Schéma séquentiel du processus technologique de fabrication de blocs de porte avec vantaux à panneaux. Présentation - processus technologique de fabrication d'un bloc de porte. Décrire le processus technologique de fabrication des blocs de porte.
Lire aussi
La structure de la porte battante se compose d'un cadre fixé dans l'ouverture du mur et d'un panneau vierge ou vitré accroché au cadre. Un dormant avec un vantail suspendu forme un bloc de porte.
Portes d'entrée de la maison. Les portes menant des locaux à la rue protègent l'intérieur de diverses influences atmosphériques ; ils doivent eux-mêmes être protégés du piratage et avoir une apparence attrayante. Il est plus rationnel de placer les portes extérieures du côté opposé à la direction des vents dominants ; ainsi, l'impact des jets de pluie obliques sur la porte sera minimisé. Dans un autre endroit, vous devrez fréquemment restaurer la peinture et réparer la porte extérieure. De plus, dans ce cas, dans la partie inférieure du bloc de porte, il est nécessaire de prévoir des mesures spéciales contre l'écoulement des eaux de pluie en cas de vent fort ou de protéger les portes d'entrée en installant des auvents, des auvents ou des vestibules. Les tambours sont des pièces qui servent de zone tampon entre l’air extérieur et l’air intérieur. Grâce au vestibule en hiver, l'air froid ne peut pas pénétrer directement à l'intérieur de l'appartement et l'air chaud ne peut pas s'échapper à l'extérieur. Les vestibules remplissent donc une fonction de protection thermique. C'est aussi souvent un endroit où la saleté et l'humidité restent et ne pénètrent pas davantage dans la maison ou l'appartement.
Il est souvent nécessaire d'assurer des propriétés d'isolation thermique élevées des espaces intérieurs ; dans ce cas, les portes d'entrée sont isolées thermiquement, et pour augmenter les propriétés d'isolation phonique, le vantail de la porte est rempli de matériaux en vrac lourds, tels que du sable ou de la grenaille de plomb.
Les portes à double paroi sont constituées de deux couches de planches clouées ou collées. Une porte à panneaux peut également avoir un double revêtement. Les quartiers sont formés par un évidement dans la double peau.
Les portes à panneaux (portes avec cadre) sont constituées d'un cadre et d'un panneau. Des panneaux en verre ou en bois peuvent être installés dans les rainures de la moulure, être flottants ou fermés par une parclose.
Les éléments de cerclage sont reliés par un tenon et une rainure, calés et collés entre eux. Lorsque l'épaisseur du cerclage est supérieure à 50 mm, les coins sont reliés par un double tenon. Il existe également une connexion à angle aigu dans un petit tenon.
La porte est bloquée par le haut par un linteau qui transfère la charge des structures sus-jacentes vers les cloisons. La taille de la porte doit être légèrement plus grande que le cadre de la porte. Il est souhaitable qu'il y ait un espace d'au moins 2 cm de large entre le boîtier et le mur, qui peut être utilisé pour la pose d'un matériau d'isolation thermique.
Le cadre de porte est un cadre constitué de barres avec feuillures, qui sont fixées avec des plaques d'acier ou à l'aide de chevilles d'espacement. Pour les portes à vantaux lourds, il convient d'utiliser des ancrages encastrés dans la maçonnerie.
Pour un encadrement de porte avec seuil dans le sol, deux pièces encastrées sont utilisées. Si la largeur du vantail de porte dépasse 1250 mm, le cadre est en outre fixé au milieu de la barre horizontale supérieure. Il est fixé sur les côtés avec des chevilles, et en haut et dans le seuil avec des vis. De fines planches de bois sont placées aux points de fixation afin qu'il n'y ait pas de vide entre le mur et la charpente et qu'elle soit droite. Des fraises sont réalisées sous les têtes de clous et de vis (évidements réalisés avec une fraise - une perceuse à lance, une spatule triangulaire - pour encastrer les têtes de clous, vis, vis). Ensuite, ces endroits sont masticés.
Accrocher le vantail de porte et vérifier la précision de l'ajustement (si le vantail touche les barres inférieures du dormant lors de l'ouverture, il est soulevé ou raboté par le bas).
Vérification de l'étanchéité du joint de la porte et du fonctionnement de la serrure. Fixation du côté du caisson où est encastrée la serrure avec deux clous et contrôle secondaire de la précision de l'ajustement de la toile au caisson.
Les portes sont généralement fixées en trois points en hauteur aux barres verticales du cadre. Les points de fixation sont situés, si possible, à une hauteur propice à l'exécution des travaux. Pour les portes de hauteur standard, les points de fixation extrêmes se situent généralement à environ 30 cm du cadre supérieur du dormant et à 25 cm du seuil.
Les boîtes sont alignées et sécurisées avec des cales ; puis ils sont reliés à la partie encastrée installée dans la maçonnerie. Si des plaques d'acier sont utilisées, elles sont d'abord fixées à la boîte et après avoir installé la boîte dans l'ouverture, l'autre extrémité des plaques est fixée au mur avec des clous ou des chevilles. À deux ou trois endroits sur la hauteur de la boîte, de petits trous sont pratiqués à travers lesquels du mortier de ciment est pompé dans l'espace. Pour éviter que les barres verticales de la boîte ne se plient dans l'ouverture lorsque la solution est pompée et durcie, elles sont temporairement fixées avec une entretoise spéciale ou une planche ordinaire.
Les vantaux extérieurs des portes d'entrée sont suspendus dans des cadres sur des charnières à tiges non amovibles, sur des charnières à ressort qui permettent l'ouverture des vantaux dans les deux sens, ou installés sur des butées.
