Do-it-yourself air plasma cutting – gumaganang teknolohiya. Pagtitipon ng isang homemade plasma cutter Inverter plasma cutter kung paano magwelding ng metal
Basahin din
Pabrika ng plasma cutting machine. Ang aming gawain: gumawa ng isang analogue gamit ang iyong sariling mga kamay
Ang paggawa ng isang gumaganang pamutol ng plasma gamit ang iyong sariling mga kamay mula sa isang serial welding inverter ay hindi kasing mahirap na tila sa unang tingin. Upang malutas ang problemang ito, kinakailangan upang ihanda ang lahat ng mga elemento ng istruktura ng naturang aparato:
- plasma cutter (tinatawag ding plasma torch);
- isang welding inverter o transpormer na magsisilbing pinagmumulan ng electric current;
- isang compressor, sa tulong kung saan ang isang jet ng hangin ay malilikha, na kinakailangan para sa pagbuo at paglamig ng daloy ng plasma;
- mga cable at hoses para sa pagsasama-sama ng lahat ng elemento ng istruktura ng aparato sa isang sistema.

Ang mga plasma cutter, kabilang ang mga gawang bahay, ay matagumpay na ginagamit upang magsagawa ng iba't ibang mga trabaho kapwa sa produksyon at sa bahay. Ang ganitong aparato ay kailangang-kailangan sa mga sitwasyon kung saan kinakailangan upang magsagawa ng tumpak, manipis at mataas na kalidad na hiwa ng mga workpiece ng metal. Ang ilang mga modelo ng mga pamutol ng plasma, dahil sa kanilang pag-andar, ay nagpapahintulot sa kanila na magamit bilang isang welding machine. Ang welding na ito ay ginagawa sa isang argon shielding gas environment.

Kapag pumipili ng pinagmumulan ng kuryente upang makumpleto ang isang homemade plasma torch, mahalagang bigyang-pansin ang kasalukuyang lakas na maaaring mabuo ng naturang pinagmulan. Kadalasan, ang isang inverter ay pinili para dito, na nagbibigay ng mataas na katatagan sa proseso ng pagputol ng plasma at nagbibigay-daan para sa mas matipid na pagkonsumo ng enerhiya. Naiiba mula sa isang welding transpormer sa mga compact na sukat nito at magaan ang timbang, ang inverter ay mas maginhawang gamitin. Ang tanging kawalan ng paggamit ng mga inverter plasma cutter ay ang kahirapan sa pagputol ng masyadong makapal na mga workpiece sa kanilang tulong.

Kapag nagtitipon ng isang gawang bahay na aparato para sa pagsasagawa ng pagputol ng plasma, maaari mong gamitin ang mga yari na diagram na madaling mahanap sa Internet. Bilang karagdagan, mayroong isang video sa Internet kung paano gumawa ng plasma cutter gamit ang iyong sariling mga kamay. Kapag gumagamit ng isang handa na diagram kapag nag-assemble ng naturang aparato, napakahalaga na mahigpit na sumunod dito, at bigyang-pansin din ang pagsusulatan ng mga elemento ng istruktura sa bawat isa.
Mga scheme ng plasma cutter gamit ang halimbawa ng APR-91 device
Kapag isinasaalang-alang ang electrical circuit diagram, gagamitin namin ang APR-91 bilang isang donor.
Power section diagram (i-click para palakihin)
Plasma cutter control circuit (i-click para palakihin)
Oscillator circuit (i-click para palakihin)
Mga elemento ng isang homemade plasma cutting machine
Ang unang bagay na kailangan mong hanapin upang makagawa ng isang lutong bahay na pamutol ng plasma ay isang pinagmumulan ng kapangyarihan kung saan ang isang electric current na may mga kinakailangang katangian ay bubuo. Kadalasan ginagamit ang mga ito sa kapasidad na ito, na ipinaliwanag ng isang bilang ng kanilang mga pakinabang. Dahil sa mga teknikal na katangian nito, ang naturang kagamitan ay nagbibigay ng mataas na katatagan ng nabuong boltahe, na may positibong epekto sa kalidad ng pagputol. Ang pagtatrabaho sa mga inverter ay mas maginhawa, na ipinaliwanag hindi lamang sa pamamagitan ng kanilang mga compact na sukat at mababang timbang, kundi pati na rin sa kadalian ng pag-setup at pagpapatakbo.

Dahil sa kanilang compactness at magaan na timbang, ang mga plasma cutter batay sa mga inverters ay maaaring gamitin upang magsagawa ng trabaho kahit na sa mga pinaka-hindi naa-access na mga lugar, na imposible para sa napakalaki at mabibigat na mga transformer ng welding. Ang isang malaking bentahe ng mga inverter power supply ay ang mga ito ay may mataas na kahusayan. Ginagawa nitong napakahusay sa enerhiya na mga device.
Sa ilang mga kaso, ang isang welding transpormer ay maaaring magsilbi bilang isang mapagkukunan ng kapangyarihan para sa isang pamutol ng plasma, ngunit ang paggamit nito ay puno ng makabuluhang pagkonsumo ng enerhiya. Dapat din itong isaalang-alang na ang anumang welding transpormer ay nailalarawan sa pamamagitan ng malalaking sukat at makabuluhang timbang.
Ang pangunahing elemento ng apparatus na idinisenyo para sa pagputol ng metal gamit ang isang plasma jet ay isang plasma cutter. Ito ang elemento ng kagamitan na nagsisiguro sa kalidad ng pagputol, pati na rin ang kahusayan ng pagpapatupad nito.

Upang bumuo ng isang daloy ng hangin na mako-convert sa isang mataas na temperatura na plasma jet, isang espesyal na compressor ang ginagamit sa disenyo ng plasma cutter. Ang electric current mula sa inverter at air flow mula sa compressor ay ibinibigay sa plasma cutter gamit ang cable at hose package.
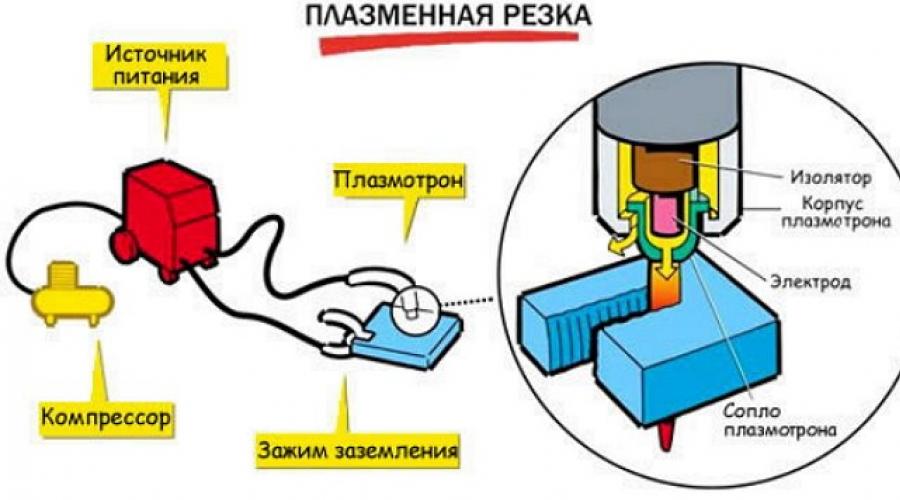
Ang pangunahing elemento ng pagtatrabaho ng pamutol ng plasma ay ang plasma torch, ang disenyo nito ay binubuo ng mga sumusunod na elemento:
- mga nozzle;
- ang channel kung saan ibinibigay ang air stream;
- elektrod;
- isang insulator na sabay-sabay na gumaganap ng isang pagpapalamig function.
Ang unang bagay na kailangang gawin bago gumawa ng plasma torch ay ang piliin ang naaangkop na elektrod para dito. Ang pinakakaraniwang materyales na ginagamit sa paggawa ng plasma cutting electrodes ay beryllium, thorium, zirconium at hafnium. Kapag pinainit, ang mga refractory oxide na pelikula ay nabuo sa ibabaw ng mga materyales na ito, na pumipigil sa aktibong pagkasira ng mga electrodes.

Ang ilan sa mga materyales sa itaas, kapag pinainit, ay maaaring maglabas ng mga compound na mapanganib sa kalusugan ng tao, na dapat isaalang-alang kapag pumipili ng uri ng elektrod. Kaya, kapag ang beryllium ay ginagamit, ang mga radioactive oxide ay nabuo, at ang mga singaw ng thorium, kapag pinagsama sa oxygen, ay bumubuo ng mga mapanganib na nakakalason na sangkap. Ang ganap na ligtas na materyal na kung saan ang mga electrodes para sa plasmatrons ay ginawa ay hafnium.
Ang nozzle ay responsable para sa pagbuo ng plasma jet, salamat sa kung saan ang pagputol ay ginanap. Ang paggawa nito ay dapat bigyan ng seryosong pansin, dahil ang kalidad ng daloy ng trabaho ay nakasalalay sa mga katangian ng elementong ito.

Ang pinakamainam ay isang nozzle na may diameter na 30 mm. Ang katumpakan at kalidad ng hiwa ay depende sa haba ng elementong ito. Gayunpaman, hindi mo rin dapat gawing masyadong mahaba ang nozzle, dahil masyadong mabilis itong nag-aambag sa pagkasira nito.
Tulad ng nabanggit sa itaas, ang disenyo ng isang pamutol ng plasma ay kinakailangang kasama ang isang compressor na bumubuo at nagbibigay ng daloy ng hangin sa nozzle. Ang huli ay kinakailangan hindi lamang para sa pagbuo ng isang jet ng mataas na temperatura ng plasma, kundi pati na rin para sa paglamig ng mga elemento ng apparatus. Ang paggamit ng naka-compress na hangin bilang isang gumagana at paglamig na daluyan, pati na rin ang isang inverter na bumubuo ng isang operating kasalukuyang ng 200 A, ay nagbibigay-daan sa iyo upang epektibong i-cut ang mga bahagi ng metal na ang kapal ay hindi hihigit sa 50 mm.

