Spawanie w gazach osłonowych zgodnie z GOST 14771
Przeczytaj także
5. Wykonując grań spoiny wielowarstwowej metodą spawania inną niż główna metoda wypełniania krawędzi, wartości elementów konstrukcyjnych złącza spawanego należy dobierać zgodnie z główną metodą spawania. W takim przypadku oznaczenie metody spawania należy podać jako ułamek, którego licznik wskazuje oznaczenie metody spawania grani szwu, a mianownik wskazuje oznaczenie głównej metody spawania.
6. W przypadku połączeń spawanych C12, C21, C23, C24, U7, U10, T7 o grubości części S= 12 mm lub więcej, a także dla połączeń C15, C16, C25, C27, U8, T8, o grubości części S= 20 mm i więcej, wykonane metodą zgrzewania UP, dopuszcza się tępienie Z= 5 ± 2 mm.
Gówno. 2.
Gówno. 3.
8. Rozmiar i maksymalne odchyłki odnogi spoiny pachwinowej DO I K 1 należy zainstalować na etapie projektowania. W takim przypadku rozmiar nogi nie powinien przekraczać 3 mm dla części o grubości do 3 mm włącznie i 1,2-krotności grubości cieńszej części przy spawaniu części o grubości powyżej 3 mm. Maksymalne odchylenia wymiaru nóżki spoiny pachwinowej od wartości nominalnej podano w.
9. (Skreślony, zmiana nr 1).
10. (Skreślony, zmiana nr 3).
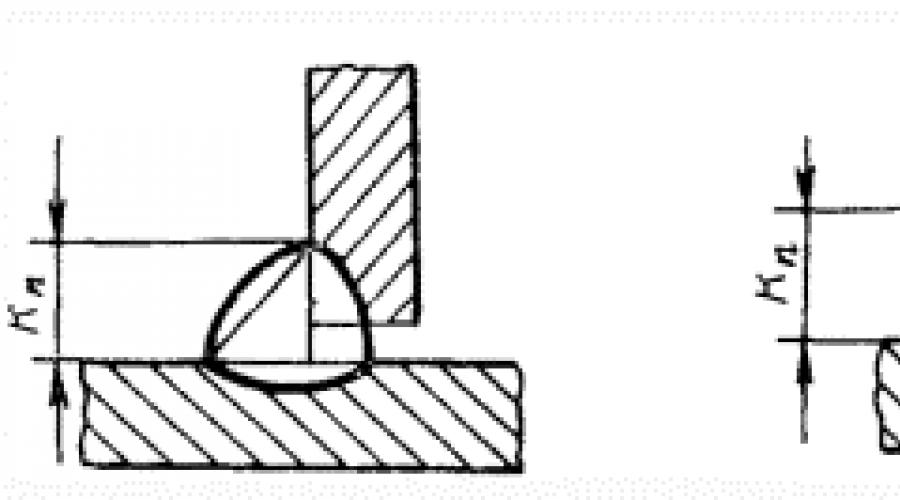
11. Dopuszcza się wypukłość lub wklęsłość spoiny pachwinowej do 30% jej ramienia, ale nie więcej niż 3 mm. W tym przypadku wklęsłość nie powinna prowadzić do zmniejszenia wartości nogi K. str(Rys. 4), instalowany podczas projektowania.