Les portes des appartements, c'est-à-dire les portes séparant les locaux de l'appartement de l'escalier ou du hall, doivent être anti-effraction, insonorisées et retenir la chaleur à l'intérieur de l'appartement. La capacité d'insonorisation doit être certifiée par un certificat de test délivré par un organisme gouvernemental réputé. Le degré d'isolation acoustique d'une porte est largement déterminé par sa masse, ainsi que par les propriétés du matériau remplissant l'espace intérieur.
Le processus technologique de fabrication des blocs de porte avec panneaux de panneaux (Fig. 123) comprend les opérations principales suivantes : fabrication des cadres et du remplissage, préparation du matériau de parement, collage des panneaux de porte, traitement des panneaux autour du périmètre, pose des parements et des aménagements, fabrication d'un cadre de porte , installation (montage) de portes dans un cadre avec charnières.
Les panneaux de porte sont fabriqués en remplissant un cadre préfabriqué avec des lattes, des nids d'abeilles assemblés à partir de longueurs de panneaux de fibres solides, de contreplaqué, de nids d'abeilles en papier ou de bandes cassées de panneaux de fibres solides.
Pour les portes d'une épaisseur de 40 mm, les cadres sont constitués de barres d'une section de 40...60X32 mm, découpées dans le sens de la longueur dans du bois de 40 mm d'épaisseur, avec une teneur en humidité de (9±3) % sur une scie circulaire pour la section transversale, et en largeur - sur une scie circulaire pour la coupe longitudinale. Ils sont reliés bout à bout par un tenon ou par des clips métalliques. Le raccordement des barres avec des tenons augmente la solidité de l'ossature, mais augmente la consommation de bois et la complexité de fabrication de l'ossature du fait de l'introduction d'une opération inutile (coupe des tenons). Les agrafes sont placées de manière à ce que le cadre ne s'effiloche pas en le remplissant du centre et en le plaçant dans la presse.
Pour réaliser une porte vitrée, deux cadres sont utilisés - externe et interne. Les sections des barres du cadre intérieur doivent être les mêmes que les sections des barres du cadre extérieur. Les pièces obtenues sont traitées sur mesure en épaisseur sur des raboteuses ou des fraiseuses longitudinales à quatre côtés. Les barres du cadre ne doivent pas présenter de pourriture, de courbure, de chute, de nœuds pourris, pourris ou de tabac.
Le remplissage est composé de bois de petite taille et de déchets de production (pour les noyaux solides et clairsemés), de déchets de contreplaqué et de panneaux de fibres solides de 4 mm d'épaisseur (pour le remplissage en nid d'abeille).
La teneur en humidité des déchets de bois issus de la coupe du bois de menuiserie est d'environ 15 %. Avant de remplir le centre, ils doivent être séchés à une humidité de 9...10 % dans des chambres de séchage.
Pour les pièces avec une humidité relative de l'air supérieure à 60 %, les portes sont réalisées avec un remplissage continu de lattes de bois. Après avoir assemblé le cadre, du contreplaqué ou des panneaux de fibres dures, préalablement enduits de colle, sont posés dessus et fixés au cadre avec de petits clous de 20...25 mm de long. Dans les portes à remplissage plein, l'épaisseur du revêtement en panneaux de fibres massifs peut être de 3 mm.
Après fixation du bardage, le cadre est retourné et tout l'espace intérieur est rempli de lattes d'une épaisseur correspondant à l'épaisseur du cadre. Lors de la pose des lattes, il faut veiller à ce qu'elles soient bien pressées les unes contre les autres, que leur surface soit lisse et que les joints soient espacés.
Après avoir rempli de lattes, le cadre est fermé sur le dessus avec une deuxième feuille de parement, préalablement enduite de colle, et fixée avec de petits clous sur quatre côtés. Lors de la fabrication d'un bouclier avec un remplissage clairsemé, le cadre n'est pas rempli complètement, mais par intervalles.
Le panneau de porte avec remplissage en nid d'abeille se compose d'un cadre dans lequel sont placées des grilles en nid d'abeille. Les nids d'abeilles sont assemblés à partir de bandes de contreplaqué ou de panneaux de fibres dures de 4 mm d'épaisseur et 32 mm de largeur. Dans les bandes, des rainures sont découpées sur 40 mm avec une largeur égale à l'épaisseur des bandes plus 1 mm et une profondeur égale à la moitié de la largeur des bandes plus 1 mm. Un treillis en forme de nid d'abeille avec des alvéoles mesurant 40X40 mm est assemblé à partir de bandes munies de fentes. Le cadre du bouclier est rempli de deux ou trois nids d'abeilles.
Un panneau de porte rempli de bandes brisées de panneaux de fibres de bois durs est constitué d'un cadre dans lequel les bandes brisées sont posées sur chant. Les bandes sont découpées à différentes longueurs, 32 mm de large. Les bandes sont cassées sur une machine spéciale ou dans un gabarit de presse en forme de bande cassée.
Le matériau de parement est collé aux portes intérieures avec de la colle à l'urée et aux portes extérieures avec de la colle KB-3.
