Vacuum furnace: arc, induction, thermal vacuum furnace, pati na rin ang hydrogen furnace. Industrial Frequency Induction Vacuum Melting Furnace
Induction furnace vacuum chamber housing: double-layer water-cooled, gawa sa SUS304 na espesyal na bakal. Ang vacuum sealing ay sinisiguro ng isang hugis "O" na singsing. Ang kaso ay nilagyan ng water cooling system (pinipigilan ang pagtanda ng "O" -ring). Ang connecting pipeline ng vacuum system ay matatagpuan sa katawan ng vacuum chamber. Sa loob ng apuyan ay nilagyan ng isang pagbuhos ng platform o butas. Sa panahon ng paghahagis, ang pugon ay pinaikot gamit ang isang drive na matatagpuan sa labas ng silid.
Ang vacuum furnace inductor ay gawa sa mataas na kalidad na walang oxygen na de-koryenteng tansong TU1 square section na may water cooling. Ginamit ang inductor kumpanyang Aleman Leybold.
Vacuum induction furnace cover: double-layer water-cooled, panloob na dingding gawa sa espesyal na bakal na SUS304. Ang takip ng furnace ay nilagyan ng water cooling unit, inspection window, at locking unit.
Ang hurno ay nilagyan ng isang malakas na mid-frequency thyristor power converter, na idinisenyo batay sa mga bagong henerasyong thyristor, high-speed na kasalukuyang at boltahe na sensor, na tinitiyak ang mataas na pagiging maaasahan, kaligtasan sa ingay at kakayahang magamit.
Ang sistema ng paglamig ng tubig ng isang vacuum furnace ay nahahati sa tatlong bahagi: ang cooling system ng mid-frequency converter, ang cooling system ng furnace body, inductor at vacuum system.
Ang sistema ng vacuum ay karaniwang binubuo ng isang mechanical pump na may solenoid pneumatic differential pressure valve (pinipigilan ang vacuum pump oil mula sa pagtulo), isang Roots pump, isang charge pump, mga pneumatic valve, isang air supply valve, isang air release valve, isang vacuum line, at mga corrugated pipe.
Ang antas ng vacuum ay sinusukat gamit ang isang digital na kumbinasyon ng vacuum gauge. Ang mga advanced na helium depressurization sensor ay ginagamit upang sukatin ang pressure rise coefficient, na ginagarantiyahan ang pagiging maaasahan at katumpakan ng mga teknikal na tagapagpahiwatig.
Ginagamit upang ikonekta ang mga bomba at vacuum pipeline mabilis na koneksyon metal mga corrugated pipe(binabawasan ang vibration). Ang antas ng vacuum ay sinusukat gamit ang isang digital na vacuum gauge.
Gumagamit ang MAGMATEX ng mga advanced na helium depressurization sensor upang sukatin ang pressure rise coefficient, na ginagarantiyahan ang pagiging maaasahan at katumpakan ng mga teknikal na tagapagpahiwatig.
Vacuum induction furnaces(VIP) ayon sa operating mode ay nahahati sa batch at semi-continuous furnaces.
Ang mga batch furnace ay mayroon lamang isang silid - ang silid ng pagtunaw at pagbuhos. Pagkatapos ng bawat pagtunaw at pagbuhos ng mga hulma, ang tinukoy na silid ay depressurized; alisin ang napunan na form mula dito; linisin at punan ang tunawan; ang singil ay na-load muli dito; maglagay ng walang laman na anyo sa silid; isara ang camera; ang hangin ay pumped out dito at isang bagong tunawin ay ginawa.
Ang mga semi-continuous na vacuum furnaces ay may, bilang karagdagan sa natutunaw at pagbuhos ng silid, mga karagdagang silid - hindi bababa sa isang patayo at isa o dalawang pahalang. Ang bawat isa sa mga karagdagang silid ay konektado sa isang dulo sa silid ng pagtunaw at pagbuhos (MPC), at ang pangalawang dulo ay libre. Ang mga karagdagang silid ay nakahiwalay sa natutunaw at nagbubuhos na silid (sa mga punto ng koneksyon) sa pamamagitan ng mga vacuum seal. Ang mga katulad na shutter ay nagbubukas o nagsasara sa mga libreng dulo ng mga silid. Sa semi-continuous VIP, ang pag-load ng charge sa crucible at ang pagkatunaw nito, batching at lahat ng uri ng finishing ng LM, supply ng mga walang laman na hulma (o molds), ang kanilang pagpuno, solidification ng LM, pagkuha ng filled forms - lahat ng mga teknolohikal na ito ang mga operasyon ay isinasagawa nang hindi nasira ang vacuum sa PZK.
Batay sa paraan ng pag-draining ng likidong metal mula sa isang tunawan sa isang amag o amag, ang mga VIP ay nakikilala:
a) na ang buong SCP ay nakatagilid kasama ang tunawan at ang ibinuhos na amag, na nakabitin sa mga bisagra sa pambalot ng silid na ito;
b) na ang crucible lamang ang nakatagilid sa loob ng PZK, at ang ibinubuhos na amag ay hindi gumagalaw sa ilang suporta sa loob ng silid.
Kasama sa mga vacuum furnaces ng semi-continuous operation ang mga furnace VIAM - 100, VIAM - 24, ISV - 0.6, ULVAK, KONSARK, atbp.
Ang VIAM-100 furnace PZK ay may cylindrical na hugis at matatagpuan nang pahalang. Humigit-kumulang sa gitna ng silid ay mayroong isang tunawan (na may isang inductor), na, kapag pinatuyo ang LM, ay tumagilid sa kahabaan ng axis ng SCP. Sa ibaba ng tunawan ay may roller conveyor (na may mga disc roller), kung saan inilalagay ang mga hulma sa panahon ng pagbuhos. Ang isang vertical cylindrical chamber ay naka-install sa itaas na bahagi ng SCP casing, kung saan ang singil ay na-load sa crucible nang hindi pinipigilan ang natutunaw na working space ng furnace. Ang axis ng vertical charge chamber ay tumutugma sa axis ng symmetry ng crucible.
