Oznake na svrdlima za metal. Izbor svrdla za metal. Oznake spiralnim svrdlom: značenje slova
Pročitajte također
Svrdlo za metal: dizajn, geometrija, elementi svrdla. Kako i od čega se izrađuju svrdla. Vrste drški i oznake. Pravila odabira, primjene i skladištenja. Najbolji proizvođači i savjeti za odabir svrdla za metal.
U strojarstvu je svrdlo za metal drugi najčešće korišteni alat nakon rezača, au kućanstvu samouvjereno dijeli vodstvo s pilom za metal i reznim kotačem. Strukturno, svrdlo je dugačka cilindrična metalna šipka s dva rezna ruba na kraju i spiralnim utorima za uklanjanje strugotine. Načelo rezanja metala i formiranja rupe za sve vrste ovog alata gotovo je isto, stoga se glavna klasifikacija svrdla za metal temelji na značajkama dizajna (vrsta drške, spiralni profil, vrsta reznog ruba itd.). Prilično je teško odrediti sve potrebne karakteristike bušilice po izgledu, budući da oznake ugravirane na metal drške sadrže samo podatke o promjeru alata, materijalu izrade i proizvođaču. Stoga, da biste odabrali bušilicu za obradu tvrdih, lomljivih ili žilavih metala i legura, morate koristiti kataloge proizvođača. Dugotrajno i kratkotrajno skladištenje bušilica mora se provoditi prema određenim pravilima, jer su alatni i brzorezni čelici skloni koroziji, a oštri rubovi se lako oštećuju prilikom udaranja u metal.
Svaka bušilica, bez obzira na svrhu i značajke dizajna, sastoji se od dvije glavne komponente: drške i radnog dijela. Prvi služi za prijenos rotacije na alat s pogona ili za fiksiranje u stacionarnom stanju (na strugovima). Radni dio sastoji se od niza elemenata koji izravno podupiru proces bušenja. Geometrija svrdla ovisi o karakteristikama bušenja za koje je namijenjeno, kao i o materijalu izratka koji se obrađuje (razni metali, drvo, plastika, kompoziti, keramika).
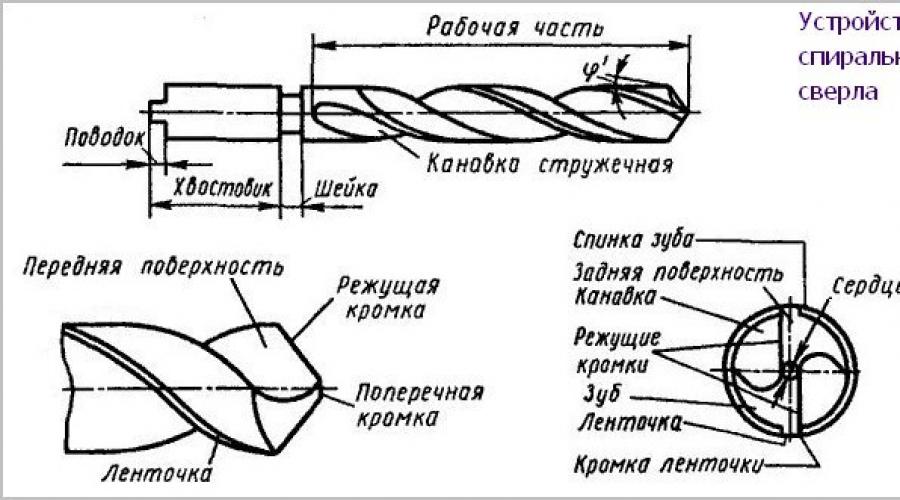
Kao primjer, uzmimo jedan od najčešćih tipova takvih alata u industriji: spiralno svrdlo za obradu metala sa stožastim drškom (vidi crtež u nastavku). Svi kutovi bušenja prikazani na slici odgovaraju metalnim radovima opće namjene. Lijevo je pogled sa strane, a desno je s radnog kraja (uvećano).
Sve glavne komponente i geometrijski parametri takve bušilice navedeni su u nastavku s objašnjenjima:
- koljenica. Služi za učvršćivanje alata u vretenu ili steznoj glavi stroja. Prilikom bušenja metala na tokarilici, on je fiksno pričvršćen u konus konja.
- Radni dio. Formira cilindričnu rupu (ili udubljenje). Sastoji se od reznog dijela, čija je duljina za takve bušilice za metal obično pola njihovog promjera i vodilice s utorima za uklanjanje strugotine.
- Morseov konus. Za ugradnju u vretena i konja alatnih strojeva koristi se alat s konusnim drškom, a za stezanje u čeljusne i stezne glave koristi se alat s cilindričnim drškom.
- Šapa. Ovi strukturni elementi prisutni su samo na zašiljenim drškama i dizajnirani su da izbace alat iz vretena ili osovine.
- Vrat. Omogućuje prikladan pristup i povlačenje brusnog alata prilikom obrade spiralnih utora. Ne obavlja nikakve operativne funkcije, pa se obično označava svrdlom (utisnuto izravno na metal).
- Vodeći dio. Naziva se i kalibracija. Oslanjajući se na stijenke rupe izbušene u metalu, vodi alat duž njegove osi. Uključuje spiralne prugaste površine i žljebove za evakuaciju strugotine.
- Kut nagiba spiralne površine. Za obradu metala je 18÷30°.
- Utor za uklanjanje strugotine. Brzina uklanjanja strugotine ovisi o njegovoj širini, nagibu i kvaliteti površine.
- Promjer reznog dijela. Jednaka udaljenosti između vanjskih rubova reznih rubova.
- Sječivo. Ovo je oštar rub između nagnute površine (žljeba za strugotine) i stražnje površine tla.
- Glavni tjemeni kut. Kut između oštrica ima značajan utjecaj na proces rezanja i čvrstoću alata za bušenje. Za metalne radove njegova standardna vrijednost je 116÷118°.
- Stražnja površina. Kako bi se smanjilo trenje u zoni rezanja, stražnja površina je naoštrena pod kutom u odnosu na oštricu. Za bušenje metala, njegova vrijednost u blizini trake treba biti 8÷12°.
- Džemper. Strukturni dio zajednički za obje stražnje površine.
- Poprečni rezni rub. Oštar rub na mostu koji razdvaja stražnje površine. Uz pravilno oštrenje, u sredini se nalazi geometrijsko središte reznog dijela, koje se mora podudarati s osi alata.
- Vrpca. Dvije trake koje malo strše iznad spiralnih površina, koje kalibriraju otvor i smanjuju trenje o njegove stijenke.
Opći raspored drugih vrsta svrdla za metal je sličan ovome, iako se ovisno o njihovoj namjeni mogu razlikovati u dizajnu reznog dijela i utora za uklanjanje strugotine.
Vrste svrdla za metal
Glavna klasifikacija alata za bušenje provodi se prema njihovom dizajnu, jer je izravno povezana sa svrhom određene vrste bušilice za metal. Osim toga, unutar vrsta dizajna razlikuju se varijante prema vrsti materijala za koji je određeni alat namijenjen za obradu (tzv. rezne skupine). Za njih ne postoji stroga klasifikacija, ali obično se razlikuju sljedeće vrste na temelju vrste radnog dijela:- spirala;
- perje;
- centriranje;
- poseban.
Među specijalnim svrdlima najveću skupinu čini alat za duboko bušenje metalnih izradaka. Zasebne podskupine također uključuju proizvode za bušenje rupa velikog promjera i stepenastih cilindričnih profila. Događa se da moderni montažni alat ima tako složen ili inovativan dizajn da se klasificira u nekoliko vrsta odjednom.
Spiralni oblik
Tradicionalna, široko rasprostranjena vrsta alata za bušenje je spiralna bušilica, u kojoj se formiranje cilindrične rupe u metalu izvodi s dva simetrična rezna ruba. U ovom slučaju, uklanjanje nastalih strugotina prolazi kroz spiralne utore, čiji su početni dio prednje površine koje tvore te rubove. Po dizajnu, ovi proizvodi mogu biti monolitni ili montažni, sa zamjenjivom glavom ili mehaničkim pričvršćivanjem reznih umetaka. Kako bi se smanjilo trenje i povećala brzina uklanjanja strugotine, spiralni dio je poliran i presvučen materijalima otpornim na habanje.
Obrazac koraka
Koračna svrdla koriste se za izradu rupa male dubine s fiksnom geometrijom koraka. Takav alat omogućuje vam oblikovanje dvije ili više cilindričnih površina u jednom prolazu i najčešće se koristi u automatiziranoj obradi. Po dizajnu, moderne koračne bušilice u pravilu su monolitni blok koji ponavlja konfiguraciju buduće rupe, s redovima reznih ploča i ravnih utora. Prvi buše početnu rupu u metalu izratka, a oni koji slijede su rupe za razvrtanje. Najveći problem s ovim alatom je uklanjanje strugotine tijekom strojne obrade. Stoga je njihova uporaba ograničena na visoko specijalizirana područja.Svrdla za jezgre
