Foret Watts pour percer des trous carrés : description, dimensions. Perçage de trous carrés Perceuse à trous carrés, comment l'utiliser
Lire aussi
est un rectangle quadrangulaire, qui est une figure avec des angles et des côtés égaux les uns par rapport aux autres. Mot " carré" vient du mot grec " carré", ce qui signifie - " quadrangulaire».
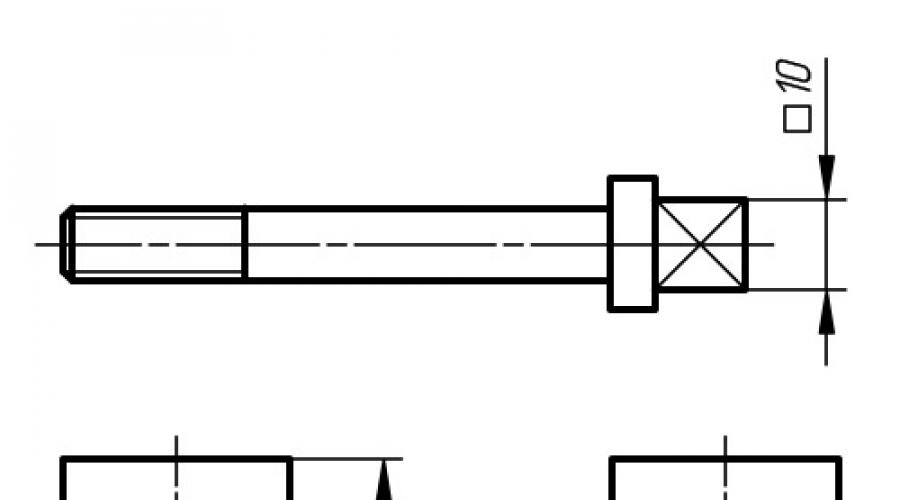
Dans les dessins techniques Il n'est pas rare de voir des pièces ou des parties de pièces présentant une section carrée. Pour réduire le nombre total de lignes de cote dans le dessin, dans ce cas, un signe spécial « » est utilisé, ce qui signifie que cette taille est l'un des côtés du carré, et la taille n'est indiquée qu'ici. La hauteur du panneau est choisie en fonction de la hauteur des nombres dimensionnels.

