Mieszalnik łopatkowy dwuwałowy WTS. Mieszadła łopatkowe z poziomymi wałami. Mieszalnik łopatkowy dwuwałowy Opis instalacji
Przeczytaj także
Szczegóły Utworzono 03.05.2012 22:28 Zaktualizowano 08.07.2012 16:52 Autor: Admin
Do mieszania gliny podczas półsuchego i plastycznego formowania wyrobów ceramicznych, a także do przygotowania wsadu w przemyśle szklarskim, krzemianowym i innych, powszechnie stosuje się mieszalniki łopatkowe jednowałowe i dwuwałowe o działaniu ciągłym i cyklicznym.
Mieszalniki tej grupy służą zarówno do przygotowania wsadu z kilku składników, jak i do przygotowania jednorodnej masy w postaci suchej lub z wilgocią. Nawilżanie można przeprowadzić za pomocą wody lub pary o niskim ciśnieniu.
W tym drugim przypadku uzyskuje się wyższą jakość produktów, ponieważ para podgrzewa masę, a następnie skraplając się, nawilża ją. Głównym parametrem mieszadeł łopatkowych jest ich wydajność. Przemysł produkuje mieszalniki o wydajności (do gliny): 3, 5, 7, 18 i 35 m 3 /h o średnicach łopatek odpowiednio 350, 600 i 750 mm.

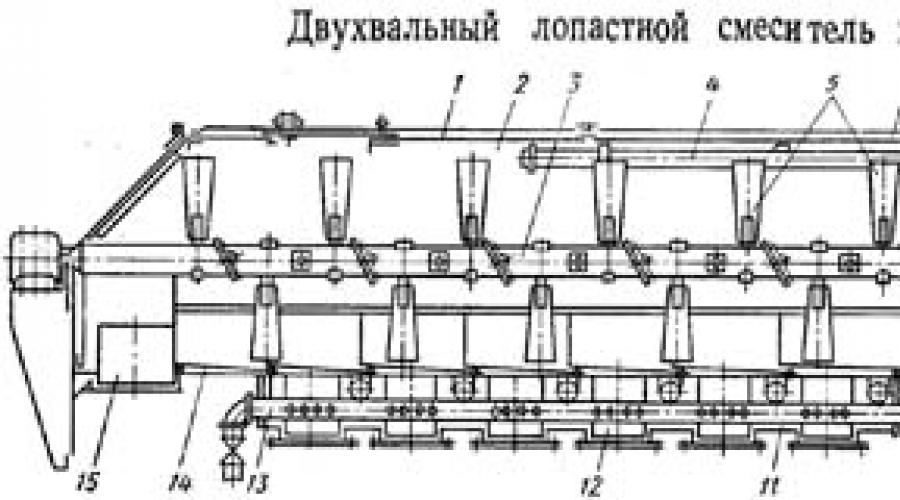
Obrazek przedstawia mieszalnik łopatkowy dwuwałowy ciągłe działanie. Składa się z korpusu w kształcie koryta 2, zamkniętego pokrywą 1, w którym umieszczone są poziome wały 3, na których zamontowane są łopatki 5. Wały napędzane są do siebie przez silnik 10, poprzez sprzęgło cierne 9, a skrzynia biegów 8 i para biegów 7.
Łopatki zamontowane są pod kątem, pod jakim uzyskuje się optymalny stosunek prędkości obwodowej i osiowej ruchu cząstek, co zapewnia wymagany czas przejścia składników od okna 6 do włazu rozładunkowego 15, a co za tym idzie, jakość wymieszania.
Aby zwilżyć mieszaninę, para wchodzi przez szczeliny w łuskowatym dnie 14, która jest dostarczana rurą 13 przez dystrybutory 12. Aby zmniejszyć straty ciepła, dolna część korpusu jest zamknięta obudową 11 wypełnioną wełną mineralną. Masę można również zwilżyć wodą dostarczaną przez kolektor 4.
Aby zapewnić wysoką jakość mieszania, użyj mieszalniki przeciwprądowe dwuwałowe. Konstrukcyjnie są one identyczne z pokazanym powyżej mikserem, ale kąty montażu łopatek na wałach są przeciwne w znaku. Takie rozmieszczenie łopatek powoduje powstanie pewnego przeciwnego przepływu cząstek, z ogólnym kierunkiem ruchu mieszaniny w kierunku okna wylotowego, ponieważ prędkość kątowa wału 1 jest większa niż prędkość kątowa wału 2.

Kąty ustawienia łopatek i stosunek prędkości kątowych wałów dla określonych warunków wyznaczane są eksperymentalnie. Do wstępnego mieszania suchych mieszanek stosuje się mieszalniki łopatkowe jednowałowe. Najczęściej spełniają dwie funkcje: mieszają i przenoszą materiały np. z pojemników do innych jednostek. Konstrukcyjnie takie mieszalniki są podobne do omówionych powyżej, ale mają jeden wał łopatkowy.
Do szczególnie dokładnego mieszania (trudnych do homogenizacji mieszanin) stosuje się mieszalniki cykliczne, np. mieszalniki dwuwałowe z łopatkami w kształcie litery Z. W zależności od wymaganej jednorodności czas mieszania w takich mieszalnikach może wynosić 20-30 minut.
Mieszalniki łopatkowe dwuwałowe ciągłe mogą pracować także w trybie cyklicznym, jeżeli są wyposażone w zasuwę i zmieniony jest schemat montażu łopatek.
Wizualnie mały dwuwałowy mieszalnik łopatkowy (wideo):
Podstawa obliczenia wydajności mieszadeł cyklicznych:
gdzie V jest objętością miksera
z - liczba cykli na godzinę.
Ogólna wydajność mieszalników ciągłych:
P = 3600·F·v os,
gdzie F jest polem przekroju przepływu materiału w mieszalniku, m2;
voc - osiowa prędkość ruchu materiału, m/s.
Przy pewnych założeniach części robocze mieszalnika łopatkowego można uznać za ślimak ze ślimakiem przerywanym. Osiowa prędkość ruchu materiału (m/s) zależy od prędkości obwodowej ostrzy, ich kształtu i sposobu montażu.
Mieszalniki wsadowe dwuwałowe WTS wytwarzają wysokiej jakości mieszanki w możliwie najkrótszym czasie przy możliwie najniższym zużyciu energii. Produkt przetwarzany jest w najdelikatniejszy sposób, bez uszkodzenia produktu w procesie mieszania.
Opis
Mieszalniki wsadowe dwuwałowe WTS to mieszalniki posiadające dwa równoległe bębny i dwa wały obracające się w przeciwnych kierunkach, wyposażone w łopatki zapewniające jednorodność mieszanki niezależnie od wielkości cząstek i gęstości nasypowej mieszanych produktów. Wysoką jakość mieszanki osiąga się dzięki efektywności wielokierunkowego obrotu łopatek zachodzących na siebie.
Taka konstrukcja zapewnia delikatne mieszanie w krótkim czasie, a także niskie zużycie energii.
Podczas intensywnego procesu mieszania nawet delikatne cząstki produktu nie ulegają zniszczeniu.
Mieszalnik można uruchomić pod obciążeniem.
Funkcjonować
Dzięki specjalnej konstrukcji i rozmieszczeniu mieszadeł na obu wałach, mieszalnik łopatkowy wsadowy WTS umożliwia utworzenie złoża fluidalnego.
Jest to możliwe dzięki dwóm różnym technologiom mieszania: ruchowi turbulentnemu i przemieszczaniu. W połączeniu z niewielkim obciążeniem masa produktu przemieszcza się swobodnie. W złożu fluidalnym optymalne rozprowadzenie proszków i materiałów ziarnistych następuje w bardzo krótkim czasie. Dlatego dwuwałowy mieszalnik łopatkowy WTS zapewnia wysoki stopień jednorodności i dużą prędkość mieszania.
Proces mieszania w dwuwałowym mieszalniku wsadowym WTS jest szczególnie efektywny dzięki wielokierunkowemu obrotowi zachodzących na siebie łopatek. Zapewnia to jednorodność mieszaniny niezależnie od wielkości cząstek i gęstości nasypowej mieszanych produktów. Taka konstrukcja zapewnia delikatne mieszanie w krótkim czasie, a także niskie zużycie energii. Mieszalniki dwuwałowe WTS służą do mieszania materiałów sypkich suchych (proszki, granulaty, produkty krótkowłókniste), materiałów sypkich suchych z cieczami (nawilżanie, granulacja) oraz past o niskiej lepkości.