Svrdlo za jezgre je šuplji alat s prstenastim rasporedom od šest ili dvanaest reznih površina i odgovarajućim brojem utora za uklanjanje strugotine. Koristi se za bušenje rupa velikog promjera u metalu. Tijekom rada, rezni rubovi režu samo prsten oko sredine buduće rupe, a središnji dio metala jednostavno ispada (ili je izbačen) nakon prolaska. Ovaj alat je klasificiran kao alat za bušenje, odnosno prema ustaljenoj tradiciji, jer je po svom principu rada mnogo bliži rezačima.Pužna bušilica
Pri bušenju rupa u metalu do dubina koje su višestruke od 30-40 promjera, koriste se izdužene svrdla posebnog dizajna sa spiralnim utorom u obliku svrdla. Ovo rješenje uvelike poboljšava uklanjanje strugotine i omogućuje kontinuirano bušenje metala do pune dubine rupe bez povremenog povlačenja alata. Pužna svrdla razlikuju se od konvencionalnih spiralnih svrdla po velikim kutovima nagiba utora (do 65°) i njihovom trokutastom profilu. Osim toga, imaju povećani promjer jezgre i posebno oštrenje prednje površine.Pernate bušilice
Perasta svrdla koriste se za izradu rupa u metalu prekrivenom korom od lijevanja i kamencem. Strukturno, ovo je najjednostavniji alat za bušenje, jer ima ravne utore i rezni dio u obliku ploče. Njegovi nedostaci izravna su posljedica jednostavnog dizajna i niske cijene. Tijekom procesa bušenja metala pernate bušilice slabo uklanjaju strugotinu i teže se odmaknuti od osi rupe. Ploča koja strši prema naprijed smanjuje čvrstoću cijelog proizvoda, što ne dopušta rad pri velikim posmacima, a također zahtijeva često ponovno brušenje. Ovo je visoko specijalizirani alat povećane krutosti, koji se koristi pri radu s odljevcima i ukovcima.Vrste drške
U skladu s ranim sovjetskim GOST-ovima, koji su još uvijek na snazi, za alate za bušenje metala predviđene su dvije vrste drški: cilindrične i konusne (Morse). Godine 1990. usvojen je GOST 28706-90, koji je duplicirao propis ISP 9766-89 za cilindrične drške s ravnima. Ova vrsta drške namijenjena je za montažne bušilice za metal, kod kojih ravnina onemogućuje okretanje opreme tijekom rada. Sada se ovo rješenje naširoko koristi za modularne alate, a gdje je bušilica izravno pričvršćena na vreteno, još uvijek se koriste proizvodi s Morseovim konusom.Označavanje bušilica prema GOST-u
Pravila za označavanje bušilica regulirana su GOST 2034-80. Prema ovom dokumentu, oznake se ne primjenjuju na alate za bušenje promjera manjeg od dva milimetra. Sve informacije o njima moraju biti navedene na naljepnici pakiranja. Za svrdla debljine preko dva do tri milimetra, oznaka svrdla za metal sadrži samo vrijednost promjera i klasu čelika (tako se mogu razlikovati od alata do dva milimetra). Za promjere veće od tri milimetra, proizvođač mora navesti njegovu veličinu, svoj zaštitni znak, kvalitetu metala i klasu točnosti kao dio oznake. Stupanj metala od kojeg je izrađen alat može se naznačiti u obliku GOST oznake čelika (na primjer, R6M7K6) i međunarodne kratice općenito prihvaćene za brzorezne čelike (HSS) uz dodatak oznaka glavnog legiranog metala (Co, Ni, Ti, itd.) (vidi sliku u nastavku). Strani proizvođači označavaju svoje proizvode na sličan način, tako da ruske bušilice možete razlikovati od uvezenih samo po robnoj marki.
Oznaka boje
Svi vodeći proizvođači alata za bušenje u svojim katalozima koriste oznake boja za označavanje proizvoda, predviđene međunarodnom normom ISO 513. U skladu s ovim regulatornim dokumentom, svi materijali alata podijeljeni su u šest skupina, od kojih je svaka namijenjena za obradu određenih vrste metala, legura i polimernih materijala.| Skupina | Boja | Prerađeni metali i plastika |
|---|---|---|
| P | Plava | Određene vrste ugljičnih, legiranih i alatnih čelika. Čelici za odljevke. Neke vrste čelika otpornih na koroziju. |
| M | Žuta boja | Austenitni čelici otporni na koroziju. Određene vrste nemagnetskih i čelika otpornih na habanje. |
| K | Crvena | Razne marke lijevanog željeza. |
| N | zelena | Obojeni metali i njihove legure. Termoplasti i duroplasti. |
| S | zlatni | Toplinski otporne legure na bazi nikla, kobalta, titana i željeza. |
| H | Sivo | Kaljeni čelici visoke tvrdoće. |
Strukturno, spiralna bušilica sastoji se od dvije glavne komponente: radnog dijela i drške. Prvi je izrađen od brzoreznog čelika ili tvrdih legura, a drugi je izrađen od ugljičnog alatnog čelika. Proizvodnja spiralnih svrdla za metal uključuje sljedeće proširene faze:Osim toga, svaka skupina rezanja podijeljena je u skupine primjene koje su označene brojevima u rasponu od 1 do 40. Skupine s višim indeksom imaju veću čvrstoću, a s nižim indeksom veću tvrdoću i otpornost na habanje.
- Priprema komponenti. Cilindrični obrasci za oba dijela režu se na strojevima za šipke, a zatim se čiste od rubova, površinskih oksida i onečišćenja.
- Zavarivanje. Dva dijela izrađena od različitih metala zavarena su otpornim sučeonim zavarivanjem. Nakon toga, višak metala se uklanja iz zavarenih spojeva, a obradaci se ravnaju kako bi dobili točan cilindrični oblik.
- Okretanje. Radni komadi se centriraju i bruse na točnu veličinu. U istoj fazi, krajevi se odrežu, konus drške se izoštri, a kraj konusa se brusi za stopalo (za alat s cilindričnim drškom, posljednje dvije operacije su odsutne).
- Mljevenje. Stopa (za sužene drške), spiralni utori i bokovi su glodani. Nakon toga izradak se podvrgava toplinskoj obradi, nakon čega slijedi čišćenje u stroju za pjeskarenje.
- Mljevenje. Utori spirala su brušeni i polirani. Nakon toga se drška i radni dio podvrgavaju brušenju (s doradom obrnutog konusa).
- Oštrenje svrdla.
Kućišta gotovih alata za bušenje, kod kojih je rezni dio izrađen od karbidnih ploča s lemljenim ili mehaničkim pričvršćivanjem, prilično su složeni proizvodi, jer njihova izrada zahtijeva složeno glodanje i tokarenje. Stoga se obično izrađuju na CNC strojevima ili obradnim centrima.
Tablica veličina svrdla za metal
Državni standardi, pravila za proizvodnju spiralnih i centrirnih svrdla za metal, uključuju tablice raspona veličina za različite dizajne i smjerove rotacije spirale. Svaka standardna veličina ima jedinstvenu oznaku digitalnog koda. Na primjer, ako je promjer svrdla s cilindričnim drškom 3,1 mm, ima dizajn N1 i desnu spiralu, tada bi njegova ukupna duljina trebala biti 65 mm, duljina radnog dijela trebala bi biti 36 mm, a kodna oznaka takvog proizvoda bit će 2300-7517. Tablice veličina za svrdla za metal s konusnim drškom uključuju raspon promjera od 5 do 80 mm, a za alate s cilindričnim drškom - od 0,25 do 20 mm. Istodobno, za tanke bušilice promjera do 1 mm, dostupna je samo verzija N1 s desnom spiralom.
