Éléments de serrage et mécanismes de fixation. Types abstraits de dispositifs de serrage. Éléments de serrage des luminaires.doc
Lire aussi
Dispositifs de serrage des machines-outils
À catégorie:
Machines à couper les métaux
Dispositifs de serrage de machines
Le processus d'alimentation des machines automatiques en pièces est réalisé avec une interaction étroite entre les dispositifs de chargement et les machines automatiques. dispositifs de serrage. Dans de nombreux cas, les dispositifs de serrage automatiques font partie de la conception de la machine ou en font partie intégrante. Ainsi, malgré l'existence d'une littérature particulière consacrée aux dispositifs de serrage, il semble nécessaire de s'attarder brièvement sur quelques conceptions caractéristiques,
Les éléments mobiles des dispositifs de serrage automatiques reçoivent le mouvement des entraînements commandés correspondants, qui peuvent être des entraînements à commande mécanique recevant le mouvement de l'entraînement principal du corps de travail ou d'un moteur électrique indépendant, des entraînements à cames, des entraînements hydrauliques, pneumatiques et pneumatiques-hydrauliques. Les éléments mobiles individuels des dispositifs de serrage peuvent recevoir le mouvement d'un entraînement commun ou de plusieurs entraînements indépendants.
La prise en compte des conceptions de dispositifs spéciaux, qui sont principalement déterminés par la configuration et les dimensions d'une pièce spécifique, n'est pas incluse dans les tâches. de ce travail, et nous nous limiterons à introduire quelques dispositifs de serrage à usage général.
Mandrins de serrage. Disponible grand nombre conceptions de mandrins à centrage automatique, dans la plupart des cas avec des entraînements hydrauliques et pneumatiques à piston, qui sont utilisés sur les tours, les tourelles et les rectifieuses. Ces mandrins, tout en assurant un serrage fiable et un bon centrage de la pièce, ont une faible consommation de mors, c'est pourquoi, lors du passage du traitement d'un lot de pièces à un autre, le mandrin doit être reconstruit et assurer haute précision procéder au centrage des surfaces de centrage des cames en place ; dans ce cas, les cames durcies sont rectifiées et les cames brutes sont tournées ou alésées.
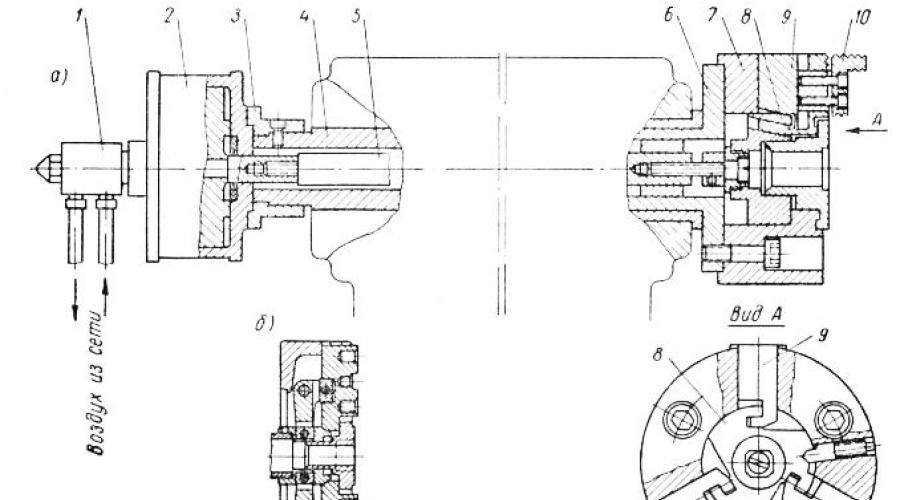
L'une des conceptions courantes d'un mandrin avec un entraînement pneumatique à piston est illustrée à la Fig. 1. Le vérin pneumatique est fixé avec une bride intermédiaire à l'extrémité de la broche. L'alimentation en air du vérin pneumatique s'effectue via une boîte d'essieu reposant sur des roulements sur la tige du couvercle du cylindre. Le piston du cylindre est relié par une tige au mécanisme de serrage de la cartouche. Le mandrin pneumatique est fixé à une bride montée sur l'extrémité avant de la broche. La tête, fixée à l'extrémité de la tige, présente des rainures inclinées dans lesquelles s'insèrent les saillies en forme de L des cames. Lorsque la tête avance avec la tige, les cames se rapprochent et lorsqu'elles reculent, elles divergent.
Sur les mâchoires principales, qui ont des rainures en forme de T, sont fixées des mâchoires aériennes, qui sont installées en fonction du diamètre de la surface serrée de la pièce.
Grâce au petit nombre de maillons intermédiaires qui transmettent le mouvement aux cames, et taille significative surfaces de friction, les cartouches de la conception décrite ont une rigidité et une durabilité relativement élevées.

Riz. 1. Mandrin pneumatique.
Un certain nombre de modèles de mandrins pneumatiques utilisent des engrenages à levier. De telles cartouches ont moins de rigidité et, en raison de la présence d'un certain nombre de joints articulés, s'usent plus rapidement.
Au lieu d'un vérin pneumatique, un entraînement pneumatique à membrane ou un vérin hydraulique peut être utilisé. Les cylindres tournant avec la broche, en particulier à des vitesses de broche élevées, nécessitent un équilibrage minutieux, ce qui constitue un inconvénient de cette option de conception.
L'entraînement du piston peut être monté de manière fixe coaxialement à la broche, et la tige du vérin est reliée à la tige de serrage par un accouplement qui assure la libre rotation de la tige de serrage avec la broche. La tige de vérin fixe peut également être reliée à la tige de serrage par un système de transmissions mécaniques intermédiaires. De tels schémas sont applicables s'il existe des mécanismes d'auto-freinage dans l'entraînement du dispositif de serrage, sinon les roulements de broche seront soumis à des forces axiales importantes.
Outre les mandrins autocentrants, des mandrins à deux mors avec des mâchoires spéciales recevant le mouvement des entraînements ci-dessus et des mandrins spéciaux sont également utilisés.
Des entraînements similaires sont utilisés lors de la fixation de pièces sur divers mandrins expansibles.
Dispositifs de serrage à pinces. Les dispositifs de serrage à pinces sont un élément de conception des machines à tourelle et des tours automatiques destinés à la fabrication de pièces à partir de tiges. En même temps, ils trouvent large application et dans des dispositifs de serrage spéciaux.