Osobliwości
- Wydajność: od 48 do 5000 litrów na partię
- Współczynnik zmienności: mniej niż 3%
- Proporcje mieszania: 1/100 000
- Łożyska końcowe z różnymi rodzajami uszczelnień wału oczyszczanych powietrzem/gazem
- Duża podwójna komora bombowa
- Komora mieszania wykonana ze stali węglowej lub stali nierdzewnej 304L
Zalety
- Doskonała powtarzalność mieszanki
- Minimalne możliwe straty (0–0,5% objętości)
- Minimalny czas rozładunku dzięki podwójnej komorze bombowej
- Trwały sprzęt
- Łatwe czyszczenie i dostęp do wszystkich wewnętrznych części baterii
- Połączenie doświadczenia produkcyjnego i sprzętu testowego
Opcje
- Komora mieszacza i wał wykonane ze stali nierdzewnej 316L
- Farba przeznaczona do stosowania w przemyśle spożywczym
- Obrotowy pręt do rozpylania cieczy
- Sprzęt do dostarczania cieczy
- Komora mieszania z płaszczem grzejno-chłodzącym
- Zdejmowane łopatki
Właściciele patentu RU 2622131:
Wynalazek dotyczy sprzętu do mieszania produktów sypkich i może być stosowany w przemyśle paszowym, przedsiębiorstwach rolniczych i innych gałęziach przemysłu.
Znany szybkoobrotowy mieszalnik łopatkowy jednowałowy DFML „SPEEDMIX” firmy Buhler, Szwajcaria (magazyn „Feed internation”. - nr 8. - 1996 r. - s. 25-26) do mieszania produktów sypkich, w tym mieszania komora, wał z czterema łopatkami zapewniający przeciwprądowy ruch produktów z czasem mieszania 90 s. Jakość i czas mieszania składników mieszanki są wprost proporcjonalne do liczby łopatek i ich prędkości obrotowej.
Wadą tego mieszalnika jest duża prędkość obrotowa wału łopatkowego, wynikająca z małej liczby łopatek, co prowadzi do znacznych kosztów energii.
Znany dwuwałowy przerywany mieszalnik łopatkowy z Forberg w Norwegii (norweski patent nr 143519, B01P 7/04 z 15 września 1976 r.), zawierający wannę mieszającą, dwa poziome wały łopatkowe obracające się w przeciwnych kierunkach. Korpus roboczy mieszalnika posiada 24 łopatki, po 12 na każdym wale, o różnych kątach obrotu względem osi wału. Na ściankach końcowych znajdują się cztery łopatki o kącie obrotu 0 stopni i cztery łopatki o kącie obrotu 55°, pozostałych 16 łopatek ma kąt obrotu 45°. Trajektorie obrotu łopatek jednego wału przecinają się z trajektoriami obrotu łopatek drugiego wału.
Gdy mieszalnik pracuje, wały łopatkowe przesuwają produkt w czterech różnych kierunkach, tworząc jednorodną mieszaninę w ciągu 40 sekund.
Wadą konstrukcji tego miksera jest: złożoność konstrukcji korpusu roboczego, ze względu na obecność dużej liczby łopatek, co znacznie zwiększa zużycie energii zużywanej na pokonywanie dużych sił powstających w każdym ostrzu podczas wchodzić i wychodzić z produktu podczas procesu mieszania; obowiązkowa synchronizacja obrotu wałów łopatek, w której każdy rząd łopatek jednego wału mieści się pomiędzy dwoma sąsiednimi rzędami łopatek drugiego wału. Brak synchronizacji obrotu wałów łopatkowych powoduje zakleszczenie korpusu roboczego mieszalnika, co powoduje pękanie łopatek, wału i napędu.
Najbliższy pod względem technicznym i osiągniętego efektu jest mieszalnik (wzór użytkowy patent nr 61588, B01F 7/04. Mikser. Afanasyev V.A., Shcheblykin V.V., Kortunov L.A. Zgłaszający OJSC Ogólnorosyjski Instytut Badań Naukowych przemysł paszowy”), w tym mieszalnik wanna, dwa wały z łopatkami, napęd, charakteryzujący się tym, że w celu uproszczenia konstrukcji, zmniejszenia zużycia metalu i zwiększenia niezawodności pracy na wałach łopatek zamontowanych jest 12 łopatek o kącie obrotu 45° względem osi wałów, natomiast na wałach łopatek pierwsza na wale znajduje się sześć ostrzy ułożonych spiralnie w odstępach co 120°, trzy ostrza w prawym kierunku spirali, a trzy kolejne w lewym kierunku; na drugim wale również znajduje się sześć ostrzy ułożonych w podobną spiralę spirale o kierunkach lewym i prawym. Wały ostrzy montuje się w odległości równej dwukrotności wysokości brzeszczotu ze stojakiem, przy czym trajektorie obrotu ostrzy każdego wału nie przecinają się.
Wadami znanego mieszalnika jest znaczne zużycie energii potrzebnej do pokonania dużych sił, gdy ostrza wchodzą do produktu; długi czas mieszania ze względu na niski turbulentny przepływ mieszanych składników.
Celem technicznym wynalazku jest zwiększenie wydajności mieszania i zmniejszenie jednostkowych kosztów energii przy jednoczesnym osiągnięciu najlepszej jednorodności mieszania poprzez wdrożenie metody progresywnego mieszania opartej na mechanicznej fluidyzacji w połączeniu z przepływem krzyżowym, a także skrócenie czasu trwania mieszania proces.
Cel ten osiąga się poprzez to, że w mieszalniku dwuwałowym, zawierającym wannę mieszającą, dwa wały z łopatkami, napęd, przy czym łopatki zamontowane na wałach są obrócone o 45° w stosunku do ich osi, a na pierwszym wale łopatki parzyste ułożone są po spirali śrubowej o 120° w prawo w kierunku spirali, a łopatki nieparzyste - po lewej stronie, na drugim wale znajdują się także łopatki parzyste i nieparzyste wzdłuż podobnych spiral spiralnych o kierunkach lewym i prawym, wewnątrz każdego drążonego wału łopatkowego współosiowo zainstalowana jest stała oś, na której z podziałką równą podziałce łopatek na wale łopaty zamontowane są krzywki, których zewnętrzna powierzchnia współpracuje z rolkami zamontowanymi na końcach rozpórek łopatek, i sprężyny nałożone są na rozpórki usytuowane pomiędzy wewnętrzną średnicą wału łopatek a rolkami, górna część korpusu wanny mieszającej jest wykonana wzdłuż złożonej linii odpowiadającej drodze ruchu łopatek, wyznaczonej na zewnętrznej powierzchni wanny krzywki, górna krawędź łopatki stykająca się z wewnętrzną powierzchnią wanny mieszającej wykonana jest z materiału elastycznego, w ściankach końcowych górnej części korpusu wanny zamontowane są dysze do podawania składników ciekłych i lepkich.
Na ryc. 1 przedstawia widok z przodu mieszalnika dwuwałowego; na ryc. 2 - widok z góry mieszalnika dwuwałowego; na ryc. 3 - widok z boku (z lewej) mieszalnika dwuwałowego; na ryc. 4 - przekrój A-A widoku z przodu mieszalnika dwuwałowego; na ryc. 5 - przekrój wału ostrza i widok A wału ostrza; na ryc. 6 - zdjęcie mieszalnika dwuwałowego; na ryc. 7 - wersja komputerowa widoku ogólnego mieszalnika dwuwałowego; na ryc. 8 - trójwymiarowy obraz lewego i prawego wału mieszalnika dwuwałowego; na ryc. Ryc. 9 - schemat obrotu lewego i prawego wału mieszalnika dwuwałowego.
Mieszalnik dwuwałowy (rys. 1-3) zawiera wannę mieszającą 1 ze ścianami czołowymi 2 i 3, rurę załadowczą 16, rurę tłoczną 17, poziome wały łopatkowe 4 i 5 obracające się w przeciwnym kierunku, napęd 6 do obracania wałów łopatkowych 4 i 5 oraz napędu 7 do wyładunku gotowej mieszanki z wanny mieszającej. Zaproponowana konstrukcja napędu 6 wałów 4 i 5 z jednego silnika elektrycznego za pomocą napędu pasowego i dwóch przekładni pracujących równolegle zapewnia zsynchronizowany obrót wałów 4 i 5 łopatek. W tym przypadku wał 4 obraca się w kierunku zgodnym z ruchem wskazówek zegara, a wał 5 w kierunku przeciwnym do ruchu wskazówek zegara (ryc. 9).
Ostrza 10 ze stojakami 12 są zamontowane na wałach 4 i 5, na końcach których znajdują się rolki 13 (ryc. 5). Na zębatkach 12, znajdujących się pomiędzy wewnętrzną średnicą pustego wału ostrza a rolkami 13, zakładane są sprężyny 11. Dla ułatwienia montażu i konserwacji sprężyn 11 i rolek 13, w wałach 4 i 5 wierci się otwory. które tuleje 14 są przykręcone wzdłuż gwintu (ryc. 5).
Wewnątrz każdego wydrążonego wału ostrza 4 i 5, współosiowo zamontowane są stałe osie 8, na których zainstalowane są krzywki 9 ze skokiem równym skokowi łopatek 10 na wale ostrza.
Rolki 13 zainstalowane na końcach rozpórek 12 ostrzy 10 współpracują z zewnętrzną powierzchnią krzywek 9.
