Mga bahagi ng gluing. Pag-aayos ng mga bahagi sa pamamagitan ng gluing Adhesive para sa mga prefabricated na modelo: regular
Basahin din
Pag-aayos ng mga bahagi sa pamamagitan ng gluing
Ang mga bagong uri ng unibersal na sintetikong pandikit na binuo ng mga siyentipiko ng Sobyet ay ginagawang posible na matatag na ikonekta ang mga metal, kahoy, salamin, plastik, friction linings, atbp., kapwa sa bawat isa at sa anumang kumbinasyon sa bawat isa.
Ang mga bentahe ng mga pandikit ay medyo mataas na lakas ng magkasanib na, higpit, kinis at kalinisan ng tahi, kakulangan ng konsentrasyon ng stress, paglaban ng tubig-gasolina-langis, paglaban sa acid-alkali, paglaban sa kaagnasan, elasticity at paglaban sa mga vibrations at shocks, electrical insulating properties at mababang repair complexity.
Ang paggamit ng mga adhesive sa pag-aayos ay iba-iba, halimbawa: pag-seal ng mga bitak sa mga bloke ng engine at cylinder head, sa mga crankcase, gluing friction linings ng brake pads, clutches at clutches, pagpapalit ng press fit sa bushings, ball bearings, atbp.
Bago ka magsimulang mag-gluing, kailangan mong piliin ang tatak ng pandikit. Ang proseso ng gluing ay binubuo ng paghahanda para sa gluing, gluing at post-gluing processing.
Paghahanda para sa gluing. Ang mga ibabaw na ididikit ay dapat na maayos na magkasya sa isa't isa, malinis at tuyo at bahagyang magaspang (ginagamot ng sandblasting, nakasasakit na papel).
Ang mga bitak sa mga plastik na bahagi ay nakabalot sa isang anggulo ng 60-90° hanggang sa lalim na 3-5 mm. Ang mga sirang piraso ay pinili mula sa mga bahagi ng scrap at inaayos.
Para sa mga cylindrical joints sa pagitan ng mga bonded surface, inirerekomendang gumawa ng gap ayon sa ika-5 klase ng sliding fit accuracy.
Pagkatapos ng pagsasaayos, ang mga ibabaw ay degreased na may mga solvents.
Proseso ng gluing. Ang pandikit ay inilapat sa parehong mga ibabaw upang idikit sa isang glass rod o brush na hugasan sa solvent. Ang mga bahagi na may pandikit na inilapat ay bahagyang kuskusin laban sa isa't isa, pinindot nang mahigpit gamit ang isang clamp at mananatili sa ganitong estado hanggang sa ganap na tumigas ang pandikit.
Pagproseso ng mga bahagi pagkatapos ng gluing. Ang mga nakadikit na bahagi ay siniyasat upang matukoy ang kalidad ng bono. Ang mas manipis ang tahi, ang mas magandang kalidad pagdikit. Ang buong espasyo sa gluing seams ay dapat na puno ng pandikit. Pagkatapos suriin ang kalidad, ang mga mantsa at sagging ay aalisin sa pamamagitan ng paglambot sa pelikula gamit ang isang solvent^ o, mas mabuti, pag-scrape gamit ang isang scraper, kutsilyo, file, atbp. Ang bahagi ay maaaring iproseso sa mga makina na may at walang emulsion.
Kung kinakailangan upang i-disassemble ang isang nakadikit na joint, pagkatapos ay ang seam ay pinainit sa 200 ° at mas mataas (hanggang sa lumambot ang malagkit na pelikula) at ang mga bahagi ay pinaghiwalay.
Pagdikit ng friction lining gamit ang VS-YUT glue. Ang dating ginamit na BF glue ay may hindi sapat na paglaban sa init. Kapag tumaas ang temperatura sa 200°, hindi sapat ang lakas ng pagbubuklod. Bilang resulta, ang BF glue ay kasalukuyang hindi ginagamit para sa gluing parts na tumatakbo sa mataas na temperatura.
Sa kasalukuyan, pinagkadalubhasaan ng aming industriya ang paggawa ng VS-10T glue, na nagbibigay ng kinakailangang lakas ng magkasanib na mga temperatura hanggang sa 300°.
