Kompozitne tehnologije. Moderne znanstveno-intenzivne tehnologije. Tehnologija kompozita - Sekcija za tehnologiju materijala
Pročitajte također
Raketna tehnologija, zrakoplovstvo, zrakoplovno inženjerstvo, nuklearna energija, kemijsko inženjerstvo, automobilska, brodogradnja, elektronika i mnoge druge industrije trebaju materijale visoke čvrstoće, otpornosti na toplinu, otpornosti na toplinu i toplinu (dobra otpornost na širenje pukotina), niske gustoće, podesivih preko širokog raspona pokazatelja toplinske i električne vodljivosti, posebnih optičkih i magnetskih karakteristika itd. Mnogi od postojećih industrijskih materijala više ne mogu! udovoljiti ovim zahtjevima.
Materijal s kompleksom takvih karakteristika može se dobiti samo t osnova sastava. Kompozitni materijali (CM) su materijali koji se sastoje od dvije ili više komponenti (komponente za ojačanje i matrica koja ih veže) i imaju specifična svojstva koja se razlikuju od ukupnih svojstava tih komponenti.
Ako je jedna od komponenti CM kontinuirana u cijelom volumenu, a druga je diskontinuirana, nepovezana u volumenu sastava, tada se prva komponenta naziva matrica, a druga armatura ili armaturni element. Komponente za ojačavanje mogu biti razna vlakna, prahovi, mikrosfere, kristali i "brkovi" od organskih, anorganskih, metalnih materijala ili keramike. Kao matrix čaj
koriste se sintetske visokomolekularne tvari različitog kemijskog sastava.
Sama priroda bila je prvi tvorac kompozitnih materijala. Na primjer, drvo je sastav koji se sastoji od snopova celuloznih vlakana visoke čvrstoće cjevastog presjeka, međusobno povezanih matriksom organske tvari (lignin), koji drvu daje poprečnu krutost.
Komponente kompozita ne smiju se otapati ili na drugi način apsorbirati jedna drugu. Moraju imati dobro prianjanje i biti međusobno kompatibilni. Svojstva CM-a ne mogu se odrediti samo svojstvima komponenti, bez uzimanja u obzir njihove interakcije. Svaka komponenta ima specifičnu funkciju i doprinosi svojstvima kompozita. Razmotrite zahtjeve za punila za pojačanje, na primjer, za vlakna.
Navojni oblik armaturnih elemenata ima pozitivne i negativne strane. Prednost vlakana je visoka čvrstoća i sposobnost stvaranja armature samo u smjeru u kojem je to strukturno potrebno. Nedostatak ovog oblika je što vlakna mogu prenijeti opterećenje samo u smjeru svoje osi, dok u okomitom smjeru nema ojačanja, a u nekim slučajevima može doći i do omekšavanja.
Vlakna koja se koriste kao punila za ojačavanje moraju imati sljedeća svojstva: visoku točku taljenja, malu gustoću, veliku čvrstoću u cijelom rasponu radnih temperatura, bez toksičnosti tijekom proizvodnje i rada.
Uglavnom se koriste tri vrste punila: brkovi, metalna žica i anorganska polikristalna vlakna.
Brkovi se smatraju obećavajućim materijalom za ojačanje matrica od metala, polimera i keramike. Ultra-visoka čvrstoća u širokom temperaturnom rasponu pri niskoj gustoći, kemijska inertnost u odnosu na mnoge matrične materijale. realam, visoka otpornost na toplinu i otpornost na koroziju brkova od aluminijskih i magnezijevih oksida, silicij karbida čine ih nezamjenjivim elementima za ojačanje. Nažalost, još uvijek postoje mnoge poteškoće na putu njihove praktične primjene. Potrebno je riješiti probleme njihovog dobivanja u industrijskim razmjerima, odabirom odgovarajućih brkova, orijentacijom u matrici i metodama za formiranje kompozicija s brkovima.
Metalna žica od čelika, volframa, molibdena i drugih metala manje je obećavajuća od "brkova" zbog svoje velike gustoće i manje čvrstoće. Međutim, ima relativno nisku cijenu i naširoko se koristi kao armatura, posebno za kompozitne materijale na bazi metala.
Polikristalna anorganska vlakna proizvode se u velikim količinama. Nedostatak ovih vlakana je njihova vrlo visoka osjetljivost na mehanička oštećenja. Mala gustoća, visoka čvrstoća i kemijska otpornost ugljika, bora, stakla, silicij karbida. kvarc i druga vlakna omogućuju im široku upotrebu za ojačavanje plastike,
Ugljična vlakna su među elementima za pojačanje koji najviše obećavaju. Imaju malu gustoću (1430 - 1830 kg/m3), veliku čvrstoću (3,5 GPa) i modul elastičnosti (250 - 400 GPa).
Općenito, ugljična vlakna se dijele na dvije glavne vrste: vlakna visoke čvrstoće i vlakna visoke elastičnosti. U proizvodnji se uglavnom proizvode vlakna visoke čvrstoće. Čvrstoća ovih vlakana u početnoj fazi razvoja bila je 2,5 GPa. Poboljšanjem tehnologije (predobrada, usporavanje vlakana, karbonizacija i završna obrada) čvrstoća je povećana, primjerice, za konvencionalni materijal na 3,5 GPa.
Provedene studije pokazale su da s povećanjem čvrstoće vlakana, čvrstoća kompozitnog materijala u pravilu raste linearno. , : ;.,
Obično se ugljična vlakna visoke čvrstoće dobivaju pri temperaturi karbonizacije od 1000 - 1500°C, imaju modul elastičnosti od 2250 -2350 S/mm 2 . Na 2000 - 3000°C zbog procesa grafitizacije mogu se dobiti vlakna većeg modula elastičnosti.
Do nedavno su se ugljična vlakna i tkanine izrađene od njih koristile za proizvodnju materijala za zaštitu od topline. Međutim, poboljšanje. Tehnologija kupke za dobivanje tankih vlakana koja kombinira visoku čvrstoću i krutost s drugim posebnim svojstvima (toplinska otpornost, električna vodljivost itd.) omogućila je stvaranje metala i plastike ojačane ugljičnim vlaknima, koje karakterizira niska krutost i visoka čvrstoća. Takve se kompozicije sve više koriste u svemirskoj, raketnoj i zrakoplovnoj tehnici. Najčešće korištena ugljična vlakna su viskoza i poliakrilonitril.
Ovisno o sadržaju ugljika, karbonska vlakna se dijele u tri skupine:
karbonizirani (ne više od 95 tež. % C); - ugljen (91-98 tež. % C);
grafit (više od 98 tež. % C).
Kruta ugljična vlakna dobivaju se ako je tehnološki proces projektiran na način da je maksimalni broj osnovnih slojeva paralelan s osi vlakana. Za povećanje čvrstoće ugljičnih vlakana potrebno je smanjiti veličinu kristalita, koji imaju savršeniju strukturu. Kao tehnološke metode koje ugljičnim vlaknima daju dodatnu čvrstoću i čvrstoću, legiraju se borom difuzijom iz plinske faze, vlakna se zrače neutronima u nuklearnom reaktoru, uvođenjem boraksa u njih prije pirolize, kao i rastezanjem u procesi oksidacije i grafitizacije.
Ako u tankim vlaknima postoje mikrodefekti koji uzrokuju lokalne koncentracije naprezanja, tada se snaga ugljičnih vlakana smanjuje. Defektnost vlakana uzrokuje linearnu ovisnost njihove čvrstoće o duljini: s povećanjem duljine, čvrstoća se značajno smanjuje, a modul elastičnosti neznatno raste. Prema razini mehaničkih svojstava, ugljična vlakna se dijele u tri skupine: niske, srednje, visoke (tablica 1.5)
Tablica 1.5 Mehanička svojstva ugljičnih vlakana
Grupna gustoća Čvrstoća Modul elastičnosti
y, g/cm 3 a, GPa E, GPa
Niska 18 14 42
Srednje 18 14 175
Visoka 18 25 420
Nedostaci ugljičnih vlakana uključuju njihovu sklonost oksidaciji na zraku, kemijsku aktivnost pri interakciji s metalnim matricama i relativno slabo prianjanje na polimerne matrice.
Površinska obrada vlakana važan je proces u smislu povećanja njihove adhezije na matricu. Obično provodite površinsku obradu ugljičnih vlakana oksidacijom u plinskoj fazi.
Prisutnost metala i drugih anorganskih tvari u njima utječe na karakteristike ugljičnih vlakana. Konkretno, sadržaj alkalnih metala kao što su natrij i kalij negativno utječe na otpornost na oksidaciju kada se zagrijava, a fosfor i bor imaju pozitivan učinak.
Svi kompozitni materijali se dijele na izotropne i anizotropne. Izotropni materijali su materijali koji imaju ista svojstva u svim smjerovima, dok su anizotropni materijali različiti.
Elementi za ojačanje mogu imati približno jednak oblik ili biti kratke (diskretne) igličaste čestice nasumično orijentirane u prostoru. Kao takve čestice obično se koriste segmenti vlakana ili "brkovi". U ovom slučaju QM-ovi su kvazi-izotropni, tj. anizotropan u mikrovolumenima, ali izotropan u volumenu cijelog proizvoda.
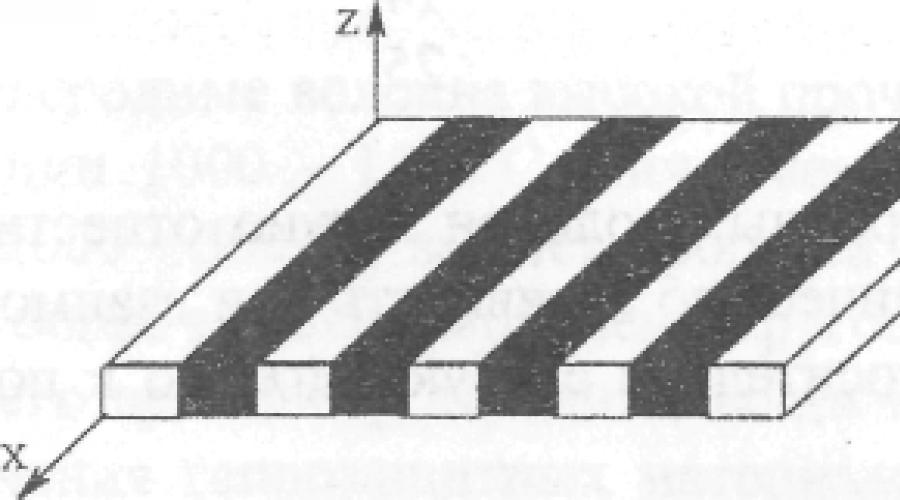
Anizotropni CM uključuju materijale čija su vlakna usmjerena u određenim smjerovima – jednosmjerna, slojevita i trodimenzionalno ojačana. Slike anizotropnih CM-ova dane su na Sl. 1.24, 1.25.
Riža. 1.24. Shematski prikaz strukture CM-a poprečnim polaganjem vlakana
s uzdužnim

Riža. 1.25. Shematski prikaz strukture jednosmjernog CM (crna područja - vlakna; bijela - matrica)
Tehnološka anizotropija nastaje tijekom plastične deformacije izotropnih materijala (metala). Fizička anizotropija je karakteristična za kristale u vezi sa strukturnim značajkama njihove kristalne rešetke.
U inženjerstvu se obično koriste anizotropni CM s određenom simetrijom svojstava.
