Маркировка на сверлах по металлу. Выбор сверл по металлу. Маркировка спирального сверла: значение букв
Читайте также
Сверло по металлу: конструкция, геометрия, элементы сверла. Как и из чего делают сверла. Типы хвостовиков и маркировка. Выбор, применение и правила хранения. Лучшие производители и советы по выбору сверл по металлу.
В машиностроении сверло по металлу является вторым по частоте использования инструментом после резца, а в домашнем хозяйстве оно уверенно делит лидерство с ножовкой и отрезным кругом. Конструктивно сверло - это длинный цилиндрический стержень из металла с двумя режущими кромками на торце и спиральными канавками для отвода стружки. Принцип резания металла и формирования отверстия у всех типов этого инструмента практически одинаков, поэтому основная классификация сверл по металлу основывается на конструктивных признаках (тип хвостовика, профиль спирали, вид режущей кромки и т. п.). Определить по внешнему виду все необходимые характеристики сверла достаточно сложно, т. к. маркировка, которая гравируется на металле хвостовика, содержит информацию только о диаметре инструмента, материале изготовления и производителе. Поэтому для того, что выбрать сверло для обработки твердых, хрупких или вязких металлов и сплавов необходимо воспользоваться каталогами производителей. Длительное и краткосрочное хранение сверл должно осуществляться по определенным правилам, т. к. инструментальные и быстрорежущие стали склонны к коррозии, а заточенные кромки легко повреждаются при ударе о металл.
Любое сверло вне зависимости от его назначения и конструктивных особенностей состоит из двух основных компонентов: хвостовика и рабочей части. Первый служит для передачи инструменту вращения от привода или фиксации его в неподвижном состоянии (на токарных станках). Рабочая часть состоит из ряда элементов, непосредственно обеспечивающих процесс сверления. Геометрия сверла зависит от особенностей сверления, для которого оно предназначено, а также материала обрабатываемой заготовки (различные металлы, древесина, пластики, композиты, керамика).
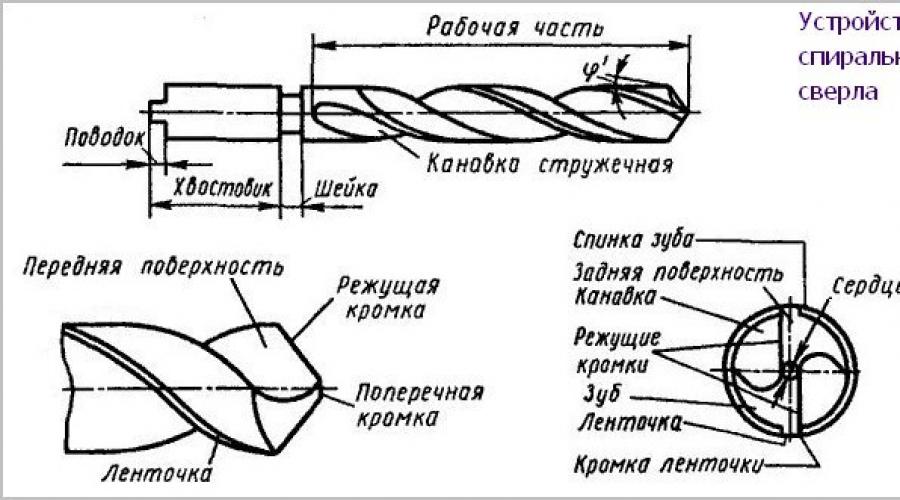
В качестве примера взят один из самых распространенных в промышленности видов такого инструмента: спиральное сверло для работ по металлу с коническим хвостовиком (см. чертеж ниже). Все изображенные на рисунке углы сверла соответствуют работам по металлу общего назначения. Слева показан вид сбоку, а справа - со стороны рабочего торца (увеличено).
Далее с пояснениями перечислены все основные компоненты и геометрические параметры такого сверла:
- Хвостовик. Служит для закрепления инструмента в шпинделе станка или зажимном патроне. При сверлении металла на токарных станках крепится неподвижно в конусе задней бабки.
- Рабочая часть. Формирует цилиндрическое отверстие (или углубление). Состоит из режущей части, длина которой у таких сверл по металлу обычно составляет половину их диаметра, и направляющей с канавками для отвода стружки.
- Конус Морзе. Для установки в шпиндели и задние бабки станков используют инструмент с коническим хвостовиком, а для зажима в кулачковые и цанговые патроны - с цилиндрическим.
- Лапка. Эти конструктивные элементы присутствуют только на конических хвостовиках и предназначены для выбивания инструмента из шпинделя или оправки.
- Шейка. Обеспечивает удобство подвода и отвода шлифовального инструмента при обработке спиральных канавок. Она не выполняет никаких рабочих функций, поэтому на нее обычно наносится маркировка сверла (чеканится непосредственно на металле).
- Направляющая часть. Также называется калибрующей. Опираясь на стенки просверленного в металле отверстия, направляет инструмент вдоль его оси. Включает в себя спиральные поверхности с ленточками и канавки для отвода стружки.