Gówno. 4.
Notatka: Katet DO Njest ramieniem największego trójkąta prostokątnego wpisanego w zewnętrzną część spoiny pachwinowej. Z symetrycznym szwem z tyłu nogawki DO Nakceptowana jest dowolna z równych nóg, z asymetrycznym szwem - ta mniejsza.
(Wydanie zmienione, zmiana nr 3).
12. Przed spawaniem dopuszczalne jest przesunięcie krawędzi względem siebie nie więcej niż:
0,2S mm - dla części o grubości do 4 mm;
0,1S+ 0,5 mm - dla części o grubości 5 - 25 mm;
3 mm - dla części o grubości 25 - 50 mm;
0,04S+ 1,0 mm - dla części o grubości 50 - 100 mm;
0,01S+ 4,0 mm, ale nie więcej niż 6 mm - dla części o grubości większej niż 100 mm.
14. Podano minimalne wartości nóg spoiny pachwinowej.
15. W przypadku stosowania spawania dwutlenkiem węgla zamiast ręcznego spawania łukowego, odnogę obliczeniowej spoiny pachwinowej można zmniejszyć do wartości podanych w pkt.
16. Przy spawaniu w dwutlenku węgla drutem elektrodowym, co zapewnia uzyskanie metalu spoiny o większej wytrzymałości na rozciąganie niż metal nieszlachetny, odnogę obliczeniowej spoiny pachwinowej można sprowadzić do wartości podanych w zalecany.
14 - 16. (Wprowadzono dodatkowo zmianę nr 1).
17. W złączach doczołowych, trójnikowych i narożnych o grubości większej niż 16 mm, wykonanych w warunkach montażowych, dopuszczalne jest zwiększenie wartości nominalnej wymiaru B do 4 mm. W takim przypadku szerokość szwu można odpowiednio zwiększyć mi, mi 1 .
18. W miejscach nakładania się spoin i naprawiania wad dopuszcza się zwiększenie wymiaru spoin do 30% wartości nominalnej.
19. Przy opracowywaniu krawędzi narzędziami ręcznymi maksymalne odchyłki kąta skosu krawędzi można zwiększyć do ± 5°. W takim przypadku szerokość szwu można odpowiednio zmienić mi, mi 1 .
17 - 19. (Wprowadzono dodatkowo zmianę nr 3).
mm
|
Granica plastyczności spawanej stali, MPa |
Minimalna noga spoiny pachwinowej dla grubości spawanego grubszego elementu |
|||||||
|
od 3 do 4 |
Św. 4 do 5 |
Św. 5 do 10 |
Św. 10 do 16 |
Św. 16 do 22 |
Św. 22 do 32 |
Św. 32 do 40 |
Św. 40 do 80 |
|
|
Do 400 |
||||||||
|
Św. 400 do 450 |
||||||||
Notatka . Minimalna wartość nogi nie powinna przekraczać 1,2 grubości cieńszego elementu.
mm
|
Nogi spoiny pachwinowej do metod spawania |
|||||
|
Łuk ręczny |
W przypadku dwutlenku węgla zamiast elektrod typu SV-08G2S należy zastosować drut Sv-08G2S o średnicy od 1,4 do 2,0 mm |
W dwutlenku węgla zamiast elektrod typu SV-08G2S należy zastosować drut Sv-08G2S o średnicy od 0,8 do 1,2 mm |
|||
|
E42A i E42 |
E46A i E46 |
E50A i E50 |
E42A i E42 |
E46A i E46 |
|
Notatka . Podane dane nie dotyczą połączeń wykonywanych podczas spawania z wydłużonym przedłużeniem elektrody lub z polaryzacją prądu stałego.
(Wprowadzono dodatkowo zmianę nr 1).
mm
|
Odnoga spoiny pachwinowej dla stosunku wytrzymałości na rozciąganie metalu spoiny do wytrzymałości na rozciąganie metalu nieszlachetnego |
||||
|
St. 5 do 8 włącznie. |
||||
|
Św. 8 do 12 włącznie. |
||||
|
Św. 12 |
||||
(Wprowadzono dodatkowo zmianę nr 3).
DANE INFORMACYJNE
1. OPRACOWANE I WPROWADZONE przez stowarzyszenie badawczo-produkcyjne TsNIITMASH.
WYKONAWCY
M. M. Borisenko(lider tematu); V. D. Chodakow; E. G. Starczenko.
2. ZATWIERDZONE I WPROWADZONE W ŻYCIE Uchwałą Państwowego Komitetu Norm Rady Ministrów ZSRR z dnia 28 lipca 1976 r. nr 1826.
3. Okres kontroli wynosi 1990 rok. Częstotliwość kontroli wynosi 5 lat.
4. Standard spełniaTGL 14905/03 w sprawie formy i zawartości tabel złączy spawanych.
5. ZAMIAST GOST 14771-69.
6. PRZYWOŁANE DOKUMENTY PRZEPISOWE I TECHNICZNE.
7. REISSUE ze zmianami nr 1, 2, 3, zatwierdzony w marcu 1982 r., grudniu 1986 r., styczniu 1989 r. (IUS 6-82, 3-87, 4-89).
5. Wykonując grań spoiny wielowarstwowej metodą spawania inną niż główna metoda wypełniania krawędzi, wartości elementów konstrukcyjnych złącza spawanego należy dobierać zgodnie z główną metodą spawania. W takim przypadku oznaczenie metody spawania należy podać jako ułamek, którego licznik wskazuje oznaczenie metody spawania grani szwu, a mianownik wskazuje oznaczenie głównej metody spawania.
6. W przypadku połączeń spawanych C12, C21, C23, C24, U7, U10, T7 o grubości części S= 12 mm lub więcej, a także dla połączeń C15, C16, C25, C27, U8, T8, o grubości części S= 20 mm i więcej, wykonane metodą zgrzewania UP, dopuszcza się tępienie Z= 5 ± 2 mm.
Tabela 48
7. Zgrzewanie doczołowe części o różnej grubości w przypadku różnicy grubości nie przekraczającej wartości podanych w tabeli. 48, muszą być wykonane w taki sam sposób jak części o tej samej grubości; elementy konstrukcyjne przygotowanych krawędzi i wymiary spoiny należy dobrać odpowiednio do ich większej grubości.