Jednako važnu ulogu u ojačanim sastavima igra matrica, koja proizvodu daje oblik i čini materijal monolitnim. Kombinirajući brojna vlakna u jednu cjelinu, matrica bi trebala omogućiti kompoziciji da percipira različite vrste vanjskih opterećenja - napetost, kompresiju, savijanje, smicanje, itd. Istovremeno sudjeluje u stvaranju nosivosti kompozicije. , osiguravajući prijenos sila na vlakna. Zbog plastičnosti matrice, sile s uništenih ili diskretnih (kratkih) vlakana prenose se na susjedna vlakna, te se smanjuje koncentracija naprezanja u blizini raznih vrsta defekata. Matrica također igra ulogu zaštitnog premaza koji štiti vlakna od mehaničkih oštećenja i oksidacije. Osim toga, matrica mora osigurati čvrstoću i krutost sustava pod djelovanjem vlačnog ili tlačnog opterećenja u smjeru okomitom na elemente za ojačanje. Ako je vlačno opterećenje usmjereno duž osi vlakana paralelnih jedna s drugom, tada da bi se postigao učinak jačanja, krajnje relativno istezanje matrice mora biti najmanje jednako relativnom istezanju vlakana. Ako je opterećenje okomito na os vlakana, onda to nije dovoljno. U ovom slučaju, opterećenje na vlakna prenosi se samo kroz matricu, a što je veća koncentracija vlakana i omjer modula elastičnosti materijala vlakna i matrice, to bi trebala biti krajnja deformacija matrice veća. . Evaluacijski rad na elastičnim modelima pokazuje da su za osiguranje čvrstoće CM-a pri poprečnom opterećenju potrebne matrice čije je relativno rastezanje nekoliko puta veće od prosječne deformacije vlakana.
Želja za postizanjem maksimalne čvrstoće sastava teži povećanju volumnog udjela vlakana. Međutim, ako je relativno produljenje matrice mala, tada se u slučaju velikih vrijednosti ove frakcije, čvrstoća CM može slomiti čak i pod malim opterećenjima: pojavit će se raslojavanje i pukotine. Pokazalo se da što je matrica plastičnija, to je manja dopuštena debljina međusloja matrice između vlakana i što se više vlakana može uvesti u CM.
Ovisno o materijalu matrice, svi CM se mogu podijeliti u tri skupine: sastavi s metalnom matricom - metalni kompozitni materijali (MCM), s polimer - polimerni kompozitni materijali (PCM) i s keramikom - keramički kompozitni materijali (CMC). Polimerni CM se obično nazivaju prema materijalu armaturnih vlakana: ojačani staklenim vlaknima nazivaju se stakloplastike (fiberglas), metal - metal-plastika (metalna vlakna), organski - organoplastika (organo-vlakna), bor - plastika od bora ( borova vlakna), karbonska - karbonska vlakna (karbonska vlakna) itd.
Za metalne i keramičke CM ne postoje jasno utvrđena pravila za imenovanje. Češće od ostalih, prvo se piše materijal matrice, a zatim vlaknasti materijal. Na primjer, oznaka "bakar-volfram" (Cu-W) odnosi se na CM s bakrenom matricom i volframovim vlaknima. Ali u literaturi se ponekad prvo navodi vlaknasti materijal, a zatim matrica.
Polimerni kompozitni materijali najčešće se koriste u usporedbi s ostalima zbog jednostavnosti proizvodnje, proizvodnosti, niske cijene, niske gustoće. Njihov glavni nedostatak je ograničen temperaturni raspon rada. Moderna polimerna veziva (matrice) mogu osigurati performanse proizvoda do temperatura koje ne prelaze 300 - 400°C.
Polimerna veziva se prema ponašanju tijekom zagrijavanja i hlađenja obično dijele na termoplastična i termoreaktivna. Svojstva termoplastičnih polimernih veziva omogućuju dobivanje proizvoda od njih injekcijskim prešanjem, ekstruzijom, prskanjem i široku upotrebu automatizirane opreme u njihovoj proizvodnji. Makromolekule termoplastičnih polimera imaju linearnu strukturu i dobivaju se od monomera s dvije funkcionalne skupine, koje su međusobno povezane jakim kovalentnim vezama. Makromolekularni lanci međusobno su povezani slabim van der Waalsovim silama.
Termoreaktivni oligomeri pod utjecajem topline, učvršćivača, katalizatora prelaze u čvrsto stanje (stvrdnjavaju). Ovaj proces je nepovratan. Oligomeri su lako topljivi u nekim otapalima (alkohol, aceton itd.), ali nakon stvrdnjavanja više nisu topljivi. Termoset smole izrađene su od monomera koji imaju više od dvije funkcionalne skupine. Tijekom stvrdnjavanja, monomeri rastu u tri smjera, tvoreći mrežne makromolekule čiji su svi strukturni elementi međusobno povezani jakim kovalentnim vezama.
Glavna komponenta polimernog veziva je smola. Točka omekšavanja, topljivost, viskoznost i konačna svojstva veziva ovise o njegovoj prirodi, reaktivnosti, molekulskoj masi i molekularnoj strukturi. Osim smole, sastav veziva može uključivati: katalizatore ili inicijatore, koji se unose u smole u malim količinama kako bi se potaknulo njihovo stvrdnjavanje; plastifikatori koji polimeru daju marginu plastičnosti i elastičnosti; boje koje boje materijal u željenoj boji; stabilizatori koji sprječavaju razgradnju polimera pod djelovanjem svjetlosnog zračenja i povišenih temperatura.
Kao vezivo za strukturalni PCM, koji radi pod / opterećenjima, u većini slučajeva koriste se termoreaktivne smole. U proizvodnji strukturnih PCM-a najčešće se koriste epoksidne, poliesterske, fenolne, organosilicijeve i poliimidne smole.
Epoksidne smole čine 90% smola koje se koriste kao* veziva za nove PCM-ove. Epoksidne smole mogu se stvrdnjavati, ovisno o o-tipu učvršćivača i njegovoj količini, kako na sobnoj tako i na povišenim temperaturama. U prvom se slučaju govori o smolama za hladno stvrdnjavanje, u drugom o smolama za vruće stvrdnjavanje.
Epoksidne smole poznate su po svojoj svestranosti. Imaju nisko skupljanje, dobro prianjanje na različita punila, visoka mehanička svojstva, nisku apsorpciju vlage, omogućuju obradu na sobnoj temperaturi i variraju u širokom rasponu trajanja i temperature stvrdnjavanja. Mogu im se dodati otapala, modifikatori i plastifikatori kako bi se promijenila viskoznost nestvrdnutog polimera, kemijska otpornost i plastičnost. Tijekom njihove toplinske obrade nema emisija hlapljivih produkta reakcije. Nešto su skuplji od poliesterskih i fenolnih smola, ali to se nadoknađuje njihovim boljim tehnološkim i operativnim kvalitetama.
Obično se CM na bazi epoksidnih smola koriste do 150°C. Posljednjih godina razvijene su nove epoksidne smole otpornije na toplinu, koje im omogućuju korištenje u GFM koji radi na 200°C i više.
Vrlo važna kvaliteta epoksidnih smola s tehnološke točke gledišta je njihova sposobnost dugotrajnog zadržavanja u polustvrdnutom stanju, što omogućuje proizvodnju predimpregniranih i djelomično stvrdnutih tkanina, traka i vrpca („prepregova”). ) na njihovoj osnovi, a zatim dobiti proizvode.
Poliesterske smole su polikondenzacijski produkti nezasićenih dikarboksilnih kiselina (uglavnom maleinske i metakrilne kiseline) s polihidričnim ili nezasićenim alkoholima (dietilen glikol, trietilen glikol itd.). Kao rezultat polimerizacije nastaje čvrsti netopivi polimer trodimenzionalne strukture. Poliesterska veziva razvijena su mnogo ranije od epoksidnih veziva, te su na njihovoj osnovi izrađeni prvi strukturni CM.
Glavne prednosti poliesterskih veziva su njihova niska cijena i jednostavnost rukovanja. Ali oni su manje jaki, imaju lošiju adheziju na većinu vlakana, lomljiviji su, više se skupljaju nakon stvrdnjavanja i imaju kraći vijek trajanja od epoksidnih smola.
Fenolne smole dobivaju se polikondenzacijom fenola (hidroksi-benzen, krezol, resorcinol i dr.) s aldehidima (furfural, formaldehid i dr.). Ove smole su tamne boje i imaju povećanu otpornost na visoke temperature u usporedbi s prethodno razmatranim vezivima.
Tijekom stvrdnjavanja fenolne smole prolaze kroz tri faze:
"A" - stvaranje rezola - produkt početne kondenzacije, koji nema poprečne veze i može se otopiti u alkoholu, acetonu i drugim otapalima;
"B" - stvaranje resitola - produkt u kojem je počelo stvaranje poprečnih veza. Resitol se ponaša poput termoplastične smole – omekšava pri zagrijavanju i postaje tvrd i krh na sobnoj temperaturi;
"C" - dobivanje resit - potpuno stvrdnuti termoreaktivni (netopljiv i neotopljen) proizvod.
U fazi resitola, kada je većina hlapljivih tvari već uklonjena, prepregi se izrađuju od fenolnih smola. Same po sebi, fenolne smole su vrlo krhke.
Njihovi nedostaci uključuju toksičnost i potrebu primjene visokog pritiska tijekom stvrdnjavanja. KM na bazi fenolnih smola su materijali dizajnirani za rad na visokim temperaturama, ta! kako su u stanju dugo izdržati temperature ds 315 ° C, a kratko - iznad 3000 ° C.
Silikon ili silikonske smole su sintetski spojevi koji zajedno sadržavaju organske skupine! silicij i kisik, koji su uključeni u glavni lanac u obliku karika
KM - na temelju njih zadržavaju svoja svojstva na temperaturama iznad 260 ° C, odlikuju ih otpornost na koroziju, otpornost na luk i iskre, te povećana toplinska vodljivost. Međutim, na sobnoj temperaturi svojstva KM n; na bazi silikonskih smola niži je nego na bazi epoksidnih, poliesterskih i fenolnih smola. Također, skuplji su. Na bazi organosilicijskih smola dobivaju se CM-ovi koji se koriste u konstrukciji oklopa) motora zrakoplova, raketa i drugih proizvoda koji rade na visokim temperaturama.
Poliimidne smole odlikuju se visokim stopama toplinske i toplinske stabilnosti i otpornosti na zračenje. CM bazirani na njima mogu raditi dugo vremena na temperaturama iznad 300°S. U završnoj fazi formiranja, poliimidne smole gube svoju plastičnost i topljivost] se pretvaraju u policikličke mrežne polimere. S njima su povezani izgledi za stvaranje visokotemperaturnih CM. Postojeći nedostaci: poliimidne smole - potreba za korištenjem visokih temperatura i pritisaka tijekom njihovog stvrdnjavanja.
Tehnologija proizvodnje proizvoda iz PCM-a uključuje sljedeće glavne faze:
1. UV predobrada površine kako bi se poboljšala njegova vlaženost otopinama ili talinama veziva.
Ugljična vlakna se isporučuju potrošaču premazana lubrikantom, koji je potreban kao pomoćno sredstvo u procesu. Uklanjanje lubrikanta s površine vlakana (dizajniranje) neophodna je operacija vrx syayazlyutim. Za ovaj ugljikovodik se propušta kroz benzin, otopine oleinske kiseline (2 tež. %), trietanolamin (1 tež. %) ili druga otapala. Lubrikant se također može ukloniti kalciniranjem ugljikovodika na 200 - 450°C. Pranje u vodi uz korištenje ultrazvuka daje dobar učinak. Nakon dekaliziranja, neke vrste vlakana snažno adsorbiraju vlagu, što narušava prianjanje veziva na njih i smanjuje performanse PCM-a u cjelini. Nanošenje hidrofobnih (vodoodbojnih) premaza na površinu, koji povećavaju čvrstoću veze između vlakana i veziva i smanjuju upijanje vode PCM-a, naziva se faza dimenzioniranja. Oblozi se fiksiraju zagrijavanjem vlakana na 80-150°C 20-60 minuta. U slučajevima kada vlakna stižu na kolute koji nisu prikladni za namatanje ili impregnaciju, polažu se na jednosmjernu traku, tzv. roving, uz osiguravanje ujednačene napetosti. Ova se operacija naziva savijanje.
