Montaż płytek z elementami SMD przy użyciu pasty lutowniczej i suszarki do włosów. Jak lutować elementy SMD Pasta lutownicza do elementów SMD

Przeczytaj także
Michaił Niżnik, Dyrektor Generalny METTATRON Group LLC
Autor podsumowuje informacje dotyczące właściwości i zachowania past lutowniczych na podstawie bogatego doświadczenia w pracy z pastami lutowniczymi KOKI. Artykuł zainteresuje technologa pracującego na linii montażu powierzchniowego.
RODZAJE PASTA LUTOWNICZEGO
Pasty klasyfikuje się ze względu na rodzaj topnika (patrz rys. 1).
Pasta lutownicza „rozpuszczalna w wodzie” (pozostałości topnika po lutowaniu rozpuszcza się w wodzie), która wymaga obowiązkowego czyszczenia ze względu na zawartość aktywnego topnika (patrz tabela 1), jest myta kolejno wodą zwykłą, destylowaną i dejonizowaną oraz czyszczenie strumieniowe lub Na każdym etapie stosuje się ultradźwięki. W przypadku past „rozpuszczalnych w wodzie”, które nie wymagają obowiązkowego czyszczenia, proces ogranicza się do wody destylowanej.
Ryż. 1. Klasyfikacja past lutowniczych
| Aktywność topnika (% zawartości halogenu) | Kalafonia (RO) | Żywica syntetyczna (RE) | Organiczne Organiczne (LUB) | Potrzeba mycia |
|---|---|---|---|---|
| Niski (0%) | ROL0 | REL0 | ORL0 | NIE |
| Niski (<0,5%) | ROL1 | REL1 | ORL1 | NIE |
| Średnia (0%) | ROM0 | REM0 | ORM0 | Zalecana |
| Średnia (0,5 – 2,0%) | ROM1 | REM1 | ORM1 | Zalecana |
| Wysoka (0%) | ROH0 | REH0 | ORH0 | Koniecznie |
| Wysoka (>2,0%) | Koniecznie |
Inaczej jest w przypadku past wymagających czyszczenia specjalnymi płynami. Niezależnie od obecności w składzie halogenów, pasty tego typu bazują na topnikach kalafonii, dlatego do ich czyszczenia po lutowaniu zaleca się użycie rozpuszczalnika typu HCFC oraz odczynnika zmydlającego. Następnie płyny czyszczące przemywa się kolejno wodą destylowaną, a następnie dejonizowaną.
Jednak wiele bezhalogenowych past lutowniczych jest trudnych do czyszczenia i pozostawia białawe pozostałości topnika na powierzchni płytek. W tym przypadku ważniejsza od zmywalności jest odporność na osady.
Większość past lutowniczych no-clean eliminuje ten proces z produkcji. Topniki takich past chronią złącze lutowane przed korozją podobnie jak lakier. Skupmy się na pastach, które nie wymagają czyszczenia: to one są najbardziej zaawansowane technologicznie.

