Cône 7 24 dimensions angle en degrés. Cône d'outil. Douilles de serrage avec cône R8
Lire aussi
Le cône morse est l'un des moyens les plus courants de tenir un outil sur une machine. Votre nom cet instrument reçu en l'honneur du célèbre ingénieur Stephen Morse, qui a vécu au XIXe siècle. Aujourd'hui pour bon choix les tailles de ce produit s'appliquent nombres fractionnaires. Il existe plusieurs valeurs normalisées qui diffèrent par les angles d'inclinaison et les tailles.
Le champ d'application du cône Morse est l'ingénierie mécanique. Avec lui, vous pouvez fixer rapidement et très précisément l'outil de coupe. Pour ce faire, le cône Morse est monté dans la machine dans un trou ou un mandrin spécial et, à son tour, une perceuse y est insérée. Cette méthode de fixation garantit le centrage le plus précis et le traitement ultérieur. Il peut également être utilisé pour alimenter la pièce ou outil de coupe liquide de coupe.
Dimensions et éléments du cône Morse
Une caractéristique distinctive d'un cône Morse d'un autre est la taille. Il en existe plusieurs types et, conformément à GOST, chacun a un numéro et une abréviation spécifiques. Pour le mesurer, vous devez utiliser un étalonnage, et surtout, une table spéciale qui vous permettra de calculer des tailles jusqu'au micron. En fonction de la machine sur laquelle la pièce sera traitée, par exemple, une fraise, une perceuse, puis un type d'invention de Stephen Morse doivent être sélectionnés.
Avec le développement de l'industrie mécanique, il était nécessaire d'étendre gamme de modèles Cônes Morse. Pour cela, un cône métrique a été développé, qui n'avait pas de particularité différences de conception de son prédécesseur. Sa conicité était de 1:20, avec un angle de 2°51'51″ et une pente de 1°25'56″. Les cônes métriques ont permis de créer grand choix outils pour diverses machines et opérations. Ils sont classés en deux catégories : grands et petits. Les grands sont indiqués, par exemple, n° 120, 200, et les chiffres correspondent plus grand diamètre cône métrique.
Un cône d'outil est une tige conique d'un outil de coupe et un trou conique dans une broche ou une poupée de même diamètre. Sa fonction est de changer rapidement l'outil de coupe et de maintenir une grande précision de centrage et de serrage.
Il est principalement utilisé dans les machines CNC, car il élimine un certain nombre d'inconvénients du cône Morse conventionnel.
Avantages :
- le coincement des tiges dans la broche est beaucoup moins important ;
- tailles plus petites;
- arrêt amélioré le long de l'axe;
- facilité de fixation;
- changement automatique de l'outil de coupe.
Aujourd'hui, les cônes Morse sont fabriqués conformément aux normes internationales ISO et DIN. En Russie, le système de normalisation combine en une seule classe uniquement des cônes Morse, ainsi que des cônes métriques et instrumentaux. Des informations à leur sujet peuvent être obtenues auprès de GOST 25557-82. La situation avec un seul GOST s'est développée du fait que les cônes Morse sont très populaires dans notre État depuis l'époque de l'URSS, et parallèlement à cela, de nombreux nouveaux sont apparus.
Télécharger GOST 25557-82
Les cônes Morse sont divisés en 8 catégories. A l'étranger, ce sont MT0, MT1, MT2, MT3, MT4, MT5, MT6, MT7. En Allemagne, même numérotation, mais désignation de la lettre MK. Dans notre pays et dans l'espace post-soviétique, KM0, KM1, KM2, KM3, KM4, KM5, KM6 et n°80.
Comme le temps l'a montré, certains cônes Morse fabriqués à l'étranger ne sont pas pratiques à utiliser en raison de grande longueur. Pour ce cas, une série de produits raccourcis a été développée, ayant 9 tailles.
Les meilleures variétés de cônes aujourd'hui
Aujourd'hui, les cônes Morse de HSK, Capto et Kennametal sont particulièrement populaires en raison de leur qualité. La bonne résistance aux changements de température et le respect des exigences strictes de l'industrie des machines-outils ont fait des cônes Morse de ces marques des leaders du marché.
Les HSK sont des instruments creux avec une conicité de 1:10. Ils sont désignés par une lettre de l'alphabet latin et un chiffre indiquant le plus grand diamètre de la bride. Caractéristique principale de tels produits est un changement d'outil rapide, ce qui est très important dans les machines CNC.
