مته وات برای حفاری سوراخ های مربع: توضیحات، ابعاد. حفاری سوراخ مربع نحوه استفاده از مته سوراخ مربعی
مستطیل چهار ضلعی است که شکلی است با زاویه و اضلاع مساوی با یکدیگر. کلمه " مربع"از کلمه یونانی آمده است" quadratus"، که ترجمه شده به معنی -" چهار گوش».
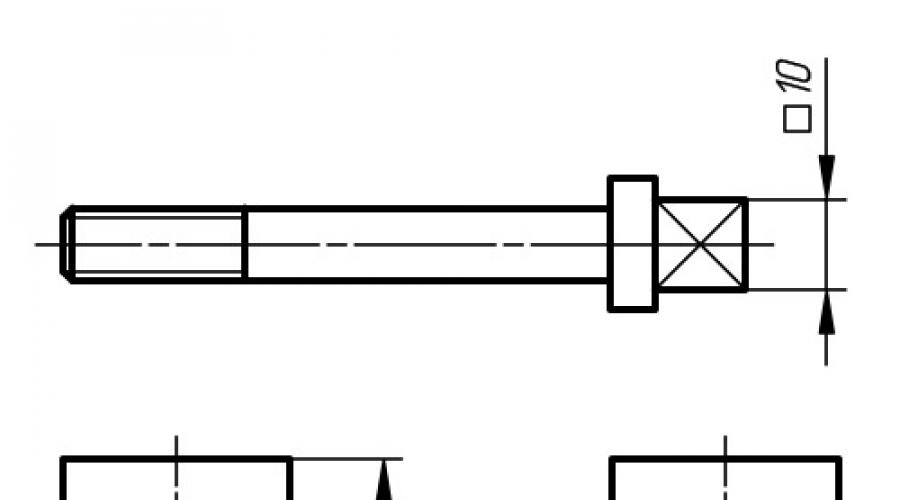
در نقشه های فنیدیدن قطعات یا قسمت هایی از آن که دارای سطح مقطع مربع هستند غیر معمول نیست. برای کاهش تعداد کل خطوط ابعاد در نقاشی، در این مورد، از علامت ویژه " " استفاده می شود، به این معنی که این اندازه یکی از اضلاع مربع است و اندازه فقط در اینجا نشان داده شده است. ارتفاع علامت با توجه به ارتفاع اعداد بعدی انتخاب می شود.

