Zavarivanje u zaštitnim plinovima prema GOST 14771
Pročitajte također
5. Prilikom izrade korijena višeslojnog zavara metodom zavarivanja koja se razlikuje od glavne metode kojom se ispunjavaju rubovi, vrijednosti strukturnih elemenata zavarenog spoja moraju se odabrati prema glavnoj metodi zavarivanja. U ovom slučaju, oznaku metode zavarivanja treba napraviti kao razlomak, čiji brojnik označava oznaku metode zavarivanja korijena šava, a nazivnik označava oznaku glavne metode zavarivanja.
6. Za zavarene spojeve C12, C21, C23, C24, U7, U10, T7, koji imaju debljinu dijelova s= 12 mm ili više, kao i za spojeve C15, C16, C25, C27, U8, T8, koji imaju debljinu dijelova s= 20 mm ili više, izvedeno metodom UP zavarivanja, dopušteno je otupljivanje S= 5 ± 2 mm.
Sranje. 2.
Sranje. 3.
8. Veličina i najveća odstupanja kraka kutnog zavara DO I K 1 mora biti instaliran tijekom projektiranja. U tom slučaju veličina noge ne smije biti veća od 3 mm za dijelove debljine do uključivo 3 mm, a 1,2 puta veća od debljine tanjeg dijela pri zavarivanju dijelova debljine veće od 3 mm. Maksimalna odstupanja veličine kraka kutnih zavara od nazivne vrijednosti navedena su u.
9. (Brisano, izmjena br. 1).
10. (Brisano, izmjena br. 3).
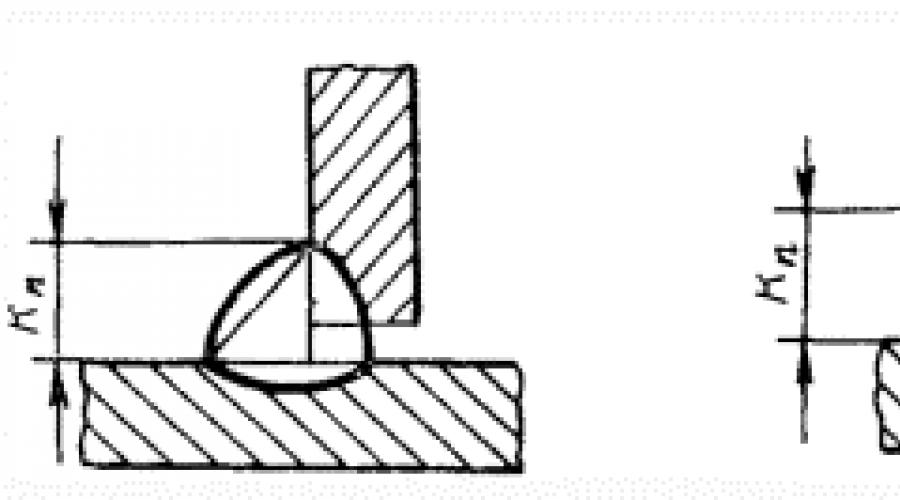
11. Konveksnost ili konkavnost kutnog zavara dopuštena je do 30% kraka, ali ne više od 3 mm. U ovom slučaju, konkavnost ne bi trebala dovesti do smanjenja vrijednosti noge K str(Sl. 4), instaliran tijekom projektiranja.