Les cônes de l'outil Capto correspondent standard international ISO et sont des produits de haute qualité. Les produits sont chers en raison de la complexité de la fabrication, mais une grande précision minimisera les défauts de production lors de l'utilisation de ces outils sur des machines-outils. La caractéristique de conception ne leur permet pas de tourner pendant le fonctionnement de la machine, un auto-blocage se produit. La rigidité de la connexion des produits de la société Capto est leur principal avantage par rapport aux autres concurrents
Les produits Kennametal sont moins courants, mais tout aussi adaptés à leur destination.
Les produits de B&S, Jacobs et Jarno sont distribués principalement aux États-Unis, car ils n'ont pas la confirmation des normes internationales et sont créés en conséquence pour le marché américain, où ils sont très demandés.
Bridgerport Machines a développé le R8 pour les pinces de serrage sur son équipement. Mais ensuite, l'invention a été finalisée et lancée sur le marché international. L'efficacité de cet outil a fait sensation à l'époque et toutes sortes d'analogues ont commencé à apparaître. A ce jour, la société ne produit qu'un seul type d'exécution d'un tel mécanisme.
Le cône d'outil 7:24 est largement utilisé dans les machines CNC, où le changement d'outil est automatique. Étant instrumental, il présente un certain nombre d'avantages par rapport à l'habituel et est donc si populaire dans l'industrie des machines-outils. Il en existe de nombreuses variétés. De nombreux pays ont développé leurs propres normes pour cela, et donc entre eux des modèles 7:24 de différents fabricants ne se remplacent pas.
Le cône 1:50 est également largement applicable dans l'industrie mécanique, si vous avez besoin de fixer en plus deux produits avec Connexion filetée. Pour ce faire, le modèle 1:50 a des broches spéciales qui doivent être insérées dans les pièces, après avoir préalablement percé des trous aux endroits appropriés.
Informations de base sur les tiges et leur désignation
Il existe plusieurs types d'exécution du cône d'outil. Il peut contenir du fil, du pied ou s'en passer.
Un filetage peut être coupé à son extrémité, qui sert à fixer l'outil sur la broche à l'aide d'une poulie. Il s'agit d'une tige spéciale qui empêche l'outil de tomber. De plus, avec son aide, le produit peut être retiré s'il est accidentellement coincé dans la broche.
Si la tige est fabriquée avec un pied, elle maintient l'outil dans la broche car il est fixé dans une rainure spéciale. Le pied a deux objectifs, avec son aide, il est plus facile de sortir le produit de la broche, et il crée également une fixation rigide et il n'y aura pas de rotation.
Vous pouvez également trouver une version avec plusieurs rainures et trous. Ils ont des profondeurs et des tailles différentes. Leur tâche est d'amener le fluide de coupe à l'outil de coupe.
Les queues d'outils sont divers modèles et sont identifiés par un code alphabétique. Ci-dessous leur décodage :
- BI - interne, il y a une rainure;
- BE - externe, il y a un pied;
- AI - interne, il y a un trou le long de l'axe ;
- AE - externe, il y a un trou le long de l'axe avec un filetage;
- BIK - interne, il y a une rainure et un trou pour l'alimentation;
- VEK - externe, il y a un pied et un trou pour l'alimentation en liquide de refroidissement;
- AIK - interne, contient des trous le long de l'axe et pour l'alimentation en liquide de refroidissement;
- AEK - externe, contient un trou le long de l'axe avec un filetage et un trou pour l'alimentation en liquide de refroidissement.
Externe et interne correspondent à leurs noms. Selon l'outil utilisé, vous devez choisir la version externe ou interne.
Cônes morse courts
Dans certaines situations, les dimensions du cône Morse sont trop grandes et dans ce cas, des versions raccourcies doivent être utilisées.
Les noms ci-dessous indiquent que le cône a été raccourci :
- B7 - jusqu'à 14 mm;
- B10 - jusqu'à 18 mm;
- B12 - jusqu'à 22 mm;
- B16 - jusqu'à 24 mm;
- B18 - jusqu'à 32 mm;
- B22 - jusqu'à 45 mm;
- B24 - jusqu'à 55 mm;
- B32 - jusqu'à 57 mm;
- B45 - jusqu'à 71 mm;
Le nombre dans le nom informe sur la taille du diamètre de la nouvelle partie du cône. Des données détaillées peuvent être extraites du GOST correspondant.