Aby uzyskać płynne przejście z jednej części do drugiej, dozwolone jest nachylone położenie powierzchni szwu (ryc. 1).
Jeżeli różnica w grubości spawanych części przekracza wartości wskazane w tabeli. 48, na części o dużej grubości S 1 należy wykonać fazę z jednej lub obu stron na grubość cienkiej części S, jak wskazano u diabła. 2 i 3. W takim przypadku elementy konstrukcyjne przygotowanych krawędzi i wymiary spoiny należy dobrać odpowiednio do mniejszej grubości.
8. Rozmiar i maksymalne odchyłki odnogi spoiny pachwinowej DO I K 1 należy zainstalować na etapie projektowania. W takim przypadku rozmiar nogi nie powinien przekraczać 3 mm dla części o grubości do 3 mm włącznie i 1,2-krotności grubości cieńszej części przy spawaniu części o grubości powyżej 3 mm. Maksymalne odchylenia wymiaru odnogi spoiny pachwinowej od wartości nominalnej podano w Załączniku 4.
9. (Skreślony, zmiana nr 1).
10. (Skreślony, zmiana nr 3).
11. Dopuszcza się wypukłość lub wklęsłość spoiny pachwinowej do 30% jej ramienia, ale nie więcej niż 3 mm. W tym przypadku wklęsłość nie powinna prowadzić do zmniejszenia wartości nogi K. str(Rys. 4), instalowany podczas projektowania.
Notatka. Katet DON jest ramieniem największego trójkąta prostokątnego wpisanego w zewnętrzną część spoiny pachwinowej. Z symetrycznym szwem z tyłu nogawki DON akceptowana jest dowolna z równych nóg, z asymetrycznym szwem - ta mniejsza.
(Wydanie zmienione, zmiana nr 3).
12. Przed spawaniem dopuszczalne jest przesunięcie krawędzi względem siebie nie więcej niż:
0,2S mm - dla części o grubości do 4 mm;
0,1S+ 0,5 mm - dla części o grubości 5 - 25 mm;
3 mm - dla części o grubości 25 - 50 mm;
0,04S+ 1,0 mm - dla części o grubości 50 - 100 mm;
0,01S+ 4,0 mm, ale nie więcej niż 6 mm - dla części o grubości większej niż 100 mm.
13. Podczas spawania dwutlenkiem węgla drutem elektrodowym o średnicy 0,8 - 1,4 mm dopuszcza się stosowanie głównych typów złączy spawanych i ich elementów konstrukcyjnych zgodnie z GOST 5264-80.
14. Minimalne wartości nóg spoiny pachwinowej podano w dodatku 1.
15. W przypadku stosowania spawania dwutlenkiem węgla zamiast ręcznego spawania łukowego, odnogę projektowej spoiny pachwinowej można zmniejszyć do wartości podanych w Załączniku 2.
16. Przy spawaniu w dwutlenku węgla drutem elektrodowym, co zapewnia uzyskanie metalu spoiny o większej wytrzymałości na rozciąganie niż metal nieszlachetny, odnogę obliczeniowej spoiny pachwinowej można sprowadzić do wartości podanych w zalecany dodatek 3.
14 - 16.
17. W złączach doczołowych, trójnikowych i narożnych o grubości większej niż 16 mm, wykonanych w warunkach montażowych, dopuszczalne jest zwiększenie wartości nominalnej wymiaru B do 4 mm. W takim przypadku szerokość szwu można odpowiednio zwiększyć mi, mi 1 .
18. W miejscach nakładania się spoin i naprawiania wad dopuszcza się zwiększenie wymiaru spoin do 30% wartości nominalnej.
19. Przy opracowywaniu krawędzi narzędziami ręcznymi maksymalne odchyłki kąta skosu krawędzi można zwiększyć do ± 5°. W takim przypadku szerokość szwu można odpowiednio zmienić mi, mi 1 .
17 - 19. (Wprowadzono dodatkowo zmianę nr 3).
|
Granica plastyczności spawanej stali, MPa |
Minimalna noga spoiny pachwinowej dla grubości spawanego grubszego elementu |
|||||||
|
Św. 10 do 16 |
Św. 16 do 22 |
Św. 22 do 32 |
Św. 32 do 40 |
Św. 40 do 80 |
||||
|
Św. 400 do 450 |
||||||||
Notatka. Minimalna wartość nogi nie powinna przekraczać 1,2 grubości cieńszego elementu.
|
Nogi spoiny pachwinowej do metod spawania |
|||||
|
Łuk ręczny |
W przypadku dwutlenku węgla zamiast elektrod typu SV-08G2S należy zastosować drut Sv-08G2S o średnicy od 1,4 do 2,0 mm |
W dwutlenku węgla zamiast elektrod typu SV-08G2S należy zastosować drut Sv-08G2S o średnicy od 0,8 do 1,2 mm |
|||
Notatka. Podane dane nie dotyczą połączeń wykonywanych podczas spawania z wydłużonym przedłużeniem elektrody lub z polaryzacją prądu stałego.
|
Odnoga spoiny pachwinowej dla stosunku wytrzymałości na rozciąganie metalu spoiny do wytrzymałości na rozciąganie metalu nieszlachetnego |
||||
ZAŁĄCZNIKI 1-3.(Wprowadzono dodatkowo zmianę nr 1).
ZAŁĄCZNIK 4.(Wprowadzono dodatkowo zmianę nr 3).
W niniejszej normie określono podstawowe typy, elementy konstrukcyjne i wymiary złączy spawanych wykonanych ze stali oraz stopów na bazie żelaza z niklem i niklem, wykonywanych metodą spawania łukowego w osłonie gazu.
Norma nie określa głównych typów, elementów konstrukcyjnych i wymiarów połączeń spawanych rurociągów stalowych zgodnie z GOST 16037-80
| Tytuł dokumentu: | GOST 14771-76 |
| Typ dokumentu: | standard |
| Stan dokumentu: | aktywny |