Górna część korpusu wanny mieszającej 1 wykonana jest wzdłuż złożonej linii odpowiadającej trajektorii ruchu łopatek 10, wyznaczonej przez zewnętrzną powierzchnię krzywek 9 (rys. 4).
Górna krawędź ostrza 10 stykająca się z wewnętrzną powierzchnią wanny mieszającej 1 wykonana jest z materiału elastycznego.
Łopatki 10 są zamontowane na wałach 4 i 5 z kątem obrotu 45° względem osi wałów (rys. 5). Ponadto na wale 4 łopatki parzyste są rozmieszczone po spirali śrubowej o kąt 120° z prawym kierunkiem spirali, a łopatki nieparzyste w kierunku lewym; na drugim wale łopatki parzyste i nieparzyste również są rozmieszczone w podobnej spirali spirale o kierunkach lewym i prawym (ryc. 8 i ryc. 9). Zamontowanie łopatek 10 na wale 4, obracających się po torze nie przecinającym się z torem obrotu łopatek 10 wału 5, zwiększa niezawodność działania i dodatkowo turbulizuje przepływ wymieszanych składników mieszaniny (rys. 8 i 9). ).
W ścianach końcowych 2 i 3 górnej części wanny mieszającej 1 zamontowane są dysze 15 do dostarczania składników płynnych i lepkich.
Proponowany mikser działa w następujący sposób.
Początkowe składniki sypkie ładowane są do mieszalnika przez rurę załadowczą 16. Włączany jest napęd 6, a wały 4 i 5 obracają się ku sobie.
Dzięki ułożeniu łopatek parzystych na wałach 4 i 5 po spirali śrubowej o kąt 120° z prawym kierunkiem spirali, a łopatek nieparzystych z lewym, ruch składników mieszaniny w kąpieli 1 mieszalnika ma postać przeciwprąd krzyżowy, ponieważ zapewniają kierunek ruchu mieszanin przepływających ku sobie w kierunku od ścian czołowych do środka mieszalnika.
Na podstawie badań eksperymentalnych zaleca się montaż łopatek 10 pod kątem 45° do osi poziomej wałów 4 i 5, gdyż intensywność mieszania powstaje w wyniku powstawania silnych przeciwprądowych przepływów masy wymieszanej mieszanki. Gdy kąt obrotu łopatek maleje do zera, ruch liniowy masy mieszaniny maleje i zatrzymuje się na 0°, wzrasta opór ośrodka i obwodowy ruch obrotowy cząstek, a gdy kąt obrotu łopatek łopatki wzrastają do 90°, maleje opór ośrodka, ale zmniejsza się także intensywność ruchu cząstek. Wzięto także pod uwagę, że przy kącie obrotu łopatek wynoszącym 45° zapewnione zostało najbardziej optymalne zużycie energii elektrycznej.
Parametrem definiującym mieszadło jest promień obrotu łopatek. Prędkość obwodowa łopatek 10 na wałach 4 i 5 zależała od wielkości promienia i jak wykazały nasze badania, lepiej jest ją zmieniać, co bezpośrednio wpływa na charakter wymieszania składników mieszaniny.
Badania eksperymentalne mieszadła dwuwałowego (rys. 6), przeprowadzone przy prędkościach obwodowych od 1 do 2,1 m/s, wykazały, że minimalne zużycie energii odpowiada prędkości obwodowej V p = 1,31...1,45 m/s. Przy zastosowaniu równości prędkości obwodowych, przy czym przyjmuje się, że prędkość obwodowa skrajnych punktów łopatek 10 prototypowego mieszalnika (rys. 6 i 7) przy podobieństwie kinematycznym wynosi 1,4 m/s, prędkość obrotową wały łopatkowe 4 i 5 prototypowych mieszadeł o wydajnościach 2, 5, 10 i 20 t/h wynoszą 50, 37, 29 i 23 obr/min.
Łopatki 10, obracające się ze zmiennym promieniem obrotu, nadają zmienną prędkość obwodową ruchu składników mieszaniny. Zmienny promień obrotu (minimalny promień obrotu łopatek znajduje się w dolnym punkcie, a maksymalny po 90° w kierunku obrotu) powstaje w wyniku ruchu rolek 13 po powierzchni krzywek 9 podczas obracania się łopatek 10 Jednocześnie tworzą pyłopodobną mieszaninę opartą na mechanicznej fluidyzacji, której połączenie z przeciwprądem krzyżowym utworzonym przez ułożenie równych łopatek na wałach 4 i 5 po spirali śrubowej w zakresie 120° z właściwym kierunkiem ruchu. spirala, a z lewej strony nieparzyste ostrza, tworzy efekt mechanicznej fluidyzacji mieszaniny, do której wygodnie jest wprowadzać drobno zdyspergowane płynne składniki (ryc. 8 i 9). W razie potrzeby składniki ciekłe i lepkie dostarczane są z dysz natryskowych 15 znajdujących się w ścianach końcowych 2 i 3 górnej części wanny mieszającej 1.
Tym samym zidentyfikowano związek przyczynowo-skutkowy pomiędzy zmiennym promieniem łopatek a prędkością obrotową wałów łopatkowych 4 i 5 mieszalnika, zapewniający minimalne zużycie energii elektrycznej i uzyskanie jednorodnej mieszaniny w krótkim czasie.
Następnie włącza się napęd 7, który otwiera drzwi rury odprowadzającej 17, a gotowa mieszanina jest wyładowywana z łaźni mieszającej 1.
Wyniki badań próbki doświadczalnej mieszalnika dwuwałowego wykazały, że zapewnia on jednorodność mieszaniny przy czasie mieszania 30 s (rys. 6).
Zatem zastosowanie wynalazku umożliwi:
Optymalizować proces mieszania surowców o różnym składzie granulometrycznym i właściwościach fizyko-mechanicznych poprzez utrzymywanie zmiennego promienia obrotu łopatek 10 i nadawanie zmiennej prędkości obwodowej ruchu składników mieszaniny;
Rozszerzenie zakresu zastosowania ze względu na tworzenie się mieszaniny pyłopodobnej, ze względu na przeciwprąd krzyżowy powstający w wyniku ułożenia równych ostrzy na wałach 4 i 5 w spirali śrubowej o 120° z właściwym kierunkiem spirali i dziwne ostrza po lewej stronie;
Uzyskanie jednorodnych mieszanek wieloskładnikowych o wysokiej jakości dzięki efektowi mechanicznej fluidyzacji i równomiernemu wprowadzaniu składników ciekłych i lepkich do mieszaniny materiałów sypkich.
Mieszalnik dwuwałowy, zawierający wannę mieszającą, dwa wały z łopatkami, napęd, znamienny tym, że w celu zwiększenia efektywności mieszania i skrócenia czasu trwania procesu mieszania, łopatki zamontowane na wałach są obrócone o 45° względem swoją osią, przy czym na pierwszym wale łopatki parzyste ułożone są w spiralę śrubową o kąt 120° z prawym kierunkiem spirali, a łopatki nieparzyste - z lewej strony, na drugim wale łopatki parzyste i nieparzyste również są ułożone w podobne spirale śrubowe z kierunkiem lewym i prawym, wewnątrz każdego drążonego wału łopatkowego współosiowo zainstalowana jest stała oś, na której z podziałką równą podziałce łopatek ustalających na wale łopatki zamontowane są krzywki, z których zewnętrzną powierzchnią współpracują rolki, zamontowane na końcach rozpórek łopatek, a na rozpórkach umieszczonych pomiędzy wewnętrzną średnicą wału łopatek a rolkami nałożone są sprężyny, górna część korpusu wanny mieszającej wykonana jest wzdłuż złożonej linii odpowiadającej trajektorii ruchu łopatek, wyznaczana przez zewnętrzną powierzchnię krzywek, górna krawędź łopatki stykająca się z wewnętrzną powierzchnią wanny mieszającej wykonana jest z materiału elastycznego, w końcowych ściankach górnej części zamontowane są dysze do podawania składników płynnych i lepkich korpusu wanny mieszającej.
Podobne patenty:
Urządzenie ugniatające (2) posiada co najmniej dwa wały (12, 14), na których zamocowane są narzędzia (18, 22) znajdujące się w komorze ugniatającej (6). Co najmniej jedno z narzędzi (18, 22) jest przeznaczone do transportu ciasta ze strefy załadunku (10) w kierunku podawania (20) do otworu rozładunkowego (8).
Wynalazek dotyczy rolnictwa, w szczególności urządzeń do przygotowywania pasz w gospodarstwach i kompleksach hodowlanych. Urządzenie do mieszania karmy suchej i dodatków sypkich składa się z leja zasypowego na karmę suchą, w którym zamontowany jest ślimak wyładowczy wykonany w formie spirali o przekroju kołowym; forma ostrzy w kształcie litery U o przekroju kołowym, wykonanych z pręta o średnicy 4...10 mm i obracanych względem osi obrotu pod kątem α=5...15° wzdłuż spirali zakręcającej leja zasypowego, natomiast pod łopatkami w kształcie litery U o przekroju kołowym znajduje się siatka wykonana w postaci płyty z prostokątnymi otworami wybijanymi o szerokości w poprzek wału ślimaka 15...30 mm i 30...70 mm długości ze zworkami 2...4 mm, równolegle do zbiornika na suchą karmę znajduje się wieloskładnikowy lej dozujący suchy dodatek, który posiada 6...20 bębnów łopatkowych z płaskimi promieniowymi łopatkami w dwóch do siedmiu sekcjach na wspólnym wale .