Bago simulan ang susunod na ikot ng oven
VIAM – 100 ito ay kinakailangan: ang tunawan ay dapat suriin, linisin at ayusin (kung kinakailangan); Isara ang SCP sa lahat ng panig gamit ang mga vacuum seal (ibig sabihin, ihiwalay ito mula sa lahat ng iba pang mga silid) at i-pump out ang hangin mula dito hanggang sa natitirang presyon na mmHg. Art.; depressurize ang upper at side chambers, i.e. buksan ang kanilang mga panlabas na vacuum seal. Sa mahigpit na pagsasalita, ang mga nakalistang operasyon ay ginagawa bago magsimula ang unang pagtunaw. Kung ang hurno ay nagpapatakbo sa isang tuluy-tuloy na mode (halimbawa, sa panahon ng dalawang paglilipat), kung gayon ang PZK, natural, ay hindi depressurized at ang singil ay na-load sa tunawan kaagad pagkatapos ng nakaraang dosis ng likidong metal ay pinatuyo.
Susunod, upang ipagpatuloy ang isang bagong ikot ng pagtunaw, kinakailangan na: kumuha ng isang dosis ng mga bahagi ng singil sa isang espesyal na basket ng pagkarga, ilagay ito sa silid ng singil at isara ang silid na may panlabas na vacuum seal; mag-pump out ng hangin mula sa charge chamber sa isang natitirang presyon na katumbas ng presyon sa shut-off valve; buksan ang panloob na vacuum seal sa pagitan ng mga silid na ito, i-unload ang pinaghalong mula sa basket papunta sa tunawan; iangat ang walang laman na basket sa silid ng batch at isara ang panloob na vacuum seal; magbigay ng hangin (sa presyon ng atmospera) sa silid ng pagsingil; buksan ang panlabas na vacuum seal; mangolekta ng isang dosis ng mga bahagi ng singil sa basket ng paglo-load, atbp.; simulan ang pagtunaw ng singil sa tunawan.
Ang VIAM-100 furnace ay mayroon ding dalawang pahalang na karagdagang cylindrical chamber. Ang mga silid na ito ay matatagpuan sa mga gilid (kaliwa at kanan) ng gitnang proteksiyon na kalasag at konektado dito sa kanilang mga gumaganang dulo. Gaya ng nabanggit sa itaas, ang bawat side chamber sa magkabilang dulo (gumagana at libre) ay sarado o binubuksan ng mga vacuum shutter. Sa ilalim ng mga silid ay may mga roller conveyor na may mga disc roller na matatagpuan sa parehong antas ng mga roller sa shut-off valve. Sa pamamagitan ng isa sa mga silid sa gilid (halimbawa, ang kanan), ang mga walang laman na hulma ay ipinakain sa silid na natutunaw para sa pagbuhos. Tawagan natin ang kanang silid ng loading chamber. Sa pamamagitan ng iba pang (kaliwa) sila ay tinanggal pagkatapos na mapuno. Tawagin natin ang kaliwang silid na silid ng pagbabawas. Ang pagkakasunud-sunod ng pagpapakain ng mga walang laman na hulma pagkatapos ng pagtatapos ng pagtunaw ay ang mga sumusunod: ilagay ang mga hulma na ibubuhos sa auxiliary roller table (sa harap ng kanang silid) upang ang mga mangkok ng pagbuhos ng iba't ibang mga hugis ay matatagpuan sa parehong pahalang na eroplano, pinaka-maginhawa para sa pagbuhos mula sa tunawan ng tubig; itulak ang mga form sa roller table sa loob ng kanang silid at isara ito ng panlabas na vacuum seal; mag-pump out ng hangin mula sa loading (kanan) chamber sa isang natitirang presyon na katumbas ng presyon sa shut-off valve; buksan ang vacuum seal sa pagitan ng mga silid na ito, isumite (sa turn) ang una, pangalawa at iba pang mga hulma para sa pagbuhos, iposisyon ang bawat isa sa kanila upang ang pagbuhos ng mangkok ay nasa ilalim ng daliri ng tunawan, at punan ang mga hulma (depende ang bilang ng mga amag sa kanilang nilalamang metal at pangkalahatang sukat); isara ang vacuum seal sa pagitan ng natutunaw at pagbuhos at paglo-load ng mga silid; magbigay ng hangin sa loading chamber (sa atmospheric pressure), buksan ang panlabas na vacuum seal at maghanda para sa susunod na pagdating ng mga form.
Ang kaliwang bahagi ng silid ay ginagamit tulad ng sumusunod: isara ang libreng dulo gamit ang isang panlabas na vacuum seal (ang gumaganang dulo ay isinara nang may vacuum seal nang mas maaga bago magsimula ang pagkatunaw): pump out ng hangin mula sa discharge (kaliwa) na silid sa isang natitirang presyon katumbas ng presyon sa shut-off valve; buksan ang vacuum shutter sa pagitan ng mga chamber na ito, ilipat ang mga ibinuhos na hulma mula sa melting room patungo sa kaliwang silid at isara ang vacuum shutter, habang pinapanatili ang "vacuum" sa shut-off valve; mag-supply ng hangin (sa atmospheric pressure) sa unloading chamber, buksan ang external vacuum shutter at i-roll out ang filled forms papunta sa auxiliary roller conveyor na matatagpuan pagkatapos ng kaliwang chamber. Ang pagkakasunud-sunod at oras ng pagpapatakbo ng lahat ng mga silid ay dapat na magkatugma upang ang furnace downtime ay minimal. Kung ang shell ceramic molds na nakuha sa investment casting ay ginagamit, ang oras sa pagitan ng pag-alis ng mga molds na ito mula sa calcination furnace at pagbuhos ay dapat na hindi hihigit sa 15 minuto.
Ang VIAM-100 oven ay maaaring gumana sa isang silid sa gilid, halimbawa ang tama, gamit ito kapwa para sa pag-load ng mga walang laman na form at para sa pagbabawas ng mga napuno. Ang pagkakasunod-sunod ng pagsasara at pagbubukas ng mga vacuum valve, pagbomba o pagbibigay ng hangin sa side chamber, atbp. ay depende sa layunin kung saan ito ginagamit sa isang partikular na yugto ng operasyon ng furnace.
Ang VIAM-24 vacuum furnace ay binubuo ng tatlong pangunahing mga silid: pagtunaw at pagbuhos, pagsingil at para sa pagpapakain at pagbibigay ng mga hulma sa paghahagis.
Ang slam-shut valve ay may cylindrical na hugis, ay matatagpuan pahalang at sarado sa mga dulo ng spherical bottoms, kung saan ang harap ay bumubukas tulad ng isang pinto, at ang hulihan ay gumagalaw palayo sa axis ng kamara. Sa gitna ng silid ay may isang tunawan (na may isang inductor) na nakakabit sa likurang ibaba, kaya kung ililipat mo ang ibaba, ang tunawan ay aalisin mula sa SCP at ginagamit, halimbawa, isang pagawaan overhead crane ang crucible o inductor ay maaaring ayusin o palitan. Kapag pinatuyo ang likidong metal, ang crucible ay tumagilid sa isang eroplano na patayo sa axis ng silid nito. Sa ilalim ng crucible mayroong isang roller conveyor na may mga disc roller para sa pagtatakda ng mga hulma sa panahon ng pagbuhos.
