Soudage sous gaz de protection selon GOST 14771
Lire aussi
5. Lors de la réalisation de la racine d'une soudure multicouche en utilisant une méthode de soudage différente de la méthode principale par laquelle les bords sont remplis, les valeurs des éléments structurels du joint soudé doivent être sélectionnées en fonction de la méthode de soudage principale. Dans ce cas, la désignation de la méthode de soudage doit être faite sous la forme d'une fraction dont le numérateur indique la désignation de la méthode de soudage de la racine du joint et le dénominateur indique la désignation de la méthode de soudage principale.
6. Pour les joints soudés C12, C21, C23, C24, U7, U10, T7, ayant une épaisseur de pièces s= 12 mm ou plus, ainsi que pour les connexions C15, C16, C25, C27, U8, T8, ayant l'épaisseur des pièces s= 20 mm ou plus, réalisé selon la méthode de soudage UP, l'émoussage est autorisé Avec= 5 ± 2 mm.
Merde. 2.
Merde. 3.
8. Taille et écarts maximaux de la jambe de soudure d'angle À Et K 1 doit être installé lors de la conception. Dans ce cas, la taille des pattes ne doit pas dépasser 3 mm pour les pièces d'une épaisseur allant jusqu'à 3 mm inclus, et 1,2 fois l'épaisseur d'une pièce plus fine lors du soudage de pièces d'une épaisseur supérieure à 3 mm. Les écarts maximaux de la taille des pattes de soudure d'angle par rapport à la valeur nominale sont indiqués dans.
9. (Supprimé, amendement n° 1).
10. (Supprimé, amendement n° 3).
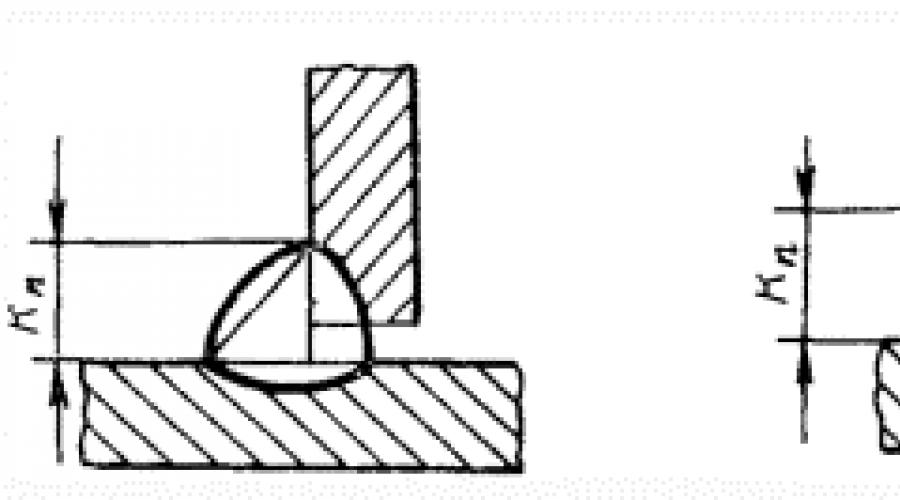
11. La convexité ou la concavité d'une soudure d'angle est autorisée jusqu'à 30 % de sa jambe, mais pas plus de 3 mm. Dans ce cas, la concavité ne doit pas entraîner une diminution de la valeur de la jambe Kp(Fig. 4), installé lors de la conception.