2. Priprema veziva.
Uz glavnu komponentu (smolu), ovisno o njezinoj prirodi, vezivu se dodaju različite količine učvršćivača, katalizatora, plastifikatora i pigmenata. Koriste se sljedeća otapala: aceton, benzen, toluen, dikloretan, ugljik tetraklorid. Očito, kada radite s njima, morate se pridržavati relevantnih sigurnosnih zahtjeva.
Razrjeđivači pridonose dobivanju potrebne tehnološke viskoznosti veziva i ostaju u njemu nakon stvrdnjavanja. Razrjeđivači istovremeno obavljaju ulogu plastifikatora, povećavajući plastičnost stvrdnutih veziva. Na primjer, epoksidne smole niske viskoznosti od dietilen glikola, trietilen glikola koriste se kao razrjeđivač za epoksidne smole visoke viskoznosti. Mješavina svih komponenti koje čine vezivo naziva se spoj.
Važna tehnološka karakteristika veziva je njegova vitalnost (viabilnost) - sposobnost održavanja određenog vremena (od nekoliko minuta do nekoliko dana) tehnološke viskoznosti u zadanim granicama. Tijekom vremena, otapala isparavaju iz veziva, što povećava viskoznost spoja i pogoršava njegove impregnacijske karakteristike. Ako otapalo polako isparava, spoj ima visoku održivost, ali se vrijeme sušenja proizvoda značajno povećava. Može se čak dogoditi da vrijeme potpunog uklanjanja otapala premašuje vrijeme stvrdnjavanja veziva. U tom slučaju, u otvrdnutom polimeru bit će mnogo pora i mjehurića plina. Korištenje hlapljivih otapala naglo smanjuje održivost veziva, što je također nepoželjno. Na primjer, za epoksidne smole preporučuje se srednje hlapljivo otapalo toluen ili njegova otopina u etilnom alkoholu.
Tijekom transporta i skladištenja veziva ponekad u njega uđe vlaga. Stoga se prije upotrebe smola zagrijava u posebnim metalnim posudama na 100 - 140 ° C i, nakon uklanjanja vode, razrjeđuje se otapalima ili razrjeđivačima.
3. Impregnacija.
Ovo je operacija spajanja punila s vezivom nanošenjem smjese na površinu CF-a i punjenjem volumena između vlakana.
Trenutno se proizvodi iz PCM-a proizvode uglavnom na dvije metode: "mokro" i "suho". Kod mokre metode vlakna se impregniraju tekućim vezivom neposredno prije namatanja, tj. impregnacija se tehnološki kombinira s oblikovanjem proizvoda. Suhom metodom impregnacije; odvojeno u samostalnu operaciju, kao rezultat toga od ugljikovodika i veziva. nabavite preprege. Impregnacija i sušenje provode se u specijaliziranim postrojenjima odvojeno od namatanja, što omogućuje proširenje raspona polimernih veziva koji se koriste korištenjem raznih; otapala. Veziva s otapalima imaju nisku tehnološku viskoznost, što omogućuje postizanje visoke kvalitete ujednačenosti impregnacije. Prepregi mogu biti u djelomično stvrdnutom stanju. od nekoliko dana do nekoliko mjeseci, ovisno o temperaturi okoline.
Suho namatanje je progresivniji način od mokrog. Nedostaci mokrog namotavanja su sljedeći:
Izbor veziva za mokro namatanje ograničen je na one smole!- koje se mogu koristiti u tekućem obliku, na primjer, epoksid ili poliester.
Općenito, nepoželjno je koristiti otapala, jer hlapljive tvari, koje se uklanjaju tijekom stvrdnjavanja proizvoda rane, dovode do stvaranja pora, mjehurića i pogoršavaju čvrstoću i čvrstoću.
Korištenje tekućih veziva pogoršava sanitarne uvjete na radnom mjestu.
Produktivnost mokrog namatanja ograničena je brzinom veziva.
Upotreba zagrijavanja za smanjenje procesne viskoznosti smole smanjuje održivost veziva, ubrzava proces polimerizacije< гризации и ухудшает пропиточные свойства смолы.
6. Kod mokrog namatanja teško je podesiti koncentraciju komponenti u proizvodu. Dio smole nestaje mokrom metodom.
Suho namatanje preprega je lišeno svih navedenih nedostataka] Brzina namatanja nije ograničena brzinom impregnacije i u potpunosti ovisi* o mogućnostima opreme za namatanje. Namotavanje prepregom omogućuje korištenje širokog spektra smola, kako bi se osigurala ujednačena pacnpi podjela veziva po cijelom volumenu proizvoda, kako bi se smanjila mogućnost Ppeppegy ljepljivosti, što omogućuje dobivanje proizvoda složenog oblika, povećane nepropusnost i niska poroznost. Tijekom njihovog formiranja ostaje samo osigurati kvalitetnu povezanost vezivnih slojeva međusobno (autohezija) i s ojačavajućim vlaknima (adhezija).
Glavni nedostaci suhog namatanja uključuju potrebu za korištenjem posebnih strojeva i druge tehnološke opreme.
Postoje sljedeće metode impregnacije: provlačenje armature (navoja) kroz tekuće vezivo; valjak za kupanje; prskanje prisilnom impregnacijom.
U proizvodnji GFM-a s armaturom u obliku snopova, niti i tkanina, najčešći je način impregnacije provlačenjem kroz tekuće vezivo (slika 1.26).

Riža. 1.26. Shema vertikalnog stroja za impregnaciju; 1 - bubanj, 2 - armature, 3 - kupka s tekućim vezivom, 4 - valjci za kupanje, 5 - osovina za sušenje, 6 - grijači, 7 - ispušni uređaj, 8 - uređaj za zatezanje, 9 - prihvatni bubanj
Armaturna šipka (2) se odmotava od bubnja (kalem) (1) i, prolazeći kroz sustav valjaka (4), ulazi u kadu (3) s tekućim vezivom. Impregnirana armatura ulazi u šaht za sušenje (5), gdje se nalaze grijači (6) i ispušni uređaj (7). Ovdje armatura nekoliko puta mijenja smjer kako bi se produžilo vrijeme svog boravka u zoni visoke temperature. Kao rezultat toga, hlapljive tvari se uklanjaju iz spoja, a prostor između vlakana ispunjava se vezivom. Osušeni prepreg namotava se uz pomoć pogonskog vratila kroz zatezač (8) n; prijemni bubanj.
Za GFM s vrlo krutim ojačanjem (visokomodulnim grafitnim borom ili drugim vlaknima), koje ne dopušta male polumjere savijanja, prikladno je koristiti metodu impregnacije valjaka za kupanje (slika 1.27).

Riža. 1.27. Shema impregnacije s valjkom za kupanje: 1 - okovi, 2 - posuda s tekućim vezivom, 3 - posuda, 4 - valjak za kupanje
Tijekom rotacije, valjak hvata vezivo na svojoj površini i prenosi ga na armaturu.
Metoda prskanja s prisilnom impregnacijom omogućuje drastično smanjenje vremena punjenja međuvlaknastih prostora vezivom; Nanesite hidrauličku, vakuumsku i mehaničku prisilnu impregnaciju. .
U procesu hidrauličke prisilne impregnacije, tekući ev; pumpanje se pumpa kroz ventil.
Vakuumska prisilna impregnacija se provodi usisavanjem tekućine u evakuiranu komoru, gdje se nalaze armature.
Mehanička prisilna impregnacija je jednostavnija. To mogu biti ose; rad u posebnoj (klinastoj) komori ili uz pomoć lica za stiskanje. U klinastoj komori (sl. 1.28), spoj se odnosi pokretnom rukom; tura u klinastu šupljinu. Ovdje, zbog smanjenja poprečnog presjeka kanala komore: tlak tekućine raste okomito na pokretnu armaturu. Djelovanjem tog pritiska ispunjava se prostor između vlakana.
Prilikom impregnacije pomoću valjaka za stiskanje (slika 1.286), pritisak povezan s impregnacijom i uklanjanjem mjehurića zraka iz međuvlakanog prostora nastaje u obliku reakcije valjka na rastegnutu traku.


Riža. 1.28. Sheme mehaničke prisilne impregnacije u klinastoj komori (a) i uz pomoć valjka za stiskanje (b): 1 - armatura, 2 - vezivo, 3 - valjci
4. Kalupljenje.
Ovo je operacija davanja proizvodu zadanog oblika i veličine. Formiranje se može izvesti na prešama, kontaktnim, vakuumskim, autoklavnim metodama i namatanjem.
Prije oblikovanja na prešama, prethodno impregnirani roving ili tkanina se reže ručno ili na posebnim strojevima na komade željene duljine. Ovisno o zadanoj PCM strukturi, komadi se polažu u jednom ili više naizmjeničnih smjerova. Paket se postavlja između ploča hidrauličke preše i zbija pod pritiskom od nekoliko do desetaka atmosfera, ovisno o prirodi i strukturi komponenti. Ako je armatura impregnirana vrućim vezivom, tada se ploče za prešanje zagrijavaju. Ova metoda se obično koristi za proizvodnju pločastih materijala kao što je tekstolit.
Kontaktno oblikovanje je valjanje impregnirane trake ili tkanine valjkom. Tipično, zgušnjavanje se provodi na sobnoj temperaturi pomoću smola koje se stvrdnjavaju hladno. Ova metoda se koristi u maloj proizvodnji velikih i lagano opterećenih proizvoda.
Vakuumsko oblikovanje proizvoda iz PCM-a provodi se zbog razlike između atmosferskog i unutarnjeg (u volumenu u kojem se proizvod nalazi) tlaka. Vakuumsko oblikovanje koristi se za proizvodnju malih serija proizvoda, budući da je metoda neučinkovita i relativno skupa.
U metodi lijevanja u autoklavu, proizvod se formira blagim pritiskom koji stvara voda ili plin. Ova metoda se može koristiti za dobivanje velikih serija velikih dijelova složenog oblika.
Jedan od najčešćih načina dobivanja PCM-a i proizvoda od njih je metoda namatanja. U ovom slučaju, armatura impregnirana vezivom se namota na bubanj (trn) s napetošću. Namotavanje omogućuje automatizaciju procesa oblikovanja i programiranje anizotropije svojstava konačnog proizvoda. Namotavanje se najčešće koristi za proizvodnju proizvoda koji imaju oblik tijela okretanja (cilindri, kugle, stošci, toroidi itd.).
5. liječenju.
Tijekom stvrdnjavanja veziva stvaraju se konačne strukture; PCM, formiraju se njegova svojstva i fiksira oblik proizvoda. Glavni tehnološki parametri stvrdnjavanja su temperatura i vrijeme. Potrebno je striktno pridržavati se parametara razvijenih za svaku kombinaciju veziva i armature.
Stvrdnjavanje se može izvesti na sobnoj temperaturi (hladno* stvrdnjavanje), na povišenim temperaturama (vruće stvrdnjavanje), u električnim ili indukcijskim pećnicama s automatskom regulacijom temperature, stvrdnjavanje zračenjem.
Tijekom stvrdnjavanja uočavaju se dvije karakteristične faze kroz koje sukcesivno prolazi termoreaktivno vezivo: početni stupanj, tijekom formiranja polimerne mreže, i završni stupanj, tijekom formiranja polimerne mreže. Ove dvije faze su međusobno odvojene takozvanom gel točkom. Točka geliranja odgovara trenutku kada vezivo gubi sposobnost prijelaza u fluidno stanje s da se otopi u otapalima.