Ang charge chamber ay ginawa sa anyo ng isang silindro, na matatagpuan patayo sa PZK casing coaxially sa crucible at nakahiwalay mula sa natutunaw na espasyo sa pamamagitan ng isang vacuum seal. Ang pag-load ng singil sa pamamagitan ng silid na ito ay isinasagawa nang katulad sa VIAM-100 furnace.
Ang tanging silid sa gilid ay may cylindrical na hugis, ay matatagpuan nang pahalang at ang gumaganang dulo nito ay konektado sa slam-shut valve sa pamamagitan ng isang vacuum seal. Ang nasabing shutter ay nagsasara at nagbubukas ng libreng dulo ng silid sa gilid. Sa loob ng silid ay may roller conveyor na may mga disc roller. Ang pagkakasunud-sunod ng pagbibigay ng mga walang laman na form mula sa silid na ito para sa pagpuno at pagtanggap ng mga napuno na mga form ay pareho sa mga katulad na silid ng VIAM-100 furnace Ang isang auxiliary roller conveyor para sa mga walang laman at napuno na mga form ay naka-install din sa harap ng silid.
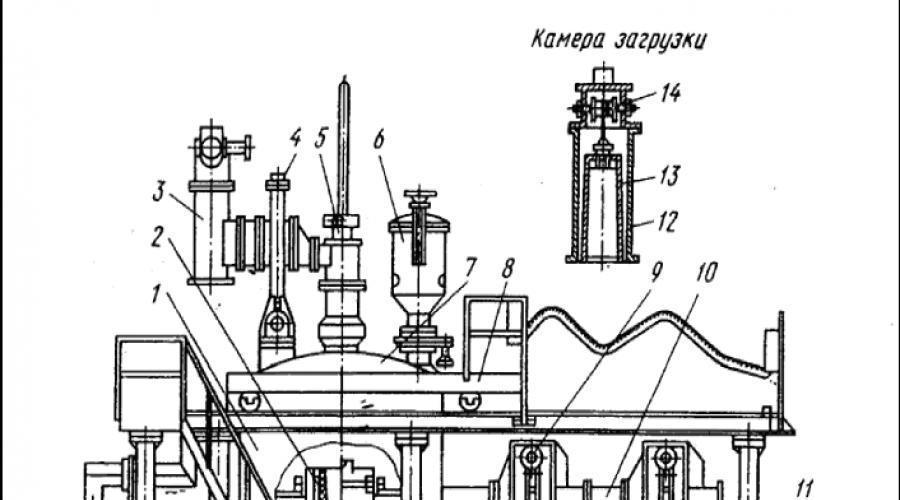
Sa Fig. Ipinapakita ng Figure 1.5 ang isang aparato para sa isang semi-continuous na vacuum ITP type ISV - 0.6 para sa paghahagis ng mga ingot mula sa mga haluang metal na lumalaban sa init at mga espesyal na bakal.
Ang ISV - 0.6 furnace ay sineserbisyuhan tulad ng sumusunod: Slam-shut valve 1 ng furnace ay sarado mula sa itaas na may takip 7 na matatagpuan sa isang self-propelled bridge-type trolley 8 na may electric drive. Ang troli na may takip ay gumagalaw sa mga riles sa kanan (ayon sa Fig. 1.5), bubukas ang shut-off valve, na nagreresulta sa libreng pag-access para sa paglilinis, pag-aayos at pagpapalit ng crucible 3.

kanin. 1.5. Vacuum ITP type ISV – 0.6
semi-continuous:
1 – natutunaw at nagbuhos ng silid; 2 – natutunaw na crucible; 3 - silid para sa pagkarga ng singil sa tunawan; 4 - rotary column; 5 - aparato para sa pagkuha ng mga sample ng likido at pagsukat ng temperatura nito; 6 – dispenser; 7 - takip ng natutunaw at pagbuhos ng silid; 8 – apat na gulong na self-propelled cart; 9 - vacuum seal; 10 – silid para sa paglo-load at pagbabawas ng mga hulma (i.e. paghahagis ng mga hulma);
11 – troli para sa pagpapakain ng mga hulma (molds) sa mga silid na naglo-load at natutunaw-pagbuhos at nag-aalis ng mga napunong amag mula sa kanila; 12 – charge chamber casing; 13 - basket para sa bayad;
14 – winch para sa pagbaba at pagtaas ng basket para sa singil
Ang singil ay ikinarga sa crucible gamit ang charge chamber 3, na isang cylindrical casing 12, sa loob kung saan ang isang basket 13 para sa charge ay nasuspinde sa isang cable. Ang basket na may singil na nakakarga dito ay ibinaba sa tunawan gamit ang isang winch 14, pagkatapos nito ay bubukas ang ilalim ng basket at ang singil ay ibinuhos sa tunawan. Ang charge chamber 3 ay naka-mount sa isang umiikot na column 4, na nagpapahintulot sa chamber 3 na ilipat sa gilid para sa kaginhawahan ng pag-load ng basket 13 na may bagong bahagi ng charge dito. Ang Chamber 3 ay pinaghihiwalay mula sa shut-off valve sa pamamagitan ng vacuum technological shutter at nakakonekta sa vacuum system. Ito ay nagbibigay-daan sa singil na mai-load sa crucible nang hindi nasira ang vacuum sa selyadong balbula.
Dispenser 6 ay idinisenyo para sa pagpasok ng iba't ibang solid additives sa tunawan ng tubig habang natutunaw. Ang silid ng dispenser ay may ilang mga seksyon kung saan nilo-load ang mga kinakailangang filler materials. Ang mga ito ay inilipat mula sa dispenser patungo sa tunawan ng tubig sa pamamagitan ng isang espesyal na rotary ladle na may hinged bottom. Katulad ng charge chamber 3, ang dispenser 6 ay pinaghihiwalay mula sa SCP sa pamamagitan ng vacuum seal.