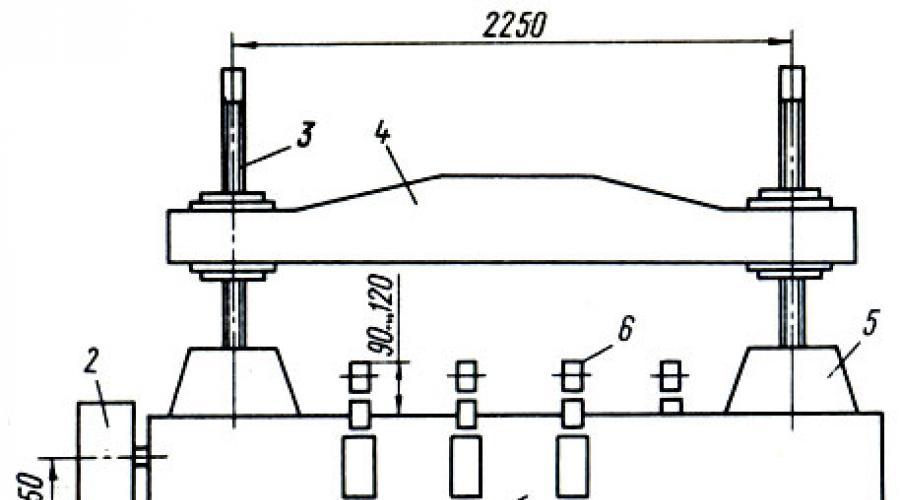
Lorsque le volume de production annuel de portes est faible, des presses mécaniques sont utilisées pour le collage (Fig. 124). Le collage de panneaux dans des presses mécaniques comprend les opérations suivantes : former le panneau de porte, former les emballages et les presser, maintenir l'emballage sous pression pour que la colle prenne, maintenir les panneaux de porte (acclimatation).

Les panneaux de porte sont formés comme suit : un cadre pré-assemblé est posé sur une table de travail située à proximité de la presse, et une feuille découpée de contreplaqué ou de panneau de fibres dures avec de la colle préalablement appliquée sur un plan est posée dessus. La colle est répartie uniformément sur tout le plan de la feuille ; la couche ne doit pas être épaisse, sinon l'excès de colle sera expulsé sous pression dans la presse, ce qui rendra difficile le démontage des sacs. La tôle de parement est posée face enduite sur le cadre. Ses extrémités doivent dépasser du cadre uniformément sur les quatre côtés. La tôle posée est fixée dans les coins avec des petits clous ou épingles, puis le cadre est retourné et le milieu du bouclier est rempli de barres, nids d'abeilles, etc. Deux barres d'une section de 32X 50...70X 400 ( 700) mm sont placés près du milieu des barres longitudinales, et des barres de 400 mm de long sont placées pour les portes d'une hauteur de 2000 mm, et d'une longueur de 700 mm - pour les portes d'une hauteur de 2300 mm afin qu'une serrure peut être inséré dans la porte, qu'elle soit articulée à droite ou à gauche, et une poignée peut être installée.
Le remplissage en nid d'abeille doit remplir tout l'espace interne du cadre et les extrémités des bandes d'un nid d'abeille doivent s'insérer librement dans l'espace libre entre les extrémités des bandes des autres nids d'abeilles.
Après avoir rempli le milieu du bouclier, le cadre est recouvert d'une autre feuille de parement, pré-lubrifiée avec de la colle, et fixée dans les coins avec de petits clous. Ensuite, le bouclier assemblé est retiré de la table de travail et transféré à la presse. 18...20 panneaux d'une épaisseur de 40 mm sont placés dans la presse. Les panneaux doivent être posés strictement les uns au-dessus des autres, sans déplacement ; sur le dessus, ils sont recouverts d'un bouclier en bois massif à trois couches, semblable à la base. Ensuite, le mécanisme d'entraînement de la presse est activé et l'emballage est compressé. Après avoir collé les planches, c'est-à-dire après 6...12 heures, l'emballage fini est démonté, les panneaux sont empilés pour une exposition libre pendant 12...24 heures dans une pièce avec une humidité normale (jusqu'à 60 %) et une température de 18...20° C. Dans une presse hydraulique à chaud, les panneaux sont collés entre eux dans le même ordre que dans une presse mécanique, mais ils sont formés sur une palette métallique.
La pression de collage doit être de 0,5...0,8 MPa, et la limite inférieure s'applique aux panneaux à remplissage en nid d'abeille et clairsemé, et la limite supérieure - à remplissage continu.
Après collage et durcissement, les panneaux sont traités autour du périmètre, puis les parements et les aménagements sont installés. Le traitement du périmètre comprend le classement du panneau à la taille requise et le meulage des surfaces du panneau.
Dans les portes vitrées, des agencements de verre sont installés.
Ils fabriquent une boîte et y enfoncent la toile de la même manière que dans les portes à panneaux.
La ligne de production de panneaux de porte (Fig. 125) se compose d'un certain nombre de mécanismes disposés séquentiellement. Une feuille de parement en panneau de fibres dures de 4 mm d'épaisseur, enduite de colle côté maille, est posée sur le convoyeur à bande 1. Deux barres verticales du cadre et des barres sous la serrure sont placées sur cette feuille, après quoi l'emballage résultant est transféré vers la position suivante, où deux barres transversales du cadre sont placées dessus, qui sont fixées aux coins avec des trombones . Ensuite, le milieu est rempli soit de barres (pour les portes à remplissage solide), soit de nids d'abeilles.

À l'emplacement suivant, le sac est recouvert d'une feuille de panneau de fibres sur le côté maille de laquelle de la colle est d'abord appliquée. Dans les coins, la feuille est appâtée avec de petits clous. L'ensemble de portes assemblé est introduit par le convoyeur à chaîne 3 dans l'étagère de chargement 5. Une fois que les 15 étages de l'étagère sont chargés par le mécanisme d'alimentation, les ensembles de portes sont introduits dans la presse P-797-6. Le collage est réalisé avec des colles à l'urée pendant 6 à 8 minutes à une température des plaques de presse de 115 à 120 °C. Après le collage, la presse s'ouvre et le mécanisme de chargement est activé, qui charge le prochain lot de toiles de l'étagère dans la presse et pousse en même temps partiellement les toiles collées sur l'étagère de déchargement. Pour pousser complètement les bandes hors de la presse dans l'étagère de déchargement, le mécanisme de déchargement est activé, qui pousse chaque bande dans l'étagère de déchargement, et de là la transfère à la table élévatrice de stockage 9, d'où les bandes sont livrées au convoyeur au sol non entraîné 10. Les bandes sont maintenues sur ce convoyeur pendant 24 heures jusqu'à égalisation de tension.
