Marquages sur forets à métaux. Sélection de forets pour le métal. Marquages des forets hélicoïdaux : signification des lettres
Foret à métaux : conception, géométrie, éléments de forage. Comment et à partir de quels exercices sont fabriqués. Types de tiges et marquages. Règles de sélection, d'application et de stockage. Les meilleurs fabricants et conseils pour choisir des forets à métaux.
En génie mécanique, une perceuse à métaux est le deuxième outil le plus fréquemment utilisé après une fraise, et dans la maison, elle partage en toute confiance le leadership avec une scie à métaux et une molette de coupe. Structurellement, un foret est une longue tige métallique cylindrique avec deux arêtes coupantes à l'extrémité et des rainures en spirale pour éliminer les copeaux. Le principe de coupe du métal et de formation d'un trou pour tous les types de cet outil est presque le même, c'est pourquoi la classification principale des forets à métaux est basée sur les caractéristiques de conception (type de tige, profil en spirale, type de tranchant, etc.). Il est assez difficile de déterminer toutes les caractéristiques nécessaires d'un foret par son apparence, car les marquages gravés sur le métal de la tige contiennent uniquement des informations sur le diamètre de l'outil, le matériau de fabrication et le fabricant. Par conséquent, afin de choisir une perceuse pour le traitement des métaux et alliages durs, cassants ou résistants, vous devez utiliser les catalogues des fabricants. Le stockage à long terme et à court terme des forets doit être effectué selon certaines règles, car les aciers à outils et les aciers rapides sont sujets à la corrosion et les bords aiguisés sont facilement endommagés lorsqu'ils heurtent le métal.
Toute perceuse, quels que soient son objectif et ses caractéristiques de conception, se compose de deux composants principaux : la tige et la partie travaillante. Le premier sert à transmettre la rotation à l'outil depuis le variateur ou à le fixer à l'arrêt (sur les tours). La partie active se compose d'un certain nombre d'éléments qui soutiennent directement le processus de forage. La géométrie du foret dépend des caractéristiques du perçage auquel il est destiné, ainsi que du matériau de la pièce à usiner (métaux divers, bois, plastiques, composites, céramiques).
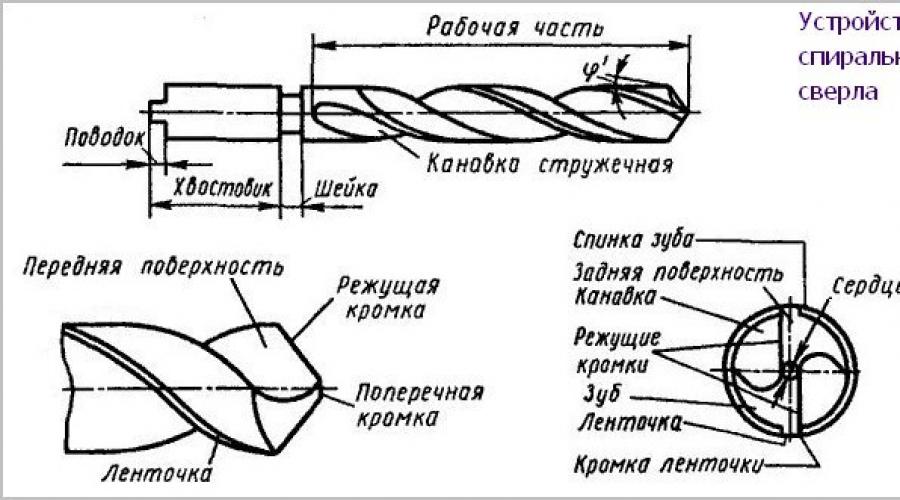
A titre d'exemple, prenons l'un des types d'outils de ce type les plus courants dans l'industrie : un foret hélicoïdal pour le travail des métaux à tige conique (voir dessin ci-dessous). Tous les angles de perçage illustrés sur la figure correspondent au travail du métal à usage général. À gauche, une vue latérale et à droite, une vue de l'extrémité de travail (agrandie).
Tous les principaux composants et paramètres géométriques d'un tel foret sont listés ci-dessous avec des explications :
- Jarret. Sert à fixer l'outil dans la broche ou le mandrin de la machine. Lors du perçage du métal sur les tours, il est monté de manière fixe dans le cône de la contre-pointe.
- Partie travaillante. Forme un trou cylindrique (ou évidement). Il se compose d'une partie coupante dont la longueur pour de tels forets à métaux est généralement la moitié de leur diamètre, et d'un guide avec des rainures pour éliminer les copeaux.
- Cône Morse. Pour l'installation dans les broches et les contre-pointes des machines-outils, un outil à tige conique est utilisé, et pour le serrage dans les mandrins à mâchoires et à pinces, un outil à tige cylindrique est utilisé.
- Patte. Ces éléments structurels sont présents uniquement sur les tiges coniques et sont conçus pour faire sortir l'outil de la broche ou de l'arbre.
- Cou. Permet une approche et une rétraction pratiques de l'outil de meulage lors du traitement des rainures en spirale. Il ne remplit aucune fonction opérationnelle, il est donc généralement marqué avec un foret (en relief directement sur le métal).
- Pièce de guidage. Également appelé calibrage. En s'appuyant sur les parois d'un trou percé dans le métal, il dirige l'outil le long de son axe. Comprend des surfaces à rayures en spirale et des cannelures pour l'évacuation des copeaux.
- L'angle d'inclinaison de la surface de la spirale. Pour le traitement des métaux, elle est de 18÷30°.
- Rainure d'évacuation des copeaux. La vitesse d'élimination des copeaux dépend de leur largeur, de leur inclinaison et de la qualité de leur surface.
- Diamètre de la partie coupante. Égale à la distance entre les bords extérieurs des arêtes de coupe.
- Avant-gardiste. Il s'agit de l'arête vive entre la face de coupe (flûte à copeaux) et la surface arrière.
- Angle du sommet principal. L'angle entre les arêtes de coupe a un impact significatif sur le processus de coupe et la résistance de l'outil de perçage. Pour le travail du métal, sa valeur standard est de 116÷118°.
- Surface arrière. Pour réduire la friction dans la zone de coupe, la surface arrière est affûtée selon un angle par rapport au tranchant. Pour percer du métal, sa valeur près du ruban doit être de 8÷12°.
- Sauteur. Une pièce structurelle commune aux deux surfaces arrière.
- Tranchant transversal. Une arête vive sur le pont séparant les surfaces arrière. Avec un affûtage approprié, au milieu se trouve le centre géométrique de la partie coupante, qui doit coïncider avec l'axe de l'outil.
- Ruban. Deux bandes dépassant légèrement au-dessus des surfaces en spirale, qui calibrent le trou et réduisent le frottement contre ses parois.
La disposition générale des autres types de forets à métaux est similaire à celle-ci, bien qu'en fonction de leur objectif, ils puissent différer dans la conception de la partie coupante et des rainures d'évacuation des copeaux.
Types de forets pour le métal
La classification principale des outils de forage est effectuée en fonction de leur conception, car elle est directement liée à la fonction d'un type particulier de foret à métaux. De plus, au sein des types de conception, les variétés sont distinguées en fonction du type de matériau pour lequel l'outil donné est destiné au traitement (les soi-disant groupes de coupe). Il n'y a pas de classification stricte pour eux, mais généralement les types suivants sont distingués en fonction du type de partie active :- spirale;
- plumes;
- centrage;
- spécial.
Parmi les forets spéciaux, le groupe le plus important est un outil pour le perçage profond des pièces métalliques. Des sous-groupes distincts comprennent également des produits destinés au perçage de trous de grand diamètre et de profils cylindriques étagés. Il arrive qu'un outil préfabriqué moderne ait une conception si complexe ou innovante qu'il soit classé en plusieurs types à la fois.
Forme en spirale
Un type d'outil de forage traditionnel et répandu est le foret hélicoïdal, dans lequel la formation d'un trou cylindrique dans le métal est réalisée par deux arêtes de coupe symétriques. Dans ce cas, l'élimination des copeaux résultants passe par des rainures en spirale dont la partie initiale est constituée des surfaces avant qui forment ces bords. De par leur conception, ces produits peuvent être monolithiques ou préfabriqués, avec une tête remplaçable ou une fixation mécanique des plaquettes de coupe. Pour réduire la friction et augmenter la vitesse d'élimination des copeaux, la partie en spirale est polie et recouverte de matériaux résistants à l'usure.
Formulaire d'étape
Les forets étagés sont utilisés pour produire des trous de faible profondeur avec une géométrie étagée fixe. Un tel outil vous permet de former deux ou plusieurs surfaces cylindriques en un seul passage et est le plus souvent utilisé dans le traitement automatisé. De par leur conception, les forets étagés modernes sont généralement un bloc monolithique qui répète la configuration du futur trou, avec des rangées de plaques coupantes et des rainures droites. Les premiers forent un premier trou dans le métal de la pièce, et les suivants alésent des trous. Le plus gros problème de cet outil est l’élimination des copeaux pendant l’usinage. Leur utilisation est donc limitée à des domaines hautement spécialisés.Carotteuses