Ang VS-YUT glue - isang solusyon ng mga sintetikong resin sa mga organikong solvent - ay inilaan para sa gluing na mga bahagi na gawa sa bakal, duralumin, fiberglass, asbestos-semento at maraming iba pang mga materyales sa bawat isa at sa kumbinasyon sa bawat isa.
Sa mga istrukturang tumatakbo sa temperatura na 300° sa loob ng 5 oras, ang VS-YUT glue ay nagbibigay ng mataas na lakas ng magkasanib na bahagi. Samakatuwid, ang umiiral na riveting ng mga brake lining sa mga brake pad, clutch at friction disc ay maaaring mapalitan ng gluing. Kasabay nito, ang buhay ng serbisyo ng friction linings ay tumataas ng 10-40% dahil sa higit pa buong paggamit kapal ng lining. Matagumpay na pinapalitan ng gluing overlay ang riveting sa maraming farm.
Ang proseso ng gluing ay binubuo ng paglilinis ng mga gumaganang ibabaw ng mga brake pad at lining, degreasing sa kanila, at paglalagay ng malagkit. komposisyon, pagpindot sa lining sa block na may tiyak na presyon hindi hihigit sa 4 kg/cm2 at heat treatment (polycondensation at polymerization) sa temperaturang 180° sa loob ng 40 minuto.
Ang pag-alis ng lumang nakadikit na friction lining ay isinasagawa sa pamamagitan ng paggiling gamit ang cutter makinang panlalik o sa pamamagitan ng pagputol gamit ang isang malawak na pamutol sa isang pass sa isang espesyal na aparato. Degrease ang gumaganang ibabaw ng mga pad o disc at ang mga ibabaw ng friction lining na may gasolina, acetone, white spirit o iba pang mga degreasing compound. Pagkatapos ng exposure sa temperatura ng silid sa loob ng 10-15 minuto para sa kumpletong pagtanggal nakabukas ang solvent ibabaw ng trabaho mga bahagi (disc pad) at panloob na ibabaw Ang VS-10T glue ay inilapat sa friction lining na may brush sa isang layer na 0.1-0.2 mm. Ang inilapat na pandikit ay pinananatili sa temperatura ng silid sa loob ng 25-30 minuto hanggang sa ganap na maalis ang solvent na nakapaloob dito, pagkatapos nito ang lining ay nakatali sa bahagi.
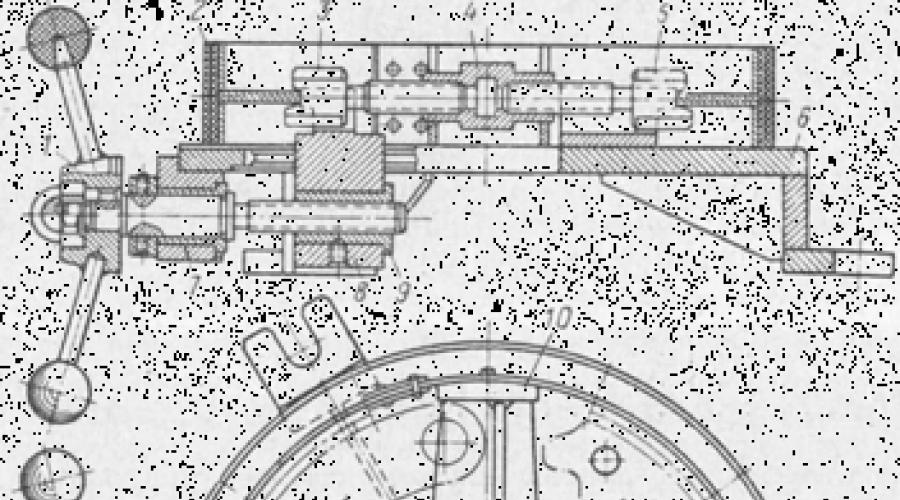
Habang dinidikit ang overlay espesyal na atensyon ay dapat bayaran upang tumpak na maisagawa ang operasyon ng pagpindot sa lining sa bahagi. Ang kinakailangang lakas ng koneksyon ay tinitiyak lamang kung ang lining ay pantay na pinindot laban sa bahagi na may presyon na 3-4 kg/cm2 na may sabay-sabay na paggamot sa init sa ilalim ng presyon na ito. Upang matiyak ang kinakailangang presyon at pare-parehong pagpindot, gamitin mga espesyal na aparato, halimbawa ang device na ipinapakita sa Fig. 193. Ang mga lining ay pinindot sa mga pad na may mga pressing ring na gawa sa spring heat-treated steel grade 65G.