U određenom temperaturnom rasponu, tekuće vezivo prelazi u staklasto stanje. Sva svojstva veziva dramatično se mijenjaju: specifični volumen se smanjuje, tvrdoća se povećava, a javlja se otpornost na deformacije. Temperatura na kojoj se ovaj fenomen javlja naziva se temperatura staklastog prijelaza. Temperatura staklastog prijelaza nije točka, već prosječna temperatura intervala. Stakleni prijelaz nije fazni prijelaz; staklasto vezivo ima amorfnu strukturu i, s termodinamičkog stajališta, može se smatrati prehlađenom tekućinom.
Druga karakteristična točka polimernih materijala je temperatura razgradnje - temperatura na kojoj počinje primjetna razgradnja polimera, praćena prekidom molekularnih veza. Uništavanje, kao i stakleni prijelaz, događa se u temperaturnom rasponu. Održivost! vezivo na destrukciju karakterizira njegova toplinska stabilnost (termalna stabilnost, toplinska stabilnost). Ovaj koncept treba razlikovati od otpornosti na toplinu, koja odražava sposobnost polimera da omekša.
Do potpunog iscrpljivanja reaktivnih skupina, reakcija stvrdnjavanja može se nastaviti samo ako je temperatura stvrdnjavanja iznad temperature staklastog prijelaza. Inače se ne može postići potpuno stvrdnjavanje. Reaktivne skupine i dalje ostaju u polimeru, ali je njihova stopa interakcije s drugim skupinama vrlo niska zbog vrlo visoke viskoznosti sustava. Ako SHSM s nepotpuno stvrdnutim vezivom radi na povišenim temperaturama, stvrdnjavanje će se nastaviti. To dovodi do promjene oblika i dimenzija proizvoda, pojave dodatnih unutarnjih naprezanja.
Često je reakcija stvrdnjavanja popraćena oslobađanjem topline, materijal se samozagrijava, a vezivo se može potpuno stvrdnuti. Hladno stvrdnjavanje termoreaktivnih veziva temelji se na ovom principu. Međutim, za kritične proizvode, u većini slučajeva koristi se vruće stvrdnjavanje.
Armatura i vezivo u sastavu su pod djelovanjem unutarnjih naprezanja, koja se mogu podijeliti u tri vrste: strukturna, skupljajuća i toplinska.
Konstruktivna naprezanja uzrokovana su tehnološkim naprezanjem armature tijekom procesa namatanja. Prije uklanjanja s trna, strukturna naprezanja djeluju samo u vlaknima, njih nema u vezivu.
Naprezanja skupljanja nastaju u vlaknima i vezivu zbog smanjenja volumena (skupljanja) veziva tijekom njegova stvrdnjavanja. Količina skupljanja može varirati od 2 do 30 vol.% ovisno o prirodi spoja.
Toplinska naprezanja nastaju zbog razlike u koeficijentima linearne ekspanzije armature i veziva te neravnomjerne raspodjele temperatura u volumenu proizvoda. U pravilu je koeficijent linearne ekspanzije polimera znatno veći od koeficijenta vlakana.
U stvarnom PCM-u sva razmatrana naprezanja se zbrajaju i materijal je pod djelovanjem nastalih naprezanja, koja se s vremenom opuštaju. Kako bi se potaknulo potpunije opuštanje od stresa i izbjeglo savijanje i pucanje, preporuča se polagano zagrijavanje i hlađenje PCM proizvoda.
CFRP s niskomodulnim vlaknima ne koriste se kao strukturni. Od njih se izrađuju vodljivi, toplinski zaštićeni i antifrikcijski materijali.
Strukturni CFRP sadrže ugljična vlakna visokog modula (E = 342–540 GPa) i visoke čvrstoće (steg–2,5 GPa) kao punila. Strukturne ugljične plastike karakteriziraju niska gustoća i koeficijent linearne ekspanzije te visoki modul elastičnosti, čvrstoće, otpornosti na toplinu, toplinske i električne vodljivosti.
Svojstva ugljične plastike određuju se vezivnim materijalom, svojstvima, koncentracijom i orijentacijom vlakana. CFRP na bazi epoksidnih smola ima visoke karakteristike čvrstoće na temperaturama ispod 200 °C (tablica 1.6). Ovi PCM-ovi se najčešće izrađuju od preprega dostupnih u trakama različitih širina. Vlačna čvrstoća i čvrstoća na savijanje za jednosmjerna ugljična vlakna mogu biti 1000 - 1600 MPa ili više, a modul elastičnosti (1 - 2,5) -10 MPa ili više. U pogledu specifične čvrstoće i krutosti, ugljična plastika ostavlja daleko iza staklene plastike, čelika, aluminija i legura titana.
Stol 1.(
Svojstva epoksi CFRP-a visokog modula i visoke čvrstoće
|
Indikatori |
Epoxy CFRP! |
|
|
visoko modularan |
velika snaga |
|
|
Gustoća, kg / m 3 | ||
|
Čvrstoća, MPa, na pritisak, vlačnost i savijanje, međuslojni smični | ||
|
Modul elastičnosti pri napetosti i savijanju, GPa | ||
|
Čvrstoća na zamor pri savijanju na temelju 10 7 ciklusa, GPa | ||
U ugljičnoj plastici namijenjenoj dugotrajnom radu na temperaturama do 250 ° C koriste se fenolne, do 300 ° C - organosilicij i do 330°C - poliimidna veziva. Razvijaju se veziva s radnim temperaturama do 420°C. Još izraženiji nedostatak plastike ojačane ugljičnim vlaknima od plastike ojačane staklom je njihova niska međuslojna smična čvrstoća. To je zbog slabog prianjanja polimera na ugljična vlakna. Za: povećanje prianjanja koristi se nekoliko metoda: jetkanje površine vlakana oksidirajućim sredstvima (na primjer, dušična kiselina), izgaranje maziva; dimenzioniranje - prethodno premazivanje vlakana tankim slojem monomera koji ih vlaže; whiskering - rastući "brkovi" (gomila) w karbonska vlakna. CFRP, u kojem se, osim orijentiranih kontinuiranih vlakana, koriste i brkovi kao punilo, ja to zovem! viscerized ili vorserized.
Anizotropija svojstava u ugljičnoj plastici još je izraženija nego u stakloplastici. S tim je povezano. da je omjer modula elastičnosti punila i veziva za plastiku ojačanu ugljičnim vlaknima (100 i više) znatno veći nego za plastiku od stakloplastike (20–30). Osim toga, CFRPs karakterizira prisutnost razlike između elastičnih svojstava samih vlakana u smjeru duž osi i okomito na nju, što dovodi do dodatne anizotropije. Dizajni obično zahtijevaju manje mehaničke anizotropije. U ovom slučaju koriste se unakrsno ojačani materijali. Promjenom volumnog sadržaja vlakana i teksture PCM-a moguće je promijeniti svojstva sastava u vrlo širokom rasponu.
CFRP se odlikuje visokom otpornošću na opterećenja od zamora. U pogledu granice izdržljivosti po jedinici mase, ugljična plastika je znatno bolja od plastike i metala ojačane staklom. Jedan od razloga za to je niža (od npr. stakloplastike) deformacija na istoj razini naprezanja, što smanjuje pucanje polimerne matrice. Osim toga, visoka toplinska vodljivost ugljičnih vlakana doprinosi disipaciji energije vibracija, što smanjuje samozagrijavanje materijala zbog unutarnjih sila trenja.
Vrijedno svojstvo karbonskih vlakana je njihova visoka sposobnost prigušenja i otpornost na vibracije. Prema tim pokazateljima, ugljična plastika je superiornija od metala i nekih drugih konstrukcijskih materijala. Kapacitet prigušivanja može se podesiti promjenom kuta između smjerova primjene armature i opterećenja.
CFRP se koristi za izradu konstrukcija koje rade na stabilnost pod utjecajem vanjskog momenta savijanja, pritiska ili aksijalnog kompresije: lopatice rotora helikoptera, kućišta kompresora i ventilatora, lopatice ventilatora, diskovi statora i rotora niskotlačnog kompresora zrakoplovnih motora. Korištenje ugljičnih vlakana u tim jedinicama umjesto metala omogućuje smanjenje težine motora za 15-20%. U svemirskoj tehnologiji, ugljična plastika se koristi za solarne panele, visokotlačne cilindre i premaze za zaštitu od topline.
Koeficijent linearne ekspanzije visokomodulnih jednosmjernih ugljičnih plastika u uzdužnom smjeru blizu je nuli, au rasponu od 120 - 200 °C čak je negativan (-0,5-10 "6 1 / ° C). dimenzije proizvoda od ugljične plastike vrlo se malo mijenjaju tijekom zagrijavanja i hlađenja .
CFRP imaju prilično visoku električnu vodljivost, što im omogućuje da se koriste kao antistatički i električno grijaći materijali. S povećanjem sadržaja ugljikovodika u PCM-u na određeni volumni udio (40-70%), ovisno o vrsti polimera i ugljikovodika, tekstilnom obliku ugljikovodika, uočava se povećanje čvrstoće i modula elastičnosti. Tada se ti pokazatelji počinju pogoršavati zbog nedovoljne količine polimera potrebnog za dobivanje monolitnog kompozita i uništavanje krhkih ugljikovodika u fazi formiranja pri visokom stupnju zbijanja. Maksimalni sadržaj HC u PCM-u također je ograničen slabom vlažnošću HC veziva.
U nekim slučajevima, korištenje samo ugljičnih vlakana kao punila ne osigurava potrebnu viskoznost, otpornost na eroziju, tlačnu, vlačnu i posmičnu čvrstoću. Zatim se veziva zajedno ojačavaju ugljičnim i staklenim ili ugljičnim i borovim vlaknima. Kombinirano pojačanje omogućuje proširenje asortimana! vrijednosti čvrstoće, krutosti i gustoće PCM-a.
Kemijska otpornost CFRP-a omogućuje njihovu upotrebu u proizvodnji pumpi i brtvila otpornih na kiseline. Ugljična vlakna imaju nizak koeficijent trenja, što ih omogućuje korištenje kao punilo za razna veziva od kojih se izrađuju brtveni ležajevi, čahure i zupčanici.
Razvoj tehnologije zahtijeva mehanički jake materijale otporne na toplinu. To je izazvalo poseban interes za kompozitne materijale ugljik-ugljik (CCCM) koji sadrže ugljik i u obliku ojačavajućeg punila i u obliku matričnog materijala.
U CCCM-u, otpornost na visoke temperature kombinira se s niskom gustoćom, visokom čvrstoćom i modulom elastičnosti, otpornošću na toplinu; udarac. Ovi materijali su dugotrajni na temperaturama do 500°C (u oksidirajućem okruženju i do 3000°C u inertnoj atmosferi i u vakuumu).
Punilo i matrica CCCM, ovisno o sastavu i uvjetima karbonizacije, mogu imati različite modifikacije. U prihvaćenoj klasifikaciji prvo je naznačena struktura ugljičnog punila, zatim matrica, na primjer, ugljik-ugljik, grafit-ugljik, grafit-grafit materijal.
U CCCM-u, karbonsko punilo sadržano je u obliku diskretnih vlakana, kontinuiranih niti ili pletenica, filca, traka, tkanina s ravnim i volumetrijskim tkanjem, volumetrijskih struktura. Vlakna su nasumično raspoređena u jednosmjernom, dvosmjernom i trosmjernom smjeru. Koriste se ugljikovodici niskog modula, visokog modula i visoke čvrstoće, dobiveni od viskoznih, poliakrilonitrilnih vlakana i smole ugljenog katrana.