Riz. 2. Dispositifs de serrage à pinces.
En pratique, il existe trois types de dispositifs de serrage à pinces.
La pince, qui présente plusieurs coupes longitudinales, est centrée avec sa queue cylindrique arrière dans le trou de broche et avec sa queue conique avant dans le trou du capuchon. Lors du serrage, le tuyau fait avancer la pince et sa partie conique avant s'insère dans le trou conique du capuchon de broche. Dans ce cas, la pince est comprimée et serre la tige ou la pièce. Dispositif de serrage de ce genre présente un certain nombre d'inconvénients importants.
La précision de centrage de la pièce est largement déterminée par la coaxialité de la surface conique du capuchon et l'axe de rotation de la broche. Pour ce faire, il faut réaliser une coaxialité du trou conique du bouchon et de sa surface de centrage cylindrique, une coaxialité de la collerette de centrage et de l'axe de rotation de la broche, et un écart minimum entre les surfaces de centrage du bouchon et la broche.
Le respect de ces conditions présentant des difficultés importantes, les dispositifs à pinces de ce type ne permettent pas un bon centrage.
De plus, pendant le processus de serrage, la pince, en avançant, saisit la tige qui se déplace avec la pince, ce qui peut
conduire à des modifications des dimensions des pièces traitées sur la longueur et à l'apparition de pressions importantes sur la butée. En pratique, il existe des cas où une tige tournante, pressée avec beaucoup de force contre une butée, est soudée à cette dernière.
L'avantage de cette conception est la possibilité d'utiliser une broche de petit diamètre. Cependant, étant donné que le diamètre de la broche est largement déterminé par d'autres considérations et principalement par sa rigidité, cette circonstance n'est dans la plupart des cas pas significative.
En raison de les lacunes mentionnées Cette version du dispositif de serrage à pince est d'une utilité limitée.
La pince a un cône inversé et lorsque le matériau est serré, le tuyau tire la pince dans la broche. Cette conception assure un bon centrage, puisque le cône de centrage est situé directement dans la broche. L'inconvénient de la conception est que le matériau se déplace avec la pince pendant le processus de serrage, ce qui entraîne une modification des dimensions de la pièce, mais n'entraîne aucune charge axiale sur la butée. Un inconvénient est aussi la faiblesse de la section en place Connexion filetée. Le diamètre de la broche augmente légèrement par rapport à la version précédente.
En raison des avantages constatés et de la simplicité de conception, cette option est largement utilisée sur les machines à tourelle et les tours automatiques multibroches dont les broches doivent avoir un diamètre minimum.
L'option présentée sur la Fig. 2, c, diffère du précédent en ce que pendant le processus de serrage, la pince, venant en butée avec la surface d'extrémité avant contre le capuchon, reste immobile et le manchon se déplace sous l'action du tuyau. La surface conique du manchon est poussée sur la surface conique externe de la pince, et cette dernière est comprimée. Étant donné que la pince reste immobile pendant le processus de serrage, avec cette conception, il n'y a pas de déplacement de la barre traitée. Le manchon a un bon centrage dans la broche, et assurer l'alignement des surfaces de centrage conique intérieure et extérieure du manchon ne présente pas de difficultés technologiques, grâce auxquelles cette conception assure un assez bon centrage de la tige traitée.
Lorsque la pince est relâchée, le tuyau se rétracte vers la gauche et le manchon se déplace sous l'action du ressort.
Pour que les forces de friction générées lors du processus de serrage soient surface d'extrémité Les lames de pince ne réduiraient pas la force de serrage, la surface d'extrémité prend une forme conique avec un angle légèrement supérieur à l'angle de frottement.
Cette conception est plus complexe que la précédente et nécessite une augmentation du diamètre de la broche. Cependant, en raison des avantages constatés, il est largement utilisé sur les machines monobroches, où l'augmentation du diamètre de la broche n'est pas significative, ainsi que sur un certain nombre de modèles de machines à tourelle.
Les tailles des pinces les plus courantes sont normalisées par le GOST correspondant. Pinces grandes tailles sont fabriqués avec des mâchoires remplaçables, ce qui permet de réduire le nombre de pinces dans l'ensemble et, lorsque les mâchoires s'usent, de les remplacer par des neuves.
La surface des mâchoires des pinces fonctionnant sous de lourdes charges présente une encoche qui assure le transfert de forces importantes vers la partie serrée.
Les pinces de serrage sont fabriquées à partir des aciers U8A, U10A, 65G, 9ХС. La partie active de la pince est durcie à une dureté de HRC 58-62. Queue
la pièce est trempée jusqu'à une dureté de HRC 38-40. Pour la fabrication des pinces de serrage, on utilise également des aciers de cémentation, notamment l'acier 12ХНЗА.
Le tuyau déplaçant la pince de serrage lui-même reçoit le mouvement de l'un des types d'entraînement répertoriés via l'un ou l'autre système d'engrenages intermédiaires. Certaines conceptions d'engrenages intermédiaires pour déplacer le tuyau de serrage sont illustrées à la Fig. IV. 3.
Le tube de serrage reçoit le mouvement des craquelins, qui font partie de la bague avec une saillie qui s'insère dans la rainure de la broche. Les crackers reposent sur les saillies de queue du tube de serrage, qui les maintiennent dans la position requise. Les craquelins reçoivent le mouvement de leviers dont les extrémités en forme de L s'insèrent dans l'évidement d'extrémité du manchon 6 posé sur la broche. Lorsque la pince est serrée, le manchon se déplace vers la gauche et, agissant avec sa surface conique interne sur les extrémités des leviers, les fait tourner. La rotation se produit par rapport aux points de contact des saillies en forme de L des leviers avec l'évidement de la bague. Dans ce cas, les talons des leviers appuient sur les crackers. Le dessin montre les mécanismes dans la position correspondant à l'extrémité de la pince. Dans cette position, le mécanisme est fermé et la douille est déchargée des forces axiales.

Riz. 3. Mécanisme de mouvement du tube de serrage.
La force de serrage est réglée à l'aide d'écrous qui déplacent le manchon. Pour éviter d'avoir à augmenter le diamètre de la broche, une bague filetée est montée dessus, qui vient en butée contre les demi-anneaux qui s'insèrent dans la rainure de la broche.
En fonction du diamètre de la surface de serrage, qui peut varier dans une certaine tolérance, le tube de serrage occupera différentes positions dans la direction axiale. Les écarts de position du tuyau sont compensés par la déformation des leviers. Dans d'autres conceptions, des compensateurs à ressort spéciaux sont introduits.
Cette option est largement utilisée sur les tours automatiques monobroches. Il existe de nombreuses modifications de conception, différant par la forme des leviers.
Dans un certain nombre de modèles, les leviers sont remplacés par des billes ou des rouleaux d'appui. A l'extrémité du tube de serrage, une bride repose sur un filetage. Lorsque la pince est serrée, la bride ainsi que le tuyau se déplacent vers la gauche. La bride reçoit le mouvement du manchon agissant par l'intermédiaire du rouleau sur le disque. Lorsque le boîtier se déplace vers la gauche, sa surface conique intérieure amène les rouleaux du canon à se déplacer vers le centre. Dans ce cas, les rouleaux, se déplaçant le long de la surface conique de la rondelle, se déplacent vers la gauche, déplaçant le disque et la bride avec le tuyau de serrage dans la même direction. Toutes les pièces sont montées sur une douille montée à l'extrémité de la broche. La force de serrage est ajustée en vissant la bride sur le tuyau. Dans la position souhaitée, la bride est verrouillée à l'aide d'un verrou. Le mécanisme peut être équipé d'un compensateur élastique sous forme de disques ressorts, ce qui lui permet d'être utilisé pour le serrage de tiges avec de grandes tolérances de diamètre.
Les manchons mobiles qui effectuent le serrage reçoivent le mouvement des mécanismes à came des tours automatiques ou des entraînements à piston. Le tube de serrage peut également être directement raccordé à l'entraînement du piston.
Entraînements de dispositifs de serrage de machines multipositions. Chacun des dispositifs de serrage d'une machine multiposte peut avoir son propre entraînement, généralement un entraînement à piston, ou les éléments mobiles du dispositif de serrage peuvent être entraînés par un entraînement installé au poste de chargement. Dans ce dernier cas, les mécanismes de serrage qui tombent en position de chargement sont reliés aux mécanismes d'entraînement. A l'extrémité de la pince, cette connexion est terminée.
Dernière option Largement utilisé sur les tours automatiques multibroches. Dans la position dans laquelle la tige est alimentée et serrée, un curseur avec une saillie est installé. Lorsque le bloc de broche tourne, la saillie pénètre dans la rainure annulaire du manchon mobile du mécanisme de serrage et, à des moments appropriés, déplace le manchon dans la direction axiale.
Un principe similaire peut dans certains cas être utilisé pour déplacer les éléments mobiles des dispositifs de serrage installés sur les tables multipositions et les tambours. La boucle d'oreille est serrée entre les prismes fixe et mobile d'un dispositif de serrage monté sur une table multi-positions. Le prisme reçoit le mouvement d'une glissière en biseau. Une fois serré, le piston sur lequel la crémaillère est coupée se déplace vers la droite. Grâce à l'engrenage denté, le mouvement est transmis au curseur, qui déplace le prisme vers le prisme à l'aide d'un biseau en coin. Lorsque la partie serrée est relâchée, le piston se déplace vers la droite, qui est également relié au curseur par un engrenage.
Les plongeurs peuvent recevoir le mouvement des actionneurs à piston installés en position de chargement ou des liaisons correspondantes dans les mécanismes à came. Le serrage et le desserrage de la pièce peuvent également être effectués pendant que la table tourne. Lors du serrage, un poussoir équipé d'un galet court contre un poing fixe installé entre la position de chargement et la première position de travail. Une fois relâché, le piston pénètre dans le poing situé entre les dernières positions de travail et de chargement. Les pistons sont situés dans des plans différents. Pour compenser les écarts dans les dimensions de la pièce serrée, des compensateurs élastiques sont introduits.
Il convient de noter que des solutions aussi simples ne sont pas suffisamment utilisées lors de la conception de dispositifs de serrage pour machines multipositions lors du traitement de petites pièces.

Riz. 4. Dispositif de serrage de machine multi-positions, alimenté par un entraînement installé en position de chargement.
S'il existe des moteurs à pistons individuels pour chacun des dispositifs de serrage de la machine multipositions, plaque tournante soit le fût doit être alimenté en air comprimé ou en huile sous pression. Le dispositif d'alimentation en air comprimé ou en huile est similaire au dispositif à cylindre rotatif décrit ci-dessus. L'utilisation de roulements dans ce cas n'est pas nécessaire car la vitesse de rotation est faible.
Chaque appareil peut avoir une vanne de commande ou un tiroir individuel, ou un dispositif de distribution commun peut être utilisé pour tous les appareils.