Merde. 4 .
Note: Cathétus À nest la branche du plus grand triangle rectangle inscrit dans la partie extérieure de la soudure d'angle. Avec une couture symétrique derrière la jambe À nn'importe laquelle des jambes égales est acceptée, avec une couture asymétrique - la plus petite.
(Édition modifiée, amendement n° 3).
12. Avant le soudage, le déplacement des bords les uns par rapport aux autres n'est pas autorisé plus de :
0,2s mm - pour les pièces jusqu'à 4 mm d'épaisseur ;
0,1s+ 0,5 mm - pour les pièces d'une épaisseur de 5 à 25 mm ;
3 mm - pour les pièces d'une épaisseur de 25 à 50 mm ;
0,04s+ 1,0 mm - pour les pièces d'une épaisseur de 50 à 100 mm ;
0,01s+ 4,0 mm, mais pas plus de 6 mm - pour les pièces d'une épaisseur supérieure à 100 mm.
14. Les valeurs minimales des pattes soudées d'angle sont indiquées dans.
15. Lors de l'utilisation du soudage au dioxyde de carbone au lieu du soudage à l'arc manuel, la branche de la soudure d'angle de conception peut être réduite aux valeurs indiquées.
16. Lors du soudage au dioxyde de carbone avec un fil électrode, qui garantit la production d'un métal fondu ayant une résistance à la traction supérieure à celle du métal de base, la branche de la soudure d'angle de conception peut être réduite aux valeurs indiquées dans celui recommandé.
14 - 16. (Introduit en plus, amendement n° 1).
17. Dans les joints bout à bout, en té et en coin d'une épaisseur supérieure à 16 mm, réalisés dans les conditions d'installation, une augmentation de la valeur nominale de la taille est autorisée b jusqu'à 4 mm. Dans ce cas, la largeur de couture peut être augmentée en conséquence e, e 1 .
18. Il est permis d'augmenter la taille des soudures jusqu'à 30 % de la valeur nominale aux endroits où les soudures se chevauchent et aux endroits où les défauts sont corrigés.
19. Lors de la préparation des bords à l'aide d'outils manuels, les écarts maximaux de l'angle de biseau des bords peuvent être augmentés jusqu'à ± 5°. Dans ce cas, la largeur de couture peut être modifiée en conséquence e, e 1 .
17 - 19. (Introduit en plus, amendement n° 3).
mm
|
Limite d'élasticité de l'acier soudé, MPa |
Jambe de soudure d'angle minimale pour l'épaisseur de l'élément le plus épais à souder |
|||||||
|
à partir de 3 jusqu'à 4 |
St. 4 jusqu'à 5 |
St. 5 à 10 |
St. 10 à 16 |
St. 16 à 22 |
St. 22 au 32 |
St. 32 à 40 |
St. 40 à 80 |
|
|
Jusqu'à 400 |
||||||||
|
Rues 400 à 450 |
||||||||
Note . La valeur minimale de la jambe ne doit pas dépasser 1,2 fois l'épaisseur de l'élément le plus fin.
mm
|
Jambes à soudure d'angle pour méthodes de soudage |
|||||
|
Arc manuel |
Dans le dioxyde de carbone, utilisez du fil Sv-08G2S d'un diamètre de 1,4 à 2,0 mm au lieu d'électrodes de type |
Dans le dioxyde de carbone, utilisez du fil Sv-08G2S d'un diamètre de 0,8 à 1,2 mm à la place des électrodes de type |
|||
|
E42A et E42 |
E46A et E46 |
E50A et E50 |
E42A et E42 |
E46A et E46 |
|
Note . Les données fournies ne s'appliquent pas aux connexions réalisées lors du soudage avec une extension d'électrode étendue ou avec une polarité en courant continu.
(Introduit en plus, amendement n° 1).
mm
|
Jambe de soudure d'angle pour le rapport entre la résistance à la traction du métal soudé et la résistance à la traction du métal de base |
||||
|
St. 5 à 8 inclus. |
||||
|
St. 8 à 12 incl. |
||||
|
Saint 12 |
||||
(Introduit en plus, amendement n° 3).
DONNÉES D'INFORMATION
1. DÉVELOPPÉ ET INTRODUIT par l'association de recherche et de production TsNIITMASH.
INTERPRÈTES
M. M. Borisenko(responsable du sujet); V.D. Khodakov ; E.G. Starchenko.
2. APPROUVÉ ET ENTRÉ EN VIGUEUR par la résolution du Comité d'État des normes du Conseil des ministres de l'URSS du 28 juillet 1976 n° 1826.
3. La période d'inspection est de 1990. La fréquence d'inspection est de 5 ans.
4. Les normes sont respectéesTGL 14905/03 concernant la forme et le contenu des tableaux de joints soudés.
5. AU LIEU DE GOST 14771-69.
6. DOCUMENTS RÉGLEMENTAIRES ET TECHNIQUES RÉFÉRÉNÉS.
7. RÉÉDITION avec les amendements n° 1, 2, 3, approuvés en mars 1982, décembre 1986, janvier 1989 (IUS 6-82, 3-87, 4-89).
5. Lors de la réalisation de la racine d'une soudure multicouche en utilisant une méthode de soudage différente de la méthode principale par laquelle les bords sont remplis, les valeurs des éléments structurels du joint soudé doivent être sélectionnées en fonction de la méthode de soudage principale. Dans ce cas, la désignation de la méthode de soudage doit être faite sous la forme d'une fraction dont le numérateur indique la désignation de la méthode de soudage de la racine du joint et le dénominateur indique la désignation de la méthode de soudage principale.
6. Pour les joints soudés C12, C21, C23, C24, U7, U10, T7, ayant une épaisseur de pièces s= 12 mm ou plus, ainsi que pour les connexions C15, C16, C25, C27, U8, T8, ayant l'épaisseur des pièces s= 20 mm ou plus, réalisé selon la méthode de soudage UP, l'émoussage est autorisé Avec= 5 ± 2 mm.
Tableau 48
7. Soudage bout à bout de pièces d'épaisseur inégale dans le cas d'une différence d'épaisseur n'excédant pas les valeurs indiquées dans le tableau. 48, doivent être réalisées de la même manière que les pièces de même épaisseur ; les éléments structurels des bords préparés et les dimensions de la soudure doivent être choisis en fonction de leur plus grande épaisseur.