Désignation d'une section carrée d'un produit
Zones de pièces, ayant une section carrée, se retrouve souvent sur les éléments de fixation des outils auxiliaires et coupants. Boulons d'installation, utilisés dans ce cas, subissent des impacts mécaniques importants à des intervalles déterminés par le processus technologique.
Etau de machine, destinés à être installés sur des machines à couper les métaux, sont équipés d'une vis mécanique à une extrémité de laquelle se trouve une section carrée. Cela a été fait pour que la poignée du capuchon, qui présente donc un trou de section carrée, puisse être librement retirée et mise en place, et qu'il devienne possible de modifier sa position angulaire. La charge appliquée aux mécanismes des étaux est également assez importante.
Comme vous le savez, une partie importante des pièces tournantes est fabriquée sur des tours. Afin de serrer une pièce ou une pièce pour un usinage ultérieur, des mandrins spéciaux à centrage automatique sont utilisés. Les plus courants d'entre eux sont les mandrins à trois mors, mais il existe également des mandrins à quatre mors dans lesquels, en passant, vous pouvez serrer des pièces carrées ou des ébauches des produits laminés correspondants. Le carré peut également être serré dans des mandrins à deux mors et, comme dans les mandrins à quatre mors, le mouvement des mors, selon le type, peut être effectué indépendamment ou à l'aide d'un mécanisme spécial basé sur « Spirale d'Archimède", ce qui permet de déplacer les éléments de serrage de manière synchrone. Il existe même des mandrins à six mors, tous unis par le fait que pour serrer la pièce, on utilise une clé à tête carrée.
La conception d'un robinet de type traditionnel comprend un élément de contrôle de l'alimentation en eau, tel qu'une tige. À une extrémité de la tige se trouve une section carrée sur laquelle est installée une poignée avec un trou carré. L'effort ici n'est pas trop important, mais néanmoins, l'utilisation d'un hexagone n'est pas appropriée ici (pendant le fonctionnement, les angles entre les bords peuvent simplement s'effondrer).
Les trous carrés, contrairement aux trous ronds, sont ceux qui demandent le plus de main-d'œuvre à fabriquer. Habituellement, ils sont fraisés, dessinés, un firmware spécial est utilisé, accélérés sur une machine à sous, etc. Des technologies telles que - découpe au laser ou Usinage par décharge électrique, permettent de traiter plus ou moins rapidement des éléments creux de ce type.
Il existe cependant une autre manière exotique. Nous parlons de perçage à l'aide d'un outil spécial. Cette méthode est basée sur la trajectoire du mouvement " Triangle de Reuleaux", du nom de l'inventeur et ingénieur en mécanique allemand Franz Relo, qui a vécu au XIXe et au début du XXe siècle, qui a longtemps été professeur à l'Académie royale de technologie de Berlin et en est finalement devenu le président. La section transversale du foret est similaire à ce qu'on appelle " Triangle de Reuleaux", dont les côtés ne sont pas des segments droits, comme un segment régulier, mais des arcs de même taille et de même rayon. Si, pendant le processus de perçage, à l'aide d'un appareil spécial, vous déplacez l'axe de cet outil le long d'une trajectoire spéciale, vous vous retrouverez avec un trou carré aux coins légèrement arrondis.
N’importe qui peut le faire dans un matériau de n’importe quelle densité. Mais que se passe-t-il si vous avez besoin d’un trou carré ? De nombreuses personnes trouveront peu plausible de pouvoir percer une équerre dans du bois tendre et pliable ou dans un morceau de métal durable. La perceuse Watts fait face à cette tâche difficile.
Histoire avec géométrie
Aujourd'hui encore, pour obtenir un trou carré, les artisans percent un trou rond du diamètre approprié et perforent les coins avec des outils spéciaux. Cette opération peut être réalisée beaucoup plus rapidement et plus facilement avec une perceuse Watts « carrée ». La base de sa conception est le triangle de Reuleaux, une figure formée par l'intersection de trois cercles identiques. Les rayons de ces cercles sont égaux aux côtés d'un triangle régulier et ses sommets sont les centres des cercles.
La figure porte le nom du scientifique allemand Franz Reuleaux, car il fut le premier à étudier en détail les propriétés du triangle obtenu et à les appliquer dans ses inventions. Cependant, la géométrie du triangle de Reuleaux a été utilisée pour la forme des fenêtres lors de la construction de l'église Notre-Dame de Bruges au XIIIe siècle. Au début du XVIe siècle, Léonard de Vinci représente une « carte du monde » sur quatre triangles de Reuleaux. Ce chiffre apparaît dans ses manuscrits et dans le Codex de Madrid. Au XVIIIe siècle, le célèbre mathématicien Leonhard Euler a démontré un triangle composé d'arcs égaux de trois cercles. En 1916, un ingénieur anglais travaillant aux États-Unis, Harry Watts, développa et breveta une fraise pour trous carrés dans un mandrin « flottant ».
Caractéristiques de la perceuse Watts
Une invention unique permet d'obtenir des trous de forme presque régulière : les coins du carré sont arrondis avec un petit rayon. La surface brute d'un trou carré ne dépasse pas 2 %. Une caractéristique distinctive du foret triangulaire Watts est que lorsqu'il est tourné, son centre décrit des courbes ellipsoïdales arquées, plutôt que de rester immobile comme un foret hélicoïdal traditionnel. Avec ce mouvement, les sommets du triangle dessinent un carré aux côtés parallèles parfaitement droits. Le mandrin d'une telle fraise a une conception originale qui n'entrave pas le mouvement.
Structure de perçage pour trous carrés
Lorsque des copeaux se forment, la fraise doit comporter des rainures pour les éliminer. Le profil de la partie active de la perceuse Watts est un triangle de Reuleaux dans lequel sont découpées trois moitiés d'ellipses.