Wynalazek dotyczy urządzeń do mieszania materiałów o słabej sypkości i różnej gęstości, na przykład do mieszania składników receptury pochodzenia zwierzęcego i roślinnego, a także produktów syntezy mikrobiologicznej i może być stosowany do przygotowywania pasz w rolnictwie.
Niniejszy wynalazek dotyczy urządzenia zbierającego, które zbiera sproszkowany środek dodatkowy wyrzucany z plastyfikatora ciśnieniowego typu zamkniętego w celu plastyfikacji materiału o dużej lepkości przeznaczonego do plastyfikacji, takiego jak guma, tworzywo sztuczne i ceramika, oraz sposobu zbierania sproszkowanego środka dodatkowego za pomocą urządzenia zbierającego urządzenie.
Wynalazek dotyczy przemysłu chemicznego i może być stosowany do przetwarzania surowców organicznych. Instalacja składa się z układu podawania surowca (1), bioreaktora beztlenowego (2), podgrzewacza biomasy, układu usuwania biogazu (3), układu usuwania biomasy (7) oraz układu sterowania procesem (6).
Wynalazek dotyczy mieszalnika do przygotowywania materiału stomatologicznego i może znaleźć zastosowanie w medycynie. Mieszalnik (10) do przygotowywania materiału dentystycznego zawiera cylinder mieszający (17) i rotor mieszający (16), rury wlotowe (13, 14) mieszalnika i rurę wylotową (15).
Wynalazek dotyczy dziedziny wytwarzania prochów sferycznych (SPP) do broni strzeleckiej. Sposób wytwarzania proszku sferycznego obejmuje mieszanie składników w reaktorze, przygotowanie lakieru proszkowego w octanie etylu, dyspergowanie w obecności kleju i oddestylowanie rozpuszczalnika, przy czym dyspergowanie lakieru proszkowego odbywa się w reaktorze o pojemności 6,5 m3 przy użyciu mieszadeł łopatkowych o zmiennym kącie nachylenia, instalowanych w dolnej wspornikowej części wału w 3-4 rzędach pod kątem 90° w stosunku do poprzedniej łopaty.
Wynalazek dotyczy przetwarzania materiałów technogennych i może znaleźć zastosowanie w różnych gałęziach przemysłu: chemicznym, energetycznym, paliwowym, a także w przemyśle materiałów budowlanych do wytwarzania mieszanek kompozytowych z drobno zmielonymi materiałami włóknistymi. Moduł technologiczny do mieszania technogennych materiałów włóknistych składa się z 1 mieszadeł pionowych i 7 mieszadeł poziomych z łopatkami zamontowanymi szeregowo. Łopatki mieszalnika pionowego 4 wykonane są ze śrub dwustronnych, w postaci powierzchni śrubowych z jednokierunkowym wejściem w kierunku wyładunku materiału. Łopatki 11, 13 mieszadła poziomego w części załadunkowej i rozładowczej wykonane są ze śrub jednogwintowych jednokierunkowych w kierunku rozładunku materiału. Pomiędzy nimi zamontowane są przeciwstawnie skierowane dwugwintowe, spiralne ostrza 12. Mieszalnik poziomy 7 zawiera blok do mechanicznego wstępnego zagęszczania mieszanki, reprezentowany przez stożki zewnętrzne i wewnętrzne, wykonane z dwóch stożków. Metoda mieszania technogennych materiałów włóknistych obejmuje mieszanie ze spoiwem organicznym, nawilżanie parą i mechaniczne zagęszczanie mieszanki. Mieszanie odbywa się w dwóch etapach. W pierwszym etapie następuje mieszanie turbulentno-wirowe. W drugim etapie następuje mieszanie recyrkulacyjne z nawilżaniem parą. Wynalazek zapewnia mieszanie technogennych materiałów włóknistych o różnych właściwościach fizycznych i mechanicznych oraz poprawę jakości mieszaniny poprzez etapowe, szybkie mieszanie mieszaniny z organizacją wewnętrznego recyklingu na każdym etapie ich mieszania i konsekwentny wzrost jego gęstość poprzez mechaniczne wstępne zagęszczenie. 2 n.p. f-ly, 4 chory.
Wynalazek dotyczy dziedziny inżynierii mechanicznej, gdzie składniki wyjściowe miesza się w jednorodną masę i może być stosowany w rolnictwie i innych gałęziach przemysłu. W mieszalniku dwuwałowym łopatki wchodzą w skład zespołów, które są zamontowane z każdej z czterech stron wzdłuż poziomych kwadratowych wałów na całej długości mieszalnika i mają zaokrąglone końce osadzone w cylindrycznych obudowach z uszczelnionymi łożyskami kulkowymi. Jednocześnie na górnym końcu każdego pionowego końca w szczelinach zamocowane jest ostrze, które jest wykonane w postaci promieniowych płyt o grubości nie mniejszej niż 10 mm i szerokości nie większej niż 80 mm, a dolny koniec każdy trzon wykonany jest w formie ślimaka z frezowanymi zębami ewolwentowymi, które zapewniają możliwość obrotu łopatek w płaszczyźnie pionowej o 30°, 45° i 60°, zgodnie z wynikami gęstości nasypowej materiałów sypkich odpowiednio 0,30 , 0,55 i 0,75 t/m3, a obrót poziomych okrągłych wałów napędowych do obracania łopatek i wałów rurowych mieszalnika odbywa się za pomocą silników elektrycznych. Osiągana jest jednorodność mieszania na poziomie co najmniej 98%. Wynalazek poprawia niezawodność zestawów zespołów montażowych oraz zmniejsza metalochłonność i energochłonność całego procesu odpowiednio o ponad 25% i 35%. 2 chory.
Wynalazek dotyczy sprzętu do mieszania produktów sypkich i może być stosowany w przemyśle paszowym, przedsiębiorstwach rolniczych i innych gałęziach przemysłu. Mieszalnik dwuwałowy zawiera wannę mieszającą, dwa wały z łopatkami, napęd, przy czym łopatki zamontowane na wałach są obrócone o 45° w stosunku do ich osi, a na pierwszym wale równe łopatki ułożone są spiralnie śrubowo o 120° z prawy kierunek spirali i nieparzyste ostrza - z lewym, na drugim wale, parzyste i nieparzyste ostrza są również umieszczone w podobnych spiralnych spiralach z lewym i prawym kierunkiem; wewnątrz każdego wydrążonego wału ostrza stała oś jest współosiowa zainstalowane, na których zamontowane są krzywki o skoku równym skokowi łopatek na wale łopaty, z zewnętrzną powierzchnią której współpracują rolki zamontowane na końcach rozpórek łopatek, a na rozpórkach umieszczonych pomiędzy średnicy wewnętrznej wału łopatek i rolek, górna część korpusu wanny mieszającej wykonana jest wzdłuż złożonej linii odpowiadającej drodze ruchu łopatek, wyznaczonej przez zewnętrzną powierzchnię krzywek, górną krawędź łopatki kontakt z Wewnętrzna powierzchnia wanny mieszającej wykonana jest z materiału elastycznego; w ściankach końcowych górnej części korpusu wanny zamontowane są dysze do podawania składników ciekłych i lepkich. Rezultatem technicznym wynalazku jest zwiększenie wydajności mieszania i zmniejszenie jednostkowych kosztów energii przy jednoczesnym osiągnięciu najlepszej jednorodności mieszania poprzez wdrożenie metody mieszania progresywnego opartego na mechanicznej fluidyzacji w połączeniu z przepływem krzyżowym, a także skrócenie czasu trwania mieszania proces. 9 chory.
Mieszalniki łopatkowe dwuwałowe WTS pozwalają uzyskać wysokiej jakości mieszanki w możliwie najkrótszym czasie przy możliwie najniższym zużyciu energii. Produkt przetwarzany jest w najdelikatniejszy sposób, bez uszkodzenia produktu w procesie mieszania.
Mieszalniki łopatkowe dwuwałowe WTS to mieszalniki wsadowe z dwoma równoległymi bębnami i dwoma wałami obracającymi się w przeciwnych kierunkach, wyposażone w łopatki zapewniające jednorodność mieszanki niezależnie od wielkości cząstek i gęstości nasypowej mieszanych produktów. Wysoką jakość mieszanki osiąga się dzięki efektywności wielokierunkowego obrotu łopatek zachodzących na siebie.
Taka konstrukcja mieszalnika WTS zapewnia delikatne mieszanie w krótkim czasie, a także niskie zużycie energii.
Podczas intensywnego procesu mieszania nawet delikatne cząstki produktu nie ulegają zniszczeniu.