Pour obtenir une transition en douceur d'une pièce à l'autre, une position inclinée de la surface de couture est autorisée (Fig. 1).
Si la différence d'épaisseur des pièces à souder dépasse les valeurs indiquées dans le tableau. 48, sur une pièce de forte épaisseur s 1 un biseau doit être réalisé sur une ou deux faces à l'épaisseur de la partie fine s, comme l'indique le diable. 2 et 3. Dans ce cas, les éléments structurels des bords préparés et les dimensions de la soudure doivent être choisis en fonction de leur plus petite épaisseur.
8. Taille et écarts maximaux de la jambe de soudure d'angle À Et K 1 doit être installé lors de la conception. Dans ce cas, la taille des pattes ne doit pas dépasser 3 mm pour les pièces d'une épaisseur allant jusqu'à 3 mm inclus, et 1,2 fois l'épaisseur d'une pièce plus fine lors du soudage de pièces d'une épaisseur supérieure à 3 mm. Les écarts maximaux de la taille des pattes de soudure d'angle par rapport à la valeur nominale sont indiqués à l'annexe 4.
9. (Supprimé, amendement n° 1).
10. (Supprimé, amendement n° 3).
11. La convexité ou la concavité d'une soudure d'angle est autorisée jusqu'à 30 % de sa jambe, mais pas plus de 3 mm. Dans ce cas, la concavité ne doit pas entraîner une diminution de la valeur de la jambe Kp(Fig. 4), installé lors de la conception.
Note. Cathétus Àn est la branche du plus grand triangle rectangle inscrit dans la partie extérieure de la soudure d'angle. Avec une couture symétrique derrière la jambe Àn n'importe laquelle des jambes égales est acceptée, avec une couture asymétrique - la plus petite.
(Édition modifiée, amendement n° 3).
12. Avant le soudage, le déplacement des bords les uns par rapport aux autres n'est pas autorisé plus de :
0,2s mm - pour les pièces jusqu'à 4 mm d'épaisseur ;
0,1s+ 0,5 mm - pour les pièces d'une épaisseur de 5 à 25 mm ;
3 mm - pour les pièces d'une épaisseur de 25 à 50 mm ;
0,04s+ 1,0 mm - pour les pièces d'une épaisseur de 50 à 100 mm ;
0,01s+ 4,0 mm, mais pas plus de 6 mm - pour les pièces d'une épaisseur supérieure à 100 mm.
13. Lors du soudage au dioxyde de carbone avec un fil électrode d'un diamètre de 0,8 à 1,4 mm, il est permis d'utiliser les principaux types de joints soudés et leurs éléments structurels conformément à GOST 5264-80.
14. Les valeurs minimales des pattes soudées d'angle sont indiquées à l'annexe 1.
15. Lors de l'utilisation du soudage au dioxyde de carbone au lieu du soudage à l'arc manuel, la longueur de la soudure d'angle de conception peut être réduite aux valeurs indiquées à l'annexe 2.
16. Lors du soudage au dioxyde de carbone avec un fil électrode, qui garantit la production d'un métal fondu ayant une résistance à la traction supérieure à celle du métal de base, la branche de la soudure d'angle de conception peut être réduite aux valeurs indiquées dans recommandé l’Annexe 3.
14 - 16.
17. Dans les joints bout à bout, en té et en coin d'une épaisseur supérieure à 16 mm, réalisés dans les conditions d'installation, une augmentation de la valeur nominale de la taille est autorisée b jusqu'à 4 mm. Dans ce cas, la largeur de couture peut être augmentée en conséquence e, e 1 .
18. Il est permis d'augmenter la taille des soudures jusqu'à 30 % de la valeur nominale aux endroits où les soudures se chevauchent et aux endroits où les défauts sont corrigés.
19. Lors de la préparation des bords à l'aide d'outils manuels, les écarts maximaux de l'angle de biseau des bords peuvent être augmentés jusqu'à ± 5°. Dans ce cas, la largeur de couture peut être modifiée en conséquence e, e 1 .
17 - 19. (Introduit en plus, amendement n° 3).
|
Limite d'élasticité de l'acier soudé, MPa |
Jambe de soudure d'angle minimale pour l'épaisseur de l'élément le plus épais à souder |
|||||||
|
St. 10 à 16 |
St. 16 à 22 |
St. 22 au 32 |
St. 32 à 40 |
St. 40 à 80 |
||||
|
Rues 400 à 450 |
||||||||
Note. La valeur minimale de la jambe ne doit pas dépasser 1,2 fois l'épaisseur de l'élément le plus fin.
|
Jambes à soudure d'angle pour méthodes de soudage |
|||||
|
Arc manuel |
Dans le dioxyde de carbone, utilisez du fil Sv-08G2S d'un diamètre de 1,4 à 2,0 mm au lieu d'électrodes de type |
Dans le dioxyde de carbone, utilisez du fil Sv-08G2S d'un diamètre de 0,8 à 1,2 mm à la place des électrodes de type |
|||
Note. Les données fournies ne s'appliquent pas aux connexions réalisées lors du soudage avec une extension d'électrode étendue ou avec une polarité en courant continu.
|
Jambe de soudure d'angle pour le rapport entre la résistance à la traction du métal soudé et la résistance à la traction du métal de base |
||||
ANNEXES 1-3.(Introduit en plus, amendement n° 1).
ANNEXE 4.(Introduit en plus, amendement n° 3).
Cette norme établit les types de base, les éléments structurels et les dimensions des joints soudés en aciers, ainsi que des alliages à base de fer-nickel et de nickel, réalisés par soudage à l'arc sous protection gazeuse.
La norme n'établit pas les principaux types, éléments structurels et dimensions des joints soudés des pipelines en acier conformément à GOST 16037-80.
| Titre du document : | GOST 14771-76 |
| Type de document: | standard |
| Statut du document : | actif |