| Imię rosyjskie: | Spawanie łukowe w osłonie gazu. Połączenia spawane. Główne typy, elementy konstrukcyjne i wymiary |
| Angielskie imie: | Spawanie łukowe w osłonie gazu. Połączenia spawane. Główne typy, elementy konstrukcyjne i wymiary |
| Data aktualizacji tekstu: | 01.08.2013 |
| Data wprowadzenia: | 30.06.1977 |
| Data aktualizacji opisu: | 01.08.2013 |
| Liczba stron w tekście głównym dokumentu: | 39 szt. |
| Zamiast: | GOST 14771-69 |
| Data publikacji: | 01.12.2006 |
| Wznawiać wydanie: | wznowienie ze zmianami 1 |
| Data ostatniej modyfikacji: | 22.05.2013 |
| Poprawki i zmiany: | Zmień nr 1 na GOST 14771-76 (1982-08-01) - „Przedłużony okres ważności” Zmiana nr 2 na GOST 14771-76 (1987-07-01) - „Przedłużony okres ważności” Zmień nr 3 na GOST 14771-76 (1989-03-01) - „Przedłużony okres ważności” |
| Znajduje się w: | OK Ogólnorosyjski klasyfikator standardów 25 INŻYNIERIA MECHANICZNA (Obszar ten obejmuje normy ogólnego przeznaczenia) 25.160 Spawanie, lutowanie twarde i lutowanie (Włącznie ze spawaniem gazowym, spawaniem elektrycznym, spawaniem plazmowym, spawaniem wiązką elektronów, cięciem plazmowym itp.) 25.160.40 Spoiny i spawanie (Włącznie z położeniem spoiny i mechanicznymi badaniami nieniszczącymi złączy spawanych) |
                                       |
|
5. Wykonując grań spoiny wielowarstwowej metodą spawania inną niż główna metoda wypełniania krawędzi, wartości elementów konstrukcyjnych złącza spawanego należy dobierać zgodnie z główną metodą spawania. W takim przypadku oznaczenie metody spawania należy podać jako ułamek, którego licznik wskazuje oznaczenie metody spawania grani szwu, a mianownik wskazuje oznaczenie głównej metody spawania.
6. W przypadku połączeń spawanych C12, C21, C23, C24, U7, U10, T7 o grubości części S= 12 mm lub więcej, a także dla połączeń C15, C16, C25, C27, U8, T8, o grubości części S= 20 mm i więcej, wykonane metodą zgrzewania UP, dopuszcza się tępienie Z= 5 ± 2 mm.
Tabela 48
mm
Grubość cienkiej części | Różnica grubości części |
4-30 | |
32-40 | |
Św. 40 |
7. Zgrzewanie doczołowe części o różnej grubości w przypadku różnicy grubości nie przekraczającej wartości podanych w tabeli. 48, muszą być wykonane w taki sam sposób jak części o tej samej grubości; elementy konstrukcyjne przygotowanych krawędzi i wymiary spoiny należy dobrać odpowiednio do ich większej grubości.
Aby uzyskać płynne przejście z jednej części do drugiej, dozwolone jest nachylone położenie powierzchni szwu (ryc. 1).
Jeżeli różnica w grubości spawanych części przekracza wartości wskazane w tabeli. 48, na części o dużej grubości S 1 należy wykonać fazę z jednej lub obu stron na grubość cienkiej części S, jak wskazano u diabła. 2 i 3. W takim przypadku elementy konstrukcyjne przygotowanych krawędzi i wymiary spoiny należy dobrać odpowiednio do mniejszej grubości.
8. Rozmiar i maksymalne odchyłki odnogi spoiny pachwinowej DO I K 1 należy zainstalować na etapie projektowania. W takim przypadku rozmiar nogi nie powinien przekraczać 3 mm dla części o grubości do 3 mm włącznie i 1,2-krotności grubości cieńszej części przy spawaniu części o grubości powyżej 3 mm. Maksymalne odchylenia wymiaru odnogi spoiny pachwinowej od wartości nominalnej podano w Załączniku 4.
9. (Skreślony, zmiana nr 1).
10. (Skreślony, zmiana nr 3).
11. Dopuszcza się wypukłość lub wklęsłość spoiny pachwinowej do 30% jej ramienia, ale nie więcej niż 3 mm. W tym przypadku wklęsłość nie powinna prowadzić do zmniejszenia wartości nogi K. str(Rys. 4), instalowany podczas projektowania.
Gówno. 4.
Notatka: Katet DO Njest ramieniem największego trójkąta prostokątnego wpisanego w zewnętrzną część spoiny pachwinowej. Z symetrycznym szwem z tyłu nogawki DO Nakceptowana jest dowolna z równych nóg, z asymetrycznym szwem mniejsza.
(Wydanie zmienione, zmiana nr 3).
12. Przed spawaniem dopuszczalne jest przesunięcie krawędzi względem siebie nie więcej niż:
0,2S mm - dla części o grubości do 4 mm;
0,1S+ 0,5 mm - dla części o grubości 5-25 mm;
3 mm - dla części o grubości 25-50 mm;
0,04S+ 1,0 mm - dla części o grubości 50-100 mm;
0,01S+ 4,0 mm, ale nie więcej niż 6 mm - dla części o grubości większej niż 100 mm.
13. Podczas spawania dwutlenkiem węgla drutem elektrodowym o średnicy 0,8-1,4 mm dopuszcza się stosowanie głównych typów złączy spawanych i ich elementów konstrukcyjnych zgodnie z GOST 5264-80.
14. Minimalne wartości nóg spoiny pachwinowej podano w dodatku 1.
15. W przypadku stosowania spawania dwutlenkiem węgla zamiast ręcznego spawania łukowego, odnogę projektowej spoiny pachwinowej można zmniejszyć do wartości podanych w Załączniku 2.