kanin. 193. Device para sa pagpindot sa friction linings sa mga brake pad: 1 - manibela; 2 - crimp ring; 3 - tornilyo na may kaliwang kamay na sinulid; 4 - espesyal na nut; 5 - tornilyo na may kanang kamay na sinulid; 6 - base; 7- espesyal na tornilyo; 8 - movable cam; 9 - bushing; 10 - spacer; At - hindi gumagalaw na cam
Ang mga pad, kasama ang crimp ring sa isang clamped state, ay inalis mula sa device para sa paggamot sa init V pagpapatayo ng kabinet, kung saan pinananatili ang mga ito sa temperaturang 180° sa loob ng 40 minuto.
Ang mga paste (putties) batay sa mga sintetikong resin na ED5 at ED6 ay matagumpay na nagamit kamakailan upang i-seal ang mga bitak sa block at cylinder head, gearbox at gearbox housing at iba pang bahagi. Sa likidong anyo, ang mga resin na ito ay ang condensation product ng epichlorohydrin na may diphenylpropane sa pagkakaroon ng caustic alkali. Ang mga resin na ito ay thermoplastic, ngunit sa ilalim ng impluwensya ng iba't ibang mga hardener ay nagiging mga infusible polymers, na ginagamit bilang isang gluing material. proteksiyon na mga patong, produksyon ng mga bahagi ng cast at bilang mga sealant.
Ang mga cured resin ay may medyo mataas na mekanikal na lakas, magandang electrical insulating properties, mataas na pagdirikit sa mga metal, acid-alkali resistance, water-gasoline resistance at mataas na heat resistance hanggang 300°.
Upang ma-seal ang mga bitak sa mga bahagi ng cast iron, isang espesyal na i-paste ang ginawa, kung saan ang ED5 o ED6 na sintetikong resin ay ang pangunahing nagbubuklod na materyal at bumubuo. pinakamalaking masa. Para sa layuning ito sa epoxy resin iba't ibang mga plasticizer, filler at hardener ay ipinakilala.
Pinapabuti ng plasticizer dibutyl phthalate ang plasticity ng paste, pinatataas ang lakas ng impact at flexural strength.
Ang mga organikong tagapuno ay kahoy na harina, grapayt, carbon black; pinapataas nila ang dami ng i-paste, pinatataas ang paglaban sa init at lakas ng makina at binabawasan ang koepisyent ng linear expansion.
Ang mga inorganikong filler ay asbestos, buhangin ng kuwarts, harina ng porselana, aluminyo oksido, alikabok ng mika, atbp.
Ang mga hardener ay anhydride at amine, na nagpapabilis sa reaksyon sa pagitan ng paste at ng base metal. Kasama sa mga cold hardener ang polyethylene polyamine at hexomethylenediamine.
Upang ihanda ang i-paste, inirerekomenda na maghanda muna ng isang apat na sangkap na i-paste. Upang gawin ito, ang dagta ay pinainit sa 60-90 °, pagkatapos ay ipinakilala ang dibutyl phthalate, hinahalo ito sa dagta; pagkatapos ay graphite at mica dust ay ipinakilala, pagpapakilos ng timpla sa lahat ng oras. Matapos ipasok ang mga tagapuno, ang pagpapakilos ay nagpapatuloy nang hindi bababa sa 5 minuto. Ang handa na timpla ay pinalamig sa temperatura ng silid at nakaimbak sa isang selyadong lalagyan.