Materijali za proizvodnju i premazi
Glavni materijali za izradu radnih dijelova monolitnih alata za bušenje su brzorezni čelici i tvrde legure. Čelici s volframom ili legurama volfram-molibden najčešće se koriste kao brza rezača. Potonji se također koriste u verziji s dodatkom kobalta. Tvrde legure, koje se proizvode metodama metalurgije praha, trajnije su, jače i otpornije na toplinu od brzoreznih čelika. Obično sadrže nekoliko vatrostalnih metala kao što su volfram, titan, kobalt i tantal. Neki proizvodi dizajnirani za izvođenje nekoliko tehnoloških operacija u jednoj instalaciji alata (na primjer, kombinirana bušilica) mogu uključivati komponente izrađene od različitih materijala alata.Kako bi se poboljšala učinkovitost bušilica za metal, njihove površine su podvrgnute dodatnoj obradi ili obložene spojevima tvrdih metala. Najčešće metode obrade koje povećavaju čvrstoću i otpornost na habanje alata su cijanizacija i sulfidacija. A za zaštitne premaze obično se koristi titanijev karbonitrid (TiCN), uključujući legirani aluminij (TiAlN).
Kako odabrati bušilicu za metal koji se obrađuje
Prilikom odabira svrdla za rad s metalom prije svega morate se upoznati s oznakama boja prema standardu ISO 513, kojeg se pridržavaju svi proizvođači alata za bušenje. Treba imati na umu da se takve oznake ne primjenjuju na sam proizvod, već su prisutne samo u njegovom kataloškom opisu. Možete se, naravno, osloniti na savjet konzultanta u trgovini alata, ali ova je metoda prikladna samo ako trebate odabrati svrdlo za bušilicu dizajniranu za rad s običnim konstrukcijskim čelikom. Ako morate bušiti tvrde ili žilave metale ili zahtijevate kvalitetan rad po narudžbi, onda je bolje slijediti preporuke stručnjaka. Na slici ispod prikazan je primjer korištenja kodiranja boja iz Mitsubishi kataloga.
Također se mora zapamtiti da parametri procesa bušenja ovise io karakteristikama bušilice io snazi i brzini vrtnje pogona. Stoga je bolje ne koristiti svrdla za odvijač s bušilicom, jer će to najvjerojatnije dovesti do njihovog oštećenja. A brzina rotacije odvijača očito nije dovoljna za bušenje metala s uobičajenim svrdlima.
Svrdla koja se koriste u alatnim strojevima
Na strojevima za bušenje u kojima je rupa za pričvršćivanje vretena napravljena pod Morseovim konusom, bušilice za obradu metala ugrađuju se izravno u vreteno. A kako bi ih popravio, ima poseban prolazni utor za klin za stopalo. Iste bušilice se također koriste u univerzalnim strojevima (bušenje i glodanje, itd.), U kojima je rupa za pričvršćivanje vretena napravljena za metrički konus ili jednu od njegovih modernih varijanti. Samo u tom slučaju umetnute su u prijelazne igle s odgovarajućim konusom. Općenito, metalne bušilice koje se koriste na alatnim strojevima ne razlikuju se od onih koje se koriste pri bušenju ručnim alatima. Jedina vrsta alata za bušenje namijenjena samo za korištenje alatnih strojeva je bušilica s prolaznim kanalom dizajniranim za dovod rashladne tekućine u zonu obrade (vidi sliku u nastavku).
Najbolji proizvođači
Među ruskim proizvođačima alata za bušenje za metalne radove, proizvodi Volzhsky Tool Plant (VIZ), Tomsk Tool Plant (TIZ) i Tulamash Production Association imaju dobar omjer cijene i kvalitete. Alati ukrajinske tvornice alata Zaporozhye (ZIZ) pripadaju ovoj kategoriji. Najkvalitetnije bušilice su svjetski poznatih proizvođača reznog alata, kao što su njemački Bosch, Hasser i Ruko, švedski Sandvik, japanski Mitsubishi, tajvanski Winstar itd. No, njihovi proizvodi imaju prilično visoku cijenu i namijenjeni su uglavnom za profesionalnu upotrebu. Osim toga, na tržištu su široko zastupljena svrdla za metal pod robnim markama poznatih prodavača i proizvođača električnih alata. U osnovi, ovo je jeftin alat, ali mnogi proizvodi su vrlo visoke kvalitete. U ovoj kategoriji korisnici najčešće bilježe Zubr, Interskol, DeWalt, Hilti, Makita i Metabo.
Pravila za skladištenje bušilica
Na radnim mjestima industrijskih poduzeća bušilice se čuvaju u ormarima za alate i noćnim ormarićima od metalnog lima, postavljenim u neposrednoj blizini stroja, kao i na policama u posebnim prostorijama za skladištenje alata. Alati za bušenje moraju biti postavljeni određenim redom (po vrsti i promjeru) u odgovarajuće odjeljke, kutije ili sanduke. Polaganje treba osigurati sigurnost reznih rubova, kao i radne i sjedeće površine. Prije pohranjivanja alata za bušenje očistite ga od metalne prašine i onečišćenja, a ako ga nećete koristiti dulje vrijeme, podmažite ga litolom ili tehničkim vazelinom. Kako bi se spriječila korozija, zabranjeno je stavljati tekućine koje sadrže kiseline ili druge agresivne tekućine u blizini prostora za skladištenje alata. U kućnim radionicama alate treba skladištiti u skladu s istim pravilima. Samo umjesto noćnih ormarića i ormarića mnogo je prikladnije koristiti plastične kutije za olovke i posebne stalke (pogledajte video u nastavku).
Prilikom bušenja dubokih rupa u metalu preporuča se sipati malu količinu ulja na površinu alata. I-20 se obično koristi u proizvodnji, ali nema svatko priliku kupiti ovu marku. Koje se ulje može koristiti kod kuće umjesto industrijskog? Podijelite svoje mišljenje i preporuke o ovom pitanju u komentarima.
Gustoća metala je tolika da se za njegovu obradu moraju koristiti posebni alati i mehanizmi. Da bi se napravila rupa u ovom materijalu, koriste se bušilice i strojevi za bušenje, u kojima su bušilice glavni rezni element.
Koje su bušilice za metal bolje? To nije lako odrediti, jer ne postoje univerzalni proizvodi koji bi bili prikladni za obradu svih vrsta metalnih proizvoda. Iskusni majstor moći će "na oko" odrediti vrstu metala i brzo odabrati odgovarajući alat za rezanje za obradu.
Početnik u ovom poslu mora početi s osnovama. Prvo proučite klasifikaciju bušilica i njihov opseg primjene, jer su najbolji modeli proizvodi koji su idealni za obradu određene vrste metala.
Kakve bušilice postoje, kako odabrati prikladan proizvod za posao na temelju oznaka i izgleda, saznajte u članku.
Da biste odabrali najbolje modele, morate razumjeti vrste bušilica.
Spirala
Klasične, cilindrične bušilice koje se najčešće koriste za bušenje metala. Tipično, spiralni proizvodi izrađeni su od HSS čelika.