Une carotteuse est un outil creux doté d'un agencement annulaire de six ou douze surfaces de coupe et d'un nombre correspondant de rainures d'évacuation des copeaux. Il est utilisé pour percer des trous de grand diamètre dans le métal. Pendant le fonctionnement, les arêtes coupantes ne coupent qu'un anneau autour du milieu du futur trou, et la partie centrale du métal tombe simplement (ou est renversée) après le passage. Cet outil est plutôt classé comme outil de perçage selon une tradition établie, puisque dans son principe de fonctionnement il est beaucoup plus proche des fraises.Foreuses à tarière
Lors du perçage de trous dans le métal à des profondeurs multiples de 30 à 40 diamètres, des forets allongés de conception spéciale avec une rainure en spirale en forme de tarière sont utilisés. Cette solution améliore grandement l'évacuation des copeaux et permet un perçage continu du métal sur toute la profondeur du trou sans retrait périodique de l'outil. Les forets à tarière se distinguent des forets hélicoïdaux conventionnels par les grands angles d'inclinaison des rainures (jusqu'à 65°) et leur profil triangulaire. De plus, ils ont un diamètre de noyau accru et un affûtage spécial de la surface avant.Forets à plumes
Les forets à plumes sont utilisés pour percer des trous dans le métal recouvert de croûte de coulée et de calamine. Structurellement, il s'agit de l'outil de perçage le plus simple, car il comporte des rainures droites et une partie coupante en forme de plaque. Ses inconvénients sont une conséquence directe de sa simplicité de conception et de son faible coût. Pendant le processus de perçage du métal, les forets à plumes éliminent mal les copeaux et ont tendance à s'éloigner de l'axe du trou. Une plaque dépassant vers l'avant réduit la résistance de l'ensemble du produit, ce qui ne permet pas de travailler à des avances élevées et nécessite également un réaffûtage fréquent. Il s'agit d'un outil hautement spécialisé de rigidité accrue, utilisé lors du travail avec des pièces moulées et forgées.Types de tiges
Conformément aux premières normes soviétiques GOST, qui sont toujours en vigueur, deux types de tiges étaient prévues pour les outils de perçage des métaux : cylindriques et coniques (Morse). En 1990, GOST 28706-90 a été adopté, qui faisait double emploi avec la réglementation ISP 9766-89 pour les tiges cylindriques avec méplats. Ce type de tige est destiné aux forets métalliques préfabriqués, dans lesquels le méplat les empêche de tourner dans l'équipement pendant le fonctionnement. Aujourd'hui, cette solution est largement utilisée pour les outils modulaires, et là où le foret est directement fixé dans la broche, des produits à cône Morse sont toujours utilisés.Marquage des forets selon GOST
Les règles de marquage des forets sont réglementées par GOST 2034-80. Selon ce document, les marquages ne sont pas appliqués aux outils de forage d'un diamètre inférieur à deux millimètres. Toutes les informations les concernant doivent être indiquées sur l'étiquette de l'emballage. Pour les forets d'une épaisseur supérieure à deux et jusqu'à trois millimètres, le marquage d'un foret à métaux ne contient que la valeur du diamètre et la qualité de l'acier (ils peuvent ainsi être distingués d'un outil jusqu'à deux millimètres). Pour les diamètres supérieurs à trois millimètres, le fabricant doit indiquer sa taille, sa marque, la qualité du métal et la classe de précision dans le cadre du marquage. La nuance du métal à partir duquel l'outil est fabriqué peut être indiquée à la fois sous la forme de la désignation GOST de l'acier (par exemple, R6M7K6) et de l'abréviation internationale généralement acceptée pour les aciers rapides (HSS) avec l'ajout du désignation du principal métal d'alliage (Co, Ni, Ti, etc.) ( voir photo ci-dessous). Les fabricants étrangers marquent leurs produits de la même manière, vous pouvez donc distinguer les forets russes des forets importés uniquement par la marque.
Désignation de la couleur
Dans leurs catalogues, tous les principaux fabricants d'outils de forage utilisent des marquages de couleur pour désigner les produits, prévus par la norme internationale ISO 513. Conformément à ce document réglementaire, tous les matériaux d'outils sont répartis en six groupes, chacun étant destiné au traitement de certains types de métaux, alliages et matériaux polymères.| Groupe | Couleur | Métaux et plastiques transformés |
|---|---|---|
| P. | Bleu | Certains types d'aciers au carbone, alliés et à outils. Aciers pour fonderies. Certaines qualités d'aciers résistants à la corrosion. |
| M | Jaune | Aciers austénitiques résistant à la corrosion. Certains types d'aciers non magnétiques et résistants à l'usure. |
| K | Rouge | Différentes marques de fonte. |
| N | Vert | Métaux non ferreux et leurs alliages. Thermoplastiques et duroplastes. |
| S | Doré | Alliages résistants à la chaleur à base de nickel, de cobalt, de titane et de fer. |
| H | Gris | Aciers trempés de haute dureté. |
Structurellement, un foret hélicoïdal se compose de deux composants principaux : la partie travaillante et la tige. Le premier est en acier rapide ou en alliages durs, et le second est en acier à outils au carbone. La production de forets hélicoïdaux pour le métal comprend les étapes élargies suivantes :De plus, chaque groupe de coupe est divisé en groupes d'application, qui sont désignés par un nombre compris entre 1 et 40. Les groupes avec un indice plus élevé ont une résistance plus élevée et avec un indice plus faible, une dureté et une résistance à l'usure plus élevées.
- Préparation des composants. Les ébauches cylindriques des deux pièces sont découpées sur des machines à barres puis nettoyées des bavures, des oxydes de surface et des contaminants.
- Soudage. Deux pièces de métaux différents sont soudées par soudage bout à bout par résistance. Après cela, l'excès de métal est retiré des soudures et les pièces sont redressées pour leur donner une forme cylindrique précise.
- Tournant. Les pièces sont centrées et rectifiées à la dimension exacte. Au même stade, les extrémités sont rognées, le cône de tige est affûté et l'extrémité du cône est meulée pour le pied (pour un outil à tige cylindrique, les deux dernières opérations sont absentes).
- Fraisage. Le pied (pour les queues coniques), les rainures en spirale et les flancs sont fraisés. Après cela, la pièce est soumise à un traitement thermique, suivi d'un nettoyage dans une sableuse.
- Affûtage. Les rainures des spirales sont meulées et polies. Après cela, la tige et la partie travaillante sont soumises à un meulage (avec finition du cône inversé).
- Affûtage des forets.
Les corps d'outils de perçage préfabriqués, dont la partie coupante est constituée de plaques de carbure à fixation brasée ou mécanique, sont des produits assez complexes, car leur fabrication nécessite un fraisage et un tournage complexes. C’est pourquoi ils sont généralement fabriqués sur des machines CNC ou des centres d’usinage.
Tableau des tailles de forets à métaux
Les normes nationales, les règles de fabrication de forets hélicoïdaux et de centrage pour le métal comprennent des tableaux de gammes de tailles pour différentes conceptions et sens de rotation de la spirale. Chaque taille standard possède une désignation de code numérique unique. Par exemple, si le diamètre d'un foret à tige cylindrique est de 3,1 mm, qu'il a une conception N1 et une spirale à droite, sa longueur totale doit être de 65 mm, la longueur de la partie travaillante doit être de 36 mm et la désignation de code d'un tel produit sera 2300-7517. Les tableaux de tailles pour les forets à métaux à tige conique incluent une plage de diamètres de 5 à 80 mm et pour les outils à tige cylindrique - de 0,25 à 20 mm. Parallèlement, pour les forets fins d'un diamètre allant jusqu'à 1 mm, seule la version N1 avec spirale à droite est proposée.
