Mga bakal na sheet na may rhombic at lentil corrugation. Mga bakal na sheet na may rhombic at lenticular corrugation Limitahan ang mga deviation ayon sa timbang, %
GOST 8568-77
INTERSTATE STANDARD
MGA STEEL SHEETS NA MAY RHOMBIC PATTERN
AT LENTIL RIGGING
TEKNIKAL NA KONDISYON
IPC PUBLISHING HOUSE OF STANDARDS
Moscow
INTERSTATE STANDARD
Petsa ng pagpapakilala 01.01.78
Nalalapat ang pamantayang ito sa mga hot-rolled steel sheet na may one-sided rhombic at lenticular corrugation para sa mga pangkalahatang layunin.
1. ASSORTMENT
1.1a. Ang mga pinagsamang sheet ayon sa kapal ay ginawa:
normal na katumpakan - V.
(Ipinakilala bilang karagdagan, Susog Blg. 4).
1.1. Ang hugis, sukat, maximum deviations at bigat ng 1 m 2 na mga sheet na may rhombic at lentil corrugations ay dapat na tumutugma sa mga nakasaad sa, at sa .

|
Sa kahilingan ng mamimili, ang mga sheet at roll ay ginawa na may pinakamataas na paglihis: 20 mm - sa lapad para sa mga pinagsamang produkto na higit sa 1000 mm na may hindi pinutol na mga gilid; 15 mm - ang haba para sa mga sheet na higit sa 2000 hanggang 6000 mm at higit pa na may kapal na 4.0 at 5.0 mm; 25 mm - na may kapal na 6.0; 8.0; 10.0 at 12.0 mm. (Binagong edisyon, Susog Blg. 3, 4). 1.10. Mga paglihis mula sa flatness - ayon sa GOST 19903 pinabuting flatness. (Binagong edisyon, Susog Blg. 4). 1.11. (Tinanggal, Susog Blg. 1.) 1.12. Ang mga kinakailangan para sa bakal na ginawa sa mga rolyo, pati na rin ang lapad ng mga rolyo, ay alinsunod sa GOST 19903. Mga halimbawa ng mga simbolo Hot-rolled sheet ng steel grade St3sp ayon sa GOST 380 na may one-sided rhombic corrugation size 3.0´ 1000 ´ 2000 mm, normal na katumpakan ng kapal, pinahusay na flatness na may pinagsamang gilid: Sheet rhombus V-K-PU-3.0´ 1000 ´ 2000 St3sp GOST 8568-77 Lentil leaf V-K-PU-3.0´ 1000 ´ 2000 St3sp GOST 8568-77 Hot-rolled rolled steel grade St3sp ayon sa GOST 380 na may one-sided rhombic corrugation size 3.0´ 1000 mm, mataas na katumpakan, na may pinagsamang gilid: Roll rhombus A-K-3.0 ´ 1 000 St3sp GOST 8568-77 Ang parehong, na may lentil one-sided corrugation: Lentil roll A-K-3.0´ 1 000 St3sp GOST 8568-77 (Binagong edisyon, Susog Blg. 2,3,4). 2. MGA TEKNIKAL NA KINAKAILANGAN2.1. Ang mga sheet at roll ay ginawa alinsunod sa mga kinakailangan ng pamantayang ito para sa mga teknolohikal na regulasyon, naaprubahan alinsunod sa itinatag na pamamaraan. 2.2. Ang mga sheet at roll ay ginawa mula sa carbon steel ng ordinaryong kalidad, mga grade St0, St1, St2 at St3 (kumukulo, mahinahon at medyo tahimik) na may komposisyon ng kemikal ayon sa GOST 380 Sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili, pinapayagang gumawa ng mga rolled sheet nang hindi nirarasyon ang nilalaman ng chromium, nickel, at copper. 2.1, 2.2.(Binagong edisyon, Susog Blg. 4). 2.3. Sa kahilingan ng mamimili, posible na gumawa ng mga sheet mula sa bakal ng iba pang mga grado. 2.4. Ang mga sheet na pinagsama sa sheet rolling mill ay pinutol sa apat na gilid. 2.5. Ang mga sheet at coil na pinagsama sa isang tuluy-tuloy na rolling mill ay maaaring ibigay na may pinagsamang longitudinal na mga gilid. Ang mga bingaw sa mga gilid ay hindi dapat pahabain ang sheet na lampas sa mga nominal na sukat sa lapad. 2.4, 2.5.(Binagong edisyon, Susog Blg. 1). 