| Nom russe : | Soudage à l'arc sous protection gazeuse. Connexions soudées. Principaux types, éléments structurels et dimensions |
| Nom anglais: | Soudage à l'arc sous protection gazeuse. Joints soudés. Principaux types, éléments de conception et dimensions |
| Date de mise à jour du texte : | 01.08.2013 |
| Date d'introduction : | 30.06.1977 |
| Date de mise à jour du descriptif : | 01.08.2013 |
| Nombre de pages dans le texte principal du document : | 39 pièces. |
| Plutôt: | GOST 14771-69 |
| Date de publication: | 01.12.2006 |
| Rééditer: | réédition avec modifications 1 |
| Date de dernière modification : | 22.05.2013 |
| Amendements et changements : | Modification n° 1 à GOST 14771-76 (1982-08-01) - « Période de validité prolongée » Modification n° 2 à GOST 14771-76 (1987-07-01) - « Période de validité prolongée » Modification n° 3 par GOST 14771-76 (1989-03-01) - « Durée de validité prolongée » |
| Est situé dans: | OK Classificateur panrusse de normes 25 GÉNIE MÉCANIQUE (Ce domaine comprend les normes à usage général) 25.160 Soudage, brasage et brasage (y compris le soudage au gaz, le soudage électrique, le soudage au plasma, le soudage par faisceau d'électrons, le coupage au plasma, etc.) 25.160.40 Soudures et soudage (y compris la position des soudures et les essais mécaniques non destructifs des joints soudés) |
                                       |
|
5. Lors de la réalisation de la racine d'une soudure multicouche en utilisant une méthode de soudage différente de la méthode principale par laquelle les bords sont remplis, les valeurs des éléments structurels du joint soudé doivent être sélectionnées en fonction de la méthode de soudage principale. Dans ce cas, la désignation de la méthode de soudage doit être faite sous la forme d'une fraction dont le numérateur indique la désignation de la méthode de soudage de la racine du joint et le dénominateur indique la désignation de la méthode de soudage principale.
6. Pour les joints soudés C12, C21, C23, C24, U7, U10, T7, ayant une épaisseur de pièces s= 12 mm ou plus, ainsi que pour les connexions C15, C16, C25, C27, U8, T8, ayant l'épaisseur des pièces s= 20 mm ou plus, réalisé selon la méthode de soudage UP, l'émoussage est autorisé Avec= 5 ± 2 mm.
Tableau 48
mm
Épaisseur de la partie mince | Différence d'épaisseur de pièce |
4-30 | |
32-40 | |
Rue 40 |
7. Soudage bout à bout de pièces d'épaisseur inégale dans le cas d'une différence d'épaisseur n'excédant pas les valeurs indiquées dans le tableau. 48, doivent être réalisées de la même manière que les pièces de même épaisseur ; les éléments structurels des bords préparés et les dimensions de la soudure doivent être choisis en fonction de leur plus grande épaisseur.
Pour obtenir une transition en douceur d'une pièce à l'autre, une position inclinée de la surface de couture est autorisée (Fig. 1).
Si la différence d'épaisseur des pièces à souder dépasse les valeurs indiquées dans le tableau. 48, sur une pièce de forte épaisseur s 1 un biseau doit être réalisé sur une ou deux faces à l'épaisseur de la partie fine s, comme l'indique le diable. 2 et 3. Dans ce cas, les éléments structurels des bords préparés et les dimensions de la soudure doivent être choisis en fonction de leur plus petite épaisseur.
8. Taille et écarts maximaux de la jambe de soudure d'angle À Et K 1 doit être installé lors de la conception. Dans ce cas, la taille des pattes ne doit pas dépasser 3 mm pour les pièces d'une épaisseur allant jusqu'à 3 mm inclus, et 1,2 fois l'épaisseur d'une pièce plus fine lors du soudage de pièces d'une épaisseur supérieure à 3 mm. Les écarts maximaux de la taille des pattes de soudure d'angle par rapport à la valeur nominale sont indiqués à l'annexe 4.
9. (Supprimé, amendement n° 1).
10. (Supprimé, amendement n° 3).
11. La convexité ou la concavité d'une soudure d'angle est autorisée jusqu'à 30 % de sa jambe, mais pas plus de 3 mm. Dans ce cas, la concavité ne doit pas entraîner une diminution de la valeur de la jambe Kp(Fig. 4), installé lors de la conception.
Merde. 4.
Note: Cathétus À nest la branche du plus grand triangle rectangle inscrit dans la partie extérieure de la soudure d'angle. Avec une couture symétrique derrière la jambe À nn'importe laquelle des jambes égales est acceptée, avec une couture asymétrique la plus petite.
(Édition modifiée, amendement n° 3).
12. Avant le soudage, le déplacement des bords les uns par rapport aux autres n'est pas autorisé plus de :
0,2s mm - pour les pièces jusqu'à 4 mm d'épaisseur ;
0,1s+ 0,5 mm - pour les pièces d'une épaisseur de 5 à 25 mm ;
3 mm - pour les pièces d'une épaisseur de 25 à 50 mm ;
0,04s+ 1,0 mm - pour les pièces d'une épaisseur de 50 à 100 mm ;
0,01s+ 4,0 mm, mais pas plus de 6 mm - pour les pièces d'une épaisseur supérieure à 100 mm.
13. Lors du soudage au dioxyde de carbone avec un fil électrode d'un diamètre de 0,8 à 1,4 mm, il est permis d'utiliser les principaux types de joints soudés et leurs éléments structurels conformément à GOST 5264-80.
14. Les valeurs minimales des pattes soudées d'angle sont indiquées à l'annexe 1.
15. Lors de l'utilisation du soudage au dioxyde de carbone au lieu du soudage à l'arc manuel, la longueur de la soudure d'angle de conception peut être réduite aux valeurs indiquées à l'annexe 2.