Le schéma de la ligne de traitement des vantaux de porte autour du périmètre est illustré à la Fig. 126. Après durcissement, une pile de panneaux de porte collés est acheminée vers un ascenseur hydraulique 2 avec un chargeur automatique, d'où chaque panneau est alimenté à son tour vers une niveleuse d'extrémité de format 3, sur laquelle les bords longitudinaux sont d'abord traités, puis le les transversaux; Dans le même temps, le biseau nécessaire est formé sur les bords à l'aide de couteaux. A la sortie de la machine, les vantaux de porte sont enduits d'huile siccative sur toutes leurs faces à l'aide d'un dispositif spécial 4. Après séchage, le vantail passe par un convoyeur à rouleaux jusqu'à la machine 5, sur laquelle sont sélectionnées les fentes pour les demi-charnières. Ensuite, chaque vantail est amené à la table élévatrice de stockage 6, où une pile de vantaux de porte est formée. Au fur et à mesure que des piles de la hauteur requise sont formées, elles sont acheminées par un convoyeur au sol à double chaîne 7 jusqu'au mécanisme de distribution 8, à partir duquel chaque lame est amenée à la première perceuse 9 pour un prélèvement dans le bord longitudinal de la douille pour la serrure. ou corps de loquet. Sur la deuxième perceuse 9, une douille est sélectionnée pour la barre de verrouillage et un trou pour la poignée de verrouillage. Les bandes traitées sont transportées via un convoyeur à rouleaux pour être installées dans des cartons.

Le flux d'assemblage des blocs de porte (Fig. 127) se compose de deux lignes : I - assemblage et transport des caissons, II - assemblage et transport des blocs. Sur la ligne I le travail s'effectue comme suit. Les caisses fabriquées dans l'atelier de menuiserie sont transportées sur un chariot vers une machine à deux scies 1, sur laquelle sont découpées les fentes pour les charnières. Sur le lieu de travail 2, l'ouvrier enfonce une demi-boucle dans la fente et la fixe avec des épingles ou des vis, après quoi les barres à pointes, lubrifiées avec de la colle, sont assemblées en boîte dans la machine d'assemblage 3. Les boîtes assemblées avec de la colle et les chevilles sont acheminées vers un convoyeur de stockage à double chaîne 4, sur lequel se déroule le durcissement naturel de la colle. Au besoin, les cartons sont transférés de ce convoyeur vers la chaîne d'assemblage de blocs.

La ligne II est située perpendiculairement à la ligne I et est constituée d'un convoyeur au sol à chaîne unique 10 qui déplace les vantaux de porte en position verticale. Les postes de travail sont situés le long du convoyeur. Aux deux premières (2, 7) demi-boucles sont vissées sur la toile, au troisième poste de travail (8) les vis sont enfin vissées avec un tournevis, au quatrième - la toile est accrochée (enfoncée) dans la boîte. L'ouvrier chargé du serrage des vis commande les butées à pédale 9, à l'aide desquelles la porte est installée au bon endroit pour effectuer les opérations de travail.
Spécifications techniques pour la fabrication de portes. Les portes sont fabriquées conformément à GOST 475-78 et aux dessins d'exécution. Les écarts par rapport aux dimensions nominales des blocs de porte et des unités d'assemblage (vantaux, cadres) doivent être conformes à GOST 6449.1...5-82.
Sur les surfaces avant des toiles et des caissons, l'affaissement des pièces ne présentant pas de chanfreins aux interfaces n'est pas autorisé. Les portes à résistance accrue à l'humidité sont fabriquées à partir de bois de conifères : pin, épicéa, sapin, mélèze et cèdre. Il est interdit d'utiliser du bois d'essences différentes dans le vantail ou le cadre de la porte, à l'exception du pin, de l'épicéa, du sapin et du cèdre (pour les finitions opaques).
Les connexions d'angle des pièces doivent être réalisées conformément à GOST 9330-76, y compris : les connexions d'extrémité - sur des tenons droits traversants, verticaux moyens - sur tenons droits ou chevilles traversants, horizontales médianes - sur tenons droits ou chevilles non traversants.
La rugosité des surfaces avant des portes (GOST 7016-82) doit être : sous un revêtement de finition opaque - pas plus de 200 microns, sous un revêtement de finition transparent - pas plus de 60 microns.
Les portes sont principalement réalisées avec un revêtement opaque. Les portes en bois dur de feuillus, de conifères et précieux sélectionnés pour leur qualité, leur couleur et leur texture sont finies avec un revêtement transparent.
Des dispositifs du même type et du même objectif sont installés dans les portes au même niveau. Les portes et fenêtres sont transportées dans des conteneurs (Fig. 128).

Lors du stockage et du transport des produits de menuiserie, ceux-ci doivent être protégés des dommages mécaniques, de la contamination, de l'humidité et de la lumière directe du soleil.
Entreprise : Granti : portes d'entrée du fabricant.
Les vantaux de porte en panneaux et à ossature sont fabriqués principalement dans des entreprises spécialisées dans le travail du bois, mais parallèlement, sur certains chantiers de construction, afin de les approvisionner rapidement en menuiserie, les vantaux de porte sont fabriqués sur place, à l'aide d'équipements non standard.