Matériaux de fabrication et revêtements
Les principaux matériaux pour la fabrication des pièces de travail des outils de forage monolithiques sont les aciers rapides et les alliages durs. Les aciers contenant du tungstène ou des alliages tungstène-molybdène sont le plus souvent utilisés comme fraises à grande vitesse. Ces derniers sont également utilisés dans une version avec ajout de cobalt. Les alliages durs, produits par des méthodes de métallurgie des poudres, sont plus durables, plus solides et plus résistants à la chaleur que les aciers rapides. Ils contiennent généralement plusieurs métaux réfractaires comme le tungstène, le titane, le cobalt et le tantale. Certains produits conçus pour effectuer plusieurs opérations technologiques lors d'une même installation d'un outil (par exemple, une perceuse combinée) peuvent inclure des composants fabriqués à partir de différents matériaux d'outils.Pour améliorer les performances des forets à métaux, leurs surfaces sont soumises à un traitement supplémentaire ou recouvertes de composés de métaux durs. Les méthodes de traitement les plus courantes qui augmentent la résistance et la résistance à l'usure des outils sont la cyanuration et la sulfuration. Et pour les revêtements protecteurs, le carbonitrure de titane (TiCN), notamment l'aluminium allié (TiAlN), est généralement utilisé.
Comment choisir une perceuse pour le métal à traiter
Lors du choix d'une perceuse pour le travail des métaux, vous devez tout d'abord vous familiariser avec les marquages de couleur de la norme ISO 513, à laquelle adhèrent tous les fabricants d'outils de forage. Il faut comprendre que ces marquages ne sont pas appliqués au produit lui-même, mais sont présents uniquement dans sa description catalogue. Vous pouvez bien sûr vous fier aux conseils d'un consultant en magasin d'outillage, mais cette méthode ne convient que si vous devez sélectionner un foret pour une perceuse conçue pour travailler avec de l'acier de construction ordinaire. Si vous devez percer des métaux durs ou résistants ou si vous avez besoin d'un travail sur mesure de haute qualité, alors mieux vaut suivre les recommandations des professionnels. La figure ci-dessous montre un exemple d'utilisation du codage couleur du catalogue Mitsubishi.
Il faut également rappeler que les paramètres du processus de perçage dépendent à la fois des caractéristiques de la perceuse et de la puissance et de la vitesse de rotation de l'entraînement. Par conséquent, il est préférable de ne pas utiliser de forets pour un tournevis avec une perceuse, car cela entraînerait très probablement des dommages. Et la vitesse de rotation du tournevis n'est clairement pas suffisante pour percer du métal avec des forets classiques.
Forets utilisés dans les machines-outils
Sur les perceuses dans lesquelles le trou de montage de la broche est réalisé sous un cône Morse, les forets destinés au traitement des métaux sont installés directement dans la broche. Et pour les fixer, il dispose d'une rainure traversante spéciale pour caler le pied. Les mêmes forets sont également utilisés dans les machines universelles (perçage et fraisage, etc.), dans lesquelles le trou de montage de la broche est réalisé pour un cône métrique ou l'une de ses variétés modernes. Ce n'est que dans ce cas qu'ils sont insérés dans des mandrins de transition dotés du cône approprié. En général, les forets à métaux utilisés sur les machines-outils ne diffèrent pas de ceux utilisés lors du perçage avec des outils à main. Le seul type d'outil de perçage destiné uniquement à une utilisation sur machine-outil est un foret doté d'un canal traversant conçu pour fournir du liquide de refroidissement à la zone de traitement (voir figure ci-dessous).
Les meilleurs fabricants
Parmi les fabricants russes d'outils de perçage pour le travail des métaux, les produits de l'usine d'outils de Volzhsky (VIZ), de l'usine d'outils de Tomsk (TIZ) et de l'association de production de Tulamash ont un bon rapport qualité-prix. Les outils de l’usine ukrainienne d’outils Zaporozhye (ZIZ) appartiennent à cette catégorie. Les forets de fabricants d'outils de coupe de renommée mondiale, tels que l'allemand Bosch, Hasser et Ruko, le suédois Sandvik, le japonais Mitsubishi, le taïwanais Winstar, etc., sont de la meilleure qualité. Mais leurs produits ont un prix assez élevé et sont principalement destinés à un usage professionnel. De plus, des forets à métaux sous les marques de vendeurs et de fabricants d'outils électriques bien connus sont largement disponibles sur le marché. Fondamentalement, il s’agit d’un outil peu coûteux, mais de nombreux produits sont de très haute qualité. Dans cette catégorie, les utilisateurs notent le plus souvent Zubr, Interskol, DeWalt, Hilti, Makita et Metabo.
Règles de stockage des forets
Sur les lieux de travail des entreprises industrielles, les perceuses sont stockées dans des armoires à outils et des tables de chevet en tôle, installées à proximité immédiate de la machine, ainsi que sur des racks dans des locaux de stockage d'outils spéciaux. Les outils de forage doivent être placés dans un certain ordre (par type et diamètre) dans les compartiments, étuis ou coffrets appropriés. La pose doit garantir la sécurité des arêtes de coupe, ainsi que des surfaces de travail et d'appui. Avant de ranger l'outil de forage, nettoyez-le de la poussière métallique et des contaminants, et s'il n'est pas utilisé pendant une longue période, lubrifiez-le avec du lithol ou de la vaseline technique. Afin d'éviter la corrosion, il est interdit de placer des liquides contenant des acides ou d'autres liquides agressifs à proximité des zones de stockage des outils. Dans les ateliers à domicile, les outils doivent être stockés dans le respect des mêmes règles. Seulement, au lieu de tables de chevet et d'armoires, il est beaucoup plus pratique d'utiliser des trousses en plastique et des supports spéciaux (voir vidéo ci-dessous).
Lors du perçage de trous profonds dans le métal, il est recommandé de verser une petite quantité d'huile sur la surface de l'outil. L'I-20 est généralement utilisé en production, mais tout le monde n'a pas la possibilité d'acheter cette marque particulière. Quel type d’huile peut-on utiliser à la maison à la place de l’huile industrielle ? Veuillez partager vos réflexions et recommandations sur cette question dans les commentaires.
La densité du métal est si élevée que des outils et des mécanismes spéciaux doivent être utilisés pour le traiter. Afin de percer un trou dans ce matériau, on utilise des perceuses et des perceuses, dans lesquelles les forets sont le principal élément de coupe.
Quelles perceuses à métaux sont les meilleures ? Ce n'est pas facile à déterminer, car il n'existe pas de produits universels adaptés au traitement de tous les types de produits métalliques. Un artisan expérimenté sera capable de déterminer « à l'œil nu » le type de métal et de sélectionner rapidement l'outil de coupe approprié pour le traitement.
Un débutant dans ce métier doit commencer par les bases. Tout d'abord, étudiez la classification des forets et leur champ d'application, car les meilleurs modèles sont des produits idéaux pour traiter un type spécifique de métal.
Quels types de forets existent, comment choisir un produit adapté au travail en fonction des marquages et de l'apparence, découvrez dans l'article.
Pour choisir les meilleurs modèles, vous devez comprendre les types de perceuses.
Spirale
Forets cylindriques classiques qui sont le plus souvent utilisés pour percer les métaux. Généralement, les produits en spirale sont en acier HSS.