Ang teknolohikal na proseso ng pag-sealing ng mga bitak sa mga hindi na-load na lugar ng mga bahagi ng cast iron ay inirerekomenda na isagawa sa sumusunod na pagkakasunud-sunod:
1. Nililinis ng dumi, langis at kalawang ang bahagi ng bahaging may bitak. Ang ibabaw sa paligid ng bitak na may lapad na 20-30 mm ay nililinis ng isang nakasasakit na tela hanggang sa ito ay lumiwanag.
2. Sa mga dulo ng crack, mag-drill ng mga butas na may diameter na 4-5 mm, gupitin ang mga ito at i-tornilyo sa mga pin na tanso.
3. Gamit ang isang nakasasakit na gulong mula sa isang hand-held electric drill, isang uka ng triangular na cross-section na may lalim na 0.75-0.80 ng kapal ng pader ay pinutol (naka-pack).
4. Panghuli ihanda ang kinakailangang bahagi ng pasta. Upang gawin ito, ang polyethylene polyamine hardener ay idinagdag sa inihandang apat na bahagi na pinaghalong sa halagang 10 wt. h.
5. Ang paste ay inilapat gamit ang isang spatula sa nakabalot na uka at iniwan sa form na ito upang matuyo. Ang hardening ng paste sa 20° ay nangyayari sa loob ng 24 na oras Ang proseso ay maaaring mapabilis sa pamamagitan ng pag-init ng bahagi.
6. Matapos tumigas ang i-paste, ang bahagi ay sasailalim sa haydroliko na pagsubok tubig sa ilalim ng presyon 3-4 kg/cm2.
7. Kung ang mga bahagi ay makatiis sa presyur na ito, pagkatapos ay ang lugar kung saan ang crack ay selyadong ay puttied at pininturahan sa ibabaw.
Ang paraan ng pag-aayos ng mga bahagi ay simple, maaasahan at mura at maaaring irekomenda para sa mga kondisyon sa bukid at mga halaman sa pag-aayos.
SA Kategorya: - Pagpapanatili ng mga sasakyan sa kalsada
Ang pagbubuklod ng mga metal ay batay sa kakayahan ng ilang di-metal na materyales na bumuo ng medyo malakas na mga bono sa metal. Ang mga pandikit para sa mga metal ay karaniwang inihanda mula sa thermosetting o thermoplastic polymers, na, pagkatapos ng paggamot, ay may medyo mataas na mekanikal na lakas (cohesive strength) at mahusay na pagdirikit sa mga metal (adhesive strength).
Ginagawang posible ng mga pandikit na nakabatay sa thermosetting polymers na makakuha ng matibay at lumalaban sa init na mga joint. May kaugnayan sa mga thermal effect, ang mga ito ay hindi maibabalik na mga sistema. Ang mga pandikit ng pangkat na ito ay ginagamit sa mga mabibigat na istrukturang metal.
Ang mga pandikit batay sa thermoplastic polymers ay may mas mababang lakas at mas mababang init na paglaban. Sa pagtaas ng temperatura, ang gayong malagkit na layer ay lumalambot at ang mga nakadikit na ibabaw ay naghihiwalay. Ginagamit ang mga ito para sa mga non-power na istruktura na nagpapatakbo sa mababang temperatura.
Sa pamamagitan ng hitsura Ang mga pandikit para sa mga metal ay maaaring nahahati sa likido, i-paste, pelikula at pulbos.
Depende sa temperatura ng paggamot, ang mga pandikit ay nahahati sa malamig at mainit na paggamot. Ang cold-curing adhesives ay hindi nangangailangan ng espesyal na pag-init sa panahon ng proseso ng gluing. Gayunpaman, mayroon silang mas mababang lakas at mas mababang paglaban sa init kumpara sa mga pandikit na mainit-curing.
Ang mga pandikit ay maaaring single-component o multi-component. Ang isang-bahaging pandikit ay inihanda gamit planta ng kemikal at inihatid sa mamimili sa tapos na form, inihahanda ang maraming sangkap bago gamitin.
Ang komposisyon ng isang multicomponent adhesive, bilang karagdagan sa pangunahing film-forming substance, ay maaaring kabilang ang: adhesive hardeners, solvents na pumipigil sa maagang pag-curing ng adhesive at pinapadali ang paglalagay nito sa mga ibabaw na ibubuklod; mga initiator na nagpapabilis sa proseso ng paggamot ng malagkit na layer; mga filler at plasticizer na ginagawang posible upang makakuha ng isang malagkit na layer na may kinakailangang pisikal at mekanikal na mga katangian, pati na rin ang mga stabilizer na pumipigil sa mga proseso ng pagtanda sa malagkit na layer sa panahon ng operasyon.