16. Przy spawaniu w dwutlenku węgla drutem elektrodowym, co zapewnia uzyskanie metalu spoiny o większej wytrzymałości na rozciąganie niż metal nieszlachetny, odnogę obliczeniowej spoiny pachwinowej można sprowadzić do wartości podanych w zalecany dodatek 3.
14-16. (Wprowadzono dodatkowo zmianę nr 1).
17. W złączach doczołowych, trójnikowych i narożnych o grubości większej niż 16 mm, wykonanych w warunkach montażowych, dopuszczalne jest zwiększenie wartości nominalnej wymiaru B do 4 mm. W takim przypadku szerokość szwu można odpowiednio zwiększyć mi, mi 1 .
18. W miejscach nakładania się spoin i naprawiania wad dopuszcza się zwiększenie wymiaru spoin do 30% wartości nominalnej.
19. Przy opracowywaniu krawędzi narzędziami ręcznymi maksymalne odchyłki kąta skosu krawędzi można zwiększyć do ± 5°. W takim przypadku szerokość szwu można odpowiednio zmienić mi, mi 1 .
17-19. (Wprowadzono dodatkowo zmianę nr 3).
mm
Granica plastyczności spawanej stali, MPa | Minimalna noga spoiny pachwinowej dla grubości spawanego grubszego elementu |
|||||||
od 3 do 4 | Św. 4 do 5 | Św. 5 do 10 | Św. 10 do 16 | Św. 16 do 22 | Św. 22 do 32 | Św. 32 do 40 | Św. 40 do 80 |
|
Do 400 | ||||||||
Św. 400 do 450 | ||||||||
Notatka . Minimalna wartość nogi nie powinna przekraczać 1,2 grubości cieńszego elementu.
mm
Nogi spoiny pachwinowej do metod spawania |
|||||
Łuk ręczny | W przypadku dwutlenku węgla zamiast elektrod typu SV-08G2S należy zastosować drut Sv-08G2S o średnicy od 1,4 do 2,0 mm | W dwutlenku węgla zamiast elektrod typu SV-08G2S należy zastosować drut Sv-08G2S o średnicy od 0,8 do 1,2 mm |
|||
E42A i E42 | E46A i E46 | E50A i E50 | E42A i E42 | E46A i E46 |
|
Notatka . Podane dane nie dotyczą połączeń wykonywanych podczas spawania z wydłużonym przedłużeniem elektrody lub z polaryzacją prądu stałego.
(Wprowadzono dodatkowo zmianę nr 1).
mm
Odnoga spoiny pachwinowej dla stosunku wytrzymałości na rozciąganie metalu spoiny do wytrzymałości na rozciąganie metalu nieszlachetnego |
||||
(Wprowadzono dodatkowo zmianę nr 1).
mm
Nominalny rozmiar nogi spoiny pachwinowej | Maksymalne odchylenia wielkości odnogi spoiny pachwinowej od wartości nominalnej |
Do 5 m.in. | |
St. 5 do 8 włącznie. | |
Św. 8 do 12 włącznie. | |
Św. 12 |
(Wprowadzono dodatkowo zmianę nr 3).
DANE INFORMACYJNE
1. OPRACOWANE I WPROWADZONE przez stowarzyszenie badawczo-produkcyjne TsNIITMASH.
WYKONAWCY
M. M. Borisenko(lider tematu); V. D. Chodakow; E. G. Starczenko.
2. ZATWIERDZONE I WPROWADZONE W ŻYCIE Uchwałą Państwowego Komitetu Norm Rady Ministrów ZSRR z dnia 28 lipca 1976 r. nr 1826.
3. Okres kontroli wynosi 1990 rok. Częstotliwość kontroli wynosi 5 lat.
4. Standard spełniaTGL 14905/03 w sprawie formy i zawartości tabel złączy spawanych.
5. ZAMIAST GOST 14771-69.
6. PRZYWOŁANE DOKUMENTY PRZEPISOWE I TECHNICZNE.
7. REISSUE ze zmianami nr 1, 2, 3, zatwierdzony w marcu 1982 r., grudniu 1986 r., styczniu 1989 r. (IUS 6-82, 3-87, 4-89).
GOST 14771-76
STANDARD MIĘDZYPAŃSTWOWY
SPAWANIE ŁUKIEM OSŁONYM
POŁĄCZENIA SPAWANE
GŁÓWNE TYPY, ELEMENTY KONSTRUKCYJNE I WYMIARY
Oficjalna publikacja
Standardinform
STANDARD MIĘDZYPAŃSTWOWY
Spawanie łukowe w osłonie gazu
POŁĄCZENIA SPAWANE
Główne typy, elementy konstrukcyjne i wymiary
Spawanie łukowe w osłonie gazu.
Główne typy, elementy konstrukcyjne i wymiary MKC 25.160.40
GOST 14771-69
Uchwałą Państwowego Komitetu Norm Rady Ministrów ZSRR z dnia 28 lipca 1976 r. Nr 1826 ustalono datę wprowadzenia
Okres ważności został usunięty dekretem Gosstandarta z dnia 18 czerwca 1992 r. nr 553
1. Niniejsza norma określa główne typy, elementy konstrukcyjne i wymiary złączy spawanych wykonanych ze stali, a także stopów na bazie żelaza z niklem i niklem, wykonywanych metodą spawania łukowego w osłonie gazu.
Norma nie określa głównych typów, elementów konstrukcyjnych i wymiarów połączeń spawanych rurociągów stalowych zgodnie z GOST 16037-80.
2. W normie przyjęto następujące oznaczenia metod spawania:
IN - w gazach obojętnych, elektroda nietopliwa bez spoiwa;
INP - w gazach obojętnych z nietopliwą elektrodą z metalem wypełniającym;
IP - w gazach obojętnych i ich mieszaninach z dwutlenkiem węgla i tlenem z elektrodą zużywalną;
UP - w dwutlenku węgla i jego mieszaninie z tlenem za pomocą elektrody eksploatacyjnej.
3. Główne typy połączeń spawanych muszą odpowiadać tym wskazanym w tabeli. 1.
Oficjalna publikacja. Powielanie zabronione
Wydanie (grudzień 2006) ze zmianami nr 1, 2, 3, zatwierdzone w marcu 1982 r., grudniu 1986 r.,
Styczeń 1989 (IUS 6-82, 3-87, 4-89).
© Wydawnictwo Standardy, 1976 © Standartinform, 2007
gotowy]
Postać
Kształt przekroju
|
Warunkowy Przeznaczenie spawane znajomości |
||||
Z kołnierzem na dwóch krawędziach