Upang maihanda ang plasma cutting machine para sa operasyon, kinakailangan upang ikonekta ang plasma torch na may isang inverter at isang air compressor. Upang malutas ang problemang ito, ginagamit ang isang pakete ng cable-hose, na ginagamit bilang mga sumusunod.
- Ang cable kung saan ibibigay ang electric current ay nagkokonekta sa inverter at plasma cutter electrode.
- Ang isang hose para sa pagbibigay ng compressed air ay nagkokonekta sa compressor outlet at plasmatron, kung saan ang isang plasma jet ay mabubuo mula sa papasok na daloy ng hangin.
Mga tampok ng pamutol ng plasma
Upang makagawa ng isang pamutol ng plasma gamit ang isang inverter para sa paggawa nito, kailangan mong maunawaan kung paano gumagana ang naturang aparato.
Matapos i-on ang inverter, ang electric current mula dito ay nagsisimulang dumaloy sa elektrod, na humahantong sa pag-aapoy ng isang electric arc. Ang temperatura ng pagsunog ng arko sa pagitan ng gumaganang elektrod at ang dulo ng metal ng nozzle ay humigit-kumulang 6000-8000 degrees. Matapos mag-apoy ang arko, ang naka-compress na hangin ay ibinibigay sa silid ng nozzle, na mahigpit na dumadaan sa isang de-koryenteng paglabas. Ang electric arc ay nagpapainit at nag-ionize ng daloy ng hangin na dumadaan dito. Bilang resulta, ang dami nito ay tumataas nang daan-daang beses, at nagiging may kakayahang magsagawa ng electric current.
Gamit ang isang plasma cutter nozzle, ang isang plasma jet ay nabuo mula sa isang conductive air flow, ang temperatura kung saan aktibong tumataas at maaaring umabot sa 25-30 thousand degrees. Ang bilis ng daloy ng plasma, dahil sa kung saan ang mga bahagi ng metal ay pinutol, sa labasan mula sa nozzle ay mga 2-3 metro bawat segundo. Sa sandaling ang plasma jet ay nakikipag-ugnay sa ibabaw ng bahagi ng metal, ang isang electric current mula sa elektrod ay nagsisimulang dumaloy dito, at ang paunang arko ay lumabas. Ang bagong arko na nasusunog sa pagitan ng elektrod at ng workpiece ay tinatawag na cutting.
Ang isang katangian ng pagputol ng plasma ay ang metal na pinoproseso ay natutunaw lamang sa lugar kung saan ito nakalantad sa daloy ng plasma. Iyon ang dahilan kung bakit napakahalaga na tiyakin na ang lugar ng pagkakalantad ng plasma ay mahigpit na nasa gitna ng gumaganang elektrod. Kung pinabayaan mo ang pangangailangang ito, maaari mong makatagpo ang katotohanan na ang daloy ng air-plasma ay maaabala, na nangangahulugan na ang kalidad ng hiwa ay lumala. Upang matugunan ang mahahalagang pangangailangang ito, ginagamit ang isang espesyal na (tangential) na prinsipyo ng supply ng hangin sa nozzle.
Kinakailangan din upang matiyak na ang dalawang daloy ng plasma ay hindi nabuo nang sabay-sabay sa halip na isa. Ang paglitaw ng ganitong sitwasyon, na sanhi ng hindi pagsunod sa mga mode at panuntunan ng proseso ng teknolohikal, ay maaaring makapukaw ng pagkabigo ng inverter.
Ang isang mahalagang parameter para sa pagputol ng plasma ay ang bilis ng daloy ng hangin, na hindi dapat masyadong mataas. Ang mahusay na kalidad ng pagputol at bilis ng pagpapatupad ay sinisiguro ng bilis ng air jet na 800 m/sec. Sa kasong ito, ang kasalukuyang ibinibigay mula sa inverter apparatus ay hindi dapat lumampas sa 250 A. Kapag nagsasagawa ng trabaho sa naturang mga mode, dapat isaalang-alang ng isa ang katotohanan na sa kasong ito ang daloy ng hangin na ginamit upang bumuo ng daloy ng plasma ay tataas.
Hindi mahirap gumawa ng plasma cutter sa iyong sarili kung pinag-aaralan mo ang kinakailangang teoretikal na materyal, manood ng isang video ng pagsasanay at piliin ang lahat ng mga kinakailangang elemento nang tama. Kung mayroon kang ganoong aparato sa iyong home workshop, na binuo batay sa isang serial inverter, maaari kang magsagawa ng mataas na kalidad hindi lamang pagputol, kundi pati na rin ang plasma welding gamit ang iyong sariling mga kamay.
Kung wala kang inverter sa iyong pagtatapon, maaari kang mag-assemble ng plasma cutter gamit ang welding transformer, ngunit pagkatapos ay kailangan mong tiisin ang malalaking sukat nito. Bilang karagdagan, ang isang pamutol ng plasma na ginawa batay sa isang transpormer ay hindi magkakaroon ng napakahusay na kadaliang kumilos, dahil mahirap ilipat ito mula sa isang lugar patungo sa isang lugar.
Ang mga manggagawa sa bahay na kasangkot sa pagproseso ng metal ay nahaharap sa pangangailangan na putulin ang mga blangko ng metal. Magagawa ito gamit ang isang angle grinder (gilingan), oxygen cutter o plasma cutter.
- Bulgarian. Ang kalidad ng hiwa ay napakataas. Gayunpaman, imposibleng magsagawa ng figured cutting, lalo na kung ito ay may kinalaman sa mga panloob na butas na may mga hubog na gilid. Bilang karagdagan, may mga paghihigpit sa kapal ng metal. Imposibleng i-cut ang manipis na mga sheet na may gilingan. Ang pangunahing bentahe ay affordability;
- Putol ng oxygen. Maaaring maghiwa ng isang butas ng anumang pagsasaayos. Ngunit ang pagkamit ng pantay na pagbawas ay imposible sa prinsipyo. Ang mga gilid ay napunit, na may mga patak ng tinunaw na metal. Ang mga kapal na higit sa 5 mm ay mahirap putulin. Ang aparato ay hindi masyadong mahal, ngunit nangangailangan ito ng malaking supply ng oxygen upang gumana;
- pamutol ng plasma. Ang aparatong ito ay hindi matatawag na abot-kayang, ngunit ang mataas na gastos ay nabibigyang katwiran ng kalidad ng hiwa. Pagkatapos ng pagputol, ang workpiece ay halos hindi nangangailangan ng karagdagang pagproseso.
Isinasaalang-alang ang presyo na humahadlang para sa karamihan ng mga manggagawa sa bahay, maraming mga manggagawa sa "Kulibina" ang gumagawa ng isang pamutol ng plasma.
Mayroong ilang mga paraan - maaari kang lumikha ng isang istraktura nang ganap mula sa simula, o gumamit ng mga yari na device. Halimbawa, mula sa isang welding machine, medyo na-moderno para sa mga bagong gawain.
Ang paggawa ng plasma cutter gamit ang iyong sariling mga kamay ay isang tunay na gawain, ngunit kailangan mo munang maunawaan kung paano ito gumagana.
Ang pangkalahatang diagram ay ipinapakita sa ilustrasyon:

Plasma cutter device
Power unit.
Maaari itong idisenyo sa iba't ibang paraan. Ang transpormer ay may malalaking sukat at timbang, ngunit pinapayagan ang pagputol ng mas makapal na mga workpiece.
Ang pagkonsumo ng kuryente ay mas mataas, dapat itong isaalang-alang kapag pumipili ng isang punto ng koneksyon. Ang ganitong mga power supply ay hindi gaanong sensitibo sa mga pagbabago sa input boltahe.
Ang pagputol ng plasma ay aktibong ginagamit sa maraming larangan ng industriya. Gayunpaman, ang isang pamutol ng plasma ay lubos na may kakayahang maging kapaki-pakinabang sa isang pribadong master. Pinapayagan ka ng aparato na i-cut ang anumang conductive at non-conductive na materyales na may mataas na bilis at kalidad. Ang teknolohiya ng trabaho ay ginagawang posible na iproseso ang anumang mga bahagi o lumikha ng mga hugis na hiwa, na isinasagawa ng isang mataas na temperatura na plasma arc. Ang daloy ay nilikha ng mga pangunahing bahagi - electric current at hangin. Ngunit ang mga benepisyo ng paggamit ng aparato ay medyo natatabunan ng presyo ng mga modelo ng pabrika. Upang mabigyan ang iyong sarili ng pagkakataong magtrabaho, maaari kang lumikha ng isang pamutol ng plasma gamit ang iyong sariling mga kamay. Sa ibaba ay nagbibigay kami ng mga detalyadong tagubilin kasama ang pamamaraan at isang listahan ng mga kagamitan na kailangan.
Ano ang pipiliin: transpormer o inverter?
Dahil sa pagkakaroon ng mga tampok at mga parameter ng mga plasma cutting device, posible na hatiin ang mga ito sa mga uri. Ang mga inverter at transformer ay nakakuha ng pinakasikat. Ang halaga ng device ng bawat modelo ay matutukoy ng ipinahayag na kapangyarihan at mga operating cycle.
Ang mga inverter ay magaan, compact ang laki at kumokonsumo ng kaunting kuryente. Kabilang sa mga disadvantages ng kagamitan ang tumaas na sensitivity sa mga pagbabago sa boltahe. Hindi lahat ng inverter ay gumagana sa loob ng mga partikular na kondisyon ng aming electrical network. Kung nabigo ang system ng proteksyon ng device, dapat kang makipag-ugnayan sa isang service center. Gayundin, ang mga inverter plasma cutter ay may rate na limitasyon ng kapangyarihan na hindi hihigit sa 70 amperes at isang maikling panahon ng paglipat sa kagamitan sa mataas na kasalukuyang.
Ang isang transpormer, ayon sa kaugalian, ay itinuturing na mas maaasahan kaysa sa isang inverter. Kahit na may kapansin-pansing pagbaba sa boltahe, nawalan lamang sila ng bahagi ng kapangyarihan, ngunit hindi masira. Tinutukoy ng property na ito ang mas mataas na halaga. Ang mga plasma cutter na nakabatay sa isang transpormer ay maaaring gumana at i-on sa mas mahabang panahon. Ang mga katulad na kagamitan ay ginagamit sa mga awtomatikong linya ng CNC. Ang negatibong aspeto ng isang transformer plasma cutter ay ang makabuluhang timbang, mataas na pagkonsumo ng enerhiya at laki nito.
Ang maximum na kapal ng metal na maaaring putulin ng plasma cutter ay mula 50 hanggang 55 millimeters. Ang average na kapangyarihan ng kagamitan ay 150 - 180 A.

Average na halaga ng mga factory device
Ang hanay ng mga plasma cutter para sa manu-manong pagputol ng mga materyales ay tunay na malaki na ngayon. Iba-iba rin ang mga kategorya ng presyo. Ang presyo ng mga aparato ay tinutukoy ng mga sumusunod na kadahilanan:
- Uri ng device;
- Tagagawa at bansa ng produksyon;
- Pinakamataas na posibleng lalim ng pagputol;
- Modelo.
Ang pagkakaroon ng pagpapasya upang galugarin ang posibilidad ng pagbili ng isang pamutol ng plasma, kailangan mong maging interesado sa gastos ng mga karagdagang elemento at sangkap para sa kagamitan, kung wala ito ay magiging mahirap na ganap na gumana. Ang mga average na presyo para sa mga device, depende sa kapal ng metal na pinuputol, ay:
- Hanggang sa 6 mm - 15,000 - 20,000 rubles;
- Hanggang 10 mm – 20,000 – 25,000;
- Hanggang 12 mm – 32,000 – 230,000;
- Hanggang 17 mm – 45,000 – 270,000;
- Hanggang 25 mm – 81,000 – 220,000;
- Hanggang 30 mm – 150,000 – 300,000.
Ang mga sikat na device ay "Gorynych", "Resanta" IPR-25, IPR-40, IPR-40 K.
Tulad ng nakikita mo, ang saklaw ng presyo ay malawak. Sa bagay na ito, ang kaugnayan ng isang homemade plasma cutter ay tumataas. Ang pagkakaroon ng pag-aaral ng mga tagubilin, posible na lumikha ng isang aparato na hindi mas mababa sa mga teknikal na katangian. Maaari kang pumili ng inverter o transpormer sa presyong mas mababa kaysa sa mga presyong ipinakita.

Prinsipyo ng pagpapatakbo
Pagkatapos ng pagpindot sa pindutan ng pag-aapoy, magsisimula ang pinagmumulan ng kuryente, na nagbibigay ng kasalukuyang mataas na dalas sa gumaganang tool. Ang isang arko (pilot) ay nangyayari sa pagitan ng dulo na matatagpuan sa pamutol (plasma torch) at ng elektrod. Saklaw ng temperatura mula 6 hanggang 8 thousand degrees. Kapansin-pansin na ang gumaganang arko ay hindi nilikha kaagad;
Pagkatapos ay pumapasok ang naka-compress na hangin sa lukab ng plasmatron. Ito ay kung ano ang isang compressor ay dinisenyo para sa. Ang pagdaan sa silid na may pilot arc sa elektrod, ito ay pinainit at tumataas ang lakas ng tunog. Ang proseso ay sinamahan ng ionization ng hangin, na binabago ito sa isang conductive state.
Sa pamamagitan ng isang makitid na plasma torch nozzle, ang nagresultang daloy ng plasma ay ibinibigay sa workpiece. Ang bilis ng daloy ay 2 – 3 m/s. Ang hangin sa isang naka-ion na estado ay maaaring magpainit ng hanggang 30,000°C. Sa ganitong estado, ang electrical conductivity ng hangin ay malapit sa conductivity ng mga elemento ng metal.
Matapos madikit ang plasma sa ibabaw na pinuputol, ang pilot arc ay pinapatay at ang gumaganang arko ay nagsimulang gumana. Susunod, ang pagtunaw ay isinasagawa sa mga punto ng pagputol, kung saan ang tinunaw na metal ay tinatangay ng hangin na may ibinibigay na hangin.
Mga pagkakaiba sa pagitan ng direkta at hindi direktang mga aparato
Mayroong iba't ibang uri ng mga device na naiiba sa mga prinsipyo ng pagpapatakbo. Sa direktang kumikilos na kagamitan, ang pagpapatakbo ng isang electric arc ay ipinapalagay. Ito ay tumatagal sa isang cylindrical na hugis at direktang konektado sa gas stream. Ginagawang posible ng disenyo ng kagamitan na ito na magbigay ng mataas na temperatura ng arko (hanggang sa 20,000°C) at isang napakahusay na sistema ng paglamig para sa iba pang bahagi ng plasma cutter.
Sa mga indirect-acting device, ang pagpapatakbo ay ipinapalagay na hindi gaanong mahusay. Tinutukoy nito ang kanilang mas mababang pamamahagi sa produksyon. Ang tampok na disenyo ng kagamitan ay ang mga aktibong punto ng circuit ay inilalagay sa mga espesyal na tungsten electrodes o isang pipe. Mas madalas silang ginagamit para sa pagpainit at pag-spray, ngunit halos hindi ginagamit para sa pagputol. Kadalasang ginagamit sa pag-aayos ng sasakyan.
Ang isang karaniwang tampok ay ang pagkakaroon sa disenyo ng isang air filter (pinahaba ang buhay ng elektrod, tinitiyak ang mabilis na pagsisimula ng kagamitan) at isang palamigan (lumilikha ng mga kondisyon para sa pangmatagalang operasyon ng aparato nang walang pagkagambala). Ang isang mahusay na tagapagpahiwatig ay ang kakayahan ng aparato na patuloy na gumana sa loob ng 1 oras na may 20 minutong pahinga.