Materijal je visokokvalitetni čelik za rezanje, tako da su gletovi izrađeni od njega vrlo izdržljivi i izdržljivi.
Stožasti (stepenasti)
Rezna površina ima oblik stošca, po čemu je ova vrsta svrdla i dobila naziv. Konusne bušilice koriste se za izradu rupa u tankom metalu, kao i za ispravljanje nedostataka drugih alata za rezanje.


Potrošnja energije za izradu rupe na ovaj način je nekoliko puta manja, zbog male kontaktne površine alata sa površinom koja se obrađuje.
Prednost korištenja ove vrste bušilice u odnosu na druge je izrada rupa velikog promjera. U ovom slučaju moguće je dobiti kvalitetnije rubove nego kod rada sa spiralnim modelima.
perje
Za bušenje metala koristi se posebna vrsta pljosnatog gleta s izmjenjivim radnim rubovima. Takvi proizvodi omogućuju vam izradu visokokvalitetnih, savršeno ravnih rupa.

Odsutnost izobličenja tijekom procesa bušenja i mogućnost izrade rupa velikog promjera u različitim metalnim konstrukcijama omogućuje mnogim obrtnicima da odustanu od upotrebe spiralnih proizvoda.
Niska cijena pernatih bušilica omogućuje da se u mnogim slučajevima obrade metala nazovu najboljim za bušenje rupa.
Ovo su glavne vrste bušilica koje se koriste za izradu rupa u metalnim konstrukcijama.
Klasifikacija bušilica prema materijalu izrade
Koje su bušilice za metal najbolje za bušenje posebno jakih legura vrlo je jednostavno odgovoriti:
- Za obradu takvog materijala trebali biste odabrati proizvode koji imaju ploču povećane tvrdoće na reznom rubu. Takvi gletovi su najbolji za obradu tvrdih legura.
- Cijena takvih proizvoda je niska zbog činjenice da je glavno tijelo alata za rezanje izrađeno od običnog alatnog čelika.
Svrdla od metala legiranog kobaltom imaju dobre karakteristike.

Oni mogu izdržati povećana mehanička opterećenja i prekomjerno zagrijavanje radne površine tijekom rada. Trošak proizvoda je visok, ali ako je potrebno napraviti rupe u tvrdoj leguri, tada su analozi kobalta najbolji za izvođenje takvog rada.
Svrdla od titana nisu inferiorna u čvrstoći od kobaltnih svrdla, a pri bušenju legiranih čelika i legura obojenih metala pokazuju još bolje rezultate.

Kod pravilne uporabe modeli od titana dugo zadržavaju svoju tvorničku oštrinu, što će vam omogućiti izvođenje znatno većeg obima posla.
Jeftine bušilice za metal izrađene su od običnog brzoreznog čelika P9 i P18. Alat za rezanje savršeno se nosi sa svojom funkcijom, ali radna površina brzo postaje dosadna, osobito kada se prekorači određeni temperaturni prag.
Označavanje proizvoda za rezanje
Označavanje svrdla za metal potrebno je za određivanje vrste čelika od kojeg je izrađen alat za rezanje. Proizvod također označava njegov promjer, klasu točnosti i proizvođača (zemlju). Nisu označene samo spiralne gimlete promjera manjeg od 2 mm.
U drugim slučajevima, oznake svrdla mogu imati sljedeća značenja:
- P9 - izrađen od brzoreznog čelika s postotkom volframa od 9%.
- P9K15 - označava prisutnost kobalta u brzoreznom čeliku u količini od 15%.
- R6M5K5 - ukazuje na prisutnost složenog sastava čelika za rezanje koji sadrži volfram, kobalt i molibden.