Cette conception avec rainures pour l'évacuation des copeaux résout 3 problèmes simultanément :
- L'inertie du foret est réduite.
- La capacité de coupe du foret est augmentée.
Généralement, les trous carrés sont réalisés sur des tours ou des fraiseuses. Le foret pour trous carrés est fixé dans le mandrin de la machine à l'aide d'un adaptateur spécial. Pour un usage domestique d'une fraise carrée, les fabricants proposent des cadres suspendus qui se connectent au mandrin d'entraînement à cardan et transmettent des mouvements excentriques à l'outil de coupe. La profondeur du trou correspond à l'épaisseur du cadre.
Acier de forage
Aujourd'hui, des forets de haute qualité qui fonctionnent rapidement et longtemps sont fabriqués à partir de nuances d'acier fortement alliées. Dans leur composition, ces alliages contiennent plus de 10 % d'additifs d'alliage, tels que le tungstène, le chrome, le vanadium et le molybdène. Différents pourcentages d'éléments et diverses méthodes de durcissement de l'acier forment des alliages qui diffèrent par leur niveau de dureté, de ténacité, de résistance aux charges d'impact, de coût et d'autres caractéristiques.

Les forets à métaux sont le consommable électrique le plus utilisé pour plusieurs raisons :
- Les produits métalliques nécessitent le plus souvent des trous pour la fixation : raccords filetés, rivets et autres types de raccords.
- Les forets à métaux peuvent également être utilisés pour travailler avec des matériaux plus tendres, comme le bois.
- La technologie de production de ce type de produit est similaire aux principes de production de forets pour diverses applications.
En Russie et dans de nombreux autres pays, la plus grande demande concerne les forets en acier rapide R6M5, qui contiennent du tungstène et du molybdène. La résistance et le prix des produits augmentent considérablement lorsque du cobalt est ajouté à l'alliage ou que les forets sont recouverts d'une pulvérisation refroidissante de nitrure de titane.
pour produits métalliques
Les forets à métaux sont utilisés pour percer des trous dans des produits en bronze, fonte, cuivre, acier de différentes qualités, cermets et autres matériaux. Pour percer l'acier résistant et difficile à couper, des produits à haute résistance additionnés de cobalt sont utilisés. Pendant le fonctionnement, les copeaux sont évacués le long de deux rainures longitudinales. En fonction de la forme de la queue, ces instruments sont divisés en trois types :
- hexagonal,
- conique,
- cylindrique.

Un foret à métal à tige conique est inséré directement dans la machine lors de son utilisation. Un mandrin spécial est requis pour les tiges hexagonales et cylindriques.
Définitions de la qualité par couleur
La qualité d'un foret pour tout matériau est déterminée principalement par sa couleur :
- Les outils à résistance accrue à l'usure sont de couleur noire, car ils sont traités à la vapeur au stade final de la production.
- Les produits traités thermiquement ne subissent aucune contrainte interne, sont très résistants aux températures élevées et ne se déforment pas lors du travail avec des aciers au carbure. Ces forets ont une teinte légèrement dorée.
- Ceux de la plus haute qualité et durables ont une couleur dorée brillante. Ils sont recouverts de nitrure de titane réduisant la friction.
- Les forets gris ordinaires non traités ont la durée de vie la plus courte et le prix le plus bas.
Gamme de taille
Les tailles de travail des forets à métaux sont présentées par les fabricants modernes dans une large gamme. GOST prévoit la division de ces produits en types conformément à certaines tailles.

Les forets à métaux sont divisés en plusieurs catégories :
Les GOST 4010-77, 886-77 et 10902-77 réglementent la classification des forets par longueur et diamètre.
Comment choisir une perceuse pour le verre ou la céramique
Les artisans professionnels de leur collection ont des forets pour tous les matériaux : brique et béton, métal et plastique, forets diamantés pour le verre et la céramique. Le verre est un matériau extrêmement capricieux et nécessite l'utilisation d'une perceuse de qualité et durable. Les surfaces en verre et en céramique peuvent être usinées avec des forets diamantés à l'extrémité active. La qualité de ces produits est déterminée par la méthode de fabrication. Les forets les plus fins et les moins chers sont fabriqués selon la méthode galvanique. Des instruments plus solides sont produits à l’aide du procédé à poudre. Ils se distinguent par leur durabilité et leur stabilité. Des forets relativement peu coûteux et à haute résistance avec une abrasivité accrue sont produits à l'aide de la méthode moderne sous vide.