Le matériau est un type d'acier de coupe de haute qualité, de sorte que les vrilles fabriquées à partir de celui-ci sont très durables et durables.
Conique (à gradins)
La surface de coupe a la forme d'un cône, d'où ce type de foret tire son nom. Les forets coniques sont utilisés pour percer des trous dans du métal mince, ainsi que pour corriger les défauts d'autres outils de coupe.


La consommation d'énergie pour réaliser un trou de cette manière est plusieurs fois inférieure, en raison de la petite zone de contact de l'outil avec la surface à traiter.
L’avantage d’utiliser ce type de foret par rapport aux autres est la réalisation de trous de grand diamètre. Dans ce cas, il est possible d'obtenir des bords de meilleure qualité qu'en travaillant avec des modèles en spirale.
Plumes
Un type spécial de vrille plate avec des bords de travail remplaçables est utilisé pour percer le métal. De tels produits vous permettent de réaliser des trous parfaitement droits de haute qualité.

L'absence de distorsion lors du processus de perçage et la possibilité de réaliser un trou de grand diamètre dans diverses structures métalliques permettent à de nombreux artisans d'abandonner l'utilisation de produits en spirale.
Le faible coût des forets à plumes permet dans de nombreux cas de traitement des métaux de les qualifier de meilleurs pour percer des trous.
Ce sont les principaux types de forets utilisés pour percer des trous dans les structures métalliques.
Classification des forets par matériau de fabrication
Il est assez simple de déterminer quels forets à métaux sont les meilleurs pour percer des alliages particulièrement résistants :
- Pour traiter un tel matériau, vous devez choisir des produits dotés d'une plaque de dureté accrue sur le tranchant. Ces vrilles sont les meilleures pour le traitement des alliages durs.
- Le prix de ces produits est bas en raison du fait que le corps principal de l'outil de coupe est en acier à outils ordinaire.
Les forets en métal allié au cobalt ont de bonnes caractéristiques.

Ils peuvent résister à des charges mécaniques accrues et à un échauffement excessif de la surface de travail pendant le fonctionnement. Le coût des produits est élevé, mais s'il est nécessaire de percer des trous dans un alliage dur, les analogues du cobalt sont les meilleurs pour effectuer un tel travail.
Les forets en titane ne sont pas inférieurs en résistance aux forets au cobalt, et lors du perçage d'aciers alliés et d'alliages non ferreux, ils donnent des résultats encore meilleurs.

Lorsqu'ils sont utilisés correctement, les modèles en titane conservent longtemps leur tranchant d'usine, ce qui vous permettra d'effectuer un volume de travail beaucoup plus important.
Les forets à métaux bon marché sont fabriqués à partir d'aciers rapides ordinaires P9 et P18. L'outil de coupe remplit parfaitement sa fonction, mais la surface de travail s'émousse rapidement, notamment lorsqu'un certain seuil de température est dépassé.
Marquage des produits de découpe
Le marquage des forets pour le métal est nécessaire pour déterminer le type d'acier à partir duquel l'outil de coupe est fabriqué. Le produit indique également son diamètre, sa classe de précision et son fabricant (pays). Seules les vrilles en spirale d'un diamètre inférieur à 2 mm ne sont pas marquées.
Dans d'autres cas, les marquages des forets peuvent avoir les significations suivantes :
- P9 - en acier rapide avec un pourcentage de tungstène de 9 %.
- P9K15 - indique la présence de cobalt dans l'acier rapide à hauteur de 15 %.
- Р6М5К5 - indique la présence d'une composition complexe d'acier de coupe contenant du tungstène, du cobalt et du molybdène.