2.6. Ang ibabaw ng mga sheet ay dapat na walang mga rolled at ingot films, cavities, scale cavities, rolled bubbles, bitak at dumi. Dapat ay walang delamination sa mga gilid ng mga sheet. 2.7. Ang mga ripples, scale, kalawang, mga kopya, at mga indibidwal na pelikula ay pinapayagan sa ibabaw ng mga sheet, na ang lalim ay hindi lalampas sa maximum na mga deviation sa kapal. 3. MGA TUNTUNIN SA PAGTANGGAP3.1. Ang mga sheet at roll ay tinatanggap sa mga batch. Ang batch ay binubuo ng mga sheet ng isang uri ng corrugation. Pagpapasiya ng batch - ayon sa GOST 14637. 3.2. Upang makontrol ang laki at kalidad ng ibabaw, dalawang sheet o isang roll ang pinili mula sa batch. 3.3. Kung ang hindi kasiya-siyang resulta ng kontrol ay nakuha para sa hindi bababa sa isa sa mga tagapagpahiwatig, ang paulit-ulit na kontrol ay isinasagawa sa isang sample na pinili alinsunod sa GOST 7566. 4. MGA PARAAN NG PAGSUBOK4.1. Isinasagawa ang inspeksyon sa ibabaw nang hindi gumagamit ng mga magnifying device. 4.2. Ang kapal ng base ng mga sheet at ang taas ng mga corrugations ay sinusukat sa layo na hindi bababa sa 100 mm mula sa mga sulok at 40 mm mula sa mga gilid. Ang mga sukat sa anumang sinusukat na punto ay hindi dapat kunin ang kapal ng sheet na higit sa maximum na mga paglihis. 4.3. Taas ng ribbonhay tinukoy bilang ang pagkakaiba sa laki ng kabuuang kapal ng sheets+ hat kapal ng base ng sheets. 5. PAG-LABEL, PAG-PACKAGING, TRANSPORTASYON, AT PAG-ITOR5.1. Pag-label, packaging, transportasyon at imbakan - alinsunod sa GOST 7566. (Binagong edisyon, Susog Blg. 3). DATA NG IMPORMASYON 1. BINUO AT IPINAGPILALA ng USSR Ministry of Ferrous Metallurgy 2. INAPRUBAHAN AT PINAG-EPEKTO sa pamamagitan ng Resolusyon ng State Committee of Standards ng Konseho ng mga Ministro ng USSR na may petsang Abril 13, 1977 No. 926 3. SA HALIP GOST 8568-57 4. REFERENCE REGULATIVE AND TECHNICAL DOCUMENTS |
Mga Tala:
1. Ang kapal ng mga sheet na may one-sided rhombic at lentil corrugation ay tinutukoy ng kapal ng base ng sheet s sa millimeters.
2 Para sa mga sheet na pinagsama sa sheet rolling mill, sa gitnang bahagi ng lapad ng sheet, pinapayagan ang isang base na kapal na 0.2 mm sa itaas ng plus limit deviation.
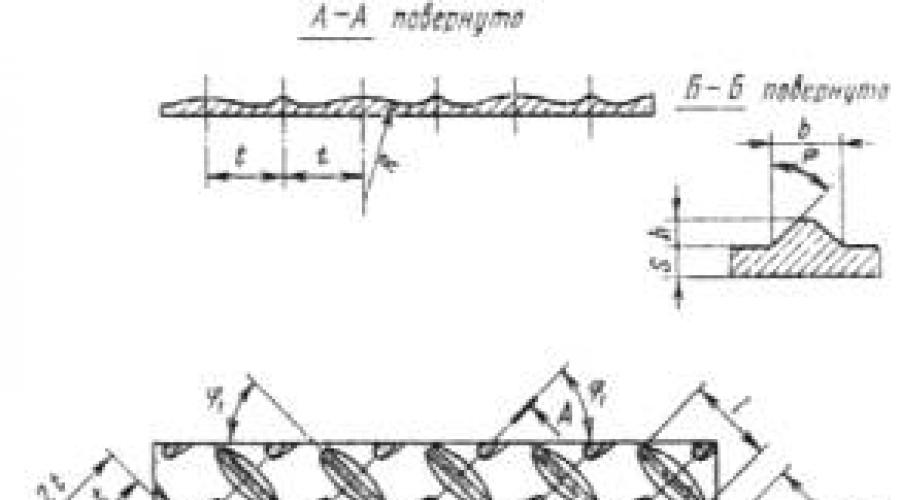
3. Lapad ng ribed baseb, may ribed na tuktok na angguloj, mga diagonal ng rhombust 1+ t 2 , anggulo ng pag-aayos ng mga riffle sa eroplano ng sheetj 1, distansya sa pagitan ng mga rifflet, ribed habal, ribed radius ng curvatureAng R sa mga natapos na sheet ay hindi kinokontrol at ibinibigay para sa mga kalkulasyon sa panahon ng paggawa ng tool.
4. Ang bigat ng 1 m 2 na mga sheet ay tinutukoy ng mga nominal na sukat ng mga sheet, ang taas ng mga corrugations na katumbas ng 0.2 sheet na kapal, ang maliit na diagonal ng rhombus na katumbas ng 27.5 mm, ang mas malaking diagonal ng rhombus katumbas ng 65 mm. Ang density ng bakal ay 7.85 g/cm3.
1.2. Ang corrugated steel ay ginawa sa mga sheet at roll na may one-sided rhombic o lenticular corrugation.
1.3. Ang taas ng mga corrugations sa mga sheet ay dapat na 0.2-0.3 ng kapal ng base ng sheet, ngunit hindi mas mababa sa 0.5 mm. Sa kahilingan ng mamimili, ang mga sheet na may kapal na base na 5 mm o higit pa ay dapat na may ribed na taas na hindi bababa sa 1.0 mm.