Ryż. 2. Skład past lutowniczych
Często mówi się, że pasty no-clean muszą być bezhalogenowe. Należy jasno zrozumieć, że jeśli w dokumentacji pasty jest napisane „Wymaga prania”, to należy ją umyć, a jeśli nie ma takiego oznaczenia, problem rozwiązuje się w oparciu o dodatkowe wymagania dotyczące produktu: wygląd, zastosowanie lakieru .
Na przykład w Japonii pasty zawierające halogeny (0,2%) w procesach bez czyszczenia po lutowaniu są znacznie bardziej popularne niż pasty bezhalogenowe. Pasty lutownicze zawierające halogeny są stosunkowo bardziej zaawansowane technologicznie, np. pod względem lutowności, ale często ustępują pastom bezhalogenowym pod względem niezawodności, co objawia się spadkiem rezystancji izolacji gotowej instalacji. Tłumaczy się to wyższą aktywnością chemiczną pozostałości topnika. Zatem lutowność i niezawodność w większości przypadków są czynnikami wzajemnie się wykluczającymi.
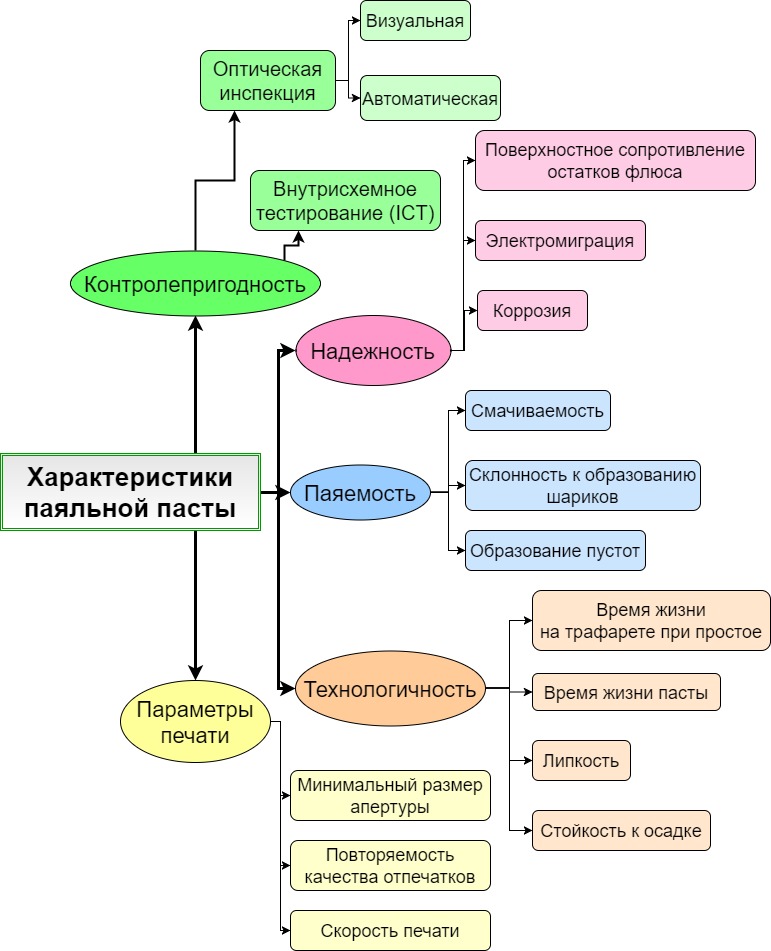
Ryż. 3. Główne cechy brane pod uwagę przy opracowywaniu lub wyborze past lutowniczych
Idealnie, do lutowania no-clean potrzebna jest pasta bezhalogenowa, ale o lutowalności pasty zawierającej halogen.
Trudność polega na zwiększeniu aktywności chemicznej bezhalogenowych past no-clean. W większości tych past zamiast związków zawierających chlorowce jako aktywator stosuje się kwasy organiczne, a im niższa masa cząsteczkowa kwasu, tym większa zdolność aktywacyjna. Ponieważ działanie aktywujące kwasów organicznych jest znacznie słabsze niż składników zawierających halogeny, starają się wprowadzić do układu topnika kilkadziesiąt stosunkowo aktywnych kwasów organicznych.
Jednocześnie tak wysoce aktywne kwasy organiczne pochłaniają wilgoć. Jest to obarczone: kwas pozostający w pozostałościach topnika na powierzchni podłoża ulega jonizacji podczas interakcji z wodą, co zmniejsza rezystancję izolacji powierzchni i prowadzi do elektromigracji.
Systemy aktywacyjne w pastach lutowniczych (tutaj autor opiera się na danych technicznych past KOKI) wykorzystują mniej higroskopijnych kwasów organicznych i specjalnie opracowany niejonowy aktywator. Ten specjalny system nie dysocjuje na jony, jego właściwości elektryczne są stabilne, a jego zdolność aktywacyjna nie jest gorsza od halogenów. Dzięki wysokiej temperaturze aktywacji niejonowy aktywator w połączeniu ze starannie dobranymi kwasami organicznymi wydłuża aktywację na etapie rozpływu. W rezultacie poprawia się lutowność bez utraty niezawodności.
Oto przykłady popularnych rodzajów past:
- pasta lutownicza do szybkiego druku;
- pasta lutownicza o dużej zdolności zwilżania;
- pasta lutownicza do automatycznego testowania obwodu;
- Uniwersalna pasta o wyjątkowo długiej żywotności szablonu.
| Etapy cyklu życia pasty | Kontrolowane właściwości |
|---|---|
| Składowanie | Stała lepkość i lutowność |
| Nakładanie pasty | Druk precyzyjny o skoku 0,5 mm i bardzo dokładny o skoku 0,4 mm. Czas życia po aplikacji. Rozpływalność pasty. Możliwość oddzielenia od ścianek otworów szablonu. Prędkość druku (normalna - do 100 mm/s, duża - 200 mm/s i więcej). Wskaźnik tiksotropowy (zmiana lepkości w procesie topienia). Kompletność wypełnienia otworów. Rozprowadzalność pasty na szablonie (pasta powinna tworzyć gęsty wałek przed rakla). |
| Instalacja komponentów | Lepkość. Pasta odporna na osadzanie się (rozlewanie). |
| Przepływ | Tworzenie zworek (zwarcia). Obecność cząstek lutowia w pozostałościach topnika. Skręcanie i rozrywanie elementów (nagrobki). Zwilżalność (tworzenie się filetu lutowniczego). |
| Kontrola jakości | Pozostały strumień powinien zapewnić nieprzerwaną pracę AOI – automatyczną kontrolę optyczną. W przypadku past lutowniczych przeznaczonych do późniejszej kontroli ICT pozostałości topnika muszą być plastyczne i pozostać na sondach. |
| Jakość czyszczenia | W przypadku konieczności zmycia resztek topnika należy go całkowicie oczyścić, bez białych osadów. |
SKŁAD PAS LUTOWYCH
Pasty lutownicze składają się z lutowia i topnika (patrz rys. 2). Wybierając kompleks lutowniczy + topnik do pasty lutowniczej, należy wziąć pod uwagę charakterystykę pokazaną na ryc. 3.
Proszek lutowniczy
Do produkcji proszku lutowniczego stosuje się metody atomizacji gazowej i odśrodkowej. Cechy metody atomizacji gazu:
Otrzymywanie małych cząstek;
Łatwość kontrolowania procesu tworzenia się filmu tlenkowego na powierzchni cząstek;
Niski poziom utlenienia cząstek lutowia.
Powstałe cząstki proszku lutowniczego mają wielkość od 1 do 100 mikronów. Na rozkład wielkości cząstek lutowia i ich średnicę wpływa prędkość podawania lutowia, prędkość wrzeciona i zawartość tlenu.

Ryż. 4. Otrzymywanie proszku lutowniczego metodą atomizacji gazu
Proszek otrzymuje się w pojemniku o wysokości około 5 m i średnicy 3 m, który jest wypełniony azotem i tlenem o bardzo małej gęstości (patrz rys. 4). Wlewki lutownicze topią się w tyglu umieszczonym na górze zbiornika. Roztopiony lut kapie na wrzeciono, które obraca się z dużą prędkością. Kiedy krople lutowia uderzają w wrzeciono, lutowie rozpryskuje się w kierunku ścianek zbiornika, powodując, że lutowie staje się kuliste i krzepnie, zanim cząstki dotrą do ścianki zbiornika.