Ginagamit para sa gluing metal malaking bilang iba't ibang mga pandikit. Sa mga naka-load na istruktura ng metal, ang mga pandikit na batay sa phenol-formaldehyde, epoxy, polyurethane, polyamide, polyester at organosilicon resin ay kadalasang ginagamit. Ang mga metal compound sa mga adhesive na ito ay naiiba sa pisikal at mekanikal na mga katangian at teknolohiya ng pagmamanupaktura.
Pagpili ng pandikit sa bawat isa tiyak na kaso ay dapat na matukoy sa pamamagitan ng disenyo ng mga bahagi na nakadikit, mga kondisyon ng pagpapatakbo at mga kakayahan sa produksyon ng kumpanya ng pagkumpuni.
Ang mga pandikit na may pinakamataas na lakas ng makina (50 - 60 MPa) at tumaas na paglaban sa init (250-300 ° C) ay nangangailangan nakataas na temperatura at mataas na presyon ng pakikipag-ugnay, na sa karamihan ng mga kaso ay masisiguro lamang sa ilalim ng mga kondisyon mga base sa pag-aayos. Ang isa pang bahagi ng mga pandikit, na may bahagyang mas mababang lakas at paglaban sa init, ay maaaring pagalingin sa temperatura ng silid at walang mataas na presyon ng contact, na nagpapahintulot sa mga pandikit na ito na magamit nang direkta sa ilalim ng mga kondisyon ng pagpapatakbo ng kagamitan.
Mga katangiang pisikal at mekanikal malagkit na mga kasukasuan ang mga metal ay makabuluhang nakasalalay sa pagiging perpekto ng teknolohiya ng gluing.
Ang mga pangunahing operasyon ng proseso ng gluing ay:
1) paghahanda ng mga ibabaw ng metal para sa gluing;
2) paghahanda ng malagkit na komposisyon;
3) paglalagay ng pandikit sa ibabaw (paraan ng paglalagay ng pandikit, dami nito at mga mode ng pagpapatuyo ng inilapat na pandikit bago sumali sa mga ibabaw);
4) paggamot ng malagkit na layer (tagal ng pagkakalantad, temperatura at presyon sa panahon ng proseso ng paggamot).
Ang paghahanda sa ibabaw para sa pagbubuklod ay nagsasangkot ng lubusang paglilinis nito, pag-alis ng mga oksido sa ibabaw, pagtaas ng aktwal na lugar sa ibabaw at pagtaas ng aktibidad nito. Ang mga dumi at mga pelikula ng langis ay nakakapinsala sa basa ng ibabaw gamit ang pandikit, binabawasan ang pagdirikit, at samakatuwid ay binabawasan ang lakas ng kasukasuan. Ginagamit ang mekanikal at pisikal-kemikal na mga pamamaraan sa paglilinis sa mga planta ng pag-aayos.
Mula sa mekanikal na pamamaraan nakitang aplikasyon:
1) paglilinis mga gamit sa kamay(mga scraper, abrasive na gulong, scraper, metal brush, nakasasakit na papel);-
2) sandblasting, shot blasting at hydro-sandblasting;
3) paglilinis gamit ang disc wire brushes.
SA pisikal at kemikal na pamamaraan Kasama sa paglilinis ang paglilinis sa ibabaw ng metal gamit ang mga organikong solvent o mga espesyal na detergent.
Ang iba't ibang mga organikong solvent o mixtures nito ay ginagamit upang mag-degrease ng mga ibabaw. Mga mineral na langis at ang mga taba ng hayop ay tinanggal gamit ang gasolina o acetone. Ang isang may tubig na solusyon ng trisodium phosphate (50-70 g/l) ay ginagamit din para sa degreasing. likidong baso(25-35 g/l) at likidong sabon(3-5 g/l). Ang ibabaw ay ginagamot sa isang solusyon sa loob ng 3-5 minuto sa temperatura na 75-80°C, na sinusundan ng pagbabanlaw sa maligamgam na tubig.