Disenyo
Sa wastong pagnanais at kasanayan, kahit sino ay maaaring lumikha ng isang homemade plasma cutter. Ngunit upang ito ay gumana nang buo at epektibo, ang ilang mga patakaran ay dapat sundin. Maipapayo na subukan sa isang inverter, dahil Siya ang may kakayahang matiyak ang isang matatag na kasalukuyang supply at matatag na operasyon ng arko. Bilang resulta, walang mga pagkaantala at ang pagkonsumo ng kuryente ay makabuluhang mababawasan. Ngunit ito ay nagkakahalaga ng pagsasaalang-alang na ang isang inverter-based plasma cutter ay maaaring makayanan ang isang mas manipis na kapal ng metal kaysa sa isang transpormer.
Mga kinakailangang sangkap
Bago simulan ang gawaing pagpupulong, kinakailangan upang maghanda ng isang bilang ng mga sangkap, materyales at kagamitan:
- Inverter o transpormer na may angkop na kapangyarihan. Upang maalis ang error, kinakailangan upang matukoy ang nakaplanong kapal ng pagputol. Batay sa impormasyong ito, piliin ang tamang device. Gayunpaman, isinasaalang-alang ang manu-manong pagputol, sulit na pumili ng isang inverter, dahil... ito ay mas mababa ang timbang at kumonsumo ng mas kaunting kuryente.
- Plasma torch o plasma cutter. Mayroon ding ilang mga kakaibang pagpipilian. Mas mainam na pumili ng direktang aksyon para sa pagtatrabaho sa mga conductive na materyales, at hindi direktang aksyon para sa mga non-conductive na materyales.
- Naka-compress na air compressor. Kinakailangan na bigyang-pansin ang na-rate na kapangyarihan, dahil dapat itong makayanan ang pag-load na ipinataw at tumugma sa iba pang mga bahagi.
Hose ng cable. Kinakailangan para sa pagkonekta sa lahat ng bahagi ng plasma cutter at pagbibigay ng hangin sa plasma torch.

Pagpili ng power supply
Ang operasyon ng pamutol ng plasma ay sinisiguro ng power supply. Binubuo nito ang tinukoy na mga parameter ng electric current at boltahe at ibinibigay ang mga ito sa cutting unit. Ang pangunahing yunit ng supply ay maaaring:
- Inverter;
- Transformer.
Kinakailangan na lapitan ang pagpili ng elemento ng kapangyarihan na isinasaalang-alang ang mga tampok ng mga device na inilarawan sa itaas.
Plasma na sulo
Ang plasma torch ay isang plasma generator. Ito ay isang gumaganang tool kung saan nabuo ang isang plasma jet na direktang pumuputol ng mga materyales.
Ang mga pangunahing tampok ng aparato ay:
- Paglikha ng napakataas na temperatura;
- Simpleng pagsasaayos ng kasalukuyang kapangyarihan, pagsisimula at paghinto ng mga operating mode;
- Mga compact na sukat;
- Pagiging maaasahan ng operasyon.
Sa istruktura, ang plasma torch ay binubuo ng:
- Electrode/cathode na naglalaman ng zirconium o hafnium. Ang mga metal na ito ay nailalarawan sa pamamagitan ng isang mataas na antas ng thermionic emission;
- Ang nozzle ay karaniwang nakahiwalay sa elektrod;
- Isang mekanismo na nagpapaikot ng plasma-forming gas.

Ang nozzle at electrode ay mga consumable ng plasma torch. Kung ang isang pamutol ng plasma ay nagpoproseso ng isang workpiece hanggang sa 10 milimetro ang laki, pagkatapos ay isang hanay ng mga electrodes ang natupok sa loob ng 8 oras ng operasyon. Ang pagsusuot ay nangyayari nang pantay-pantay, na nagpapahintulot sa iyo na baguhin ang mga ito nang sabay-sabay.
Kung ang elektrod ay hindi pinalitan sa isang napapanahong paraan, ang kalidad ng pagputol ay maaaring may kapansanan - ang geometry ng mga pagbabago sa hiwa o mga alon ay lumilitaw sa ibabaw. Ang hafnium insert sa cathode ay unti-unting nasusunog. Kung mayroon itong produksyon na higit sa 2 millimeters, kung gayon ang elektrod ay maaaring masunog at magpainit nang labis ang plasmatron. Nangangahulugan ito na ang mga electrodes na pinalitan sa maling oras ay hahantong sa mabilis na pagkabigo ng natitirang mga elemento ng gumaganang tool.
Ang lahat ng plasmatrons ay maaaring nahahati sa 3 mga grupo ng dami:
- Electric arc - may hindi bababa sa isang anode at cathode, na konektado sa isang direktang kasalukuyang pinagmumulan ng kuryente;
- High-frequency - walang mga electrodes at cathodes. Ang komunikasyon sa suplay ng kuryente ay batay sa mga prinsipyong inductive/capacitive;
- Pinagsama - gumagana kapag nalantad sa mga high-frequency na kasalukuyang at arc discharges.
Batay sa paraan ng pag-stabilize ng arc, ang lahat ng plasmatrons ay maaari ding nahahati sa mga uri ng gas, tubig at magnetic. Ang ganitong sistema ay lubhang mahalaga para sa pagpapatakbo ng instrumento, dahil ito ay bumubuo ng isang compression ng daloy at inaayos ito sa gitnang axis ng nozzle.
Sa kasalukuyan, ang iba't ibang mga pagbabago ng mga sulo ng plasma ay magagamit para sa pagbebenta. Maaaring kailanganin mong pag-aralan ang mga alok at bumili ng handa na. Gayunpaman, posible na gumawa ng isang gawang bahay sa bahay. Nangangailangan ito ng:
- Pingga. Ito ay kinakailangan upang magbigay ng mga butas para sa mga wire.
- Pindutan.
- Isang naaangkop na elektrod na idinisenyo para sa kasalukuyang.
- Insulator.
- Pag-ikot ng daloy.
- nozzle. Mas mabuti ang isang set na may iba't ibang diameters.
- Tip. Dapat magbigay ng proteksyon sa splash.
- Distance spring. Binibigyang-daan kang mapanatili ang isang puwang sa pagitan ng ibabaw at ng nozzle.
- Nozzle para sa pag-alis ng mga deposito ng carbon at chamfering.

Maaaring isagawa ang trabaho gamit ang isang plasma torch dahil sa mga mapapalitang ulo na may iba't ibang diameters na nagdidirekta sa daloy ng plasma sa bahagi. Kinakailangang bigyang-pansin na sila, tulad ng mga electrodes, ay matutunaw sa panahon ng operasyon.
Ang nozzle ay sinigurado gamit ang isang clamping nut. Direkta sa likod nito ay mayroong isang elektrod at isang insulator na pumipigil sa pag-aapoy ng arko sa maling lugar. Susunod, inilalagay ang isang flow swirler upang mapahusay ang epekto ng arko. Ang lahat ng mga elemento ay nakalagay sa isang fluoroplastic housing. Maaari mong gawin ang ilang mga bagay sa iyong sarili, ngunit ang iba ay kailangang bilhin sa tindahan.
Ang sulo ng plasma ng pabrika ay magbibigay-daan sa iyo na magtrabaho nang hindi nag-overheat nang mas mahabang panahon dahil sa sistema ng paglamig ng hangin. Gayunpaman, para sa panandaliang pagputol ito ay hindi isang mahalagang parameter.
Oscillator
Ang oscillator ay isang generator na gumagawa ng high-frequency current. Ang isang katulad na elemento ay kasama sa plasma cutter circuit sa pagitan ng power source at ng plasma torch. May kakayahang kumilos ayon sa isa sa mga sumusunod na scheme:
- Paglikha ng isang panandaliang salpok na nagtataguyod ng pagbuo ng isang arko nang hindi hinahawakan ang ibabaw ng produkto. Sa panlabas, ito ay parang isang maliit na lightning bolt na ibinibigay mula sa dulo ng elektrod.
- Ang patuloy na suporta sa boltahe na may mataas na halaga ng boltahe na nakapatong sa kasalukuyang hinang. Tinitiyak ang pagpapanatili ng matatag na pagpapanatili ng arko.
Ang kagamitan ay nagpapahintulot sa iyo na mabilis na lumikha ng isang arko at simulan ang pagputol ng metal.

Para sa karamihan, mayroon silang katulad na istraktura at binubuo ng:
- Boltahe rectifier;
- Singilin ang yunit ng imbakan (capacitors);
- Power unit;
- Module ng paglikha ng pulso. May kasamang oscillatory circuit at spark gap;
- Control unit;
- Step-up transpormer;
- aparato sa pagsubaybay sa boltahe.
Ang pangunahing gawain ay upang gawing makabago ang papasok na boltahe. Ang dalas at antas ng boltahe ay tumaas, na binabawasan ang panahon ng pagkilos sa mas mababa sa 1 segundo. Ang pagkakasunud-sunod ng trabaho ay ang mga sumusunod:
- Ang pindutan sa pamutol ay pinindot;
- Sa rectifier, ang kasalukuyang ay leveled out at nagiging unidirectional;
- Ang singil ay naipon sa mga capacitor;
- Ang kasalukuyang ay ibinibigay sa oscillatory circuit ng mga windings ng transpormer, pagtaas ng antas ng boltahe;
- Ang pulso ay kinokontrol ng isang control circuit;
- Ang pulso ay lumilikha ng isang discharge sa elektrod, nag-aapoy ng isang arko;
- Ang salpok ay nagtatapos;
- Pagkatapos ihinto ang pagputol, nililinis ng oscillator ang plasma torch para sa isa pang 4 na segundo. Dahil dito, nakakamit ang paglamig ng elektrod at ang ginagamot na ibabaw.
Depende sa uri ng oscillator, maaari itong magamit sa iba't ibang paraan. Gayunpaman, ang pangkalahatang katangian ay isang pagtaas sa boltahe sa 3000 - 5000 volts at isang dalas mula 150 hanggang 500 kHz. Ang mga pangunahing pagkakaiba ay nasa pagitan ng pagkilos ng kasalukuyang mataas na dalas.

Para sa paggamit sa isang pamutol ng plasma, ipinapayong gumamit ng isang oscillator para sa non-contact ignition ng arc. Ang mga katulad na elemento ay ginagamit upang magtrabaho sa mga welder ng argon. Ang mga tungsten electrodes sa kanila ay mabilis na magiging mapurol kung sila ay nakipag-ugnay sa produkto. Ang pagsasama ng isang oscillator sa circuit ng apparatus ay magbibigay-daan sa iyo na lumikha ng isang arko nang hindi nakikipag-ugnayan sa eroplano ng bahagi.
Ang paggamit ng isang oscillator ay maaaring makabuluhang bawasan ang pangangailangan para sa mga mamahaling consumable at mapabuti ang proseso ng pagputol. Ang wastong napiling kagamitan alinsunod sa nakaplanong trabaho ay nagbibigay-daan sa iyo upang madagdagan ang kalidad at bilis nito.
Mga electrodes
Ang mga electrodes ay may mahalagang papel sa proseso ng paglikha, pagpapanatili ng isang arko at direktang pagputol. Ang komposisyon ay naglalaman ng mga metal na nagpapahintulot sa elektrod na hindi mag-overheat at hindi maagang bumagsak kapag nagtatrabaho sa isang arko sa mataas na temperatura.
Kapag bumili ng mga electrodes para sa isang pamutol ng plasma, kinakailangan upang linawin ang kanilang komposisyon. Ang mga nilalaman ng Beryllium at thorium ay lumilikha ng mga mapaminsalang usok. Ang mga ito ay angkop para sa trabaho sa naaangkop na mga kondisyon, na may sapat na proteksyon para sa manggagawa, ibig sabihin, kinakailangan ang karagdagang bentilasyon. Dahil dito, para sa aplikasyon sa pang-araw-araw na buhay ito ay mas mahusay na bumili ng hafnium electrodes.