Ryż. 5. Stopień utlenienia cząstek lutowia w zależności od ich wielkości
Proszek lutowniczy trafia następnie na sito sortujące, gdzie najlepiej zastosować metodę podwójnego sortowania proszku lutowniczego. W pierwszym etapie proszek sortowany jest strumieniem azotu z dmuchawy. W takim przypadku eliminowane są cząstki o rozmiarach mniejszych niż wymagany rozmiar. Następnie proszek trafia na sito, gdzie zatrzymywane są cząstki o rozmiarach przekraczających podane wartości.
Pasty lutownicze o wielkości cząstek 20–38 mikronów służą do montażu płytek drukowanych o rozstawie otworów szablonu do 0,4 mm i o wielkości cząstek 20–50 mikronów - dla rozstawu 0,5 mm.
Na jakość proszków wpływają dwa czynniki.
Rozkład wielkości cząstek wpływa na reologię pasty lutowniczej, drukowność, płynność, zachowanie przy uwalnianiu szablonu i osiadanie pasty. Minimalny rozmiar otworów szablonu zależy od minimalnego rozmiaru pól na płytce drukowanej, przy czym maksymalny rozmiar otworu jest mniejszy lub równy rozmiarowi pola. Wybierz wymaganą wielkość cząstek, zakładając, że co najmniej 5 cząstek lutowia powinno zmieścić się w najmniejszym otworze szablonu, jak pokazano na ryc. 12.
Strumień
Drugim składnikiem pasty lutowniczej jest topnik. Rola topnika w pastach lutowniczych jest taka sama jak w lutowaniu falowym, czyli lutowaniu selektywnym. Strumień powinien:
Usuń warstwę tlenku i zapobiegnij ponownemu utlenianiu podczas procesu lutowania. Powierzchnie metalowe w wysokich temperaturach podczas topienia szybko się utleniają. W tych temperaturach stałe składniki topnika miękną i zmieniają się w stan ciekły, pokrywając i chroniąc lutowane powierzchnie przed ponownym utlenieniem. Topnik przywraca metal i usuwa warstwę tlenku z powierzchni styków elementów elektronicznych, końcowej powłoki płytki drukowanej i powierzchni proszku lutowniczego;
Usuń brud. Jednak topnik nie poradzi sobie z dużą ilością potu i tłustych śladów, dlatego lepiej obchodzić się z deską w rękawiczkach;
Zapewnia stabilną lepkość pasty wymaganą do drukowania i rozpływu.
Główne składniki topnika i ich rolę przedstawiono w tabeli 3.
| Grupa | Substancje | Na co mają wpływ? | Wyjaśnienie |
|---|---|---|---|
| Aktywatory | Chlorowodorek aminy. Kwasy organiczne itp. | Zdolność aktywacyjna (lutowalność). Niezawodność (opór powierzchniowy pozostałości topnika, poziom elektromigracji i korozji). Okres przydatności do spożycia. | To właśnie te składniki w głównej mierze zapewniają skuteczne usuwanie tlenków. Aktywatory nie tylko zmiękczają i upłynniają żywice drzewne, ale także zwilżają powierzchnię metalu i reagują z tlenkami. |
| Kalafonia | Kalafonia drzewna. Uwodorniona kalafonia. Nieproporcjonalna kalafonia. Kalafonia polimeryzująca. Kalafonia denaturowana fenolem. Kalafonia denaturowana eterem. | Foka. Lutowalność. Odporność na osady. Lepkość. Kolor pozostałości topnika. Identyfikowalność. | Kalafonia tego typu mięknie w fazie wstępnego podgrzewania (temperatura mięknienia 80–130°C) i rozprzestrzenia się na powierzchni cząstek lutowia oraz na podłożu. KOKI zazwyczaj używa naturalnych kalafonii drzewnych. W zależności od rodzaju obróbki mają różną barwę (najczęściej żółtą lub żółto-pomarańczową), zdolność aktywującą i temperaturę mięknienia. Aby kontrolować właściwości technologiczne (odporność na osadzanie, przyczepność itp.), a także właściwości pozostałości (jej kolor, plastyczność, zdolność do zapewnienia testowalności obwodu), topnik zwykle zawiera co najmniej 2-3 różne rodzaje kalafonii. |
| Materiały tiksotropowe | Wosk. Uwodorniony olej rycynowy. Amidy alifatyczne. | Przejrzystość druku. Lepkość. Tiksotropia. Odporność na osady. Zapach. Możliwość prania. | Składniki te zapewniają odporność pasty na naprężenia ścinające występujące podczas drukowania i montażu elementów na płycie oraz przywracają lepkość pasty po nałożeniu na podłoże. Dodatkowe składniki zapewniają łatwe oddzielenie pasty od szablonu, co poprawia jakość wydruku. |
Rozważmy teraz czynniki wpływające na jakość druku.