Jednostronny

Z kołnierzem na jednej krawędzi
T///F\m
Jednostronny
Bez skosu
Jednostronny
Jednostronny
Dwustronny
GOST 14771-TB

Postać
Kształt przekroju

Grubość spawanych części, mm, dla metod spawania
Warunkowy
Przeznaczenie
spawane
znajomości
Jednostronny
Jednostronny
Z jedną krawędzią ściętą

Jednostronny
Jednostronny
zamek



Z zakrzywionym skosem jednej krawędzi
Z pękniętą fazą na jednej krawędzi
Dwustronny
metryczne skosy jednej krawędzi







GOST 14771-TB S.

4 GOST 14771-TB
Postać
Kształt przekroju
Grubość spawanych części, mm, dla metod spawania
Warunkowy
Przeznaczenie
spawane
znajomości
Z pękniętym skosem dwóch krawędzi

Z dwoma symetrycznymi skosami dwóch brył
Z dwoma symetrycznymi krzywiznami
Dwustronny
same dwie krawędzie
Z dwoma symetrycznymi lo-
dwie krawędzie







Z kołnierzem na jednej krawędzi
Jednostronny
Brak fazowanych krawędzi

|
przygotowany |
Postać ukończony szew |
|
|
Brak fazowanych krawędzi |
Dwustronny |
|
|
Z jedną krawędzią ściętą |
Jednostronny |
|
|
Dwustronny |
||
|
Z dwoma symetrycznymi skosami na jednej krawędzi |
||
|
Z dwoma fazowanymi krawędziami |
Jednostronny |
|
|
Dwustronny |
||
|
Brak fazowanych krawędzi |
Jednostronny |
Kształt przekroju
Grubość spawanych części, mm, tak metody spawania
Warunkowy
Przeznaczenie

0,8-12,0

GOST 14771-TB
Postać
Kształt przekroju
Grubość spawanych części, mm, dla metod spawania
Warunkowy
Przeznaczenie
spawane
Bez skosu
Dwustronny
Jednostronny
1
Z jedną krawędzią ściętą
»
Dwustronny
1
metryczne skosy jednej krawędzi
Dwustronny
Jednostronny
Bez skosu

Dwustronny




0,8-10,0

Specyfikacja techniczna
GOST 14771-TB S.
4. Elementy konstrukcyjne złączy spawanych, ich wymiary i maksymalne odchylenia dla nich muszą odpowiadać podanym w tabeli. 2-47. Oprócz określonych metod spawania dopuszczalne jest stosowanie innych metod spawania łukowego w gazach osłonowych.