Uvezeni proizvodi imaju oznaku HSS, po kojoj se može odrediti sastav materijala od kojeg je bušilica izrađena. HSS svrdlo, koje će biti objašnjeno u nastavku, koristi se s dodatnim slovom, koje određuje prisutnost legiranog metala.
HSS oznaka:
- HSS-E - sadrži kobalt. Koristi se u obradi metala visoke viskoznosti.
- HSS-Tin - ima premaz od titana, koji značajno povećava tvrdoću radne površine, a temperaturna otpornost materijala povećava se na +600 stupnjeva.
- HSS-E VAP je rezni alat za obradu nehrđajućih materijala.
- HSS-4241 - dizajniran za bušenje aluminija.
- HSS-R - imaju maksimalnu snagu.


Označavanjem alata za rezanje možete odrediti za koji metal i u kojem načinu se bušilica može koristiti. Ako oznaka nije vidljiva, tada se svrha svrdla može odrediti bojom proizvoda.
Vizualna identifikacija tipa bušilice
Po izgledu reznog prstena možete odrediti vrstu materijala od kojeg su proizvodi izrađeni i time saznati mehaničku čvrstoću uzorka. Po boji možete odrediti sastav i kvalitetu izrade.
Sivo
Siva svrdla izrađena su od metala koji nije podvrgnut nikakvoj dodatnoj obradi.

Kvaliteta alata, u ovom slučaju, ostavlja mnogo željenog, ali za jednokratnu upotrebu takvi su proizvodi sasvim prikladni.
Crno
Ova boja označava da je alat tretiran pregrijanom parom. Tijekom obrade proizvod dobiva veću čvrstoću.

Savršeno podnosi brojne cikluse zagrijavanja i hlađenja metala, a također održava oštrenje radne površine dugo vremena.
Cijena crnih bušilica za metal nije mnogo veća od sivih proizvoda, pa ako imate izbora, trebali biste dati prednost alatima ove vrste pri kupnji.
Tamno zlatna
Ova boja označava da je alat za rezanje kaljen. Ovakav način obrade značajno povećava mehaničku čvrstoću proizvoda kao rezultat smanjenja unutarnjih naprezanja.

S kaljenom bušilicom možete uspješno obraditi metale visoke čvrstoće, pa ako bušite previše tvrde legure, preporuča se kupiti sličan model.
Svijetlo zlatno
Svijetla zlatna boja ukazuje na to da je u proizvodnji korišten metal napravljen s dodatkom titana.

Unatoč visokoj cijeni takvih modela, mnogo je praktičnije kupiti visokokvalitetnu bušilicu nego koristiti jeftine alate za rezanje, koji će se morati koristiti u velikim količinama za složene radove.
Dakle, lako je odrediti kvalitetu proizvoda po izgledu i odlučiti koje je metalne bušilice najbolje kupiti.
Klasifikacija prema veličini
Da biste odabrali najbolju bušilicu i ne preplatili, dovoljno je znati na koje se veličine duljine ti proizvodi obično dijele. Ako bušenje metala ne zahtijeva izradu dubokih rupa, tada će kupnja predugih modela dovesti do prekoračenja troškova.

Uobičajeno je klasificirati svrdla prema duljini na sljedeći način:
- Kratka, duga 20-131 mm. Promjeri alata su u rasponu od 0,3-20 mm.
- Izdužene, duljine 19-205 mm, promjera 0,3-20 mm.
- Duge serije promjera 1-20 mm i duljine 56-254 mm.
Prilikom izvođenja radova bušenja različitih dubina, trebali biste odabrati alat koji je najprikladniji za određeni zadatak.
Najbolji proizvođači
Da biste kupili bušilice i bili sigurni da su deklarirane karakteristike u potpunosti točne, morate odabrati pravog proizvođača.
Tvrtke koje cijene svoj ugled ne prodaju proizvode neodgovarajuće kvalitete. Stoga, pri odabiru bušilica za metal, trebali biste dati prednost proizvođačima koji su na tržištu već duže vrijeme.
Među pridošlicama također mogu biti dostojni proizvođači. No, da biste saznali da je na akciji kvalitetan proizvod, morate obaviti kupnju, koja često predstavlja “lutriju”.
Najbolje proizvodne tvrtke:
1. Bosch - proizvodi njemačke tvrtke dugo su se dokazali samo s pozitivne strane. Unatoč prilično visokoj cijeni proizvoda, pri kupnji Bosch bušilica možete biti sigurni u izvrsnu kvalitetu. Prikladno je i isplativo kupiti alate ove tvrtke u kompletu.