Sranje. 4 .
Bilješka: Kateta DO nje krak najvećeg pravokutnog trokuta upisan u vanjski dio kutnog zavara. Sa simetričnim šavom iza nogavice DO nprihvaća se bilo koji od jednakih krakova, s asimetričnim šavom - manjim.
(Promijenjeno izdanje, dopuna br. 3).
12. Prije zavarivanja, pomak rubova jedan u odnosu na drugi dopušten je ne više od:
0,2s mm - za dijelove debljine do 4 mm;
0,1s+ 0,5 mm - za dijelove debljine 5 - 25 mm;
3 mm - za dijelove debljine 25 - 50 mm;
0,04s+ 1,0 mm - za dijelove debljine 50 - 100 mm;
0,01s+ 4,0 mm, ali ne više od 6 mm - za dijelove debljine veće od 100 mm.
14. Minimalne vrijednosti krakova kutnog zavara dane su u.
15. Kada koristite zavarivanje ugljičnim dioksidom umjesto ručnog elektrolučnog zavarivanja, krak projektiranog kutnog zavara može se smanjiti na navedene vrijednosti.
16. Kod zavarivanja u ugljičnom dioksidu s elektrodnom žicom, koja osigurava proizvodnju metala zavara s većom vlačnom čvrstoćom od osnovnog metala, krak projektiranog kutnog zavara može se smanjiti na vrijednosti dane u onaj preporučeni.
14 - 16. (Dodatno uvedena izmjena br. 1).
17. U čeonim, čajnim i kutnim spojevima debljine veće od 16 mm, izrađenih u uvjetima ugradnje, dopušteno je povećati nazivnu vrijednost veličine b do 4 mm. U tom slučaju širina šava može se povećati na odgovarajući način e, e 1 .
18. Na mjestima preklapanja zavara i ispravljanja nedostataka dopušteno je povećanje veličine zavara do 30% nazivne vrijednosti.
19. Kod pripreme rubova pomoću ručnih alata, maksimalna odstupanja kuta skošenja ruba mogu se povećati na ± 5°. U tom se slučaju širina šava može promijeniti u skladu s tim e, e 1 .
17 - 19. (Dodatno uvedena izmjena br. 3).
mm
|
Granica razvlačenja zavarenog čelika, MPa |
Minimalni krak kutnog zavara za debljinu debljeg elementa koji se zavaruje |
|||||||
|
od 3 do 4 |
Sv. 4 do 5 |
Sv. 5 do 10 |
Sv. 10 do 16 |
Sv. 16 do 22 |
Sv. 22 do 32 |
Sv. 32 do 40 |
Sv. 40 do 80 |
|
|
Do 400 |
||||||||
|
St. 400 do 450 |
||||||||
Bilješka . Minimalna vrijednost noge ne smije prelaziti 1,2 puta debljinu tanjeg elementa.
mm
|
Noge kutnog zavarivanja za metode zavarivanja |
|||||
|
Ručni luk |
U ugljičnom dioksidu umjesto tipskih elektroda koristiti žicu Sv-08G2S promjera 1,4 do 2,0 mm. |
U ugljičnom dioksidu umjesto tipskih elektroda koristiti žicu Sv-08G2S promjera 0,8 do 1,2 mm. |
|||
|
E42A i E42 |
E46A i E46 |
E50A i E50 |
E42A i E42 |
E46A i E46 |
|
Bilješka . Navedeni podaci ne vrijede za spojeve izvedene kod zavarivanja s produljenim elektrodnim nastavkom ili s polaritetom istosmjerne struje.
(Dodatno uvedena izmjena br. 1).
mm
|
Krak kutnog zavara za omjer vlačne čvrstoće metala šava i vlačne čvrstoće osnovnog metala |
||||
|
St. 5 do 8 uključivo. |
||||
|
St. 8 do 12 uklj. |
||||
|
sv. 12 |
||||
(Dodatno uvedena izmjena br. 3).
INFORMACIJSKI PODACI
1. RAZVIJENO I PREDSTAVLJENO od strane istraživačko-proizvodne udruge TsNIITMASH.
IZVOĐAČI
M. M. Borisenko(voditelj teme); V. D. Khodakov; E. G. Starchenko.
2. ODOBRENO I STUPILO NA SNAGU Rezolucijom Državnog odbora za standarde Vijeća ministara SSSR-a od 28. srpnja 1976. br. 1826.
3. Razdoblje inspekcije je 1990. Učestalost inspekcije je 5 godina.
4. Standard ispunjavaTGL 14905/03 o obliku i sadržaju tablica zavarenih spojeva.
5. UMJESTO GOST 14771-69.
6. REFERENTNI REGULATIVNI I TEHNIČKI DOKUMENTI.
7. PONOVNO IZDANJE s izmjenama i dopunama br. 1, 2, 3, odobrenim u ožujku 1982., prosincu 1986., siječnju 1989. (IUS 6-82, 3-87, 4-89).
5. Prilikom izrade korijena višeslojnog zavara metodom zavarivanja koja se razlikuje od glavne metode kojom se ispunjavaju rubovi, vrijednosti strukturnih elemenata zavarenog spoja moraju se odabrati prema glavnoj metodi zavarivanja. U ovom slučaju, oznaku metode zavarivanja treba napraviti kao razlomak, čiji brojnik označava oznaku metode zavarivanja korijena šava, a nazivnik označava oznaku glavne metode zavarivanja.
6. Za zavarene spojeve C12, C21, C23, C24, U7, U10, T7, koji imaju debljinu dijelova s= 12 mm ili više, kao i za spojeve C15, C16, C25, C27, U8, T8, koji imaju debljinu dijelova s= 20 mm ili više, izvedeno metodom UP zavarivanja, dopušteno je otupljivanje S= 5 ± 2 mm.
Tablica 48
7. Sučeono zavarivanje dijelova nejednake debljine u slučaju da razlika u debljini ne prelazi vrijednosti navedene u tablici. 48, moraju biti proizvedeni na isti način kao i dijelovi iste debljine; konstruktivne elemente pripremljenih rubova i dimenzije zavara treba odabrati prema njihovoj većoj debljini.