Ang isang silid ng 10 molds ay konektado sa SCP. Ito ay pinaghihiwalay mula sa pagawaan at sa control room ng mga teknolohikal na vacuum valve 9 at konektado sa vacuum system. Ang supply ng mga hulma sa silid ng amag, at pagkatapos ay sa balbula ng shut-off, ay isinasagawa sa isang troli 11. Dahil dito, ang silid ng amag na may mga vacuum shutter ay nagsisilbing isang silid ng sluice, na tinitiyak na ang vacuum ay pinananatili sa shut-off balbula kapag pinapalitan ang mga hulma dito. Ang pagbuhos ng likidong metal sa mga hulma ay ginagawa sa pamamagitan ng pagkiling ng tunawan gamit ang isang electric drive. Ang natitirang presyon sa pugon ay 0.6 - 0.7 Pa. Ang furnace ay pinapagana mula sa isang thyristor source.
Produksyon at supply ng mga vacuum induction furnace sa Russia at mga bansa ng CIS
Sa kasalukuyan, ang pangangailangan para sa mga bakal at espesyal na haluang metal para sa aerospace, aviation, nuclear at power generation na mga industriya ay mabilis na lumalaki. Sa mga industriyang ito, ang mas mataas na mga halaga ng lakas, kadalisayan at iba pang mga katangian ng metal ay madalas na kinakailangan.
Upang malutas ang problema sa pagpapabuti ng mga katangian ng kalidad ng mga natunaw na metal, ang kumpanya ng MetaCube ay handa na mag-alok ng mga teknolohiya batay sa mga makabagong pamamaraan ng smelting para sa paggawa ng bakal at mga haluang metal na may mga espesyal na katangian ng teknolohiya. Kasama sa mga pamamaraang ito ang pagtunaw ng vacuum induction.
Ang pangangailangan na lumikha ng mga vacuum induction furnaces ay lumitaw na may kaugnayan sa pangangailangan na ipakilala industriyal na produksyon mataas na reaktibo at refractory na mga metal, tulad ng zirconium, titanium, niobium, beryllium at molibdenum, pati na rin ang tantalum, tungsten, uranium at marami pang iba. Ang isang kakaiba ng naturang mga metal ay ang mga ito ay nag-oxidize nang masinsinan kapag pinainit sa hangin, at samakatuwid ang pagtunaw ay dapat isagawa sa isang vacuum.

Mga tampok ng vacuum induction furnaces
Ginagawang posible ng teknolohiya sa pagtunaw ng induction ng vacuum na makakuha ng mataas na purified na mga metal sa isang kapaligirang walang oxygen. Kapag gumagamit ng mga vacuum induction furnace, posibleng makagawa ng heat-resistant at high-alloy steels at precision alloys. Gayundin sa mga vacuum induction furnaces posible na magsagawa ng paggamot sa init at pagtunaw ng mahalagang at mga metal na bihirang lupa, pati na rin ang pagtunaw ng high-grade na espesyal na salamin at paggamit ng mga ito upang makakuha ng mga solong kristal. Sa lahat ng mga kaso, ang nagresultang materyal sa mga vacuum furnaces ay nakikilala sa pamamagitan ng pagtaas ng kadalisayan at kaunting basura.
Ang isang mahalagang papel sa panahon ng pagpino sa isang vacuum induction furnace ay nilalaro ng proseso ng pagsingaw ng mga mababang natutunaw na impurities - lead, arsenic, lata at bismuth. Mataas na kalidad Ang vacuum metal ay bahagyang tinitiyak sa pamamagitan ng paglilinis ng haluang metal mula sa mga impurities na ito, na nakapaloob sa napakaliit na dami, na ginagawang imposibleng matukoy ang mga ito kahit na may mga advanced na pamamaraan ng analytical. Ito ay kinakailangan kapag ang mga kinakailangan para sa materyal ay medyo mataas at ang nagresultang espesyal na haluang metal ay dapat matugunan ang ilang mga katangian.
Ang isa pang bentahe ng mga vacuum furnaces ay ang kakayahang makakuha ng single-crystalline at fine-grained na mga istruktura ng metal. Sa kasong ito, ang mga katangian ng nagresultang materyal ay maaaring mahulaan.
| Modelo | Dami ng hurno, kg | Kapangyarihan, kW | Dalas, kHz | Ultimate cold vacuum, Pa | Pagkonsumo ng tubig para sa paglamig, m 3 / oras | Supply boltahe, V |
|---|---|---|---|---|---|---|
| VIP-10 | 10 | 50 | 2,5 | 6.67×10-3 | 5 | 380 |
| VIP-25 | 25 | 100 | 2,5 | 6.67×10-3 | 5 | 380 |
| VIP-50 | 50 | 100 | 2,5 | 6.67×10-3 | 7 | 380 |
| VIP-150 | 150 | 100 | 2,5 | 6.67×10-3 | 13 | 380 |
Ang operating temperatura ng mga hurno ay hanggang sa 2200 degrees.
- Posibilidad ng mahabang pagkakalantad likidong metal sa isang malalim na vacuum;
- Mataas na antas ng metal degassing;
- Posibilidad na i-reload ang pugon sa panahon ng proseso ng pagtunaw;
- Ang kakayahang aktibong maimpluwensyahan ang pagtindi ng mga proseso ng deoxidation at pagpino anumang oras sa panahon ng smelting;
- Ang kakayahang epektibong kontrolin at ayusin ang estado ng pagkatunaw sa pamamagitan ng temperatura at komposisyon ng kemikal nito sa buong proseso;
- Partikular na kadalisayan ng mga nagresultang casting dahil sa kawalan ng anumang mga non-metallic inclusions;
- Ang kakayahang makagawa ng mabilis na pag-init (direktang pag-init dahil sa init na nabuo sa matunaw), sa gayon ay nagdaragdag ng produktibo;
- Mataas na homogeneity ng matunaw dahil sa aktibong paghahalo ng metal;
- Anumang anyo ng hilaw na materyales (bukol-bukol na materyales, briquette, pulbos, atbp.)
- Mataas na kahusayan at pagkamagiliw sa kapaligiran.
Disenyo ng mga vacuum furnaces
ay isang high-frequency furnace na gawa sa isang refractory crucible, na inilagay sa loob ng isang inductor, na kung saan ay matatagpuan sa loob ng isang selyadong pabahay, kung saan mga vacuum pump ang mga gas ay ibinubomba palabas. Ang crucible ng mga vacuum furnaces ay ginawa mula sa mga pulbos na mataas na refractory na materyales sa pamamagitan ng pag-iimpake sa isang inductor ayon sa isang template. Ang mga vacuum induction furnace ay mga mekanisadong yunit. Ang pagbubuhos ng metal ay maaaring mangyari alinman sa pamamagitan ng pag-ikot ng pugon sa loob ng silid, o sa pamamagitan ng pag-ikot ng silid mismo sa kabuuan. Ang isang vacuum induction melting furnace ay nagpapahintulot sa iyo na independiyenteng isagawa ang mga sumusunod na operasyon: ayusin ang temperatura ng matunaw, baguhin ang presyon sa loob ng kamara, ihalo ang matunaw, at magdagdag din ng iba pang mga elemento sa matunaw.