Compressor at cable - hoses
Ang disenyo ng karamihan sa mga homemade plasma cutter ay kinabibilangan ng mga compressor at hose lines para idirekta ang hangin sa plasma torch. Binibigyang-daan ka ng elementong ito ng disenyo na painitin ang electric arc hanggang 8000°C. Ang isang karagdagang pag-andar ay upang linisin ang gumaganang mga channel, linisin ang mga ito ng mga kontaminant at alisin ang condensate. Bilang karagdagan, nakakatulong ang compressed air na palamigin ang mga bahagi ng device sa pangmatagalang operasyon.
Upang patakbuhin ang pamutol ng plasma, posible na gumamit ng isang maginoo na naka-compress na air compressor. Ang pagpapalitan ng hangin ay isinasagawa ng mga manipis na hose na may angkop na mga konektor. Ang isang de-kuryenteng balbula ay matatagpuan sa pasukan, na kumokontrol sa proseso ng supply ng hangin.
Ang isang de-koryenteng cable ay inilalagay sa channel mula sa apparatus hanggang sa burner. Samakatuwid, kinakailangang maglagay ng hose na may malaking diameter dito, na maaaring tumanggap ng cable. Ang dumadaan na hangin ay mayroon ding function ng bentilasyon, dahil nagagawa nitong palamig ang kawad.
Ang masa ay dapat gawin ng cable na may cross-section na 5 mm2. Dapat may clamp. Kung may mahinang contact sa lupa, ang paglipat ng gumaganang arko sa standby arc ay magiging problema.

Mga scheme
Makakahanap ka na ngayon ng maraming mga scheme gamit kung saan maaari kang mag-ipon ng isang de-kalidad na device. Tutulungan ka ng video na maunawaan ang mga simbolo nang detalyado. Ang isang angkop na pagguhit ng eskematiko ng kagamitan ay maaaring mapili mula sa mga ipinakita sa ibaba.






Assembly
Bago simulan ang proseso ng pagpupulong, ipinapayong linawin ang pagiging tugma ng mga napiling bahagi. Kung hindi ka pa nakakabuo ng isang pamutol ng plasma gamit ang iyong sariling mga kamay bago, dapat kang kumunsulta sa mga bihasang manggagawa.
Ang pamamaraan ng pagpupulong ay ipinapalagay ang sumusunod na pagkakasunud-sunod:
- Ihanda ang lahat ng pinagsama-samang sangkap;
- Electrical circuit assembly. Alinsunod sa diagram, ang isang inverter/transformer at isang de-koryenteng cable ay konektado;
- Pagkonekta sa compressor at air supply sa apparatus at plasmatron gamit ang flexible hoses;
- Para sa sarili mong safety net, maaari kang gumamit ng uninterruptible power supply (UPS), na isinasaalang-alang ang kapasidad ng baterya.
Ang detalyadong teknolohiya ng pagpupulong ng kagamitan ay ipinakita sa video.
Sinusuri ang pamutol ng plasma
Matapos ang lahat ng mga node ay konektado sa isang solong istraktura, ito ay kinakailangan upang subukan para sa pag-andar.
Pakitandaan na ang pagsubok at pagtatrabaho sa plasma cutter ay dapat isagawa sa proteksiyon na damit gamit ang personal na kagamitan sa proteksyon.
Kinakailangan na i-on ang lahat ng mga yunit at pindutin ang pindutan sa plasma torch, na nagbibigay ng kuryente sa elektrod. Sa sandaling ito, ang isang arko na may mataas na temperatura ay dapat mabuo sa plasmatron, na dumadaan sa pagitan ng elektrod at ng nozzle.
Kung ang pinagsama-samang kagamitan sa pagputol ng plasma ay may kakayahang mag-cut ng metal hanggang sa 2 cm ang kapal, kung gayon ang lahat ay tapos na nang tama. Dapat pansinin na ang isang gawang bahay na aparato na ginawa mula sa isang inverter ay hindi makakapagputol ng mga bahagi na may kapal na higit sa 20 milimetro, dahil walang sapat na kapangyarihan. Upang i-cut ang mga makapal na produkto, kakailanganin mong gumamit ng transpormer bilang pinagmumulan ng kuryente.

Mga kalamangan ng isang gawang bahay na aparato
Ang mga benepisyong ibinibigay ng isang air plasma cutting machine ay mahirap i-overestimate. Ito ay may kakayahang pagputol ng sheet metal nang tumpak. Pagkatapos ng trabaho, hindi na kailangang iproseso pa ang mga dulo. Ang pangunahing bentahe ay ang pagbawas sa oras ng trabaho.
Ang mga ito ay nakakahimok na mga dahilan para sa pag-assemble ng kagamitan sa iyong sarili. Ang circuit ay hindi kumplikado, kaya kahit sino ay maaaring murang gumawa muli ng isang inverter o semi-awtomatikong aparato.
Sa konklusyon, iguhit natin ang iyong pansin sa katotohanan na kinakailangan para sa isang nakaranasang espesyalista na magtrabaho kasama ang pamutol ng plasma. Mas maganda kung ito ay isang welder. Kung mayroon kang kaunting karanasan, inirerekumenda namin na pag-aralan mo muna ang teknolohiya ng pagtatrabaho sa mga larawan at video, at pagkatapos ay magsimulang kumpletuhin ang mga nakatalagang gawain.
Ang pagputol ng plasma ay isang paraan ng pagproseso ng mga walang laman na bahagi ng metal na may stream ng plasma. Ang pamamaraang ito ay nagbibigay-daan sa iyo upang i-cut metal dahil ito ay sapat na upang gawin sa paraan na ang materyal ay electrically conductive. Kung ikukumpara sa mga katulad na pamamaraan, ang pagputol ng plasma ng mga metal ay nagbibigay-daan para sa isang mas mabilis at mas mataas na kalidad na proseso nang hindi gumagamit ng napakalaking roller at mga espesyal na additives.
Sa ganitong paraan, posible na iproseso ang iba't ibang mga sheet ng metal, mga tubo ng iba't ibang diameters, hugis at pinagsunod-sunod na mga produkto. Sa panahon ng pagproseso, ang isang mataas na kalidad na hiwa ay nakuha, na nangangailangan ng kaunting pagsisikap sa paglilinis. Kahit na sa tulong ng teknolohiyang ito, ang iba't ibang mga di-kasakdalan ay maaaring alisin mula sa ibabaw ng metal tulad ng mga bulge, tahi at mga iregularidad at maghanda para sa hinang, pagbabarena at iba pang mga operasyon.
Ang pagputol ng plasma ng sheet metal ay isang napaka-epektibong paraan.
Hindi tulad ng iba pang mga pamamaraan, maaari itong magamit upang iproseso ang mga ferrous at non-ferrous na metal. Para sa kadahilanang ito, hindi na kailangang ihanda ang ibabaw at linisin ito ng mga kontaminant, na maaaring magpahirap sa pag-apoy ng arko. Sa industriya, ang pangunahing katunggali sa pamamaraang ito ay ang pagpoproseso ng laser, na may higit na katumpakan ngunit nangangailangan din ng makabuluhang mas mahal na kagamitan.
Sa bahay, walang katumbas na kakumpitensya sa plasma device.
Kalidad ng pagputol ng plasma ng mga metal

Teknolohiya sa pagputol ng plasma
Ang pagputol ng plasma ay isinasagawa gamit ang isang espesyal na aparato, na may mga sukat na katulad ng sa isang maginoo na welding machine. Sa una ang mga aparatong ito ay malaki ang sukat, ngunit habang pinahusay ang mga ito ay naging mas maliit ang mga ito.
Nakakonekta ang device sa isang 220V power supply para sa mga gamit sa bahay at 380V para sa mga pang-industriyang aplikasyon.
Sa panahon ng proseso ng produksyon, ang pagputol ay isinasagawa gamit ang mga CNC machine, na binubuo ng isa o higit pang mga sulo na may mga mekanismo para sa paglipat ng mga ito.
Ang makina ay maaaring magpatupad ng mga hakbang ayon sa isang partikular na programa, na lubos na nagpapadali sa gawain ng ilang mga sheet sa parehong hiwa.
Upang lumikha ng isang plasma jet, kailangan mong ikonekta ang system sa isang compressor o air line.
Ang naka-compress na hangin na ibinibigay sa aparato ay dapat na walang dumi, alikabok at kahalumigmigan. Para sa layuning ito, naka-install ang mga air filter at dehumidifier sa harap ng device. Kung wala ang gayong mga aparato, ang pagsusuot ng mga electrodes at iba pang mga elemento ay mas mabilis na mapabilis. Ang mga sulo ng plasma na pinalamig ng likido ay nangangailangan din ng pagtutubero.

Manu-manong pagputol ng bakal na tubo


Pabilog na pagputol ng bakal na tubo
self-propelled na sasakyan
Ang air plasma cutting technology ay nakakamit ng mga de-kalidad na gilid (walang pagsuso o rehas na bakal) at walang warping (din sa mga sheet na mababa ang kapal).
Pinapayagan nito ang kasunod na hinang ng nalinis na metal nang walang pre-treatment.