1.4. Ang mga sheet na may rhombic corrugation ay ginawa gamit ang mga diagonal na brilyante (25-30) C (60-70) mm. Ang pagsasaayos ng mga corrugation at ang lokasyon ng malalaking diagonal ng brilyante sa kahabaan o sa kabila ng sheet ay itinakda ng tagagawa.
Sa kahilingan ng mamimili, pinapayagan na gumawa ng isang sheet na may ibang ratio ng mga diagonal ng rhombus.
1.5. Ang mga lentil na corrugated sheet ay ginawa na may distansya sa pagitan ng mga corrugations na 20, 25 at 30 mm.
1.6. Ang mga sheet ay ginawa sa lapad mula 600 hanggang 2200 mm at haba mula 1400 hanggang 8000 mm na may gradasyon na 50 mm.
1.7. Sa kahilingan ng mamimili, posible na gumawa ng mga sheet ng iba pang mga laki.
1.8. Ang mga sheet ay ginawa ayon sa mga sukat:
na nagpapahiwatig ng mga sukat para sa kapal alinsunod sa mga sukat na ipinahiwatig sa talahanayan, at para sa lapad at haba sa loob ng mga limitasyon na tinukoy sa sugnay 1.6 - form I;
na may indikasyon ng mga sukat ng kapal sa loob ng mga limitasyon na tinukoy sa talahanayan, nang walang indikasyon ng mga sukat ng lapad at haba - form II;
nagsasaad ng mga dimensyon na mga multiple sa lapad at haba ng mga sukat na tinukoy ng consumer sa loob ng mga limitasyong itinatag sa clause 1.6 - form III;
na nagpapahiwatig ng mga nasusukat na sukat sa loob ng mga limitasyon na tinukoy sa sugnay 1.6 - form IV.
1.9. Limitahan ang mga paglihis kasama ang haba at lapad ng mga sheet - ayon sa GOST 19903-74.
Sa kahilingan ng mamimili, ang mga sheet at roll ay ginawa na may pinakamataas na paglihis:
20 mm - sa lapad para sa mga pinagsamang produkto na higit sa 1000 mm na may hindi pinutol na mga gilid;
15 mm - ang haba para sa mga sheet na higit sa 2000 hanggang 6000 mm at higit pa na may kapal na 4.0 at 5.0 mm;
25 mm - na may kapal na 6.0; 8.0; 10.0 at 12.0 mm.
1.10. Mga paglihis mula sa flatness - ayon sa GOST 19903-74 para sa normal at pinahusay na flatness.
1.11. (Tinanggal)
1.12. Ang mga kinakailangan para sa bakal na ginawa sa mga rolyo, pati na rin ang lapad ng mga rolyo, ay alinsunod sa GOST 19903-74.
Mga halimbawa ng mga simbolo
Hot rolled sheet ng steel grade St3sp alinsunod sa GOST 380-88 na may one-sided rhombic corrugation, laki 3.0C1000C2000 mm, normal na katumpakan ng kapal, pinabuting flatness na may rolled edge:
Diyamante ng dahon V-K-PU-3.0C1000C2000 St3sp GOST 8568-77
Dahon ng lentil B-K-PU-3.0C1000C2000 St3sp GOST 8568-77
Hot-rolled steel grade St3sp ayon sa GOST 380-88 na may one-sided rhombic corrugation, laki 3.0C1000 mm, mataas na katumpakan, na may pinagsamang gilid:
Roll diamond A-K-3.0C1000 St3sp GOST 8568-77
Ang parehong, na may lentil one-sided corrugation:
Lentil roll A-K-3.0C1000 St3sp GOST 8568-77
2. MGA TEKNIKAL NA KINAKAILANGAN
2.1. Ang mga sheet at roll ay ginawa alinsunod sa mga kinakailangan ng pamantayang ito ayon sa mga teknolohikal na regulasyon na naaprubahan sa inireseta na paraan.
2.2. Ang mga sheet at roll ay ginawa mula sa carbon steel ng ordinaryong kalidad, grade St0, St1, St2 at St3 (kumukulo, mahinahon at semi-tahimik) na may kemikal na komposisyon alinsunod sa GOST 380-88.
Sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili, pinapayagan itong gumawa ng mga rolled sheet nang hindi nirarasyon ang nilalaman ng chromium, nickel, at copper.
2.3. Sa kahilingan ng mamimili, posible na gumawa ng mga sheet mula sa mga pinagsamang produkto ng iba pang mga tatak.
2.4. Ang mga sheet na pinagsama sa sheet rolling mill ay pinutol sa apat na gilid.
2.5. Ang mga sheet at coil na pinagsama sa isang tuluy-tuloy na rolling mill ay maaaring ibigay na may pinagsamang longitudinal na mga gilid.
Ang mga bingaw sa mga gilid ay hindi dapat pahabain ang sheet na lampas sa mga nominal na sukat sa lapad.
2.6. Ang ibabaw ng mga sheet ay dapat na walang mga rolled at ingot films, cavities, scale cavities, rolled bubbles, bitak at dumi. Dapat ay walang delamination sa mga gilid ng mga sheet.
2.7. Ang mga ripples, scale, kalawang, mga kopya, at mga indibidwal na pelikula ay pinapayagan sa ibabaw ng mga sheet, na ang lalim ay hindi lalampas sa maximum na mga deviation sa kapal.
