumotlar fondi yaratiladi.
dizayn texnologik operatsiya
Guruch. 2. Har bir darajadagi loyihalash tajribasini saqlash va umumlashtirish bilan avtomatlashtirilgan loyihalash tizimining modeli.
Natijada, dizayn jarayonining iterativ modelini tashkil qilish zarurati tug'iladi, uning asosiy xususiyati asl nusxani kerakli mukammallik darajasiga izchil takomillashtirishdir.
Loyihalash algoritmlarini ishlab chiqish jarayonida konstruktorlik va texnologik hujjatlarni tahlil qilish asosida RES elementlarini ishlab chiqarish texnologik jarayonlarini avtomatlashtirilgan loyihalash uchun axborot fondi tuziladi; bu fond SAPR faoliyati jarayonida to'ldiriladi.
1. U nimani o'z ichiga oladi operatsion texnologiyasi?
2. Operatsiyani qurish uchun nimani bilishingiz kerak?
3. Kompyuterda tuzilgan marshrutga nimalar kiradi?
4. Operatsiyalarni loyihalashga qanday omillar ta'sir qiladi?
5. Optimal operatsiyani shakllantirish vazifasiga nimalar kiradi?
6. Kompyuter yordamida TPni loyihalashda qanday dastlabki ma'lumotlardan foydalaniladi?
7. Nima texnologik cheklovlar, korxonada TP ishlab chiqarish uchun maqbul variantlarni belgilash?
8. Texnologik operatsiyaning tuzilishi nima bilan belgilanadi?
9. Amaliyotdagi o'tishlar soni qanday aniqlanadi?
Ism texnologik cheklovlar, bu korxonada TP ishlab chiqarishning maqbul variantlarini belgilaydi.
Allbest.ru saytida e'lon qilingan
Shunga o'xshash hujjatlar
Optimal dizaynning asosiy tushunchalari. Dizayn masalasini hal qilish bosqichlari radioelektron qurilma Bilan optimal xususiyatlar parametrik optimallashtirish usullaridan foydalanish. Cheklovli masalalarda ko'p mezonli optimallashtirish.
referat, 03/04/2009 qo'shilgan
Elektron uskunalarni loyihalash usullari va bosqichlari. Kompyuterda loyihalash tizimlarida dasturlash tilining roli. Qisqacha tavsif elektron uskunalarni loyihalashni avtomatlashtirish masalalarini hal qilishda foydalaniladigan kompyuterlar.
referat, 25.09.2010 qo'shilgan
Dizayn bosqichlarining xususiyatlari elektron tizimlar. Yuqori darajadagi grafik va matn muharrirlari dizayn jarayonida. Uskuna uchun konfiguratsiya imkoniyatlari. Arxitektura bosqichini loyihalash tartib-qoidalarining ketma-ketligi.
test, 11/11/2010 qo'shilgan
Dizayn uchun P-CAD tizimida kompyuter yordamida loyihalash jarayoni bosilgan elektron plata quvvat kuchaytirgichi. Sxemani taxtaga o'rash. Avtomatik PCB marshrutlash tartibi. Elektr sxemasining matnli tavsifi.
kurs ishi, 2014-01-18 qo'shilgan
Tahlil hozirgi holat qabul qiluvchi radio qurilmalarni loyihalash. Qarorlarni qo'llab-quvvatlash tizimlarining tavsifi, dizayn sohasida bunday tizimlardan foydalanish istiqbollari. Qabul qiluvchining yuqori chastotali yo'lining tarmoqli kengligini hisoblash.
dissertatsiya, 30.12.2015 qo'shilgan
Radioelektron uskunalarni boshqarish tizimlarini loyihalash algoritmlari: asosiy vazifalar, joylashtirish mezonlari. Butun sonli dasturlash texnikasidan foydalangan holda algoritmlarni joylashtirish. Tartibni yaxshilash uchun iterativ algoritmlar.
test, 23/11/2013 qo'shilgan
“Max+Plus II” kompyuterli loyihalash tizimi muhitida ishlash xususiyatlari bilan tanishtirish. Ixtisoslashgan raqamli qurilmalarning rivojlanish bosqichlarini tahlil qilish. Manzillarni o'zgartirgandan keyin sxemaning xususiyatlari. Qo'shimchalarni sozlash usullarini ko'rib chiqish.
test, 01/03/2014 qo'shilgan
ARPA yordamida kuchaytirgichlarni loyihalash, hisoblash va modellashtirish usullarini o'rganish. Ochiq konturli kuchaytirgichning kuchlanish kuchayishini hisoblash. Chiqish, kirish bosqichi va sig'im elementlarini hisoblash. Daromad va teskari aloqa sxemasi.