Manu-manong pagputol ng mga metal sa isang sample
Kakanyahan ng Plasma Sheet
Ang pagputol ng bakal ng plasma sa pang-araw-araw na buhay ay isinasagawa gamit ang mga aparato kung saan ang haba ng mga tubo ay umabot sa 12 m.
Ang mga manwal na device ay may cutting head na nilagyan ng motorized handle. Ang ganitong mga aparato ay gumagamit ng air cooling dahil ito ay mas simple sa disenyo at hindi nangangailangan ng karagdagang mga yunit ng pagpapalamig. Ang paglamig ng tubig ay ginagamit sa mga pang-industriyang pag-install kung saan ang pagputol ng plasma ng mga sheet ng bakal ay mas mahusay, ngunit ang halaga ng mga aparato ay mas mataas.
Teknolohiya ng oxygen plasma
Ang pagputol ng oxygen ng plasma ay nangangailangan ng isang espesyal na elektrod at nozzle, na may makabuluhang epekto sa temperatura bilang isang consumable. Una, nagsisimula ang isang auxiliary arc, na nasasabik sa paglabas na dulot ng generator ng DC. Salamat sa arko, isang plasma torch na 20-40 mm ang haba ay nilikha. Kapag hinawakan ng tanglaw ang metal, lilitaw ang isang gumaganang arko at ang auxiliary bow ay naka-off.
Paano gumawa ng plasma welding machine gamit ang iyong sariling mga kamay?
Kaya, ang plasma ay nagsisilbing gabay sa pagitan ng aparato at ng workpiece. Ang arisen arc ay sapat sa sarili, na lumilikha ng plasma dahil sa ionization ng mga molekula ng hangin.
Plasma cutting gamit ang working fluid sa temperatura hanggang 25000 ° C.
Plasma cutting ng malalaking diameter na tubo at iba pang mga tangke
Ang pagputol at pagwelding ng plasma ay maaaring gawin sa mga workshop at workshop, gayundin sa labas.
Ang pamamaraang ito ay maaaring hindi kasing episyente ng isang gas power plant para sa pagsasaayos at gawaing pagtatayo nang walang sentral na sistema para sa kuryente at naka-compress na hangin. Sa kasong ito, kinakailangan ang isang sapat na malakas na generator upang magbigay ng kapangyarihan sa device at sa compressor.
Katulad ng pagputol ng apoy ng gas, ang pamamaraang ito ay maaaring gamitin upang iproseso ang mga walang laman na bahagi na may iba't ibang laki at hugis.
Ang pagputol ng plasma ng malalaking diameter na mga tubo ay hindi lumilikha ng anumang mga problema: ito ay isinasagawa nang manu-mano o gumagamit ng mga self-propelled na makina. Ang nakapirming burner ay umiikot sa labas ng tubo. Ang paggamit ng mga self-propelled na makina ay nagsisiguro ng tumpak at makinis na pagputol. Ang pagtatrabaho sa mga nabuo at pinagsunod-sunod na mga produkto ay maaari ding maging awtomatiko sa mga pang-industriyang setting.
Mga kalamangan ng paggamit ng mga aparatong SIBERIAN:
- Versatility (maaaring ilapat sa anumang metal, kabilang ang non-ferrous at refractory metals);
- bilis ng pagputol;
- Mataas na kalidad na ibabaw pagkatapos ng pagputol;
- Economics (gamit ang compressed air);
- Halos kumpletong kawalan ng thermal deformations sa produkto na bawasan;
- Mobility sa halip na mabigat na bigat ng air-cooled unit;
- Madaling gamitin.
Mga kagamitan sa pag-aapoy ng arko
Ang mga aparato para sa paunang pag-aapoy ng arko ay nahahati sa dalawang klase: pag-aapoy ng arko mula sa isang maikling circuit at sa pamamagitan ng pagkasira ng electrode-product gap na may mataas na boltahe na mga pulso.
Ang pag-aapoy sa pamamagitan ng maikling circuit ay isinasagawa sa pamamagitan ng panandaliang kontak ng elektrod at ang produkto at ang kanilang kasunod na paghihiwalay. Ang kasalukuyang sa pamamagitan ng microprotrusions ng elektrod ay nagpapainit sa kanila sa kumukulong temperatura, at ang patlang na lumitaw kapag ang mga electrodes ay pinaghiwalay ay nagbibigay ng paglabas ng mga electron na sapat upang simulan ang arko.
Sa pag-aapoy na ito, posible ang paglipat ng materyal na elektrod sa hinang. Upang maalis ang hindi kanais-nais na kababalaghan na ito, ang pag-aapoy ay dapat isagawa sa isang mababang kasalukuyang hindi hihigit sa 5-20A. Ang aparato ng pag-aapoy ay dapat magbigay ng isang mababang kasalukuyang short-circuit, mapanatili ang kasalukuyang sa antas na ito hanggang sa mabuo ang arko, at pagkatapos ay maayos na tumaas sa antas ng operating.
(UDG-201, ADG-201, ADG-301).
Mga pangunahing kinakailangan para sa gap ignition device (arc exciters o oscillators):
1) dapat tiyakin ang maaasahang pagsisimula ng arko;
2) hindi dapat ilagay sa panganib ang kaligtasan ng welder at kagamitan.
Ang mga exciter ay maaaring idisenyo upang pukawin ang isang DC o AC arc. Sa huling kaso, ang isang bilang ng mga tiyak na kinakailangan ay ipinapataw sa mga exciter na may kaugnayan sa sandali ng pag-aapoy ng arko. Ang circuit diagram ng OSPZ-2M oscillator ay ipinapakita sa Fig.

kanin. 5.5. Schematic diagram ng OSPZ-2M oscillator. F1 - piyus; PZF - filter ng proteksyon ng ingay; TV1 – step-up transpormer; FV - puwang ng spark; Cg - kapasitor ng oscillatory circuit; Cn - decoupling capacitor; TV2 - mataas na boltahe transpormer; F2 - piyus.
Ang Capacitor Cr ay sinisingil mula sa boltahe ng pangalawang paikot-ikot ng step-up transformer TV1.
Matapos itong singilin sa breakdown boltahe ng spark gap FV, nabuo ang isang oscillatory circuit, na binubuo ng isang capacitor Cr at ang pangunahing paikot-ikot ng isang high-voltage transpormer TV2. Ang dalas ng oscillation ng circuit na ito ay humigit-kumulang 500 - 1000 kHz. Mula sa pangalawang paikot-ikot, ang boltahe na ito na may dalas na 500 - 1000 kHz at isang halaga na humigit-kumulang 10,000 V ay ibinibigay sa electrode-product gap sa pamamagitan ng isang separating capacitor Cn at fuse F2.
Sa kasong ito, lumilitaw ang isang spark sa puwang na ito, na nag-ionize ng puwang, bilang isang resulta kung saan ang isang electric arc ay nasasabik mula sa pinagmumulan ng kapangyarihan. Matapos ang arc ay nasasabik, ang oscillator ay awtomatikong patayin.
Mangyaring tandaan na ang oscillator ay may mataas na boltahe.
Hindi ito mapanganib para sa mga tao dahil sa mababang kapangyarihan ng pinagmulan. Gayunpaman, kung ang source circuit ay naglalaman ng mga semiconductors (diodes, thyristors, atbp.), Kung gayon ang kanilang pagkasira ng boltahe ng oscillator ay posible.
Upang maiwasan ito, ang oscillator ay dapat na konektado sa pinagmulan gamit ang mga sistema ng proteksyon (Larawan 5.6).