Ryż. 6. Czynniki wpływające na jakość druku
DRUKARKI
Przemysł elektroniczny ewoluuje, gęstość elementów na płytce drukowanej rośnie, a rozmiary podzespołów maleją. Z tego powodu wymagania dotyczące właściwości i jakości past lutowniczych stają się coraz bardziej rygorystyczne.
Krytycznym czynnikiem przy montażu płytek PCB o dużej gęstości jest wybór sprzętu i parametrów drukowania, a także jakość i właściwości past lutowniczych. Oznacza to, że nawet w przypadku wybrania potencjalnie bardzo dobrej pasty lutowniczej, wynik może okazać się rozczarowujący jedynie ze względu na nieprawidłowe ustawienie parametrów pracy drukarki lub nieudany dobór rakli i sposobu wykonania szablonu.
Czynniki decydujące o jakości wydruku przedstawiono na rysunku 6. Przyjrzyjmy się im bardziej szczegółowo.
Szablony
Metody wykonywania szablonów (patrz ryc. 7):
Trawienie chemiczne;
Cięcie laserowe;
Elektrotyp.
Wcześniej stosowano szablony uzyskane metodą trawienia chemicznego ze względu na ich względną taniość. Jednak kształt otworów takich szablonów nie pozwala na uzyskanie wysokiej jakości druku przy rozmiarach apertur mniejszych niż 0,5 mm.
Szablony wykonane metodą cięcia laserowego mają mniejsze otwory, ale tlenek powstający w wyniku topienia metalu pozostaje na ściankach otworów. Bez dodatkowej obróbki nie można stosować takich szablonów do otworów o szerokości mniejszej niż 0,4 mm ani do pakietów BGA o średnicach padów 0,25–0,3 mm. Problem ten można łatwo rozwiązać poprzez elektropolerowanie szablonów, które usuwa szorstkość ze ścianek otworów, co pozwala na stosowanie takich szablonów o rozmiarach otworów do 0,2 mm.
Trzecia metoda - galwanizacja - wytwarza szablony o wielkości apertury do 0,1 mm. Jest stosowany niezwykle rzadko, ponieważ ten rozmiar apertury praktycznie nie jest używany, a koszt produkcji jest wysoki.
Grubość szablonu zależy od minimalnych wymiarów i odstępu między otworami. Im cieńszy szablon, tym lepsze rezultaty drukowania, ponieważ cienkie szablony powodują mniejsze naprężenia ścinające w paście podczas jej odklejania się od podłoża (patrz rysunek 8).


Ryż. 8. Im cieńszy szablon, tym mniej przesuwa się pasta po oddzieleniu od podłoża
Zaleca się, aby rozmiar otworu był nieco mniejszy niż podkładka na płytce drukowanej, aby skompensować rozciągnięcie szablonu, tolerancje wyrównania i osiadanie pasty lutowniczej. Przykład otworu na wkładkę ołowianą pakietu QFP (podziałka 0,5 mm) pokazano na rysunku 9.


Ryż. 11. W otworach o zaokrąglonych rogach przyczepność pasty do ścianek otworów jest mniejsza

Ryż. 12. W najmniejszym otworze szablonu powinno zmieścić się od 4 do 5 największych kulek lutowniczych
Geometryczny kształt otworów ma duży wpływ na liczbę defektów lutowniczych. Dlatego do produkcji szablonów należy podchodzić bardzo odpowiedzialnie, zarówno na etapie projektowania, jak i na etapie produkcji.
Zasady obliczania wielkości otworów ilustruje rysunek 10. Rysunek 11 pokazuje, że w przypadku stosowania otworów z zaokrąglonymi narożnikami, przyczepność pasty do ścianek otworów zmniejsza się podczas oddzielania szablonu od podłoża, co zmniejsza odkształcenie szablonu wydrukować.
Jeśli chodzi o minimalny rozmiar otworów, co najmniej 5 największych kulek lutowniczych musi zmieścić się w najmniejszym otworze po jego mniejszej stronie (patrz rysunek 12).
Ściągaczki
Ściągaczki są dostępne w wersji gumowej i metalowej. Ściągaczki gumowe ze względu na kształt dzielą się na kwadratowe, płaskie i szablaste (patrz rys. 13). Nie da się jednoznacznie stwierdzić, która rakla jest lepsza: rozsmarowywanie pasty zależy od kąta pracy rakli, a dobra rozpływność zapewnia odpowiednie wypełnienie każdego otworu pastą lutowniczą.
Kąt pracy rakla szablastego wynosi 70–80°. Ponieważ siła skierowana w dół jest stosunkowo mała, ta ściągaczka jest bardziej odpowiednia do past o niskiej lepkości.
Rakla kwadratowa ma kąt pracy 45°. Wywiera duży nacisk na pastę lutowniczą, dlatego najlepiej stosować go do past o dużej lepkości. Jeśli za pomocą tej rakli będziesz pracować z pastami o niskiej lepkości, pasta będzie przepływać pod szablonem (patrz rys. 14).
Kąt pracy rakli płaskiej wynosi 50–60°. Zmieniając kąt nachylenia, można pracować z pastami o różnej lepkości.
Podczas pracy raklami gumowymi należy stale zwracać uwagę na to, aby krawędź robocza była zawsze ostra. Gdy krawędź się zużyje, należy zwiększyć docisk, aby uniknąć rozmazania pasty. Jednocześnie wzrasta również ciśnienie, pod którym otwory są wypełniane pastą, co zwiększa tarcie pomiędzy cząsteczkami lutowia i niekorzystnie wpływa na oddzielanie się pasty od ścianek otworów.
W przeciwieństwie do rakli gumowych, rakle z twardego metalu nie zużywają się, wytrzymują długo i nie zbierają pasty z otworów.