16. Lors du soudage au dioxyde de carbone avec un fil électrode, qui garantit la production d'un métal fondu ayant une résistance à la traction supérieure à celle du métal de base, la branche de la soudure d'angle de conception peut être réduite aux valeurs indiquées dans recommandé l’Annexe 3.
14-16. (Introduit en plus, amendement n° 1).
17. Dans les joints bout à bout, en té et en coin d'une épaisseur supérieure à 16 mm, réalisés dans les conditions d'installation, une augmentation de la valeur nominale de la taille est autorisée b jusqu'à 4 mm. Dans ce cas, la largeur de couture peut être augmentée en conséquence e, e 1 .
18. Il est permis d'augmenter la taille des soudures jusqu'à 30 % de la valeur nominale aux endroits où les soudures se chevauchent et aux endroits où les défauts sont corrigés.
19. Lors de la préparation des bords à l'aide d'outils manuels, les écarts maximaux de l'angle de biseau des bords peuvent être augmentés jusqu'à ± 5°. Dans ce cas, la largeur de couture peut être modifiée en conséquence e, e 1 .
17-19. (Introduit en plus, amendement n° 3).
mm
Limite d'élasticité de l'acier soudé, MPa | Jambe de soudure d'angle minimale pour l'épaisseur de l'élément le plus épais à souder |
|||||||
à partir de 3 jusqu'à 4 | St. 4 jusqu'à 5 | St. 5 à 10 | St. 10 à 16 | St. 16 à 22 | St. 22 au 32 | St. 32 à 40 | St. 40 à 80 |
|
Jusqu'à 400 | ||||||||
Rues 400 à 450 | ||||||||
Note . La valeur minimale de la jambe ne doit pas dépasser 1,2 fois l'épaisseur de l'élément le plus fin.
mm
Jambes à soudure d'angle pour méthodes de soudage |
|||||
Arc manuel | Dans le dioxyde de carbone, utilisez du fil Sv-08G2S d'un diamètre de 1,4 à 2,0 mm au lieu d'électrodes de type | Dans le dioxyde de carbone, utilisez du fil Sv-08G2S d'un diamètre de 0,8 à 1,2 mm à la place des électrodes de type |
|||
E42A et E42 | E46A et E46 | E50A et E50 | E42A et E42 | E46A et E46 |
|
Note . Les données fournies ne s'appliquent pas aux connexions réalisées lors du soudage avec une extension d'électrode étendue ou avec une polarité en courant continu.
(Introduit en plus, amendement n° 1).
mm
Jambe de soudure d'angle pour le rapport entre la résistance à la traction du métal soudé et la résistance à la traction du métal de base |
||||
(Introduit en plus, amendement n° 1).
mm
Taille nominale du pied à souder d'angle | Écarts maximaux de la taille de la jambe de soudure d'angle de la valeur nominale |
Jusqu'à 5 personnes comprises. | |
St. 5 à 8 inclus. | |
St. 8 à 12 incl. | |
Saint 12 |
(Introduit en plus, amendement n° 3).
DONNÉES D'INFORMATION
1. DÉVELOPPÉ ET INTRODUIT par l'association de recherche et de production TsNIITMASH.
INTERPRÈTES
M. M. Borisenko(responsable du sujet); V.D. Khodakov ; E.G. Starchenko.
2. APPROUVÉ ET ENTRÉ EN VIGUEUR par la résolution du Comité d'État des normes du Conseil des ministres de l'URSS du 28 juillet 1976 n° 1826.
3. La période d'inspection est de 1990. La fréquence d'inspection est de 5 ans.
4. Les normes sont respectéesTGL 14905/03 concernant la forme et le contenu des tableaux de joints soudés.
5. AU LIEU DE GOST 14771-69.
6. DOCUMENTS RÉGLEMENTAIRES ET TECHNIQUES RÉFÉRÉNÉS.
7. RÉÉDITION avec les amendements n° 1, 2, 3, approuvés en mars 1982, décembre 1986, janvier 1989 (IUS 6-82, 3-87, 4-89).
GOST 14771-76
NORME INTER-ÉTATS
SOUDAGE À L'ARC BLINDÉ
CONNEXIONS SOUDÉES
PRINCIPAUX TYPES, ÉLÉMENTS DE CONSTRUCTION ET DIMENSIONS
Publication officielle
Standardinformer
NORME INTER-ÉTATS
Soudage à l'arc sous protection gazeuse
JOINTS SOUDÉS
Principaux types, éléments structurels et dimensions
Soudage à l'arc sous protection gazeuse.
Principaux types, éléments de conception et dimensions MKC 25.160.40
GOST 14771-69
Par résolution du Comité d'État des normes du Conseil des ministres de l'URSS du 28 juillet 1976 n° 1826, la date d'introduction a été fixée
La période de validité a été supprimée par le décret Gosstandart du 18 juin 1992 n° 553
1. Cette norme établit les principaux types, éléments structurels et dimensions des joints soudés en aciers, ainsi que des alliages à base de fer-nickel et de nickel, réalisés par soudage à l'arc sous protection gazeuse.
La norme n'établit pas les principaux types, éléments structurels et dimensions des joints soudés des pipelines en acier conformément à GOST 16037-80.
2. Les désignations suivantes des méthodes de soudage sont adoptées dans la norme :
IN - dans les gaz inertes, électrode non consommable sans métal d'apport ;
INP - dans des gaz inertes avec une électrode non consommable avec métal d'apport ;
IP - dans les gaz inertes et leurs mélanges avec du dioxyde de carbone et de l'oxygène avec une électrode consommable ;
UP - en dioxyde de carbone et son mélange avec de l'oxygène avec une électrode consommable.
3. Les principaux types de joints soudés doivent correspondre à ceux indiqués dans le tableau. 1.
Publication officielle Reproduction interdite
Edition (décembre 2006) avec amendements n° 1, 2, 3, approuvés en mars 1982, décembre 1986,
Janvier 1989 (IUS 6-82, 3-87, 4-89).
© Maison d'édition de normes, 1976 © Standartinform, 2007
prêt]
Personnage
Forme en coupe transversale
|
Conditionnel désignation soudé Connexions |
||||
Avec bride sur deux bords