- Угол наклона спиральной поверхности. Для обработки металла он составляет 18÷30°.
- Стружкоотводящая канавка. От ее ширины, наклона и качества поверхности зависит скорость отвода стружки.
- Диаметр режущей части. Равен расстоянию между внешними краями режущих кромок.
- Режущая кромка. Это острая грань между передней поверхностью (стружечной канавкой) и задней затачиваемой поверхностью.
- Главный угол при вершине. Угол между режущими кромками, оказывает значительное влияние на процесс резания и прочность сверлильного инструмента. Для работ по металлу его стандартное значение равно 116÷118°.
- Задняя поверхность. Для снижения трения в зоне резания задняя поверхность затачивается под углом к режущей кромке. Для сверления металла его значение около ленточки должно составлять 8÷12°.
- Перемычка. Конструктивная часть, общая для обеих задних поверхностей.
- Поперечная режущая кромка. Острая грань на перемычке, разделяющая задние поверхности. При правильной заточке на ее середине находится геометрический центр режущей части, который должен совпадать с осью инструмента.
- Ленточка. Две слегка выступающие над спиральными поверхностями полоски, которые калибруют отверстие и снижают трение о его стенки.
Общая компоновка других типов сверл по металлу подобна этой, хотя в зависимости от своего назначения они могут отличаться конструкцией режущей части и стружкоотводящих канавок.
Виды сверл по металлу
Основная классификация сверлильного инструмента проводится по конструктивному признаку, т. к. он напрямую связан с назначением конкретного вида сверла по металлу. Кроме того, внутри конструктивных типов выделяют разновидности по типу материала, для обработки которого предназначен данный инструмент (т. н. группы резания). Строгой классификации для них не существует, но обычно по виду рабочей части выделяют следующие типы:- спиральные;
- перовые;
- центровочные;
- специальные.
Среди специальных сверл самой большой группой является инструмент для глубокого сверления в заготовках из металла. Отдельные подгруппы также составляют изделия для сверления отверстий больших диаметров и ступенчатых цилиндрических профилей. Бывает так, что современный сборный инструмент имеет настолько сложную или инновационную конструкцию, что его относят сразу к нескольким типам.
Спиральная форма
Традиционным широко распространенным видом сверлильного инструмента являются спиральные сверла, у которых формирование цилиндрического отверстия в металле осуществляется двумя симметричными режущими кромками. При этом отвод образующейся стружки проходит по спиральным канавкам, начальная часть которых является передними поверхностями, образующими эти кромки. По своей конструкции эти изделия могут быть монолитными или сборными, с заменяемой головкой или механическим креплением режущих пластин. Для снижения трения и повышения скорости отвода стружки спиральную часть полируют и покрывают износостойкими материалами.
Ступенчатая форма
Ступенчатые сверла используют для получения отверстий небольшой глубины с фиксированной геометрией ступеней. Такой инструмент позволяет за один проход сформировать от двух и более цилиндрических поверхностей и чаще всего используется при автоматизированной обработке. По своей конструкции современные ступенчатые сверла, как правило, представляют монолитный блок, повторяющий конфигурацию будущего отверстия, с рядами режущих пластин и прямыми канавками. Первые сверлят в металле заготовки начальное отверстие, а следующие за ними являются рассверливающими. Самая большая проблема данного инструмента - это отвод стружки в процессе обработки. Поэтому их применение ограничено узкоспециализированными областями.Корончатые сверла
Корончатым сверлом называют пустотелый инструмент с кольцевым расположением шести или двенадцати режущих поверхностей и соответствующим им числом стружкоотводящих канавок. Он применяется для сквозного сверления в металле отверстий больших диаметров. В процессе работы режущие кромки прорезают только кольцо вокруг середины будущего отверстия, а центральная часть металла просто выпадает (или выбивается) после прохода насквозь. Этот инструмент относят к сверлильному, скорее, по устоявшейся традиции, т. к. по своему принципу работы он гораздо ближе к фрезам.Шнековые сверла
При сверлении отверстий в металле на глубины, кратные 30÷40 диаметрам, применяют удлиненные сверла специальной конструкции со спиральной канавкой в виде шнека. Такое решение намного улучшает стружкоудаление и позволяет производить непрерывное сверление металла на полную глубину отверстия без периодического вывода инструмента. Сверла шнековые отличаются от обычных спиральных большими углами наклона канавок (до 65°) и их треугольным профилем. Кроме того, у них увеличенный диаметр сердцевины и специальная заточка передней поверхности.Перовые сверла