Riz. 5. Dispositif de distribution pour entraînements à piston des dispositifs de serrage d'une table multi-positions.
Robinets individuels ou appareils de distribution commuté par des entraînements auxiliaires installés en position de chargement.
L'appareillage général connecte séquentiellement les entraînements à piston des gabarits lorsque la table ou le tambour tourne. Une conception approximative d'un tel dispositif de distribution est illustrée à la Fig. 5. Le boîtier du dispositif de distribution, installé coaxialement à l'axe de rotation de la table ou du tambour, tourne avec ce dernier et les bobines ainsi que l'axe restent fixes. Le tiroir contrôle l'alimentation en air comprimé des cavités et le tiroir contrôle l'alimentation en air comprimé des cavités des cylindres de serrage.
L'air comprimé pénètre par le canal dans l'espace entre les bobines et est dirigé à l'aide de ces dernières dans les cavités correspondantes des cylindres de serrage. L'air évacué s'échappe dans l'atmosphère par des ouvertures.
L'air comprimé pénètre dans la cavité par le trou, la rainure en arc et les trous. Tant que les trous des cylindres correspondants coïncident avec la rainure en arc, l'air comprimé pénètre dans les cavités des cylindres. Lorsque, lors de la prochaine rotation de la table, le trou d'un des cylindres sera aligné avec le trou, la cavité de ce cylindre sera reliée à l'atmosphère par l'intermédiaire d'une rainure annulaire, d'un canal, d'une rainure annulaire et d'un canal.
Les cavités des cylindres dans lesquelles pénètre l'air comprimé doivent être reliées à l'atmosphère. Les cavités sont reliées à l'atmosphère par des canaux, des rainures en arc, des canaux, des rainures annulaires et des trous.
L'air comprimé doit pénétrer dans la cavité du cylindre située en position de chargement, qui est alimenté par le trou et les canaux.
Ainsi, lors de la rotation de la table multi-positions, commutation automatique l'air comprimé circule.
Un principe similaire est utilisé pour contrôler le débit d'huile fourni aux dispositifs de serrage des machines multipositions.
Il convient de noter que des dispositifs de distribution similaires sont également utilisés sur les machines de traitement continu à tables tournantes ou à tambours.
Principes de détermination des forces agissant dans les dispositifs de serrage. Les dispositifs de serrage sont généralement conçus de manière à ce que les forces générées lors du processus de coupe soient absorbées par les éléments fixes du dispositif. Si certaines forces apparaissant pendant le processus de coupe sont perçues par les éléments en mouvement, l'ampleur de ces forces est alors déterminée sur la base des équations de la statique de frottement.
La méthode de détermination des forces agissant dans les mécanismes à levier des dispositifs de serrage à pince est similaire à la méthode utilisée pour déterminer les forces d'activation des embrayages à friction avec mécanismes à levier.
L'objectif principal des dispositifs de serrage des luminaires est d'assurer un contact fiable (continuité) de la pièce ou de la pièce assemblée avec les éléments d'installation, empêchant ainsi son déplacement pendant le traitement ou l'assemblage.
Pinces à levier. Les pinces à levier (Figure 2.16) sont utilisées en combinaison avec d'autres pinces élémentaires, formant des systèmes de serrage. Ils vous permettent de modifier l'ampleur et la direction de la force transmise.
Mécanisme à coin. Les cales sont très largement utilisées dans les mécanismes de serrage des appareils, ce qui garantit une conception simple et compacte et une fiabilité opérationnelle. La cale peut être soit un simple élément de serrage agissant directement sur la pièce, soit elle peut être combinée avec tout autre élément simple pour créer des mécanismes combinés. L'utilisation d'une cale dans le mécanisme de serrage permet : une augmentation de la force d'entraînement initiale, un changement de direction de la force initiale, un auto-freinage du mécanisme (la capacité de maintenir la force de serrage lorsque la force générée par l'entraînement cesse). Si le mécanisme de coin est utilisé pour changer la direction de la force de serrage, alors l'angle du coin est généralement égal à 45°, et si pour augmenter la force de serrage ou augmenter la fiabilité, alors l'angle du coin est pris égal à 6...15. ° (angles d'auto-freinage).
o mécanismes à cale plate à simple biseau (
o mécanismes multi-coins (multi-pistons) ;
o excentriques (mécanismes à coin incurvé) ;
o cames d'extrémité (mécanismes à cale cylindrique).
11. L'action des forces de coupe, des pinces et de leurs moments sur la pièce
Pendant le processus de traitement, l'outil de coupe effectue certains mouvements par rapport à la pièce. Par conséquent, la disposition requise des surfaces de la pièce ne peut être obtenue que dans cas suivants:
1) si la pièce occupe une certaine position dans espace de travail machine;
2) si la position de la pièce dans la zone de travail est déterminée avant le début du traitement, sur cette base, il est possible de corriger les mouvements de façonnage.
La position exacte de la pièce dans la zone de travail de la machine est obtenue lors de son installation dans le luminaire. Le processus d'installation comprend le basement (c'est-à-dire donner à la pièce la position requise par rapport au système de coordonnées sélectionné) et la fixation (c'est-à-dire l'application de forces et de paires de forces à la pièce pour garantir la constance et l'immuabilité de sa position obtenue lors du basement).
La position réelle de la pièce installée dans la zone de travail de la machine diffère de celle requise, en raison de la déviation de la position de la pièce (dans le sens de la taille maintenue) pendant le processus d'installation. Cet écart est appelé erreur d'installation, qui consiste en une erreur de base et une erreur de fixation.
Les surfaces appartenant à la pièce et utilisées pour son support sont appelées bases technologiques, et celles utilisées pour ses mesures sont appelées bases de mesure.
Pour installer une pièce dans un luminaire, plusieurs bases sont généralement utilisées. Pour faire simple, la pièce est considérée comme étant en contact avec le montage en des points appelés points d'appui. La disposition des points de référence est appelée schéma de base. Chaque point de référence détermine la connexion de la pièce avec le système de coordonnées sélectionné dans lequel la pièce est traitée.
1. S'il existe des exigences élevées en matière de précision de traitement, la surface usinée avec précision de la pièce doit être utilisée comme base technologique et un schéma de base doit être adopté pour garantir la plus petite erreur d'installation.
2. L'un des plus des moyens simples augmenter la précision des bases consiste à adhérer au principe de la combinaison des bases.
3. Pour augmenter la précision du traitement, le principe de constance des bases doit être respecté. Si cela n'est pas possible pour une raison quelconque, il est alors nécessaire que les nouvelles bases de données soient traitées avec plus de précision que les précédentes.
4. Comme bases, vous devez utiliser des surfaces de forme simple (plates, cylindriques et coniques), à partir desquelles, si nécessaire, vous pouvez créer un ensemble de bases. Dans les cas où les surfaces de la pièce ne répondent pas aux exigences relatives aux bases (c'est-à-dire que leur taille, leur forme et leur emplacement ne peuvent pas fournir la précision, la stabilité et la facilité de traitement spécifiées), des bases artificielles sont créées sur la pièce (trous centraux, trous technologiques , plaques, contre-dépouilles, etc.).
Les exigences de base pour la fixation des pièces dans les fixations sont les suivantes.
1. La fixation doit garantir un contact fiable de la pièce avec les supports des appareils et garantir que la position de la pièce reste inchangée par rapport à l'équipement technologique pendant le traitement ou lorsque l'alimentation est coupée.
2. Le serrage de la pièce ne doit être utilisé que dans les cas où la force de traitement ou d'autres forces peuvent déplacer la pièce (par exemple, lors du tirage d'une rainure de clavette, la pièce n'est pas sécurisée).
3. Les forces de fixation ne doivent pas provoquer de déformations importantes ni d'effondrement de la base.
4. La fixation et la libération de la pièce doivent être effectuées avec coût minimum du temps et des efforts de la part du travailleur. La plus petite erreur de fixation est fournie par les dispositifs de serrage qui créent
force de serrage constante (par exemple, appareils à entraînement pneumatique ou hydraulique).
5. Pour réduire l'erreur de serrage, des surfaces de base à faible rugosité doivent être utilisées ; utiliser des appareils avec un lecteur ; Placez les pièces sur des supports à tête plate ou sur des plaques de support usinées avec précision.
Billet 13
Mécanismes de serrage des appareils Les mécanismes de serrage sont appelés mécanismes qui éliminent la possibilité de vibration ou de déplacement de la pièce par rapport aux éléments d'installation sous l'influence de son propre poids et des forces apparaissant lors du traitement (assemblage). L'objectif principal des dispositifs de serrage est d'assurer un contact fiable de la pièce avec les éléments de montage, d'empêcher son déplacement et ses vibrations pendant le traitement, ainsi que d'assurer installation correcte et centrer la pièce.
Calcul des forces de serrage
Le calcul des forces de serrage peut se réduire à résoudre le problème statique d'équilibre d'un corps solide (pièce) sous l'action d'un système de forces extérieures.
D'une part, la gravité et les forces résultant du traitement sont appliquées à la pièce, d'autre part, les forces de serrage requises - réaction des supports. Sous l'influence de ces forces, la pièce doit maintenir son équilibre.
Exemple 1. La force de fixation presse la pièce contre les supports de l'appareil, et la force de coupe qui apparaît lors du traitement des pièces (Figure 2.12a) tend à déplacer la pièce le long du plan de support.
Les forces agissant sur la pièce sont : sur le plan supérieur, la force de serrage et la force de frottement, qui empêche la pièce de se déplacer ; le long du plan inférieur, les forces de réaction des supports (non représentées sur la figure) sont égales à la force de serrage et à la force de frottement entre la pièce et les supports. L’équation d’équilibre de la pièce sera alors
![]() ,
,
où est le facteur de sécurité ;
– coefficient de frottement entre la pièce et le mécanisme de serrage ;
– coefficient de frottement entre la pièce et les supports de montage.
Où 

Figure 2.12 – Schémas de calcul des forces de serrage
Exemple 2. La force de coupe est dirigée selon un angle par rapport à la force de fixation (Figure 2.12b).
L’équation d’équilibre de la pièce sera alors
A partir de la figure 2.12b, nous trouvons les composantes de la force de coupe
En substituant, on obtient