Les produits importés portent la désignation HSS, qui peut être utilisée pour déterminer la composition du matériau à partir duquel le foret a été fabriqué. Le foret HSS, qui sera expliqué ci-dessous, est utilisé avec une lettre supplémentaire qui détermine la présence de métal d'alliage.
Marquage HSS :
- HSS-E - contient du cobalt. Utilisé dans le traitement des métaux à haute viscosité.
- HSS-Tin - possède un revêtement en titane, ce qui augmente considérablement la dureté de la surface de travail et la résistance à la température du matériau augmente jusqu'à +600 degrés.
- HSS-E VAP est un outil de coupe utilisé pour le traitement des matériaux inoxydables.
- HSS-4241 - conçu pour percer l'aluminium.
- HSS-R - ont une résistance maximale.


Par le marquage de l'outil de coupe, vous pouvez déterminer pour quel métal et dans quel mode la perceuse peut être utilisée. Si le marquage n'est pas visible, le but de la perceuse peut être déterminé par la couleur du produit.
Identification visuelle du type de foret
Par l'apparition de la vrille coupante, vous pouvez déterminer le type de matériau à partir duquel les produits sont fabriqués et ainsi connaître la résistance mécanique de l'échantillon. Par couleur, vous pouvez déterminer la composition et la qualité de fabrication.
Gris
Les forets gris sont fabriqués à partir de métal qui n'a subi aucun traitement supplémentaire.

La qualité de l'outil, dans ce cas, laisse beaucoup à désirer, mais pour un usage unique, de tels produits conviennent tout à fait.
Noir
Cette couleur indique que l'outil a été traité avec de la vapeur surchauffée. Pendant le traitement, le produit acquiert une plus grande résistance.

Il tolère parfaitement de nombreux cycles de chauffage et de refroidissement du métal et maintient également longtemps l'affûtage de la surface de travail.
Le prix des forets en métal noir n'est pas beaucoup plus élevé que celui des produits gris, donc si vous avez le choix, privilégiez les outils de ce type lors de l'achat.
Doré foncé
Cette couleur indique que l'outil de coupe a été trempé. Ce type de traitement augmente considérablement la résistance mécanique du produit grâce à la réduction des contraintes internes.

Avec un foret trempé, vous pouvez traiter avec succès des métaux à haute résistance, donc si vous percez des alliages trop durs, il est recommandé d'acheter un modèle similaire.
Doré brillant
La couleur dorée brillante indique que du métal fabriqué avec l'ajout de titane a été utilisé dans la production.

Malgré le coût élevé de tels modèles, il est beaucoup plus pratique d'acheter une perceuse de haute qualité que d'utiliser des outils de coupe bon marché, qui devront être utilisés en grande quantité pour des travaux complexes.
Ainsi, il est facile de déterminer la qualité des produits par leur apparence et de décider quels forets à métaux sont les meilleurs à acheter.
Classement par taille
Pour choisir la meilleure perceuse et ne pas payer trop cher, il suffit de savoir en quelles longueurs ces produits sont généralement divisés. Si le perçage du métal ne nécessite pas de réaliser des trous profonds, l'achat de modèles trop longs entraînera des dépassements de coûts.

Il est d'usage de classer les forets par longueur comme suit :
- Court, 20-131 mm de long. Les diamètres des outils sont compris entre 0,3 et 20 mm.
- Allongé, la longueur est de 19 à 205 mm et le diamètre est de 0,3 à 20 mm.
- Série longue d'un diamètre de 1 à 20 mm et d'une longueur de 56 à 254 mm.
Lorsque vous effectuez des travaux de perçage à différentes profondeurs, vous devez sélectionner l'outil le plus adapté à la tâche spécifique.
Les meilleurs fabricants
Pour acheter des perceuses et être sûr que les caractéristiques déclarées sont parfaitement exactes, vous devez choisir le bon fabricant.
Les entreprises qui valorisent leur réputation ne vendent pas de produits de qualité insuffisante. Par conséquent, lors du choix des forets à métaux, vous devez privilégier les fabricants présents sur le marché depuis longtemps.
Parmi les nouveaux arrivants, il peut y avoir aussi des producteurs dignes. Mais pour savoir qu'un produit de bonne qualité est en vente, il faut effectuer un achat, ce qui représente souvent une « loterie ».
Les meilleures entreprises manufacturières :
1. Bosch - les produits de la société allemande n'ont fait leurs preuves depuis longtemps que du côté positif. Malgré le prix plutôt élevé des produits, lors de l'achat de perceuses Bosch, vous pouvez être assuré d'une excellente qualité. Il est pratique et rentable d'acheter des outils auprès de cette société sous forme d'ensemble.