Перовые сверла используются для получения отверстий в металле, покрытом литейной коркой и окалиной. Конструктивно это самый простой сверлильный инструмент, т. к. имеет прямые канавки и режущую часть в виде пластины. Его недостатки являются прямым следствием простоты конструкции и невысокой стоимости. В процессе сверления металла у перовых сверл плохо отводится стружка, и они имеют склонность к уходу от оси отверстия. Выступающая вперед пластина снижает прочность всего изделия, что не позволяет работать на больших подачах, а также требует частой переточки. Это узкоспециализированный инструмент повышенной жесткости, который применяют при работе с отливками и поковками.Типы хвостовиков
В соответствии с ранними советскими ГОСТами, которые действуют до сих пор, для сверлильного инструмента по металлу было предусмотрено два типа хвостовиков: цилиндрический и конический (Морзе). В 1990 году был принят ГОСТ 28706-90, который дублировал регламентацию ISP 9766-89 по цилиндрическим хвостовикам с лыской. Такой вид хвостовиков предназначен для сборных сверл по металлу, в которых лыска исключает проворачивание их в оснастке во время работы. Сейчас это решение широко применяется для модульного инструмента, а там, где сверло непосредственно фиксируется в шпинделе, по-прежнему используют изделия с конусом Морзе.Маркировка сверл согласно ГОСТ
Правила маркировки сверл регламентированы ГОСТ 2034-80. Согласно этому документу на сверлильный инструмент диаметром менее двух миллиметров маркировка не наносится. Все данные о них должны указываться на упаковочной этикетке. Для сверл толщиной свыше двух и до трех миллиметров маркировка сверла по металлу содержит только значение диаметра и марку стали (таким образом их можно отличить от инструмента до двух миллиметров). Для диаметров свыше трех миллиметров в составе маркировки производитель должен указывать его величину, свой товарный знак, марку металла и класс точности. Марка металла, из которого изготовлен инструмент, может указываться как в виде ГОСТовского обозначения стали (например, Р6М7К6), так и общепринятой для быстрорежущих сталей международной аббревиатурой (HSS) с добавлением обозначения основного легирующего металла (Co, Ni, Ti и пр.) (см. фото ниже). Зарубежные изготовители маркируют свою продукцию аналогичным образом, поэтому отличить российские сверла от импортных можно только по торговой марке.
Цветовое обозначение
В своих каталогах все ведущие производители сверлильного инструмента используют для обозначения продукции цветовую маркировку, предусмотренную международным стандартом ISO 513. В соответствии с этим регламентирующим документом все инструментальные материалы делятся на шесть групп, каждая из которых предназначена для обработки определенных видов металлов, сплавов и полимерных материалов.| Группа | Цвет | Обрабатываемые металлы и пластики |
|---|---|---|
| P | Голубой | Отдельные виды углеродистых, легированных и инструментальных сталей. Стали для отливок. Некоторые марки коррозионностойких сталей. |
| M | Желтый | Аустенитные коррозионностойкие стали. Отдельные виды немагнитных и износостойких сталей. |
| K | Красный | Различные марки чугунов. |
| N | Зеленый | Цветные металлы и их сплавы. Термопласты и дуропласты. |
| S | Золотистый | Жаростойкие сплавы на основе никеля, кобальта, титана и железа. |
| H | Серый | Закаленные стали высокой твердости. |
Конструктивно спиральное сверло состоит из двух основных компонентов: рабочей части и хвостовика. Первую изготавливают из быстрорежущей стали или твердых сплавов, а второй - из углеродистой инструментальной стали. Производство спиральных сверл по металлу включает в себя следующие укрупненные этапы:Кроме того, каждая группа резания подразделяется на группы применения, которые обозначаются числом в интервале от 1 до 40. Группы с большим индексом имеют более высокую прочность, а с меньшим - большую твердость и стойкость к износу.
- Подготовка компонентов. Цилиндрические заготовки для обеих частей нарезают на прутковых автоматах, а затем очищают от заусенцев, поверхностных окислов и загрязнений.
- Сварка. Две части из разного металла сваривают контактной стыковой сваркой. После этого со сварных швов удаляют излишки металла, а заготовки правят для придания им точной цилиндрической формы.
- Обточка. Заготовки центруют и обтачивают до точного размера. На этом же этапе подрезают торцы, точат конус хвостовика, обтачивают конец конуса под лапку (у инструмента с цилиндрическим хвостовиком последние две операции отсутствуют).
- Фрезеровка. Фрезеруют лапку (для конических хвостовиков), спиральные канавки и задние поверхности. После этого заготовка подвергается термической обработке с последующей очисткой на пескоструйной установке.
- Шлифовка. Шлифуют и полируют канавки спиралей. После этого шлифовке подвергают хвостовик и рабочую часть (с доводкой обратного конуса).
- Заточка сверла.
Корпуса сборного сверлильного инструмента, в котором режущая часть выполнена из твердосплавных пластин с напайным или механическим креплением, являются достаточно сложными изделиями, т. к. при их изготовлении необходима сложная фрезерная и токарная обработка. Поэтому их обычно изготавливают на станках с ЧПУ или обрабатывающих центрах.