Ang modular na prinsipyo ng pagtatayo ng mga vacuum furnaces ay ginagawang posible upang makamit ang mas mataas na compactness ng pugon, pati na rin ang posibilidad ng pagkonekta ng mga karagdagang module - isang silid para sa pagbabawas, pagbuhos, at pag-alis din ng mga resultang produkto.
Ang disenyo ng mga modernong vacuum induction furnace ay ginagawang posible na mag-install ng mga hulma at mag-alis ng mga ingot mula sa kanila nang hindi nasira ang vacuum sa pugon. Ang mga vacuum induction furnace ay kadalasang mga awtomatikong device. Ang pag-load ng singil, pagpapakilala ng mga additives at additives, at paghahagis ng metal ay isinasagawa gamit ang isang electric o hydraulic drive.
Bumili ng vacuum induction furnace sa mababang presyo - MetaCube Company
 Ang kumpanya ng MetaCube ay handang mag-alok sa iyo malawak na pagpipilian vacuum induction furnaces sa mababang presyo na may paghahatid at pag-commissioning sa buong Russia at mga bansang CIS. Ang aming kumpanya ay may malawak na karanasan sa pagbibigay ng iba't ibang kagamitang metalurhiko sa mga negosyo sa Russia, Kazakhstan, Belarus at iba pang mga bansang CIS.
Ang kumpanya ng MetaCube ay handang mag-alok sa iyo malawak na pagpipilian vacuum induction furnaces sa mababang presyo na may paghahatid at pag-commissioning sa buong Russia at mga bansang CIS. Ang aming kumpanya ay may malawak na karanasan sa pagbibigay ng iba't ibang kagamitang metalurhiko sa mga negosyo sa Russia, Kazakhstan, Belarus at iba pang mga bansang CIS.
Ang pagtunaw sa isang vacuum induction furnace ay nagbibigay-daan sa iyo upang malutas ang ilang mga problema sa paggawa ng mga kumplikadong haluang metal. Una, kapag natutunaw sa isang vacuum, gamit ang deoxidation na may carbon at pagtaas ng temperatura, posible na sirain ang oxide film sa ibabaw ng paliguan at matunaw at mag-cast ng mga haluang metal na may malinis na salamin. Pangalawa, sinisiguro ang katatagan komposisyon ng kemikal
Pangatlo, pagkatapos matunaw sa isang vacuum, ang kadalisayan ng mga haluang metal ay tumataas nang malaki. Halimbawa, sa heat-resistant nickel alloy na R235 (0.15% C; 15.5% Cr; 5.3% Mo; 10% Fe; 2.0% Ti; 3.0% Al) sa isang nickel base kumpara sa natutunaw, sa hangin ang nilalaman ng oxygen ay nabawasan. mula 0.017 hanggang 0.0025%, nitrogen mula 0.004 hanggang 0.002%, hydrogen mula 0.0006 hanggang 0.00005%. Sa Wespalloy alloy (0.07% C; 0.4% Si; 0.7% Mn; 19% Cr; 14% Co; 4.3% Mo; 3.0% Ti; 1.3% Al; Ni - rest) ang nilalaman ng oxygen pagkatapos matunaw sa vacuum ay bumaba sa 0.0012%; nitrogen hanggang 0.012%, hydrogen hanggang 0.00025%.
Sa Fig. 113 ay nagpapakita ng epekto ng nitrogen sa mga katangian ng heat-resistant na haluang ZhS6K- Gaya ng makikita mula sa Fig. MULA, para sa haluang ito ay kinakailangan upang makakuha ng ilang pinakamainam na nilalaman ng nitrogen. Ang nitrogen ay malinaw na may pagbabagong epekto sa istraktura ng haluang metal. Ang oxygen sa mga haluang metal na lumalaban sa init ay may negatibong epekto sa mga katangian ng lumalaban sa init, na malinaw na nakikita mula sa Fig. 114, na nagpapakita ng pag-asa sa oras ng pagkasira ng Udimet-500 na haluang metal sa ilalim ng pagkarga sa konsentrasyon ng oxygen.

Ang mga katangian ng mga haluang metal Kh20N80 at Kh15N60, na natunaw sa VIP, ay lubos na naiimpluwensyahan ng REM additive. Sa isang vacuum, ang dami ng mga rare earth metal ay maaaring makabuluhang bawasan. Karamihan magandang resulta ay nakuha sa pamamagitan ng doping ang haluang metal na may 0.10-0.15% cerium at 1.4% silikon o 0.05-0.08% cerium at 0.05-0.08% lanthanum. Salamat sa pagtaas ng kadalisayan ng metal, ang nilalaman ng nitrogen ay 0.007%; oxygen 0.001%.
Pagkatapos ng VIP, ang survivability ng Kh20N80 alloy ay tumaas mula 40 hanggang 70 oras, at dahil sa karagdagang alloying ng mga rare-earth na metal sa vacuum mula 70 hanggang 150-250 na oras (96% ng lahat ng natutunaw). Ang survivability ng X15N60 alloy, mas mababa ang alloyed kaysa sa X20N80, ay lumampas sa 100 oras Ang mga electrical properties ay tumaas din. Kaya, para sa X20N80 alloy, ang electrical resistivity ay tumaas sa average mula 1.1 hanggang 1.18 Ohm mm2/m. Kapag pinainit sa isang vacuum na materyal, ang isang pagbabago sa electrical resistance ng 3-8% ay nangyayari sa 200-400 na oras, habang sa isang maginoo na haluang metal ay tumatagal ng 40-60 na oras.
Ayon sa mga may-akda ng gawaing ito, positibong impluwensya Ang paggamit ng cerium sa VIP ay ang epekto nito sa pagbuo ng sulfide. Itinataguyod ng Cerium ang pag-alis ng mga sulfide sa pamamagitan ng pagbuo ng malakas, matigas na sulfide na lumulutang bago o sa isang maagang yugto ng pagkikristal. metal. Magnesium ay may katulad na epekto sa asupre.
Sa panahon ng vacuum smelting ng mga haluang metal na lumalaban sa init sa isang induction furnace, nangyayari ang makabuluhang pagsingaw ng mga non-ferrous na dumi ng metal. Ang pamamaraang ito ay nagbibigay ng isa sa pinakamababang antas ng mga impurities na ito kumpara sa ibang mga pamamaraan. Kaya, para sa mataas na lakas na bakal, ayon kay Chuprin, ang nilalaman ng mga non-ferrous na impurities ng metal, depende sa paraan ng smelting, ay nailalarawan sa pamamagitan ng data na ibinigay sa Talahanayan. 37.