Radioamatorzy od dawna wybierają taką innowację jak pasta lutownicza. Pierwotnie został wynaleziony do lutowania elementów SMD podczas maszynowego montażu płytek. Ale teraz wiele osób używa tej pasty do zwykłego ręcznego lutowania części, drutów, metali itp. To zrozumiałe – wszystko w jednym jest pod ręką. W końcu pasta lutownicza jest prawie mieszaniną topnika i lutowia.
Tak naprawdę wytworzenie pasty lutowniczej na potrzeby radioamatorów nie wymaga dużego wysiłku, czasu i składników.
Do zrobienia pasty lutowniczej potrzebujemy:
- Wazelina medyczna. Stosowany jako zagęszczacz;
- Topnik LTI-120 lub inny płyn.
- Pręt lutowniczy cynowo-ołowiowy;
- Lutowanie tłuszczu. A jeśli znajdziesz „aktywny tłuszcz”, jest to absolutnie piękne.
Jak zrobić pastę lutowniczą?
Cały proces jest niezwykle prosty.Zaczynamy od zeszlifowania lutu. Wziąłem gruby rurowy kawałek i zacząłem go ciąć za pomocą pilnika, pilnika igłowego i mechanicznej wiertarki. To, czego użyjesz, zależy od Ciebie. Ale jestem za mechaniką, ponieważ praca fizyczna jest zbyt długa i żmudna.


Im mniejszy miękisz, tym lepiej. Wymagana niewielka ilość.

Następnie dodać wazelinę w stosunku 1:1 i odrobinę topnika LTI (te dwa składniki można zastąpić tłuszczem lutowniczym).


Wszystko dokładnie wymieszaj.


Dla lepszego wymieszania mieszaninę można podgrzać w łaźni wodnej lub zwykłą lutownicą, zmniejszając jej temperaturę do 90 stopni Celsjusza.
Następnie w celu przechowywania przenieś powstałą pastę do strzykawki z grubą specjalistyczną igłą. Albo w ogóle nie mieć igły.
W tym momencie pasta jest gotowa do użycia.



Test pasty lutowniczej
Nałóż odrobinę pasty na miejsce lutowania i przylutuj lutownicą.Pasty lutownicze do diod LED
ALFA Lumet P52
Niskotemperaturowa pasta lutownicza LED no clean
Pasta lutownicza P52 z serii past Lumet do diod LED to niskotemperaturowa pasta przeznaczona do lutowania szczególnie wrażliwych elementów, w tym diod LED. Temperatura topnienia bezołowiowego stopu tej pasty lutowniczej wynosi poniżej 140 o C, a pasta zachowuje się doskonale z profilami termicznymi z pikami w temperaturze 155-190 o C. Po rozpływie pozostawia przezroczystą, stałą, bezbarwną pozostałość i nie nie wymagają czyszczenia. Stop cyny, bizmutu i srebra jest precyzyjnie odpuszczany, aby zapewnić maksymalną precyzję połączenia lutowniczego i odporność na cykle termiczne.
|
Dane techniczne Lumeta P52 |
||
|
Sn42/Bi57,6/Ag0,4 |
||
|
Temperatura topnienia |
||
|
90%, lepkość M21 |
||
|
Metoda aplikacji |
Do aplikacji za pomocą szablonu |
|
|
Typ wklejenia |
Typ 3, cząstki 25-45 mikronów |
|
|
kod dostawcy |
Nazwa |
Stop |
Pakiet |
||
|
Na prośbę |
Pasta lutownicza Lumet P52 M21 |
Sn42/Bi57,6/Ag0,4 |
|||
|
Na prośbę |
Pasta lutownicza Lumet P52 M21 |
ALFA Lumet P39
Bezołowiowa pasta lutownicza LED no clean