Wymiary, mm
Tabela 3

Wymiary, mm
Tabela 4
Elementy konstrukcyjne
szew spawalniczy
tak, nie więcej
+0,2
W
1,0-1,4
^Rozmiar w celach informacyjnych
+ 1,0
Tabela 5
Wymiary, mm
|
Symbol złącza spawanego |
Elementy konstrukcyjne |
Metoda spawania |
tak, nie więcej | |||||||||||
|
przygotowane krawędzie do spawania |
szew spawalniczy | |||||||||||||
Tabela 6



-Yoch, ja, ja, ja »
|
Metoda spawania |
||||||||||||||||
s
Wymiary, mm

S. 10 GOST 14771-76

Tabela 10

A
Metoda spawania
1
U
GOST 14771-76 s. 11

12 GOST 14771-76

Wymiary, mm

£е I 3 Zon yo e as re

S 03 5 £ otz X f S o
Metoda spawania
Poprzednia wyłączony
Poprzednia wyłączony
Poprzednia wyłączony
Poprzednia wyłączony
tak, miasto (ograniczenie +2°)
GOST 14771-76 s. 13

14 GOST 14771-TB
Tabela 15

Wymiary, mm
Tabela 16




GOST 14771-TB S. 17

18 GOST 14771-TB

GOST 14771--76 s. 19

20 GOST 14771-76

GOST 14771-TB S. 21

Tabela 25
Wymiary, mm

Tabela 26

Wymiary, mm
Tabela 27

Tabela 28

Wymiary, mm
Tabela 29

Tabela 30

^Rozmiar w celach informacyjnych
Wymiary, mm
Tabela 31

Wymiary, mm
Tabela 32

Tabela 33

Wymiary, mm
Tabela 34

Wymiary, mm
Tabela 35


GOST 14771-TB S. 27
Wymiary, mm

28 GOST 14771-76
Tabela 38

Wymiary, mm
Tabela 39

Tabela 40

Wymiary, mm
Tabela 41
Warunkowy
Przeznaczenie
spawane
znajomości
Elementy konstrukcyjne
przygotowane krawędzie spawanych części
szew spawalniczy
Poprzednia wyłączony
Specyfikacja techniczna
1