kurs ishi, 03/05/2011 qo'shilgan
Ma'lumotlar bazalarini qurishning asosiy tamoyillarini o'rganish - ko'rib chiqilayotgan mavzu sohasidagi ob'ektlarning holatini va ularning munosabatlarini aks ettiruvchi ma'lumotlarning nomli to'plami. Ma'lumotlar bazasini boshqarish tizimi. Ularni qurish va loyihalash bosqichlari tushunchalari.
test, 12/14/2010 qo'shilgan
Oddiy sxema RES ni kompyuter yordamida loyihalash jarayoni. RES ni loyihalash jarayonida hal qilingan loyihalash muammolarining tasnifi. SAPR tuzilishi, matematik yordam, lingvistik yordam. Dialog tillari, ularning turlari va turlari.
Tegirmon ishlab chiqarish jarayoni
Asbobdan foydalanishning asosi.
Misol uchun, bir vaqtning o'zida ikkita operatsiyani bajaradigan yivni qayta ishlash uchun uch tegirmon konstruktsiyasini ishlab chiqish kerak: ma'lum bir chuqurlikdagi truba kesish va 45 burchak ostida paxsa kesish.
To'sarning asosiy parametrlari hisobga olinishi kerak:
Tish yo'nalishi
Tishlar dizayni: o'tkir / qo'llab-quvvatlangan
Tish materiallari Tishlarning soni va hajmi (uchun qo'pol frezalash - katta aylanali qadam va kichik miqdordagi katta tishli kesgichlar. uchun tugatish mo'rt materiallarni frezalash va frezalash - kichik aylana pitchli kesgichlar va katta raqam kichik tishlar)
· To'sarlarning dizayni: qattiq, kompozit (lehimli kesish elementlari bilan) va yig'ma (bilan) mexanik mahkamlash o'tkir bo'lmagan almashtiriladigan ko'p qirrali qo'shimchalar)
· Mashinaning shpindeliga o'rnatish usuli: biriktirma (teshik bilan) / uchi (tutqich bilan)
Dizayn. Dizayn muhandislari yuzlab taklif qilishlariga qaramay turli xil turlari va to'sarlarning navlari, ularning barchasi bir qatorga ega umumiy elementlar(rasmga qarang).
Tegirmonlar qurilmasi.
(dumaloq to'sar va tekis kesgich misolida)

Kesish qirralari. To'sarda bir, ikki yoki undan ko'p chiqib ketish qirralari bo'lishi mumkin. Bir qirrali to'sarlar yuqori mahsuldorlik zarur bo'lganda qo'llaniladi, bunda sirt tozaligi ikkinchi darajali ahamiyatga ega. Ko'pgina to'sarlarda ikki yoki undan ortiq kesish qirralari mavjud bo'lib, ular kesish sifati va mahsuldorlik o'rtasidagi muvozanatni ta'minlaydi.
To'sarning chiqib ketish qirralari yuqori tezlikda ishlaydigan po'latdan (HSS sifatida qisqartirilgan) yoki karbiddan (TCT) tayyorlanishi mumkin. Ikkinchisi, qoida tariqasida, biroz qimmatroq.
To'sarni ishlov beriladigan qismning istalgan joyida materialga botirishini ta'minlash uchun to'sarning uchi kesuvchi qirralari bo'lishi kerak (rasmda ko'rsatilgan teshik kesgich kabi).
Shank kesgichlar diametri va uzunligi bilan tavsiflanadi. Shubhasiz, dastani diametri marshrutizator kolletining diametriga mos kelishi kerak. Rossiyada sotiladigan frezalashtirgichlar, qoida tariqasida, 8 va 12 mm diametrli yoki atigi 8 mm (past quvvatli modellar uchun odatiy) bo'lgan kolletlar bilan ta'minlanadi. Ko'rsatilgan o'lchamdagi kolletlar Evropa mamlakatlarida standart hisoblanadi. Amerika bozori uchun mo'ljallangan asboblar ¼" (6,35 mm) va ½" (12,7 mm) dyuymli tirgaklar bilan kesish uchun mo'ljallangan. Biroq, ko'pgina ishlab chiqaruvchilar, ham Evropa, ham Amerika, o'zlarining frezalari uchun dyuymdagi qo'shimcha kolletlarni yoki aksincha, metrik o'lchamlarni taklif qilishadi.