P39 nadaje się do montażu diod LED SMD w technologii bezołowiowej w przypadkach, gdy wymagane jest automatyczne testowanie styków (test pinów). Pasta dobrze nakłada się na szablon, ma długą trwałość na szablonie, a także ma doskonałą przyczepność, dzięki czemu elementy dobrze układają się po nałożeniu na pastę. Precyzyjnie sezonowane stopy ulegają całkowitej koagulacji, puste przestrzenie lutownicze są minimalne, a pozostałości topnika są przejrzyste i twarde, co czyni tę pastę idealną do lutowania diodami LED.
|
Dane techniczne Lumeta P39 |
||
|
Sn96,5/Ag3,0/Cu0,5 |
Sn98,5/Ag0,8/Cu0,7 |
|
|
Temperatura topnienia |
||
|
88,8%, lepkość M17 |
||
|
Metoda aplikacji |
Do aplikacji za pomocą szablonu |
|
|
Typ wklejenia |
Typ 4, cząstki 20-38 µm (lub Typ 3, cząstki 25-45 µm na zamówienie) |
|
|
ROL0, topnik kalafoniowy o niskiej aktywności, bez zawartości halogenu |
||
|
kod dostawcy |
Nazwa |
Stop |
Pakiet |
||
|
Na prośbę |
Pasta lutownicza Lumet P39 M17 |
Sn98,5/Ag0,8/Cu0,7 |
|||
|
Na prośbę |
Pasta lutownicza Lumet P39 M17 |
Sn96,5/Ag3,0/Cu0,5 |
ALFA Lumet P33
Bezołowiowa, niewymagająca czyszczenia pasta lutownicza SMD o drobnej podziałce
Lumet P33 to bezołowiowa pasta lutownicza SMD o małych otworach do 0,008 mm2, która wytrzymuje najszerszy zakres profili termicznych i ułatwia przejście na technologię lutowania bezołowiowego. Po przelaniu połączenia zyskują przyjemny wygląd, a rozproszenie niepożądanych kulek lutowniczych jest minimalne. Pasta lutownicza Lumet P33 została przetestowana pod kątem wszystkich głównych norm pod kątem aktywności, korozyjności, reologii, powstawania pustych przestrzeni itp.
|
Dane techniczne Lumeta P34 |
|
|
Sn96,5/Ag3,0/Cu0,5 |
|
|
Temperatura topnienia |
|
|
88,5%, lepkość M13 lub M04 |
|
|
Metoda aplikacji |
Do aplikacji za pomocą szablonu lub dozownika pneumatycznego |
|
Typ wklejenia |
Typ 3, cząstki 25-45 mikronów |
|
ROL0, topnik kalafoniowy o niskiej aktywności, bez zawartości halogenu |
|
|
kod dostawcy |
Nazwa |
Stop |
Pakiet |
Sn96,5/Ag3,0/Cu0,5 |
Bezpieczeństwo
Choć materiały ALPHA ® nie są toksyczne, to ich stosowaniu w typowych metodach lutowania będzie towarzyszyć wydzielanie się dymu i oparów, które są niezwykle niebezpieczne i zgodnie z wymogami SanPiN substancje te należy odpowiednio usunąć ze stanowiska pracy, zarówno w celu ochrony zdrowia instalatora i dla jego komfortu, stosując urządzenia oddymiające. W takim przypadku potrzebne są systemy filtracji powietrza, które nie tylko usuną zapach i dym z powietrza, ale także zapewnią całkowite oczyszczenie powietrza z zanieczyszczeń i szkodliwych substancji. Wśród najbardziej renomowanych producentów oddymiaczy wyróżnia się firma BOFA International, która produkuje różnorodne rozwiązania zapewniające bezpieczeństwo i jakość pracy instalatora. .
Inne pasty lutownicze ALPHA ®
Dostępne są również inne pasty lutownicze firmy ALPHA ®. Przed złożeniem zamówienia prosimy o sprawdzenie dostępności i terminu dostawy.
Do wyboru pasty lutowniczej należy podchodzić ze szczególną ostrożnością. W znacznej liczbie przypadków wady montażu powierzchniowego zaczynają się jeszcze przed usunięciem pasty lutowniczej z opakowania. Faktem jest, że opracowane przez producenta właściwości past lutowniczych (czas wiązania, trwałość na szablonie, reologia) mogą w miarę starzenia się pasty ulegać niekorzystnym zmianom. Pasty lutownicze są szczególnie wrażliwe na ciepło i wilgoć, których działanie może znacząco wpłynąć na właściwości i trwałość pasty. Pewne rozwarstwienie pasty lutowniczej, gdy na powierzchni pasty lutowniczej pojawia się niewielka ilość topnika, jest normalne w przypadku pasty lutowniczej. Jednak w wyniku wystawienia na działanie nadmiernego ciepła rozwarstwienie pasty gwałtownie wzrasta, co prowadzi do zmiany jej reologii, a w konsekwencji do wad w aplikacji i topieniu. Zewnętrzną oznaką tego zjawiska może być znaczna ilość topnika uwolniona na powierzchni pasty. Zmian tych można uniknąć przestrzegając warunków transportu, przechowywania i stosowania. ALPHA® dostarcza swoje pasty lutownicze według specjalnego schematu, który spełnia wszystkie wymagania w celu utrzymania jakości i możliwości produkcyjnej swoich produktów. Zasady transportu mają na celu zminimalizowanie negatywnego wpływu środowiska na pastę lutowniczą i sprowadzają się do skrócenia czasu transportu oraz stosowania opakowań termoizolacyjnych.
Zaleca się przechowywanie pasty lutowniczej w lodówce w temperaturze około 4°C, co w większości przypadków podwaja jej trwałość. Jeżeli przechowywanie pasty w lodówce nie jest możliwe, należy kontrolować temperaturę i wilgotność powietrza w pomieszczeniu, w którym przechowywana jest pasta lutownicza, unikając gwałtownych zmian. Temperatura powietrza nie powinna przekraczać 25 ° C, a wilgotność - 80%. Przygotowując pastę lutowniczą do użycia, należy ją wyjąć z lodówki i pozostawić do naturalnego ogrzania do temperatury pokojowej. Nie otwieraj pasty ani nie otwieraj słoiczka, dopóki pasta nie zostanie całkowicie podgrzana, co zajmuje średnio 4-6 godzin.