Таблица размеров сверл по металлу
Государственные стандарты, правила изготовления спиральных и центровочных сверл по металлу, включают в себя таблицы размерных рядов для разных исполнений и направлений вращения спирали. Каждому типоразмеру соответствует уникальное цифровое кодовое обозначение. К примеру, если диаметр сверла с цилиндрическим хвостовиком равен 3.1 мм, оно имеет исполнение N1 и правую спираль, то его общая длина должна составлять 65 мм, длина рабочей части - 36 мм, а кодовое обозначение такого изделия будет 2300-7517. Таблицы размеров для сверл по металлу с коническим хвостовиком включают в себя диапазон диаметров от 5 до 80 мм, а для инструмента с цилиндрическим хвостовиком - от 0.25 до 20 мм. При этом для тонких сверл диаметром до 1 мм предусмотрено только исполнение N1 c правой спиралью.
Материалы изготовления и покрытия
Основные материалы для изготовления рабочих частей монолитного сверлильного инструмента - это быстрорежущие стали и твердые сплавы. В качестве быстрореза чаще всего применяют стали с вольфрамовыми или вольфраммолибденовыми лигатурами. Последние также используют в варианте с добавкой кобальта. Твердые сплавы, которые производятся методами порошковой металлургии, долговечнее, прочнее и термоустойчивее быстрорежущих сталей. В их состав обычно входит несколько тугоплавких металлов, таких как вольфрам, титан, кобальт и тантал. Некоторые изделия, предназначенные для выполнения за одну установку инструмента нескольких технологических операций (например, комбинированное сверло), могут включать в свой состав компоненты, изготовленные из разных инструментальных материалов.Для улучшения рабочих характеристик сверл по металлу их поверхности подвергают дополнительной обработке или покрывают твердыми соединениями металлов. Самые распространенные методы обработки, повышающие прочность и износостойкость инструмента, - это цианирование и сульфидирование. А для защитных покрытий обычно используют карбонитрид титана (TiCN), в том числе легированный алюминием (TiAlN).
Как подобрать сверло под обрабатываемый металл
При выборе сверла для работ по металлу в первую очередь необходимо ознакомиться с цветовыми маркировками стандарта ISO 513, которых придерживаются все производители сверлильного инструмента. При этом нужно понимать, что такая маркировка не наносится на само изделие, а присутствует только в его каталожном описании. Можно, конечно, положиться на советы консультанта в магазине инструмента, но такой способ подойдет только в том случае, если требуется подобрать сверло для дрели, предназначенное для работы с обычной конструкционной сталью. Если же предстоит сверлить твердые или вязкие металлы или требуется качественное выполнение работы на заказ, то лучше следовать рекомендациям профессионалов. На рисунке ниже приведен пример использования цветовой маркировки из каталога Mitsubishi.
Необходимо также помнить, что параметры процесса сверления зависят как от характеристик сверла, так и от мощности и скорости вращения привода. Поэтому сверла для шуруповерта лучше не использовать с дрелью, т. к. это, скорее всего, приведет к их повреждению. А скорости вращения шуруповерта явно недостаточно для сверления металла обычными сверлами для дрели.
Сверла, применяемые в станках
На сверлильных станках, у которых посадочное отверстие шпинделя выполнено под конус Морзе, сверла для обработки металла устанавливаются напрямую в шпиндель. А для их фиксации в нем предусмотрен специальный сквозной паз для заклинивания лапки. Такие же сверла применяют и в универсальных станках (сверлильно-фрезерных и пр.), у которых посадочное отверстие шпинделя сделано под метрический конус или под одну из его современных разновидностей. Только в этом случае их вставляют в переходные оправки с соответствующим конусом. В целом сверла по металлу, используемые на станках, не отличаются от тех, что применяют при сверлении ручным инструментом. Единственный вид сверлильного инструмента, предназначенный только для станочного применения, - это сверла со сквозным каналом, предназначенным для подачи СОЖ в зону обработки (см. рис. ниже).
Лучшие производители
Среди российских производителей сверлильного инструмента для работ по металлу хорошее соотношение цены и качества имеет продукция Волжского инструментального завода (ВИЗ), Томского инструментального завода (ТИЗ) и ПО «Туламаш». К этой же категории относится инструмент украинского Запорожского инструментального завода (ЗИЗ). Самыми лучшими по качеству являются сверла всемирно известных производителей режущего инструмента, таких как немецкие Bosch, Hasser и Ruko, шведский Sandvik, японская Mitsubishi, тайваньский Winstar и пр. Но их продукция имеет достаточно высокую цену и предназначена в основном для профессионального применения. Кроме того, на рынке массово представлены сверла по металлу под торговыми марками известных продавцов и производителей электроинструмента. В основном это недорогой инструмент, но при этом многие изделия имеют очень высокое качество. В этой категории пользователи чаще всего отмечают «Зубр», «Интерскол», DeWalt, Hilti, Makita и Metabo.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых. Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином. В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
При сверлении глубоких отверстий в металле рекомендуется поливать поверхность инструмента небольшим количеством масла. На производстве обычно используют И-20, но не у всех есть возможность приобрести именно эту марку. А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.
Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.

Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.


Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.

Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.

Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.

При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
Маркировка HSS:
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.


По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.

Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.

Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
Лучшие фирмы-производители:
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.

Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Дрель и сверла — самые элементарные инструменты в домашнем хозяйстве, и есть почти у каждого, а тот у кого нет, знает где можно взять. Рано или поздно, но каждому придется воспользоваться дрелью. Или если с деревом или даже камне все более-менее понятно, и можно пробурить отверстие, так сказать на ощупь, по ощущениям, то с металлом это не сработает. Это очень неподатливый материал. Давайте разберемся, какие сверла по металлу лучше? Сверление — целое искусство, которое можно изучать и совершенствовать: угол сверления, давление, но более всего решает опыт и инструмент.
Проблема в том что сверла в большинстве своем продают плохого качества, особенно на рынках. Лучше заказывать через интернет, либо в специализированных магазинах, где можно увидеть, пощупать материал.
Что нужно знать о сверлах по металлу
Сверл по металлу огромное множество, помимо того что нужно смотреть на качество, также нужно обратить внимание на форму, цвет. Изделие строится с таких элементов:
- Основной (режущей) части, которая и выполняет резку (сверление) металла;
- Рабочей поверхности. Ее роль состоит в том, что при работе основной части появляется стружка, которую убирает рабочая поверхность;
Сверла по металлу имеют множество разных форм, каждая с которых используется для определенного вида работ.
В зависимости от формы существуют такие виды:
Самый распространенный, известный всем вид — спиральные . По сути это стержень, цилиндроподобной формы, а по бока одна или две спиральные канавки (собственно из-за них и убирается стружка). В свою очередь спиральные сверла имеют свои подвиды:
- повышенной точности, зачастую выбирают мастера, чтобы идеально, до миллиметра сделать отверстие;
- классические, те самые, цилиндрической формы, которые распространены, как среди профи так и среди обычных пользователей;
- узкого применения, его спиральная канавка завернута влево, а не в право. Используют его в тех случаях когда нужно что-то высверлить.
Конусное ступенчатое сверло. В отличи о цилиндрического может делать отверстия разного диаметра. Используется для создания новых или расширение имеющихся отверстий.
Плоское сверло . Выходя из названия — рабочая поверхность данного типа плоская. Главный минус: из-за своей плоскости стружка автоматически не убирается, приходиться убирать вручную. К тому же данным сверлом не сделаешь большие отверстия. Но несмотря на огромные минусы, они пользуются спросом, так как очень дешевые, нечувствительно к перекосам во время сверления.
Корончатые сверла, имеют разную форму цилиндров, но верхняя часть лишена основы и по бокам покрыта зубцами, которые изготовлены из твердого сплава или же покрыты алмазным напылением. Применяются для создания отверстий разного диаметра.
Следующие виды отличаются тем, что созданы специально для твердого металла, тогда как предыдущие для металлов с высокой плотностью не подойдут — сломаются.
- Кобальтовые . Можно спутать со спиральным, так как оно имеет также спиральную форму, но в отличие от него не имеет цилиндрической основы. К тому же этот вид благодаря кобальту имеет высокую прочность. Но также они и дорого стоят, потому не каждый может себе их позволит, перед тем как брать оцените трудность работы.
- Твердосплавное. Обусловлены наличием твердосплавной пластины на режущей части, за счет это оно может сделать отверстия в довольно плотных металлах.
Это факты, которые могут сказать форма и строение сверла, но цвет также имеет значение:
- Редко встречающиеся, но все же существующие ярко-золотистые сверла . Такой цвет говорит о наличии в сплаве самого твердого металла на планете — титана. Что само собой подразумевает о качестве детали и ее прочности и ценности.
- Светло-золотой цвет говорит, что изделие пришло специальную термическую подготовку. Не такое прочное и дорогое как ярко-золотое, но цена на него довольно высока, не каждый сможет себе позволить.
- Сверло черного цвета обрабатывается перегретым паром, за счет чего повышается его прочность. Золотая середина цены и качества.
- Серый или металлический цвет — самые обычные и низкокачественные сверла
Решите для какой задачи вам нужно сверло (какой материал нужно просверлить, какой диаметр отверстия), уже от этого можно опираться. Теперь уж вы точно не возьмете кобальтовое сверло, что сделать малое отверстие в тонком листе железа или же наоборот.
Также роль может сыграть производитель, сверла могут быть идентичные, но от разных фирм, в таком случае выбирайте производителя которого знаете или с которым имели дело.
Чтобы определить рабочий диаметр, посмотрите маркировку, так как на изделиях до двух миллиметров она вовсе не ставиться, от 2 до 3 мм ставиться лишь знак компании, а на изделиях от 3 мм маркируют и производителя и рабочий диаметр, потому на это стоит обращать внимание.
Разнообразие сверл по каленому металлу — огромное, потому выбирать, искать на форуме какое лучше, нет смысла, все зависит лишь от двух вещей: задачи которую нужно выполнить и размером вашего бюджета на покупку.
Какие лучше сверла по металлы (видео)
Такой вид инструмента как сверло по металлу можно встретить у любого домашнего мастера, при этом обязательно иметь набор сверл различного размера чтобы иметь возможность делать отверстия нужного диаметра.