3. MGA TUNTUNIN NG PAGTANGGAP
3.1. Ang mga sheet at roll ay tinatanggap sa mga batch. Ang batch ay binubuo ng mga sheet ng isang uri ng corrugation. Pagpapasiya ng batch ayon sa GOST 14637-79.
3.2. Upang kontrolin ang laki at kalidad ng ibabaw, dalawang sheet o isang roll ang pinili mula sa batch.
3.3. Kung ang hindi kasiya-siyang resulta ng kontrol ay nakuha para sa hindi bababa sa isa sa mga tagapagpahiwatig, ang paulit-ulit na kontrol ay isinasagawa sa isang sample na pinili alinsunod sa GOST 7566-81.
4. MGA PARAAN NG PAGSUBOK
4.1. Isinasagawa ang inspeksyon sa ibabaw nang hindi gumagamit ng mga magnifying device.
4.2. Ang kapal ng base ng mga sheet at ang taas ng mga corrugations ay sinusukat sa layo na hindi bababa sa 100 mm mula sa mga sulok at 40 mm mula sa mga gilid.
Ang mga sukat sa anumang sinusukat na punto ay hindi dapat kunin ang kapal ng sheet na higit sa maximum na mga paglihis.
4.3. Taas ng ribbon h ay tinukoy bilang ang pagkakaiba sa laki ng kabuuang kapal ng sheet s+ h at kapal ng base ng sheet s.
5. PAG-LABEL, PAG-PACKAGING, TRANSPORTASYON AT PAG-ITOR
5.1. Pag-label, packaging, transportasyon at imbakan - alinsunod sa GOST 7566-81.
GOST 8568-77
INTERSTATE STANDARD
TEKNIKAL NA KONDISYON
Opisyal na publikasyon
IPC PUBLISHING HOUSE OF STANDARDS Moscow
sa GOST 8568-77 Steel sheet na may rhombic at lenticular corrugation. Mga pagtutukoy
anong lugar
Nakalimbag
Dapat ay
Si. Pagbabago No. 3 (ICS No. 11-87) at Reissue (Setyembre 1993) na may Mga Pagbabago No. 1, 2, 3, 4
Sugnay 1.1. Table, Diamond corrugation. Column "Timbang ng 1 m 2 na mga sheet, ω", Para sa kapal ng base ng sheet:
s - 6.0 mm s - 8.0 mm
66
66,6
Si. Muling i-print (Disyembre 1995) at Edisyon (Setyembre 2004)
na may Mga Pagbabago No. 1, 2, 3, 4
Sugnay 1.1. mesa. Diamond corrugation. Column "Timbang ng 1 m 2 na mga sheet, kg". Para sa kapal ng base ng sheet s - 6.0 mm
(ICS Ms 122005)
INTERSTATE STANDARD
MGA STEEL SHEETS NA MAY RHOMBIC AT LENTIC CORRUPTIONS
Mga pagtutukoy
Corrugated steel rhombic at lentil form sheets. Mga pagtutukoy
MKC 77.140.50 * 1
Petsa ng pagpapakilala 01/01/78
Nalalapat ang pamantayang ito sa mga hot-rolled steel sheet na may one-sided rhombic at lenticular corrugation para sa mga pangkalahatang layunin.
1. ASSORTMENT
1.1a. Ang mga rolled sheet ay ginawa ayon sa kapal: mataas na katumpakan - A, normal na katumpakan - B.
(Ipinakilala bilang karagdagan, Susog Blg. 4).
1.1. Ang hugis, sukat, maximum deviations at bigat ng 1 m 2 na mga sheet na may rhombic at lentil corrugations ay dapat na tumutugma sa mga ipinahiwatig sa pagguhit. 1, 2 at sa talahanayan.

Opisyal na publikasyon
Ipinagbabawal ang pagpaparami
© Standards Publishing House, 1977 IPK Standards Publishing House, 2004
|
mula 600 hanggang 1000 |
St. 1000 hanggang 1500 |
||
|
Ako sa pamamagitan ng sheet kapal sa ie, mm |
bakuran |
Tuktok na anggulo | ||||||||||
|
St. 1500 hanggang 2000 |
St. 2000 hanggang 2200 |
plauta b, mm |
riffle f, granizo | |||||||||
|
Normal katumpakan | ||||||||||||
|
Diamond knurling | ||||||||||||
|
Lentil corrugation | ||||||||||||
6.0 8,0 10,0 12,0
6.0 8,0 10,0 12,0
1. Ang kapal ng mga sheet na may one-sided rhombic at lentil corrugation ay tinutukoy ng kapal ng base ng sheet s sa millimeters.
2. Para sa mga sheet na pinagsama sa sheet rolling mill, sa gitnang bahagi ng lapad ng sheet, pinapayagan ang isang base na kapal na 0.2 mm sa itaas ng plus limit deviation.
3. Ang lapad ng base ng mga grooves b, ang anggulo sa tuktok ng mga grooves f, ang mga diagonal ng rhombus / + t 2, ang anggulo ng lokasyon ng mga grooves sa eroplano ng sheet f, ang distansya sa pagitan ang mga grooves t, ang haba ng mga grooves I, ang radius ng curvature ng mga grooves R sa mga natapos na sheet ay hindi kinokontrol at ibinibigay para sa mga kalkulasyon sa paggawa ng mga tool.