Kao matrica može se koristiti pirolitički ugljik, katran i polimeri za koks, koji u procesu termičke destrukcije daju više od 50 tež. % koksa. Najčešće se koriste fenolne smole (prinos koksa 54-60 tež. %). Poznato je korištenje poliimida (63 - 74 tež. %), organosilicijskih smola (84 - 87 tež. %), kondenzacijskih produkta fenola i naftena s formaldehidom (70 tež. %), oligobenzimid.sola (74 tež. %), kondenzacijskih produkta fenola i naftena s formaldehidom (70 tež. %). , furfurilne smole i drugi, polimeri. Što se više krećete i, jačina koksa, kao i snaga njegovog prianjanja na punilo, tci, to je veća kvaliteta CCCM.
, .„.„ Za dobivanje kompozita željenih svojstava potrebno je odrediti najpovoljniju kombinaciju punila i matrice, kao i najpovoljniji tehnološki režim za dobivanje yraepoj matrice.
Ovisno o faznom stanju tvari koje sadrže ugljik, razlikuju se sljedeće metode zgušnjavanja punila od ugljičnih vlakana (CFF) ugljikom:
korištenje ugljikovodika u plinovitoj ili parnoj fazi (prirodni plin, propan-butan, benzen, itd.);
korištenje tekućih ugljikovodika karakteriziranih visokim sadržajem ugljika i visokim postotkom iskorištenja koksa (smola, katran);
kombinirano, što uključuje impregnaciju poroznih okvira tekućim ugljikovodici i karbonizaciju, zatim zbijanje s pirolitičkim ugljikom dobivenim pirolizom ugljikovodika u plinskoj fazi.
Postupak brtvljenja okvira može se izvesti na nekoliko načina.
Izotermalna metoda omogućuje prolaz plina koji sadrži ugljik preko površine zagrijanog okvira pri relativno umjerenom tlaku. Nedostatak je trajanje procesa, stvaranje površinske kore koja sprječava prodiranje plina u okvir. Ova metoda je najučinkovitija za proizvode male debljine.
U drugoj metodi, razlika tlaka se uspostavlja po cijeloj debljini okvira, a plin koji sadrži ugljik se prisilno filtrira kroz njega. Prisilna filtracija ubrzava proces zbijanja i uvelike povećava debljinu impregnacije. Međutim, zbog smanjenja koncentracije plina koji sadrži ugljik u debljini sloja, struktura materijala ispada neravnomjerno gusta.
Najrasprostranjenija je termogradijentna metoda, kada se kroz cijelu debljinu poroznog okvira uspostavlja određena temperaturna razlika i plin koji sadrži ugljik prolazi sa strane površine s niskom temperaturom. U tom slučaju je isključeno stvaranje površinske kore, što pridonosi proizvodnji visokokvalitetnog materijala. Ova metoda je najučinkovitija kod zbijanja okvira srednje i velike debljine.
Tijekom termičke razgradnje ugljikovodika u plinskoj fazi istodobno se odvijaju različiti kemijski procesi, što rezultira lakšim i težim ugljikovodicima, vodikom i raznim čvrstim ugljikovim produktima. Struktura i svojstva ugljikovih proizvoda su raznoliki i ovise o uvjetima procesa. Na primjer, proizvodi toplinske razgradnje, ovisno o vanjskom geometrijskom obliku, sadrže:
slojeviti ili sjajni ugljik, nazvan pirougljik (PU);
Vlaknasti ili filamentni ugljik; ugljik u raspršenom stanju ili čađa.
Stvaranje PU odvija se u širokom temperaturnom rasponu od 700 do 3000°C. Sastav početnih plinova određuje prinos PU i brzinu njegovog taloženja. Najveći prinos PU dobiva se iz metana, koji ima najmanju molekulsku masu. Ugljikovodici visoke molekularne mase imaju povećan prinos čađe. U tom slučaju je tlak plina u reaktoru bitan.
Postoje dvije glavne vrste PU, čija je struktura i svojstva određena temperaturom formacije: niska temperatura (1000 - 1100°C) i visoka temperatura (1400 - 2200°C), koja se naziva pirografit.
Proces taloženja PU u plinskoj fazi provodi se u instalaciji (slika 1.29), koja se sastoji od vodeno hlađenog reaktora, kontrolne stanice za sustave opskrbe prirodnim plinom, stvarajući vakuum, rashladnu i energetsku opremu. Radni komad - karbonski okvir (4) postavljen je na grafitne grijače (3) ukliještene između strujnih vodova (2). Nakon evakuacije iz komore, prirodni plin se dovodi u reaktor. Zagrijavanje se provodi istosmjernom strujom koja prolazi kroz grijač (3), regulacija temperature - pokretnim!kromel-alumel termoelementima (5) smještenim u kvarcnim poklopcima.Na početku procesa termoelement se ugrađuje sa spojem na grijač površina - središte obratka prema periferiji.
U slučaju taloženja PU u plinskoj fazi, jedan od kriterija kvalitete dobivenog materijala je njegova gustoća. Funkcija je mnogih parametara i ovisi o gustoći okvira, brzini fronte pirolize, koncentraciji reagensa i tlaku plina u reaktoru.
Formiranje pirolitičkog ugljika iz plinovite faze na UVN uglavnom se provodi pri temperaturama od 1100-1500°C i smanjenom tlaku u atmosferi koja sadrži 91-93% metana i 7-9% argona. Grafitizacija se provodi u inertnoj atmosferi.
Tehnološki postupak dobivanja CCCM metodom tekuće faze!* uključuje izradu poroznog okvira, njegovu impregnaciju tekućim ugljikovodicima, karbonizaciju pod pritiskom i grafitizaciju. Prilikom odabira impregnacionog materijala za impregnaciju uzimaju se u obzir sljedeće karakteristike:
viskoznost;
ispušni koks;
mikrostruktura koksa;
Kristalna struktura koksa.
Sve ove karakteristike ovise o tlaku i temperaturi u procesu* ugljik-ugljik kompozita. Kao smole najčešće se koriste fenolne, poliamidne, polivinilsiloksanske, polifenilsiloksanske, furfurilne i epoksi novolačne smole. Progresivan i perspektivan smjer je korištenje smola naftnog i ugljenog podrijetla kao materijala za impregnaciju. Ova veziva imaju sljedeće prednosti: nisku cijenu, visok sadržaj ugljika uz zadržavanje termoplastičnosti i sposobnost grafitizacije pripremljenih mezofaznih smola. Nedostaci uključuju: toksičnost, nepostojanost kvalitete.
W 
Riža. 1.29. Shema ugradnje termogradijentne metode taloženja pirougljika u plinskoj fazi: 1 - vodeno hlađeni reaktor, 2 - strujni vodovi, 3 - grijač, 4 - ugljični okvir, 5 - termoelement u kvarcnoj cijevi, 6 - mehanizam pokreta termoelementa , 7 - vodeni plašt; struje: I - plin, II - plinoviti proizvodi pirolize, W - voda.
Kemijski sastav i svojstva smole uvelike variraju ovisno o prirodi sirovine i tehnološkim uvjetima. Pod određenim uvjetima, faza tekućeg kristala (mezofaza) može nastati i rasti u smolama, što osigurava stvaranje anizotropnog grafitizirajućeg koksa. S tim u vezi, visine se trenutno razlikuju kao izotropne (obične, nemezofazne) i anizotropne (mezofazne).
Pri niskotemperaturnoj karbonizaciji (550 - 650°C) mezofaza prelazi u čvrsti polukoks. Ovaj proces je popraćen bubrenjem pod utjecajem nastalih plinova, što dovodi do stvaranja fino porozne strukture koksa. Bubrenje uzrokuje duboku deformaciju koksa i povećanje broja neispravnih struktura, što dovodi do pojave pukotina skupljanja tijekom naknadne toplinske obrade.
Formiranje strukture i svojstava matrice ugljik-koksa ovisi o uvjetima toplinske obrade, koji se uvjetno mogu podijeliti u nekoliko faza:
Karbonizacija (900 - 1423°C) - razgradnja organskih spojeva
i formiranje molekularne uređene strukture ugljik-koksa
pretkristalizacija (1400 - 2000°C) - poredak atoma yi
lerod u savršeniju strukturu s formiranjem tzv<
osnovni oblici ugljika;
homogena grafitizacija (2000 - 3000°C) - prijelazna transformacija; ny oblici ugljika u kristalni grafit.
Na sl. 1.30 prikazuje dijagram instalacije za impregniranje karbonskih tkanina.

Riža. 1.30. Shema instalacije za impregnaciju ugljične tkanine: 1 - potrošna zavojnica, 2 - ugljična tkanina, 3 - tlačni valjci, 4 - električna peć, 5 - uređaj koji regulira brzinu dovoda tkanine, 6 - prijemni svitak; 7 - električni pogon, 8 - kupka
Tkanina se odmotava od dovodnog kotura (1) i prolazi kroz vaš kotur (8), u kojem tri brze miješalice intenzivno miješaju prašak smole s vodom, stvarajući stabilnu smjesu vodene smole. IIj daljnjim prolazom tkanine kroz potisne valjke (3) i elektron 1 (4), voda isparava i smola, "otapajući se, impregnira tkaninu. Dobiveni prepreg uz pomoć električnog pogona (7) i tkanine Uređaj za kontrolu brzine pomaka (5) je namotan na namotani kalem ( 6). Na izlazu iz peći traka se pritisne osovinom zagrijanom na 100 - 120 °C i istiskuje! korak u volumenu tkanine.
Predimpregnacija poroznog ugljičnog okvira s smolom može se izvesti pri tlaku od 0,5 do 3 MPa, karbonizacija - pri tlaku od 100 - 200 MPa i temperaturi od 900 - 1100°C.
Značajka CCCM-a je relativno visoka poroznost ugljične matrice, kao i njezino sjecište s pukotinama u smjeru okomitom na punilo. Pukotine u matrici nastaju kada se proizvod ohladi s proizvodne temperature (3000°C) na sobnu temperaturu zbog visokih toplinskih naprezanja. Kako bi se uklonila poroznost, operacija impregnacije-karbonizacije praćena grafitizacijom i operacija impregnacije pirougljikom ponavljaju se nekoliko puta (slika 1.31).
Nakon višekratnih ponavljanja ciklusa impregnacije-karbonizacije, gustoća materijala može doseći 2000 - 2100 kg/m 3 . Ako temperatura obrade ne prelazi 800 - 1500°C dolazi do karbonizacije veziva, a pri temperaturama od 2300 - 3000°C dobiva se grafitizirani materijal. Karbonizacija ugljičnih vlakana provodi se u struji inertnog plina ili redukcijske atmosfere s povećanim tlakom uz izotermno, dinamičko ili "stepeno zagrijavanje"; grafitizacija - u inertnoj atmosferi.
 karbonska vlakna
karbonska vlakna
Namotaj zavojnice 3 \ ^Proizvodnja
rasuti proizvodi za pletenje\tkanine
strukture \
Firmware
Impregnacija smole
* Karbonizacija
Ponovna impregnacija Rekarbonizacija
Grafitizacija Sl. 1.31. Shema za dobivanje CCCM metodom impregnacije
Kombinirana ili složena metoda za dobivanje CCCM može se provesti prema sljedećim shemama:
Smola impregnacija poroznog okvira, karbonizacija pod pritiskom, dodatno zbijanje PU iz plinske faze;
Zbijanje okvira PU od plinske faze do zadane gustoće impregnacija smolom praćeno karbonizacijom, mehaničkom obradom, zgušnjavanjem PU.
Ova metoda osigurava maksimalnu gustoću, visoke fizikalne i mehaničke karakteristike i ne zahtijeva dodatnu opremu.
U slučajevima kada se karbonizacija CCCM provodi bez pritiska
Proces se može izvesti u konvencionalnom pečenju (plinska komora)
šalice, čiji je dizajn razmatran ranije. Tehnologija proizvodnje]
CCCM metodom tekuće faze u smislu karbonizacije pod tlakom limenka<
realizirati pomoću preša.
Grafitizacija (grafitizacija) se provodi u Acheson pećima, o čijem dizajnu je bilo riječi u prethodnim poglavljima.