Pour réduire la gamme d'outils utilisés dans les équipements industriels de travail des métaux, une variété d'adaptateurs sont produits d'un cône à l'autre - pour un outil à tige conique, ainsi qu'un alésage de broche conique.
Type d'adaptateur " cône extérieur- cône intérieur" est appelé manchon adaptateur. Un adaptateur de type "cône extérieur - cône extérieur" est appelé mandrin adaptateur
.douilles coniques 7:24
Le champ d'application principal du cône d'outil 7:24 concerne les machines CNC équipées d'un changeur d'outils automatique. Ce type Le cône est dépourvu du principal inconvénient inhérent au cône Morse, qui est fixé par auto-blocage, ce qui est difficile pour mise en place automatique dans la broche de la machine. De plus, le cône 7:24 a zone plus grande butée axiale affectant la précision de l'installation, possibilité de remplacer les poulies conçues pour le serrage et la fixation dans la broche par un mécanisme spécial.
Douilles de serrage avec cône Morse
Ces cônes sont fabriqués selon les normes Morse (Stephen A. Morse - inventeur américain du 19e siècle).
Les cônes standard de ce type ont plusieurs tailles correspondantes, qui sont indiquées par les chiffres 0,1,2,3,4,5,6. La sélection du nombre de bagues d'adaptation est effectuée en fonction des nombres qui ont le cône de l'outil de coupe.
La fixation de la tige conique dans le trou de broche spécialement prévu est obtenue grâce à l'action de la force de frottement qui se produit entre les surfaces coniques. Apporter haute précision centrage de l'outil, et également fournir son changement rapide - à l'aide d'une cale spéciale.
Les manchons adaptateurs Morse sont disponibles en deux versions : court et long.
Douilles de réduction avec cône HSK
Le cône HSK (de l'allemand Hohlschaftkegel, cône creux) est utilisé dans les centres d'usinage de fraisage et de tournage-fraisage. Cône 1:10.
Le cône HSK a plusieurs variétés constructives brides, désignées par les lettres A, B, C, D, E, F. La taille du cône est indiquée par le plus grand diamètre de la bride en mm (de 25 à 160).
Les principaux avantages de la connexion HSK : changement d'outil rapide et automatique (ce qui est très important dans les centres d'usinage CNC), poids léger, possibilité d'installer des outils de tournage dans la broche, bonne répétabilité, rigidité. En règle générale, les fraises carrées standard sont montées dans un mandrin intermédiaire spécial, qui, à son tour, a un cône HSK. Mais parfois, des fraises à queue HSK sont également utilisées.
Douilles de serrage avec cône R8
Le cône R8 est conçu par Bridgeport Machines pour leur équipement. Il a été créé spécifiquement pour les pinces à pinces, plus tard il a commencé à être utilisé comme cône d'outil. Il n'y a qu'une seule taille.
NORME INTER-ÉTATS
QUEUES D'OUTILS AVEC CÔNE 7:24
Édition officielle
CONSEIL INTER-ÉTATS POUR LA NORMALISATION. MÉTROLOGIE ET CERTIFICATION Minsk
Avant-propos
1 DÉVELOPPÉ par Gosstandart de Russie
INTRODUIT par le Secrétariat technique du Conseil inter-États pour la normalisation, la métrologie et la certification
2 ADOPTÉE par le Conseil interétatique de normalisation,
3. La norme est conforme à la norme internationale ISO 297-88 pour les queues d'outils coniques 7:24 et entièrement conforme à la norme ISO 7388-1-83
Version 1
Déviation maximale de la position du plan principal.
/ - avion principal ; 2 - zone de fixation des outils
Dimensions pour référence
Les dimensions sont conformes à la norme ISO 297-88. sauf pour les tailles.
|
Tableau 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
entre parenthèses (voir annexe) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Remarques:
1. Dimensions entre parenthèses pour les machines conçues avant le 01/01/94.
2. Les cotes a, D 2 , / s'appliquent aux outils pour lesquels une pince est prévue sur la face avant de la bride.
3. Rainure pour la sortie de la meule - selon GOST 8820. Il est permis de fabriquer des tiges sans rainure pour la sortie de la meule entre le diamètre de base et la bride. Dans ce cas, le diamètre de la surface de transition cylindrique D^=D ~0,5.