Un schéma approximatif du processus technologique de fabrication de blocs de porte avec portes à cadre (Fig. 82) stipule que la coupe du bois en ébauches sera effectuée sur des scies circulaires et le fraisage - sur des fraiseuses longitudinales à quatre côtés et à assemblage.
AugmenterRiz. 82. Schéma approximatif du processus technologique de fabrication d'un bloc de porte avec portes à cadre
Les douilles dans les barres verticales sont sélectionnées sur une mortaiseuse à chaîne. Une machine à couper les tenons est utilisée pour couper les tenons. La sélection des profils, la sélection de l'obscurité et d'autres opérations similaires sont effectuées sur une fraiseuse.
L'assemblage préliminaire des produits avec montage des pièces est effectué sur le lieu de travail et l'assemblage final est effectué dans une machine d'assemblage. Le périmètre de la porte est traité sur une machine de formatage.
En l'absence des machines ci-dessus, les pièces de porte sont traitées sur des machines combinées avec des outils électrifiés ou manuels.
Examinons la procédure de traitement d'un bloc vertical d'une porte à cadre (à panneaux), qui a une taille propre de 44X94X2000 mm. La tolérance pour le fraisage et le jointoiement des deux côtés pour les ébauches en bois de conifères doit être de 5,5 mm et pour le revêtement des deux côtés sur la longueur des pièces - 40 mm. Ainsi, les dimensions de la barre dans la pièce sont de 44+6X94+6X2000+40 ou 50X100X2040 mm. Sur la base de ces dimensions, prenez une planche de 50 mm d'épaisseur et marquez la longueur et la largeur du bloc, après quoi il est découpé avec une scie électrique ou une scie à archet.
Après le sciage, le bloc est traité sur quatre côtés avec une raboteuse électrique ou une raboteuse et une dégauchisseuse. Lors du rabotage, il faut s'assurer que le bloc est de forme rectangulaire et ne présente ni courbure ni déformation. Sur le bloc raboté, à l'aide d'une équerre ou d'un épaississeur, marquez les emplacements des tenons, pour lesquels le bloc est posé bord vers le haut sur la table et, à l'aide d'une équerre, tracez un trait sur le bord avec un crayon.
Les barres sont marquées comme suit (Fig. 83). En reculant de 20 mm de l'extrémité du bloc, tracez la ligne 1 au crayon ; Après avoir mesuré 32 mm, tracez la ligne 2 ; à une distance de 140 mm de la deuxième ligne - ligne 3. Après cela, après avoir mesuré les distances requises, les lignes 4, 5, 6, 7 et 8 sont appliquées puis les lignes 12, 13 sont appliquées aux extrémités de la barre. une distance de 12 mm de chaque bord.

Riz. 83. Schéma de marquage de la barre verticale d'une porte à cadre (à panneaux):
1...8 - lignes transversales, 9 - douilles sur le bord, 10 - bord de la barre, 11 - face de la barre, 12, 13 - lignes longitudinales
Les intersections de lignes transversales et longitudinales forment des nids 9 sur le bord. Sélectionnez les nids avec un ciseau, en vous assurant que le ciseau ne dépasse pas les marquages. Cette opération peut être réalisée avec un burin électrique, puis en nettoyant les surfaces des douilles avec un burin. Il est nécessaire de surveiller l'exactitude de l'échantillonnage des nids. Si le nid est plus grand, l'épine ne s'adaptera pas étroitement ; si le nid est plus petit, l'épine n'y rentrera pas.
Ensuite, une rainure est sélectionnée dans le bloc à l'aide d'une languette et d'une rainure, et un profil est sélectionné à l'aide d'une raboteuse (moulurière). Une fois toutes les barres et panneaux réalisés, la porte est pré-assemblée.
Après assemblage et réglage préliminaires, la porte est démontée, les tenons et pattes sont lubrifiés à la colle, puis remontés et sertis dans une machine d'assemblage. De plus, des chevilles sont placées dans les coins.
Les barres des caissons sont également assemblées avec de la colle et fixées dans les coins avec des chevilles. Le bon assemblage des cartons est vérifié d'un coin à l'autre à l'aide d'une règle et d'une équerre.
Les panneaux de porte assemblés doivent avoir une marge autour du périmètre pour le traitement avec une dégauchisseuse ou une raboteuse électrique de 2...3 mm par côté.
Il est recommandé d'encastrer les serrures de porte à une hauteur de 1 000 mm du bas du vantail de porte manuellement ou avec un outil électrique. Les nids sont marqués à l’aide d’un carré ou d’un gabarit de P.E. Kuskov (Fig. 84), en bois et contreplaqué. La barre supérieure du gabarit est constituée d'une planche fraisée de 10 à 12 mm d'épaisseur et les barres latérales sont en contreplaqué. Les planches latérales sont clouées au sommet.

Riz. 84. Modèle de P. E. Kuskov pour marquer la fente d'une serrure à mortaise:
1 - axe du gabarit, 2 - gabarit, 3 - trou de serrure, 4 - barre de porte verticale, 5 - barre horizontale supérieure, 6 - panneaux, 7 - barre horizontale centrale, 8 - barre horizontale inférieure
Lors du marquage du socle de la serrure, le gabarit 2 est placé sur le bord de la porte de manière à ce que son axe horizontal 1 soit à une distance de 1000 mm du bas de la porte, après quoi le socle et la position du trou de serrure 3 sont marqué avec un crayon. Ensuite, la douille est sélectionnée avec un ciseau et le trou de serrure est percé. La douille pour la serrure peut être sélectionnée sur une perceuse horizontale ou avec une perceuse électrique et un façonneur électrique en plusieurs étapes.