Mieszadło dwuwałowe WTS można uruchomić pod obciążeniem.
Funkcja mieszalnika łopatkowego dwuwałowego WTS
Dzięki specjalnej konstrukcji i rozmieszczeniu mieszadeł na obu wałach, mieszalnik łopatkowy wsadowy WTS umożliwia utworzenie złoża fluidalnego.
Jest to możliwe dzięki dwóm różnym technologiom mieszania: ruchowi turbulentnemu i przemieszczaniu. W połączeniu z niewielkim obciążeniem masa produktu przemieszcza się swobodnie. W złożu fluidalnym optymalne rozprowadzenie proszków i materiałów ziarnistych następuje w bardzo krótkim czasie. Dlatego dwuwałowy mieszalnik łopatkowy WTS zapewnia wysoki stopień jednorodności i dużą prędkość mieszania.
Proces mieszania w dwuwałowym mieszalniku okresowym WTS jest szczególnie efektywny dzięki wielokierunkowemu obrotowi zachodzących na siebie łopatek. Zapewnia to jednorodność mieszaniny niezależnie od wielkości cząstek i gęstości nasypowej mieszanych produktów. Taka konstrukcja zapewnia delikatne mieszanie w krótkim czasie, a także niskie zużycie energii. Mieszalniki dwuwałowe WTS służą do mieszania materiałów sypkich suchych (proszki, granulaty, produkty krótkowłókniste), materiałów sypkich suchych z cieczami (nawilżanie, granulacja) oraz past o niskiej lepkości.
Cechy mieszadeł dwuwałowych WTS
- Wydajność: od 48 do 5000 litrów na partię;
- Współczynnik zmienności: mniej niż 3%;
- Proporcje mieszania: 1/100 000;
- Łożyska końcowe z różnymi rodzajami uszczelnień wału oczyszczanych powietrzem/gazem;
- Duża podwójna komora bombowa;
- Komora mieszania wykonana ze stali węglowej lub stali nierdzewnej 304L.
Zalety mieszadeł łopatkowych WTS
- Doskonała powtarzalność mieszanin;
- Minimalne możliwe straty (0–0,5% objętości);
- Minimalny czas rozładunku dzięki podwójnej komorze bombowej;
- Trwały sprzęt;
- Łatwe czyszczenie i dostęp do wszystkich wewnętrznych części mieszalnika;
- Połączenie doświadczenia produkcyjnego i sprzętu testowego.
Opcje dla mieszadeł WTS
- Komora mieszacza i wał wykonane ze stali nierdzewnej 316L;
- Farby do użytku w przemyśle spożywczym;
- Obrotowy pręt do rozpylania cieczy;
- Sprzęt do dostarczania cieczy;
- Komora mieszania z obudową grzewczo-chłodzącą;
- Zdejmowane ostrza.
Wyślij swoją dobrą pracę do bazy wiedzy jest prosta. Skorzystaj z poniższego formularza
Studenci, doktoranci, młodzi naukowcy, którzy wykorzystują bazę wiedzy w swoich studiach i pracy, będą Państwu bardzo wdzięczni.
Wysłany dnia http://www.allbest.ru
WSTĘP
Do mieszania gliny podczas półsuchego i plastycznego formowania wyrobów ceramicznych powszechnie stosuje się mieszalniki łopatkowe jednowałowe i dwuwałowe o działaniu ciągłym i cyklicznym.
Mieszalniki tej grupy służą zarówno do przygotowania wsadu z kilku składników, jak i do przygotowania jednorodnej masy w postaci suchej lub z wilgocią. Nawilżanie można przeprowadzić za pomocą wody lub pary o niskim ciśnieniu. W tym drugim przypadku uzyskuje się wyższą jakość produktów, ponieważ para podgrzewa masę, a następnie skraplając się, nawilża ją. Głównym parametrem mieszadeł łopatkowych jest ich wydajność.
W mieszarkach łopatkowych o pracy ciągłej łopatki mocowane są do wału po linii śrubowej, co zapewnia jednoczesne mieszanie i przemieszczanie się produktu wzdłuż wału.
Aby zapewnić wymaganą jakość wymieszania produktów sypkich w mieszalniku łopatkowym o działaniu ciągłym, eksperymentalnie ustala się optymalny czas mieszania, który powinien odpowiadać czasowi przemieszczania się produktów sypkich w mieszalniku od miejsca załadunku do punktu rozładunku. Czas ten można zmienić zmieniając liczbę obrotów wału z łopatkami, a także kąt obrotu łopatek względem wału. mieszadło łopatkowe mieszanie ceramiki
Mieszalnik SMK-18 znajduje zastosowanie w zakładach produkujących cegły, płytki i inne wyroby ceramiki budowlanej o wyjściowych cechach surowców ilastych:
Wilgotność 5-20%;
Temperatura - nie mniej niż + 3 0 C.
1. CHARAKTERYSTYKA TECHNICZNA
|
Wydajność (przy gęstości mieszanki 1700 kg/m3) |
|||
|
Robocza prędkość wału |
|||
|
Średnica opisana przez ostrza |
750 mm |
||
|
Zainstalowana moc |
30 kW |
||
|
wymiary |
5400 mm |
||
|
1800 mm |
|||
|
1620 mm |
|||
|
Masa miksera |
3500 kg |
2. ISTOTA I CEL PROCESU MIESZANIA
Mieszadło łopatkowe dwuwałowe ma za zadanie wytworzyć jednorodną i równomiernie zwilżoną masę. Dwa wały ostrzy obracające się w rynnie. Ostrza są rozmieszczone wzdłuż linii śrubowej. W mieszalniku przepływowym oba wały obracając się, przesuwają materiał w jednym kierunku i mieszają. Para doprowadzana jest do masy od dołu przez łuskowate dno, dzięki czemu otwory nie zatykają się gliną. W tym przypadku część gliny zamienia się w poślizg, który gromadzi się w pojemnikach (kolektorach błota) umieszczonych pod łuskowatym dnem.
Trajektoria wymieszanej masy: otwór załadunkowy, koryto, łopaty szybu, nawilżanie parą i/lub wodą. Stosowany do produkcji cegieł glinianych metodą plastyczną.
Zalety:
Sprzęt ciągły;
Dostępność nawilżania parowego;
Rozgrzewka, zwiększenie plastyczności masy.
Wadą jest skomplikowana konstrukcja.
Mieszalnik składa się ze spawanego korpusu w kształcie rynny, wałów napędzanych i napędzanych z łopatkami oraz napędu. Obrót wałów przenoszony jest z silnika elektrycznego poprzez sprzęgło cierne, skrzynię biegów, sprzęgło i przekładnię zębatą czołową umieszczone w zamkniętej skrzyni. Para jest dostarczana przez dno obudowy, a kondensat jest odprowadzany. Dolna część obudowy zabezpieczona jest izolacją termiczną oraz obudową zatrzymującą ciepło. W górnej części korpusu znajduje się perforowana rurka służąca do nawadniania masy wodą. Masa gliniana podawana jest przez otwór załadunkowy w górnej części korpusu, a następnie mieszana za pomocą obracających się ku sobie łopatek, które przemieszczają masę do otworu wysypowego zlokalizowanego w dolnej części korpusu. Podczas mieszania masę można zwilżyć wodą lub parą. Szybkość przemieszczania się masy do włazu rozładunkowego, a co za tym idzie wydajność mieszalnika, uzależniona jest od kąta obrotu łopatek wałów mieszających. Wraz ze wzrostem kąta obrotu wzrasta również wydajność mieszalnika. Jednocześnie jakość wymieszania masy zależy od kąta obrotu łopatek. Wraz ze zmniejszaniem się kąta obrotu łopatek poprawia się jakość wymieszania masy.
Mieszalnik znajduje zastosowanie w fabrykach produkujących cegły, płytki i inne wyroby ceramiki budowlanej.
3. PROCES TECHNOLOGICZNY PRODUKCJI WYROBÓW Z GRUWALKA CERAMIKI
Produkcja ceramicznych materiałów ściennych opiera się głównie na zastosowaniu technologii formowania tworzyw sztucznych i prasowania półsuchego. W ostatnich latach upowszechniła się technologia formowania tworzyw sztucznych z mas ceramicznych o niskiej wilgotności z wykorzystaniem odpadów po wzbogacaniu węgla.
Tradycyjna technologia formowania tworzyw sztucznych z masy gliniastej o wilgotności 18-24% zakłada obecność następujących głównych etapów produkcji cegły: przygotowanie i obróbka masy gliniastej z dodatkami (chude i palne), formowanie, cięcie drewna oraz układanie surowca na pojazdach w celu suszenia, wypalania i pakowania gotowych produktów (ryc. 1.1).
Do wydobycia i przerobu masy gliniastej wykorzystuje się koparkę wielonaczyniową, zrywak do gliny, podajnik skrzynkowy, płozy, walce i mieszalniki.