Мастерские, обрабатывающие металл на профессиональном уровне имеют в своем инвентаре несколько видов этого инструмента, отличающегося по виду, длине и диаметру. Кроме этого они различаются по:
- виду хвостовиков – элемент, с помощью которого инструмент фиксируется в оборудовании,
- виду режущей части – рабочая поверхность, которая выполняет резку металла,
- виду рабочей поверхности – часть сверла, отвечающая за удаление стружки зоны обработки.
Цилиндрические спиральные сверла
Это самый распространенный вид этого инструмента, который можно встретить в инвентаре каждого мастера. Может применяться во всех видах оборудования и инструмента для сверления. Изготавливают их, согласно ГОСТ 885-77, из инструментальной стали таких марок как HSS, Р6М5 и Р18 что обеспечивает им надежность и долговечность.
Данный вид сверл имеет диаметр 1-16 мм, но в некоторых случаях до 80 мм (как правило их изготавливают по спец заказу для мастерских и цехов) и предназначен для выполнения практически всех видов работ по сверлению металла.
Диаметры сверл по металлу этого типа
В таблице приведены стандартные размеры сверл этого типа для металлообработки. В ней указаны все варианты диаметра, длины и длины рабочей части.
Другие варианты размеров встречаются редко, как правило их изготавливают в небольшом количестве или по заказу металлообрабатывающих предприятий.
Конические сверла по металлу, их размеры и характеристики
Этот тип инструмента имеет канонический хвостовик, которые применяется в станках и некоторых видах профессионального инструмента для сверления и предназначен для сверления отверстий большого диаметра. Поэтому он крайне редко может быть и арсенале домашнего мастера.
Какого диаметра бывают конические сверла. Диаметр этого типа сверл может быть 6–30 мм и иметь повышенную либо нормальную точность. Для промышленных станков этот инструмент может иметь диаметр до 75 мм. Ниже приведена полная таблица со всеми размерами.
Корончатые сверла по металлу, диаметры и характеристики
 Этот вид инструмента еще называют фрезами так как он внешне совершенно не похож на классическое сверло по металлу. Благодаря такому оборудованию можно получить отверстия большого размера – диаметр которого может быть 12–150 мм, но относительно небольшая глубина 5–50 мм. Это обусловлено строением самого инструмента
Этот вид инструмента еще называют фрезами так как он внешне совершенно не похож на классическое сверло по металлу. Благодаря такому оборудованию можно получить отверстия большого размера – диаметр которого может быть 12–150 мм, но относительно небольшая глубина 5–50 мм. Это обусловлено строением самого инструмента
Изготовлено оборудование из быстрорежущей стали. Некоторые сверла имеют напайки из стали повышенной прочности, что значительно ускоряет процесс обработки, в 4–12 раз меньше, чем при применении обычных сверл.
Маркировка сверл по металлу, расшифровка обозначений
 На всех сверлах по металлу, согласно требованиям ГОСТ, должна присутствовать маркировка, по которой можно понять марку стали из которой изготовлен данное оборудование.
На всех сверлах по металлу, согласно требованиям ГОСТ, должна присутствовать маркировка, по которой можно понять марку стали из которой изготовлен данное оборудование.
Если же такой маркировки нет, вероятнее всего данное сверло соответствует требованиям качества и применять его в профессиональной металлообработке не рекомендуется. Однако для домашнего мастера оно может быть отличным вариантом так как стоит дешевле.
Давайте разберемся в маркировке, которую можно увидеть на самом сверле, она состоит из букв и цифр, например Р 9, Р18, р6м5, Р9К15. Буква Р здесь означает что данный инструмент изготовлен из быстрорежущей стали. Далее идет цифра, обозначающая количество вольфрама в стали. Далее идет обозначение легирующего вещества в сплаве, пример:
- К6 – в сплаве присутствует шесть частей кобальта.
- М4 – присутствует четыре части молибдена.
- Ф3 – три части ванадия.
Эти элементы увеличивают прочность, теплостойкость и другие характеристики.
Маркировка, которая идет в сопровождающих документах (упаковке) к оборудованию. Обозначение точности оборудования:
А1 – повышенная точность.
В1 – нормальная точность.
Пример 2300-7055 А1 ГОСТ 885-77, где 2300 это эксплуатационно-конструктивные характеристики, 7055 – порядковый номер изготовления (серия), А1 – повышенная точность инструмента, ГОСТ 885-77 – инструмент соответствует требованиям стандартов 886-77.
Маркировка сверл hss и din
 HSS
. Эта маркировка используется на инструмента зарубежного производства, применяемого в профессиональной металлообработке и способного обрабатывать материал с прочностью до 1100Н/мм2. После аббревиатуры идут дополнительные буквы, обозначающие какой металл еще добавлен в сплав, примеры:
HSS
. Эта маркировка используется на инструмента зарубежного производства, применяемого в профессиональной металлообработке и способного обрабатывать материал с прочностью до 1100Н/мм2. После аббревиатуры идут дополнительные буквы, обозначающие какой металл еще добавлен в сплав, примеры:
- HSS-G TiN (добавление нитрида титана),
- HSS-G TiAlN (с напылением титан-алюминий-нитрида),
- HSS-Co (добавление кобальта),
- HSS-E (добавление кобальта),
- HSS-G (добавление металла P4M3 – молибден),
- HSS-R (добавление металла P2M1 – молибден),
- HSS-E VAP (оборудование для обработки нержавеющей стали).