Exemple 3. La pièce est traitée sur tour et est fixé dans un mandrin à trois mors. Les forces de coupe créent un couple, tendant à faire tourner la pièce dans les mâchoires. Les forces de friction apparaissant aux points de contact entre les mâchoires et la pièce créent un moment de friction qui empêche la pièce de tourner. La condition d’équilibre de la pièce sera alors
![]() .
.
Le couple de coupe sera déterminé par l'ampleur de la composante verticale de la force de coupe.
 .
.
Moment de friction
 .
.
Mécanismes de serrage élémentaires
Les dispositifs de serrage élémentaires comprennent les mécanismes les plus simples utilisés pour sécuriser des pièces ou servant de maillons intermédiaires dans des systèmes de serrage complexes :
vis;
coin;
excentrique;
levier;
centrage;
crémaillère et levier.
Bornes à vis. Les mécanismes à vis (Figure 2.13) sont largement utilisés dans les appareils à fixation manuelle des pièces, à entraînement mécanisé, ainsi que sur les lignes automatiques lors de l'utilisation d'appareils satellites. Leur avantage est la simplicité de la conception, non prix élevé et une fiabilité opérationnelle élevée.
Les mécanismes à vis sont utilisés à la fois pour le serrage direct et en combinaison avec d'autres mécanismes. La force sur la poignée nécessaire pour créer la force de serrage peut être calculée à l'aide de la formule :
 ,
,
où est le rayon moyen du filetage, en mm ;
– décalage de clé, mm ;
– angle d'attaque du filetage ;
Angle de frottement dans une paire filetée.
Mécanisme à coin. Les cales sont très largement utilisées dans les mécanismes de serrage des appareils, ce qui garantit une conception simple et compacte et une fiabilité opérationnelle. La cale peut être soit un simple élément de serrage agissant directement sur la pièce, soit elle peut être combinée avec tout autre élément simple pour créer des mécanismes combinés. L'utilisation d'une cale dans le mécanisme de serrage permet : une augmentation de la force d'entraînement initiale, un changement de direction de la force initiale, un auto-freinage du mécanisme (la capacité de maintenir la force de serrage lorsque la force générée par l'entraînement cesse). Si le mécanisme de coin est utilisé pour changer la direction de la force de serrage, alors l'angle du coin est généralement égal à 45°, et si pour augmenter la force de serrage ou augmenter la fiabilité, alors l'angle du coin est pris égal à 6...15. ° (angles d'auto-freinage).
Le coin est utilisé dans les cas suivants options de conception pinces :
mécanismes avec une cale plate à un seul biseau (Figure 2.14b) ;
mécanismes multi-coins (multi-pistons);
excentriques (mécanismes à coin incurvé);
cames d'extrémité (mécanismes à coin cylindrique).
La figure 2.14a montre un schéma d'un coin à double angle.
Lors du serrage d'une pièce, le coin se déplace vers la gauche sous l'influence de la force. Lorsque le coin se déplace, des forces normales et des forces de frottement apparaissent sur ses plans (Figure 2.14b).
Désavantage important le mécanisme considéré est un faible coefficient action utile(efficacité) due aux pertes par frottement.
Un exemple d'utilisation d'une cale dans un luminaire est présenté dans
Figure 2.14, d.
Pour accroître l'efficacité du mécanisme de coin, le frottement de glissement sur les surfaces du coin est remplacé par un frottement de roulement à l'aide de rouleaux de support (Figure 2.14, c).
Les mécanismes multi-coins sont livrés avec un, deux pistons ou plus. Ceux à simple et double piston sont utilisés comme systèmes de serrage ; ceux à plusieurs pistons sont utilisés comme mécanismes d'auto-centrage.
Pinces excentriques. Un excentrique est une connexion en une partie de deux éléments - un disque rond (Figure 2.15e) et une cale plate à un seul biseau. Lorsque l'excentrique tourne autour de l'axe de rotation du disque, la cale pénètre dans l'espace entre le disque et la pièce et développe une force de serrage.
La surface de travail des excentriques peut être un cercle (circulaire) ou une spirale (curviligne).
Les pinces à came sont les mécanismes de serrage manuels les plus rapides. En termes de vitesse, elles sont comparables aux pinces pneumatiques.
Les inconvénients des pinces excentriques sont :
petit coup;
limité par l'ampleur de l'excentricité;
fatigue accrue du travailleur, car lors du détachement de la pièce, le travailleur doit appliquer une force en raison de la propriété d'auto-freinage de l'excentrique ;
manque de fiabilité de la pince lorsque l'outil fonctionne avec des chocs ou des vibrations, car cela peut conduire à un détachement automatique de la pièce.
Malgré ces inconvénients, les pinces excentriques sont largement utilisées dans les montages (Figure 2.15b), en particulier dans la production à petite et moyenne échelle.
Pour la réalisation force nécessaire fixation, nous déterminerons le plus grand moment sur la poignée excentrique
où est la force exercée sur la poignée,
- Longueur de poignée;
– angle de rotation excentrique ;
– les angles de frottement.
Pinces à levier. Les pinces à levier (Figure 2.16) sont utilisées en combinaison avec d'autres pinces élémentaires, formant des systèmes de serrage plus complexes. Ils vous permettent de modifier l'ampleur et la direction de la force transmise.
Variétés de conception Il existe de nombreuses pinces à levier, cependant, elles se résument toutes à trois circuits de puissance illustrés à la figure 2.16, qui fournit également des formules pour calculer la force requise pour créer une force de serrage de la pièce pour des mécanismes idéaux (sans prendre en compte les forces de friction). Cette force est déterminée à partir de la condition que les moments de toutes les forces par rapport au point de rotation du levier soient égaux à zéro. La figure 2.17 montre les schémas de conception des pinces à levier.
Lors de l'exécution d'un certain nombre d'opérations usinage la rigidité de l'outil de coupe et de l'ensemble du système technologique dans son ensemble est insuffisante. Pour éliminer les déviations et les déformations de l'outil, divers éléments de guidage sont utilisés. Exigences de base pour ces éléments : précision, résistance à l'usure, remplaçabilité. De tels appareils sont appelés conducteurs ou bagues conductrices et sont utilisés pour les travaux de forage et d'alésage .
Les conceptions et les dimensions des bagues conductrices pour le perçage sont standardisées (Fig. 11.10). Les bagues sont permanentes (Fig. 11.10 a) et remplaçables

Riz. 11.10. Modèles de traversées conductrices : a) permanentes ;
b) remplaçable ; c) changement rapide avec serrure
(Fig. 11.10b). Les bagues permanentes sont utilisées en production unique lors du traitement avec un seul outil. Les bagues de rechange sont utilisées dans la production en série et en masse. Des bagues à changement rapide avec verrou (Fig. 11.10 c) sont utilisées lors du traitement de trous avec plusieurs outils remplacés séquentiellement.
Avec un diamètre de trou allant jusqu'à 25 mm, les bagues sont en acier U10A, trempé à 60...65. Avec un diamètre de trou supérieur à 25 mm, les bagues sont en acier 20 (20X), suivies d'une cémentation et d'une trempe à la même dureté.
Si les outils sont guidés dans la douille non pas par la partie travaillante, mais par des sections de centrage cylindriques, des douilles spéciales sont utilisées (Fig. 11.11). En figue. 11.11a montre une douille pour percer des trous sur un plan incliné