Unilatéral

Avec bride sur un bord
T///F\m
Unilatéral
Sans biseau
Unilatéral
Unilatéral
Bilatéral
GOST 14771-TB

Personnage
Forme en coupe transversale

Épaisseur des pièces soudées, mm, pour les méthodes de soudage
Conditionnel
désignation
soudé
Connexions
Unilatéral
Unilatéral
Avec un bord biseauté

Unilatéral
Unilatéral
château



Avec un biseau incurvé d'un bord
Avec un biseau cassé sur un bord
Bilatéral
biseaux métriques d'un bord







GOST 14771-TB S.

4 GOST 14771-TB
Personnage
Forme en coupe transversale
Épaisseur des pièces soudées, mm, pour les méthodes de soudage
Conditionnel
désignation
soudé
Connexions
Avec un biseau brisé de deux bords

Avec deux biseaux symétriques de deux morceaux
Avec deux courbes symétriques
Bilatéral
deux bords eux-mêmes
Avec deux positions symétriques
deux bords







Avec bride sur un bord
Unilatéral
Pas de bords biseautés

|
préparé |
Personnage couture terminée |
|
|
Pas de bords biseautés |
Bilatéral |
|
|
Avec un bord biseauté |
Unilatéral |
|
|
Bilatéral |
||
|
Avec deux biseaux symétriques sur un bord |
||
|
Avec deux bords biseautés |
Unilatéral |
|
|
Bilatéral |
||
|
Pas de bords biseautés |
Unilatéral |
Forme en coupe transversale
Épaisseur des pièces soudées, mm, oui méthodes de soudage
Conditionnel
désignation

0,8-12,0

GOST 14771-TB
Personnage
Forme en coupe transversale
Épaisseur des pièces soudées, mm, pour les méthodes de soudage
Conditionnel
désignation
soudé
Sans biseau
Bilatéral
Unilatéral
1
Avec un bord biseauté
»
Bilatéral
1
biseaux métriques d'un bord
Bilatéral
Unilatéral
Sans biseau

Bilatéral




0,8-10,0

spécifications techniques
GOST 14771-TB S.
4. Les éléments structurels des joints soudés, leurs dimensions et leurs écarts maximaux doivent correspondre à ceux indiqués dans le tableau. 2-47. En plus des méthodes de soudage spécifiées, il est permis d'utiliser d'autres méthodes de soudage à l'arc sous gaz de protection.