Paano gumawa ng plasma cutter gamit ang iyong sariling mga kamay mula sa isang inverter?
Diagram ng koneksyon ng oscillator sa pinagmumulan ng kapangyarihan.
Ang choke ay protektado ng DZ para sa mataas na dalas ng oscillator, may napakalaking inductive reactance at hindi pinapayagan ang boltahe ng oscillator na dumaan sa pinagmulan.
Ang proteksiyon na kapasitor na SZ, sa kabaligtaran, ay may napakababang pagtutol para sa mataas na dalas, na nagpoprotekta sa pinagmulan mula sa mataas na dalas at mataas na boltahe ng boltahe ng oscillator. Pinoprotektahan ng decoupling capacitor Cp ang oscillator mula sa power supply boltahe.
Mga rekomendasyon. Mga karaniwang pagkakamali ng operator ng MTP sa panahon ng pagputol ng plasma at mga paraan upang maiwasan ang mga ito
Paggamit ng mga consumable hanggang sa mabigo ang mga ito
Kung titingnan mo ang ilang bahagi ng parehong uri na ginupit gamit ang diskarteng ito, maaari mong tiyak na matukoy ang mga bahagi kung saan ang nozzle o electrode ay nasa daan na.
Ang paggamit ng mabigat na pagod na mga nozzle at electrodes ay hindi lamang maaaring humantong sa mga depekto kapag pinuputol ang bahagi, ngunit nagdudulot din ng mamahaling pag-aayos sa flame cutter at maging ang plasma cutting machine, kung saan ang plasma cutting machine ay magiging idle.
Ang pagkabigo ng mga nozzle at electrodes ay madaling mapipigilan ng ilang mga palatandaan na ipinahiwatig ng mga pagod na consumables. Palaging sasabihin sa iyo ng isang may karanasan na operator kung oras na upang baguhin ang elektrod sa pamamagitan ng tunog ng pagputol at ang kulay ng apoy ng arko (kapag nasunog ang zirconium insert, nakakakuha ito ng maberde na tint), pati na rin ang pangangailangan na bawasan ang taas ng plasma torch kapag sumusuntok.
Gayundin, ang isa sa mga pinakamahusay na paraan upang masuri ang kondisyon ng mga bahagi ng pamutol ay ang kalidad ng hiwa. Kung ang kalidad ng hiwa ay biglang nagsimulang lumala, kung gayon ito ay isang dahilan upang suriin ang kondisyon ng nozzle at elektrod. Ang isang makatwirang diskarte ay upang panatilihin ang isang log ng average na oras ng pagpapatakbo ng elektrod o nozzle mula sa pagpapalit hanggang sa pagpapalit. Ang nozzle at electrode ay maaaring makatiis ng iba't ibang dami ng piercing depende sa cutting current, uri ng materyal at kapal.
Halimbawa, kapag pinuputol ang hindi kinakalawang na asero, ang mga consumable ay kailangang palitan nang mas madalas.
Kapag natukoy mo na mula sa naturang log ang average na buhay ng electrode para sa bawat partikular na uri ng cut-out na bahagi, maaari kang magsagawa ng nakaplanong pagpapalit ng mga nozzle at electrodes nang hindi humahantong sa mga depekto sa mga cut-out na bahagi o pagkasira ng flame cutter. .
Masyadong madalas na pinapalitan ang mga nozzle at electrodes
Sa mga ginamit na nozzle at electrodes, madalas mong mahahanap ang mga magagamit pa rin sa pagputol.
Ang sobrang madalas na pagpapalit ng mga consumable ay karaniwan din sa mga operator ng CNC metal cutting machine, at lalo na sa plasma cutting machine.
Kapag pinapalitan ang isang nozzle o elektrod, dapat na malinaw na alam ng operator kung ano ang hahanapin. Ang nozzle ay nangangailangan ng kapalit sa mga sumusunod na sitwasyon:
1. Kung ang nozzle ay deformed mula sa labas o sa loob.
Madalas itong nangyayari kapag ang taas ng pagsuntok ay masyadong mababa at ang metal ay hindi naputol. Ang tinunaw na metal ay tumama sa panlabas na ibabaw ng nozzle o proteksiyon na takip at nade-deform ito.
2. Kung ang saksakan ng nguso ng gripo ay iba ang hugis sa bilog. Sa isang mataas na taas ng butas, kung ang paggalaw ay nagsisimula bago ang metal ay pinutol, pagkatapos ay ang arko ay lumihis mula sa patayo sa sheet at dumadaan sa gilid ng nozzle hole.
Upang matukoy kung ang elektrod ay pagod na, kailangan mong tingnan ang kulay-pilak na metal insert sa dulo ng tansong elektrod (karaniwan ay isang haluang metal ng zirconium, hafnium o tungsten). Sa pangkalahatan, ang isang elektrod ay itinuturing na gumagana kung ang metal na ito ay umiiral sa lahat at ang lalim ng butas sa lugar nito ay hindi lalampas sa 2 mm para sa air plasma o oxygen plasma cutting. Para sa pagputol ng plasma sa isang proteksiyon na kapaligiran ng gas (nitrogen o argon), ang lalim ng butas ay maaaring umabot sa 2.2 mm. Ang swirler ay kailangang palitan lamang kung ang isang maingat na inspeksyon ay nagpapakita ng mga baradong butas, mga bitak, mga marka ng arko, o malubhang pagkasira.
Ang mga swirl ring ay kadalasang pinapalitan nang wala sa panahon. Ang parehong naaangkop sa mga proteksiyon na takip, na kailangan lamang palitan kung sakaling magkaroon ng pisikal na pinsala. Kadalasan ang mga proteksiyon na takip ay maaaring linisin gamit ang papel de liha at muling gamitin.
Paggamit ng mga maling setting ng plasma at mga consumable
Ang pagpili ng mga consumable para sa pagputol ng plasma ay depende sa uri ng metal na pinuputol (bakal, tanso, tanso, hindi kinakalawang na asero, atbp.), Ang kapal nito, ang nakatakdang kasalukuyang arc sa plasma cutting machine, bumubuo ng plasma at mga proteksiyon na gas, atbp. .
Ang Plasma Cutting Machine Operator's Reference Guide ay naglalarawan kung aling mga consumable ang gagamitin para sa iba't ibang kondisyon ng pagputol. Ang mga mode at rekomendasyon tungkol sa mga setting ng pagputol ng plasma na tinukoy sa manwal ng operator ay dapat sundin.
Ang paggamit ng mga consumable (nozzle, electrodes) na hindi tumutugma sa kasalukuyang plasma cutting mode ay kadalasang humahantong sa pinabilis na pagkabigo ng mga consumable at sa isang makabuluhang pagkasira sa kalidad ng flame cut.
Napakahalaga na magsagawa ng plasma cutting ng metal na may eksaktong arc current kung saan ang mga consumable na ginamit ay idinisenyo. Halimbawa, hindi mo dapat gupitin ang metal na may 100-amp plasma kung ang plasma cutter ay may 40-amp nozzle, atbp.
Ang pinakamataas na kalidad ng hiwa ay nakakamit kapag ang kasalukuyang sa plasma cutting machine ay nakatakda sa 95% ng rate ng kasalukuyang pagputol kung saan ang nozzle ay idinisenyo. Kung ang plasma cutting mode ay nakatakda sa isang mababang arc current, ang cut ay magiging slagged, at magkakaroon ng malaking halaga ng burr sa reverse side ng cut parts ang flame cut ay magiging hindi kasiya-siya.
Kung ang kasalukuyang set sa plasma cutting machine ay masyadong mataas, ang buhay ng nozzle ay makabuluhang mababawasan.
Maling pagpupulong ng pamutol ng plasma
Ang pamutol ng apoy ay dapat na tipunin sa paraang ang lahat ng mga bahagi nito ay magkasya nang mahigpit, at walang impresyon ng "kaluwagan".
Ang mahigpit na pagkakaakma ng mga bahagi ng plasma torch ay nagsisiguro ng magandang electrical contact at normal na sirkulasyon ng hangin at coolant sa pamamagitan ng plasma cutter. Kapag pinapalitan ang mga consumable, dapat mong subukang i-disassemble ang plasma cutter sa isang malinis na ibabaw upang ang dumi at metal na alikabok na nabuo sa panahon ng pagputol ng plasma ay hindi mahawahan ang plasma torch.
Napakahalaga ng kalinisan kapag nag-assemble/nagdidisassemble ng plasma cutter ngunit madalas na hindi natutugunan ang pangangailangang ito.
Pagkabigong magsagawa ng regular na naka-iskedyul na pagpapanatili ng plasma torch
Ang isang pamutol ng plasma ay maaaring tumakbo nang maraming buwan, kahit na taon, nang walang wastong pagpapanatili.
Gayunpaman, ang mga daanan ng gas at coolant sa loob ng plasma cutter ay dapat panatilihing malinis, at ang nozzle at electrode seats ay dapat suriin kung may kontaminasyon o pinsala. Dapat alisin ang dumi at metal na alikabok mula sa pamutol ng plasma. Upang linisin ang plasma torch, gumamit ng malinis na cotton cloth at electrical contact cleaner o hydrogen peroxide.
Pagputol ng metal nang hindi sinusuri ang presyon ng plasma gas o ang supply ng coolant sa plasma cutter
Ang daloy at presyon ng plasma gas at coolant ay dapat suriin araw-araw.
Kung ang daloy ng rate ay hindi sapat, ang mga bahagi ng tanglaw ay hindi lalamig nang maayos at ang kanilang buhay ay mababawasan. Ang hindi sapat na daloy ng coolant dahil sa isang pagod na pump, barado na mga filter, o hindi sapat na coolant ay isang karaniwang sanhi ng mga pagkabigo ng plasma cutter.
Ang patuloy na presyon ng plasma gas ay napakahalaga para sa pagpapanatili ng cutting arc at para sa isang kalidad na hiwa. Ang labis na presyon ng plasma-forming gas ay isang karaniwang sanhi ng mahirap na pag-aapoy ng plasma arc, sa kabila ng katotohanan na ang lahat ng iba pang mga kinakailangan para sa mga setting, mga parameter at ang proseso ng pagputol ng plasma ay ganap na nasiyahan. Ang masyadong mataas na presyon ng plasma-forming gas ay nagiging sanhi ng mabilis na pagkabigo ng mga electrodes.
Ang plasma-forming gas ay dapat na malinis ng mga impurities, dahil ang kalinisan nito ay may malakas na impluwensya sa buhay ng serbisyo ng mga consumable at ang plasma torch sa kabuuan. Ang mga compressor na nagsu-supply ng hangin sa mga plasma cutting machine ay may posibilidad na mahawahan ang hangin ng mga langis, kahalumigmigan at pinong dust particle.
Pagsuntok sa mababang plasma torch na taas sa itaas ng metal
Ang distansya sa pagitan ng workpiece at plasma torch nozzle cut ay may malaking epekto sa parehong kalidad ng hiwa at ang buhay ng serbisyo ng mga consumable.
Kahit na ang maliliit na pagbabago sa taas ng plasma cutter sa itaas ng metal ay maaaring makaapekto nang malaki sa mga bevel sa mga gilid ng mga bahaging pinuputol. Ang taas ng pamutol ng plasma sa itaas ng metal sa panahon ng pagbubutas ay lalong mahalaga.
Ang isang karaniwang pagkakamali ay pagsuntok kapag ang taas ng plasma torch sa itaas ng metal ay hindi sapat. Nagiging sanhi ito ng tunaw na metal na tumalsik mula sa butas ng butas at papunta sa mga nozzle at proteksiyon na takip, na sinisira ang mga bahaging ito.
Ito ay makabuluhang nagpapababa sa kalidad ng hiwa. Kung ang butas ay nangyayari kapag ang plasma cutter ay humipo sa metal, maaaring mangyari ang arc retraction.
Kung ang arko ay "hinila" sa plasma torch, pagkatapos ay ang elektrod, nozzle, swirler, at kung minsan ang buong pamutol ay nawasak.
Ang inirerekumendang taas ng butas ay 1.5-2 beses ang kapal ng metal na pinuputol ng plasma. Dapat pansinin na kapag ang pagsuntok ng isang sapat na makapal na metal, ang inirerekumendang taas ay masyadong mataas, ang pilot arc ay hindi umabot sa ibabaw ng metal sheet, samakatuwid, imposibleng simulan ang proseso ng pagputol sa inirekumendang taas. Gayunpaman, kung ang pagsuntok ay isinasagawa sa isang taas kung saan ang plasma cutter ay maaaring mag-apoy ng isang arko, kung gayon ang mga splashes ng tinunaw na metal ay maaaring mahulog sa plasma torch.
Ang isang solusyon sa problemang ito ay maaaring ang paggamit ng isang teknolohikal na pamamaraan na tinatawag na "paglukso". Kapag pinoproseso ang utos na i-on ang pagputol, ang pagputol ng plasma ay naka-on sa isang mababang taas, pagkatapos ang pamutol ay tumataas hanggang sa isang naibigay na taas ng pagtalon, kung saan ang mga splashes ng metal ay hindi umabot sa pamutol.
Matapos makumpleto ang pagsuntok, ang pamutol ay ibinaba sa taas ng butas at nagsisimulang gumalaw kasama ang tabas.
Plasma cutting ng metal sa masyadong mataas o masyadong mababang bilis
Ang pagkakaiba sa pagitan ng bilis ng pagputol ng plasma at ang napiling mode ay makabuluhang nakakaapekto sa kalidad ng hiwa. Kung ang itinakdang bilis ng pagputol ay masyadong mababa, ang mga bahagi ng hiwa ay magkakaroon ng malaking halaga ng flash at iba't ibang mga deposito ng metal sa buong haba ng hiwa sa ibabang bahagi ng gilid ng mga bahagi.
Ang mabagal na bilis ng pagputol ay maaaring magdulot ng mas malalaking lapad ng kerf at malalaking halaga ng metal spatter sa tuktok na ibabaw ng mga bahagi. Kung ang bilis ng pagputol ay itinakda nang masyadong mataas, ang arko ay baluktot pabalik, na magdudulot ng pagbaluktot ng mga gilid ng hiwa, isang makitid na hiwa, at maliliit na butil ng burr at flash sa ilalim ng gilid ng hiwa.
Ang burr na nabuo sa mataas na bilis ng pagputol ay mahirap alisin. Sa tamang bilis ng pagputol, ang dami ng burr, flash at metal sagging ay magiging minimal. Ang ibabaw ng flame cut edge sa tamang bilis ay dapat na malinis at ang machining ay dapat na minimal. Sa simula at dulo ng hiwa, ang arko ay maaaring "lumihis" mula sa patayo.
Homemade plasma cutter mula sa isang inverter welding machine: diagram at pamamaraan ng pagpupulong
Nangyayari ito dahil hindi makasabay ang arko sa sulo. Ang pagpapalihis ng arko ay humahantong sa katotohanan na ito ay bumagsak sa gilid na ibabaw ng nozzle, sa gayon ay lumalabag sa geometry nito. Kung ikaw ay naggupit mula sa isang gilid, ang gitna ng butas ng nozzle ay dapat na eksaktong nakahanay sa gilid ng bahagi. Ito ay lalong mahalaga sa pinagsamang mga makina na gumagamit ng parehong punching head at plasma cutter.
Ang pagpapalihis ng arko ay maaari ding mangyari kapag ang plasma torch, kapag ang pagputol ay nakabukas, ay dumaan sa gilid ng sheet, o kung ang lead out na linya ay nagsalubong sa lumang hiwa. Ang mahusay na pagsasaayos ng mga parameter ng timing ay kinakailangan upang mabawasan ang epektong ito.
Mechanical na pinsala o pagkasira ng plasma cutter
Ang mga banggaan sa pagitan ng cutter at ng sheet metal, mga hiwa na bahagi, o mga gilid ng cutting table ay maaaring ganap na makapinsala sa cutter. Ang mga banggaan sa pagitan ng cutter at ng mga cut parts ay maiiwasan kung ang control program ay tumutukoy sa idle pass sa paligid, sa halip na sa ibabaw, sa mga cut parts.
Halimbawa, ang ProNest optimal cutting program na ginawa ng MTC-Software ay may ganoong feature, na nagbibigay-daan sa iyong mabawasan ang panganib ng plasma torch failure at makatipid ng malaking pera. Ang mga stabilizer sa taas ng tanglaw ay nagbibigay din ng ilang proteksyon laban sa mga banggaan ng metal. Gayunpaman, kung ang arc voltage torch height sensor lamang ang ginagamit, kung gayon ang "pecks" ay maaaring mangyari sa dulo ng hiwa, dahil Ang boltahe ng arko ay nagbabago bilang isang resulta ng "pagpalihis" nito at ang pamutol ay gumagalaw pababa upang makabawi.
Ang mga CNC system ay gumagamit ng isang multi-level na sistema ng proteksyon laban sa mga banggaan sa metal. Ginagamit bilang touch sensor na sumusukat sa paglaban sa pagitan ng antenna sa paligid ng torch at sheet, isang capacitive sensor at isang arc voltage sensor. Nagbibigay-daan ito sa iyo na lubos na mapakinabangan ang bawat uri ng sensor. Gayundin, upang maprotektahan ang pamutol, maaari kang gumamit ng "malutong" na mga bracket, na mas mabilis na masira sa isang banggaan kaysa sa isang pamutol ng plasma.
Kaya, ang isang karampatang operator ng plasma cutting machine ay makakapagtipid sa kanyang negosyo ng malaking halaga ng pera, oras at mga gastos sa paggupit ng plasma.
Ang resulta ng trabaho ng isang mahusay na operator ng kagamitan ay tataas ang kakayahang kumita ng pagputol ng plasma at pagtaas ng kita para sa negosyo sa kabuuan.
Sa kasalukuyang yugto ng pag-unlad ng mga kagamitan sa konstruksiyon, ang pagputol ng brilyante at kongkreto na pagbabarena ay kadalasang ginagamit.
Gayunpaman, ang iba pang mga teknolohiya para sa pagputol ng mga materyales na may mataas na lakas, halimbawa, teknolohiya ng pagputol ng plasma para sa kongkreto, ay hindi ibinubukod.
Ang teknolohiyang ito ay binuo at na-patent sa pagtatapos ng ika-20 siglo.
Do-it-yourself plasma cutter mula sa isang inverter para sa plasma cutting ng metal (7 larawan + 2 video)
Ngunit ang mga kagamitan na gumagana sa prinsipyong ito ay ngayon pa lamang nagsimulang gamitin.
Ano ang batayan ng prinsipyo ng pagputol ng plasma? Napakasimple. Salamat sa init na nabuo ng isang compressed plasma arc, kahit na ang siksik na materyal, kabilang ang kongkreto at reinforced concrete, ay natutunaw. Pagkatapos ang isang jet ng mainit na plasma ay napakabilis na nag-aalis ng tunaw na masa.
Ito ay salamat sa pagkuha ng mga electrically conductive properties sa pamamagitan ng inert gases, pati na rin ang kanilang pagbabago sa plasma, na ang plasma cutting ng kongkreto ay isinasagawa.
Pagkatapos ng lahat, ang plasma ay hindi hihigit sa isang ionized gas na pinainit sa napakataas na temperatura, na nabuo kapag ang isang instrumento ay konektado sa isang tiyak na pinagmumulan ng kuryente.
Ang plasma torch ay isang espesyal na teknikal na aparato na bumubuo ng plasma, pinipiga ang isang electric arc at hinihipan ang plasma-generating gas dito.
Dapat pansinin na ang teknolohiyang ito ay nagiging lalong popular sa mga espesyalista sa pagproseso ng mga materyales sa industriya.
Ang pagkakaiba sa pagitan ng plasma cutting ng kongkreto at oxygen lance cutting ay na sa panahon ng proseso ng pagputol ang materyal ay natutunaw nang napakatindi at mabilis na naalis mula sa cut furrow.
Sa panahon ng pagproseso, ang temperatura ay umabot sa 6000°C.
Ang powder lance na ginagamit sa pagputol ng plasma ay nagpapataas ng init sa 10,000 - 25,000°.
Gumagamit ang mga espesyalista ng dalawang magkaibang teknolohiya sa paggupit ng kongkreto upang patakbuhin ang kagamitan: plasma jet cutting at plasma-arc cutting technology.
Paano sila naiiba?
Ang katotohanan na ang cutting arc ay nag-iilaw kapag nag-cut gamit ang isang plasma jet sa pagitan ng elektrod at ang pagbuo ng dulo ng pag-install, ngunit ang object ng impluwensya ay matatagpuan sa labas ng electrical circuit.
Ang isang high-speed plasma jet ay nagmumula sa plasmatron at ito ang malakas na thermal energy nito na pumuputol ng reinforced concrete, pati na rin ang iba pang high-strength na materyales.
Gamit ang paraan ng pagputol ng plasma arc, ang isang plasma arc ay nag-aapoy sa pagitan ng isang hindi nauubos na elektrod at ang eroplano ng materyal na pinuputol. Ang proseso ng pagputol ay nangyayari dahil sa pagkilos ng ilang mga bahagi: ang enerhiya ng malapit-electrode arc spot, pati na rin ang haligi ng plasma at ang tanglaw na tumatakas mula dito.
Ang pagputol ng arko ng plasma ay itinuturing na pinakaepektibo ng mga practitioner at kadalasang ginagamit sa pagproseso ng metal.
Ang teknolohiya ng plasma jet cutting ay pangunahing ginagamit upang iproseso ang mga di-conductive na materyales.
Do-it-yourself plasma cutting - gumaganang teknolohiya