Koji god set bušilica uzeli, svaki će sadržavati samo proizvode najviše kvalitete koji će trajati mnogo godina, pod uvjetom da su pravilno skladišteni i korišteni.
2. “Zubr” je domaći proizvođač čiji su proizvodi maksimalno optimizirani u odnosu cijene i kvalitete. Proizvode ove tvrtke možete kupiti u jednom primjerku ili u obliku kompleta. Posljednja opcija značajno će uštedjeti novac, unatoč značajnoj cijeni kompleta.
3. Bušilice sovjetske proizvodnje - ova kategorija alata za rezanje može se klasificirati kao "ugrožena vrsta". S dužnom pažnjom možete kupiti rijetkost koja ima nenadmašne tehničke karakteristike.
Bušilice i bušilice najosnovniji su alati u kućanstvu, a imaju ih gotovo svi, a i oni koji ne znaju gdje bi ih nabavili. Prije ili kasnije, svi će morati koristiti bušilicu. Ili ako je s drvetom ili čak kamenom sve manje-više jasno i možete izbušiti rupu, da tako kažem, dodirom, osjećajem, onda s metalom to neće uspjeti. Ovo je vrlo tvrdoglav materijal. Hajde da shvatimo koje su metalne bušilice bolje? Bušenje je čitavo umijeće koje se može proučavati i usavršavati: odlučuju kut bušenja, pritisak, ali prije svega iskustvo i alat.
Problem je što se većina bušilica prodaje nekvalitetno, pogotovo na tržnicama. Bolje je naručiti putem interneta ili u specijaliziranim trgovinama gdje možete vidjeti i dodirnuti materijal.
Što trebate znati o svrdlima za metal
Postoji veliki izbor svrdla za metal, osim što morate paziti na kvalitetu, također morate obratiti pozornost na oblik i boju. Proizvod se sastoji od sljedećih elemenata:
- Glavni (rezajući) dio, koji obavlja rezanje (bušenje) metala;
- Radna površina. Njegova uloga je da kada glavni dio radi, pojavljuju se strugotine koje uklanja radna površina;
Svrdla za metal dolaze u mnogo različitih oblika, od kojih se svaki koristi za određenu vrstu posla.
Ovisno o obliku, postoje sljedeće vrste:
Najčešći tip poznat svima je spirala. U biti, to je šipka u obliku cilindra, a sa strane ima jedan ili dva spiralna utora (zbog njih se uklanjaju strugotine). Zauzvrat, spiralne bušilice imaju svoje podvrste:
- povećana točnost, koju majstori često biraju kako bi savršeno napravili rupu, sve do milimetra;
- klasični, isti cilindrični koji su uobičajeni među profesionalcima i običnim korisnicima;
- uskoj primjeni, njegov je spiralni utor zamotan ulijevo, a ne udesno. Koristi se u slučajevima kada je potrebno nešto izbušiti.
Stožast stepenasta bušilica. Za razliku od cilindričnog, može napraviti rupe različitih promjera. Koristi se za stvaranje novih ili proširenje postojećih rupa.
Ravna bušilica. Kao što naziv govori, radna površina ovog tipa je ravna. Glavni nedostatak: zbog svoje ravnosti, čipovi se ne moraju uklanjati automatski; Osim toga, ovom bušilicom ne možete napraviti velike rupe. Ali unatoč ogromnim nedostacima, traženi su jer su vrlo jeftini i neosjetljivi na izobličenja tijekom bušenja.
Svrdla za jezgre imaju različite oblike cilindara, ali gornji dio je lišen baze, a stranice su prekrivene zupcima koji su izrađeni od tvrde legure ili presvučeni dijamantnom prašinom. Koristi se za izradu rupa različitih promjera.
Sljedeće vrste razlikuju se po tome što su stvorene posebno za tvrdi metal, dok prethodne nisu prikladne za metale visoke gustoće - oni će se slomiti.
- Kobalt. Može se zamijeniti sa spiralom, jer također ima spiralni oblik, ali za razliku od njega nema cilindričnu bazu. Osim toga, zahvaljujući kobaltu, ova vrsta ima visoku čvrstoću. Ali oni su također skupi, pa ih ne može svatko priuštiti prije kupnje, procijenite težinu rada.
- Karbid. Oni su uzrokovani prisutnošću karbidne ploče na dijelu za rezanje, zbog čega može napraviti rupe u prilično gustim metalima.
Ovo su činjenice koje mogu reći oblik i strukturu svrdla, ali boja je također važna:
- Rijetko pronađen, ali još uvijek postoji svrdla od svijetlog zlata. Ova boja označava prisutnost u leguri najtvrđeg metala na planeti - titana. Što se ne govori o kvaliteti dijela i njegovoj snazi i vrijednosti.
- Svijetlo zlatno boja označava da je proizvod prošao posebnu termičku pripremu. Nije tako izdržljiv i skup kao svijetlo zlato, ali cijena je prilično visoka, ne može ga svatko priuštiti.
- bušilica Crna boja obrađen pregrijanom parom, čime se povećava njegova čvrstoća. Zlatna sredina cijene i kvalitete.
- S siva ili metalik boja- najčešće i nekvalitetne bušilice
Odlučite za koji zadatak trebate bušilicu (koji materijal treba izbušiti, koji je promjer rupe), na to se možete osloniti. Sada sigurno nećete uzeti kobaltnu bušilicu da napravite malu rupu u tankom limu željeza ili obrnuto.
Proizvođač također može igrati ulogu; bušilice mogu biti identične, ali od različitih tvrtki, u kojem slučaju odaberite proizvođača kojeg poznajete ili s kojim ste imali posla.
Za određivanje radnog promjera pogledajte oznaku, jer na proizvodima do dva milimetra uopće nije označena, od 2 do 3 mm stavlja se samo oznaka tvrtke, a na proizvodima od 3 mm i proizvođač i radni promjer su označeni, pa na to obratite pozornost.
Raznolikost svrdla za kaljeni metal je ogromna, tako da nema smisla birati, tražiti po forumu koja je bolja, sve ovisi samo o dvije stvari: zadatku koji treba izvršiti i veličini vašeg budžeta za kupnju.
Koje su najbolje bušilice za metal (video)
Ovakav alat, kao što je svrdlo za metal, može se naći kod svakog kućnog majstora, ali neophodno je imati set bušilica različitih veličina kako biste mogli napraviti rupe potrebnog promjera.
Radionice koje obrađuju metal na profesionalnoj razini imaju u svom inventaru nekoliko vrsta ovog alata, koji se razlikuju po vrsti, duljini i promjeru. Osim toga, razlikuju se u:
- vrsta drške - element s kojim je alat fiksiran u opremi,
- vrsta reznog dijela - radna površina koja reže metal,
- vrsta radne površine - dio bušilice odgovoran za uklanjanje čipsa iz zone obrade.
Cilindrična spiralna svrdla
Ovo je najčešći tip ovog alata koji se može naći u inventaru svakog majstora. Može se koristiti u svim vrstama opreme i alata za bušenje. Izrađeni su, prema GOST 885-77, od alatnog čelika takvih razreda kao što su HSS, P6M5 i P18, što osigurava njihovu pouzdanost i trajnost.
Ova vrsta bušilice ima promjer od 1-16 mm, ali u nekim slučajevima i do 80 mm (u pravilu se izrađuju po posebnoj narudžbi za radionice i radionice) i dizajnirana je za izvođenje gotovo svih vrsta radova bušenja metala.
Promjeri svrdla za metal ove vrste
Tablica prikazuje standardne veličine bušilica ove vrste za obradu metala. Prikazuje sve opcije za promjer, duljinu i duljinu radnog dijela.
Druge opcije veličine su u pravilu rijetke, proizvode se u malim količinama ili po narudžbi od poduzeća za obradu metala.
Konusna svrdla za metal, njihove veličine i karakteristike
Ova vrsta alata ima kanonsku dršku, koja se koristi u alatnim strojevima i nekim vrstama profesionalnih alata za bušenje i namijenjena je za bušenje rupa velikog promjera. Stoga se izuzetno rijetko može naći u arsenalu kućnog majstora.