Kolejność montażu wymienionych maszyn uzależniona jest od rodzaju wyrobów, właściwości reologicznych i strukturalnych surowców. Stabilną pracę całej linii zapewnia zastosowanie zmechanizowanych magazynów wsadu, które uniezależniają pracę urządzeń od dostaw surowców z kamieniołomu i poprawiają jakość wyrobów. Do formowania produktów stosuje się prasy śrubowe, a do cięcia drewna stosuje się maszyny do cięcia jedno- i wielostrunowego. Cienkościenne, wysokiej jakości wyroby gliniane, które wymagają obróbki próżniowej, formowane są przy użyciu pras próżniowych, które najczęściej łączy się z mieszadłem. Do formowania cegieł pełnych zwykle stosuje się prasy inne niż próżniowe.
Sprzęt zapewniający układanie surowców na pojazdach do suszenia i wypalania w dużej mierze zależy od rodzaju suszarni i pieców. Najczęściej spotykane są suszarki komorowe, tunelowe i przenośnikowe. W przypadku stosowania suszarni o małej wydajności surowiec układany jest na listwach i ramach (drewnianych i aluminiowych) lub na paletach. W zależności od rodzaju suszarni stosuje się różne rodzaje wózków, na których suszone są produkty. Do przenoszenia wózków suszących z suszarni do pieców i przywracania pustych wózków do ich pierwotnego położenia stosuje się elektryczne wózki transportowe o różnych konstrukcjach. Konstrukcja maszyn zapewniających rozładunek wózków suszących i załadunek suszu na wózki piecowe, a także kształt i ilość znajdujących się na nich stosów, uzależniona jest od wielkości i rodzaju pieców. Do przemieszczania załadowanych i pustych wózków suszarniczych i piecowych zarówno na zewnątrz suszarni i pieców, jak i wewnątrz nich stosuje się pchacze i wózki. Gotowe wyroby rozładowywane są z 15 wagonów piecowych i pakowane przy użyciu automatycznych rozładunków i pakowarek, które zapewniają obwiązanie paczki transportowej taśmami w celu transportu na plac budowy.
Rodzajem plastycznego formowania materiałów ściennych jest formowanie z masy gliniastej o niskiej wilgotności. Zapewniają to prasy śrubowe o mocy napędu znacznie przewyższającej moc napędu pras formujących wyroby z masy gliniastej o normalnej wilgotności formierskiej. Jeśli pozwala na to wytrzymałość mechaniczna surowca, wówczas umieszcza się go na wózku piecowym w celu połączenia suszenia i wypalania.
Coraz powszechniejsza staje się oszczędzająca zasoby technologia formowania z wykorzystaniem odpadów ze wzbogacania węgla (stopień wykorzystania odpadów dochodzi do 100%). W tym przypadku linia produkcyjna obejmuje, oprócz tradycyjnego zestawu urządzeń, specjalne maszyny do przerobu odpadów po przeróbce węgla oraz specjalistyczne prasy próżniowe śrubowe z napędem dużej mocy.
Rozróżnia się formowanie tworzyw sztucznych z proszkiem gliny otrzymywanym w technologii prasowania półsuchego. Proszek miesza się w mieszalniku z dodatkami, zwilża i podaje do prasy śrubowej.
Analiza działania kompleksów sprzętu krajowego i zagranicznego pokazuje, że poziom techniczny oraz główne cechy konstrukcyjne i technologiczne sprzętu zależą od sposobu układania surowca na pojazdach suszących i piecowych. Różne linie technologiczne do formowania tworzyw sztucznych, wyposażone w różne urządzenia, można podzielić na cztery grupy ze względu na sposób montażu: z regałem (ramą), paletą, półką, suszeniem stosowym.
Ryż. 1.1. Schemat technologiczny produkcji cegieł ceramicznych metodą formowania plastycznego:
1 - koparka wielonaczyniowa; 2 - wózek uchylny; 3 - lokomotywa elektryczna lub wywrotka; 4 - kruszarka; 5 - ryk; 6 - podajnik; 7 - mieszalnik gliny; 8 - mikser; 9 - prasa śrubowa taśmowa; 10 - automatyczne cięcie i układanie surowców na wózkach suszących; 11 - wózek suszący; 12, 17 - wózek do przenoszenia napędu; 13, 18 - popychacze; 14 - suszony; 15 -- wózek na kuchenkę; 16 - automatyczny przeładunek wysuszonej cegły na wózek piecowy; 19 - piec tunelowy; 20 - automatyczny rozładunek i pakowanie wózka piecowego; 21 - biegacze na mokrym podłożu; 22 - walce oddzielające kamienie; 23 - podajnik skrzynkowy; 24 - Zrywak do gliny.
Porównanie kompleksów opartych na różnych sposobach suszenia i wypalania wskazuje, że przejście z wózków suszących o małej pojemności (listwy i ramy) na wózki o większej pojemności (palety) stwarza korzystne warunki pracy systemów transportowych, zapewnia osiągnięcie wyższej poziom techniczny wyposażenia i lepsza technologia -wskaźniki wydajności ekonomicznej kompleksu jako całości.
Na ryc. Rysunek 1.2 przedstawia schemat produkcji cegieł metodą prasowania półsuchego. Linia technologiczna zapewnia sekwencyjne wykonanie następujących operacji: ekstrakcja gliny, suszenie, mielenie, przygotowanie dodatków, mieszanie i nawilżanie masy. Proszek jest prasowany w formie prasy mechanicznej lub hydraulicznej, a surowiec układany jest na wózku piecowym w celu wypalenia i ewentualnego suszenia. Wypalone produkty są rozładowywane, pakowane i wysyłane na plac budowy.
Odmianą metody prasowania półsuchego jest oszczędzająca zasoby metoda prasowania z wykorzystaniem odpadów po przeróbce węgla, w której w linii produkcyjnej znajdują się maszyny do przygotowania odpadów.
Dodatkowo do przygotowania proszku prasowego stosuje się prasowanie półsuche metodą poślizgową. W tym przypadku na linię produkcyjną wprowadzana jest suszarka rozpyłowa, która zapewnia produkcję proszku gliniastego o wilgotności 8,5-9,5%. Proszek wytwarza się poprzez rozpuszczenie gliny kamieniołomowej, oczyszczenie powstałej masy z obcych wtrąceń i natryskiwanie masy podczas suszenia.
Ryż. 1.2 Schemat technologiczny produkcji cegieł ceramicznych metodą prasowania półsuchego:
1 - wózek lub wywrotka; 2 - podajnik skrzynkowy; 3 - walce oddzielające kamienie; 4,6,9 - przenośniki; 5 - bęben suszący; 7 - podajnik płytowy; 8 - rezerwa gliny; 10 - kanały mielenia na sucho (rozdrabniacz lub młyn); 11 -- winda; 12 - sito wibracyjne; 13 -- bunkier; 14 - podajnik; 15 - mikser (nawilżacz); 16 - prasa ze układarką surowca na wózek piecowy; 17 - wózek na kuchenkę; 18 - suszony; 19 - wózek do przenoszenia napędu; 20 - popychacz; 21 - piec tunelowy; 22 - automatyczny rozładunek i pakowanie.
4. OPIS KONSTRUKCJI MIESZALNIKA DWUSTRONNEGO
Glina i dodatki w zadanej proporcji ładowane są w sposób ciągły do mieszalników i mieszane za pomocą obrotowych łopatek osadzonych na wałach, które jednocześnie przesuwają mieszankę do otworu zsypowego. Szybkość mieszania i obróbkę masy reguluje się poprzez zmianę kąta łopatek.
Jeżeli wydajność mieszalnika przewyższa wydajność kolejnych maszyn do obróbki i formowania gliny, wówczas zmniejsza się liczbę obrotów wału, aby wyeliminować częste przestoje.
Lepsze mieszanie i przetwarzanie mas plastycznych uzyskuje się, gdy masa wypełniająca korpus mieszalnika przykrywa wały, jednak nie wyżej niż 1/3 wysokości łopatek w górnym położeniu. Odległość końca łopatki od ścianki rynny mieszalnika nie powinna być większa niż 2-3 cm. Podczas obsługi mieszalnika należy zadbać o równomierne dozowanie składników mieszanki. Mikser nie może być przeciążony.
Korpus miksera musi być przykryty metalową kratką. Zabrania się stania na nim oraz przepychania masy przez ruszt jakimkolwiek przedmiotem. Próbkę gliny można pobrać z pracującego miksera jedynie specjalną łyżką. Podczas pracy nie wolno otwierać pokrywy i wyjmować grilla.
Przed przerwaniem pracy należy najpierw wyłączyć maszyny podające materiał do mieszalnika, a po wyczerpaniu całej masy wyłączyć silnik elektryczny i urządzenie transportujące obrabiany materiał.
Po zakończeniu zmiany wał z nożami i korpus mieszalnika należy oczyścić z przylegającej mieszanki od wewnątrz i od zewnątrz. W przypadku zużycia łopatek mieszadła należy je wymienić lub pokryć stopami odpornymi na zużycie OI-15 i OI-7. Zastosowanie tych stopów zwiększa żywotność ostrzy ponad 5-krotnie.