Shank ham konus shaklida bo'lishi mumkin, chunki ular Morse konusni chaqirishadi. Mashinaning shpindelida yoki dumida uning uchun tegishli o'lchamdagi (rozetka) konussimon teshik mavjud. Yuqori markazlashtirish aniqligi va ishonchliligi bilan asboblarni tez o'zgartirish uchun mo'ljallangan.
Yangi to'sar konstruktsiyalarini ishlab chiqishda quyidagi asosiy talablar bajariladi.
Tishlar soni imkon qadar ko'p bo'lishi kerak, chunki daqiqali ozuqa, ya'ni ishlov berish unumdorligi mutanosib ravishda unga bog'liq.
Shu bilan birga, tishlar etarlicha mustahkam bo'lishi kerak va ular orasidagi masofa, chip naylarining shakli va sirt pürüzlülüğü chiplarni ishonchli joylashtirish va olib tashlashni ta'minlashi kerak (ikkinchisi, ayniqsa, chuqur yivlarni ishlov beradigan frezalar uchun muhimdir). Ba'zi hollarda, masalan, uzluksiz uzluksiz chiplar hosil bo'lganda, chiplarni maydalash uchun chekka tegirmonlar tishlarining old yuzasi qadam qo'yiladi.
Uskunani tanlash
Ushbu bo'limning vazifasi har bir texnologik operatsiya uchun ma'lum sifat va miqdordagi qismlarni minimal xarajatlar bilan ishlab chiqarishni ta'minlaydigan uskunalar va qurilmalarni tanlashdir.
Metall kesish dastgohlarining turi va modelini tanlashda biz quyidagi qoidalarga amal qilamiz:
1) Mashinaning unumdorligi, aniqligi, o'lchamlari va quvvati operatsiyaga qo'yiladigan talablarning bajarilishini ta'minlash uchun minimal va etarli bo'lishi kerak.
2) Mashina operatsiyalar sonini, asbob-uskunalar miqdorini kamaytirish, ish qismini qayta tashkil etish sonini kamaytirish orqali mahsuldorlik va aniqlikni oshirish uchun operatsiyalarga o'tishning maksimal kontsentratsiyasini ta'minlashi kerak.
3) Uskunalar xavfsizlik, ergonomik va ekologik talablarga javob berishi kerak.
Agar biron bir operatsiya uchun bir nechta mashina modellari ushbu talablarga javob bersa, yakuniy tanlov uchun biz qiyosiy tahlilni o'tkazamiz. iqtisodiy tahlil. Uskunani quyidagi ketma-ketlikda tanlaymiz:
1) Qayta ishlangan sirt shakli va ishlov berish usuli asosida biz mashinalar guruhini tanlaymiz.
2) Qayta ishlangan sirtning holatiga qarab, mashina turini tanlang.
3) asoslangan umumiy o'lchamlar ishlov beriladigan qism, ishlov berilgan yuzalarning o'lchamlari va ishlov berish aniqligi, biz mashinaning standart o'lchamini (modelini) tanlaymiz. Uskunani tanlash bo'yicha ma'lumotlar 5.1-jadvalga kiritilgan.
5.1-jadval
Tanlov texnologik uskunalar
| Yo'q. | Operatsiya nomi | Uskunaning turi, modeli | Mashina jihozi |
| Xarid qilish | Gorizontal tarmoqli UE-330A arra | GOST 12195-66 bo'yicha prizmatik jag'lar bilan o'z-o'zini markazlashtiruvchi vitse | |
| Burilish | |||
| Payvandlash | Payvandlash mashinasi payvand choki qayta oqim usuli MSMU-150 | Mutaxassis. Supero'tkazuvchilar prizmalar | |
| Yuvish | |||
| Nazorat | - | - | |
| Burilish | Vintli kesish stanogi 1K62 | 3 jag'li shtutser GOST 2675-63 | |
| Burilish | 3 jag'li shtutser GOST 2675-63 | ||
| Burilish | Torna stanogi 1N365BP | 3 jag'li shtutser GOST 2675-63 | |
| Burilish | Vintli kesish stanogi 1K62 | 3 jag'li shtutser GOST 2675-63 | |
| Frezeleme | Vertikal frezalash mashinasi 6T104 | 3 jag'li shtutser GOST 2675-63 | |
| Frezeleme | CNC frezalash mashinasi MANO-700 | Maxsus shlyapa | |
| Nazorat | |||
| Termal | |||
| Silindrsimon plyonka | Haydash moslamasi | ||
| Silindrsimon plyonka | Silindrsimon silliqlash mashinasi 3131 | Haydash moslamasi | |
| Silliqlash | Mutaxassis. CNC silliqlash mashinasi 55C CNC6 | Maxsus shlyapa | |
| Nazorat | |||
| Belgilash |
Karter quvurini yangi kesgich bilan frezalash misoli
Qayta ishlash vaqti
Qayta ishlash vaqtini aniqlash uchun kesish shartlarini aniqlash kerak. Biz kesish rejimlarini krank karter trubasini ikki turdagi asboblar bilan qayta ishlashning asosiy versiyasi bilan bir xil qilib tayinlaymiz, xususan:
To'sarni kesishda oziqlantirish:
Sv= 100 mm/min
Quvur trubasini uzunlamasına frezalash uchun besleme tezligi:
Sp = 200 mm/min
To'sarga yaqinlashganda/orqaga tortilganda tezlashtirilgan oziqlantirish:
Su= 5000 mm/min
Keyin formuladan foydalanib, mashinani qayta ishlash vaqtini topamiz:
TM = Lv / Sv + Lp / Sv + Lu / Su, bu erda:
Lv - to'sarni kesishda urish uzunligi, 10 mm
Lp - ko'ndalang harakat paytida to'sarning uzunligi, 205 mm (chizma bo'yicha)
Lu - ishlov beriladigan qismga yaqinlashish va olib tashlash paytida to'sarning tezlashtirilgan harakatlaridagi zarba uzunligi, 400 mm.