WEJŚCIE, IP, W GÓRĘ

6,0-20,0
+ 1,0
+2,0

Wymiary, mm
Tabela 43


i ja
Metoda spawania
Poprzednia wyłączony
Poprzednia wyłączony
Wymiary, mm

S. 32 GOST 14771-76
Tabela 46
Warunkowy
Przeznaczenie
spawane
znajomości
Elementy konstrukcyjne
przygotowane krawędzie spawanych części
szew spawalniczy
+ 1,0
+ 1,0
+2,0
Tabela 48
(Wydanie zmienione, zmiany nr 1, 2, 3).
5. Wykonując grań spoiny wielowarstwowej metodą spawania inną niż główna metoda stosowana do wypełniania krawędzi, wartości elementów konstrukcyjnych złącza spawanego należy dobierać zgodnie z główną metodą spawania. W takim przypadku oznaczenie metody spawania należy przeprowadzić jako ułamek, którego licznik wskazuje oznaczenie metody spawania grani szwu, a mianownik wskazuje oznaczenie głównej metody spawania.
6. Do złączy spawanych C12, C21, C23, C24, U7, U10,
T7 o grubości części s = 12 mm i większej, a także dla połączeń C15, C16, C25, C27, U8, T8 o grubości części s = 20 mm i większej, wykonanych metodą zgrzewania UP, stępionych = (5+2) mm.
7. Zgrzewanie doczołowe części o różnej grubości w przypadku różnicy grubości nie przekraczającej wartości podanych w tabeli. 48, należy wykonać analogicznie jak części
równa grubość; elementy konstrukcyjne przygotowanych krawędzi i wymiary spoiny należy dobrać odpowiednio do ich większej grubości.
Aby uzyskać płynne przejście z jednej części do drugiej, dozwolone jest nachylone położenie powierzchni szwu (ryc. 1).
Jeżeli różnica w grubości spawanych części przekracza wartości wskazane w tabeli. 48, na części o dużej grubości Sj należy wykonać skos z jednej lub obu stron na grubość cienkiej części s, jak pokazano na rys. 2 i 3. W takim przypadku elementy konstrukcyjne przygotowanych krawędzi i wymiary spoiny należy dobrać odpowiednio do mniejszej grubości.
8. Rozmiar i maksymalne odchyłki spoiny pachwinowej K i K\ należy ustalić podczas projektowania. W takim przypadku rozmiar nogi nie powinien przekraczać 3 mm dla części o grubości do 3 mm włącznie i 1,2-krotności grubości cieńszej części przy spawaniu części o grubości powyżej 3 mm. Maksymalne odchylenia wymiaru odnogi spoiny pachwinowej od wartości nominalnej podano w Załączniku 4.
9. (skreślony, zmiana nr 1).
10. (skreślony, zmiana nr 3).
11. Dopuszcza się wypukłość lub wklęsłość spoiny pachwinowej do 30% jej ramienia, ale nie więcej niż 3 mm. W tym przypadku wklęsłość nie powinna prowadzić do zmniejszenia ustalonej podczas projektowania wartości ramienia K p (rys. 4).
Notatka. Odnoga K p jest odnogą największego trójkąta prostokątnego wpisanego w zewnętrzną część spoiny pachwinowej. Przy szwie symetrycznym za nogę Kp przyjmuje się dowolną z równych nogawek, przy szwie asymetrycznym - mniejszą.
(Wydanie zmienione, zmiana nr 3).
12. Przed spawaniem dopuszczalne jest przesunięcie krawędzi względem siebie nie więcej niż:
0,2 s mm - dla części o grubości do 4 mm;
0,1 s + 0,5 mm - dla części o grubości 5-25 mm;
3 mm - dla części o grubości 25-50 mm;
0,04 s + 1,0 mm - dla części o grubości 50-100 mm;
0,01 s + 4,0 mm, ale nie więcej niż 6 mm - dla części o grubości większej niż 100 mm.
13. Podczas spawania dwutlenkiem węgla drutem elektrodowym o średnicy 0,8-1,4 mm dopuszcza się stosowanie głównych typów złączy spawanych i ich elementów konstrukcyjnych zgodnie z GOST 5264-80.
14. Minimalne wartości nóg spoiny pachwinowej podano w dodatku 1.
15. W przypadku stosowania spawania dwutlenkiem węgla zamiast ręcznego spawania łukowego, odnogę projektowej spoiny pachwinowej można zmniejszyć do wartości podanych w Załączniku 2.
16. Przy spawaniu w dwutlenku węgla drutem elektrodowym, co zapewnia uzyskanie metalu spoiny o większej wytrzymałości na rozciąganie niż metal nieszlachetny, odnogę obliczeniowej spoiny pachwinowej można sprowadzić do wartości podanych w Dodatek 3.
14-16. (Wprowadzono dodatkowo zmianę nr 1).


17. W złączach doczołowych, teowych i narożnych o grubości większej niż 16 mm, wykonanych w warunkach montażowych, dopuszcza się zwiększenie wartości nominalnej wielkości b do 4 mm. W tym przypadku szerokość szwu e, e± można odpowiednio zwiększyć.
18. W miejscach nakładania się spoin i naprawiania wad dopuszcza się zwiększenie wymiaru spoin do 30% wartości nominalnej.
19. Przy opracowywaniu krawędzi narzędziami ręcznymi maksymalne odchyłki kąta skosu krawędzi można zwiększyć do +5°. W takim przypadku szerokość szwu e, b\ można odpowiednio zmienić.
17-19. (Wprowadzono dodatkowo zmianę nr 3).
Notatka. Minimalna wartość nogi nie powinna przekraczać 1,2 grubości cieńszego elementu.
Noga spoiny pachwinowej do metod spawania
|
W przypadku dwutlenku węgla zamiast elektrod typu SV-08G2S należy zastosować drut Sv-08G2S o średnicy od 1,4 do 2,0 mm |
W dwutlenku węgla zamiast elektrod typu SV-08G2S należy zastosować drut Sv-08G2S o średnicy od 0,8 do 1,2 mm |
||||
Notatka. Podane dane nie dotyczą połączeń wykonywanych podczas spawania z wydłużonym przedłużeniem elektrody lub z polaryzacją prądu stałego.
Noga spoiny pachwinowej dla stosunku wytrzymałości na rozciąganie metalu spoiny do wytrzymałości na rozciąganie
pęknięcie metalu nieszlachetnego
ZAŁĄCZNIKI 1-3. (Wprowadzono dodatkowo zmianę nr 1).
ZAŁĄCZNIK 4. (Wprowadzono dodatkowo zmianę nr 3).
Redaktor V.N. Kopysov Redaktor techniczny L.A. Guseva Korektor M.V. Buk Układ komputerowy L.A. Okólnik
Podpisano do publikacji 15 stycznia 2007 r. Format 60 x 84 U 8. Papier offsetowy. Krój pisma Times. Druk offsetowy. Uel. piekarnik l. 4,65. Wyd. akademickie. l. 4.20. Nakład 128 egzemplarzy. Zach. 33. C 3576.
FSUE „Standartinform”, 123995 Moskwa, Granatny per., 4. Wpisano FSUE „Standartinform” na komputerze PC.
Wydrukowano w oddziale FSUE „Standardinform” – typ. „Drukarka Moskiewska”, 105062 Moskwa, ulica Lyalin, 6