15. Éléments de réglage des appareils.
-Éléments de réglage (réglages de hauteur et d'angle) sont utilisés pour contrôler la position de l'outil lors de la configuration de la machine.)
- Éléments de réglage , fournissant position correcte outil de coupe lors de la configuration (réglage) de la machine pour obtenir les dimensions spécifiées. De tels éléments sont installations de grande hauteur et angulaires de fraiseuses, utilisés pour contrôler la position de la fraise lors de la configuration et du sous-réglage de la machine. Leur utilisation facilite et accélère la configuration de la machine lors du traitement des pièces en obtenant automatiquement les dimensions spécifiées.
Les éléments de réglage remplissent les fonctions suivantes : 1) Empêcher la dérive de l'outil pendant le fonctionnement. 2) Ils donnent à l'instrument une position exacte par rapport à l'appareil, ceux-ci incluent les réglages (dimensions), les copieurs. 3) Effectuer les deux fonctions indiquées ci-dessus, notamment les bagues conductrices et les bagues de guidage. Les bagues conductrices sont utilisées lors du perçage de trous avec des forets, des fraises et des alésoirs. Il existe différents types de traversées conductrices : permanentes, à changement rapide et remplaçables. Constant avec collier et sans joint lorsque le trou est traité avec un seul outil. Ils sont enfoncés dans une partie du corps - la plaque conductrice H7/n6. Des bagues remplaçables sont utilisées lors du traitement avec un seul outil, mais en tenant compte du remplacement dû à l'usure. Notes à changement rapide lorsqu'un trou dans une opération est traité séquentiellement avec plusieurs outils. Ils diffèrent des remplaçables par une rainure traversante dans le collier. Des bagues conductrices spéciales sont également utilisées, dont la conception correspond aux caractéristiques de la pièce et du fonctionnement. Douille allongée Douille à extrémité inclinée Les douilles de guidage qui remplissent uniquement la fonction d'empêcher le retrait de l'outil sont rendues permanentes. Par exemple, sur les machines à tourelle, il est installé dans le trou de broche et tourne avec lui. Le trou dans les douilles de guidage est réalisé selon H7. Les copieurs sont utilisés pour un positionnement précis de l'outil par rapport au luminaire lors du traitement de surfaces courbes. Les copieurs sont disponibles en versions aériennes et intégrées. Les factures sont placées sur la pièce et sécurisées avec elle. La partie de guidage de l'outil est en contact continu avec le copieur et la partie coupante réalise le profil requis. Des copieurs intégrés sont installés sur le corps de l'appareil. Un doigt de traçage est guidé le long du copieur qui, grâce à un dispositif spécialement intégré à la machine, transmet le mouvement correspondant à la broche avec l'outil de traitement du profil incurvé. Les installations sont standards et spéciales, en hauteur et en coin. Les installations en hauteur orientent l'outil dans une direction, angulaire dans 2 directions. La coordination de l'outil selon les réglages est réalisée à l'aide de sondes plates standards d'une épaisseur de 1,3,5 mm ou de sondes cylindriques d'un diamètre de 3 ou 5 mm. Les installations sont situées sur le corps de l'appareil à l'écart de la pièce, en tenant compte de la pénétration de l'outil, et sont fixées par des vis et fixées par des goupilles. La sonde utilisée pour régler l'outil d'installation sur le plan d'assemblage de l'appareil est indiquée dans les exigences techniques, et est également autorisée graphiquement.
Pour régler (ajuster) la position de la table de la machine ainsi que du dispositif par rapport à l'outil de coupe, des gabarits d'installation spéciaux sont utilisés, réalisés sous forme de plaques, de prismes et de carrés de différentes formes. Les unités sont fixées au corps de l'appareil ; leurs surfaces de référence doivent être situées en dessous des surfaces de la pièce à usiner afin de ne pas gêner le passage de l'outil de coupe. Le plus souvent, les installations sont utilisées lors du traitement sur fraiseuses, configuré pour obtenir automatiquement des dimensions d'une précision donnée.
Il existe des installations en hauteur et en coin. Les premiers servent à positionner correctement la pièce par rapport à la fraise en hauteur, les seconds - à la fois en hauteur et dans le sens latéral. Fabriqué en acier 20X, carburé à une profondeur de 0,8 à 1,2 mm, suivi d'un durcissement jusqu'à une dureté de HRC 55...60 unités.
Éléments de réglage pour outils de coupe (exemple)
Des recherches approfondies sur la production sur la précision de fonctionnement des lignes automatiques existantes, des recherches expérimentales et des analyses théoriques devraient apporter des réponses aux questions fondamentales suivantes dans la conception de processus technologiques pour la production de pièces de carrosserie sur des lignes automatiques : a) justification du choix méthodes technologiques et le nombre de transitions effectuées séquentiellement pour traiter les surfaces les plus critiques des pièces, en tenant compte des exigences de précision spécifiées b) établir le degré optimal de concentration des transitions dans une position, en fonction des conditions de chargement et de la précision de traitement requise c) choisir l'installation méthodes et schémas lors de la conception d'éléments d'installation de dispositifs de ligne automatiques pour garantir la précision du traitement d) recommandations pour l'utilisation et la conception d'unités de ligne automatiques qui assurent la direction et la fixation des outils de coupe en relation avec les exigences de précision du traitement e) sélection des méthodes de réglage monter les machines aux dimensions et à la sélection requises moyens de contrôle pour un maintien fiable de la taille de réglage f) justification des exigences de précision des machines-outils et de précision d'assemblage d'une ligne automatique en fonction de paramètres qui affectent directement la précision du traitement g) justification des exigences de précision du noir pièces à usiner en relation avec la précision de leur installation et de leur clarification pendant le traitement, ainsi que l'établissement de valeurs standard pour le calcul des tolérances pour le traitement h) identification et formation dispositions méthodologiques pour des calculs de précision lors de la conception de lignes automatiques.
16. Entraînements pneumatiques. Objectif et exigences pour eux.
 Entraînement pneumatique (entraînement pneumatique)- un ensemble de dispositifs destinés à entraîner des pièces de machines et de mécanismes utilisant l'énergie de l'air comprimé.
Entraînement pneumatique (entraînement pneumatique)- un ensemble de dispositifs destinés à entraîner des pièces de machines et de mécanismes utilisant l'énergie de l'air comprimé.
Un entraînement pneumatique, comme un entraînement hydraulique, est une sorte d'« insert pneumatique » entre le moteur d'entraînement et la charge (machine ou mécanisme) et remplit les mêmes fonctions qu'une transmission mécanique (boîte de vitesses, entraînement par courroie, mécanisme à manivelle, etc.) . L'objectif principal de l'entraînement pneumatique , ainsi que la transmission mécanique, - transformation Charactéristiques mécaniques entraîner le moteur en fonction des exigences de charge (conversion du type de mouvement de la liaison de sortie du moteur, de ses paramètres, ainsi que régulation, protection contre les surcharges, etc.). Les éléments obligatoires d'un entraînement pneumatique sont un compresseur (générateur d'énergie pneumatique) et un moteur pneumatique
En fonction de la nature du mouvement de la liaison de sortie du moteur pneumatique (l'arbre du moteur pneumatique ou de la tige-vérin pneumatique) et, par conséquent, de la nature du mouvement de l'élément de travail, l'entraînement pneumatique peut être rotatif ou translationnel. Actionneurs pneumatiques avec mouvement vers l'avant sont les plus largement utilisés en technologie.
Principe de fonctionnement des machines pneumatiques
DANS Plan général, le transfert d'énergie dans l'entraînement pneumatique s'effectue comme suit :
1. Le moteur d'entraînement transmet le couple à l'arbre du compresseur, qui transmet de l'énergie au gaz de travail.
2. Le gaz de travail, après une préparation spéciale, circule à travers des conduites pneumatiques via un équipement de contrôle jusqu'au moteur pneumatique, où l'énergie pneumatique est convertie en énergie mécanique.
3. Ensuite, le gaz de travail est libéré dans l'environnement, contrairement à un entraînement hydraulique, dans lequel le fluide de travail est renvoyé via des conduites hydrauliques soit vers le réservoir hydraulique, soit directement vers la pompe.
De nombreuses machines pneumatiques ont leurs analogues de conception parmi les machines hydrauliques volumétriques. En particulier, les moteurs et compresseurs pneumatiques à pistons axiaux, les moteurs pneumatiques à engrenages et à palettes, les vérins pneumatiques sont largement utilisés...
Schéma typique d'entraînement pneumatique
Schéma typique d'entraînement pneumatique : 1 - entrée d'air ; 2 - filtre ; 3 - compresseur ; 4 - échangeur de chaleur (réfrigérateur) ; 5 - séparateur d'humidité ; 6 - collecteur d'air (récepteur) ; 7 -soupape de sécurité; 8- Accélérateur ; 9 - pulvérisateur d'huile ; dix - détendeur; 11 - papillon des gaz ; 12 - distributeur ; 13 moteurs pneumatiques ; M - manomètre.
L'air pénètre dans le système pneumatique par l'entrée d'air.
Le filtre purifie l'air pour éviter d'endommager les éléments d'entraînement et réduire leur usure.
Le compresseur comprime l'air.
Puisque, selon la loi de Charles, l’air comprimé dans le compresseur a une température élevée, avant de le fournir aux consommateurs (généralement des moteurs pneumatiques), l’air est refroidi dans un échangeur de chaleur (dans un réfrigérateur).
Pour éviter le givrage des moteurs pneumatiques en raison de la dilatation de l'air qu'ils contiennent, ainsi que pour réduire la corrosion des pièces, un séparateur d'humidité est installé dans le système pneumatique.
Le récepteur sert à créer une alimentation en air comprimé, ainsi qu'à atténuer les pulsations de pression dans le système pneumatique. Ces pulsations sont dues au principe de fonctionnement des compresseurs volumétriques (par exemple, les compresseurs à piston), qui alimentent le système en air par portions.
Dans un pulvérisateur d'huile, du lubrifiant est ajouté à l'air comprimé, réduisant ainsi la friction entre les pièces mobiles de l'entraînement pneumatique et empêchant leur blocage.