4. En accord avec le consommateur, il est permis d'augmenter la taille D t à des valeurs égal au diamètre surface extérieure de l'extrémité de la broche selon GOST 30064-93.
* Déviation maximale de la position du plan principal.
** Les dimensions définissent l'espace de préhension de l'outil.
|
Dimensions de la tige selon ISO 7388-1-83 (voir annexe).
Remarques:
1. Le diamètre de la partie cylindrique /) 5 doit satisfaire la relation suivante :
Entre le diamètre de base et la bride, faites une rainure pour la sortie de la meule en profondeur selon GOST 8820. Largeur de rainure pour cônes 30 et 40-1,6 mm. pour cônes 45 et 50-3,0 mm ;
Une augmentation de la taille / sous réserve du respect du rapport, tandis que les rainures pour la clé d'une largeur b peuvent être non traversantes avec côtés parallèles longueur au moins / 44
Remarques:
1. Rainure pour la sortie de la meule - selon GOST 8820.
2. En accord avec le consommateur, il est permis :
Entre le diamètre de la base et la bride, faites une rainure pour la sortie de la meule avec une profondeur selon GOST 8820, la largeur de la rainure pour les cônes 30 et 40 est de 1,6 mm, pour les cônes 45 et 50 - 3,0 we;
Augmenter la taille / à une valeur n'excédant pas : / + L, tandis que les rainures pour la clé d'une largeur b peuvent être réalisées non traversantes avec des côtés parallèles d'une longueur d'au moins / ;
Faire une rainure avec la taille / a.
3. Les dimensions et la forme du trou central doivent correspondre à celles indiquées sur la Fig. 4 et dans le tableau. quatre.
4. Écarts limites indéterminés des dimensions : H14, N4, IT 14
5. Le degré de précision des cônes AT4, AT5, les tolérances d'angle et de forme du cône - selon GOST 19860. L'écart de l'angle du cône par rapport à la valeur nominale doit être dans le "plus".
6. Dureté de surface de la partie conique des tiges - 51 ... 57 HRC,.
ANGLES NORMAUX
(GOST 8908-81)
Le tableau ne s'applique pas aux dimensions angulaires des cônes. Lors du choix des coins, la 1ère rangée doit être préférée à la 2ème, et la 2ème à la 3ème.
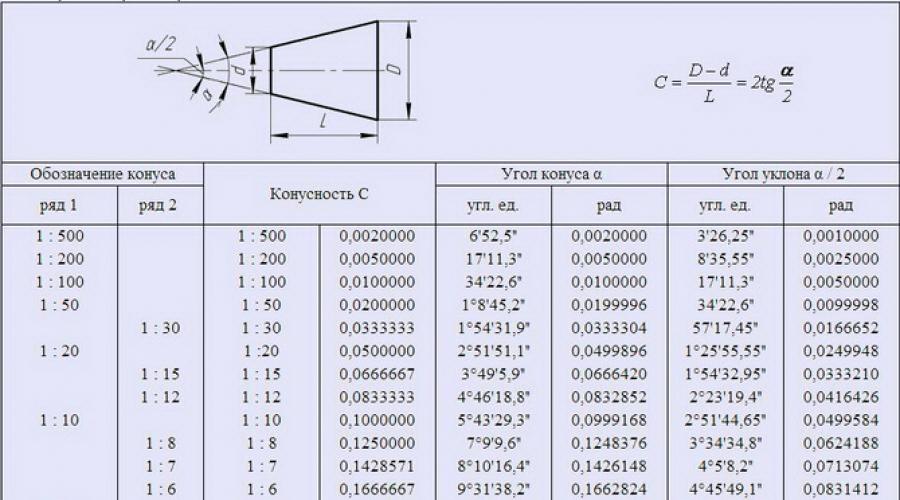
TONS NORMAUX et ANGLES DE CONE
(GOST 8593-81)
La norme s'applique aux conicités et aux angles de conicité des pièces coniques lisses.

Remarque. Les valeurs de conicité ou d'angle de conicité indiquées dans la colonne "Désignation du cône" sont prises comme valeurs initiales lors du calcul d'autres valeurs données dans le tableau. Lors du choix des cônes ou des angles de cône, la rangée 1 doit être préférée à la rangée 2.
CÔNES À OUTILS COURTS
(GOST 9953-82)
La norme s'applique aux cônes d'outil Morse raccourcis.