Quel que soit l'ensemble de forets que vous prenez, chacun ne contiendra que des produits de la plus haute qualité qui dureront de nombreuses années, à condition qu'ils soient correctement stockés et utilisés.
2. « Zubr » est un fabricant national dont les produits sont optimisés au maximum en termes de rapport qualité-prix. Vous pouvez acheter les produits de cette société soit en un seul exemplaire, soit sous forme d'ensemble. Cette dernière option permettra d'économiser considérablement de l'argent, malgré le coût important du kit.
3. Forets de fabrication soviétique - cette catégorie d'outils de coupe peut être classée comme « espèce en voie de disparition ». Avec une diligence raisonnable, vous pouvez acheter une rareté dotée de caractéristiques techniques inégalées.
Les perceuses et les perceuses sont les outils les plus élémentaires de la maison, et presque tout le monde en possède, y compris ceux qui ne savent pas où les trouver. Tôt ou tard, tout le monde devra utiliser une perceuse. Ou si avec le bois ou même la pierre tout est plus ou moins clair et que vous pouvez percer un trou, pour ainsi dire, au toucher, au toucher, alors avec le métal cela ne fonctionnera pas. C'est un matériau très résistant. Voyons quels forets à métaux sont les meilleurs ? Le perçage est tout un art qui peut être étudié et amélioré : l'angle de perçage, la pression, mais surtout l'expérience et l'outil décident.
Le problème est que la plupart des perceuses sont vendues de mauvaise qualité, notamment sur les marchés. Il est préférable de commander en ligne ou dans des magasins spécialisés où vous pourrez voir et toucher le matériel.
Ce qu'il faut savoir sur les perceuses à métaux
Il existe une grande variété de forets à métaux ; en plus du fait qu'il faut regarder la qualité, il faut aussi faire attention à la forme et à la couleur. Le produit est construit à partir des éléments suivants :
- La partie principale (coupe), qui effectue la coupe (perçage) du métal ;
- Surface de travail. Son rôle est que lorsque la partie principale fonctionne, des copeaux apparaissent qui sont éliminés par la surface de travail ;
Les forets à métaux se présentent sous de nombreuses formes différentes, chacune étant utilisée pour un type de travail spécifique.
Selon le formulaire, on distingue les types suivants :
Le type le plus courant connu de tous est spirale. Il s'agit essentiellement d'une tige en forme de cylindre et sur les côtés se trouvent une ou deux rainures en spirale (c'est à cause d'elles que les copeaux sont éliminés). À leur tour, les forets hélicoïdaux ont leurs propres sous-types :
- une précision accrue, souvent choisie par les artisans pour réaliser un trou parfaitement, au millimètre près ;
- les classiques, les mêmes cylindriques qui sont courants chez les professionnels et les utilisateurs ordinaires ;
- application étroite, sa rainure en spirale est enroulée vers la gauche plutôt que vers la droite. Il est utilisé dans les cas où quelque chose doit être percé.
Conique foret étagé. Contrairement à un cylindrique, il peut réaliser des trous de différents diamètres. Utilisé pour créer de nouveaux trous ou agrandir des trous existants.
Foret plat. Comme son nom l’indique, la surface de travail de ce type est plate. Le principal inconvénient : du fait de sa planéité, les copeaux ne sont pas automatiquement retirés ; il faut les retirer manuellement ; De plus, vous ne pouvez pas faire de gros trous avec cette perceuse. Mais malgré leurs énormes inconvénients, ils sont recherchés car ils sont très bon marché et insensibles aux distorsions lors du forage.
Les carotteuses ont différentes formes de cylindre, mais la partie supérieure est dépourvue de base et les côtés sont recouverts de dents en alliage dur ou recouvertes d'un revêtement diamanté. Utilisé pour créer des trous de différents diamètres.
Les types suivants diffèrent en ce qu'ils sont créés spécifiquement pour le métal dur, tandis que les précédents ne conviennent pas aux métaux à haute densité - ils se briseront.
- Cobalt. Peut être confondu avec la spirale, car elle a également une forme en spirale, mais contrairement à elle, elle n'a pas de base cylindrique. De plus, grâce au cobalt, ce type présente une résistance élevée. Mais ils sont aussi chers, donc tout le monde ne peut pas se les permettre ; avant de les acheter, évaluez la difficulté du travail.
- Carbure. Ils sont causés par la présence d'une plaque de carbure sur la partie coupante, grâce à laquelle elle peut percer des trous dans des métaux assez denses.
Ce sont les faits qui peuvent indiquer la forme et la structure du foret, mais la couleur compte également :
- Rarement trouvé, mais toujours existant forets en or brillant. Cette couleur indique la présence dans l'alliage du métal le plus dur de la planète - le titane. Ce qui va sans dire sur la qualité de la pièce, sa solidité et sa valeur.
- Or clair la couleur indique que le produit a subi une préparation thermique particulière. Pas aussi durable et cher que l'or brillant, mais le prix est assez élevé et tout le monde ne peut pas se le permettre.
- Percer couleur noire traité avec de la vapeur surchauffée, augmentant ainsi sa résistance. Le juste milieu entre prix et qualité.
- AVEC couleur grise ou métallisée- les forets les plus courants et de mauvaise qualité
Décidez pour quelle tâche vous avez besoin d'une perceuse (quel matériau doit être percé, quel diamètre du trou), vous pouvez vous y fier. Désormais, vous n’utiliserez certainement plus une perceuse au cobalt pour faire un petit trou dans une fine feuille de fer ou vice versa.
Le fabricant peut également jouer un rôle ; les forets peuvent être identiques, mais provenant de sociétés différentes, auquel cas choisissez un fabricant que vous connaissez ou avec lequel vous avez traité.
Pour déterminer le diamètre de travail, regardez le marquage, car sur les produits jusqu'à deux millimètres, il n'est pas marqué du tout, de 2 à 3 mm, seule la marque de l'entreprise est placée, et sur les produits à partir de 3 mm, le fabricant et le diamètre de travail sont marqués, vous devez donc y prêter attention.
La variété de forets pour métal trempé est énorme, il ne sert donc à rien de choisir, de chercher sur le forum lequel est le meilleur, tout ne dépend que de deux choses : la tâche à accomplir et la taille de votre budget pour l'achat.
Quels sont les meilleurs forets pour les métaux (vidéo)
Ce type d'outil, comme une perceuse à métaux, peut être trouvé chez tout artisan à domicile, mais il est impératif de disposer d'un jeu de forets de différentes tailles afin de pouvoir réaliser des trous du diamètre requis.
Les ateliers qui traitent le métal à un niveau professionnel ont dans leur inventaire plusieurs types de cet outil, différant par le type, la longueur et le diamètre. De plus, ils diffèrent par :
- type de tiges - un élément avec lequel l'outil est fixé dans l'équipement,
- type de pièce coupante - la surface de travail qui coupe le métal,
- type de surface de travail - la partie de la perceuse chargée d'éliminer les copeaux de la zone de traitement.
Forets hélicoïdaux cylindriques
C'est le type le plus courant de cet outil que l'on retrouve dans l'inventaire de chaque maître. Peut être utilisé dans tous les types d’équipements et d’outils de forage. Ils sont fabriqués, selon GOST 885-77, à partir d'acier à outils de qualités telles que HSS, P6M5 et P18, ce qui garantit leur fiabilité et leur durabilité.
Ce type de foret a un diamètre de 1 à 16 mm, mais dans certains cas jusqu'à 80 mm (en règle générale, ils sont fabriqués sur commande spéciale pour les ateliers et ateliers) et est conçu pour effectuer presque tous les types de travaux de perçage des métaux.
Diamètres des forets à métaux de ce type
Le tableau montre les tailles standard de forets de ce type pour le travail des métaux. Il montre toutes les options de diamètre, de longueur et de longueur de la partie travaillante.
Les autres options de taille sont rares ; en règle générale, elles sont produites en petites quantités ou sur commande auprès d'entreprises métallurgiques.
Forets coniques pour le métal, leurs tailles et caractéristiques
Ce type d'outil possède une tige canonique, utilisée dans les machines-outils et certains types d'outils de perçage professionnels et conçue pour percer des trous de grand diamètre. Par conséquent, il peut extrêmement rarement être dans l'arsenal d'un maître de maison.