Un réducteur de pression doit être installé dans l'entraînement pneumatique, assurant l'alimentation en air comprimé des moteurs pneumatiques à pression constante.
Le distributeur contrôle le mouvement des liaisons de sortie du moteur pneumatique.
Dans un moteur pneumatique (moteur pneumatique ou vérin pneumatique), l'énergie de l'air comprimé est convertie en énergie mécanique.
Les actionneurs pneumatiques sont équipés de :
1. appareils fixes montés sur des tables de fraiseuses, de perçage et autres machines ;
2. dispositifs rotatifs - mandrins, mandrins, etc.
3) dispositifs installés sur des tables rotatives et de division pour un traitement continu et positionnel.
Des chambres pneumatiques à simple et double effet sont utilisées comme corps de travail.
A double action, le piston se déplace dans les deux sens air comprimé.
En cas d'action unilatérale, le piston est déplacé par l'air comprimé lors de la fixation de la pièce et par un ressort lors de son desserrage.
Pour augmenter la force de fixation, des cylindres à deux et trois pistons ou des chambres à air à deux et trois chambres sont utilisés. Dans ce cas, la force de serrage augmente de 2... 3 fois
Une augmentation de la force de fixation peut être obtenue en intégrant des leviers amplificateurs dans l'entraînement pneumatique.
Il est nécessaire de noter certains avantages des entraînements pneumatiques des appareils.
Par rapport à un entraînement hydraulique, il est propre ; il n'est pas nécessaire d'avoir une station hydraulique pour chaque appareil si la machine sur laquelle est installé l'appareil n'est pas équipée d'une station hydraulique.
L'entraînement pneumatique se caractérise par sa rapidité d'action ; il surpasse non seulement les entraînements manuels, mais aussi de nombreux entraînements mécanisés. Si, par exemple, le débit d'huile sous pression dans la canalisation d'un dispositif hydraulique est de 2,5...4,5 m/sec, le maximum possible est de 9 m/sec, alors l'air, étant à une pression de 4... 5 MPa, se propage dans les pipelines à des vitesses allant jusqu'à 180 m/sec ou plus. Ainsi, en 1 heure, il est possible d'effectuer jusqu'à 2 500 opérations de l'actionneur pneumatique.
Les avantages d'un entraînement pneumatique incluent le fait que ses performances ne dépendent pas des fluctuations de la température ambiante. Le gros avantage est que l'entraînement pneumatique offre action continue force de serrage, de sorte que cette force peut être nettement inférieure à celle d'un entraînement manuel. Cette circonstance est très importante lors du traitement de pièces à parois minces sujettes à la déformation lors de la fixation.
Avantages
· contrairement à un entraînement hydraulique, il n'est pas nécessaire de renvoyer le fluide de travail (air) vers le compresseur ;
· poids inférieur du fluide de travail par rapport à un entraînement hydraulique (pertinent pour la science des fusées) ;
· poids inférieur des actionneurs par rapport aux actionneurs électriques ;
· la possibilité de simplifier le système en utilisant une bouteille de gaz comprimé comme source d'énergie ; de tels systèmes sont parfois utilisés à la place des pétards ; il existe des systèmes où la pression dans la bouteille atteint 500 MPa ;
· simplicité et efficacité grâce au faible coût du gaz de travail ;
· vitesse de réponse et vitesses de rotation élevées des moteurs pneumatiques (jusqu'à plusieurs dizaines de milliers de tours par minute) ;
· la sécurité incendie et la neutralité de l'environnement de travail, garantissant la possibilité d'utiliser un entraînement pneumatique dans les mines et les usines chimiques ;
· par rapport à un entraînement hydraulique - la capacité de transmettre de l'énergie pneumatique sur de longues distances (jusqu'à plusieurs kilomètres), ce qui permet d'utiliser un entraînement pneumatique comme entraînement principal dans les mines et les mines ;
· contrairement à un entraînement hydraulique, un entraînement pneumatique est moins sensible aux changements de température ambiante en raison de la moindre dépendance de l'efficacité aux fuites du fluide de travail (gaz de travail), donc aux changements dans les écarts entre les parties de l'équipement pneumatique et la viscosité du les fluides de travail n'ont pas d'impact sérieux sur les paramètres de fonctionnement de l'entraînement pneumatique ; cela rend l'entraînement pneumatique pratique pour une utilisation dans les ateliers chauds des entreprises métallurgiques.
Défauts
· chauffage et refroidissement du gaz de travail pendant la compression dans les compresseurs et la détente dans les moteurs pneumatiques ; cette déficience est due aux lois de la thermodynamique, et entraîne les problèmes suivants :
· possibilité de gel des systèmes pneumatiques ;
· condensation de la vapeur d'eau du gaz de travail, et donc nécessité de le sécher ;
· coût élevé de l'énergie pneumatique par rapport à l'énergie électrique (environ 3 à 4 fois), ce qui est important, par exemple, lors de l'utilisation d'un entraînement pneumatique dans les mines ;
· efficacité encore inférieure à celle d'un entraînement hydraulique ;
· faible précision de fonctionnement et bon fonctionnement ;
· la possibilité de rupture explosive de canalisations ou de blessures industrielles, c'est pourquoi des entraînements pneumatiques industriels sont utilisés petites pressions gaz de travail (généralement, la pression dans les systèmes pneumatiques ne dépasse pas 1 MPa, bien que des systèmes pneumatiques avec une pression de travail allant jusqu'à 7 MPa soient connus - par exemple dans les centrales nucléaires) et, par conséquent, les forces exercées sur le gaz de travail les pièces sont beaucoup moins nombreuses qu'un entraînement hydraulique). Là où ce problème n’existe pas (sur les fusées et les avions) ou lorsque la taille des systèmes est petite, les pressions peuvent atteindre 20 MPa et même plus.
· pour réguler la quantité de rotation de la tige de commande, il est nécessaire d'utiliser des dispositifs coûteux - des positionneurs.
Les éléments de serrage doivent assurer un contact fiable de la pièce avec les éléments d'installation et empêcher sa rupture sous l'influence des forces apparaissant pendant le traitement, un serrage rapide et uniforme de toutes les pièces et ne pas provoquer de déformation ni d'endommagement des surfaces des pièces fixées.
Les éléments de serrage sont divisés en :
Intentionnellement - pour vis, coin, excentrique, levier, charnière à levier (des éléments de serrage combinés sont également utilisés - levier à vis, levier excentrique, etc.).
Selon le degré de mécanisation - manuel et mécanisé avec entraînement hydraulique, pneumatique, électrique ou à vide.
Le soufflet de serrage peut être automatisé.
Bornes à vis utilisé pour le serrage direct ou le serrage à travers des barres de serrage, ou pour le maintien d'une ou plusieurs pièces. Leur inconvénient est que que le montage et le démontage de la pièce demandent beaucoup de temps.
Pinces excentriques et à coin, tout comme ceux à vis, ils permettent de fixer la pièce directement ou via des barres de serrage et des leviers.
Le plus répandu reçu des pinces excentriques circulaires. Une pince excentrique est un cas particulier de pince à coin, et pour assurer l'auto-freinage, l'angle du coin ne doit pas dépasser 6 à 8 degrés. Les pinces excentriques sont fabriquées à partir d'acier à haute teneur en carbone ou cémenté et traitées thermiquement jusqu'à une dureté de HRC55-60. Les pinces excentriques sont des pinces à action rapide car... nécessaire au serrage tournez l'excentrique à un angle de 60 à 120 degrés.
Éléments articulés à levier utilisé comme maillons d'entraînement et de renforcement des mécanismes de serrage. De par leur conception, ils sont divisés en monolevier et double levier (simple et double effet - autocentrant et multibras). Les mécanismes à levier n'ont pas de propriétés d'auto-freinage. L'exemple le plus simple de mécanismes articulés à levier sont les barres de serrage des appareils, les leviers des cartouches pneumatiques, etc.
Pinces à ressort utilisé pour serrer des produits avec peu d'effort lorsque le ressort est comprimé.
Pour créer des forces de serrage constantes et élevées, réduire les temps de serrage, mettre en œuvre télécommande des pinces sont utilisées entraînements pneumatiques, hydrauliques et autres.
Les entraînements pneumatiques les plus courants sont les vérins pneumatiques à piston et les chambres pneumatiques à membrane élastique, fixes, rotatives et oscillantes.
Les actionneurs pneumatiques sont entraînés air comprimé sous une pression de 4-6 kg/cm² S'il est nécessaire d'utiliser des entraînements de petite taille et de créer des forces de serrage importantes, des entraînements hydrauliques sont utilisés, pression de service huiles dans lesquelles atteint 80 kg/cm².
La force exercée sur la tige d'un vérin pneumatique ou hydraulique est égale au produit de la surface de travail du piston en cm carrés et de la pression de l'air ou du fluide de travail. Dans ce cas, il faut prendre en compte les pertes par frottement entre le piston et les parois du cylindre, entre la tige et les douilles de guidage et les joints.
Dispositifs de serrage électromagnétiques Ils sont réalisés sous forme de dalles et de plastrons. Ils sont conçus pour maintenir des pièces en acier et en fonte avec une surface de base plate pour le meulage ou le tournage fin.
Dispositifs de serrage magnétiques peut être réalisé sous la forme de prismes qui servent à fixer des pièces cylindriques. Il existe des plaques qui utilisent des ferrites comme aimants permanents. Ces plaques se caractérisent par une force de maintien élevée et une distance plus petite entre les poteaux.
Le but des dispositifs de serrage est d'assurer un contact fiable de la pièce avec les éléments d'installation et d'empêcher son déplacement et ses vibrations pendant le traitement. La figure 7.6 montre certains types de dispositifs de serrage.
Exigences relatives aux éléments de serrage :
Fiabilité en fonctionnement ;
Simplicité de conception ;
Facilité d'entretien;
Ne doit pas provoquer de déformation des pièces ni d'endommagement de leurs surfaces ;
La pièce ne doit pas être déplacée lors de sa fixation aux éléments d'installation ;
La fixation et le détachement des pièces doivent être effectués avec un minimum de travail et de temps ;
Les éléments de serrage doivent être résistants à l'usure et, si possible, remplaçables.
Types d'éléments de serrage :
Vis de serrage, qui sont tournés avec des clés, des poignées ou des volants (voir Fig. 7.6)