Ang kalidad ng paghahanda ng multicomponent adhesive ay nakasalalay sa tamang dosis ng mga indibidwal na sangkap sa panahon ng paghahanda ng malagkit at sa kumpleto ng paghahalo ng malagkit na timpla.
Ang mga multicomponent adhesive ay maaaring nahahati sa dalawang pangunahing grupo. Ang unang grupo ay kinabibilangan ng mga pandikit na solusyon ng iba't ibang film formers o ang kanilang mga pinaghalong sa organic solvents. Ang halo ay inihanda sa mga sisidlan mula sa hindi kinakalawang na asero nilagyan ng mga mixer. Handa na timpla na-filter para alisin mga banyagang dumi. Kasama sa pangalawang grupo ang mga pandikit batay sa mga film former na tumitigas sa pagpapakilala ng mga espesyal na additives, sa partikular na mga adhesive batay sa epoxy resins.
Ang teknolohiya para sa paghahanda ng epoxy adhesives ay nagsasangkot ng sunud-sunod na pagpapakilala ng mga indibidwal na bahagi sa epoxy resin. Karaniwan, ang proseso ng paghahanda ay nagsisimula sa pagpapakilala ng isang plasticizer. Ang kinakailangang halaga ng plasticizer ay idinagdag sa epoxy resin (mas mabuti na pinainit sa 50-60 °C) alinsunod sa recipe at ang pinaghalong pinaghalong lubusan.
Ang tagapuno ay ipinakilala sa malagkit na pinaghalong unti-unti, sa maliliit na bahagi, habang lubusan ang paghahalo upang matiyak ang kumpletong basa ng mga indibidwal na mga particle ng tagapuno.
"Viability" ng inihandang cold-curing epoxy adhesives, i.e. ang kanilang pagiging angkop para sa paggamit ay karaniwang hindi hihigit sa 1-2 oras, kaya ang hardener ay dapat idagdag kaagad sa malagkit na komposisyon bago gamitin. Sa ilang mga kaso, upang madagdagan ang "sigla" ng cold-curing epoxy adhesives, ang pinagsamang mga hardener ay ginagamit, na isang pinaghalong cold- at hot-curing hardeners. Ang mga hot-curing na epoxy adhesive ay maaaring maimbak nang mahabang panahon sa isang handa na gamitin na anyo.
Ang paraan ng paglalagay ng pandikit sa ibabaw ng metal ay depende sa lagkit nito, mga kondisyon ng produksyon, hugis at lugar ng mga ibabaw na ipapadikit.
Ang mga likidong pandikit, depende sa kanilang lagkit, ay inilalapat sa mga ibabaw na ipapadikit sa isang brush, spatula, kutsara, roller, pandikit na roller, pagtutubig, pag-spray mula sa isang spray bottle o paglulubog ng mga bahagi sa pandikit. Mas maipapayo na gumamit ng pag-spray kapag nag-gluing ng malalaking ibabaw. Upang mabawasan ang lagkit ng pandikit, ginagamit ang mga naaangkop na solvent. Ang pandikit ay inilapat sa parehong mga ibabaw upang idikit upang mas mahusay na punan ang hindi pantay. Ang pandikit na naglalaman ng solvent ay inilalapat sa ibabaw sa ilang mga layer, na iniiwan ang bawat layer na bukas upang alisin ang solvent. Ang tagal ng bukas na pagkakalantad at temperatura ay nakasalalay sa tatak ng pandikit.
Ang mga film adhesive, na kadalasang inilalapat sa isang sublayer, ay lalong ginagamit kapag nagpapadikit ng mga metal. likidong pandikit ang parehong tatak. Una, ang isang layer ng likidong malagkit ay inilalapat sa mga ibabaw na ibubuklod, ang isang bukas na pagkakalantad ay pinapayagan, pagkatapos ay ang malagkit na pelikula ay inilalagay sa pagitan ng mga ibabaw na pagsasamahin at ang malagkit na layer ay ginagamot sa ilalim ng naaangkop na mga kondisyon. Ang dami ng pandikit na inilapat sa ibabaw ng metal ay nakasalalay sa pisikal at kemikal na mga katangian pandikit, higpit ng mga nakagapos na ibabaw at ang kanilang pagkamagaspang. Dapat itong isaalang-alang na ang kapal ng malagkit na layer ay may malaking impluwensya sa lakas ng koneksyon. Sa pagtaas ng kapal ng layer, bumababa ang lakas ng koneksyon, na nauugnay sa pagtaas mga panloob na stress at isang pagtaas sa bilang ng mga depekto sa polymer layer.