Talahanayan 37 NILALAMAN NG MGA IMPURITIES NG NON-FERROUS METAL SA HIGH-STRENGTH NA BAKAL
|
pagtunaw ng hangin |
|||||
Sa pagtaas ng tagal ng pagkakalantad ng likidong metal sa vacuum, bumababa ang nilalaman ng mga non-ferrous na impurities, at mekanikal na katangian ang mga haluang metal ay tumaas, tulad ng makikita sa Fig. 115.
Ngunit ang simpleng pagpino ng isang metal mula sa mga impurities ay hindi palaging nagpapabuti sa mga katangian nito.
Kaya, ayon kay K. Ya, para sa mga haluang metal na lumalaban sa init, bilang karagdagan sa pagpino sa isang vacuum. malaking halaga ay may natitirang nilalaman ng mga elemento ng pagbabago ng magnesium at cerium.
Bilang resulta ng pagtunaw sa vacuum, ang mga mekanikal na katangian ng mga haluang metal na lumalaban sa init ay makabuluhang nadagdagan. Ang isang halimbawa ay ang pagpapabuti ng mga katangian ng isang heat-resistant na haluang metal na natunaw sa isang vacuum induction furnace.
Ang pagtunaw sa isang vacuum induction furnace ay nagdaragdag sa pagiging malambot ng mga haluang metal ng kobalt at ginagawang posible na iproseso ang karaniwang mga non-deformable na haluang metal. Ang mga katangian ng cast alloys at precision castings tulad ng mga blades, valves, turbine rotors, guides at iba pang jet engine parts ay napabuti.
Ang pagtunaw ng vacuum ay ginagawang posible upang madagdagan ang mga mekanikal na katangian ng mga haluang metal na lumalaban sa init dahil sa pagiging kumplikado ng komposisyon, i.e., ang pagpapakilala ng mga bagong bahagi ng alloying at isang pagtaas sa nilalaman ng mga nagpapatibay na bahagi. Sa panahon ng maginoo na pagtunaw sa hangin, ang pagtaas sa nilalaman ng titan, aluminyo, molibdenum o isang mas kumplikadong komposisyon ay humahantong sa isang pagbawas sa mga katangian ng lumalaban sa init.
I-collapse
Ang induction furnace ay isang furnace apparatus na ginagamit para sa pagtunaw ng non-ferrous (bronze, aluminum, copper, gold at iba pa) at ferrous (cast iron, steel at iba pa) na mga metal dahil sa pagpapatakbo ng isang inductor. Ang isang kasalukuyang ay ginawa sa larangan ng inductor nito, pinainit nito ang metal at dinadala ito sa isang tinunaw na estado.
Una, maaapektuhan ito ng electromagnetic field, pagkatapos ay sa pamamagitan ng electric current, at pagkatapos ay dadaan ito sa thermal stage. Simpleng disenyo Ang ganitong aparato ng kalan ay maaaring tipunin nang nakapag-iisa mula sa iba't ibang magagamit na mga materyales.
Prinsipyo ng pagpapatakbo
Ito aparato ng pugon ay de-koryenteng transpormer na may pangalawang short-circuited winding. Ang prinsipyo ng pagpapatakbo ng isang induction furnace ay ang mga sumusunod:
- gamit ang isang generator, ang isang alternating current ay nilikha sa inductor;
- ang isang inductor na may isang kapasitor ay lumilikha ng isang oscillatory circuit, ito ay nakatutok sa dalas ng pagpapatakbo;
- sa kaso ng paggamit ng isang self-oscillating generator, ang kapasitor ay hindi kasama sa circuit ng aparato at sa kasong ito ang sariling reserbang kapasidad ng inductor ay ginagamit;
- Ang magnetic field na nilikha ng inductor ay maaaring umiral sa libreng espasyo o isara gamit ang isang indibidwal na ferromagnetic core;
- ang magnetic field ay kumikilos sa metal workpiece o singil na matatagpuan sa inductor at bumubuo ng magnetic flux;
- ayon sa mga equation ni Maxwell, nag-uudyok ito ng pangalawang kasalukuyang sa workpiece;
- na may solid at napakalaking magnetic flux ang nabuong kasalukuyang ay sarado sa workpiece at isang Foucault kasalukuyang o eddy kasalukuyang ay nilikha;
- pagkatapos ng pagbuo ng naturang kasalukuyang, ang batas ng Joule-Lenz ay magkakabisa, at ang resulta ay nakuha gamit ang isang inductor at magnetic field pinapainit ng enerhiya ang metal billet o singil.
Sa kabila multi-stage na gawain, ang aparato ng isang induction furnace ay maaaring makagawa ng hanggang 100% na kahusayan sa vacuum o hangin. Kung ang daluyan ay may magnetic permeability, kung gayon ang tagapagpahiwatig na ito ay tataas;
Device
Ang hurno na pinag-uusapan ay isang uri ng transpormer, ngunit wala itong pangalawang paikot-ikot; Magsasagawa ito ng kasalukuyang, ngunit ang mga dielectric ay hindi uminit sa prosesong ito, nananatili silang malamig.
Ang disenyo ng induction crucible furnaces ay may kasamang inductor, na binubuo ng ilang mga liko tubo ng tanso, na pinagsama sa anyo ng isang likid, ang coolant ay patuloy na gumagalaw sa loob nito. Ang inductor ay naglalaman din ng isang tunawan, na maaaring gawin ng grapayt, bakal at iba pang mga materyales.
Bilang karagdagan sa inductor, ang furnace ay may magnetic core at isang hearth stone, na lahat ay nakapaloob sa furnace body. Kabilang dito ang:

Sa mga modelo ng pugon mataas na kapangyarihan Ang pambalot ng paliguan ay kadalasang ginagawang medyo matibay, kaya walang frame sa naturang aparato. Ang pangkabit ng pabahay ay dapat makatiis ng malakas na pagkarga kapag ang buong oven ay nakatagilid. Ang frame ay kadalasang gawa sa mga hugis na beam na gawa sa bakal.
Ang isang crucible induction furnace para sa pagtunaw ng metal ay naka-install sa isang pundasyon kung saan ang mga suporta ay naka-mount ang mga axle ng mekanismo ng pagkiling ng aparato ay nakasalalay sa kanilang mga bearings.