Pour percer un trou dans une surface en verre, vous devez avoir de bonnes compétences. Ce processus long et minutieux s'effectue en douceur et lentement à vitesse maximale sans pression, uniquement avec une perceuse diamantée montée strictement verticalement. Le trou doit être constamment humidifié avec de l'eau pour le refroidir. Cette action ressemble plus à gratter un trou avec des grains de diamant.
Si vous disposez des outils et des forets nécessaires de la bonne taille, tout travail de réparation sera effectué rapidement et efficacement.
En règle générale, il n'y a pas de problèmes liés à la formation de trous ronds dans le métal. Aujourd'hui, vous pouvez trouver un grand nombre de forets en vente, certains peuvent être utilisés pour former un carré ou un rectangle. Pour résoudre ce problème, des dispositifs spéciaux sont également utilisés.
Perceuse ou fraise
Les trous carrés sont souvent obtenus à l'aide de fraises. Ce type d'outil est devenu extrêmement répandu, mais dans certains cas, il est plus facile de percer des trous carrés dans le métal à l'aide de forets. Prenons comme exemple les points suivants :
- Le travail est rarement effectué, vous devez donc réduire les coûts en achetant des outils spéciaux. Les fraises sont beaucoup plus chères.
- Petite zone de traitement. La forme géométrique des couteaux courants détermine les restrictions sur leur taille minimale.
- Vous devez percer un trou traversant dans du métal de grande épaisseur.

De plus, les fraises sont installées dans des machines coûteuses, mais les équipements conventionnels ne sont pas adaptés au perçage. Cela est dû au fait que la perceuse doit se déplacer le long d'un certain chemin.
Conception et principe de fonctionnement
La perceuse à trou carré Watts est basée sur la forme triangulaire de Reuleaux. Parmi les fonctionnalités figurent :
- La partie active de la perceuse est formée en formant une zone d'intersection de trois cercles égaux de forme spéciale.
- Si vous placez plusieurs lignes de référence parallèles à proximité des triangles de la partie active de la perceuse, la distance entre elles sera la même.
- Pendant le fonctionnement, l'axe du foret doit se déplacer le long d'un certain chemin, ce qui donne un carré ou un rectangle.

Il convient de considérer que le rectangle ou le carré résultant a des coins légèrement arrondis. Les dispositifs permettant de percer des trous carrés de Watts ne doivent pas limiter le mouvement du mandrin avec la perceuse, sinon il ne sera pas possible d'obtenir la forme en question. Les principes de fonctionnement et la conception de l'équipement recommandé vous permettent de le créer vous-même à partir de matériaux de rebut.
Méthodes alternatives pour réaliser des trous carrés
La production d'arcs de rayon entraîne une diminution significative de la qualité du produit obtenu. C'est pourquoi la possibilité d'utiliser d'autres méthodes pour obtenir un trou carré est souvent envisagée :
- Les systèmes laser sont aujourd’hui largement utilisés. Ils peuvent être utilisés pour le traitement le long d'une trajectoire donnée ; lorsque le faisceau est focalisé, le métal est chauffé, ce qui permet de former la surface requise.
- La méthode du tamponnage est utilisée depuis longtemps. Cela implique l'utilisation d'équipements spéciaux capables d'exercer une pression élevée sur les tôles et autres pièces. L'inconvénient de cette méthode est le coût élevé de l'équipement, ainsi que la possibilité d'obtenir uniquement des évidements peu profonds.
- Lors de l'utilisation du soudage au gaz, il est également possible de former une forme rectangulaire. Cependant, cette technologie se caractérise par une faible praticité d’application et les produits obtenus sont de mauvaise qualité.
Il existe des jeux spéciaux de poinçons en vente qui peuvent également être utilisés dans ce cas. Le kit est représenté par une combinaison des éléments suivants :
- Douille pour guider le poinçon.
- Support spécial.
- Arrêt de course en anneau.
- Matrice.