Para sa mga adhesive na may evaporating solvents, ang pagtaas sa kapal ng layer ay nagdudulot ng mas matalas na pagbaba sa lakas ng bono dahil sa hindi pantay na pamamahagi ng polymer sa layer at ang pagpapakita ng scale factor.
Ang paggamit ng polymerizing adhesives tulad ng epoxy, na nailalarawan sa pamamagitan ng bahagyang pag-urong, ay ginagawang posible upang makakuha ng isang mas makapal at hindi gaanong depekto na adhesive layer na nagbibigay ng sapat na mataas na lakas ng magkasanib na bahagi. Para sa karamihan ng mga pandikit, ang isang malagkit na layer na may kapal na 0.05-0.1 mm ay pinakamainam.
Ang lakas ng malagkit na mga joint ay higit sa lahat ay nakasalalay sa mga kondisyon ng paggamot ng malagkit na layer at, sa partikular, sa temperatura, presyon at tagal ng proseso ng paggamot. Ang mga kondisyon ng paggamot ay maaaring mag-iba nang malaki para sa iba't ibang mga pandikit. Kapag gumagamit ng mga pandikit, ang paggamot na kung saan ay sinamahan ng pagsingaw ng solvent o paglabas ng iba pang by-products, ito ay kinakailangan upang lumikha ng makabuluhang mga presyon ng contact sa panahon ng proseso ng paggamot upang mabayaran ang pag-urong ng malagkit na layer at matiyak ang mas malaking density nito. Ang pinakamalaking presyon ay kinakailangan kapag gumagamit ng mga film adhesive.
Para sa mga pandikit tulad ng epoxy, na gumagaling na may bahagyang pag-urong nang walang paglabas ng mga by-product, hindi kinakailangan ang mataas na presyon ng contact; ito ay kinakailangan lamang upang matiyak ang isang mas pare-parehong kapal ng malagkit layer at pare-pareho ang contact ng bonded ibabaw habang ang malagkit layer ay paggamot.
Upang lumikha ng mga panggigipit sa pakikipag-ugnay sa panahon ng pag-aayos sa mga kondisyon sa larangan gumamit ng mga clamp, clamp, spring o screw clamp at iba pang mga device; Gumagamit ng mga pagpindot, autoclave at vacuum rubber bag ang mga halamang nagkukumpuni.
Para sa heat treatment, ginagamit ang mga electric contact tape heater, gas o electric chamber,
infrared lamp, mga hot plate na pinainit ng tubular electric heater, at induction heaters.
Ang mga kadahilanan sa disenyo at, sa partikular, ang hugis at sukat ng malagkit na kasukasuan ay may malaking epekto sa lakas ng mga kasukasuan ng malagkit. Sa lap-type adhesive joints, ang lakas ng paggugupit ng joint ay nakadepende nang malaki sa kapal ng mga bahaging nakadikit at ang haba ng adhesive layer sa direksyon ng mga puwersa ng paggugupit. Ang lakas ng paggugupit ng isang malagkit na joint ay bumababa habang tumataas ang haba ng overlap, na dahil sa hindi pantay na distribusyon ng stress sa haba. Sa pagtaas ng kapal ng mga bahagi na idikit at may pare-parehong haba ng overlap, ang lakas ng paggugupit ng malagkit na joint ay tumataas.
Ang pinakamalaking lakas ay matatagpuan sa mga joints na gumagana sa ilalim ng pare-parehong paghihiwalay o "purong" gupit. Sa Fig. Ipinapakita ng 10.27 ang pinakakaraniwang mga scheme ng koneksyon ng malagkit mga materyales sa sheet, mga tubo at baras.