Cześć wszystkim.
Dzisiejsza recenzja będzie poświęcona pastie lutowniczej MECHANIC XG-50 (XG-500), którą zakupiłem na eBay'u. Od dawna chciałem nabyć pastę lutowniczą, ale ponieważ w moim asortymencie narzędzi nie było lutownicy, zakup ten był stale spychany na dalszy plan. Ale kiedy natknąłem się na budżetową techniczną suszarkę do włosów, zdecydowałem się kupić razem z nią pastę lutowniczą. Wybór został dokonany spontanicznie, głównie w oparciu o dane ze stron sprzedawcy i padł na pastę MECHANIC XG-50.
Pomimo losowości wyboru, sprzedawca działał szybko i wysłał paczkę jeszcze w dniu złożenia zamówienia. Dodatkowo zapewniono mu tor, choć niekompletny – był on śledzony jedynie na terenie Chin. Jeśli kogoś interesuje, jak to było, można obejrzeć informacje o ruchu.
Około miesiąc po złożeniu zamówienia lokalny urząd pocztowy wręczył mi małą kopertę, w której znajdowała się zamówiona pasta lutownicza. Sprzedawca skąpił na opakowaniu mniej więcej wysokiej jakości, słoiczek z pastą nie był nawet owinięty folią bąbelkową.
Pasta jest dostarczana w plastikowym słoiczku z pięknym jasnym nadrukiem. Oprócz napisów na wieczku można zobaczyć holograficzną naklejkę z wizerunkiem faceta, potwierdzającą autentyczność pasty (teoretycznie): 
Pojawia się tu również napis „Na eksport”, a sama pokrywka jest bezpiecznie przymocowana do słoika za pomocą folii termokurczliwej.
Jeśli odwrócisz słoik, na dole znajdziesz datę produkcji pasty i datę jej ważności. Wszystkie pasty lutownicze (łącznie z testowaną) są dość toksyczne, dlatego zaleca się ich stosowanie z dala od miejsc spożywania żywności. Zdecydowanie zaleca się również, aby podczas pracy nie wdychać oparów pasty (o ile to możliwe) oraz używać respiratorów. Pastę należy przechowywać w chłodnym miejscu, ponieważ topnik zawarty w paście z czasem wysycha. To jest właśnie powód tak krótkiego okresu przydatności do spożycia. 
Na obwodzie całego słoiczka znajduje się także naklejka z wieloma różnymi napisami w języku chińskim. Najciekawsze i najbardziej zrozumiałe są jego cechy:
Produkt: XG-50 (gdyby nie była to wersja eksportowa, byłoby napisane XG-500);
Stop: Sn63/Pb37;
Mikrony: 25-45um. 
Z tych oznaczeń wynika, że skład pasty jest jasny - 63% cyny i 37% ołowiu (lutowia), zmieszanego z topnikiem (nie wiadomo jaki) i różnymi dodatkami. Rozmiar cząstek jest bardzo mały, 25-45 mikronów. Temperatura topnienia takiej pasty wynosi około 180 stopni. Głównym celem jest użycie małych elementów (SMD) do lutowania.
Po zdjęciu koszulki termokurczliwej i odkręceniu wieczka naszym oczom ukazuje się zabezpieczenie wykonane z folii i grubego papieru, którego zadaniem jest zapobieganie wyciekaniu pasty, a także zapobieganie jej wysychaniu podczas przechowywania. Folia ochronna jest bezpiecznie przymocowana do plastikowego słoika i ozdobiona wizerunkiem tego samego mężczyzny, co holograficzna naklejka na wieczku. 
Po oderwaniu folii widać pastę. 
Jak widać pasta zajmuje niecałe 50% objętości słoiczka. Wygląda na szary i umiarkowanie gruby. Po nałożeniu nie rozprzestrzenia się i zachowuje swój kształt. Po podgrzaniu właściwości te zmieniają się radykalnie w przeciwnym kierunku, dlatego należy go nakładać w małych ilościach i bardzo ostrożnie. 
Waga słoiczka pasty wynosi 36 gramów. 
W nazwie partii widnieje oznaczenie „42g” i szczerze mówiąc myślałem, że to masa. Ale ponieważ słoik był szczelnie zamknięty, nie sądzę, żeby doszło do niedopełnienia. Najprawdopodobniej realna wartość to 36 gramów, a to, co to jest „42g”, pozostanie dla mnie na zawsze tajemnicą. Niestety w samej reklamie nie ma informacji o wadze :(
Ani w wyglądzie słoiczka, ani w samej paście nie ma nic innego ciekawego. Oznacza to, że możesz przejść do testów praktycznych. Na początek po prostu nałożyłem na płytkę drukowaną trochę pasty z przedwcześnie zmarłych słuchawek bezprzewodowych. 
Następnie za pomocą suszarki z tej recenzji podgrzałam ją do pożądanej temperatury. Nie mierzyłam czasu, ale zajęło około 20-30 sekund, zanim pasta zmieniła się z szarej masy w błyszczącą kulkę. Wynik: 
Wynik jest większy: 
Jak widać wyszło bardzo dobrze. Lut zwinął się w błyszczącą kulkę. Próbowałem go zdjąć, ale nie poddawał się, był bezpiecznie przymocowany do deski. Całemu procesowi towarzyszyły pomiary temperatury. Ale nie daję 100% gwarancji na wynik. Ponieważ zrobiłem to wszystko sam, trzymanie termometru, płytki drukowanej i suszarki do włosów nie było zbyt wygodne. Więc trochę się spóźniłem ze zdjęciem temperatury, dodatkowo końcówka termometru znajdowała się z boku miejsca z pastą. Dlatego temperatura 135,9 stopnia jest nieco niższa od wartości rzeczywistej. Podczas przejścia lutu ze stanu pasty do stanu kulistego kątem oka zauważyłem wartość 145 stopni. Myślę, że prawdziwa temperatura topnienia wynosi 160 stopni. 
No cóż, teraz o najważniejszej sprawie. Kupiłem zarówno pastę jak i suszarkę do regeneracji czujników parkowania. Mają chorobę - woda dostaje się pod uszczelniacz, co ostatecznie je unieszkodliwia. Otwarty martwy czujnik: 