Dans la boîte, vous devez sélectionner un emplacement pour la plaque de verrouillage à l'aide d'un ciseau. Il est marqué en appliquant la barre sur le bloc de la boîte et en traçant le contour avec un crayon.
Les serrures sont découpées dans les barres verticales des portes à cadre, mais au-dessus ou en dessous de la barre horizontale médiane. Il n'est pas permis d'intégrer des verrous contre les barres médianes, car cela compromettrait la résistance du tenon.
Ensuite, ils commencent à installer le vantail de la porte sur le cadre, en nettoyant des endroits individuels si nécessaire ;
La boîte assemblée est placée sur une table ou un établi spécial et la porte est soigneusement ajustée aux quartiers de la boîte afin qu'elle affleure le bord de la boîte. Après le montage, la porte doit présenter un espace de deux millimètres entre la garniture et un quart du cadre, ce qui est nécessaire au fonctionnement normal de la porte.
Dans les portes à deux vantaux, avant le montage dans le dormant, les feuillures sont d'abord sélectionnées le long du dormant à l'aide d'une fraiseuse ou d'un outil manuel, puis les portes sont pliées dans les zones de pliage (feuillures) et chassées de la manière habituelle. . L'écart aux points d'alignement doit être de 2 mm. Après réglage, ils mettent les bandes sur de la colle et des vis et accrochent les portes sur les charnières. Les douilles pour charnières sont sélectionnées sur le lieu de travail à l'aide du modèle Pavlikhin.
Chaque toile est accrochée sur deux ou trois boucles, et les bouts des boucles supérieure et inférieure doivent être sur le même axe vertical. Les boucles sont positionnées comme indiqué sur la Fig. 85.

Riz. 85. :
1 - serrure avec poignée, 2 - charnières
Les portes d'entrée des bâtiments sont suspendues sur des charnières PN1-150, PN2-150, PN3-130, PNZ-150 (GOST 5088-78), les portes intérieures - sur des charnières PN4, d'une taille de 98 mm.
Les portes à fermeture forcée sont suspendues sur des charnières à ressort à simple effet PN8-110, PN8-130, et les portes battantes sont suspendues sur des charnières à ressort à double effet des types PN9-110, PN9-130.
Après avoir posé et accroché la porte, l'ensemble du bloc est vérifié et l'affaissement est nettoyé aux endroits nécessaires. La porte ne doit pas jaillir lors de l'ouverture et de la fermeture ; Il doit tourner librement sur ses charnières. Les déformations, déformations de plus de 2 mm dans toutes les directions, les zones non traitées et les aspérités ne sont pas autorisées dans le bloc de porte. Le bloc fini est brodé de bandes d'emballage et envoyé pour peinture et vitrage.
Dans la production de panneaux de porte, la méthode de pressage à chaud est utilisée. Une caractéristique distinctive de cette méthode est sa productivité élevée. En raison de la température élevée, la colle entre les parties du vantail de porte durcit rapidement. L'une des caractéristiques distinctives de la production moderne est l'utilisation d'une âme en nid d'abeille, le matériau le plus prometteur pour la fabrication de structures ultralégères et durables. En plaçant une âme en nid d'abeille entre les peaux, la rigidité de la structure est fortement augmentée, plus de 100 fois.
L’âme en nid d’abeille est l’un des matériaux structurels modernes les plus économiques actuellement disponibles. Une résistance considérable avec un faible poids, le respect de l'environnement, une bonne isolation thermique et phonique, la capacité de résister aux charges de choc, une technologie de traitement élevée sont les principaux facteurs qui garantissent des produits de haute qualité.
Les nids d'abeilles, selon la taille des alvéoles et la densité du carton, diffèrent par leurs propriétés physiques et mécaniques. Pour les portes, on utilise principalement des nids d'abeilles avec une taille de cellule de 45 mm, 35 mm ou moins et une résistance à la compression à l'état étiré d'au moins 0,5 kg/cm 2 (GOST 23233-78).
La technologie innovante des noyaux en nid d'abeilles est désormais utilisée dans les structures en bois telles que les portes, les panneaux de meubles, les éléments intérieurs, les palettes d'expédition, ainsi que dans la construction aéronautique et la fabrication d'équipements sportifs.
Lors de la fabrication de panneaux de porte par pressage à chaud avec âme en nid d'abeille, une attention particulière est accordée aux paramètres technologiques tels que la température, le temps et la pression. Leur strict respect nous permet d'obtenir des produits de haute qualité.
Feuille de porte porte intérieure se compose des parties suivantes :
- Cadre
- Barres pour insertion de ferrures (charnières, poignée, serrure)
- Revêtement
- Rayon de miel

Pour la fabrication du cadre, on utilise des panneaux de particules (panneaux de particules GOST 10632-89), du MDF (panneaux de fibres de densité moyenne GOST 27680-88) ou une combinaison d'entre eux, selon les souhaits du client. Les pièces du cadre sont réalisées collées en largeur et en longueur. Le collage du bois dans le sens de la largeur est effectué à l'aide d'une fugue lisse conformément à GOST 9330-76 et dans le sens de la longueur - à l'aide d'un tenon denté conformément à GOST 19414-74.