4. Ang masa ng 1 m 1 2 na mga sheet ay tinutukoy ng mga nominal na sukat ng mga sheet, ang taas ng mga corrugations na katumbas ng 0.2 sheet na kapal, ang maliit na dayagonal ng rhombus na katumbas ng 27.5 mm, ang mas malaking dayagonal ng rhombus katumbas ng 65 mm. Ang density ng bakal ay 7.85 g/cm 3 4 5.
5. (Tinanggal, Susog Blg. 4).
(Binagong edisyon, Susog Blg. 2, 3, 4, Susog).
1.2. Ang corrugated steel ay ginawa sa mga sheet at roll na may one-sided rhombic o lenticular corrugation.
1.3. Ang taas ng mga corrugations sa mga sheet ay dapat na 0.1-0.3 ng kapal ng base ng sheet, ngunit hindi mas mababa sa 0.5 mm. Sa kahilingan ng mamimili, ang mga sheet na may kapal ng base na 5 mm o higit pa ay dapat na may taas na corrugation na hindi bababa sa 1.0 mm.
(Binagong edisyon, Susog Blg. 2).
1.4. Ang mga sheet na may rhombic corrugation ay ginawa gamit ang mga diagonal na brilyante (25-30) x (60-70) mm. Ang pagsasaayos ng mga corrugation at ang lokasyon ng malalaking diagonal ng brilyante sa kahabaan o sa kabila ng sheet ay itinakda ng tagagawa.
Sa kahilingan ng mamimili, pinapayagan na gumawa ng isang sheet na may ibang ratio ng mga diagonal ng rhombus.
(Binagong edisyon, Susog Blg. 2, 3).
1.5. Ang mga lentil na corrugated sheet ay ginawa na may distansya sa pagitan ng mga corrugations na 20, 25 at 30 mm.
1.6. Ang mga sheet ay ginawa sa lapad mula 600 hanggang 2200 mm at haba mula 1400 hanggang 8000 mm na may gradasyon na 50 mm.
1.7. Sa kahilingan ng mamimili, posible na gumawa ng mga sheet ng iba pang mga laki.
(Binagong edisyon, Susog Blg. 3).
1.8. Ang mga sheet ay ginawa ayon sa mga sukat:
na nagpapahiwatig ng mga sukat para sa kapal alinsunod sa mga sukat na ipinahiwatig sa talahanayan, at para sa lapad at haba sa loob ng mga limitasyon na tinukoy sa sugnay 1.6 - form I;
na may indikasyon ng mga sukat ng kapal sa loob ng mga limitasyon na tinukoy sa talahanayan, nang walang indikasyon ng mga sukat ng lapad at haba - form II;
nagsasaad ng mga dimensyon na mga multiple sa lapad at haba ng mga sukat na tinukoy ng consumer sa loob ng mga limitasyong itinatag sa clause 1.6 - form III;
na nagpapahiwatig ng mga nasusukat na sukat sa loob ng mga limitasyon na tinukoy sa sugnay 1.6 - form IV.
(Binagong edisyon, Susog Blg. 1).
1.9. Ang pinakamataas na paglihis sa haba at lapad ng mga sheet ay alinsunod sa GOST 19903.
Sa kahilingan ng mamimili, ang mga sheet at roll ay ginawa na may pinakamataas na paglihis;
20 mm - sa lapad para sa mga pinagsamang produkto na higit sa 1000 mm na may hindi pinutol na mga gilid;
15 mm - ang haba para sa mga sheet na higit sa 2000 hanggang 6000 mm at higit pa na may kapal na 4.0 at 5.0 mm;
25 mm - na may kapal na 6.0; 8.0; 10.0 at 12.0 mm.
(Binagong edisyon, Susog Blg. 3, 4).
1.10. Mga paglihis mula sa flatness - ayon sa GOST 19903 para sa normal at pinahusay na flatness.
(Binagong edisyon, Susog Blg. 4).
1.11. (Tinanggal, Susog Blg. 1).
1.12. Ang mga kinakailangan para sa mga pinagsamang produkto na ginawa sa mga rolyo, pati na rin ang lapad ng mga rolyo, ay alinsunod sa GOST 19903.
Mga halimbawa ng mga simbolo:
Hot-rolled sheet ng steel grade StZsp alinsunod sa GOST 380 na may one-sided rhombic corrugation, mga sukat na 3.0 x 1000 x 2000 mm, normal na katumpakan ng kapal, pinabuting flatness na may pinagsamang gilid:
Sheet rhombus V-K-PU-3.0x 1000u. 2000 StZsp GOST 8568-77
Lentil leaf V-K-PU-3.0u 1000 u 2000 StZsp GOST 8568-77
Hot-rolled rolled steel ng StZsp grade alinsunod sa GOST 380 na may one-sided rhombic corrugation, laki 3.0 x 1000 mm, mataas na katumpakan, na may pinagsamang gilid:
Roll rhombus A-K-3.0 y 1000 StZsp GOST 8568-77
Ang parehong, na may lentil one-sided corrugation:
Lentil roll A-K-3.0u 1000 StZsp GOST 8568-77.