Koji su promjeri konusnih svrdla? Promjer ove vrste svrdla može biti 6-30 mm i imati povećanu ili normalnu točnost. Za industrijske strojeve ovaj alat može imati promjer do 75 mm. Ispod je kompletna tablica sa svim veličinama.
Svrdla za jezgre za metal, promjeri i karakteristike
 Ovaj tip alata se još naziva i glodalicama jer izgleda potpuno drugačije od klasičnog svrdla za metal. Zahvaljujući ovoj opremi, moguće je dobiti rupe velikih dimenzija - čiji promjer može biti 12–150 mm, ali relativno male dubine od 5–50 mm. To je zbog strukture samog instrumenta.
Ovaj tip alata se još naziva i glodalicama jer izgleda potpuno drugačije od klasičnog svrdla za metal. Zahvaljujući ovoj opremi, moguće je dobiti rupe velikih dimenzija - čiji promjer može biti 12–150 mm, ali relativno male dubine od 5–50 mm. To je zbog strukture samog instrumenta.
Oprema je izrađena od brzoreznog čelika. Neka svrdla imaju vrhove od čelika visoke čvrstoće, što značajno ubrzava proces obrade, 4-12 puta manje nego kod konvencionalnih svrdla.
Svrdla za označavanje metala, dekodiranje simbola
 Sve bušilice za metal, prema zahtjevima GOST-a, moraju imati oznake koje označavaju stupanj čelika od kojeg je oprema izrađena.
Sve bušilice za metal, prema zahtjevima GOST-a, moraju imati oznake koje označavaju stupanj čelika od kojeg je oprema izrađena.
Ako nema takve oznake, najvjerojatnije ova bušilica zadovoljava zahtjeve kvalitete i ne preporučuje se za upotrebu u profesionalnoj obradi metala. Međutim, za kućnog majstora može biti izvrsna opcija jer je jeftinija.
Pogledajmo oznake koje se mogu vidjeti na samoj bušilici; sastoje se od slova i brojeva, na primjer P 9, P18, P6m5, P9K15. Pismo R ovdje znači da je ovaj alat izrađen od brzoreznog čelika. Slijedi broj koji označava količinu volframa u čeliku. Slijedi oznaka legirajuće tvari u leguri, primjer:
- K6 – legura sadrži šest dijelova kobalta.
- M4 – prisutna su četiri dijela molibdena.
- F3 – tri dijela vanadija.
Ovi elementi povećavaju čvrstoću, otpornost na toplinu i druge karakteristike.
Oznaka koja dolazi uz popratne dokumente (ambalažu) za opremu. Oznaka točnosti opreme:
A1– povećana točnost.
U 1– normalna točnost.
Primjer 2300-7055 A1 GOST 885-77, gdje je 2300 karakteristike rada i dizajna, 7055 je proizvodni serijski broj (serija), A1 je povećana točnost alata, GOST 885-77 je alat koji zadovoljava zahtjeve standarda 886-77 (prikaz, ostalo).
Oznake svrdla hss i din
 H.S.S.. Ova oznaka se koristi na alatima strane proizvodnje koji se koriste u profesionalnoj obradi metala i koji mogu obraditi materijale čvrstoće do 1100 N/mm2. Nakon kratice postoje dodatna slova koja označavaju koji je metal dodan leguri, primjeri:
H.S.S.. Ova oznaka se koristi na alatima strane proizvodnje koji se koriste u profesionalnoj obradi metala i koji mogu obraditi materijale čvrstoće do 1100 N/mm2. Nakon kratice postoje dodatna slova koja označavaju koji je metal dodan leguri, primjeri:
- HSS-G TiN (dodatak titanijevog nitrida),
- HSS-G TiAlN (s premazom titan-aluminij-nitrid),
- HSS-Co (dodatak kobalta),
- HSS-E (dodatak kobalta),
- HSS-G (dodatak metala P4M3 – molibden),
- HSS-R (dodatak metala P2M1 – molibden),
- HSS-E VAP (oprema za obradu nehrđajućeg čelika).
DIN. Svrdla s ovom oznakom namijenjena su za obradu metala s mekim i srednjim strugotinama. Višenamjenski su i češće ih koriste kućni majstori nego profesionalne radionice.
Bušenje metala je tehnološki proces koji ima za cilj izradu rupa različitih promjera u limovima i izratcima posebnim rotirajućim alatom koji se naziva svrdlo.
Za izradu bušilica koriste se tvrdi materijali koji se ne urušavaju pod mehaničkim utjecajem, najčešće su to legure za velike brzine. Ovisno o vrsti i debljini materijala, promjeru otvora i tehnološkim zahtjevima za način obrade, svrdla za metal mogu biti:
- spirala;
- perje.
Svaka vrsta alata ima svoje prednosti i nedostatke, koji bitno utječu na sposobnost obavljanja pojedinih poslova, detaljnije o svim tim vrstama.
Ključni pokazatelji za odabir
Prilikom odabira alata za bušenje metala morate uzeti u obzir:
- sastav legure od koje su izrađeni;
- metoda dodatne obrade i prisutnost površinskog premaza;
- zaštitni znak proizvođača;
- promjer i oblik dizajna;
- dizajn i kutovi oštrenja reznih rubova.
Važno! Rezni dio tradicionalnih spiralnih bušilica ima prednji i stražnji kut nagiba ravnine reznog dijela. Geometrijski parametri kuta stražnjeg oštrenja određuju veličinu sile trenja tijekom rada i stopu trošenja alata. Povećanje ovog pokazatelja omogućuje vam obradu jačih metala, ali dovodi do smanjene disipacije topline i bržeg trošenja.
Što boja može reći?
 Važan vanjski parametar pri odabiru bušilice može biti boja površine, koja označava sastav legure, način obrade i premaz za ojačavanje površine. Visokokvalitetni alati izrađeni su od brzoreznih legura s dodatkom titana, molibdena ili volframa. Međunarodna oznaka za takve metale je HSS (High Speed Steel).
Važan vanjski parametar pri odabiru bušilice može biti boja površine, koja označava sastav legure, način obrade i premaz za ojačavanje površine. Visokokvalitetni alati izrađeni su od brzoreznih legura s dodatkom titana, molibdena ili volframa. Međunarodna oznaka za takve metale je HSS (High Speed Steel).
Međutim, čak i ako oznaka bušilice sadrži sličan natpis, ali je njegova površina sive čelične boje, ne biste trebali kupiti takav proizvod. Nije podvrgnut dodatnim vrstama obrade i nema dovoljnu čvrstoću i otpornost na habanje. Cijena će u ovom slučaju biti niska, ali će također trajati kratko vrijeme, uz potrebu za čestim oštrenjem.
Bušilice mogu biti:
- Crno, nakon toplinske obrade pregrijanom parom i dodatnog stvrdnjavanja. Trošak crne bušilice nešto je veći od troška neobrađenih proizvoda, ali je prilično pristupačan za korištenje u kućanstvu. Ali povećana čvrstoća značajno povećava vijek trajanja.
- Nakon zagrijavanja gotovih svrdla u peći i postupnog kaljenja metala kako bi se smanjila unutarnja naprezanja, površina dobiva svijetlo žuta nijansa. Kao rezultat toga, otpornost na habanje svrdla značajno se povećava, a njegovo oštrenje je potrebno mnogo rjeđe.
- Svijetle zlatne boje govoriti o upotrebi legure s dodatkom titana, koji se odlikuje maksimalnom snagom. Ovo su najskuplje bušilice, ali njihova upotreba je u potpunosti opravdana dugim vijekom trajanja.
- Siva boja ukazuje na nisku kvalitetu instrumenta. Koristi se za jednokratni rad, nakon čega se baca. Sukladno tome, ova bušilica je najjeftinija na tržištu.
Kada odlučujete koja će bušilica biti najbolja za vaše uvjete, pristupite problemu s praktičnog gledišta. Za stalne radove bušenja bolje je kupiti skupi, ali otporniji alat. Ali za povremenu upotrebu i rješavanje svakodnevnih problema, crne ili blijedo žute bušilice su sasvim prikladne. To će vam omogućiti da dobijete željeni rezultat uz minimalnu prihvatljivu cijenu.
Kako se prave svrdla i zašto su različitih boja, video iz tvornice RUKO (Njemačka)