De quel diamètre sont les forets coniques ? Le diamètre de ce type de foret peut être compris entre 6 et 30 mm et avoir une précision accrue ou normale. Pour les machines industrielles, cet outil peut avoir un diamètre allant jusqu'à 75 mm. Vous trouverez ci-dessous un tableau complet avec toutes les tailles.
Carotteuses pour métal, diamètres et caractéristiques
 Ce type d'outil est également appelé fraise car il est complètement différent d'une perceuse à métaux classique. Grâce à cet équipement, il est possible d'obtenir de grands trous - dont le diamètre peut être compris entre 12 et 150 mm, mais une profondeur relativement faible de 5 à 50 mm. Cela est dû à la structure même de l’instrument.
Ce type d'outil est également appelé fraise car il est complètement différent d'une perceuse à métaux classique. Grâce à cet équipement, il est possible d'obtenir de grands trous - dont le diamètre peut être compris entre 12 et 150 mm, mais une profondeur relativement faible de 5 à 50 mm. Cela est dû à la structure même de l’instrument.
L'équipement est en acier rapide. Certains forets sont dotés d'une pointe en acier à haute résistance, ce qui accélère considérablement le processus de traitement, 4 à 12 fois moins qu'avec des forets conventionnels.
Forets de marquage pour le métal, décodage des symboles
 Tous les forets à métaux, conformément aux exigences de GOST, doivent avoir des marquages indiquant la qualité de l'acier à partir duquel l'équipement est fabriqué.
Tous les forets à métaux, conformément aux exigences de GOST, doivent avoir des marquages indiquant la qualité de l'acier à partir duquel l'équipement est fabriqué.
S'il n'y a pas de marquage de ce type, ce foret répond très probablement aux exigences de qualité et n'est pas recommandé pour une utilisation dans le travail professionnel des métaux. Cependant, pour un artisan à domicile, cela peut être une excellente option car il est moins cher.
Regardons les marquages visibles sur la perceuse elle-même ; ils sont constitués de lettres et de chiffres, par exemple P 9, P18, P6m5, P9K15. Lettre R. signifie ici que cet outil est fabriqué en acier rapide. Vient ensuite un chiffre indiquant la quantité de tungstène présente dans l’acier. Voici la désignation de la substance d'alliage dans l'alliage, exemple :
- K6 – l'alliage contient six parties de cobalt.
- M4 – quatre parties de molybdène sont présentes.
- F3 – trois parties de vanadium.
Ces éléments augmentent la résistance, la résistance à la chaleur et d'autres caractéristiques.
Marquage qui accompagne les documents d'accompagnement (emballage) du matériel. Désignation de précision de l'équipement :
A1– une précision accrue.
EN 1– précision normale.
Exemple 2300-7055 A1 GOST 885-77, où 2300 correspond aux caractéristiques opérationnelles et de conception, 7055 est le numéro de série de fabrication (série), A1 est la précision accrue de l'outil, GOST 885-77 est l'outil qui répond aux exigences des normes 886. -77.
Marquages de perçage hss et din
 S.S.S.. Ce marquage est utilisé sur les outils de fabrication étrangère utilisés dans le travail professionnel des métaux et capables de traiter des matériaux d'une résistance allant jusqu'à 1100N/mm2. Après l'abréviation, il y a des lettres supplémentaires indiquant quel métal est ajouté à l'alliage, exemples :
S.S.S.. Ce marquage est utilisé sur les outils de fabrication étrangère utilisés dans le travail professionnel des métaux et capables de traiter des matériaux d'une résistance allant jusqu'à 1100N/mm2. Après l'abréviation, il y a des lettres supplémentaires indiquant quel métal est ajouté à l'alliage, exemples :
- HSS-G TiN (ajout de nitrure de titane),
- HSS-G TiAlN (avec revêtement titane-aluminium-nitrure),
- HSS-Co (ajout de cobalt),
- HSS-E (ajout de cobalt),
- HSS-G (ajout de métal P4M3 – molybdène),
- HSS-R (ajout de métal P2M1 – molybdène),
- HSS-E VAP (équipement de traitement de l'acier inoxydable).
VACARME. Les forets portant ce marquage sont destinés au traitement du métal avec des copeaux mous et moyens. Ils sont polyvalents et sont plus souvent utilisés par les artisans à domicile que par les ateliers professionnels.
Le perçage des métaux est un processus technologique visant à produire des trous de différents diamètres dans des tôles et des pièces à l'aide d'un outil rotatif spécial appelé perceuse.
Pour la fabrication de forets, on utilise des matériaux durs qui ne s'effondrent pas sous l'influence mécanique, il s'agit le plus souvent d'alliages à haute vitesse. Selon le type et l'épaisseur du matériau, le diamètre du trou et les exigences technologiques de la méthode de traitement, les forets à métaux peuvent être :
- spirale;
- plumes.
Chaque type d'outil a ses propres avantages et inconvénients, qui affectent considérablement la capacité à effectuer certains travaux concernant tous ces types ;
Indicateurs clés pour la sélection
Lors du choix d'un outil pour percer les métaux, vous devez considérer :
- la composition de l'alliage à partir duquel ils ont été fabriqués ;
- méthode de traitement supplémentaire et présence d'un revêtement de surface ;
- marque du fabricant ;
- diamètre et forme de conception ;
- conception et angles d’affûtage des arêtes de coupe.
Important! La partie coupante des forets hélicoïdaux traditionnels présente un angle d'inclinaison avant et arrière du plan de la partie coupante. Les paramètres géométriques de l'angle d'affûtage arrière déterminent l'ampleur de la force de frottement pendant le fonctionnement et le taux d'usure de l'outil. L'augmentation de cet indicateur vous permet de traiter des métaux plus résistants, mais entraîne une dissipation thermique réduite et une usure plus rapide.
Que peut dire la couleur ?
 Un paramètre externe important lors du choix d'un foret peut être la couleur de la surface, qui indique la composition de l'alliage, la méthode de traitement et le revêtement de renforcement de surface. Les outils de haute qualité sont fabriqués à partir d'alliages à haute vitesse additionnés de titane, de molybdène ou de tungstène. La désignation internationale de ces métaux est HSS (High Speed Steel).
Un paramètre externe important lors du choix d'un foret peut être la couleur de la surface, qui indique la composition de l'alliage, la méthode de traitement et le revêtement de renforcement de surface. Les outils de haute qualité sont fabriqués à partir d'alliages à haute vitesse additionnés de titane, de molybdène ou de tungstène. La désignation internationale de ces métaux est HSS (High Speed Steel).
Cependant, même si le marquage du foret contient une inscription similaire, mais que sa surface est de couleur gris acier, vous ne devriez pas acheter un tel produit. Il n'a pas été soumis à des types de traitement supplémentaires et n'a pas une résistance et une résistance à l'usure suffisantes. Le prix dans ce cas sera bas, mais il durera également peu de temps, avec la nécessité d'un affûtage fréquent.
Les exercices peuvent être :
- Noir, après traitement thermique à la vapeur surchauffée et durcissement supplémentaire. Le coût d'un foret noir est légèrement supérieur à celui des produits non traités, mais il est tout à fait abordable pour une utilisation domestique. Mais une résistance accrue augmente considérablement la durée de vie.
- Après avoir chauffé les forets finis dans un four et trempé progressivement le métal pour soulager les contraintes internes, la surface acquiert teinte jaune clair. En conséquence, la résistance à l'usure du foret augmente considérablement et son affûtage est beaucoup moins fréquent.
- Couleur dorée brillante parler de l'utilisation d'un alliage avec l'ajout de titane, qui se caractérise par une résistance maximale. Ce sont les perceuses les plus chères, mais leur utilisation est pleinement justifiée par leur longue durée de vie.
- Couleur grise indique une mauvaise qualité de l’instrument. Utilisé pour un travail ponctuel, après quoi il est jeté. En conséquence, cette perceuse est la moins chère du marché.
Lorsque vous déterminez quel exercice sera le mieux adapté à vos conditions, abordez le problème d’un point de vue pratique. Pour des travaux de perçage constants, il est préférable d'acheter un outil coûteux mais plus résistant à l'usure. Mais pour une utilisation périodique et pour résoudre les problèmes quotidiens, les forets noirs ou jaune pâle conviennent tout à fait. Cela vous permettra d'obtenir le résultat souhaité au coût minimum acceptable.
Comment sont fabriqués les forets et pourquoi ils sont de couleurs différentes, vidéo de l'usine RUKO (Allemagne)