*z - le plus grand écart admissible de la position du plan principal dans lequel se trouve le diamètre D par rapport à la position théorique.
** dimensions pour référence.
| Désignation cônes | Cône Morser | ré | D1 | ré | d1 | l 1 | l 2 | un, Pas plus | b | c | ||||
| B7 | 0 | 7,067 | 7,2 | 6,5 | 6,8 | 11,0 | 14,0 | 3,0 | 3,0 | 0,5 | ||||
| B10 B12 | 1 | 10,094 12,065 | 10,3 12,2 | 9,4 11,1 | 9,8 11,5 | 14,5 18,5 | 18,0 22,0 | 3,5 3,5 | 3,5 3,5 | 1,0 1,0 |
||||
| B16 B18 | 2 | 15,733 17,780 | 16,8 18,0 | 14,5 16,2 | 15,0 16,8 | 24,0 32,0 | 29,0 37,0 | 5,0 5,0 | 4,0 4,0 | 1,5 1,5 |
||||
| B22 B24 | 3 | 21,793 23,825 | 22,0 24,1 | 19,8 21,3 | 20,5 22,0 | 40,5 50,5 | 45,5 55,5 | 5,0 5,0 | 4,5 4,5 | 2,0 2,0 |
||||
| B32 | 4 | 31,267 | 31,6 | 28,6 | - | 51,0 | 57,5 | 6,5 | - | 2,0 | ||||
| B45 | 5 | 44,399 | 44,7 | 41,0 | - | 64,5 | 71,0 | 6,5 | - | 2,0 | ||||
| Les cotes D 1 et d sont théoriques, résultant respectivement du diamètre D et des cotes nominales a et l 1 | ||||||||||||||
TON DES CÔNES EXTÉRIEURS ET INTERNES
ET CÔNES AVEC TROU FILETÉ

CÔNES À OUTILS MORSE ET MÉTRIQUES EXTERNES
(GOST 25557-2006)

| Taper cônes | Métrique | Morser | Métrique | |||||||||||
| Symbole | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 |
| ré | 4,0 | 6,0 | 9,045 | 9,065 | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 | 80 | 100 | 120 | 160 | 200 |
| D1 | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 |
| ré* | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143 | 179,4 |
| d1 | - | - | - | M6 | M10 | M12 | M16 | M20 | M24 | M30 | M36 | M36 | M48 | M48 |
| d4 maximum | 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 |
| je min | - | - | - | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 |
| l 1 | 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 |
| l 2 | 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 |
| l 11 | - | - | - | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | - | - | - | - | - |
| * - taille pour référence. - l'angle des cônes Morse n° 0-n° 5 correspond à l'angle des cônes Morse raccourcis ; #6 - 1:19.180 = 0.05214 - angle des cônes métriques - 1:20 = 0,05. |
||||||||||||||
Le profil du trou fileté correspond au trou de la forme centrale R au GOST GOST 14034-74.
Dans GOST 25557-2006, toutes les dimensions du trou central sont données dans le tableau général. La norme définit également les dimensions des rainures et des trous nécessaires à la construction des cônes dans le cas de fluide de coupe (liquide de refroidissement) à travers l'outil.
Selon la conception, la tige de l'outil peut avoir la désignation correspondante :
BI- cône intérieur avec rainure ;
ÊTRE- cône extérieur avec pied ;
IA- cône intérieur avec un trou le long de l'axe ;
AE- cône externe avec un trou fileté le long de l'axe ;
BIK- un cône interne avec une rainure et un trou pour l'alimentation en liquide de refroidissement ;
SIÈCLE- cône extérieur avec un pied et un trou pour l'alimentation en liquide de refroidissement ;
AIK- un cône interne avec un trou le long de l'axe et un trou pour l'alimentation en liquide de refroidissement ;
AEK- un cône extérieur avec un trou fileté le long de l'axe et un trou pour l'alimentation en liquide de refroidissement.
CÔNES À OUTILS MORSE ET MÉTRIQUES INTERNES
(GOST 25557-2006)

CÔNES INTERNES ET EXTERNES 7:24
(GOST 15945-82)

Tolérances des cônes internes et externes 7:24 selon GOST 19860-93.