Afin d'appliquer une charge élevée sur l'outil de travail, un vérin hydraulique est utilisé. Cette technologie se caractérise par le fait que la figure obtenue présente des bords nets et uniformes, c'est-à-dire qu'aucun traitement mécanique supplémentaire n'est nécessaire pour améliorer la qualité des surfaces.
La figure la plus simple du shi-ri-na aux cent yang nous aidera à percer des trous carrés. Si vous déplacez le centre de ce « triangle » le long d'une certaine trajectoire, alors ses sommets sont dessinés presque comme un carré, et il balayera toute la zone à l'intérieur de la figure rayonnante.
Les bords de la meilleure figure, à l'exception des petits morceaux dans les coins, seront strictement droits ! Et si vous continuez à vivre de la coupe, alors vous verrez les coins, alors le résultat sera exactement un carré.
Afin d'être décrit ci-dessus, le centre du Re-lo triangulaire doit être déplacé le long de la trajectoire, clairement la-yu-shchey-glue-coy à partir de quatre arcs un à un d'el-lip-owls. Les centres des lèvres sont situés aux sommets du carré, et le long de l'axe, à un angle de $45^\circ$ par rapport à-but-si-tel-mais les côtés du carré sont égaux à $k\ cdot(1+1/\sqrt3)/2$ et $k\cdot(1-1/\sqrt3)/ 2$, où $k$ est la longueur de cent mètres carrés.
Les coins incurvés et arrondis apparaissent également comme du-ga-mi el-lip-sovs avec des centres dans les coins des carrés, leur demi-axe fait un angle de $45^\circ$ par rapport aux côtés du carré et est égal à $ k\cdot(\sqrt3+ 1)/2$ et $k\cdot(1/\sqrt3-1)/2$.
La superficie des coins invisibles ne représente qu'environ 2% de la superficie de l'ensemble du carré !
Maintenant, si vous fabriquez une perceuse en forme de Re-lo triangulaire, vous pouvez alors percer des trous carrés avec un petit tour du coin de moi, mais ab-so-lyut-mais droit-nous vous êtes à cent milles !
Il ne reste plus qu'à fabriquer cette perceuse... Ou plutôt, ce n'est pas difficile de fabriquer la perceuse elle-même, il suffit qu'elle rentre dedans, c'est le triangle de Re-lo, et les bords coupants des hiboux sont avec ses sommets .
La difficulté réside dans le fait que, comme déjà mentionné ci-dessus, le tra-ek-to-ria du centre de la perceuse doit être de -cent sur quatre arcs d'el-lip-owls. Vi-zu-al-mais cette courbe est très similaire à un cercle et même ma-te-ma-ti-che-ski s'en rapproche, mais ce n'est toujours pas un cercle. Et tous les ex-cen-tri-ki (un cercle posé sur un cercle d'un autre ra-di-u-sa avec un centre décalé), use-use- Ils sont en tech, ils permettent de se déplacer strictement en cercle.
En 1914, l'ingénieur anglais Harry James Watts comprit comment organiser un tel forage. Sur la surface, il place un gabarit pour droitier avec une découpe en forme de carré, dans lequel se déplace une perceuse, insérée dans une douille contenant une « perceuse flottante ». Un brevet pour un tel client a été délivré à une entreprise qui a commencé à fabriquer des perceuses Watts en 1916.
Je-ro-la-mo CARDANO (1501 - 1576). Quand, en 1541, l'im-per-ra-tor Charles V tri-um-fal-no entra au Za-vo-e-van-ny Milan, recteur du Collège de Vra -dont Kar-da-no marchait ensuite au bal-da-khin. En réponse à l'honneur, il proposa d'équiper l'équipage royal du poids de deux flèches, qui n'étaient pas you-ve-det ka-re-tu de go-ri-zon-tal-no-go po-lo-zhe -niya […]. La justice exige de constater que l'idée d'un tel système remonte à l'Antiquité et qu'à tout le moins dans le codex « At-lan-ti-che-sky » Leo-nar-do da Vin-chi a un ri- su-nok su-do-vo-go com-pa-sa avec kar -donné sous le poids. De tels com-pa-sys dans la première moitié du XVIe siècle, apparemment, sans influence -I-niya Kar-da-no.
S.G. Gin-di-kin. Parlez de physique et de ma-te-ma-ti-kah.
Nous utilisons une autre structure connue. Nous fixons rigidement la perceuse au re-lo triangulaire, en la plaçant dans un carré sur le cadre de droite . Sam-ma ram-ka fi-si-ru-et-sya sur la perceuse. Il ne reste plus qu'à transférer la rotation de la perceuse vers le tri-corner de Re-lo.
Presque tout le monde sait comment percer un trou rond, mais tout le monde ne connaît pas une perceuse pour trous carrés. Pendant ce temps, vous pouvez percer un trou de forme carrée aussi bien dans les produits en bois tendre que dans les pièces métalliques plus dures. Pour résoudre ce problème, des outils et dispositifs spéciaux sont utilisés, dont le principe de fonctionnement repose sur les propriétés des formes géométriques les plus simples.
Principes de fonctionnement et conception
Pour percer un trou carré, on utilise généralement une perceuse Watts dont la conception est basée sur une figure géométrique telle que le triangle de Reuleaux. L'une des caractéristiques les plus importantes d'une telle figure, qui représente l'aire d'intersection de trois cercles égaux, est la suivante : si une paire de lignes de référence parallèles sont tracées vers un tel triangle, alors la distance entre elles sera toujours constante. Ainsi, si l'on déplace le centre du triangle de Reuleaux le long d'une trajectoire décrite par quatre arcs ellipsoïdaux, ses sommets dessineront un carré presque parfait, avec seulement des sommets légèrement arrondis.