Mga pag-iingat sa kaligtasan kapag nagtatrabaho sa isang plasma lamp
Ang pagputol ng plasma ay nagsasangkot ng isang bilang ng mga panganib: electrical current, mataas na temperatura ng plasma, mainit na metal at ultraviolet radiation.
Mga pag-iingat sa kaligtasan kapag nagtatrabaho sa pagputol ng plasma:
Inihahanda ang hangin at plasma cutting machine para sa operasyon
Kung paano ikonekta ang lahat ng mga elemento ng air at plasma cutting device ay inilarawan nang detalyado sa mga tagubilin para sa device, kaya agad na magsimulang magdagdag ng mga karagdagang shade:
- Ang aparato ay dapat na naka-install sa paraang naa-access ang hangin.
Ang pagpapalamig sa plasma cutter body ay nagbibigay-daan sa iyo na magtrabaho nang mas matagal nang walang pagkaantala at magkaroon ng mas kaunting mga coolant shutdown. Ang lokasyon ay dapat na tulad na walang mga patak ng tinunaw na metal sa device.
- Ang air compressor ay konektado sa plasma torch sa pamamagitan ng moisture-oil separator. Napakahalaga nito dahil ang tubig na pumapasok sa silid ng plasmatron o mga patak ng langis ay maaaring humantong sa pagkasira ng buong plasma o maging ang pagsabog nito. Ang presyon ng hangin na ipinadala sa plasmatron ay dapat na tumutugma sa mga parameter ng aparato.
Kung ang presyon ay hindi sapat, ang plasma arc ay hindi matatag at madalas na lalabas. Kung ang presyon ay labis, ang ilang bahagi ng plasma lamp ay maaaring maging walang silbi.
- Kung ang kalawang, maskara o langis ay inilapat sa workpiece, dapat itong mas mahusay na linisin at alisin. Bagaman ang pagputol ng hangin ay plasma at maaaring magputol ng mga kayumangging bahagi, pinakamahusay na kalimutan na ang mga nakakalason na usok ay inilalabas kapag ang kalawang ay pinainit.
Kung plano mong i-cut sa mga tangke na nag-iimbak ng mga nasusunog na materyales, dapat itong lubusan na linisin.
- Kung gusto mo ng makinis, parallel na hiwa na walang dumi o pitting, dapat mong piliin ang tamang flow rate at cutting speed.
Ang mga sumusunod na talahanayan ay nagpapakita ng pinakamainam na mga parameter ng pagputol para sa iba't ibang mga metal na may iba't ibang kapal.
Talahanayan 2. Plasma cutting power at cutting speed para sa mga blangkong bahagi ng iba't ibang metal.
Mga parameter ng pagputol ng air plasma
Sa unang pagkakataon na pipiliin mo ang bilis ng burner ay magiging mahirap, kailangan mo ng karanasan.
Kaya, ang prinsipyong ito ay maaaring unang kontrolin: ang plasma torch ay dapat na kontrolado upang ang mga spark ay makikita mula sa likod ng workpiece. Kung walang nakikitang sparks, hindi mapuputol ang workpiece. Tandaan din na ang pagpapatakbo ng kutsilyo ay masyadong mabagal ay negatibong makakaapekto sa kalidad ng hiwa, may mga sukat at bark dito, at ang kilikili ay maaari ding maging hindi matatag na masunog at kahit na lumabas.
Pagputol ng plasma
Maaari mo na ngayong ipagpatuloy ang proseso ng pagputol.
Bago ang pag-aapoy ng electric arc, ang plasmatron ay dapat na bula ng hangin upang alisin ang hindi sinasadyang paghalay at mga dayuhang particle.
Upang gawin ito, pindutin at bitawan ang pindutan ng pag-aapoy. Kaya, ang aparato ay pumapasok sa paraan ng paglilinis. Pagkatapos ng humigit-kumulang 30 segundo, maaari mong pindutin nang matagal ang pindutan ng pag-aapoy.
Tulad ng inilarawan na sa prinsipyo ng pagpapatakbo ng isang plasma lamp, isang auxiliary (pilot, pilot) arc ay nag-iilaw sa pagitan ng elektrod at dulo ng nozzle. Karaniwang hindi ito sisindi ng higit sa 2 segundo. Samakatuwid, sa panahong ito kinakailangan upang maipaliwanag ang nagtatrabaho (pagputol) na arko. Ang pamamaraan ay depende sa uri ng plasma lamp.
Kung ang flash ng plasma ay gumagana nang direkta, kinakailangan na gumawa ng isang maikling circuit: pagkatapos mabuo ang haba ng pagliko, dapat mong pindutin ang pindutan ng pag-aapoy - titigil ang suplay ng hangin at magsasara ang contact.
Pagkatapos ay awtomatikong bumukas ang balbula ng hangin, isang daloy ng hangin ang umaagos palabas ng balbula, nag-ionize, lumalaki ang laki, at inaalis ang spark mula sa plasma lamp nozzle. Samakatuwid, ang isang gumaganang arko ay umiilaw sa pagitan ng elektrod at ng metal ng bahagi.
Mahalaga! Ang contact arc ignition ay hindi nangangahulugan na ang plasma torch ay dapat ilapat o ilapat sa workpiece.
Plasma flame ignition
Kapag umilaw ang indicator, papatayin ang ilaw.
Kung ang gumaganang arko ay hindi maaaring i-on sa unang pagkakataon, dapat mong bitawan ang pindutan ng pag-aapoy at pindutin ito muli - magsisimula ang isang bagong ikot.
Mga tampok ng paggawa ng isang plasma lamp gamit ang iyong sariling mga kamay mula sa isang converter: circuit, mga yugto ng pagtatrabaho, kagamitan
Mayroong ilang mga kadahilanan kung bakit ang gumaganang arko ay maaaring hindi naiilawan: hindi sapat na presyon ng hangin, hindi sapat na pagpupulong ng lampara ng plasma, o iba pang pinsala.
Mayroon ding mga kaso kung saan naka-off ang cutting blade.
Ang dahilan ay malamang na may suot na elektrod o hindi pinapansin ang distansya sa pagitan ng plasma fuel at sa ibabaw ng workpiece.
Distansya sa pagitan ng lamp at metal
Alamin ang higit pa:

Plasma metal cutting na may remote shutdown
Ang manu-manong pneumatic plasma cutting ay nagsasangkot ng problema sa pagmamasid sa distansya sa pagitan ng torch/nozzle at ng metal na ibabaw.
Kapag nagtatrabaho sa kamay, ito ay medyo mahirap, dahil ang paghinga ay nawawalan ng kontrol at ang pagputol ay lumalabas na hindi pantay. Ang pinakamainam na distansya sa pagitan ng nozzle at workpiece ay 1.6-3 mm; ang mga espesyal na spacer ay ginagamit para sa pagmamasid, dahil ang plasma mismo ay hindi maaaring pinindot laban sa ibabaw ng workpiece.
Ang mga hagdan ay matatagpuan sa tuktok ng nozzle, pagkatapos ay ang plasmatron ay naka-mount sa workpiece at pagputol.
Tandaan na ang plasma lamp ay dapat na matatag na patayo sa workpiece. Pinahihintulutang paglihis mula 10 hanggang 50 °. Kung ang workpiece ay masyadong manipis, ang pamutol ay maaaring gaganapin sa isang maliit na sulok, na maiiwasan ang matinding pagpapapangit ng manipis na metal.
Ang natunaw na metal ay hindi dapat mahulog sa nozzle.
Maaari mong master ang pagtatrabaho sa pagputol ng plasma sa iyong sarili, ngunit mahalagang tandaan ang mga hakbang sa kaligtasan, ngunit din na ang nozzle at elektrod ay mga consumable na nangangailangan ng napapanahong kapalit.
Mga Kaugnay na Artikulo
Baka interesado ka
Ang mga plasma cutter ay malawakang ginagamit sa mga pagawaan at negosyong nauugnay sa mga non-ferrous na metal. Karamihan sa maliliit na negosyo ay gumagamit ng homemade plasma cutter.
Mahusay itong gumaganap kapag pinuputol ang mga non-ferrous na metal, dahil pinapayagan nito ang lokal na pag-init ng mga produkto at hindi pinapa-deform ang mga ito. Ang self-production ng mga cutter ay dahil sa mataas na halaga ng mga propesyonal na kagamitan.
Sa proseso ng pagmamanupaktura ng naturang tool, ginagamit ang mga bahagi mula sa iba pang mga electrical appliances.
Ang inverter ay ginagamit upang magsagawa ng trabaho sa parehong domestic at pang-industriya na kapaligiran. Mayroong ilang mga uri ng plasma cutter para sa pagtatrabaho sa iba't ibang uri ng mga metal.
may mga:
- Ang mga plasma cutter ay gumagana sa isang kapaligiran ng mga inert na gas, tulad ng argon, helium o nitrogen.
- Mga instrumentong gumagana sa mga ahente ng oxidizing, tulad ng oxygen.
- Kagamitang idinisenyo upang gumana sa halo-halong kapaligiran.
- Mga cutter na tumatakbo sa mga stabilizer ng gas-liquid.
- Mga device na gumagana gamit ang tubig o magnetic stabilization. Ito ang pinakabihirang uri ng pamutol, na halos imposibleng mahanap sa bukas na merkado.
O ang isang plasmatron ay ang pangunahing bahagi ng pagputol ng plasma, na responsable para sa direktang pagputol ng metal.