Sa pag-aayos ng mga halaman, ang gluing ay ginagamit para sa susunod na mga gawa:
1) pagkonekta ng mga bahagi ng mga nawasak na bahagi;
2) sealing bitak, fistula at cavities;
3) paglalagay ng mga bushings sa mga socket sa halip na pagpindot, hinang at paghihinang;
4) pagpapanumbalik at pagpapalakas ng press fit ng rolling at sliding bearings;
5) pag-aayos ng mga maaaring palitan na bahagi;
6) paglalapat ng mga patch;
7) sealing leaks sa sinulid, flanged at welded joints;
8) gluing friction linings.
Sa pagsasanay ng pag-aayos ng mga kagamitan para sa mahusay na pagbabarena at paggawa ng langis at gas epoxy adhesives ginagamit upang alisin sa pamamagitan ng fistula sa mga tangke ng langis at mga pipeline, para sa pagkonekta ng iba't ibang bahagi mga kabit ng pipeline, pumping at kagamitan sa compressor, tinatakan ang mga permanenteng koneksyon sa mga kagamitan sa pagpapalitan ng init, atbp.
kanin. 10.28. Impeller centrifugal pump, inayos gamit ang mga adhesive joints:
1 - impeller; 2 - singsing; 3 - malagkit na layer
Sa Fig. Ipinapakita ng Figure 10.28 ang impeller ng isang centrifugal pump, na naayos gamit ang paraan ng karagdagang mga bahagi ng pag-aayos gamit ang isang malagkit na koneksyon.
Malawak na Aplikasyon maghanap ng mga epoxy adhesive sa pag-aayos ng engine panloob na pagkasunog at mga compressor, lalo na, upang alisin ang maliliit at malalim na mga hukay ng kaagnasan sa panloob na lukab ng cylinder jacket at sa mga balon ng mga anchor pin, sa pamamagitan ng mga bitak sa gilid na ibabaw ng bloke ng silindro, malalim na mga hukay ng kaagnasan sa mga panlabas na ibabaw ng silindro mga liner, sa pamamagitan ng mga bitak at pores sa crankcase ng engine at sa mga block cover, pati na rin upang maalis ang iba pang pinsala.
Ang paggamit ng mga pandikit ay lubos na nagpapadali proseso pagkumpuni ng mga bahagi, pinapabilis ito at binabawasan ang gastos sa pagkukumpuni.
Mga disadvantages ng adhesive joints:
1) mababang operating temperatura, hindi hihigit sa 200-300°C;
2) mababang lakas na may hindi pantay na pagkapunit;
3) isang pagkahilig sa "pagtanda" kapag nalantad sa iba't ibang mga panlabas na kadahilanan.
>>Teknolohiya: Pagdikit mga produktong gawa sa kahoy
Pagdikit ng mga produktong gawa sa kahoy
1 Maghanda lugar ng trabaho sa pagdikit ng mga bahagi ng produktong iyong ginagawa. Linisin ang mga bonding surface. Maghanda ng pandikit at mga brush.
2. Mag-apply ng isang pare-parehong layer ng pandikit sa mga ibabaw na nakadikit sa isang brush, hayaan itong matuyo ng 2 ... 3 minuto, ikonekta ang mga bahagi at i-compress ang mga ito gamit ang isang clamp o sa isang vice.
3. Sa susunod na aralin, bitawan ang produkto mula sa clamp, siguraduhing tama ang pagkakadikit, at linisin ang mga ibabaw ng pandikit.
- Natural (karpentry, casein) at synthetic (PVA, BF) adhesives, glue maker, clamp.
1. Anong mga pandikit ang ginagamit sa mga workshop sa paaralan?
2. Paano inihahanda ang mga ibabaw ng mga bahagi ng kahoy bago idikit?
3. Sa iyong palagay, bakit kailangang malantad sa hangin ang mga bahaging nababalutan ng pandikit bago idikit?
4. Bakit kailangang mahigpit na i-compress ang mga ibabaw na ididikit?
A.T. Tishchenko, P.S. Samorodsky, V.D. Simonenko, N.P
Isinumite ng mga mambabasa mula sa website