Przyczyna niesprawności jest większa: 
Regeneruje się je poprzez wymianę martwych elementów SMD. Ale ponieważ wszystkie są bardzo małe i trzeba lutować wewnątrz czujnika (wystające boki czujnika przeszkadzają), nie dałbym rady tego zrobić zwykłą lutownicą i lutem drutowym :(
Nakładamy więc brakujący element i możliwie najdokładniej nakładamy pastę na złącza lutownicze (ale ogólnie rzecz biorąc, bardziej poprawne jest najpierw posmarowanie pól stykowych, a następnie nałożenie lutowanego elementu): 
No cóż, zacznijmy to podgrzewać. Wynik: 
Większy: 
Co więcej, wszystko trwało maksymalnie minutę :) Ale wcześniej spędziłem dużo czasu na walce z czujnikiem, używając zwykłej lutownicy i lutownicy. Ale wtedy nic mi nie wychodziło.
Podsumowując wszystko, co tu napisano, chcę powiedzieć, że makaron mnie zadowolił. Wygodny w użyciu do lutowania małych elementów oraz do pracy w trudno dostępnych miejscach. Byłem również całkiem zadowolony z cech jakościowych. Nawiasem mówiąc, po renowacji czujnik został napełniony szczeliwem i przetestowany pod kątem działania - bez problemów, wszystko działało tak, jak powinno. Jeśli więc ktoś korzysta z podobnych rzeczy, to MECHANIC XG-50 (XG-500) można śmiało brać - dobrze radzi sobie ze swoimi funkcjami. Biorąc pod uwagę niski koszt i małe zużycie pasty, słoiczek na pewno wystarczy na rok, a potem trzeba go jeszcze wymieniać, bo... wyschnie :)
To chyba wszystko. Dziękuję za uwagę i poświęcony czas.
Planuję kupić +59 Dodaj do ulubionych Recenzja przypadła mi do gustu +54 +98Przy produkcji nowoczesnych płytek elektronicznych, na których opiera się wiele urządzeń (od telefonów komórkowych po satelity GPS), wykorzystywana jest technologia montażu powierzchniowego (SMT, z angielskiego - Surface Mount Technology).
Pasta lutownicza do montażu SMD jest lepką substancją na bazie proszku lutowniczego i topnika z dodatkiem spoiwa i innych składników. W produkcji przemysłowej pasty nanosi się za pomocą specjalnego dozownika lub metodą sitodruku. Następnie płytka ze stałymi elementami elektronicznymi trafia do specjalnego pieca konwekcyjnego. W domu oprócz pasty lutowniczej do montażu SMD wykorzystuje się lutownicę na podczerwień lub stację na gorące powietrze. Sama substancja jest nakładana za pomocą dostępnych narzędzi (na przykład strzykawki medycznej).
Pasty lutownicze Metaux Blancs Ouvres (Francja)
Firma TOPTREIDKO zajmuje się sprzedażą wysokiej jakości past lutowniczych, lutów i topników znanego europejskiego producenta MBO (Metaux Blancs Ouvres). Podobne produkty nie mają długiego terminu przydatności do spożycia, jednak produkty francuskiej marki nie tracą swoich właściwości przez 12 miesięcy, co stanowi wyjątkową ofertę na rynku.
Materiały do montażu SMD produkowane są zgodnie z europejską normą ISO 9001/2000. Zwyczajowo wyróżnia się następujące rodzaje past lutowniczych MBO:
- Ołów;
- bez ołowiu;
- niska temperatura;
- wysoka temperatura;
- do dozowania.
Decydując się na zakup pasty lutowniczej MBO (Metaux Blancs Ouvres) do montażu powierzchniowego elementów elektronicznych na płytkach firmy TOPTREIDCO, możesz być pewien wysokiej jakości uzyskanych połączeń lutowniczych. Nasi klienci mogą również skorzystać z szerokiej gamy usług obejmujących konserwację, diagnostykę i naprawę sprzętu do montażu SMD.
Główne stopy lutownicze:
| Marka | Przybliżony skład,% | T stopienia, 0 C | Wytrzymałość, kg/mm | Aplikacja |
| POS-18 | Cyna (18%), antymon (2,5%), ołów (79,5%) | 277 | 2,8 | Do lutowania o obniżonych wymaganiach wytrzymałościowych szwu, a także do cynowania przed lutowaniem |
| POS-30 | Cyna (30%), ołów (60%) | 256 | 3,3 | Do cynowania i lutowania części z miedzi, stopów miedzi i stali |
| POS – 40 | Cyna (40%), antymon (2%), ołów (58%) | 235 | 3,2 | Do lutowania w urządzeniach elektrycznych i lutowaniu części wykonanych z Stal galwanizowana |
| POS-46 | Cyna (4%), antymon (6%), ołów (wszystko inne) | 265 | 5,8 | Do lutowania zanurzeniowego |
| POS-50 | Cyna (50%), antymon (0,8%), ołów (49,2%) | 222 | 3,6 | Do lutowania krytycznych części, gdy jest ich więcej niż wysokiej temperatury |
| POS-60 | Cyna (60%), antymon (0,8%), ołów (39,2%) | 190 | 4,1 | Do lutowania bardzo krytycznych połączeń, m.in w tym w radiotechnice |
| POS-61 | Cyna (40%), ołów (60%) | 190 | 4,3 | Do cynowania i lutowania w urządzeniach, w których przegrzanie jest niedopuszczalne |
| POS-61M | Cyna (60%), miedź (1-2%), ołów (38-39%) | 192 | 4,5 | Do cynowania i lutowania cienkich miedzianych lutownic elektrycznych druty, przewodniki drukowane i folie |
| POS-90 | Cyna (90%), Ołów (10%) | 222 | 4,9 | Do lutowania naczyń kuchennych i instrumentów medycznych, części lub zespoły, a następnie srebrzenie lub złocenie |
| POSK50-18 | Cyna (50%), kadm (018%), ołów (31%) | 145 | 6,7 | Do lutowania części wrażliwych na ciepło |
| POSSr-15 | Cyna (15%), cynk (0,6%), ołów (83%), srebro (1,25%) | 276 | 8,1 | Do lutowania elementów ze stali ocynkowanej i cynku |
Wyślij swoje zamówienia poprzez formularz na stronie lub zadzwoń bezpośrednio do menadżerów.