(Binagong edisyon, Susog Blg. 2, 3, 4).
2. MGA TEKNIKAL NA KINAKAILANGAN
2.1. Ang mga sheet at roll ay ginawa alinsunod sa mga kinakailangan ng pamantayang ito ayon sa mga teknolohikal na regulasyon na naaprubahan sa inireseta na paraan.
2.2. Ang mga sheet at roll ay ginawa mula sa carbon steel ng ordinaryong kalidad, grade STO, St1, St2 at StZ (kumukulo, mahinahon at semi-tahimik) na may kemikal na komposisyon alinsunod sa GOST 380.
Sa pamamagitan ng kasunduan sa pagitan ng tagagawa at ng mamimili, pinapayagan itong gumawa ng mga rolled sheet nang hindi nirarasyon ang nilalaman ng chromium, nickel, at copper.
2.1. 2.2. (Binagong edisyon, Susog Blg. 4).
2.3. Sa kahilingan ng mamimili, posible na gumawa ng mga sheet mula sa bakal ng iba pang mga grado.
(Binagong edisyon, Susog Blg. 3).
2.4. Ang mga sheet na pinagsama sa sheet rolling mill ay pinutol sa apat na gilid.
2.5. Ang mga sheet at coil na pinagsama sa isang tuluy-tuloy na rolling mill ay maaaring ibigay na may pinagsamang longitudinal na mga gilid.
Ang mga bingaw sa mga gilid ay hindi dapat pahabain ang sheet na lampas sa mga nominal na sukat sa lapad.
2.4, 2.5. (Binagong edisyon, Susog Blg. 1).
2.6. Ang ibabaw ng mga sheet ay dapat na walang mga rolled at ingot films, cavities, scale cavities, rolled bubbles, bitak at dumi. Dapat ay walang delamination sa mga gilid ng mga sheet.
2.7. Ang mga ripples, scale, kalawang, mga kopya, at mga indibidwal na pelikula ay pinapayagan sa ibabaw ng mga sheet, na ang lalim ay hindi lalampas sa maximum na mga deviation sa kapal.
3. MGA TUNTUNIN NG PAGTANGGAP
3.1. Ang mga sheet at roll ay tinatanggap sa mga batch. Ang batch ay binubuo ng mga sheet ng isang uri ng corrugation. Pagpapasiya ng batch - ayon sa GOST 14637.
3.2. Upang kontrolin ang laki at kalidad ng ibabaw, dalawang sheet o isang roll ang pinili mula sa batch.
3.3. Kung ang hindi kasiya-siyang resulta ng kontrol ay nakuha para sa hindi bababa sa isa sa mga tagapagpahiwatig, ang paulit-ulit na kontrol ay isinasagawa sa isang sample na pinili alinsunod sa GOST 7566.
4. MGA PARAAN NG PAGSUBOK
4.1. Isinasagawa ang inspeksyon sa ibabaw nang hindi gumagamit ng mga magnifying device.
4.2. Ang kapal ng base ng mga sheet at ang taas ng mga corrugations ay sinusukat sa layo na hindi bababa sa 100 mm mula sa mga sulok at 40 mm mula sa mga gilid.
Ang mga sukat sa anumang sinusukat na punto ay hindi dapat kunin ang kapal ng sheet na higit sa maximum na mga paglihis.
4.3. Ang taas ng corrugations h ay tinutukoy bilang ang pagkakaiba sa pagitan ng mga sukat ng kabuuang kapal ng sheet s + h at ang kapal ng base ng sheet s.
5. PAG-LABEL, PAG-PACKAGING, TRANSPORTASYON AT PAG-ITOR
5.1. Pag-label, packaging, transportasyon at imbakan - alinsunod sa GOST 7566.
(Binagong edisyon, Susog Blg. 3).
DATA NG IMPORMASYON
1. BINUO AT IPINAGPILALA ng USSR Ministry of Ferrous Metallurgy
2. INAPRUBAHAN AT PINAG-EPEKTO sa pamamagitan ng Resolusyon ng State Committee of Standards ng Konseho ng mga Ministro ng USSR na may petsang Abril 13, 1977 No. 926
3. SA HALIP GOST 8568-57
4. REFERENCE REGULATIVE AND TECHNICAL DOCUMENTS
5. Inalis ang validity period ayon sa Protocol No. 7-95 ng Interstate Council for Standardization, Metrology and Certification (IUS 11-95)
6. EDITION (Setyembre 2004) na may mga Susog Blg. 1, 2, 3, 4, na inaprubahan noong Oktubre 1978, Nobyembre 1980, Hunyo 1987, Hunyo 1989 (IUS 11-78, 1-81 , 11-87, 11-89) , Pagbabago (IUS 2-2003)
Editor L.I. Nakhimova Teknikal na editor V.N. Prusakova Proofreader A. S. Chernousova Layout ng computer S. V. Ryabova
Ed. mga tao No. 02354 na may petsang Hulyo 14, 2000. Naihatid para sa recruitment noong Setyembre 20, 2004. Nilagdaan para sa publikasyon noong Oktubre 6, 2004. Cond.bake.l. 0.93. Academician-ed.l. 0.60.