Ang pambalot ng paliguan ay ginawa mula sa mga sheet ng metal, kung saan hinangin ang mga stiffener para sa lakas.
Ang induction unit casing ay ginagamit bilang isang connecting link sa pagitan ng furnace transformer at ng hearth stone. Upang mabawasan ang kasalukuyang pagkalugi, ito ay ginawa ng dalawang halves, sa pagitan ng kung saan mayroong isang insulating gasket.
Ang mga halves ay konektado gamit ang bolts, washers at bushings. Ang nasabing pambalot ay ginawang cast o welded kapag pumipili ng materyal para dito, ang kagustuhan ay ibinibigay sa mga non-magnetic na haluang metal. Ang two-chamber induction steelmaking furnace ay may karaniwang casing para sa parehong paliguan at ang induction unit.
SA maliliit na hurno, kung saan ang paglamig ng tubig ay hindi ibinigay, mayroon yunit ng bentilasyon, nakakatulong itong alisin ang sobrang init mula sa unit. Kahit na mag-install ka ng water-cooled inductor, kailangan mong i-ventilate ang opening malapit sa hearth stone upang hindi ito mag-overheat.
Ang mga modernong pag-install ng pugon ay hindi lamang mayroong water-cooled inductor, ngunit nagbibigay din paglamig ng tubig mga casing. Ang mga fan na pinapagana ng isang drive motor ay maaaring mai-install sa frame ng furnace. Dahil sa makabuluhang masa ng naturang device, kagamitan sa bentilasyon naka-install malapit sa kalan. Kung ang isang induction furnace para sa produksyon ng bakal ay may naaalis na bersyon ng mga induction unit, kung gayon ang bawat isa sa kanila ay binibigyan ng sarili nitong bentilador.
Hiwalay, ito ay nagkakahalaga ng pagpuna sa mekanismo ng ikiling, na para sa mga maliliit na oven ay may manu-manong drive, at para sa mga malalaking ito ay nilagyan ng hydraulic drive na matatagpuan sa drain spout. Anuman ang naka-install na mekanismo ng ikiling, dapat itong tiyakin na ang buong nilalaman ng banyo ay ganap na pinatuyo.
Pagkalkula ng kapangyarihan
Dahil ang pamamaraan ng induction ng pagtunaw ng bakal ay mas mura kaysa sa mga katulad na pamamaraan batay sa paggamit ng langis ng gasolina, karbon at iba pang mga mapagkukunan ng enerhiya, ang pagkalkula ng isang induction furnace ay nagsisimula sa pagkalkula ng kapangyarihan ng yunit.
Ang kapangyarihan ng isang induction furnace ay nahahati sa aktibo at kapaki-pakinabang, bawat isa sa kanila ay may sariling formula.
Bilang paunang data na kailangan mong malaman:
- ang kapasidad ng pugon, sa kaso na isinasaalang-alang halimbawa, ito ay 8 tonelada;
- kapangyarihan ng yunit (kinuha ang pinakamataas na halaga nito) - 1300 kW;
- kasalukuyang dalas - 50 Hz;
- Ang pagiging produktibo ng halaman ng pugon ay 6 tonelada bawat oras.
Kinakailangan din na isaalang-alang ang metal o haluang metal na natutunaw: ayon sa kondisyon, ito ay sink. Ito mahalagang punto, ang balanse ng init ng cast iron na natutunaw sa isang induction furnace, pati na rin ang iba pang mga haluang metal, ay iba.
Kapaki-pakinabang na kapangyarihan na inilipat sa likidong metal:
- Рpol = Wtheor×t×P,
- Wtheor – tiyak na pagkonsumo enerhiya, ito ay teoretikal, at nagpapakita ng sobrang init ng metal sa pamamagitan ng 1 0 C;
- P - pagiging produktibo ng pag-install ng pugon, t / h;
- t ay ang sobrang init na temperatura ng haluang metal o metal billet sa furnace bath, 0 C
- Rpol = 0.298×800×5.5 = 1430.4 kW.
Aktibong kapangyarihan:
- P = Ppol/Yuterm,
- Rpol – kinuha mula sa nakaraang formula, kW;
- Ang Yuterm ay ang kahusayan ng isang foundry furnace, ang mga limitasyon nito ay mula 0.7 hanggang 0.85, na may average na 0.76.
- P = 1311.2/0.76 = 1892.1 kW, ang halaga ay bilugan sa 1900 kW.
Naka-on huling yugto Ang kapangyarihan ng inductor ay kinakalkula:
- Balat = P/N,
- R – aktibong kapangyarihan pag-install ng pugon, kW;
- Ang N ay ang bilang ng mga inductor na ibinigay sa pugon.
- Balat =1900/2= 950 kW.
Ang paggamit ng kuryente ng isang induction furnace kapag natutunaw ang bakal ay nakasalalay sa pagganap nito at sa uri ng inductor.
Mga species at subspecies
Ang mga induction furnace ay nahahati sa dalawang pangunahing uri:

Bilang karagdagan sa dibisyong ito, ang mga induction furnace ay compressor, vacuum, bukas at puno ng gas.
DIY induction furnace
Kabilang sa mga magagamit na karaniwang pamamaraan para sa paglikha ng naturang mga yunit ay matatagpuan hakbang-hakbang na gabay paano gumawa ng induction oven mula sa welding inverter, na may nichrome spiral o graphite brushes, ipinapakita namin ang kanilang mga tampok.
High frequency generator unit
Isinasagawa ito na isinasaalang-alang ang kapangyarihan ng disenyo ng yunit, pagkalugi ng eddy at pagtagas ng hysteresis. Ang istraktura ay pinapagana mula sa isang regular na 220 V network, ngunit gumagamit ng isang rectifier. Ang ganitong uri ng pugon ay maaaring nilagyan ng mga graphite brush o isang nichrome spiral.
Upang lumikha ng isang hurno kakailanganin mo:
- dalawang UF4007 diodes;
- mga capacitor ng pelikula;
- field-effect transistors, dalawang piraso;
- 470 Ohm risistor;
- dalawang throttle ring, maaari silang alisin sa isang lumang computer system technician;
- tansong kawad Ø seksyon 2 mm.
Ang mga kasangkapang ginamit ay isang panghinang at pliers.
Narito ang isang diagram para sa isang induction furnace:

Ang mga induction portable na melting furnace ng ganitong uri ay nilikha sa sumusunod na pagkakasunud-sunod:
- Ang mga transistor ay matatagpuan sa mga radiator. Dahil sa ang katunayan na sa panahon ng proseso ng pagtunaw ng metal ang circuit ng aparato ay mabilis na pinainit, ang radiator para dito ay dapat mapili na may malalaking parameter. Pinapayagan na mag-install ng ilang mga transistor sa isang generator, ngunit sa kasong ito kailangan nilang ihiwalay mula sa metal gamit ang mga gasket na gawa sa plastik at goma.