Da bi se postigao glatki prijelaz s jednog dijela na drugi, dopušten je nagnuti položaj površine šava (slika 1).
Ako razlika u debljini dijelova koji se zavaruju prelazi vrijednosti navedene u tablici. 48, na dijelu velike debljine s 1 treba napraviti skos s jedne ili s obje strane na debljinu tankog dijela s, kako je naznačeno u đavlu. 2 i 3. U tom slučaju strukturne elemente pripremljenih rubova i dimenzije zavara treba odabrati prema manjoj debljini.
8. Veličina i najveća odstupanja kraka kutnog zavara DO I K 1 mora biti instaliran tijekom projektiranja. U tom slučaju veličina noge ne smije biti veća od 3 mm za dijelove debljine do uključivo 3 mm, a 1,2 puta veća od debljine tanjeg dijela pri zavarivanju dijelova debljine veće od 3 mm. Maksimalna odstupanja veličine kraka kutnog zavara od nazivne vrijednosti navedena su u Dodatku 4.
9. (Brisano, izmjena br. 1).
10. (Brisano, izmjena br. 3).
11. Konveksnost ili konkavnost kutnog zavara dopuštena je do 30% kraka, ali ne više od 3 mm. U ovom slučaju, konkavnost ne bi trebala dovesti do smanjenja vrijednosti noge K str(Sl. 4), instaliran tijekom projektiranja.
Bilješka. Kateta DOn je krak najvećeg pravokutnog trokuta upisan u vanjski dio kutnog zavara. Sa simetričnim šavom iza nogavice DOn prihvaća se bilo koji od jednakih krakova, s asimetričnim šavom - manjim.
(Promijenjeno izdanje, dopuna br. 3).
12. Prije zavarivanja, pomak rubova jedan u odnosu na drugi dopušten je ne više od:
0,2s mm - za dijelove debljine do 4 mm;
0,1s+ 0,5 mm - za dijelove debljine 5 - 25 mm;
3 mm - za dijelove debljine 25 - 50 mm;
0,04s+ 1,0 mm - za dijelove debljine 50 - 100 mm;
0,01s+ 4,0 mm, ali ne više od 6 mm - za dijelove debljine veće od 100 mm.
13. Kod zavarivanja u ugljičnom dioksidu s elektrodnom žicom promjera 0,8 - 1,4 mm dopušteno je koristiti glavne vrste zavarenih spojeva i njihove konstrukcijske elemente u skladu s GOST 5264-80.
14. Minimalne vrijednosti krakova kutnog zavara dane su u Dodatku 1.
15. Pri korištenju zavarivanja ugljičnim dioksidom umjesto ručnog elektrolučnog zavarivanja, krak projektiranog kutnog zavarivanja može se smanjiti na vrijednosti dane u Dodatku 2.
16. Kod zavarivanja u ugljičnom dioksidu s elektrodnom žicom, koja osigurava proizvodnju metala zavara s većom vlačnom čvrstoćom od osnovnog metala, krak projektiranog kutnog zavara može se smanjiti na vrijednosti dane u preporučeni Dodatak 3.
14 - 16.
17. U čeonim, čajnim i kutnim spojevima debljine veće od 16 mm, izrađenih u uvjetima ugradnje, dopušteno je povećati nazivnu vrijednost veličine b do 4 mm. U tom slučaju širina šava može se povećati na odgovarajući način e, e 1 .
18. Na mjestima preklapanja zavara i ispravljanja nedostataka dopušteno je povećanje veličine zavara do 30% nazivne vrijednosti.
19. Kod pripreme rubova pomoću ručnih alata, maksimalna odstupanja kuta skošenja ruba mogu se povećati na ± 5°. U tom se slučaju širina šava može promijeniti u skladu s tim e, e 1 .
17 - 19. (Dodatno uvedena izmjena br. 3).
|
Granica razvlačenja zavarenog čelika, MPa |
Minimalni krak kutnog zavara za debljinu debljeg elementa koji se zavaruje |
|||||||
|
Sv. 10 do 16 |
Sv. 16 do 22 |
Sv. 22 do 32 |
Sv. 32 do 40 |
Sv. 40 do 80 |
||||
|
St. 400 do 450 |
||||||||
Bilješka. Minimalna vrijednost noge ne smije prelaziti 1,2 puta debljinu tanjeg elementa.
|
Noge kutnog zavarivanja za metode zavarivanja |
|||||
|
Ručni luk |
U ugljičnom dioksidu umjesto tipskih elektroda koristiti žicu Sv-08G2S promjera 1,4 do 2,0 mm. |
U ugljičnom dioksidu umjesto tipskih elektroda koristiti žicu Sv-08G2S promjera 0,8 do 1,2 mm. |
|||
Bilješka. Navedeni podaci ne vrijede za spojeve izvedene kod zavarivanja s produženim produžetkom elektrode ili s istosmjernim polaritetom.
|
Krak kutnog zavara za omjer vlačne čvrstoće metala šava i vlačne čvrstoće osnovnog metala |
||||
PRILOZI 1-3.(Dodatno uvedena izmjena br. 1).
DODATAK 4.(Dodatno uvedena izmjena br. 3).
Ova norma utvrđuje glavne vrste, konstrukcijske elemente i dimenzije zavarenih spojeva od čelika, kao i legura na bazi željeza-nikla i nikla, izvedenih elektrolučnim zavarivanjem u zaštiti plina.
Norma ne utvrđuje glavne vrste, konstrukcijske elemente i dimenzije zavarenih spojeva čeličnih cjevovoda u skladu s GOST 16037-80
| Naslov dokumenta: | GOST 14771-76 |
| Vrsta dokumenta: | standard |
| Status dokumenta: | aktivan |
| ruski naziv: | Elektrolučno zavarivanje u zaštiti plina. Zavareni spojevi. Glavni tipovi, strukturni elementi i dimenzije |