DIN . Сверла с этой маркировкой предназначены для обработки металла с мягкой и средней стружкой. Являются многоцелевыми и чаще используются домашними мастерами нежели профессиональными мастерскими.
Сверление металлов это технологический процесс, направленный на получение отверстий различного диаметра в металлических листах и заготовках с использованием специального вращающегося инструмента, которое называют сверлом.
Для изготовления сверл применяют твердые не разрушающиеся под механическим воздействием материалы, чаще всего это быстрорежущие легированные сплавы. В зависимости от вида и толщины материала, диаметра отверстия и технологических требований к способу обработки, сверла по металлу могут быть:
- спиральными;
- перовыми.
Каждый вид инструмента обладает своими преимуществами и недостатками, которые существенно влияют на возможность выполнения определенных работ, подробно о всех этих видах .
Основные показатели для выбора
При выборе инструмента для сверления металлов необходимо учитывать:
- состав сплава, из которого их изготовили;
- способ дополнительной обработки и наличие поверхностного покрытия;
- торговую марку производителя;
- диаметр и конструктивную форму;
- конструкцию и углы заточки режущих кромок.
Важно! Режущая часть традиционных спиральных сверл имеет передний и задний угол наклона плоскости режущей части. Геометрические параметры заднего угла заточки определяют величину силы трения при работе и скорость износа инструмента. Увеличение этого показателя позволяет обрабатывать более прочные металлы, но приводит к уменьшению теплоотвода и более быстрому износу.
О чем может сказать цвет
 Важным внешним параметром при выборе сверла может служить цвет поверхности, который говорит о составе сплава, способе обработки и поверхностном укрепляющем покрытии. Качественный инструмент изготавливается из быстрорежущих сплавов с добавлением титана, молибдена или вольфрама. Международное обозначение таких металлов HSS (High Speed Steel).
Важным внешним параметром при выборе сверла может служить цвет поверхности, который говорит о составе сплава, способе обработки и поверхностном укрепляющем покрытии. Качественный инструмент изготавливается из быстрорежущих сплавов с добавлением титана, молибдена или вольфрама. Международное обозначение таких металлов HSS (High Speed Steel).
Однако даже если маркировка сверла содержит подобную надпись, но его поверхность серого стального цвета, покупать такое изделие не стоит. Оно не было подвержено дополнительным видам обработки и не обладает достаточной прочностью и износостойкостью. Цена в этом случае будет невысокой, но и прослужит оно непродолжительное время, с необходимостью частого выполнения заточки.
Сверла могут быть:
- Черными , после термической обработки перегретым паром и дополнительной закалки. Стоимость черного сверла несколько выше, чем у необработанных изделий, но вполне доступна для использования в бытовых целях. Зато повышенная прочность значительно увеличивает срок службы.
- После нагрева готовых сверл в печи и постепенного отпуска металла для снятия внутренних напряжений поверхность приобретает легкий желтый оттенок . В результате износостойкость сверла значительно увеличивается, и его заточка требуется намного реже.
- Ярко золотистый цвет говорить об использовании сплава с добавлением титана, отличающегося максимальной прочностью. Это самые дорогие сверла, но их применение полностью оправдано длительным сроком эксплуатации.
- Серый цвет говорит о низком качестве инструмента. Применяется для разовых работ, после чего выбрасывается. Соответственно такое сверло самое дешевое на рынке.
При определении того, какое сверло будет лучшим именно для ваших условий, подходите к решению вопроса с практической точки зрения. Для постоянного выполнения сверловочных работ лучше купить дорогой, но более износостойкий инструмент. А вот для периодического применения и решения бытовых вопросов вполне подойдут черные или бледно желтые сверла. Это позволит получить необходимый результат при минимально допустимых затратах.
Как делают сверла и почему они разного цвета, видео с завода RUKO (Германия)

Маркировка сверл по металлу, что нужно учесть при выборе
Нанесенные на сверло буквенно-числовые обозначения содержат информацию о:
- диаметре и длине инструмента;
- марке металла, из которого оно изготовлено;
- способе дополнительной обработки и наличии поверхностного напыления;
- классе точности изготовления.
При этом диаметры до 3,0 мм маркировки не имеют, а вся необходимая информация приведена на упаковке.

Область применения может быть обозначена следующими символами:
- HSS-G для сверления мягких сталей, чугуна и цветных металлов;
- HSS-E для высоколегированных и нержавеющих сплавов;
- HSS-TiAIN универсальный инструмент для всех видов материалов.
Наличие подобной маркировки говорит о возможности профессионального применения инструмента.