5. CHARAKTERYSTYKA PORÓWNAWCZA MASZYN I URZĄDZEŃ DO MIESZANIA MAS GLINOWYCH
|
Charakterystyka sprzętu |
NAZWA SPRZĘTU |
|||||||
|
Mieszalnik łopatkowy dwuwałowy SMK 125A |
Mieszalnik łopatkowy dwuwałowy SMK 126A |
Mieszalnik łopatkowy dwuwałowy SMK 125B |
Mieszalnik łopatkowy szybkoobrotowy SMS 95A-1 (z gumowym korpusem) |
Mieszalnik łopatkowy szybkoobrotowy SMS 95A-1 (z metalowym korpusem) |
Mieszalnik dwuwałowy SM 727A |
Mieszalnik łopatkowy dwuwałowy SMK 125B |
||
|
Wydajność, t/h |
||||||||
|
Średnica koła opisana przez ostrza, mm |
||||||||
|
Odległość między osiami wałów ostrzy, mm |
||||||||
|
Rozmiar wypełniacza, mm, nie więcej |
||||||||
|
Częstotliwość obrotu wału (bębna), s-1 |
||||||||
|
Moc, kW, nie większa niż napęd (wirnik) wyciągu pomostowego |
||||||||
|
Prędkość obrotowa, obr/min, nie więcej |
||||||||
Wymiary całkowite, mmdługośćszerokość |
52501670 |
59001700 |
36421600 |
68301700 |
68301700 |
3165975 |
34701460 |
|
Wymiary całkowite bez napędu, mmdługośćszerokość |
36701252 |
42601392 |
50001612 |
50001612 |
2770740 |
|||
Waga (kgogólnybez napędu |
3200 |
4400 |
3000 |
7750 |
7400 |
1000 |
2650 |
6. OPIS PRACY INSTALACJI
Ciągły mieszalnik łopatkowy dwuwałowy składa się z obudowy w kształcie koryta 2, zamkniętej pokrywą 1, w której umieszczone są poziome wały 3, na których zamontowane są łopatki 5. Wały napędzane są przez silnik 10 sprzęgło cierne 9, skrzynia biegów 8 i para kół zębatych 7.
Łopatki zamontowane są pod kątem, pod jakim uzyskuje się optymalny stosunek prędkości obwodowej i osiowej ruchu cząstek, co zapewnia wymagany czas przejścia składników od okna 6 do włazu rozładunkowego 15, a co za tym idzie, jakość wymieszania.
Aby zwilżyć mieszaninę, para wchodzi przez szczeliny w łuskowatym dnie 14, która jest dostarczana rurą 13 przez dystrybutory 12. Aby zmniejszyć straty ciepła, dolna część korpusu jest zamknięta obudową 11 wypełnioną wełną mineralną. Masę można również zwilżyć wodą dostarczaną przez kolektor 4.
Proces mieszania w mieszalnikach ciągłych odbywa się poprzez mechaniczne oddziaływanie na składniki mieszanki obracającymi się łopatkami przy jednoczesnym przemieszczaniu wymieszanej masy z miejsca załadunku do punktu rozładunku.
Korpus roboczy mieszadeł to jeden lub dwa poziome wały obracające się ku sobie z łopatkami przymocowanymi do nich po linii śrubowej. Mieszanie odbywa się wewnątrz metalowego korpusu stacjonarnego o rowkowanym kształcie.
7. OBLICZENIA PODSTAWOWYCH PARAMETRÓW
Wydajność mieszadeł ciągłych z poziomymi wałami łopatkowymi zależy od prędkości przemieszczania się materiałów wzdłuż osi obudowy i jej pola przekroju poprzecznego i ogólnie można ją zapisać w następujący sposób:
Gdzie Q w- prędkość ruchu materiału wzdłuż korpusu mieszalnika, m/s; A- powierzchnia przekroju przepływu materiału, m2.
Przy pewnych założeniach korpus roboczy takiego mieszalnika można uznać za ślimak ze ślimakiem przerywanym. W takim przypadku osiową prędkość ruchu materiału można określić na podstawie wyrażenia
Gdzie k vz - współczynnik powrotu mieszanki dla łopatki równy 0,6...0,75; D- liczba ostrzy w obrębie jednego skoku linii śrubowej; S- skok spirali ostrza, m; b - kąt pomiędzy płaszczyzną łopatki a płaszczyzną prostopadłą do osi wału mieszadła, b = 10...45 0; N- obrót wału, s -1; R N- promień zewnętrzny ostrza, m.
Kwadrat A, m2, przekrój przepływu materiału z wystarczającym stopniem dokładności:
Gdzie ts- współczynnik wypełnienia korpusu mieszacza równy 0,5...0,8.
Zastępowanie wartości A I w do wzoru otrzymujemy następujące wyrażenie określające wydajność Q, m 3 /h:
W mieszalnikach ciągłych z poziomymi łopatkami wału moc jest wydatkowana na pokonanie następujących oporów: 1) oporów tarcia mieszanki o ścianki obudowy; 2) transport mieszaniny na miejsce rozładunku; 3) odcięcie masy mieszanki podczas jej mieszania; 4) opór tarcia w częściach i zespołach napędowych.
Moc , pokonanie oporu tarcia mieszaniny o ścianki obudowy podczas mieszania i transportu można określić z wystarczającą wiarygodnością za pomocą wzoru, kW,
Gdzie Q- wydajność mieszalnika, m 3 /h; R- masa objętościowa mieszaniny, kg/m3; G- przyspieszenie swobodnego spadania, m/s 2 ; w - współczynnik oporu ruchu mieszanki, zalecany w granicach 4...5,5; / - długość robocza korpusu mieszalnika, m.
Moc R 2 , kW niezbędną do przecięcia masy mieszanki za pomocą obracających się łopatek określa się za pomocą wyrażenia:
Gdzie Do p - właściwy opór skrawania mieszanki, dla mieszanek cementowo-betonowych k = (3,0 ... 6,0)-100 2 Pa; B- średnia szerokość ostrza, m; i jest liczbą łopatek jednocześnie zanurzonych w masie mieszanki na jednym wale; z - liczba wałów łopatkowych; R”, R B - promień zewnętrzny i wewnętrzny ostrza; M; - prędkość kątowa wału łopatki, rad/s, = 2 pp.
Pobór mocy do określenia oporów tarcia w jednostkach napędowych i częściach uwzględnia się przy obliczaniu sprawności, która jest albo obliczana, albo przyjmowana w przedziale 0,65 ... 0,85.
Następnie wymagana moc silnika P dv dla tego miksera:
Wskaźniki wydajności i mocy są prawie takie same. Tabelaryczna wartość wydajności SMK-18 wynosi 50 m 3 / h, a według naszych obliczeń wynosiła 46 m 3 / h. Wartość tabeli dla mocy SMK-18 wynosi 30 kW, ale według naszych obliczeń okazało się, że jest to 26 kW. Wyjaśnia to fakt, że nie możemy wziąć pod uwagę wszystkich czynników i wziąć dokładnych danych do obliczeń.
Określmy roczną produktywność mieszalnika przy dwóch zmianach po osiem godzin i 247 dni roboczych w roku.
8. ŚRODKI BEZPIECZEŃSTWA PRACY I OCHRONY ŚRODOWISKA
Zanieczyszczenia pochodzące z przedsiębiorstw wytwarzających wyroby ceramiczne, w zależności od konkretnych procesów technologicznych, mogą być uwalniane do powietrza, przedostawać się do zbiorników wodnych i kumulować się na powierzchni ziemi w postaci odpadów. Hałas i nieprzyjemne zapachy również mają wpływ na środowisko. Charakter i poziom zanieczyszczeń powietrza, ilość odpadów stałych i ścieków zależą od różnych czynników, w szczególności od rodzaju surowców, substancji pomocniczych, stosowanego paliwa, a także od metody produkcji:
* emisje do powietrza: podczas produkcji ceramiki mogą wydzielać się pyły/cząstki stałe, sadza, substancje gazowe (tlenki węgla, tlenki azotu, tlenki siarki, nieorganiczne związki fluoru i chloru, związki organiczne, metale ciężkie).
* zrzuty ścieków: zawierają głównie składniki mineralne (cząstki zawieszone) i inne składniki nieorganiczne, niewielkie ilości różnych substancji organicznych, a także metale ciężkie
*straty technologiczne/odpady produkcyjne: odpady z produkcji wyrobów ceramicznych składają się głównie z różnego rodzaju osadów, wyrobów potłuczonych, zużytych form gipsowych i sorbentów, pozostałości suchych (pył, popiół) oraz odpadów opakowaniowych
* zużycie energii/emisje CO2: wszystkie gałęzie przemysłu ceramicznego zużywają znaczne ilości energii, ponieważ główne etapy procesu obejmują suszenie, a następnie wypalanie w temperaturach w zakresie od 800 do 2000 °C. Obecnie w krajach członkowskich UE do prażenia wykorzystuje się głównie gaz ziemny i skroplony (propan i butan), olej opałowy klasy EL; ponadto można stosować ciężki olej opałowy, skroplony gaz ziemny, biogaz/biomasę, energię elektryczną i różnego rodzaju paliwa stałe. być wykorzystywane jako paliwo (węgiel, koks naftowy).