Aux emplacements des charnières, poignées et autres dispositifs, les barres longitudinales du cadre sont augmentées en largeur en raison de l'installation supplémentaire de barres. Dans un cadre en panneaux de particules - avec serrure et charnières. Lors du traitement d'une pièce de cadre de porte, la tolérance d'épaisseur est très importante et doit être réduite au minimum. Dans les barres inférieures et supérieures du cadre, des canaux sont réalisés sous forme de trous ou de rainures pour l'évacuation de la vapeur d'eau de la colle, afin d'éviter la déformation de la toile due aux vapeurs chaudes et à l'humidité.
L'âme en nid d'abeille est tendue selon les dimensions du cadre de porte, installée dans le cadre et fixée avec des agrafes au cadre. L'épaisseur du mastic est choisie en fonction de l'épaisseur du cadre afin que lors du pressage il n'y ait pas de gonflement ni de creux à la surface des peaux.
La fonction principale de l'âme en nid d'abeille est de combler le vide entre les peaux et de donner de la rigidité à la tôle, d'éviter la déformation des peaux des deux côtés de la tôle, et ainsi d'obtenir une surface uniformément plane.
Pour la fabrication du revêtement, on utilise du TSN-40, HDF laminé avec un film décoratif. Les pièces sont préparées avec une marge pour s'adapter au cadre pour un formatage ultérieur à la taille finale. L'application de résine durcissant à chaud ou de colle PVA, selon le modèle à fabriquer, sur le cadre du vantail de porte, avec une âme fixe en nid d'abeille, est réalisée à l'aide d'un matériel spécial d'encollage. La résine durcissant à chaud la plus largement utilisée est la KF, car elle est facile à utiliser, nécessite une pression de presse plus faible et constitue également un matériau bon marché. Le cadre est posé sur une peau, la seconde peau est posée dessus et placée dans la presse. La presse est réglée sur une pression qui crée une force sur la surface du produit pressé légèrement supérieure à la résistance à la compression du nid d'abeilles utilisé.
Les flans, après avoir été vieillis et complètement refroidis, sont traités aux dimensions requises dans un centre de formatage et de découpe.
Produits profilés moulés.
La poutre du cadre de porte, le plateau et l'élément supplémentaire sont également fabriqués à partir de panneaux de particules, de MDF ou d'une combinaison de ceux-ci, toujours en fonction du type de lot à fabriquer et de la commande à exécuter. À l'aide d'un équipement spécial, les flans sont traités selon les formes et tailles géométriques requises et recouverts (emballés) de films décoratifs. Le processus de laminage des produits moulés est essentiellement identique au processus de laminage des panneaux de porte. La seule différence est que dans le premier cas, les pièces ont une forme géométrique complexe et dans le second, elles sont absolument plates. Et, par conséquent, différents équipements sont utilisés à ces fins.
Toutes les opérations du processus technologique sont effectuées sur des machines de haute technologie de production importée et nationale.
Dans la production de tous types de produits, plusieurs développements ont été appliqués concernant les opérations individuelles et les matériaux utilisés et qui sont la propriété intellectuelle de l'entreprise.
Traitement artistique du verre
Avant de donner à chacun une individualité et un caractère unique, nos designers développent un design original pour chaque modèle. Dans ce cas, l’acheteur peut participer directement à la création du dessin ou de l’ornement dont il a besoin. Nous avons la possibilité de réaliser n’importe lequel de vos fantasmes.
À ces fins, deux types de technologies de traitement du verre artistique sont utilisés sur le site de fabrication du verre.
- Tapis. Il s'agit de sabler une pièce de la taille requise dans des chambres spéciales ou de traiter du verre avec une pâte à mater. Il existe des tapis unis et avec un motif. Dans ce dernier cas, afin que le motif soit mis en valeur sur toute la surface du verre, un pochoir de la forme requise est utilisé.
- Fusion. Il s'agit du processus de frittage de fragments de verre prédécoupés d'un motif sur un substrat. Des fours à haute température sont utilisés à ces fins. Les éléments du design et le substrat sont découpés dans du verre spécial de différentes couleurs.

Autres matériaux:

Processus technologique de fabrication d'un bloc de porte
Introduction
Conception et objectif
La partie graphique
Routage
Propriétés et caractéristiques des matériaux utilisés
Matériel utilisé, outils mécaniques et manuels
Protection du travail, précautions de sécurité lors du travail sur des machines
Livres d'occasion
1. Processus technologique de fabrication d'un bloc de porte
Introduction
Les portes intérieures font partie de l'intérieur, leur choix doit donc être abordé de manière très responsable. Dans cet article, nous parlerons de la variété des portes intérieures, de leurs caractéristiques, de la technologie de production, des différences de prix et bien plus encore, ce qui aidera les acheteurs potentiels à faire leur choix.
Les portes en bois sont assez souvent installées dans les maisons et les appartements. Si vous les avez également choisis, vous devez alors aborder l'achat très au sérieux. Une porte en bois est exactement ce qui servira pendant de nombreuses années et ravira par sa beauté et sa qualité, ou se déformera rapidement, se fissurera et deviendra complètement impropre à l'usage auquel elle est destinée. Par conséquent, même lorsque vous achetez des portes intérieures en bois coûteuses créées par des designers, vous devez faire attention non seulement à leur apparence, mais également au respect de la technologie lors du processus de fabrication.
La production de portes intérieures en bois est un processus technologique très complexe qui doit répondre à certaines exigences. Ce n'est qu'en respectant strictement la technologie que l'on peut obtenir des portes intérieures en bois et des portes d'entrée en bois de haute qualité et fiables, qui serviront longtemps et ne perdront pas leurs qualités de performance. Le bois correctement traité est un matériau durable, résistant au gel et insonorisé. Il n’est pas seulement utilisé pour fabriquer des portes en bois, mais aussi pour construire des maisons. Une maison en bois s'avère si chaleureuse, fiable et belle que, malgré l'émergence d'un grand nombre de matériaux de construction plus modernes et moins chers, le bois n'a pas perdu de sa pertinence et les gens continuent de construire à partir de lui.