- Dalawang chokes ang ginawa. Para sa kanila, ang dalawang singsing na dati nang tinanggal mula sa computer ay kinuha, ang tansong kawad ay nakabalot sa kanila, ang bilang ng mga pagliko ay limitado mula 7 hanggang 15.
- Ang mga capacitor ay pinagsama sa isang baterya upang makabuo ng isang kapasidad na 4.7 μF sa output ang mga ito ay konektado sa parallel.
- Nakabalot sa inductor kawad na tanso, ang diameter nito ay dapat na 2 mm. Ang panloob na diameter ng paikot-ikot ay dapat tumugma sa laki ng tunawan na ginamit para sa pugon. Isang kabuuan ng 7-8 na pagliko ang ginawa at ang mga mahabang dulo ay naiwan upang sila ay konektado sa circuit.
- Bilang pinagmumulan ng assembled circuit Ang isang 12 V na baterya ay konektado; ito ay tumatagal ng humigit-kumulang 40 minuto ng pagpapatakbo ng oven.
Kung kinakailangan, ang pabahay ay gawa sa isang materyal na may mataas na paglaban sa init. Kung ang isang induction melting furnace ay ginawa mula sa isang welding inverter, kung gayon proteksiyon na pabahay dapat naroroon, ngunit dapat itong batayan.
Disenyo ng graphite brush
Ang gayong pugon ay ginagamit para sa pagtunaw ng anumang metal at haluang metal.
Upang lumikha ng isang aparato kailangan mong maghanda:
- mga brush ng grapayt;
- may pulbos na granite;
- transpormer;
- fireclay brick;
- bakal na kawad;
- manipis na aluminyo.
Ang teknolohiya para sa pag-assemble ng istraktura ay ang mga sumusunod:

Device na may nichrome spiral
Ang ganitong aparato ay ginagamit para sa pagtunaw ng malalaking volume ng metal.
Bilang mga consumable para sa pag-aayos lutong bahay na kalan ginamit:
- nichrome;
- asbesto thread;
- piraso ng ceramic pipe.
Matapos ikonekta ang lahat ng mga bahagi ng hurno ayon sa diagram, ang operasyon nito ay ang mga sumusunod: pagkatapos ng pagpapakain agos ng kuryente papunta sa isang nichrome spiral, inililipat nito ang init sa metal at tinutunaw ito.
Ang paglikha ng naturang hurno ay isinasagawa sa sumusunod na pagkakasunud-sunod:

Ang disenyo na ito ay nailalarawan sa pamamagitan ng mataas na pagganap; ito ay lumalamig nang mahabang panahon at mabilis na uminit. Ngunit kinakailangang isaalang-alang na kung ang spiral ay hindi maganda ang pagkakabukod, mabilis itong masunog.
Mga presyo para sa mga yari na induction furnace
Ang mga disenyo ng lutong bahay na kalan ay nagkakahalaga ng mas mura kaysa sa mga binili, ngunit hindi sila magagawa sa malalaking volume, kaya kung wala handa na mga pagpipilian para sa mass production ng matunaw ay kailangang-kailangan.
Ang mga presyo para sa mga induction furnace para sa pagtunaw ng metal ay nakasalalay sa kanilang kapasidad at pagsasaayos.
| Modelo | Mga Katangian at Tampok | Presyo, rubles |
INDUTERM MU-200  |
Sinusuportahan ng hurno ang 16 na mga programa sa temperatura, ang maximum na temperatura ng pag-init ay 1400 0C, ang mode ay kinokontrol gamit ang isang S-type na thermocouple Ang yunit ay gumagawa ng kapangyarihan na 3.5 kW. | 820 libo |
INDUTERM MU-900  |
Ang oven ay gumagana mula sa isang power supply na 380 W, kontrol ng temperatura nangyayari gamit ang isang type S thermocouple at maaaring umabot ng hanggang 1500 0C. Kapangyarihan - 15 kW. | 1.7 milyon |
| UPI-60-2
|
Ang mini induction melting furnace na ito ay maaaring gamitin para sa pagtunaw ng mga non-ferrous at mahalagang metal. Ang mga workpiece ay ikinarga sa isang graphite crucible, at sila ay pinainit ayon sa prinsipyo ng transpormer. | 125 libo |
IST-1/0.8 M5  |
Ang furnace inductor ay isang basket kung saan ang isang magnetic circuit ay binuo kasama ng isang coil. Yunit 1 tonelada. | 1.7 milyon |
UI-25P  |
Ang aparato ng pugon ay idinisenyo para sa isang pagkarga ng 20 kg, nilagyan ito ng isang nakatutok na pagkahilig ng yunit ng pagtunaw. Ang kalan ay may kasamang bloke ng mga capacitor na baterya. Kapangyarihan ng pag-install - 25 kW. Ang maximum na heating t ay 1600 0C. | 470 libo |
UI-0.50T-400  |
Ang yunit ay dinisenyo para sa isang load ng 500 kg, ang pinakamataas na kapangyarihan ng pag-install ay 525 kW, ang boltahe para dito ay dapat na hindi bababa sa 380 W, ang maximum na operating temperatura ay 1850 0C. | 900 libo |
ST 10  |
Maghurno kumpanyang Italyano nilagyan ng digital thermostat, ang control panel ay may teknolohiyang SMD na nakapaloob dito, na mabilis na kumikilos. Ang unibersal na yunit ay maaaring gumana sa iba't ibang mga kapasidad mula 1 hanggang 3 kg, para dito hindi na ito kailangang muling ayusin. Ito ay inilaan para sa mga mahalagang metal, ang pinakamataas na temperatura nito ay 1250 0C. | 1 milyon |
ST 12  |
Static induction oven na may digital thermostat. Maaari itong dagdagan ng isang vacuum casting chamber, na ginagawang posible na isagawa ang paghahagis sa tabi mismo ng pag-install. Nagaganap ang kontrol gamit ang touch panel. Pinakamataas na temperatura– 1250 0С. | 1050 libo |
| IchT-10TN | Ang hurno ay idinisenyo para sa isang pagkarga ng 10 tonelada, ito ay isang medyo malaking yunit, para sa pag-install nito kailangan mong maglaan ng isang saradong silid ng pagawaan. | 8.9 milyon |