Označavanje bušilica za metal, što trebate uzeti u obzir pri odabiru
Alfanumeričke oznake ispisane na bušilici sadrže podatke o:
- promjer i duljina alata;
- marka metala od kojeg je izrađena;
- metoda dodatne obrade i prisutnost površinskog premaza;
- razred točnosti izrade.
Istodobno, promjeri do 3,0 mm nisu označeni, a svi potrebni podaci navedeni su na pakiranju.

Područje primjene može se označiti sljedećim simbolima:
- HSS-G za bušenje mekog čelika, lijevanog željeza i obojenih metala;
- HSS-E za visokolegirane i nehrđajuće legure;
- HSS-TiAIN je univerzalni alat za sve vrste materijala.
Prisutnost takvih oznaka ukazuje na mogućnost profesionalne upotrebe alata.
Kako odabrati pravo svrdlo za metal i druge materijale
| Materijali | HSS-Co | HSS-kositar | HSS-G | HSS-R | |
| Čelik (H/mm 2)<900 | ** | ** | ** | ** |
| Čelik (H/mm 2)<1100 | ** | * | |||
| Čelik (H/mm 2)<1300 | * | * | |||
| Ne hrđajući Čelik | ** | * | ||
| Lijevano željezo | ** | * | * | ** | |
| Aluminij | ** | * | ** | ||
| Mjed | ** | ** | ** | * |
| bronca | * | * | * | * | |
| Plastični | ** | ** | ** | ** | |
| Drvo | ** | ** | ** | ** | |


Klasifikacija po duljini i promjeru
Prema omjeru duljine i promjera alat se razlikuje po:
- Kratka svrdla, duljine 20-131 mm, promjera im je u rasponu od 0,3-20 mm.
- Izdužena, duljina je 19-205 mm, promjer - 0,3-20 mm.
- Dugo s duljinom od 56-254 mm. i promjera 1-20 mm.
TOP 10 najpoznatijih proizvođača
Marka proizvođača također je vrlo važan faktor koji utječe na pravi izbor. Poznati proizvođači alata za bušenje jamče čvrstoću legure, kvalitetu oštrenja, visoku otpornost na habanje i otpornost na koroziju. Stoga, ako tražite visokokvalitetnu bušilicu za metal, nećete moći uštedjeti novac. Trošak poznatih marki je prilično visok.
Izuzetak od ovog pravila mogu biti rijetke bušilice proizvedene u SSSR-u. Nakon što ste vidjeli takav alat, ne možete sumnjati u njegovu kvalitetu. Stručnjaci nedvosmisleno govore o izvrsnim performansama sovjetskih alata u pogledu čvrstoće legure, dugog vijeka trajanja i stabilnosti reznih rubova. To je također zbog GOST zahtjeva tog vremena za takav alat.
Među deset najboljih proizvođača alata za bušenje, stručnjaci navode:
- europska briga Bosch, koja proizvodi svrdla izrađena od brzoreznog čelika visoke čvrstoće s površinskim premazom od titanijevog nitrida vlačne čvrstoće do 900 N/mm 2. Može se koristiti za bušenje svih metala osim aluminija i njegovih legura. Trošak svrdla ovisi o njegovom promjeru i duljini. Set od 12 komada košta u prosjeku 3000 rubalja.
- Trgovačka marka " Napad“, odlikuje se ne samo visokom kvalitetom proizvoda, već i pristupačnim cijenama. Izrađene su od visokokvalitetnih čeličnih legura koje mogu pružiti dug životni vijek čak iu uvjetima brze obrade metala. Prosječna cijena jedne bušilice je manja od 100 rubalja. 5500 – 7000 Trošak seta za profesionalnu upotrebu.
- Wurth Zebra Spiralbohrersatz HSS je jedno od najboljih spiralnih svrdla za obradu metala. Sposoban pružiti mogućnost bušenja pri velikim brzinama pogona, dok jamči visoku kvalitetu rubova i točnost dimenzija. Koristi se za bušenje konstrukcijskog čelika i svih vrsta lijevanog željeza. Može se instalirati na stacionarne bušilice i ručne električne bušilice. Prosječna cijena promjera do 12 mm ne prelazi 120 rubalja po komadu.
- Setovi ruske marke " Sidro" Set se sastoji od 19 predmeta promjera 1-10 mm i košta u prosjeku 1000 rubalja, stoga spada u skupinu jeftinih visokokvalitetnih alata. Trajnost i pouzdanost bušilice osigurana je prisutnošću vrha izrađenog od legure visoke čvrstoće za velike brzine.
- Njemačka marka Metabo Bestler proizvodi alat spiralnog oblika s oštricom naoštrenom pod kutom od 135 stupnjeva. Ovaj uvjet omogućuje postizanje visoke točnosti bušenja čak i pri bilo kojoj brzini rotacije. Prosječna cijena za promjer do 12 mm je 100-120 rubalja.
- AEG HSS smatraju se najboljim bušilicama za metal u pristupačnoj cjenovnoj kategoriji. Posebno oštrenje alata ne zahtijeva prethodno probijanje na metalnoj površini, što uvelike pojednostavljuje radni proces. Dizajniran za bušenje legiranih čelika sa vlačnom čvrstoćom većom od 1000 N/mm 2.
- bušilice ruske marke " BIZON» (ZUBR) koriste se za obradu svih vrsta čelika i željeznih legura. Posebno oštrenje u obliku križa osigurava samocentriranje alata i visoku točnost bušenja. Komplet od 20 predmeta košta 1000 rubalja.
- Setovi DEWALT može se koristiti u proizvodnji i kod kuće. Poseban dizajn svrdla u potpunosti eliminira mogućnost oštećenja i nedostataka duž rubova rupe. Set alata od 28 predmeta promjera 1-13 mm košta do 5000 rubalja.
- Površinske bušilice Hawera europske tvrtke Bohler obložene titan nitridom, što povećava njihovu čvrstoću i otpornost na habanje. Osim toga, svi proizvodi su podvrgnuti posebnom brušenju, što jamči kvalitetu bušenja pri bilo kojoj brzini vrtnje pogona. Međutim, skup od 20 predmeta može koštati do 6000 rubalja.
- Irwin TurboMax spada u kategoriju univerzalnih alata, dizajniranih ne samo za obradu metala, već i plastike, drva, gipsa i drugih materijala. Kod bušenja legiranih i nehrđajućih čelika potrebna je obavezna opskrba rashladnom tekućinom. Trošak seta od 15 bušilica je oko 3000 rubalja.
Kao što je vidljivo iz gornjeg popisa, ponuđene bušilice se razlikuju po karakteristikama, namjeni i cijeni. Ocjena proizvođača također određuje kvalitetu proizvoda, što obično potvrđuje veliki broj pozitivnih recenzija.