Dimensions, mm
Tableau 3

Dimensions, mm
Tableau 4
Éléments structurels
cordon de soudure
ouais, pas plus
+0,2
dans
1,0-1,4
^Taille pour référence
+ 1,0
Tableau 5
Dimensions, mm
|
Symbole du joint soudé |
Éléments structurels |
Méthode de soudage |
ouais, pas plus | |||||||||||
|
bords préparés à souder |
cordon de soudure | |||||||||||||
Tableau 6



-Yo oh je je je »
|
Méthode de soudage |
||||||||||||||||
pp
Dimensions, mm

Article 10 GOST 14771-76

Tableau 10

UN
Méthode de soudage
1
U
GOST 14771-76 S.11

12 GOST 14771-76

Dimensions, mm

£е I 3 Zones comme vous le souhaitez

S 03 5 £ o tz X f S o
Méthode de soudage
Précédent désactivé
Précédent désactivé
Précédent désactivé
Précédent désactivé
oui, ville (limite +2°)
GOST 14771-76 S.13

14 GOST 14771-TB
Tableau 15

Dimensions, mm
Tableau 16




GOST 14771-TB S.17

18 GOST 14771-TB

GOST 14771--76 P.19

20 GOST 14771-76

GOST 14771-TB S.21

Tableau 25
Dimensions, mm

Tableau 26

Dimensions, mm
Tableau 27

Tableau 28

Dimensions, mm
Tableau 29

Tableau 30

^Taille pour référence
Dimensions, mm
Tableau 31

Dimensions, mm
Tableau 32

Tableau 33

Dimensions, mm
Tableau 34

Dimensions, mm
Tableau 35


GOST 14771-TB S.27
Dimensions, mm

28 GOST 14771-76
Tableau 38

Dimensions, mm
Tableau 39

Tableau 40

Dimensions, mm
Tableau 41
Conditionnel
désignation
soudé
Connexions
Éléments structurels
bords préparés des pièces soudées
cordon de soudure
Précédent désactivé
spécifications techniques
1