| Englesko ime: | Elektrolučno zavarivanje u zaštiti plina. Zavareni spojevi. Glavni tipovi, elementi dizajna i dimenzije |
| Datum ažuriranja teksta: | 01.08.2013 |
| Datum predstavljanja: | 30.06.1977 |
| Datum ažuriranja opisa: | 01.08.2013 |
| Broj stranica u glavnom tekstu dokumenta: | 39 kom. |
| Umjesto toga: | GOST 14771-69 |
| Datum objave: | 01.12.2006 |
| Ponovno izdavanje: | reizdanje s promjenama 1 |
| Datum zadnje izmjene: | 22.05.2013 |
| Dopune i izmjene: | Promjena br. 1 u GOST 14771-76 (1982-08-01) - "Produljeno razdoblje valjanosti" Promjena br. 2 na GOST 14771-76 (1987-07-01) - "Produljeno razdoblje valjanosti" Promjena br. 3 na GOST 14771-76 (1989-03-01) - "Produljeno razdoblje valjanosti" |
| Nalazi se u: | OK Sveruski klasifikator standarda 25 STROJARSTVO (Ovo područje uključuje standarde opće namjene) 25.160 Zavarivanje, tvrdo lemljenje i lemljenje (uključujući plinsko zavarivanje, električno zavarivanje, zavarivanje plazmom, zavarivanje elektronskim snopom, rezanje plazmom, itd.) 25.160.40 Zavarivanje i zavarivanje (uključujući položaj zavarivanja i mehaničko ispitivanje zavarenih spojeva bez razaranja) |
                                       |
|
5. Prilikom izrade korijena višeslojnog zavara metodom zavarivanja koja se razlikuje od glavne metode kojom se ispunjavaju rubovi, vrijednosti strukturnih elemenata zavarenog spoja moraju se odabrati prema glavnoj metodi zavarivanja. U ovom slučaju, oznaku metode zavarivanja treba napraviti kao razlomak, čiji brojnik označava oznaku metode zavarivanja korijena šava, a nazivnik označava oznaku glavne metode zavarivanja.
6. Za zavarene spojeve C12, C21, C23, C24, U7, U10, T7, koji imaju debljinu dijelova s= 12 mm ili više, kao i za spojeve C15, C16, C25, C27, U8, T8, koji imaju debljinu dijelova s= 20 mm ili više, izvedeno metodom UP zavarivanja, dopušteno je otupljivanje S= 5 ± 2 mm.
Tablica 48
mm
Debljina tankog dijela | Razlika u debljini dijela |
4-30 | |
32-40 | |
St. 40 |
7. Sučeono zavarivanje dijelova nejednake debljine u slučaju da razlika u debljini ne prelazi vrijednosti navedene u tablici. 48, moraju biti proizvedeni na isti način kao i dijelovi iste debljine; konstruktivne elemente pripremljenih rubova i dimenzije zavara treba odabrati prema njihovoj većoj debljini.
Da bi se postigao glatki prijelaz s jednog dijela na drugi, dopušten je nagnuti položaj površine šava (slika 1).
Ako razlika u debljini dijelova koji se zavaruju prelazi vrijednosti navedene u tablici. 48, na dijelu velike debljine s 1 treba napraviti skos s jedne ili s obje strane na debljinu tankog dijela s, kako je naznačeno u đavlu. 2 i 3. U tom slučaju strukturne elemente pripremljenih rubova i dimenzije zavara treba odabrati prema manjoj debljini.
8. Veličina i najveća odstupanja kraka kutnog zavara DO I K 1 mora biti instaliran tijekom projektiranja. U tom slučaju veličina noge ne smije biti veća od 3 mm za dijelove debljine do uključivo 3 mm, a 1,2 puta veća od debljine tanjeg dijela pri zavarivanju dijelova debljine veće od 3 mm. Maksimalna odstupanja veličine kraka kutnog zavara od nazivne vrijednosti navedena su u Dodatku 4.
9. (Brisano, izmjena br. 1).
10. (Brisano, izmjena br. 3).
11. Konveksnost ili konkavnost kutnog zavara dopuštena je do 30% kraka, ali ne više od 3 mm. U ovom slučaju, konkavnost ne bi trebala dovesti do smanjenja vrijednosti noge K str(Sl. 4), instaliran tijekom projektiranja.
Sranje. 4.
Bilješka: Kateta DO nje krak najvećeg pravokutnog trokuta upisan u vanjski dio kutnog zavara. Sa simetričnim šavom iza nogavice DO nprihvatljiva je bilo koja od jednakih krakova, s asimetričnim šavom manjeg.
(Promijenjeno izdanje, dopuna br. 3).
12. Prije zavarivanja, pomak rubova jedan u odnosu na drugi dopušten je ne više od:
0,2s mm - za dijelove debljine do 4 mm;
0,1s+ 0,5 mm - za dijelove debljine 5-25 mm;
3 mm - za dijelove debljine 25-50 mm;
0,04s+ 1,0 mm - za dijelove debljine 50-100 mm;
0,01s+ 4,0 mm, ali ne više od 6 mm - za dijelove debljine veće od 100 mm.
13. Kod zavarivanja u ugljičnom dioksidu s elektrodnom žicom promjera 0,8-1,4 mm dopušteno je koristiti glavne vrste zavarenih spojeva i njihove strukturne elemente u skladu s GOST 5264-80.
14. Minimalne vrijednosti krakova kutnog zavara dane su u Dodatku 1.
15. Pri korištenju zavarivanja ugljičnim dioksidom umjesto ručnog elektrolučnog zavarivanja, krak projektiranog kutnog zavarivanja može se smanjiti na vrijednosti dane u Dodatku 2.