Svojstva CCCM variraju u širokom rasponu. Snaga karboniziranog CCCM proporcionalna je gustoći. Grafitizacija karboniziranog: nogo CCCM povećava njegovu čvrstoću. Snaga CCCM baziranih na visokim: jakim CF-ovima je veća od snage CM-ova temeljenih na CF-ovima visokog modula, više! nyh pri različitim temperaturama obrade. Jedinstvena svojstva CCCM-a uključuju otpornost na visoke temperature u inertnim i redukcijskim medijima. U smislu svoje sposobnosti da zadrži svoj oblik te fizikalna i mehanička svojstva u tim medijima, CCCM nadmašuje poznate strukturne materijale. Neki CCCM, posebice oni dobiveni karbonizacijom ugljičnih vlakana na bazi organskih polimera, karakteriziraju povećanje čvrstoće s porastom radne temperature od 20 do 2700°C. Na temperaturama iznad 3000°C, CCCM rade kratko vrijeme, jer počinje intenzivna sublimacija grafita. Što je kristalna struktura grafita savršenija, to je viša temperatura i niža je stopa termodestruktivnih procesa. Svojstva] CCCM promjena u zraku uz produljeno izlaganje relativno niskim temperaturama. Dakle, na 400 - 650 ° C u zraku se događa! oksidacija CCCM i, kao rezultat, brzo smanjenje čvrstoće kao rezultat. ta povećanja poroznosti. Matrična oksidacija je ispred oksidacije HC, npr< ли последние имеют более совершенную структуру углерода. Скорость оки>CCCM se smanjuje s povećanjem temperature njihove proizvodnje i smanjenjem broja nedostataka. Učinkovito sprječava oksidaciju CCCM pr< питка их кремнийорганическими соединениями из-за образования карбида оксида кремния.
Na sl. 1.32 prikazana su područja primjene CCCM-a.

otporan na obroke
Riža. 3.32. Područja primjene CCCM u uvjetima velikih toplinskih opterećenja
Dakle, CCCM se koriste u raznim granama tehnologije u slučajevima kada su tradicionalni materijali neoperabilni, t.j. u uvjetima velikih toplinskih opterećenja i u jedinicama trenja.
T kompozitna tehnologija rješava problem dobivanja očvrslih materijala. Riječ tehnologija dolazi od dvije grčke riječi: techne - umijeće i logos - riječ, poučavanje. Obično u nazivima ovog tipa drugi dio "logija" odgovara pojmu "znanost". Na primjer, zoologija je znanost o životinjama, geologija je znanost o strukturi Zemlje. Analogno, tehnologiju treba definirati kao znanost o zanatstvu.
Tehnologija kompozita - Sekcija za tehnologiju materijala
No, riječ "znanost" uz riječ "tehnologija" pojavila se relativno nedavno. Tehnologija se obično definira kao skup metoda. Ako se radi o tehnologija materijala, onda je ovo skup metoda za dobivanje i obradu materijala. Vlakna kao komponente materijala. Prije nekoliko desetljeća moglo se složiti s takvom definicijom. A danas svakako treba pojašnjenje. Danas tehnologija materijala nije samo skup metoda, već i znanost o dobivanju i preradi materijala, koja ima svoju teorijsku osnovu (teorija metalurških procesa, teorija tlačne obrade, teorija toplinske obrade itd.) , svoje metode istraživanja, svoja načela. A stvaranje novih materijala nezamislivo je bez korištenja njegovih dostignuća. Ali prisjećajući se ovoga, ne bismo trebali zaboraviti na prvi dio riječi. Ipak, tehnologija je i vještina. A zanatstvo je poput umjetnosti. Da biste postali dobar tehnolog, osim znanja, morate imati i domišljatost i domišljatost. I potrebno je više talenta. Međutim, te kvalitete nisu suvišne ni u jednom poslu. U izradi materijala sudjeluju ljudi raznih specijalnosti. Teoretičari materijala su fizičari, kemičari i mehaničari koji proučavaju opće zakone koji reguliraju ponašanje materijala. Tehnolozi materijala su stručnjaci koji koriste ove zakone za stvaranje novih materijala i razvoj metoda za njihovu proizvodnju. Oni su poveznica između teorije i prakse. A tu su i proizvodni tehnolozi koji rade izravno u tvornicama i razvijaju procese za dobivanje proizvoda u industrijskim uvjetima. Razgovarat ćemo o radu materijalologa-tehnologa.
Vlakna kao komponente materijala. Prije nekoliko desetljeća moglo se složiti s takvom definicijom. A danas svakako treba pojašnjenje. Danas tehnologija materijala nije samo skup metoda, već i znanost o dobivanju i preradi materijala, koja ima svoju teorijsku osnovu (teorija metalurških procesa, teorija tlačne obrade, teorija toplinske obrade itd.) , svoje metode istraživanja, svoja načela. A stvaranje novih materijala nezamislivo je bez korištenja njegovih dostignuća. Ali prisjećajući se ovoga, ne bismo trebali zaboraviti na prvi dio riječi. Ipak, tehnologija je i vještina. A zanatstvo je poput umjetnosti. Da biste postali dobar tehnolog, osim znanja, morate imati i domišljatost i domišljatost. I potrebno je više talenta. Međutim, te kvalitete nisu suvišne ni u jednom poslu. U izradi materijala sudjeluju ljudi raznih specijalnosti. Teoretičari materijala su fizičari, kemičari i mehaničari koji proučavaju opće zakone koji reguliraju ponašanje materijala. Tehnolozi materijala su stručnjaci koji koriste ove zakone za stvaranje novih materijala i razvoj metoda za njihovu proizvodnju. Oni su poveznica između teorije i prakse. A tu su i proizvodni tehnolozi koji rade izravno u tvornicama i razvijaju procese za dobivanje proizvoda u industrijskim uvjetima. Razgovarat ćemo o radu materijalologa-tehnologa. Kompozitna tehnologija je zadatak stručnjaka
Uzmimo za primjer stručnjak za kompozitnu tehnologiju. Koje zadatke mora riješiti? Evo jednog od njih. Danci: vlakna bora namotana na bobine; aluminij (u bilo kojem obliku - listovi, žica, prah, talina) možete odabrati prema vlastitom nahođenju. Potrebno: spojiti vlakna i aluminijsku matricu jedno s drugim, dok se dobije bor-aluminij visoke čvrstoće. Tehnolog mora odlučiti kako to učiniti. Da budemo precizniji, razgovarajmo o tome kako dobiti takav kompozit u obliku lima, u kojem su sva vlakna ravnomjerno raspoređena po presjeku i složena paralelno jedno s drugim. Rješavanje problema znači odgovoriti na tri osnovna pitanja:- Kako osigurati polaganje vlakana u zadanom smjeru?
- Kako uvesti vlakna u matricu da bi se dobio lim sa traženom strukturom i svojstvima?
- Kako spriječiti omekšavanje i uništavanje vlakana u procesu proizvodnje materijala, a istovremeno osigurati njihovu čvrstu vezu s matricom?
Kako orijentirati vlakna u kompozitu
Krenimo redom. Kako orijentirati vlakna u kompozitu? Da su dovoljno debele, poput čeličnih šipki kojima su ojačane, ne bi bilo posebnih problema. Možete staviti jednu po jednu u posebno pripremljena gnijezda. Vlakna kao osnova kompozita. Ali moramo imati posla s tankim vlaknima promjera oko 100 μm. U listu debljine 5 mm i širine 500 mm bit će ih više od 100 tisuća; ručno polaganje svakog vlakna na unaprijed predviđeno mjesto očito je nerealan zadatak. To se može učiniti strojem. Treba uzeti u obzir da se vlakna ne smiju međusobno dodirivati, moraju se nalaziti na određenoj udaljenosti jedno od drugog kako bi se osigurala potrebna koncentracija u matrici. Ovdje možete ponuditi nekoliko opcija, ali vjerojatno jednu od najboljih - onu koja se danas naširoko koristi u praksi - metoda namatanja. Uzima se cilindrični bubanj, čiji je opseg jednak duljini budućeg lima, postavljen na tokarski stroj i namotan na njega s zadanom udaljenosti vlakana. Ideja je potom izrezati sva vlakna duž tvornice cilindra i rasklopiti ih u ravnini, čime se dobije jedan sloj paralelnih vlakana. Duljina ovog sloja jednaka je opsegu bubnja. A kako bi se očuvao međusobni raspored vlakana u sloju, potrebno ih je prije rezanja nekako pričvrstiti jedno na drugo. Možete, na primjer, premazati ljepilom i rezati duž generatriksa nakon što se osuši. Pritom birajte ljepilo tako da se po potrebi može lako ukloniti, recimo, izgorjeti zagrijavanjem.
Vlakna kao osnova kompozita. Ali moramo imati posla s tankim vlaknima promjera oko 100 μm. U listu debljine 5 mm i širine 500 mm bit će ih više od 100 tisuća; ručno polaganje svakog vlakna na unaprijed predviđeno mjesto očito je nerealan zadatak. To se može učiniti strojem. Treba uzeti u obzir da se vlakna ne smiju međusobno dodirivati, moraju se nalaziti na određenoj udaljenosti jedno od drugog kako bi se osigurala potrebna koncentracija u matrici. Ovdje možete ponuditi nekoliko opcija, ali vjerojatno jednu od najboljih - onu koja se danas naširoko koristi u praksi - metoda namatanja. Uzima se cilindrični bubanj, čiji je opseg jednak duljini budućeg lima, postavljen na tokarski stroj i namotan na njega s zadanom udaljenosti vlakana. Ideja je potom izrezati sva vlakna duž tvornice cilindra i rasklopiti ih u ravnini, čime se dobije jedan sloj paralelnih vlakana. Duljina ovog sloja jednaka je opsegu bubnja. A kako bi se očuvao međusobni raspored vlakana u sloju, potrebno ih je prije rezanja nekako pričvrstiti jedno na drugo. Možete, na primjer, premazati ljepilom i rezati duž generatriksa nakon što se osuši. Pritom birajte ljepilo tako da se po potrebi može lako ukloniti, recimo, izgorjeti zagrijavanjem. Kako umetnuti vlakna u matricu
Ali bolje je to učiniti drugačije. Upotrijebite sam materijal matrice kao učvršćivač. Tada možete izvršiti dva zadatka odjednom kako biste pravilno održavali kompozitnu tehnologiju: popraviti vlakna u željenom položaju i u isto vrijeme unesite ih u matricu, odnosno odgovoriti na drugo glavno pitanje našeg zadatka. Misao je dobra. Ali opet se javlja ista opsesivnost – kako? Kako to učiniti? Ne može se bez znanja fizike i kemije.Elektrokemijska metoda
Može se koristiti elektrokemijska metoda, nanošenje galvanskog premaza od matričnog metala na bubanj s namotanim vlaknima. U principu nije jako teško, ali:- oduzima puno vremena
- ne mogu se svi metali primijeniti na ovaj način,
- teško je osigurati željeni sastav matrice kada su u pitanju složene legure.