ENTRÉE, IP, HAUT

6,0-20,0
+ 1,0
+2,0

Dimensions, mm
Tableau 43


et moi
Méthode de soudage
Précédent désactivé
Précédent désactivé
Dimensions, mm

Article 32 GOST 14771-76
Tableau 46
Conditionnel
désignation
soudé
Connexions
Éléments structurels
bords préparés des pièces soudées
cordon de soudure
+ 1,0
+ 1,0
+2,0
Tableau 48
(Édition modifiée, amendement n° 1, 2, 3).
5. Lors de la réalisation de la racine d'une soudure multicouche en utilisant une méthode de soudage différente de la méthode principale utilisée pour remplir les bords, les valeurs des éléments structurels du joint soudé doivent être sélectionnées en fonction de la méthode de soudage principale. Dans ce cas, la désignation de la méthode de soudage doit être effectuée sous la forme d'une fraction dont le numérateur indique la désignation de la méthode de soudage de la racine du joint et le dénominateur indique la désignation de la méthode de soudage principale.
6. Pour joints soudés C12, C21, C23, C24, U7, U10,
T7, ayant une épaisseur de pièce s = 12 mm ou plus, ainsi que pour les connexions C15, C16, C25, C27, U8, T8, ayant une épaisseur de pièce s = 20 mm ou plus, réalisés par la méthode de soudage UP, émoussés avec = (5+ 2) mm.
7. Soudage bout à bout de pièces d'épaisseur inégale dans le cas d'une différence d'épaisseur n'excédant pas les valeurs indiquées dans le tableau. 48, doit être réalisé de la même manière que les pièces
épaisseur égale ; les éléments structurels des bords préparés et les dimensions de la soudure doivent être choisis en fonction de leur plus grande épaisseur.
Pour obtenir une transition en douceur d'une pièce à l'autre, une position inclinée de la surface de couture est autorisée (Fig. 1).
Si la différence d'épaisseur des pièces à souder dépasse les valeurs indiquées dans le tableau. 48, sur une pièce de grande épaisseur Sj, il convient de réaliser un biseau sur un ou les deux côtés jusqu'à l'épaisseur de la partie mince s, comme indiqué sur la Fig. 2 et 3. Dans ce cas, les éléments structurels des bords préparés et les dimensions de la soudure doivent être choisis en fonction de leur plus petite épaisseur.
8. La taille et les écarts maximaux des pattes de soudure d'angle K et K\ doivent être établis lors de la conception. Dans ce cas, la taille des pattes ne doit pas dépasser 3 mm pour les pièces d'une épaisseur allant jusqu'à 3 mm inclus, et 1,2 fois l'épaisseur d'une pièce plus fine lors du soudage de pièces d'une épaisseur supérieure à 3 mm. Les écarts maximaux de la taille des pattes de soudure d'angle par rapport à la valeur nominale sont indiqués à l'annexe 4.
9. (Supprimé, amendement n° 1).
10. (Supprimé, amendement n° 3).
11. La convexité ou la concavité d'une soudure d'angle est autorisée jusqu'à 30 % de sa jambe, mais pas plus de 3 mm. Dans ce cas, la concavité ne doit pas entraîner une diminution de la valeur de la jambe K p (Fig. 4) établie lors du dimensionnement.
Note. La branche K p est la branche du plus grand triangle rectangle inscrit dans la partie extérieure de la soudure d'angle. Avec une couture symétrique, l'une des jambes égales est considérée comme la jambe Kp, avec une couture asymétrique - la plus petite.
(Édition modifiée, amendement n° 3).
12. Avant le soudage, le déplacement des bords les uns par rapport aux autres n'est pas autorisé plus de :
0,2 s mm - pour les pièces jusqu'à 4 mm d'épaisseur ;
0,1 s + 0,5 mm - pour les pièces d'une épaisseur de 5 à 25 mm ;
3 mm - pour les pièces d'une épaisseur de 25 à 50 mm ;
0,04 s + 1,0 mm - pour les pièces d'une épaisseur de 50 à 100 mm ;
0,01 s + 4,0 mm, mais pas plus de 6 mm - pour les pièces d'une épaisseur supérieure à 100 mm.
13. Lors du soudage au dioxyde de carbone avec un fil électrode d'un diamètre de 0,8 à 1,4 mm, il est permis d'utiliser les principaux types de joints soudés et leurs éléments structurels conformément à GOST 5264-80.
14. Les valeurs minimales des pattes soudées d'angle sont indiquées à l'annexe 1.
15. Lors de l'utilisation du soudage au dioxyde de carbone au lieu du soudage à l'arc manuel, la longueur de la soudure d'angle de conception peut être réduite aux valeurs indiquées à l'annexe 2.
16. Lors du soudage au dioxyde de carbone avec un fil électrode, qui garantit la production d'un métal fondu ayant une résistance à la traction supérieure à celle du métal de base, la branche de la soudure d'angle de conception peut être réduite aux valeurs indiquées à l'annexe 3. .
14-16. (Introduit en plus, amendement n° 1).


17. Dans les joints bout à bout, en té et en coin d'une épaisseur supérieure à 16 mm, réalisés dans les conditions d'installation, il est permis d'augmenter la valeur nominale de la taille b à 4 mm. Dans ce cas, la largeur de couture e, e± peut être augmentée en conséquence.
18. Il est permis d'augmenter la taille des soudures jusqu'à 30 % de la valeur nominale aux endroits où les soudures se chevauchent et aux endroits où les défauts sont corrigés.
19. Lors de la préparation des bords à l'aide d'outils manuels, les écarts maximaux de l'angle de biseau des bords peuvent être augmentés jusqu'à +5°. Dans ce cas, la largeur de couture e, b\ peut être modifiée en conséquence.
17-19. (Introduit en plus, amendement n° 3).
Note. La valeur minimale de la jambe ne doit pas dépasser 1,2 fois l'épaisseur de l'élément le plus fin.
Jambes à soudure d'angle pour méthodes de soudage
|
Dans le dioxyde de carbone, utilisez du fil Sv-08G2S d'un diamètre de 1,4 à 2,0 mm au lieu d'électrodes de type |
Dans le dioxyde de carbone, utilisez du fil Sv-08G2S d'un diamètre de 0,8 à 1,2 mm à la place des électrodes de type |
||||
Note. Les données fournies ne s'appliquent pas aux connexions réalisées lors du soudage avec une extension d'électrode étendue ou avec une polarité en courant continu.
Jambe de soudure d'angle pour le rapport entre la résistance à la traction du métal soudé et la résistance à la traction
rupture du métal de base
ANNEXES 1-3. (Introduit en plus, amendement n° 1).
ANNEXE 4. (Introduit en plus, amendement n° 3).
L'éditeur V.N. Kopysov Rédacteur technique L.A. Correcteur Guseva M.V. Aménagement informatique en hêtre L.A. Circulaire
Signé pour publication le 15 janvier 2007. Format 60 x 84 U8. Papier offset. Police de caractères Times. Impression offset. Uel. four l. 4.65. Éd. académique. l. 4.20. Tirage 128 exemplaires. Zach. 33. C 3576.
FSUE "Standartinform", 123995 Moscou, Granatny per., 4. Tapé FSUE "Standartinform" sur un PC.
Imprimé dans la branche de la FSUE "Standardinform" - type. "Imprimeur de Moscou", 105062 Moscou, voie Lyalin, 6