16. Kod zavarivanja u ugljičnom dioksidu s elektrodnom žicom, koja osigurava proizvodnju metala zavara s većom vlačnom čvrstoćom od osnovnog metala, krak projektiranog kutnog zavara može se smanjiti na vrijednosti dane u preporučeni Dodatak 3.
14-16. (Dodatno uvedena izmjena br. 1).
17. U čeonim, čajnim i kutnim spojevima debljine veće od 16 mm, izrađenih u uvjetima ugradnje, dopušteno je povećati nazivnu vrijednost veličine b do 4 mm. U tom slučaju širina šava može se povećati na odgovarajući način e, e 1 .
18. Na mjestima preklapanja zavara i ispravljanja nedostataka dopušteno je povećanje veličine zavara do 30% nazivne vrijednosti.
19. Kod pripreme rubova pomoću ručnih alata, maksimalna odstupanja kuta skošenja ruba mogu se povećati na ± 5°. U tom se slučaju širina šava može promijeniti u skladu s tim e, e 1 .
17-19. (Dodatno uvedena izmjena br. 3).
mm
Granica razvlačenja zavarenog čelika, MPa | Minimalni krak kutnog zavara za debljinu debljeg elementa koji se zavaruje |
|||||||
od 3 do 4 | Sv. 4 do 5 | Sv. 5 do 10 | Sv. 10 do 16 | Sv. 16 do 22 | Sv. 22 do 32 | Sv. 32 do 40 | Sv. 40 do 80 |
|
Do 400 | ||||||||
St. 400 do 450 | ||||||||
Bilješka . Minimalna vrijednost noge ne smije prelaziti 1,2 puta debljinu tanjeg elementa.
mm
Noge kutnog zavarivanja za metode zavarivanja |
|||||
Ručni luk | U ugljičnom dioksidu umjesto tipskih elektroda koristiti žicu Sv-08G2S promjera 1,4 do 2,0 mm. | U ugljičnom dioksidu umjesto tipskih elektroda koristiti žicu Sv-08G2S promjera 0,8 do 1,2 mm. |
|||
E42A i E42 | E46A i E46 | E50A i E50 | E42A i E42 | E46A i E46 |
|
Bilješka . Navedeni podaci ne vrijede za spojeve izvedene kod zavarivanja s produženim produžetkom elektrode ili s istosmjernim polaritetom.
(Dodatno uvedena izmjena br. 1).
mm
Krak kutnog zavara za omjer vlačne čvrstoće metala šava i vlačne čvrstoće osnovnog metala |
||||
(Dodatno uvedena izmjena br. 1).
mm
Nazivna veličina kraka kutnog zavara | Maksimalna odstupanja veličine kraka kutnog zavara od nominalne vrijednosti |
Do 5 uklj. | |
St. 5 do 8 uključivo. | |
St. 8 do 12 uklj. | |
sv. 12 |
(Dodatno uvedena izmjena br. 3).
INFORMACIJSKI PODACI
1. RAZVIJENO I PREDSTAVLJENO od strane istraživačko-proizvodne udruge TsNIITMASH.
IZVOĐAČI
M. M. Borisenko(voditelj teme); V. D. Khodakov; E. G. Starchenko.
2. ODOBRENO I STUPILO NA SNAGU Rezolucijom Državnog odbora za standarde Vijeća ministara SSSR-a od 28. srpnja 1976. br. 1826.
3. Razdoblje inspekcije je 1990. Učestalost inspekcije je 5 godina.
4. Standard ispunjavaTGL 14905/03 o obliku i sadržaju tablica zavarenih spojeva.
5. UMJESTO GOST 14771-69.
6. REFERENTNI REGULATIVNI I TEHNIČKI DOKUMENTI.
7. PONOVNO IZDANJE s izmjenama i dopunama br. 1, 2, 3, odobrenim u ožujku 1982., prosincu 1986., siječnju 1989. (IUS 6-82, 3-87, 4-89).
GOST 14771-76
MEĐUDRŽAVNI STANDARD
ZAŠTITNO LUČNO ZAVARIVANJE
ZAVARENI SPOJEVI
GLAVNI TIPOVI, KONSTRUKCIJSKI ELEMENTI I DIMENZIJE
Službena objava
Standardinform
MEĐUDRŽAVNI STANDARD
Elektrolučno zavarivanje u zaštiti plina
ZAVARENI SPOJEVI
Glavni tipovi, strukturni elementi i dimenzije
Elektrolučno zavarivanje u zaštiti plina.
Glavni tipovi, konstrukcijski elementi i mjere MKC 25.160.40
GOST 14771-69
Rezolucijom Državnog odbora za standarde Vijeća ministara SSSR-a od 28. srpnja 1976. br. 1826 određen je datum uvođenja
Razdoblje valjanosti ukinuto je Uredbom Gosstandarta od 18. lipnja 1992. br. 553
1. Ova norma utvrđuje glavne vrste, konstrukcijske elemente i dimenzije zavarenih spojeva od čelika, kao i legura na bazi željeza-nikla i nikla, izvedenih elektrolučnim zavarivanjem u zaštiti plina.
Norma ne utvrđuje glavne vrste, strukturne elemente i dimenzije zavarenih spojeva čeličnih cjevovoda u skladu s GOST 16037-80.
2. U normi su usvojene sljedeće oznake metoda zavarivanja:
IN - u inertnim plinovima, nepotrošiva elektroda bez dodatnog metala;
INP - u inertnim plinovima s nepotrošnom elektrodom s dodatnim metalom;
IP - u inertnim plinovima i njihovim smjesama s ugljičnim dioksidom i kisikom s potrošnom elektrodom;
UP - u ugljičnom dioksidu i njegovoj smjesi s kisikom s potrošnom elektrodom.
3. Glavne vrste zavarenih spojeva moraju odgovarati onima navedenima u tablici. 1.
Službeno izdanje Umnožavanje zabranjeno
Izdanje (prosinac 2006.) s izmjenama i dopunama br. 1, 2, 3, odobreno u ožujku 1982., prosinac 1986.,
siječnja 1989. (IUS 6-82, 3-87, 4-89).
© Standards Publishing House, 1976 © Standartinform, 2007
spreman]
Lik
Oblik presjeka
|
Uvjetna oznaka zavareni veze |
||||
S prirubnicom na dva ruba