Marquage des forets pour le métal, ce que vous devez prendre en compte lors du choix
Les désignations alphanumériques imprimées sur la perceuse contiennent des informations sur :
- diamètre et longueur de l'outil ;
- la marque du métal à partir duquel il est fabriqué ;
- méthode de traitement supplémentaire et présence d'un revêtement de surface ;
- classe de précision de fabrication.
Dans le même temps, les diamètres jusqu'à 3,0 mm ne sont pas marqués et toutes les informations nécessaires sont indiquées sur l'emballage.

Le domaine d'application peut être indiqué par les symboles suivants :
- HSS-G pour le perçage de l'acier doux, de la fonte et des métaux non ferreux ;
- HSS-E pour les alliages fortement alliés et inoxydables ;
- HSS-TiAIN est un outil universel pour tous types de matériaux.
La présence de tels marquages indique la possibilité d'une utilisation professionnelle de l'outil.
Comment choisir la bonne perceuse pour le métal et d'autres matériaux
| Matériaux | HSS-Co | HSS-Étain | HSS-G | HSS-R | |
| Acier (H/mm 2)<900 | ** | ** | ** | ** |
| Acier (H/mm 2)<1100 | ** | * | |||
| Acier (H/mm 2)<1300 | * | * | |||
| Acier inoxydable | ** | * | ||
| Fonte | ** | * | * | ** | |
| Aluminium | ** | * | ** | ||
| Laiton | ** | ** | ** | * |
| Bronze | * | * | * | * | |
| Plastique | ** | ** | ** | ** | |
| Bois | ** | ** | ** | ** | |


Classement par longueur et diamètre
Selon le rapport longueur/diamètre, l'outil diffère par :
- Forets courts, de 20 à 131 mm de long, leur diamètre est compris entre 0,3 et 20 mm.
- Allongé, la longueur est de 19 à 205 mm et le diamètre de 0,3 à 20 mm.
- Long avec une longueur de 56-254 mm. et diamètre 1-20 mm.
TOP 10 des fabricants les plus connus
La marque du fabricant est également un facteur très important qui influence le bon choix. Des fabricants renommés d'outils de forage garantissent la résistance de l'alliage, la qualité de l'affûtage, une résistance élevée à l'usure et à la corrosion. Par conséquent, si vous recherchez une perceuse à métaux de haute qualité, vous ne pourrez pas économiser d’argent. Le coût des marques connues est assez élevé.
Les rares exercices fabriqués en URSS peuvent constituer une exception à cette règle. Après avoir vu un tel outil, vous ne pouvez avoir aucun doute sur sa qualité. Les experts parlent sans équivoque des excellentes performances des outils soviétiques en termes de résistance de l'alliage, de longue durée de vie et de stabilité des arêtes de coupe. Cela est également dû aux exigences des GOST de l'époque pour un tel outil.
Parmi les dix meilleurs fabricants d'outils de forage, les experts citent :
- Inquiétude européenne Bosch, produisant des forets en acier rapide à haute résistance avec un revêtement de surface en nitrure de titane avec une résistance à la traction allant jusqu'à 900 N/mm 2. Peut être utilisé pour percer tous les métaux sauf l'aluminium et ses alliages. Le coût d'une perceuse dépend de son diamètre et de sa longueur. Un ensemble de 12 pièces coûte en moyenne 3 000 roubles.
- Marque commerciale " Attaque", qui se distingue non seulement par des produits de haute qualité, mais aussi par des prix abordables. Ils sont fabriqués à partir d'alliages d'acier de haute qualité qui peuvent offrir une longue durée de vie même dans des conditions de traitement des métaux à grande vitesse. Le coût moyen d'une perceuse est inférieur à 100 roubles. 5500 – 7000 Coût d’un set à usage professionnel.
- Wurth Zebra Spiralbohrersatz HSS est l'un des meilleurs forets hélicoïdaux pour le travail des métaux. Capable de permettre de percer à des vitesses d'entraînement élevées, tout en garantissant une qualité de bord et une précision dimensionnelle élevées. Utilisé pour percer l’acier de construction et tous les types de fonte. Peut être installé sur des perceuses fixes et des perceuses électriques portatives. Le coût moyen des diamètres jusqu'à 12 mm ne dépasse pas 120 roubles par pièce.
- Ensembles de la marque russe " Ancre" L'ensemble se compose de 19 articles d'un diamètre de 1 à 10 mm et coûte en moyenne 1 000 roubles. Il appartient donc au groupe des outils bon marché de haute qualité. La durabilité et la fiabilité de la perceuse sont assurées par la présence d'une pointe en alliage haute résistance à haute résistance.
- marque allemande Metabo Bestler produit un outil en forme de spirale avec le tranchant affûté à un angle de 135 degrés. Cette condition permet d'obtenir une précision de perçage élevée même à n'importe quelle vitesse de rotation. Le prix moyen pour un diamètre allant jusqu'à 12 mm est de 100 à 120 roubles.
- AEG HSS sont considérés comme les meilleurs forets à métaux dans une catégorie de prix abordable. L'affûtage spécial de l'outil ne nécessite pas de poinçonnage préalable sur la surface métallique, ce qui simplifie grandement le processus de travail. Conçu pour percer les aciers alliés avec une résistance à la traction supérieure à 1000 N/mm 2.
- Forets de marque russe " BISON» (ZUBR) sont utilisés pour le traitement de tous types d'aciers et d'alliages ferreux. Un affûtage spécial en forme de croix assure un centrage automatique de l'outil et une précision de perçage élevée. Un ensemble de 20 articles coûte 1 000 roubles.
- Ensembles DeWALT peut être utilisé en production et à la maison. La conception spéciale du foret élimine complètement la possibilité de dommages et de défauts le long des bords du trou. Un ensemble d'outils de 28 articles d'un diamètre de 1 à 13 mm coûte jusqu'à 5 000 roubles.
- Surface des foreuses Hawera d'une entreprise européenne Bohler recouverts de nitrure de titane, ce qui augmente leur solidité et leur résistance à l'usure. De plus, tous les produits sont soumis à un meulage spécial, ce qui garantit la qualité du perçage quelle que soit la vitesse de rotation de l'entraînement. Cependant, un ensemble de 20 articles peut coûter jusqu'à 6 000 roubles.
- Irwin TurboMax appartient à la catégorie des outils universels, conçus non seulement pour le traitement des métaux, mais également des plastiques, du bois, du gypse et d'autres matériaux. Lors du perçage des aciers alliés et inoxydables, un apport obligatoire de liquide de refroidissement est requis. Le coût d'un ensemble de 15 perceuses est d'environ 3 000 roubles.
Comme le montre la liste ci-dessus, les perceuses proposées à la vente diffèrent par leurs caractéristiques, leur objectif et leur prix. La note du fabricant détermine également la qualité des produits, qui est généralement confirmée par un grand nombre d'avis positifs.