Disassembled plasma cutter.
Karamihan sa mga inverter plasma cutter ay binubuo ng:
- mga nozzle;
- elektrod;
- proteksiyon na takip;
- mga nozzle;
- hose;
- mga ulo ng pamutol;
- panulat;
- roller stop.
Ang prinsipyo ng pagpapatakbo ng isang simpleng semi-awtomatikong pamutol ng plasma ay ang mga sumusunod: ang gumaganang gas sa paligid ng plasma torch ay pinainit sa napakataas na temperatura, kung saan lumilitaw ang plasma na nagsasagawa ng kuryente.
Pagkatapos, ang isang kasalukuyang dumadaan sa ionized gas ay pumuputol sa metal sa pamamagitan ng lokal na pagkatunaw. Pagkatapos nito, inaalis ng plasma jet ang natitirang tinunaw na metal at isang maayos na hiwa ang nakuha.
Batay sa uri ng epekto sa metal, ang mga sumusunod na uri ng plasmatrons ay nakikilala:
- Mga aparatong hindi direktang aksyon.
Ang ganitong uri ng plasmatron ay hindi pumasa sa kasalukuyang sa pamamagitan ng sarili nito at angkop lamang sa isang kaso - para sa pagputol ng mga di-metal na produkto. - Direktang pagputol ng plasma.
Ginagamit para sa pagputol ng mga metal sa pamamagitan ng pagbuo ng plasma jet.
Paggawa ng plasma cutter gamit ang iyong sariling mga kamay
Maaaring gawin ang DIY plasma cutting sa bahay. Ang ipinagbabawal na gastos ng mga propesyonal na kagamitan at ang limitadong bilang ng mga modelo sa merkado ay nagpipilit sa mga manggagawa na mag-ipon ng isang pamutol ng plasma mula sa isang welding inverter gamit ang kanilang sariling mga kamay.
Maaaring gumawa ng homemade plasma cutter kung mayroon kang lahat ng kinakailangang sangkap.
Bago gumawa ng pag-install ng pagputol ng plasma, kailangan mong ihanda ang mga sumusunod na sangkap:
- Compressor.
Ang bahagi ay kinakailangan upang matustusan ang daloy ng hangin sa ilalim ng presyon. - Plasmatron.
Ang produkto ay ginagamit para sa direktang pagputol ng metal. - Mga electrodes.
Ginagamit upang mag-apoy ng arko at lumikha ng plasma. - Insulator.
Pinoprotektahan ang mga electrodes mula sa sobrang pag-init kapag nagsasagawa ng pagputol ng metal ng plasma. - nozzle.
Ang isang bahagi na ang laki ay tumutukoy sa mga kakayahan ng buong pamutol ng plasma, na binuo gamit ang iyong sariling mga kamay mula sa isang inverter. - Welding inverter.
DC power source para sa pag-install. Maaaring mapalitan ng isang welding transpormer.
Ang power source ng device ay maaaring maging transpormer o inverter.

Scheme ng pagpapatakbo ng isang plasma cutter.
Ang mga mapagkukunan ng Transformer DC ay nailalarawan sa pamamagitan ng mga sumusunod na kawalan:
- mataas na pagkonsumo ng kuryente;
- malalaking sukat;
- hindi naa-access.
Ang mga bentahe ng naturang mapagkukunan ng kuryente ay kinabibilangan ng:
- mababang sensitivity sa mga pagbabago sa boltahe;
- higit na kapangyarihan;
- mataas na pagiging maaasahan.
Maaaring gamitin ang mga inverters bilang power supply para sa plasma cutter kung kinakailangan:
- bumuo ng isang maliit na kagamitan;
- bumuo ng isang mataas na kalidad na pamutol ng plasma na may mataas na kahusayan at isang matatag na arko.
Dahil sa pagkakaroon at kagaanan ng inverter power supply, ang mga plasma cutter batay dito ay maaaring itayo sa bahay. Ang mga disadvantages ng inverter ay kinabibilangan lamang ng medyo mababang kapangyarihan ng jet. Dahil dito, ang kapal ng metal na workpiece na pinutol ng isang inverter plasma cutter ay seryosong limitado.
Ang isa sa pinakamahalagang bahagi ng isang pamutol ng plasma ay ang manu-manong pamutol.
Ang elementong ito ng metal cutting equipment ay binuo mula sa mga sumusunod na bahagi:
- hawakan na may mga hiwa para sa pagtula ng mga wire;
- pindutan ng pagsisimula ng gas plasma burner;
- mga electrodes;
- daloy ng swirl system;
- isang tip na nagpoprotekta sa operator mula sa mga splashes ng tinunaw na metal;
- isang spring upang matiyak ang kinakailangang distansya sa pagitan ng nozzle at ng metal;
- mga nozzle para sa pag-alis ng sukat at mga deposito ng carbon.
Ang pagputol ng metal ng iba't ibang kapal ay isinasagawa sa pamamagitan ng pagpapalit ng mga nozzle sa plasma torch. Sa karamihan ng mga disenyo ng sulo ng plasma, ang mga nozzle ay sinigurado ng isang espesyal na nut, na may diameter na nagpapahintulot sa iyo na ipasa ang conical tip at i-clamp ang malawak na bahagi ng elemento.
Pagkatapos ng nozzle may mga electrodes at pagkakabukod. Upang mapalakas ang arko, kung kinakailangan, ang isang air flow swirler ay kasama sa disenyo ng plasmatron.
Ang mga do-it-yourself na plasma cutter batay sa isang inverter power source ay medyo mobile. Salamat sa maliliit na sukat nito, ang mga kagamitang ito ay maaaring gamitin kahit na sa mga pinaka-hindi naa-access na lugar.
Mga guhit
Mayroong maraming iba't ibang mga guhit ng isang pamutol ng plasma sa Internet. Ang pinakamadaling paraan upang gumawa ng plasma cutter sa bahay ay ang paggamit ng DC inverter source.

Electrical circuit ng isang plasma cutter.
Ang pinakakaraniwang teknikal na pagguhit ng isang plasma arc cutter ay kinabibilangan ng mga sumusunod na bahagi:
- Electrode.
Ang elementong ito ay binibigyan ng boltahe mula sa pinagmumulan ng kapangyarihan upang i-ionize ang nakapalibot na gas. Bilang isang patakaran, ang mga refractory metal ay ginagamit bilang isang elektrod, na bumubuo ng isang malakas na oksido. Sa karamihan ng mga kaso, ang mga taga-disenyo ng welding machine ay gumagamit ng hafnium, zirconium o titanium. Ang pinakamahusay na pagpipilian ng materyal ng elektrod para sa paggamit sa bahay ay hafnium. - nozzle.
Ang isang bahagi ng isang awtomatikong plasma welding machine ay bumubuo ng isang jet ng ionized gas at nagpapasa ng hangin upang palamig ang elektrod. - Mas malamig.
Ang elemento ay ginagamit upang alisin ang init mula sa nozzle, dahil sa panahon ng operasyon ang temperatura ng plasma ay maaaring umabot sa 30,000 degrees Celsius.
Karamihan sa mga plasma cutting machine circuit ay nagpapahiwatig ng sumusunod na operating algorithm para sa cutter batay sa isang jet ng ionized gas:
- Ang unang pagpindot sa start button ay i-on ang relay na nagbibigay ng kuryente sa control unit ng device.
- Ang pangalawang relay ay nagbibigay ng kasalukuyang sa inverter at nagkokonekta sa electric burner purge valve.
- Ang isang malakas na daloy ng hangin ay pumapasok sa silid ng burner at nililinis ito.
- Pagkatapos ng isang tiyak na tagal ng panahon, na itinakda ng mga resistors, ang ikatlong relay ay isinaaktibo at nagbibigay ng kapangyarihan sa mga electrodes ng pag-install.
- Ang oscillator ay nagsimula, salamat sa kung saan ang gumaganang gas na matatagpuan sa pagitan ng cathode at anode ay ionized. Sa yugtong ito, nangyayari ang isang pilot arc.
- Kapag ang isang arko ay dinala sa isang bahagi ng metal, ang isang arko ay nag-aapoy sa pagitan ng plasma torch at sa ibabaw, na tinatawag na working arc.
- I-off ang kasalukuyang supply upang pag-apoy ang arko gamit ang isang espesyal na switch ng tambo.
- Pagsasagawa ng pagputol o gawaing hinang. Sa kaganapan ng pagkawala ng arko, ang reed switch relay ay muling i-on ang kasalukuyang at mag-aapoy sa standby na plasma jet.
- Kapag nakumpleto ang trabaho pagkatapos na patayin ang arko, ang ikaapat na relay ay nagsisimula sa compressor, ang hangin na nagpapalamig sa nozzle at nag-aalis ng mga labi ng nasunog na metal.
Ang pinakamatagumpay na plasma cutter scheme ay ang APR-91 model.
Ano ang kailangan natin?

Pagguhit ng pamutol ng plasma.
Upang lumikha ng isang plasma welding machine kailangan mong makuha:
- Pinagmulan ng DC;
- plasmatron.
Kasama sa huli ang:
- nguso ng gripo;
- mga electrodes;
- insulator;
- compressor na may kapasidad na 2-2.5 atmospheres.
Karamihan sa mga modernong manggagawa ay gumagawa ng plasma welding na konektado sa isang inverter power supply. Ang isang plasmatron na idinisenyo gamit ang mga bahaging ito para sa manu-manong pagputol ng hangin ay gumagana tulad ng sumusunod: ang pagpindot sa control button ay nag-aapoy ng isang electric arc sa pagitan ng nozzle at ng elektrod.
Matapos makumpleto ang trabaho, pagkatapos ng pagpindot sa shutdown button, ang compressor ay nagbibigay ng isang stream ng hangin at knocks off ang natitirang metal mula sa mga electrodes.
Pagpupulong ng inverter
Kung walang available na factory inverter, maaari kang mag-assemble ng gawang bahay.
Ang mga inverters para sa mga cutter batay sa gas plasma, bilang panuntunan, ay may mga sumusunod na bahagi:
- yunit ng kuryente;
- mga driver ng power switch;
- bloke ng kuryente

Plasma torch sa seksyon.
Ang mga plasma cutter o welding equipment ay hindi magagawa nang walang mga kinakailangang kasangkapan sa anyo ng:
- hanay ng mga screwdriver;
- panghinang na bakal;
- kutsilyo;
- hacksaw para sa metal;
- may sinulid na uri ng mga fastener;
- mga wire na tanso;
- PCB;
- mika.
Ang supply ng kuryente para sa pagputol ng plasma ay binuo batay sa isang ferrite core at dapat magkaroon ng apat na windings:
- pangunahin, na binubuo ng 100 pagliko ng kawad, 0.3 milimetro ang kapal;
- ang unang sekundarya ng 15 pagliko ng cable na may kapal na 1 milimetro;
- pangalawang pangalawang ng 15 liko ng 0.2 mm wire;
- ang pangatlo ay pangalawa mula sa 20 pagliko ng 0.3 mm wire.
pansinin mo! Upang mabawasan ang mga negatibong kahihinatnan ng mga surge ng boltahe sa elektrikal na network, ang paikot-ikot ay dapat isagawa sa buong lapad ng sahig na gawa sa base.
Ang power unit ng isang homemade inverter ay dapat na binubuo ng isang espesyal na transpormer. Upang lumikha ng elementong ito, kailangan mong pumili ng dalawang core at wind copper wire na 0.25 millimeters ang kapal sa kanila.
Ang espesyal na pagbanggit ay dapat gawin sa sistema ng paglamig, kung wala ito ang inverter power supply ng plasma torch ay maaaring mabilis na mabigo.

Pagguhit ng teknolohiya sa pagputol ng plasma.
Kapag nagtatrabaho sa device, upang makamit ang pinakamahusay na mga resulta, dapat mong sundin ang mga rekomendasyon:
- regular na suriin ang tamang direksyon ng gas plasma jet;
- suriin ang tamang pagpili ng kagamitan alinsunod sa kapal ng produktong metal;
- subaybayan ang kondisyon ng plasma torch consumables;
- siguraduhin na ang distansya sa pagitan ng plasma jet at ang workpiece ay pinananatili;
- palaging suriin ang bilis ng pagputol na ginamit upang maiwasan ang dross;
- pana-panahong suriin ang kalagayan ng gumaganang sistema ng supply ng gas;
- alisin ang panginginig ng boses ng electric plasmatron;
- Panatilihin ang isang malinis at maayos na lugar ng trabaho.
Konklusyon
Ang plasma cutting equipment ay isang kailangang-kailangan na tool para sa tumpak na pagputol ng mga produktong metal. Salamat sa kanilang maalalahanin na disenyo, ang mga sulo ng plasma ay nagbibigay ng mabilis, pantay at mataas na kalidad na mga hiwa ng mga sheet ng metal nang hindi nangangailangan ng kasunod na paggamot sa ibabaw.
Karamihan sa mga crafter mula sa maliliit na workshop ay mas gusto na mag-ipon ng mga mini cutter gamit ang kanilang sariling mga kamay para sa pagtatrabaho sa manipis na metal. Bilang isang patakaran, ang isang self-made plasma cutter ay hindi naiiba sa mga modelo ng pabrika sa mga tuntunin ng mga katangian at kalidad ng trabaho.