Jednostrano

S prirubnicom na jednom rubu
T///F\m
Jednostrano
Bez kosine
Jednostrano
Jednostrano
Bilateralni
GOST 14771-TB

Lik
Oblik presjeka

Debljina zavarenih dijelova, mm, za metode zavarivanja
Uvjetna
oznaka
zavareni
veze
Jednostrano
Jednostrano
S jednim rubom zakošenim

Jednostrano
Jednostrano
dvorac



Sa zakrivljenim skošenjem jednog ruba
S odlomljenim skošenjem na jednom rubu
Bilateralni
metričke kosine jednog ruba







GOST 14771-TB S.

4 GOST 14771-TB
Lik
Oblik presjeka
Debljina zavarenih dijelova, mm, za metode zavarivanja
Uvjetna
oznaka
zavareni
veze
Sa slomljenim skošenjem dva ruba

S dva simetrična skošenja dviju grudica
S dvije simetrične krivulje
Bilateralni
dva sama ruba
Sa dva simetrična lo-
dva ruba







S prirubnicom na jednom rubu
Jednostrano
Bez zakošenih rubova

|
pripremljeno |
Lik završeni šav |
|
|
Bez zakošenih rubova |
Bilateralni |
|
|
S jednim rubom zakošenim |
Jednostrano |
|
|
Bilateralni |
||
|
S dva simetrična skošenja na jednom rubu |
||
|
S dva skošena ruba |
Jednostrano |
|
|
Bilateralni |
||
|
Bez zakošenih rubova |
Jednostrano |
Oblik presjeka
Debljina zavarenih dijelova, mm, da metode zavarivanja
Uvjetna
oznaka

0,8-12,0

GOST 14771-TB
Lik
Oblik presjeka
Debljina zavarenih dijelova, mm, za metode zavarivanja
Uvjetna
oznaka
zavareni
Bez kosine
Bilateralni
Jednostrano
1
S jednim rubom zakošenim
»
Bilateralni
1
metričke kosine jednog ruba
Bilateralni
Jednostrano
Bez kosine

Bilateralni




0,8-10,0

Tehničke specifikacije
GOST 14771-TB S.
4. Strukturni elementi zavarenih spojeva, njihove dimenzije i najveća odstupanja za njih moraju odgovarati onima navedenima u tablici. 2-47 (prikaz, ostalo). Osim navedenih metoda zavarivanja dopušteno je koristiti i druge metode elektrolučnog zavarivanja u zaštitnim plinovima.