Fig.7.6 Types de pinces :
a – vis de serrage ; b – collier à vis
Action rapide pinces illustrées à la fig. 7.7.




Figure 7.7. Types de pinces à dégagement rapide :
a – avec une rondelle fendue ; b – avec un dispositif à piston ; c – avec butée rabattable ; g – avec un dispositif à levier
Excentrique pinces, qui sont rondes, en développante et en spirale (le long de la spirale d'Archimède) (Fig. 7.8).



Figure 7.8. Types de pinces excentriques :
un – disque ; b – cylindrique avec une pince en forme de L ; g – flottant conique.
Pinces à coin– l'effet de coincement est utilisé et sert de maillon intermédiaire dans les systèmes de serrage complexes. Sous certains angles, le mécanisme à coin a la propriété de s'auto-freiner. En figue. La figure 7.9 montre le diagramme calculé de l'action des forces dans le mécanisme de coin.


Riz. 7.9. Schéma de calcul des forces dans le mécanisme à coin :
une- simple face ; b – double biais
Pinces à levier utilisé en combinaison avec d'autres pinces pour former des systèmes de serrage plus complexes. À l'aide du levier, vous pouvez modifier à la fois l'ampleur et la direction de la force de serrage, ainsi que fixer simultanément et uniformément la pièce à deux endroits. En figue. La figure 7.10 montre un diagramme de l'action des forces dans les pinces à levier.



Riz. 7.10. Schéma de l'action des forces dans les pinces à levier.
Pinces Il s'agit de manchons à ressort fendus dont les variétés sont illustrées à la Fig. 7.11.



Riz. 7. 11. Types de pinces de serrage :
a – avec un tube de tension ; b – avec un tube entretoise ; c – type vertical
Les pinces assurent la concentricité de l'installation de la pièce entre 0,02 et 0,05 mm. La surface de base de la pièce à usiner pour les pinces de serrage doit être traitée selon les classes de précision 2…3. Les pinces sont fabriquées en aciers à haute teneur en carbone de type U10A avec traitement thermique ultérieur jusqu'à une dureté de HRC 58...62. Angle du cône de pince d = 30…40 0 . À des angles plus petits, la pince peut se coincer.
Mandrins expansibles, dont les types sont indiqués sur la Fig. 7.4.
Serrure à rouleau(Fig. 7.12)




Riz. 7.12. Types de serrures à rouleaux
Pinces combinées– une combinaison de pinces élémentaires de différents types. En figue. 7.13 montre quelques types de tels dispositifs de serrage.


Riz. 7.13. Types de dispositifs de serrage combinés.
Les dispositifs de serrage combinés sont actionnés manuellement ou par des appareils électriques.
Éléments de guidage des appareils
Lors de la réalisation de certaines opérations d'usinage (perçage, alésage), la rigidité de l'outil de coupe et du système technologique dans son ensemble est insuffisante. Pour éliminer la pression élastique de l'outil par rapport à la pièce, des éléments de guidage sont utilisés (douilles de guidage lors de l'alésage et du perçage, copieurs lors du traitement de surfaces façonnées, etc. (voir Fig. 7.14).




Figure 7.14. Types de traversées conductrices :
une constante; b – remplaçable ; c – changement rapide
Les bagues de guidage sont en acier de qualité U10A ou 20X, trempé à une dureté de HRC 60...65.
Les éléments de guidage des appareils - copieurs - sont utilisés lors du traitement de surfaces façonnées profil complexe, dont la tâche est de guider l'outil de coupe le long de la surface traitée de la pièce pour obtenir la précision spécifiée de la trajectoire de leur mouvement.
Tous les modèles des machines-outils sont basés sur l'utilisation d'éléments standards, qui peuvent être répartis dans les groupes suivants :
éléments d'installation qui déterminent la position de la pièce dans le luminaire ;
éléments de serrage - dispositifs et mécanismes de fixation de pièces ou de pièces mobiles d'appareils ;
des éléments de guidage de l'outil de coupe et de contrôle de sa position ;
dispositifs électriques pour actionner des éléments de serrage (mécaniques, électriques, pneumatiques, hydrauliques);
boîtiers d'appareils sur lesquels tous les autres éléments sont fixés ;
éléments auxiliaires qui servent à modifier la position de la pièce dans le montage par rapport à l'outil, à relier les éléments des montages entre eux et à réguler leur position relative.
1.3.1 Éléments de base typiques des appareils. Les éléments de base des montages sont des pièces et des mécanismes qui assurent la disposition correcte et uniforme des pièces par rapport à l'outil.
La préservation à long terme de la précision des dimensions de ces éléments et de leur position relative est l'exigence la plus importante dans la conception et la fabrication des appareils. Le respect de ces exigences protège contre les défauts lors du traitement et réduit le temps et l'argent consacrés à la réparation de l'appareil. Par conséquent, l’utilisation directe du corps du luminaire n’est pas autorisée pour installer des pièces.
La base ou les éléments d'installation de l'appareil doivent avoir une résistance élevée à l'usure des surfaces de travail et sont donc en acier et soumis à traitement thermique pour obtenir la dureté de surface requise.
Lors de l'installation, la pièce repose sur les éléments d'installation des luminaires, c'est pourquoi ces éléments sont appelés supports. Les supports peuvent être divisés en deux groupes : un groupe de supports principaux et un groupe de supports auxiliaires.
Les principaux supports sont les éléments d'installation ou de base qui privent la pièce lors du traitement de tout ou plusieurs degrés de liberté conformément aux exigences du traitement. Les broches et les plaques sont souvent utilisées comme supports principaux pour l'installation de pièces sur des surfaces planes dans les luminaires.
Riz. 12.
Les épingles (Fig. 12.) sont utilisées avec des têtes plates, sphériques et crantées. Les goupilles à tête plate (Fig. 12, a) sont destinées à l'installation de pièces à usiner avec des plans usinés, les deuxième et troisième (Fig. 12, b et c) à l'installation avec des surfaces non traitées, et les goupilles à tête sphérique, car elles s'usent davantage, sont utilisés en cas de besoin particulier, par exemple lors de l'installation d'ébauches de pièces étroites avec une surface non traitée pour obtenir distance maximale entre les points de référence. Les broches crantées sont utilisées pour installer des pièces sur des surfaces latérales non traitées, car elles assurent une position plus stable de la pièce et permettent donc, dans certains cas, d'utiliser moins de force pour la serrer.
Dans le luminaire, les broches sont généralement installées avec un ajustement serré d'une précision de grade 7 dans les trous. Parfois, des bagues de transition durcies sont enfoncées dans le trou du corps de l'appareil (Fig. 12, a) dans lequel les broches s'insèrent avec un petit espace de qualité 7.
Les modèles de plaques les plus courants sont illustrés à la Fig. 13. La conception est une plaque étroite fixée par deux ou trois. Pour faciliter le mouvement de la pièce et pour nettoyer manuellement l'appareil des copeaux en toute sécurité, la surface de travail de la plaque est bordée d'un chanfrein à un angle de 45° (Figure 13, a). Les principaux avantages de ces enregistrements sont la simplicité et la compacité. Les têtes des vis fixant la plaque sont généralement en retrait de 1 à 2 mm par rapport à la surface de travail de la plaque.


Riz. 13 Plaques de support : a - plates, b - avec rainures inclinées.
Lorsque vous posez des pièces sur une surface cylindrique, la pièce est montée sur un prisme. Un prisme est un élément de montage avec une surface de travail en forme de rainure formée de deux plans inclinés l'un par rapport à l'autre selon un angle (Fig. 14). Les prismes pour le montage de pièces courtes sont standardisés.
Les appareils utilisent des prismes avec des angles égaux à 60°, 90° et 120°. Les plus courants sont les prismes avec b = 90

Riz. 14
Lors de l'installation de pièces avec des bases proprement traitées, des prismes avec de larges surfaces d'appui sont utilisés et avec des bases rugueuses - avec des surfaces d'appui étroites. De plus, sur des supports rugueux, ils utilisent appuis ponctuels, pressé dans les surfaces de travail du prisme (Figure 15, b). Dans ce cas, les pièces présentant une courbure d'axe, une forme de tonneau et d'autres erreurs de forme de la base technologique occupent une position stable et définie dans le prisme.