Wynika z tego, że podczas produkcji ceramiki powstają wszelkiego rodzaju zanieczyszczenia. Sposobów na ich czyszczenie jest wiele.
Głównymi warunkami poprawy stanu środowiska w kraju są: racjonalne użytkowanie, ochrona i marnowanie zasobów przyrody, zapewnienie bezpieczeństwa ekologicznego i działań antyradiacyjnych, zwiększanie i rozwijanie myślenia proekologicznego wśród ludności, a także kontrola nad środowiskiem w przemyśle. Ochrona środowiska w przedsiębiorstwie określiła szereg działań mających na celu zmniejszenie poziomu zanieczyszczeń wytwarzanych przez przedsiębiorstwa:
Identyfikacja, ocena, stały monitoring i ograniczanie emisji szkodliwych pierwiastków do atmosfery oraz tworzenie technologii i urządzeń chroniących i oszczędzających przyrodę i jej zasoby. Rozwój przepisów prawnych mających na celu środki ochrony środowiska oraz zachęty materialne do spełniania wymagań i zapobiegania zestawowi środków środowiskowych. Zapobieganie sytuacji środowiskowej poprzez identyfikację specjalnie wyznaczonych obszarów (stref). Oprócz bezpieczeństwa środowiskowego obiektu (ochrona środowiska w przedsiębiorstwie), nie mniej ważne jest bezpieczeństwo życia (LS) w przedsiębiorstwie. Koncepcja ta obejmuje zespół przedsiębiorstw organizacyjnych i środków technicznych zapobiegających negatywnemu wpływowi czynników produkcji na człowieka. Na początek wszyscy pracownicy przedsiębiorstwa przechodzą kurs BHP, którego instruktażem jest bezpośredni przełożony lub inspektor BHP. Oprócz prostych zasad bezpieczeństwa pracownicy muszą także przestrzegać szeregu zasad zgodnych z wymaganiami technicznymi i standardami przedsiębiorstwa, a także utrzymywać standardy sanitarno-higieniczne oraz mikroklimat w miejscu pracy. Wszelkie normy i zasady ochrony środowiska i bezpieczeństwa pracy muszą być określone i zapisane w specjalnym dokumencie. Paszport środowiskowy przedsiębiorstwa to kompleksowa statystyka danych odzwierciedlająca stopień wykorzystania zasobów naturalnych przez dane przedsiębiorstwo oraz poziom zanieczyszczenia przez nie przyległych terytoriów. Paszport środowiskowy przedsiębiorstwa opracowywany jest na koszt przedsiębiorstwa po uzgodnieniu z odpowiednim uprawnionym organem i podlega stałym dostosowaniom w związku ze zmianą przeznaczenia, zmianami technologii, sprzętu, materiałów itp. Aby prawidłowo wystawić paszport przedsiębiorstwa i uniknąć oszustw, specjalna służba kontroli środowiska monitoruje zawartość szkodliwych substancji w przyrodzie otaczającej przedsiębiorstwo. Pracownicy serwisu zajmują się wypełnianiem i przetwarzaniem wszystkich pól paszportu środowiskowego, biorąc pod uwagę całkowity wpływ emisji szkodliwych substancji do środowiska. W tym przypadku uwzględnia się dopuszczalne poziomy stężeń substancji szkodliwych na terenach przyległych do przedsiębiorstwa, w powietrzu, powierzchniowych warstwach gleby i zbiornikach wodnych.
WNIOSEK
Wynalazek dotyczy urządzeń do produkcji ceramiki budowlanej (cegieł, płytek), a mianowicie urządzeń do przygotowania masy ceramicznej do formowania poprzez mieszanie, obróbkę i w razie potrzeby oczyszczenie jej z wtrąceń obcych.
Do przygotowania masy ceramicznej do formowania wykorzystuje się zazwyczaj dwa urządzenia instalowane sekwencyjnie jedno po drugim: mieszalnik do mieszania składników na poziomie makro (równomiernie rozprowadzając je w objętości), dmuchawę śrubową z siatką filtrującą do przeróbki masy ceramicznej i oczyszczenie go z obcych wtrąceń. Ponadto mieszanie odbywa się w dwuwałowym mieszalniku łopatkowym, który jest znacznie wydajniejszy od mieszalnika jednowałowego.
Taki podział procesu pozwala na zapewnienie racjonalnych parametrów technologicznych i konstrukcyjnych każdemu urządzeniu, jednak obecność dwóch urządzeń wraz z napędami, układami sterowania, ramami itp. zmniejsza wskaźniki techniczne i ekonomiczne tego etapu procesu technologicznego, zwiększając wymiary sprzętu, zużycie metalu, pracochłonność konserwacji i napraw.
WYKAZ WYKORZYSTANYCH BIBLIOGRAFII
1. Maszyny budowlane T.2. Urządzenia do produkcji materiałów i wyrobów budowlanych. M.N. Gorbowiec, 1991. - 496 s.
2. Technologia ceramiki budowlanej. I.I. Moroz, 1972. - 416 s.
3. Wyposażenie mechaniczne przedsiębiorstw w materiały, produkty i konstrukcje budowlane. M.Ya. Sapozhnikov, 1976. - 384 s.
4. Maszyny i urządzenia dla zakładów ceramicznych i materiałów ogniotrwałych. AP Iljewicz, 1968. - 355 s.
5. Maszyny budowlane. Informator. W 2 tomach. Lapeer, 1977.-491 s.
Opublikowano na Allbest.ru
...Podobne dokumenty
Ogólna charakterystyka części „szklanej”, przeznaczenie. Metody wyznaczania wielkości naddatku na obróbkę skrawaniem. Analiza technologii wykonania modelu zestawu. Mieszalnik łopatkowy jako maszyna ciągła. Etapy obliczeń układu wlewowego.
praca na kursie, dodano 13.03.2013
Klasyfikacja maszyn do mieszania materiałów. Wyznaczenie osiągów mieszadła śmigłowego, skoku łopatek śmigła, prędkości przepływu ku górze w obszarze śmigła oraz mocy silnika elektrycznego mieszadła. Cechy mieszania mas płynnych.
praca na kursie, dodano 02.02.2011
Charakterystyka głównych procesów zachodzących podczas mieszania składników. Klasyfikacja mieszadeł mechanicznych ze względu na konstrukcję łopatek. Cechy stosowania racjonalnego mieszalnika w oparciu o zadany ośrodek rozproszony, fazę rozproszoną. Obliczanie aparatury.
praca na kursie, dodano 24.10.2012
Proces mieszania, jego cele, metody, dobór sprzętu do jego realizacji. Najpopularniejszą metodą mieszania w mediach ciekłych jest mieszanie mechaniczne. Główne zalety mieszadeł łopatkowych. Projektowanie tarcz mieszadeł wibracyjnych.
praca na kursie, dodano 8.11.2014
Klasyfikacja mieszadeł ze względu na zasadę działania. Określenie szacunkowej mocy silnika. Opis procedury montażu i serwisowania napędu. Obliczenia konstrukcyjne przekładni łańcuchowej, połączenia wpustowe. Zalecenia dotyczące doboru oleju i smaru do wszystkich elementów napędu.
praca na kursie, dodano 27.10.2014
Obliczanie głównych parametrów technologicznych i konstrukcyjnych mieszalnika łopatkowego. Klasyfikacja maszyn i urządzeń do przygotowania mieszanek cementowo-betonowych. Przegląd patentu, opis projektu. Określanie wydajności betoniarki.
praca na kursie, dodano 14.01.2013
Główne rodzaje ceramiki: majolika, fajans, masa kamienna i porcelana. Produkcja artykułów sanitarnych i gospodarstwa domowego z ceramiki szlachetnej. Technologia produkcji ceramiki technicznej. Metody zdobienia wyrobów półporcelanowych, porcelanowych i fajansowych.
streszczenie, dodano 18.01.2012
Proces technologiczny wytwarzania wyrobów piekarniczych. Przyjmowanie i magazynowanie surowców, przygotowanie i krojenie ciasta, magazynowanie wypieków. Klasyfikacja maszyn do ciągłego mieszania ciasta. Opracowanie uniwersalnego sprzętu do ugniatania.
praca naukowa, dodano 18.11.2009
Znajomość etapów obliczeń technologicznych instalacji do destylacji ciągłej. Rektyfikacja jako proces rozdzielania jednorodnych mieszanin lotnych cieczy. Omówienie głównych metod wyznaczania prędkości pary i średnicy kolumny.
praca na kursie, dodano 05.02.2016
Pojęcie przenośników taśmowych, główne elementy ich konstrukcji, klasyfikacja, zalety i wady. Klasyfikacja taśm, proces technologiczny i proces montażu przenośników. Zakres, budowa i zasada działania przenośnika taśmowego.