Dimenzije, mm
Tablica 3

Dimenzije, mm
Tablica 4
Strukturni elementi
zavareni šav
da, ne više
+0,2
u
1,0-1,4
^Veličina za referencu
+ 1,0
Tablica 5
Dimenzije, mm
|
Simbol zavarenog spoja |
Strukturni elementi |
Metoda zavarivanja |
da, ne više | |||||||||||
|
pripremljeni rubovi za zavarivanje |
zavareni šav | |||||||||||||
Tablica 6



-Joj oh ja ja ja »
|
Metoda zavarivanja |
||||||||||||||||
str
Dimenzije, mm

S. 10 GOST 14771-76

Tablica 10

A
Metoda zavarivanja
1
U
GOST 14771-76 S. 11

12 GOST 14771-76

Dimenzije, mm

£e I 3 Zona yo o e kao re

S 03 5 £ o tz X f S o
Metoda zavarivanja
Pret. isključeno
Pret. isključeno
Pret. isključeno
Pret. isključeno
y, grad (ograničenje isključeno +2°)
GOST 14771-76 S. 13

14 GOST 14771-TB
Tablica 15

Dimenzije, mm
Tablica 16




GOST 14771-TB S. 17

18 GOST 14771-TB

GOST 14771--76 str. 19

20 GOST 14771-76

GOST 14771-TB S. 21

Tablica 25
Dimenzije, mm

Tablica 26

Dimenzije, mm
Tablica 27

Tablica 28

Dimenzije, mm
Tablica 29

Tablica 30

^Veličina za referencu
Dimenzije, mm
Tablica 31

Dimenzije, mm
Tablica 32

Tablica 33

Dimenzije, mm
Tablica 34

Dimenzije, mm
Tablica 35


GOST 14771-TB S. 27
Dimenzije, mm

28 GOST 14771-76
Tablica 38

Dimenzije, mm
Tablica 39

Tablica 40

Dimenzije, mm
Tablica 41
Uvjetna
oznaka
zavareni
veze
Strukturni elementi
pripremljeni rubovi zavarenih dijelova
zavareni šav
Pret. isključeno
Tehničke specifikacije
1