Circulation 162 na kopya. C 4125. Zak. 866.
IPK Standards Publishing House, 107076 Moscow, Kolodezny per., 14. e-mail:
Nag-type sa Publishing House sa isang PC
Nakalimbag sa sangay ng IPK Publishing House of Standards - uri. "Moscow Printer", 105062 Moscow, Lyalin lane, 6.
Ay ang pangunahing isa pamantayan ng estado, na kumokontrol sa produksyon mga sheet ng bakal na may rhombic at lenticular corrugation ginawa sa pamamagitan ng mainit na pagpapapangit. Nalalapat ang pamantayang ito sa parehong kumbensyonal at hindi kinakalawang na asero, kaya kung interesado ka sa mga sheet na hindi kinakalawang na asero, ang pamantayang ito ay magiging kapaki-pakinabang sa iyo.
Matapos suriin ang datos dokumentong normatibo Magkakaroon ka ng ideya ng saklaw, teknikal na mga kinakailangan, mga tuntunin sa pagtanggap, mga pamamaraan ng pagsubok para sa ganitong uri ng pinagsamang metal. Ito ay maaaring makatulong sa iyo kapag pumipili kalidad ng mga produkto para sa pagbili.
Assortment
Ang unang bagay na interesado sa mamimili ay ang laki. naglalaman ng isang assortment ng mga sheet na may rhombic at lentil corrugation. Ang mga sumusunod na laki ay magagamit para ilabas: ayon sa kapal mula 2.5 hanggang 12 mm , sa lapad mula 600 hanggang 2200 mm , kasama ang haba mula sa 1400 hanggang 8000 mm
na may gradasyon na 50 mm. Gayunpaman, posible ring gumawa ng mga produkto ng iba pang laki. Ang isang corrugated sheet ay naiiba mula sa isang regular na sheet sa pamamagitan ng pagkakaroon ng mga espesyal na protrusions sa ibabaw. Ang mga protrusions na ito ay may sariling teknolohikal na layunin at dahil sa kanila bumibili ang mga mamimili ganitong uri
ginulong metal Gayunpaman, maaaring hindi alam ng ilan kung paano sasabihin ang pagkakaiba sa pagitan ng brilyante at lenticular fluting. Sa pagsasagawa ito ay napaka-simple:.
- tingnan lamang ang pattern ng texture na ibabaw
- Sa rhombic corrugation, ang mga convex na linya ay malinaw na nakikita sa ibabaw, na kung saan, intersecting, ay bumubuo ng mga niches na hugis brilyante. Ang mga convex na linyang ito ay may malinaw na mga hangganan at tuloy-tuloy sa buong haba. Sa kaso ng lentil corrugation, ang mga protrusions ay matatagpuan sa isang tiyak na paraan sa ibabaw ng sheet. Paalala nila maliliit na slide
at matatagpuan sa tamang mga anggulo sa bawat isa. Ang mga pagpapakitang ito ay maikli at mas patag. Ang pinakasikat sa mga mamimili ay mga sheet na may lentil corrugation. Mayroon silang mas kaaya-aya hitsura at samakatuwid ay maaaring gamitin upang malutas higit pa
mga gawain.
Kapag bumibili, mahalagang isaalang-alang na ang corrugation ay inilapat sa ibabaw sa isang panig lamang! Kinokontrol ng pamantayan ang mga sumusunod na parameter para sa bawat laki ng sheet: kapal, lapad, bigat ng isa metro kuwadrado at mga paglihis sa laki. Mga parameter tulad ng lapad ng base ng mga riffle, anggulo sa tuktok ng mga riffle, ang haba ng mga riffle, ang radius ng kanilang curvature, at ang kanilang lokasyon sa eroplano tinukoy sa pamantayan, ngunit hindi kinokontrol
. Ang mga ito ay ibinigay bilang isang sanggunian na materyal para sa paggawa ng kasangkapan. Sa mga tuntunin ng katumpakan ng pagmamanupaktura, dalawang opsyon sa pagmamanupaktura ang magagamit: mataas (letter A sa pagmamarka) at normal na katumpakan (letter B sa pagmamarka). Ang pagkakaiba sa pagitan nila ay ang laki pinahihintulutang mga paglihis
. Para sa mga produktong may mataas na katumpakan, mas mababa ang mga ito kaysa sa mga produkto ng normal na katumpakan Samakatuwid, kung mahalaga ang naturang parameter bilang katumpakan para sa iyong proyekto, inirerekomendang bumili ng mga produkto ng kategorya A. Maaari mong makita ang listahan at ang kanilang katumbas na maximum deviations sa talahanayan sa ibaba.

Kapag sinusukat ang kapal, mahalagang malaman na ang kapal ay itinuturing na base ng sheet nang hindi isinasaalang-alang ang taas ng corrugation.
Kung ang produkto ay ginawa sa mga sheet rolling mill, ang base nito ay maaaring makapal sa gitnang bahagi. Ang pampalapot na ito ay dapat na hindi hihigit sa +0.2 mm plus maximum deviation.