Plazma prskanje premaza
A ovdje je najprikladnija opcija. Koristiti plazma raspršivanje premaza. Ovom metodom materijal matriksa se topi mlazom plazme niske temperature (ionizirani plin prosječne temperature oko 10.000 K), istom strujom se raspršuje i prenosi na površinu bubnja, pokrivajući vlakna i popunjavajući praznine između njih. Protok plazme se dobiva pomoću posebnog uređaja - plazma plamenika, u kojem se radni plin (dušik, argon, vodik, helij itd.) ionizira pod djelovanjem lučnog pražnjenja. Iako se plazma koja nastaje u konvencionalnim plazmatronima naziva niskotemperaturna, ova "niska" temperatura (10 000 K) sasvim je dovoljna da se otopi bilo koji od materijala koji postoje u prirodi. Kapljice rastaljenog metala dospijevaju do hladnog bubnja i, dajući mu toplinu, kristaliziraju, tvoreći jednoličnu prevlaku na bubnju, ako se ravnomjerno okreće. Materijal koji se raspršuje (u našem slučaju aluminij) obično se uvodi u mlaz plazme u obliku praha ili žice. Izvana, proces nanošenja plazma premaza nalikuje slikanju zračnim kistom. Samo umjesto zračnog kista - plazma baklja, a umjesto boje - matrična legura. U principu, nije potrebno koristiti plazmu u tu svrhu, možete se snaći s plinskim plamenikom ili drugim uređajem, ali plazma raspršivanje je vrlo zgodno i naširoko se koristi u stvaranju kompozita. Ojačani monosloj dobiven nakon prskanja reže se duž jedne od generatrisa cilindra i odvija se u ravninu. Čvrstoća premaza je dovoljna da spriječi pomicanje vlakana jedno u odnosu na drugo, ali nije dovoljna da osigura visoku čvrstoću kompozita. Debljina dobivenih monoslojeva je obično jedan i pol do dva promjera vlakana, odnosno oko 200 mikrona, a nama je, da podsjetim, potreban list debljine 5 mm. Kako biti? Opet "kako?".Valjanje monoslojeva
Ovaj put ne morate dugo tražiti odgovor: od dobivenih monoslojeva trebate napraviti lisnatu tortu, odnosno skupiti ih u vrećicu potrebne debljine i nekako zbiti, povezujući ih neraskidivo jedno s drugim. To se može učiniti npr. valjanje monoslojeva ili vruće prešanje. U prvom slučaju, paket se zagrijava u pećnici i prolazi između rotirajućih valjaka. Tijekom valjanja, monoslojevi se spajaju u monolitni materijal i matrični materijal se zbija u svakom monosloju, što dovodi do povećanja čvrstoće matrice i čvrstoće njezine veze s vlaknima.Vruće prešanje monoslojeva
Ponekad je svrsishodnije kompaktirati jednoslojne pakete ne valjanjem, već vruće prešanje. Da bi se to postiglo, stavljaju se u kalup čija duljina i širina radne ravnine odgovara dimenzijama monoslojeva, te se odozgo pritisnu probijanjem. Kalup se zagrijava kako bi se mogla održati potrebna temperatura procesa. Zagrijani paket je zbijen, otuda i naziv - vruće prešanje. Kako bi se stvorila čvrsta veza između monoslojeva i kako bi se sve čestice taloženog metala matriksa međusobno zavarile, tvoreći monolit, potrebno je držati pod pritiskom, čime bi se omogućilo da difuzijski procesi odrade svoj posao. Upravo ti procesi, zajedno s pritiskom, osiguravaju visoka mehanička svojstva našeg lisnatog tijesta. Zato se ovaj način dobivanja kompozita ponekad naziva difuzijskim zavarivanjem.Tehnologija kompozita u obliku šipke ili složenog profila
S obzirom na zadatak koji je pred nama, odgovorili smo na drugo pitanje – kako uvesti vlakna u matricu. Ali što ako trebate dobiti kompozit u obliku šipke ili složenog profila? Još jedno "kako". Opet možete pribjeći motanje paketa od jednoslojnih, ali ne u glatkim rolama, već u kalibriranim, odnosno s posebnim izrezima koji odgovaraju traženoj konfiguraciji. Ili možete koristiti tzv metode tekuće faze kada je matrica u tekućem stanju u procesu dobivanja kompozita. Vlakna, koja se odmotaju od zavojnica (broj zavojnica jednak je broju vlakana u kompozitu), prolaze bez dodirivanja jedno drugo kroz kupku s rastopljenim metalom matriksa, navlaže se njome i ulaze u predilicu koja tvori šipku. željenog odjeljka. Nakon toga, šipka se hladi, metal matrice se stvrdne, tvoreći kompozitni materijal s vlaknima. Na taj način se mogu dobiti šipke raznih profila. Proizvodi sa složenim profilom, kao što su lopatice turbine, povoljno se dobivaju impregnacijom. U kalup se stavljaju vlakna čija radna šupljina odgovara obliku oštrice (kako to učiniti je zasebno pitanje koje sada nećemo razmatrati, ali to se može učiniti, iako ne lako), a zatim tekućina matrični metal se ulijeva u kalup. Praznine između vlakana su obično male, te ih je rastaljeni metal teško ispuniti, ali ih je potrebno ispuniti, i to što je brže moguće kako se vlakna ne bi imala vremena otopiti u matrici. Stoga se u većini slučajeva impregnacija provodi pod pritiskom. Kalup za lijevanje se evakuira, a tekući metal ulazi u njega pod atmosferskim tlakom. Za brzu i pouzdanu impregnaciju u pravilu je dovoljna razlika tlaka od jedne atmosfere. Ali to je samo u slučaju kada su vlakna navlažena rastopljenim metalom matrice. Ako nije, onda morate nešto poduzeti. Na primjer, ugljična vlakna nisu vlažena tekućim aluminijem; stoga se ugljični aluminij ne može dobiti jednostavno impregnacijom grafitnih niti s aluminijem. Ali ako su te niti prethodno premazane najtanjim slojem kroma ili nikla (dovoljno je nanijeti premaz debljine jedan mikrometar), koji su dobro navlaženi aluminijem, osigurat će se impregnacija i može se dobiti kompozit. Glavno zanimanje tehnologa je odgovoriti na pitanje "kako?". Kako to učiniti? Točni odgovori na ovo pitanje mogu se dati ako su poznati odgovori na pitanje "zašto?". Ako zamislite automehaničara koji zna zategnuti vijke i matice, ali ne poznaje strukturu automobila. Za njega bezvrijedna. Slično, tehnolog koji ne razumije fiziku procesa koji se događaju pri dobivanju materijala je inferiorni stručnjak. Na primjer, tehnolog zna da u mnogim slučajevima kompozit omekša nakon zagrijavanja. Odmah se javlja problem – kako se nositi s tim? Ovo pitanje je slično trećem "kako?" pitanju na početku razgovora. A da biste riješili ovaj problem, morate znati zašto dolazi do omekšavanja kompozita. Odgovor na ova pitanja daje kompozitna tehnologija.Robotski kompleks za mehaničku obradu proizvoda od kompozitnih materijala namijenjen je za mehanizaciju i automatizaciju jedne od radno najintenzivnijih operacija u tehnološkom ciklusu:
- Obrezivanje i uklanjanje tehnološkog blica
- Glodanje žljebova, udubljenja i pozicionera za ugrađene elemente
- Bušenje i glodanje kroz rupe složenog oblika
- Glodanje kroz rupe velikih veličina (prozorski otvori, otvori, itd.)
Robotski kompleks omogućuje vam pružanje sljedećih prednosti:
- Povećana brzina obrade u usporedbi s ručnom obradom
- Visoka ponovljivost i kvaliteta obrade
- Glodanje s visokom kvalitetom rubova "u jednom prolazu"
- Poboljšanje uvjeta rada
- Otvaranje dodatnih znanja intenzivnih radnih mjesta
Na kontaktna metoda Nakon oblikovanja, stakleni materijal se ručno impregnira smolom četkom ili valjkom. Impregnacija se može izvesti istovremeno s valjanjem u obliku ili zasebno. Valjanje se provodi kako bi se uklonio zrak iz laminata i ravnomjerno rasporedilo vezivo.
1U članku je prikazano trenutno stanje tehnologija za proizvodnju proizvoda od kompozitnih materijala, uključujući informacije o korištenim tehnologijama, softveru, opremi za izradu matrica, opremi za izradu kompozitnih proizvoda, opremi za kontrolu geometrije proizvoda i ispitivanju bez razaranja. .
kompozitnih materijala
softver
oprema za izradu matrice
1. Suvremeni kompozitni materijali / ur. P. Krok i L. Brouman; po. s engleskog. - M., 1978.
2. Dizajn i čvrstoća trupa brodova i brodova od stakloplastike. Inozemna brodogradnja 1965. - 1973. godine // Brodogradnja, 1973. (monografija).
3. Frolov S.E. Metode stvaranja novih makronehomogenih kompozitnih materijala i tehnološka rješenja za izradu trupnih konstrukcija od njih // Brodogradnja br. 3 2003., str. 55-59 (prikaz, stručni).
4. CAE - tehnologije u 2012.: pregled dostignuća i analiza tržišta. – CAD/CAM/CAE Observer #4 (80) / 2013.
5. Intervju s V.A. Seredka i A.Yu. Sofronov CAD/CAM/CAE Observeru #2 (78) / 2013.
6. Pametne tehnologije za zrakoplovnu industriju. Povećanje konkurentnosti domaćih zrakoplovnih poduzeća na primjeru zajedničkih projekata tvrtke Solver i JSC VASO // CAD i grafika, br. 1. 2011. str. 56-62.
7. Lukjanov N.P. Iskustvo u korištenju kompozitnih materijala za izgradnju PMO brodova // Brodogradnja. broj 3. 2007. S. 19-26.
Kompozitni materijal je materijal čija se struktura sastoji od nekoliko komponenti s različitim fizikalnim i mehaničkim svojstvima: metalne ili nemetalne matrice s danom raspodjelom učvršćivača u njima, njihova kombinacija daje kompozitnom materijalu nova svojstva. Prema prirodi strukture, kompozitni materijali se dijele na vlaknaste, ojačane kontinuiranim vlaknima i brkovima, disperzijski ojačane materijale dobivene uvođenjem dispergiranih čestica učvršćivača u matricu, slojevite materijale nastale prešanjem ili valjanjem različitih materijala.
Danas su kompozitni materijali posebno traženi u raznim industrijama. Prvi brodovi od stakloplastike napravljeni su u drugoj polovici 1930-ih. Od 50-ih godina u svijetu se raširila brodogradnja od stakloplastike, izgrađen je značajan broj jahti, radnih i spasilačkih čamaca i ribarskih brodova, desantnih plovila itd. Jedna od prvih primjena kompozitnih materijala u zrakoplovstvu bila je proizvodnja ploča od ugljičnih vlakana 1967. za zadnji rub krila zrakoplova F-111A. Posljednjih godina u zrakoplovnim proizvodima sve je više moguće susresti strukture izrađene od troslojnog "sendviča" s aluminijskim saćastim punilom i koricama od karbonskih vlakana. Trenutno se oko 50% ukupne mase Boeinga 787 ili Airbusa A350 sastoji od kompozitnih materijala. U automobilskoj industriji dugo se koriste kompozitni materijali, uglavnom je razvijena tehnologija za izradu aerodinamičkog kompleta karoserije. Kompozitni materijali se u ograničenoj mjeri koriste za izradu dijelova ovjesa i motora.
Međutim, do nedavno su poduzeća koristila uglavnom ručno polaganje dijelova od kompozita, a serijska proizvodnja proizvedenih proizvoda nije zahtijevala duboku automatizaciju procesa. Danas, s razvojem konkurencije na tržištu, ne može se bez suvremenih alata za projektiranje i pripremu proizvodnje, kao i bez učinkovite opreme za rad s kompozitima.