Les propriétés uniques du triangle de Reuleaux ont permis de créer des forets pour trous carrés. La particularité de l'utilisation d'un tel outil est que l'axe de sa rotation ne doit pas rester en place, mais suivre la trajectoire décrite ci-dessus. Bien entendu, ce mouvement ne doit pas être gêné par la cartouche de l'équipement. En utilisant une telle perceuse et l'équipement approprié, on obtient un trou carré avec des côtés parfaitement droits et parallèles, mais avec des coins légèrement arrondis. La superficie de ces coins non traités avec des outils ne représente que 2% de la superficie de l'ensemble du carré.
Fabriquer un appareil pour percer des trous carrés
À l'aide des forets Watts, qui fonctionnent sur le principe du triangle de Reuleaux, vous pouvez percer des trous carrés dans des pièces métalliques même sur une machine ordinaire qui n'est pas équipée d'accessoires spéciaux. Pour créer un trou carré dans une pièce en bois, vous pouvez utiliser une perceuse ordinaire, mais pour cela, elle doit être équipée de dispositifs supplémentaires.
Vous pouvez créer un appareil simple qui vous permet de percer des trous carrés dans des ébauches de bois en suivant les recommandations suivantes.
- Pour commencer, à l'aide d'une feuille de contreplaqué ou d'une planche de bois de faible épaisseur, il faut réaliser lui-même le triangle de Reuleaux dont les paramètres géométriques doivent correspondre au diamètre du foret Watts utilisé.
- La perceuse doit être fermement fixée sur la surface du triangle fabriqué.
- Pour que le triangle de Reuleaux et la perceuse qui y est attachée se déplacent le long de la trajectoire souhaitée, il est nécessaire de réaliser un cadre de guidage en bois. À l'intérieur du cadre, vous devez découper un carré dont les paramètres géométriques correspondent parfaitement aux dimensions du trou que vous allez percer.
- Le châssis est fixé à la perceuse à l'aide d'une bande spéciale, et le centre du triangle de Reuleaux placé dans le châssis de guidage doit coïncider avec l'axe de rotation du mandrin de l'outil électrique.
- Afin de transmettre un couple au foret pour réaliser un trou carré, mais en même temps de ne pas créer de restrictions sur le mouvement de l'outil dans le sens transversal, la tige est reliée au mandrin de perçage via un mécanisme de transmission qui fonctionne sur le principe d'un arbre de transmission de camion.
- La pièce en bois dans laquelle il est nécessaire de percer un trou carré doit être solidement fixée et positionnée de manière à ce que le centre du futur trou coïncide strictement avec l'axe de rotation du foret utilisé pour le traitement.



Après avoir assemblé un appareil aussi simple et fixé solidement tous les éléments de sa conception et la pièce en cours de traitement, vous pouvez allumer la perceuse électrique et commencer le processus de perçage.
Comme mentionné ci-dessus, un trou carré percé à l'aide d'un tel dispositif aura des côtés absolument droits et parallèles, mais ses sections d'angle seront légèrement arrondies. Résoudre le problème des coins arrondis n'est pas difficile : vous pouvez les affiner à l'aide d'une lime aiguille ordinaire.
Il convient de garder à l'esprit que le dispositif décrit ci-dessus, peu rigide, est utilisé pour percer des trous de forme carrée dans des pièces de bois de faible épaisseur.

Perceuse Watts et trou carré réalisé avec dans une pièce métallique