Ang mass ng isang square meter ay kinakalkula na may ribed na taas na katumbas ng 0.2 kapal, isang maliit na diagonal na diagonal na katumbas ng 27.5 mm, isang malaking diagonal na diagonal na katumbas ng 65 mm at isang steel density na 7.85 g/cm3.
Mahalagang malaman na ang corrugated steel na may one-sided corrugation ay ginawa din sa anyo ng mga roll.
Mga sukat ng corrugation
Tulad ng para sa taas ng riffles, ang pamantayan ay nagsasaad na dapat itong nasa loob 0.1 - 0.3 kapal, ngunit hindi bababa sa 0.5 mm. Kung ang mamimili ay nangangailangan ng makapal na mga sheet (5 mm o higit pa), pagkatapos ay pinapayagan itong tumaas pinakamababang taas ribbed hanggang sa 1 mm, ngunit sa pamamagitan lamang ng kasunduan.
Para sa mga sheet na may rhombic corrugation, ang mga diagonal ng rhombus ay maaaring magkaroon ng haba na (25 - 30) x (60 - 70) mm, gayunpaman, posible na gumawa ng mga corrugation na may iba pang mga sukat kapag napagkasunduan. Ang lokasyon ng malalaking diagonal sa kahabaan o sa kabila ng sheet ay itinakda ng tagagawa.
Para sa mga sheet na may lentil corrugations, ang distansya sa pagitan ng mga corrugations ay maaaring 20, 25 o 30 mm.
Limitahan ang mga paglihis
Ang maximum na mga paglihis para sa kapal ng sheet ay makikita sa talahanayan sa itaas, ngunit ang mga paglihis para sa haba at lapad ay hindi ipinahiwatig doon. Ang pamantayan ay nagsasaad na dapat silang kunin mula sa GOST 19903 Hot rolled sheets. Ang mga paglihis mula sa eroplano ay dapat kunin mula sa parehong pamantayan para sa normal at pinahusay na eroplano.
Kung ang mga produktong pinagsama ay ginawa sa mga rolyo, ang mga kinakailangan at sukat ng mga rolyo ay dapat kunin mula sa GOST 19903.
Alamat
Nakatingin sa simbolo Sa una ay mahirap malaman kung ano ang ibig sabihin ng lahat ng mga titik at numerong ito. Gayunpaman, ito ay hindi kasing mahirap na tila sa unang tingin.
- Ang unang hakbang ay markahan ang produkto. Ang uri ng produkto ay ipinahiwatig: sheet o roll at uri ng corrugation.
- Susunod ay isang indikasyon ng katumpakan ng pagmamanupaktura: A - mataas na katumpakan, B - normal.
- Pagkatapos nito, ipinahiwatig ang uri ng gilid. K - gumulong.
- Pagkatapos ay dumating ang mga sukat: kapal x lapad x haba (o kapal x lapad sa kaso ng isang roll)
- Sa pinakadulo ang grado ng bakal at GOST ay ipinahiwatig.
Mga Kinakailangang Teknikal
Ang brilyante at lenticular corrugated sheet ay ginawa ayon sa mga kinakailangan mula sa carbon steel o iba pang mga grado ng bakal.
Kapag ginawa sa isang sheet rolling mill, ang produkto ay pinutol sa apat na panig.
Kapag ginawa sa isang tuluy-tuloy na rolling mill, pinapayagan ang pagkakaroon ng mga rolled longitudinal edge. Kung may mga tulis-tulis na gilid, ang kanilang sukat ay hindi dapat gumawa ng lapad ng sheet na lumampas sa mga nominal na sukat.
Pagtanggap at Pagsubok
Matapos makumpleto ang proseso ng produksyon, oras na upang tanggapin ang mga batch. Ang batch ay dapat maglaman ng rental ng isang uri ng corrugation. Iyon ay, hindi maaaring magkaroon ng isang solong lentil sheet sa isang batch ng diamond sheet. Dapat kunin ang kahulugan ng isang partido GOST 14637.
Upang gawin ang mga kinakailangang sukat, isang roll o dalawang sheet ay kinuha mula sa batch. Kung sa panahon ng proseso ng pagpapasiya ng kalidad, hindi bababa sa isang hindi kasiya-siyang resulta ang nakuha, ang pangalawang yugto ng pagsubok ay isinasagawa. Para sa yugtong ito, ang sampling ay isinasagawa ayon sa GOST 7566.
Ang mga sukat upang matukoy ang kapal ng base at ang taas ng mga corrugations ay ginawa sa layo na hindi bababa sa 100 mm mula sa mga sulok at 40 mm mula sa mga gilid.
Ang taas ng mga grooves ay tinutukoy sa pamamagitan ng pagbabawas ng kapal ng base ng sheet mula sa kabuuang kapal.
Kasaysayan ng Pamantayan
Ito ay binuo at ipinakilala ng USSR Ministry of Ferrous Metallurgy. Noong Abril 13, 1977 ito ay naaprubahan at ipinatupad komite ng estado Mga Pamantayan ng Konseho ng mga Ministro ng USSR sa halip na GOST 8568-57.
Matapos ang pagbagsak ng USSR, ang pamantayang ito ay pinagtibay sa Russia. Noong 1995, inalis ng Interstate Council for Standardization, Metrology and Certification ang validity period mula rito.