Mashina vaqti quyidagilarga teng:
TM= 10/100 + 205/200 + 400/5000 = 1,185 min
Ushbu operatsiya uchun birlik vaqtini formuladan foydalanib topamiz:
Tsht=Tv+Tm
Televizor - yordamchi vaqt, keling, uni asosiy versiyadagi kabi olaylik (amaliyot natijalari asosida),
TV=0,57 min
Shunday qilib, operatsiya uchun birlik vaqti:
Tsht=0,57+1,185=1,755 min
Bitta operatsiyada bir vaqtning o'zida 2 ta ish qismi qayta ishlanganligi sababli, 1 ta ish qismi bo'yicha parcha vaqti quyidagicha bo'ladi:
Tsht1 = Tsht/2
Tsht1 = 1,755/2 = 0,878 min
Texnologik jarayonni ishlab chiqish ketma-ketligi (loyihalash algoritmi).
1. Texnik xususiyatlarni o'rganish va turini tanlash va tashkiliy shakl ishlab chiqarish jarayoni.
2. Pirovardida har bir sirt uchun asbob sifatini shakllantiradigan tugatish ishlov berish usullarini tanlash.
3. Berilgan yoki tanlangan ishlab chiqarish sharoitida asboblarni iqtisodiy ishlab chiqarishni eng to'liq qondiradigan ish qismini tanlash.
4. Ishlov beriladigan buyumning shakli, hajmi va sifatini tayyor asbob bilan solishtirish va ishlov berishning oraliq turlari xarakterini aniqlash: tokarlik, frezalash, burg'ulash va boshqalar.
5. Texnologik marshrutni ishlab chiqish, ya'ni. o'tishlar bo'yicha barcha turdagi ishlov berish ketma-ketligi.
6. Texnologik asoslarni tanlash. Ularga qo'yiladigan talablar umumiy mashinasozlikda bo'lgani kabi: dizayn, texnologik va o'lchov asoslarining birligiga intilish, shuningdek, ularning doimiyligi, ya'ni. turli texnologik operatsiyalarni bajarishda o'zgarmaslikka. Asosiy texnologik asoslarning kerakli aniqligi bilan ishlov berish uchun ishlov berish uchun to'g'ri yo'naltirilishiga imkon beruvchi birlamchi qo'pol ishlov berish asoslarini tanlash.
7. Texnologik uskunalar va aksessuarlar tanlash.
8. Marshrut texnologiyasini ishlab chiqish.
9. Seriyali va ommaviy ishlab chiqarish sharoitlari uchun operatsion texnologiyani ishlab chiqish:
§ a) operatsion imtiyozlar va tolerantliklarni hisoblash;
§ b) ishlov beriladigan buyumning o'lchami va shaklini aniqlash;
§ c) texnologik operatsiyalarni standartlashtirish.
10. Bir necha texnologik jarayon variantlarining iqtisodiy samaradorligini solishtirish va optimalini tanlash.
11. Tanlangan texnologiya variantini yakuniy qayta ko'rib chiqish. Mexanik, termik, kimyoviy-termik ishlov berish, payvandlash, lehimlash va boshqalar uchun batafsil operativ kartalarni, shuningdek, texnik nazorat kartalarini ishlab chiqish.