Как правильно подобрать сверло под металл и другие материалы
| Материалы | HSS-Co | HSS-Tin | HSS-G | HSS-R | |
| Сталь (H/mm 2)<900 | ** | ** | ** | ** |
| Сталь (H/mm 2)<1100 | ** | * | |||
| Сталь (H/mm 2)<1300 | * | * | |||
| Нержавеющея сталь | ** | * | ||
| Чугун | ** | * | * | ** | |
| Алюминий | ** | * | ** | ||
| Латунь | ** | ** | ** | * |
| Бронза | * | * | * | * | |
| Пластик | ** | ** | ** | ** | |
| Древесина | ** | ** | ** | ** | |


Классификация по длине и диаметру
По соотношении длины и диаметра инструмент различается на:
- Короткие сверла, длиной 20-131 мм., их диаметр находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм., диаметр - 0,3-20 мм.
- Длинные с длиной 56-254 мм. и диаметром 1-20 мм.
ТОП 10 наиболее известных производителей
Торговый бренд производителя это так же очень важный фактор, влияющий на правильный выбор. Известные изготовители сверловочного инструмента гарантируют прочность сплава, качество заточки, высокую износостойкость и устойчивость к коррозии. Поэтому, если вы ищете качественное сверло по металлу, то сэкономить не получится. Стоимость известных торговых брендов достаточно высока.
Исключением из этого правила могут оказаться редко встречающиеся сверла, изготовленные в СССР. Увидев такой инструмент, вы можете не сомневаться в его качестве. Специалисты однозначно отзываются об отличных показателях советского инструмента по прочности сплава, длительном сроке эксплуатации и устойчивости режущих кромок. Это обусловлено так же и требованиями ГОСТов того времени к подобному инструменту.
В числе десяти лучших производителей сверловочного инструмента эксперты называют:
- Европейский концерн Bosh , выпускающий сверла из высокопрочной быстрорежущей стали с нанесением поверхностного покрытия из нитрида титана с пределом прочности до 900 Н/мм 2 . Могут применяться для сверления любых металлов, кроме алюминия и его сплавов. Стоимость сверла зависит от его диаметра и длины. Комплект из 12 штук стоит в среднем 3000 рублей.
- Торговый бренд «Атака », отличающийся не только высоким качеством продукции, но и доступностью цен. Изготавливаются из качественных стальных сплавов, способных обеспечить длительный срок эксплуатации даже при условиях высокоскоростной обработки металлов. Средняя стоимость одного сверла менее 100 рублей. 5500 – 7000 Стоит набор для профессионального применения.
- Wurth Zebra Spiralbohrersatz HSS одни из лучших спиральных сверл для обработки металлов. Способны обеспечить возможность сверления при высоких оборотах привода, гарантируя при этом высокое качество кромки и точность размеров. Используются для сверления конструкционных сталей и всех марок чугуна. Могут устанавливаться на стационарные сверлильные станки и ручные электродрели. Средняя стоимость диаметров до 12 мм не превышает 120 рублей за штуку.
- Наборы российской торговой марки «Энкор ». Комплект состоит из 19 предметов диаметром 1-10 мм и стоит в среднем 1000 рублей, поэтому относится к группе недорогого качественного инструмента. Долговечность и надежность сверла обеспечена наличием наконечника из высокопрочного быстрорежущего сплава.
- Немецкий бренд Metabo Bestler производит спиралевидный инструмент с заточкой режущего острия под углом 135 градусов. Это условие позволяет добиться высокой точности сверления даже при любых скоростях вращения. Средняя цена при диаметре до 12 мм составляет 100-120 рублей.
- AEG HSS считаются лучшими сверлами по металлу из доступной ценовой категории. Особая заточка инструмента не требует предварительного кернения на поверхности металла, что значительно упрощает рабочий процесс. Предназначены для сверления легированных сталей с пределом прочности более 1000 Н/мм 2 .
- Сверла российского бренда «ЗУБР » (ZUBR) применяют для обработки всех видов сталей и черных сплавов. Специальная крестообразная заточка обеспечивает самоцентрирование инструмента и высокую точность сверления. Комплект из 20 предметов стоит 1000 рублей.
- Наборы DeWALT можно использовать на производстве и бытовом уровне. Особая конструкция сверла полностью исключает возможность повреждения и дефекты по краям отверстия. Комплект инструмента из 28 предметов диаметром 1-13 мм стоит до 5000 рублей.
- Поверхность сверл Hawera от европейской компании Bohler покрыта нитридом титана, который увеличивает их прочность и износостойкость. Кроме этого все изделия подвергаются специальной шлифовке, которая гарантирует качество сверления при любых скоростях вращения привода. Однако комплект из 20 предметов может стоить до 6000 рублей.
- Irwin TurboMax входит в категорию универсального инструмента, предназначенного не только для обработки металлов, но и пластиков, древесины, гипса и других материалов. При сверлении легированных и нержавеющих сталей необходима обязательная подача охлаждающей жидкости. Стоимость комплекта из 15 сверл около 3000 рублей.
Как видно из приведенного списка предлагаемые в продаже сверла отличаются по своим характеристикам, назначению и цене. Рейтинг производителя также определяет качество изделий, которое обычно подтверждается большим количеством положительных отзывов.