Tehnologije za izradu proizvoda od kompozitnih materijala
U većini slučajeva, kemijski otvrdnjavajuća termoreaktivna smola koristi se kao vezivno punilo, a proces stvrdnjavanja karakterizira egzotermna kemijska reakcija. Uglavnom se koriste poliesterske, epoksidne, fenolne i visokotemperaturne smole. Najčešće se u proizvodnji dijelova složene konfiguracije koriste tehnologije čija je bit polaganje "suhe" podloge nakon čega slijedi impregnacija vezivom ("mokro" oblikovanje, namotavanje, brizganje, Resin Transfer Molding / RTM) ili naizmjenično polaganje "suhe" baze filmskim ljepilom (vakuumska impregnacija, Resin Film Infusion / RFI). Postoji nekoliko glavnih tehnologija za proizvodnju dijelova od kompozitnih materijala, uključujući ručne i automatizirane metode:
- impregnacija armaturnih vlakana matričnim materijalom;
- formiranje u kalupu traka učvršćivača i matrice dobivene namatanjem;
- hladno prešanje komponenti nakon čega slijedi sinteriranje;
- elektrokemijsko premazivanje vlakana s naknadnim prešanjem;
- taloženje matrice raspršivanjem plazme na učvršćivač, nakon čega slijedi kompresija;
- šaržno difuzijsko zavarivanje jednoslojnih traka komponenti;
- spojno valjanje armaturnih elemenata s matricom itd.
Osim toga, široko je rasprostranjena tehnologija izrade dijelova pomoću preprega (poluproizvoda, koji su osnovni materijal impregniran vezivom).
Softver
Zadatak projektiranja proizvoda od kompozitnih materijala je ispravan odabir sastava koji osigurava kombinaciju svojstava potrebnih u određenom operativnom slučaju. Pri projektiranju armiranih polimernih kompozitnih materijala uvelike se koristi računalna obrada podataka za što je razvijen veliki broj različitih programskih proizvoda. Njihova uporaba omogućuje poboljšanje kvalitete proizvoda, smanjenje trajanja razvoja i organizacije proizvodnje konstrukcija, sveobuhvatno, učinkovito i brzo rješavanje problema njihovog racionalnog dizajna. Uzimajući u obzir neravnomjerna opterećenja, moguće je projektirati konstrukciju trupa od armiranog kompozita diferencirane debljine, koja može varirati nekoliko desetaka puta.
Suvremeni softverski proizvodi mogu se uvjetno podijeliti u dvije skupine: one koji vrše analizu serije laminata u "dvodimenzionalnoj" ili "greda/ploča" formulaciji i u trodimenzionalnoj. Prva skupina su programi poput Laminator, VerctorLam Cirrus itd. "Trodimenzionalno" rješenje je metoda konačnih elemenata, a među dostupnim softverskim proizvodima postoji veliki izbor. Na tržištu "tehnologije kompozitnog modeliranja" postoje različiti softverski proizvodi: FiberSim (Vistagy / Siemens PLM Software), Digimat (e-Xstream / MSC Software Corp.), Helius (Firehole Composites / Autodesk), ANSYS Composite PrepPost, ESAComp (Altair inženjerstvo) i sl. .
Gotovo sav specijalizirani softver raznih tvrtki ima mogućnost integracije s CAD sustavima visoke razine - Creo Elements / Pro, Siemens NX, CATIA. Općenito, rad je sljedeći: odabire se materijal sloja, određuju se opći parametri paketa slojeva, utvrđuje se metoda formiranja sloja, metoda sloj-po-sloj koristi se za izradu jednostavnih dijelova, za složene proizvode, koriste se metode zonskog ili strukturnog projektiranja. U procesu polaganja slojeva postavlja se njihov slijed. Ovisno o načinu proizvodnje proizvoda (ručno polaganje, kalupljenje, polaganje trake, polaganje vlakana), provodi se sloj po sloj analiza materijala na moguće deformacije. Sastav slojeva prilagođava se širini korištenog materijala.
Nakon što je formiranje slojeva završeno, korisnik dobiva podatke o proizvodu, što im omogućuje korištenje u različite svrhe, na primjer:
- izlaz u obliku projektne dokumentacije;
- koristiti kao početne podatke za rezanje materijala;
- početni podaci za laserski projektor za označavanje kontura mjesta za polaganje uzoraka.
Prijelaz na moderne tehnologije za projektiranje i pripremu proizvodnje proizvoda omogućuje:
- smanjiti potrošnju kompozitnih materijala korištenjem preciznih razvrtača i strojeva za rezanje;
- povećati brzinu i poboljšati kvalitetu ručnog polaganja materijala korištenjem preciznih praznina i laserskih projekcija mjesta njihova polaganja;
- postići visoku razinu ponovljivosti proizvoda;
- smanjenje utjecaja ljudskog faktora na kvalitetu proizvedenih proizvoda;
- smanjenje zahtjeva za kvalifikacijom osoblja koje se bavi polaganjem.
Oprema za izradu matrice
Izrada master modela od drveta je dugotrajan i dugotrajan proces, za smanjenje vremena izrade matrice i povećanje točnosti koriste se tro/petoosni CNC glodalice, upravljački i mjerni strojevi ili 3D skeneri.
Portalna petoosna glodalica, (slika 1.), dostupna je samo velikim proizvođačima. Male tvrtke koriste robotske komplekse za glodanje na linearnim blokovima (linearna robotska jedinica) (slika 2), ili izrađuju master modele od zalijepljenog obratka. U ovom slučaju, kao osnova obratka uzima se kruti šuplji okvir, koji je izvana zalijepljen, a zatim potpuno obrađen. Tvrtke koje nemaju mogućnost obraditi cijeli proizvod slijede drugačiji put: prvo se izrađuje pojednostavljeni 3D model proizvoda pomoću ravnina u CAD sustavu, a na temelju pojednostavljenog modela se dizajnira kruti okvir od šperploče. Cijela vanjska površina se tada u CAD sustavu predstavlja kao obloga unutarnjeg okvira. Dimenzije obloge odabrane su na način da se može glodati na postojećem CNC glodalici (sl. 3). Zatim se točno sastavljen okvir zalijepi modelnom oblogom. Ovom metodom točnost glavnog modela je manja i potrebna je ručna dorada spojeva obloga, ali to vam omogućuje izradu proizvoda čije dimenzije znatno premašuju mogućnosti postojećih CNC strojeva.
Riža. 1. Petoosna glodalica MR 125, sposobna za obradu dijelova veličine 15x5 m i visine do 2,5 m

Riža. 2. Robotski kompleks za glodanje Kuka

Riža. 3. "Mala" petoosna glodalica
Oprema za izradu kompozita
Prvi korak u mehanizaciji procesa kalupljenja bila je primjena strojeva za impregnaciju, koji osim impregnacije, sastavljaju staklene tkanine ili stakloplastike u višeslojne vreće ukupne debljine 4–5 mm. Za mehanizaciju procesa, smanjenje vjerojatnosti pogreške osoblja i povećanje produktivnosti, na primjer, koristi se metoda prskanja, koja se može koristiti za dobivanje vanjske obloge, pregradnih ploča i drugih struktura od stakloplastike. Metoda prskanja omogućuje mehanizirano dobivanje kalupnih kvadrata i osigurava veću produktivnost rada u usporedbi s kalupnim kvadratima koji su ručno oblikovani od traka od stakloplastike ili stakloplastike. Sljedeća faza u razvoju proizvodnje proizvoda od kompozita je uvođenje instalacije za automatizirano namatanje rasporeda punila od karbonskih vlakana. Prvi "robot" dizajniran za polaganje suhe rolne tkanine demonstrirala je američka tvrtka Magnum Venus Plastech. Po prvi put u Rusiji takva oprema je uvedena u JSC VASO. Ova oprema omogućuje izradu kompozitnih dijelova duljine do 8 m i promjera do 3 m (slika 4.).
Kako bi se olakšalo ručno polaganje tkanine i smanjio otpad, za automatsko rezanje tkanine/preprega koriste se strojevi za rezanje, LAP i LPT laserski projektori za konturnu projekciju prilikom polaganja preprega na proizvodnu opremu. Pomoću modula za lasersku projekciju (slika 5.) moguće je automatski generirati podatke za projekciju izravno iz 3D modela kompozitnog proizvoda. Ovakva shema rada značajno smanjuje vremenske troškove, povećava učinkovitost procesa, smanjuje vjerojatnost nedostataka i pogrešaka te olakšava upravljanje podacima. Softverski strojno-projekcijski laserski kompleks za rezanje, u usporedbi s tradicionalnim polaganjem, smanjuje radni intenzitet rezanja za oko 50%, napornost polaganja za oko 30%, povećava stopu iskorištenja materijala, odnosno možete uštedjeti od 15 do 30% materijala.
Prelijevanje ugljične plastike metodom namotavanja omogućuje dobivanje proizvoda s najvišim karakteristikama deformacije i čvrstoće. Metode namotavanja dijele se na "suhe" i "mokre". U prvom slučaju, prepregi se koriste za namatanje u obliku niti, snopova ili traka. U drugom slučaju, armaturni materijali su impregnirani vezivom izravno tijekom procesa namatanja. Nedavno je razvijena oprema koja koristi računalne sustave za kontrolu uzorka orijentacije vlakana. To omogućuje dobivanje cjevastih proizvoda sa zavojima i nepravilnim oblicima, kao i proizvoda složene geometrije. Oprema za namotavanje razvija se pomoću fleksibilne tehnologije, gdje se armaturni vlaknasti materijali mogu polagati na trn u bilo kojem smjeru.

Riža. 4 MAG Cincinnati Viper 1200 FPS stroj za namatanje karbonskih vlakana

Riža. 5. Laserski sustav pozicioniranja (zeleni obris)
Oprema za provjeru geometrije i unutarnje strukture proizvoda
Konture proizvoda često imaju krivolinijske generatrise, koje se ne mogu provjeriti tradicionalnim "plaz" metodama. Pomoću 3D skeniranja možete odrediti koliko se fizički uzorak podudara s 3D računalnim modelom. Za 3D skeniranje također možete koristiti stroj za koordinatno mjerenje tipa ruke (CMM) ili beskontaktni optički/laserski sustav za skeniranje. Međutim, kada se koriste beskontaktni sustavi za skeniranje, u pravilu ne mogu ispravno raditi sa zrcalnim i površinama visokog sjaja. Pri korištenju "mjernih krakova" bit će potrebno nekoliko uzastopnih resetiranja, budući da je radni prostor, zbog dizajna mjernih krakova, obično ograničen na kuglu polumjera 1,2-3,6 m.
Također, materijali od stakloplastike imaju niz problematičnih područja. Jedna od glavnih je kontrola kvalitete gotovog proizvoda (odsutnost zračnih šupljina) i korozija tijekom rada. Za ispitivanje bez razaranja brodskih trupa izrađenih od kompozita, rendgenske zrake se široko koriste, ali ga iz više razloga imaju tendenciju smanjiti. Nedavno su se počele pojavljivati publikacije koje opisuju detekciju raslojavanja infracrvenom termografijom (termovizijski uređaji). Istodobno, i termovizijske i rendgenske NDT metode otkrivanja delaminacija ne dopuštaju mjerenje njihovih veličina i određivanje dubine defekata kako bi se procijenio njihov učinak na promjenu karakteristika čvrstoće.
Zaključak
Trenutno, u Rusiji, intenzivan razvoj automatizacije montaže kompozitnih proizvoda, uključujući opremu za izradu matrica, gotovo tek počinje. Najčešće se za "ugađanje" automobila izvode samo pojedinačni elementi aerodinamičkog kompleta karoserije. Uspješna je implementacija FiberSIM sustava pri projektiranju i izgradnji baznog minolovca projekta 12700, kao i na automatskom stroju za polaganje tkanine VASO. No, to su izolirani primjeri, za povećanje konkurentnosti potrebno je cjelovito uvođenje novih tehnologija.
Bibliografska poveznica
Černišov E.A., Romanov A.D. SUVREMENE TEHNOLOGIJE ZA PROIZVODNJU PROIZVODA OD KOMPOZITNIH MATERIJALA // Moderne znanstveno-intenzivne tehnologije. - 2014. - Broj 2. - Str. 46-51;URL: http://top-technologies.ru/ru/article/view?id=33649 (pristup 25.11.2019.). Predstavljamo Vam časopise u izdanju izdavačke kuće "Academy of Natural History"