La réalisation de portes intérieures en bois nécessite le respect très précis de toutes les étapes technologiques. Le bois massif est d'abord séché. Si le bois a été mal séché, les portes en bois fabriquées à partir de ce bois massif ne dureront pas longtemps, elles changeront rapidement de forme et deviendront inutilisables. Mais fabriquées à partir de bois séché de haute qualité, en utilisant un bon équipement et en respectant toutes les subtilités du processus technologique, les portes en bois - le pin, qu'il s'agisse d'une essence de bois peu coûteuse ou précieuse, seront très durables et fonctionnelles.
Après séchage du bois, il est collé. La composition de la colle dépend du type de porte qui sera réalisée : portes extérieures en bois, portes en bois à panneaux ou portes en bois finlandaises. Différents types de portes utilisent différents adhésifs et différentes conditions de température sont également requises lors du collage.
Et enfin, les portes en bois sont poncées, imprégnées de divers composés protecteurs, apprêtées et peintes. Une fois les portes en bois poncées, elles sont teintées, poncées à nouveau, recouvertes d'un apprêt imperméable, puis peintes et vernies.
Souvent, les portes intérieures en bois ne sont pas peintes, mais simplement recouvertes de vernis transparent afin que la structure du bois soit visible. Mais les portes d'entrée en bois doivent être plus résistantes à diverses influences extérieures, c'est pourquoi elles sont généralement recouvertes de peintures spéciales pour les travaux extérieurs. Une porte en bois qui sera constamment exposée à l’extérieur n’est généralement pas décorée uniquement avec du vernis transparent, mais nécessite un revêtement plus durable et résistant. S'il est parfois recouvert de vernis, alors uniquement avec un vernis à haute résistance et au moins quatre fois.
Les portes extérieures en bois, les portes en bois à panneaux, les portes finlandaises en bois et toutes les autres portes en bois sont vernies uniquement avec du vernis polyuréthane, car il peut s'étirer avec la surface du bois. Si les portes en bois se fissurent même légèrement lors de l'utilisation, le vernis polyuréthane s'étirera avec les microfissures et les rendra totalement invisibles à l'œil.
Bien sûr, tout le monde veut acheter des portes en bois qui dureront longtemps et ne perdront pas leur forme et leur aspect pendant l'utilisation. Il n'est pas si facile de fabriquer des portes en bois, c'est pourquoi de bonnes portes sont rarement obtenues dans des conditions artisanales. Il est préférable d'acheter des portes auprès de fabricants renommés qui possèdent leur propre production à grande échelle et travaillent sur le marché depuis de nombreuses années. Lorsque vous achetez des portes fabriquées par un inconnu, vous pouvez être très déçu lorsqu’elles se déforment et ne s’ouvrent plus.
Le coût des portes en bois dépend de leur qualité, du fait que le processus technologique lors de leur production ait été suivi avec autant de précision. Si vous décidez d'installer des portes en bois dans votre maison en bois, assurez-vous d'acheter des portes fabriquées par un fabricant fiable.
1.2 Conception et objectif
Le bloc porte se compose de :
1. Deux barres de cerclage verticales
2. Deux barres transversales
3. Des barres transversales inférieures et supérieures
4. Quatre barres de cerclage verticales internes
5. Deux barres transversales internes
6. De six panneaux inférieurs et supérieurs
7. À partir d'un panneau central.
Caractéristiques:
1. Le bloc de porte ne doit pas être en bois de pin.
être sur des parties de nœuds tombants, de pourriture, de fissures.
2. Fabriquer des panneaux en bois de pin
3. Assemblez le vantail de la porte à l'aide de colle PVA.
4. Le vantail et le cadre de la porte ne doivent pas avoir
biaiser de plus de 1 mm.
5. Les connexions doivent être bien ajustées et non
avoir des lacunes.
6. Le vantail de la porte doit être droit
plan, ne pas incliner de plus de 2 mm.
7. Accrochez le vantail de la porte dans une boîte sur des cartons
8. Le vantail de la porte doit fonctionner sans
essuyage.
9. L'écart en largeur doit être de 1,5 à 2 mm, en hauteur à partir du bas de 3 à 5 mm
10. Terminez avec 3 couches de vernis à l'huile.
1.3 Partie graphique
1.4 Spécification du produit

Total : 0,0655
1.4 Carte technologique
|
Équipement |
Scie circulaire transversal |
Scie circulaire transversal |
Machine pour fermeture |
Dégauchisseuse |
pinces |
Fraisage longitudinal |
Garniture |
ciselure |
Machine à épaissir. |
Tenonneur |
Fraisage |
Fraisage |
Assemblée |
affûtage |
Spécial |
Affûtage |
||||
|
Opérations |
Transversal |
Longitudinal |
Fermeture |
Jointage |
Collage |
Traitement avec 4 |
Ciselage. |
Traitement en plastique et |
Traitement |
Préliminaire |
Final. |
Traitement périmètre. |
douilles de charnière |
Affûtage |
Mise en place de la toile |
|||||
|
Feuille de porte |
||||||||||||||||||||
|
Verticale |
||||||||||||||||||||
|
Barre horizontale supérieure |
||||||||||||||||||||
|
Barres horizontales moyennes |
||||||||||||||||||||
|
Barre horizontale inférieure |
||||||||||||||||||||
|
Barres moyennes et moyennes |
||||||||||||||||||||
|
Bloc caisson vertical |
||||||||||||||||||||
|
Bloc de boîte horizontal |