Figure 15
Supports auxiliaires. Lors du traitement de pièces non rigides, en plus des éléments d'installation, des supports supplémentaires ou fournis sont souvent utilisés, qui sont amenés à la pièce après qu'elle ait été basée sur 6 points et sécurisée. Le nombre de supports supplémentaires et leur emplacement dépendent de la forme de la pièce, du lieu d'application des forces et des moments de coupe.
1.3.2 Éléments et dispositifs de serrage. Les dispositifs ou mécanismes de serrage sont des mécanismes qui éliminent la possibilité de vibration ou de déplacement de la pièce par rapport aux éléments d'installation de l'appareil sous l'influence de son propre poids et des forces apparaissant lors du traitement (assemblage).
La nécessité d'utiliser des dispositifs de serrage disparaît dans deux cas :
1. Lorsqu'une pièce à usiner lourde et stable (unité d'assemblage) est traitée (assemblée), par rapport au poids de laquelle les forces d'usinage (assemblage) sont faibles ;
2. Lorsque les forces apparaissant lors du traitement (assemblage) sont appliquées de telle manière qu'elles ne peuvent pas perturber la position de la pièce obtenue par le basement.
Les exigences suivantes s'appliquent aux dispositifs de serrage :
1. Lors du serrage, la position de la pièce obtenue par la base ne doit pas être perturbée. Ceci est satisfait par un choix rationnel* de la direction et du point d'application de la force de serrage.
2. La pince ne doit pas provoquer de déformation des pièces fixées dans le luminaire ni endommager (écraser) leurs surfaces.
3. La force de serrage doit être minimale nécessaire, mais suffisante pour assurer une position fiable de la pièce par rapport aux éléments d'installation des fixations pendant le traitement.
4. Le serrage et le détachement de la pièce doivent être effectués avec un minimum d'effort et de temps de travail. Lors de l'utilisation de pinces manuelles, la force manuelle ne doit pas dépasser 147 N (15 kgf).
5. Dans la mesure du possible, les forces de coupe ne doivent pas être absorbées par les dispositifs de serrage.
6. Mécanisme de serrage doit être de conception simple, aussi pratique et sûr à utiliser que possible.
Répondre à la plupart de ces exigences implique définition correcte l'ampleur, la direction et l'emplacement des forces de serrage.
La large diffusion des dispositifs à vis s'explique par leur simplicité relative, leur polyvalence et leur fonctionnement sans problème. Cependant, la pince la plus simple sous la forme d'une vis individuelle agissant directement sur la pièce n'est pas recommandée, car au point de son action la pièce se déforme et, de plus, sous l'influence du moment de frottement apparaissant à la fin de la vis, la position de la pièce dans le montage par rapport à l'outil peut être perturbée .
Un serre-joint à vis simple correctement conçu, en plus de la vis 3 (Fig. 16, a), doit être constitué d'une douille filetée de guidage 2 avec une butée 5 qui empêche son dévissage arbitraire, d'un embout 1 et d'un écrou avec une poignée ou une tête. 4.
Les conceptions des pointes (Fig. 16, b - e) diffèrent de la conception illustrée sur la Fig. 18, a, en ce sens que l'extrémité de la vis est plus durable, puisque le diamètre du col de vis pour les pointes (Fig. 16, b et d) peut être pris égal au diamètre intérieur de la partie filetée de la vis, et pour les pointes (Fig. 16, c et d) ce diamètre peut être égal au diamètre extérieur de la vis. Les embouts (Fig. 16, b-d) sont vissés sur l'extrémité filetée de la vis et, de la même manière que l'embout représenté sur la Fig. 16, a, peut être installé librement sur la pièce. La pointe (Fig. 16, d) est placée sans serrer sur l'extrémité sphérique de la vis et maintenue dessus avec un écrou spécial.

Riz. 16.
Les pointes (Fig. 16, e-h) diffèrent des précédentes en ce qu'elles sont guidées avec précision à travers des trous du corps de l'appareil (ou dans un manchon enfoncé dans le corps) et vissées directement sur la vis de serrage 15, qui. dans ce cas, il est verrouillé pour empêcher ses mouvements axiaux. Des pointes rigides et précisément orientées (Fig. 16, f, g et h) sont recommandées pour une utilisation dans les cas où, pendant le traitement, des forces apparaissent qui déplacent la pièce dans une direction perpendiculaire à l'axe de la vis. Les pointes pivotantes (Fig. 16, a-e) doivent être utilisées dans les cas où de telles forces ne se produisent pas.
Les poignées de contrôle de la vis se présentent sous la forme de têtes amovibles de différentes conceptions (Fig. 17) et sont placées sur l'extrémité filetée, facettée ou cylindrique de la vis à l'aide d'une clé, sur laquelle elles sont généralement verrouillées à l'aide d'une goupille. La tête cylindrique I (Fig. 17, a) avec l'étoile moletée à tête d'agneau II et la tête à quatre pales III sont utilisées lors de l'actionnement de la vis d'une seule main et avec une force de serrage comprise entre 50 et 100 N (5– 10 kg).
Tête-écrou VI avec une courte poignée inclinée fixée rigidement dedans ; tête VII avec poignée rabattable, position de travail qui est fixé par une bille à ressort ; tête en V avec trou de serrure cylindrique, également fixée rigidement avec une poignée horizontale ; tête de direction IV à quatre poignées vissées ou embouties (Fig. 17). Head IV est le plus fiable et le plus facile à utiliser.

Riz. 17.
1.3.3 Boîtiers. Les corps de luminaires constituent la partie principale des luminaires sur laquelle sont fixés tous les autres éléments. Il perçoit toutes les forces agissant sur la pièce lors de sa fixation et de son traitement et fournit une disposition relative donnée de tous les éléments et dispositifs des dispositifs, les combinant en un seul tout. Les corps du luminaire sont équipés d'éléments d'installation qui garantissent le maintien du luminaire, c'est-à-dire sa position requise sur la machine, sans alignement.
Les boîtiers des appareils sont en fonte, soudés en acier ou préfabriqués en éléments individuels, fixé avec des boulons.
Étant donné que le boîtier absorbe les forces résultant de la fixation et du traitement de la pièce, il doit être solide, rigide, résistant à l'usure et pratique pour évacuer le liquide de refroidissement et nettoyer les copeaux. En veillant à ce que le luminaire soit installé sur la machine sans alignement, la carrosserie doit rester stable dans différentes positions. Les boîtiers peuvent être coulés, soudés, forgés, assemblés par vis ou avec interférence garantie.
Le corps moulé (Fig. 18, a) a une rigidité suffisante, mais est difficile à fabriquer.
Les boîtiers en fonte SCh 12 et SCh 18 sont utilisés dans les appareils de traitement de pièces de petite et moyenne taille. Les corps en fonte ont des avantages par rapport à ceux en acier : ils sont moins chers, il est plus facile de leur en donner plus forme complexe, ils sont plus faciles à réaliser. L'inconvénient des corps en fonte est la possibilité de déformation, c'est pourquoi, après un traitement mécanique préalable, ils sont soumis à un traitement thermique (vieillissement naturel ou artificiel).
Un corps en acier soudé (Fig. 18, b) est moins difficile à fabriquer, mais aussi moins rigide que la fonte. Les pièces destinées à de tels cas sont découpées dans de l'acier d'une épaisseur de 8... 10 mm. Les boîtiers en acier soudé sont plus légers que ceux en fonte.


Riz. 18. Boîtiers d'appareils : a - fonte ; b - soudé; c - préfabriqués ; g - forgé
L'inconvénient des corps soudés est la déformation lors du soudage. Les contraintes résiduelles apparaissant dans les pièces du boîtier affectent la précision souder. Pour soulager ces contraintes, les boîtiers sont recuits. Pour une plus grande rigidité, des coins sont soudés aux boîtiers soudés, servant de raidisseurs.
En figue. La figure 18b montre une carrosserie assemblée à partir de divers éléments. Il est moins complexe, moins rigide que celui moulé ou soudé et se caractérise par une faible intensité de main-d'œuvre de fabrication. Le boîtier peut être démonté et utilisé complètement ou pièces détachées dans d'autres conceptions.
En figue. La figure 18, d montre le corps du dispositif, réalisé par forgeage. Sa production demande moins de main d'œuvre que la fonte, tout en conservant ses propriétés de rigidité. Les corps en acier forgé sont utilisés pour le traitement des pièces petites tailles forme simple.
La qualité de fabrication de leurs surfaces de travail est importante pour le fonctionnement de l'appareil. Ils doivent être traités avec une rugosité de surface de Ra 2,5 ... 1,25 microns ; tolérance du parallélisme et de la circularité des surfaces de travail des boîtiers - 0,03. ..0,02 mm sur une longueur de 100 mm.
1.3.4 Mécanismes d'orientation et d'auto-centrage. Dans certains cas, les pièces installées doivent être orientées selon leurs plans de symétrie. Les mécanismes utilisés à cet effet non seulement orientent, mais serrent également les pièces et sont donc appelés serrage d'installation.

Riz. 19.
Les mécanismes d'installation et de serrage sont divisés en orientation et auto-centrage. Les premiers orientent les pièces le long d'un seul plan de symétrie, les seconds le long de deux plans mutuellement perpendiculaires.
Le groupe des mécanismes d'auto-centrage comprend toutes sortes de modèles de cartouches et de mandrins.
Pour orienter et centrer les pièces non circulaires, des mécanismes à prismes fixes (GOST 12196--66), d'installation (GOST 12194--66) et mobiles (GOST 12193--66) sont souvent utilisés. Dans les mécanismes d'orientation, l'un des prismes est fixé rigidement - fixe ou de positionnement, et le second est mobile. Dans les mécanismes d’autocentrage, les deux prismes se déplacent simultanément.