INP, IP, GORE

6,0-20,0
+ 1,0
+2,0

Dimenzije, mm
Tablica 43


i ja
Metoda zavarivanja
Pret. isključeno
Pret. isključeno
Dimenzije, mm

S. 32 GOST 14771-76
Tablica 46
Uvjetna
oznaka
zavareni
veze
Strukturni elementi
pripremljeni rubovi zavarenih dijelova
zavareni šav
+ 1,0
+ 1,0
+2,0
Tablica 48
(Promijenjeno izdanje, dopuna br. 1, 2, 3).
5. Prilikom izrade korijena višeslojnog zavarivanja metodom zavarivanja koja se razlikuje od glavne metode koja se koristi za ispunjavanje rubova, vrijednosti strukturnih elemenata zavarenog spoja moraju se odabrati prema glavnoj metodi zavarivanja. U ovom slučaju, označavanje metode zavarivanja treba izvesti kao razlomak, čiji brojnik označava oznaku metode zavarivanja korijena šava, a nazivnik označava oznaku glavne metode zavarivanja.
6. Za zavarene spojeve C12, C21, C23, C24, U7, U10,
T7, s debljinom dijela s = 12 mm ili više, kao i za spojeve C15, C16, C25, C27, U8, T8, s debljinom dijela s = 20 mm ili više, izrađene metodom UP zavarivanja, tupljenjem s = (5+ 2) mm.
7. Sučeono zavarivanje dijelova nejednake debljine u slučaju da razlika u debljini ne prelazi vrijednosti navedene u tablici. 48, treba izvesti na isti način kao i dijelovi
jednaka debljina; konstruktivne elemente pripremljenih rubova i dimenzije zavara treba odabrati prema njihovoj većoj debljini.
Da bi se postigao glatki prijelaz s jednog dijela na drugi, dopušten je nagnuti položaj površine šava (slika 1).
Ako razlika u debljini dijelova koji se zavaruju prelazi vrijednosti navedene u tablici. 48, na dijelu velike debljine Sj treba napraviti kosinu s jedne ili obje strane na debljinu tankog dijela s, kao što je prikazano na sl. 2 i 3. U tom slučaju strukturne elemente pripremljenih rubova i dimenzije zavara treba odabrati prema manjoj debljini.
8. Veličina i najveća odstupanja kraka kutnog zavara K i K\ moraju se utvrditi tijekom projektiranja. U tom slučaju veličina noge ne smije biti veća od 3 mm za dijelove debljine do uključivo 3 mm, a 1,2 puta veća od debljine tanjeg dijela pri zavarivanju dijelova debljine veće od 3 mm. Maksimalna odstupanja veličine kraka kutnog zavara od nazivne vrijednosti navedena su u Dodatku 4.
9. (Brisano, izmjena br. 1).
10. (Brisano, izmjena br. 3).
11. Konveksnost ili konkavnost kutnog zavara dopuštena je do 30% kraka, ali ne više od 3 mm. U ovom slučaju, konkavnost ne bi trebala dovesti do smanjenja vrijednosti noge K p (slika 4) utvrđene tijekom projektiranja.
Bilješka. Krak K p je krak najvećeg pravokutnog trokuta upisanog u vanjski dio kutnog zavara. Sa simetričnim šavom, bilo koji od jednakih krakova uzima se kao krak Kp, s asimetričnim šavom - manji.
(Promijenjeno izdanje, dopuna br. 3).
12. Prije zavarivanja, pomak rubova jedan u odnosu na drugi dopušten je ne više od:
0,2 s mm - za dijelove debljine do 4 mm;
0,1 s + 0,5 mm - za dijelove debljine 5-25 mm;
3 mm - za dijelove debljine 25-50 mm;
0,04 s + 1,0 mm - za dijelove debljine 50-100 mm;
0,01 s + 4,0 mm, ali ne više od 6 mm - za dijelove debljine veće od 100 mm.
13. Kod zavarivanja u ugljičnom dioksidu s elektrodnom žicom promjera 0,8-1,4 mm dopušteno je koristiti glavne vrste zavarenih spojeva i njihove strukturne elemente u skladu s GOST 5264-80.
14. Minimalne vrijednosti krakova kutnog zavara dane su u Dodatku 1.
15. Pri korištenju zavarivanja ugljičnim dioksidom umjesto ručnog elektrolučnog zavarivanja, krak projektiranog kutnog zavarivanja može se smanjiti na vrijednosti dane u Dodatku 2.
16. Kod zavarivanja u ugljičnom dioksidu s elektrodnom žicom, koja osigurava proizvodnju metala zavara s većom vlačnom čvrstoćom od osnovnog metala, krak projektiranog kutnog zavara može se smanjiti na vrijednosti dane u Dodatak 3.
14-16 (prikaz, ostalo). (Dodatno uvedena izmjena br. 1).


17. U čeonim, čajnim i kutnim spojevima debljine veće od 16 mm, izrađenih u uvjetima ugradnje, dopušteno je povećati nazivnu vrijednost veličine b na 4 mm. U tom slučaju, širina šava e, e± može se u skladu s tim povećati.
18. Na mjestima preklapanja zavara i ispravljanja nedostataka dopušteno je povećanje veličine zavara do 30% nazivne vrijednosti.
19. Kod pripreme rubova pomoću ručnih alata, maksimalna odstupanja kuta skošenja ruba mogu se povećati na +5°. U tom slučaju, širina šava e, b\ može se promijeniti u skladu s tim.
17-19 (prikaz, ostalo). (Dodatno uvedena izmjena br. 3).
Bilješka. Minimalna vrijednost noge ne smije prelaziti 1,2 puta debljinu tanjeg elementa.
Noge kutnog zavarivanja za metode zavarivanja
|
U ugljičnom dioksidu umjesto tipskih elektroda koristiti žicu Sv-08G2S promjera 1,4 do 2,0 mm. |
U ugljičnom dioksidu umjesto tipskih elektroda koristiti žicu Sv-08G2S promjera 0,8 do 1,2 mm. |
||||
Bilješka. Navedeni podaci ne vrijede za spojeve izvedene kod zavarivanja s produženim produžetkom elektrode ili s istosmjernim polaritetom.
Krak kutnog zavara za omjer vlačne čvrstoće metala zavara i vlačne čvrstoće
puknuće osnovnog metala
PRILOZI 1-3. (Dodatno uvedena izmjena br. 1).
PRILOG 4. (Dodatno uveden Izmjena i dopuna br. 3).
Urednik V.N. Kopysov Tehnički urednik L.A. Guseva Korektor M.V. Beech Computer layout L.A. Kružni
Potpisano za tisak 15. siječnja 2007. Format 60 x 84 U 8. Offset papir. Pismo slova Times. Offset tisak. Uel. pećnica l. 4.65. Akademsko ur. l. 4.20. Naklada 128 primjeraka. Zach. 33. C 3576.
FSUE "Standartinform", 123995 Moskva, Granatny per., 4. Upisano u FSUE "Standartinform" na računalu.
Tiskano u podružnici FSUE "Standardinform" - vrsta. “Moskovski tiskar”, 105062 Moskva, Lyalin lane, 6