CÔNES À OUTILS
Déviations limites de l'angle du cône et tolérances de la forme des cônes
(GOST 2848-75)
Le degré de précision des cônes d'outils est indiqué par la tolérance de l'angle du cône d'un degré de précision donné conformément à GOST 8908-81 et est déterminé limiter les écarts l'angle du cône et les tolérances de la forme de la surface du cône, dont les valeurs numériques sont indiquées ci-dessous.

Remarques :
1. Écarts de l'angle du cône par rapport à la taille nominale, en plaçant en "plus" - pour les cônes externes, en "moins" - pour les cônes internes.
2. GOST 2848-75 pour les cônes externes prévoit également les niveaux de précision AT4 et AT5. Les tolérances selon GOST 2848-75 s'appliquent aux cônes d'outils selon GOST 25557-2006 et GOST 9953-82.
Exemple de désignation de cône Morse 3, degré de précision AT8 :
Morse 3 AT8 GOST 25557-2006
Le même cône métrique 160, degré de précision AT7 :
Mètre. 160 AT7GOST 25557-2006
Le même cône raccourci B18, degré de précision AT6 :
Morse B18 AT6 GOST 9953-82
Documents connexes:
GOST 2848-75 : Cônes d'outils. Tolérances. Méthodes et moyens de contrôle
GOST 7343-72 : Cônes d'outil avec conicité 1:10 et 1:7. Dimensions
GOST 10079-71 : Alésoirs coniques à queue conique pour cônes Morse. Conception et dimensions
GOST 22774-77 : Cônes et tubes de meulage. Types et tailles
GOST 25548-82 : Normes de base d'interchangeabilité. Cônes et connexions coniques. Termes et définitions
Et l'exécution.
Cône morse et cône métrique
Le cône Morse est l'un des porte-outils les plus utilisés. Introduit par Stephen A. Morse vers 1864.
Le cône Morse est divisé en huit tailles, de KM0 avant KM7(Anglais MT0-MT7, Allemand MK0-MK7). Cône de 1:19.002 à 1:20.047 (angle de conicité de 2°51'26" à 3°00'52", pente de conicité de 1°25'43" à 1°30'26") selon la taille.
Cône métrique
Au fur et à mesure que l'industrie de la machine-outil se développait, il était nécessaire d'élargir la gamme de tailles de cônes Morse à la fois vers le haut et vers le bas. En même temps, pour les nouvelles tailles de cône, nous avons choisi une conicité d'exactement 1:20 (l'angle du cône est de 2°51'51", la pente du cône est de 1°25'56") et les avons nommés cônes métriques(eng. Cône métrique). La taille des cônes métriques est indiquée par le plus grand diamètre du cône en millimètres. GOST 25557-2006 définit également les cônes métriques réduits n ° 4 et n ° 6 (anglais ME4, ME6) et les grands cônes métriques n ° 80, 100, 120, 160, 200 (anglais ME80 - ME200).
Il n'y a pas de différences structurelles entre le cône Morse et le cône métrique.
| Désignation du cône | Cône | ré | D1 | ré | d1 | d2 | j 3 max | d4max | d5 | l 1max | l 2 max | l 3max | l 4max | l 5 minutes | l 6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Métrique | № 4 | 1:20 | 4 | 4,1 | 2,9 | - | - | - | 2,5 | 3 | 23 | 25 | - | - | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | - | - | - | 4 | 4,6 | 32 | 35 | - | - | 34 | 29 | |
| Morser | KM0 | 1:19,212 | 9,045 | 9,2 | 6,4 | - | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| KM1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| KM2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| KM3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| KM4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| KM5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| KM6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| KM7 | 1:19,231 | 83,058 | - | 285.75 | 294.1 | |||||||||||
| Métrique | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
Cône Morse court
Pour de nombreuses applications, la longueur du cône Morse s'est avérée excessive. Par conséquent, neuf tailles de cônes Morse raccourcis ont été inventées, obtenues en supprimant la partie la plus épaisse du cône Morse. Le nombre dans la désignation du cône court est le diamètre de la nouvelle partie épaisse du cône en mm. Standard russe pour les cônes raccourcis GOST 9953-82 "Cônes d'outils raccourcis. Dimensions principales.
- B7- raccourci à 14 mm KM0.
- B10, B12- raccourci à 18 et 22 mm respectivement KM1.
- B16, B18- raccourci à 24 et 32 mm respectivement KM2.
- B22, B24- raccourci à 45 et 55 mm respectivement KM3.
- B32- raccourci à 57 mm KM4.
- B45- raccourci à 71 mm KM5.