تعیین قسمت مربعی محصول
مناطق قطعاتبا داشتن مقطع مربعی، اغلب می توان بر روی عناصر بست ابزارهای کمکی و برش یافت. پیچ و مهره های نصب، که در این مورد استفاده می شود، در فواصل زمانی تعیین شده توسط فرآیند فناوری، تأثیرات مکانیکی قابل توجهی را وارد می کند.
معاون ماشین، که برای نصب بر روی دستگاه های برش فلز در نظر گرفته شده است، مجهز به پیچ برقی هستند که در یک سر آن مقطع مربعی وجود دارد. این کار به این منظور انجام شد که دسته کلاهکی که بر این اساس دارای سوراخی با سطح مقطع مربع است، آزادانه برداشته شده و روی آن قرار داده شود و امکان تغییر موقعیت زاویه ای آن فراهم شود. بار اعمال شده به مکانیسم های معاون نیز بسیار قابل توجه است.
همانطور که می دانید بخش قابل توجهی از قطعات دوار بر روی ماشین های تراشکاری ساخته می شود. به منظور بستن یک قطعه یا قطعه کار برای ماشینکاری بعدی، از چاک های مخصوص خود مرکزی استفاده می شود. رایج ترین آنها چاک های سه فک هستند، اما چاک های چهار فک نیز وجود دارند که به هر حال، می توانید قطعات مربعی یا خالی از محصولات نورد مربوطه را ببندید. مربع را می توان در دو چاک فکی نیز گیره داد و مانند چهار چاک فکی، حرکت فک ها را بسته به نوع آن می توان به طور مستقل یا با استفاده از مکانیزم خاصی بر اساس " انجام داد. مارپیچ ارشمیدسی"، که به شما امکان می دهد عناصر گیره را به طور همزمان حرکت دهید. حتی چاک های شش فک نیز وجود دارد که همه آنها با این واقعیت متحد می شوند که برای بستن قطعه از یک کلید با سر مربع استفاده می شود.
طراحی یک شیر آب سنتی شامل یک عنصر کنترل تامین آب مانند میله است. در یک انتهای میله یک قسمت مربعی وجود دارد که یک دسته با سوراخ مربعی روی آن نصب شده است. تلاش ها در اینجا خیلی زیاد نیست، اما، با این وجود، استفاده از شش ضلعی در اینجا مناسب نیست (در حین کار، زوایای بین لبه ها ممکن است به سادگی فرو بریزند).
سوراخهای مربعی، بر خلاف سوراخهای گرد، بیشترین کار را برای ساخت دارند. معمولاً آنها آسیاب می شوند ، کشیده می شوند ، از سیستم عامل ویژه استفاده می شود ، روی دستگاه شکاف تسریع می شود و غیره. فناوری هایی مانند - برش لیزرییا ماشینکاری تخلیه الکتریکی، اجازه می دهد عناصر توخالی از این نوع کم و بیش سریع پردازش شوند.
با این حال، راه عجیب و غریب دیگری نیز وجود دارد. ما در مورد حفاری با استفاده از یک ابزار خاص صحبت می کنیم. این روش بر اساس مسیر حرکت است. مثلث رئولو"، به نام مخترع و مهندس مکانیک آلمانی فرانتس رولو، که در قرن نوزدهم و اوایل قرن بیستم زندگی می کرد، که مدت ها مدرس آکادمی سلطنتی فناوری برلین بود و در نهایت رئیس آن شد. سطح مقطع مته شبیه به اصطلاح " مثلث رئولو"، که اضلاع آن مانند یک قطعه معمولی، بخش های مستقیم نیستند، بلکه کمان هایی با همان اندازه و شعاع هستند. اگر در حین حفاری، با استفاده از وسیله ای خاص، محور این ابزار را در مسیر خاصی حرکت دهید، در نهایت با یک سوراخ مربعی با گوشه های کمی گرد مواجه خواهید شد.
هر کسی می تواند این کار را در موادی با هر چگالی انجام دهد. اما اگر به یک سوراخ مربعی نیاز دارید چه؟ برای بسیاری از مردم، حفاری مربعی بر روی چوب نرم و انعطاف پذیر یا روی یک قطعه فلز بادوام غیرممکن است. مته Watts با این کار دشوار کنار می آید.
تاریخ با هندسه
حتی امروزه نیز برای به دست آوردن یک سوراخ مربعی، صنعتگران یک سوراخ گرد با قطر مناسب سوراخ می کنند و با ابزار مخصوص گوشه ها را سوراخ می کنند. این عملیات را می توان بسیار سریعتر و آسان تر با مته وات مربع انجام داد. اساس طراحی آن مثلث Reuleaux است - شکلی که از تقاطع سه دایره یکسان تشکیل شده است. شعاع این دایره ها برابر با ضلع یک مثلث منتظم است و رئوس آن مرکز دایره ها هستند.
این شکل نام دانشمند آلمانی Franz Reuleaux را دارد، زیرا او اولین کسی بود که خواص مثلث حاصل را با جزئیات مطالعه کرد و آنها را در اختراعات خود به کار برد. با این حال، هندسه مثلث Reuleaux به شکل پنجره در ساخت کلیسای بانوی ما در بروژ در قرن سیزدهم استفاده شد. در آغاز قرن شانزدهم، لئوناردو داوینچی "نقشه جهان" را بر روی چهار مثلث Reuleaux ترسیم کرد. این رقم در دست نوشته های او و کدکس مادرید آمده است. در قرن 18، یک مثلث ساخته شده از کمان های مساوی از سه دایره توسط ریاضیدان معروف لئونارد اویلر نشان داده شد. در سال 1916، یک مهندس انگلیسی که در ایالات متحده آمریکا کار می کرد، هری واتس، یک برش برای سوراخ های مربعی در یک چاک "شناور" ساخت و ثبت اختراع کرد.
ویژگی های مته Watts
یک اختراع منحصر به فرد به دست آوردن سوراخ هایی با شکل تقریباً منظم امکان پذیر است: گوشه های مربع با شعاع کوچک گرد شده اند. مساحت خام یک سوراخ مربعی بیش از 2٪ نیست. یکی از ویژگیهای متمایز مته مثلثی Watts این است که هنگام چرخش، مرکز آن یک منحنی بیضی شکل قوسی شکل را توصیف میکند، نه اینکه مانند یک مته پیچشی سنتی ثابت بماند. با این حرکت، رئوس مثلث مربعی با اضلاع موازی و کاملاً مستقیم ترسیم می کنند. چاک برای چنین برش دارای طراحی اصلی است که مانع حرکت نمی شود.
ساختار مته برای سوراخ های مربعی
هنگامی که براده ها تشکیل می شوند، کاتر باید شیارهایی برای برداشتن آنها داشته باشد. مشخصات قسمت کار مته Watts یک مثلث Reuleaux است که سه نیمه بیضی از آن بریده شده است.

این طرح با شیارهایی برای براده برداری 3 مشکل را به طور همزمان حل می کند:
- اینرسی مته کاهش می یابد.
- توانایی برش مته افزایش می یابد.
به طور معمول، سوراخ های مربعی بر روی ماشین های تراش یا فرز ایجاد می شود. برای استفاده خانگی از یک برش مربع، سازندگان قاب های بالای سر را ارائه می دهند که به چاک درایو کاردان متصل می شود و حرکات غیر عادی را به ابزار برش می دهد. عمق سوراخ مطابق با ضخامت قاب است.
فولاد مته
امروزه مته های باکیفیت که به سرعت و برای مدت طولانی کار می کنند از گریدهای فولادی با آلیاژ بالا ساخته می شوند. در ترکیب خود، چنین آلیاژهایی حاوی بیش از 10٪ مواد افزودنی آلیاژی مانند تنگستن، کروم، وانادیم و مولیبدن هستند. درصدهای مختلف عناصر و روش های مختلف سخت شدن فولاد آلیاژهایی را تشکیل می دهند که از نظر سطح سختی، چقرمگی، مقاومت در برابر ضربه، هزینه و سایر مشخصات متفاوت هستند.

مته های فلزی به دلایل مختلفی پرمصرف ترین مواد مصرفی الکتریکی هستند:
- محصولات فلزی اغلب به سوراخ هایی برای اتصال نیاز دارند: اتصالات رزوه ای، پرچ ها و انواع دیگر اتصالات.
- هنگام کار با مواد نرم تری مانند چوب نیز می توان از مته های فلزی استفاده کرد.
- تکنولوژی تولید این نوع محصولات مشابه اصول تولید دریل برای کاربردهای مختلف است.
در روسیه و بسیاری از کشورهای دیگر، بیشترین تقاضا برای مته های ساخته شده از فولاد پرسرعت R6M5 است که حاوی تنگستن و مولیبدن است. هنگامی که کبالت به آلیاژ اضافه می شود یا مته ها با کندوپاش تیتانیوم-نیترید خنک کننده پوشش داده می شوند، استحکام و قیمت محصولات به طور قابل توجهی افزایش می یابد.
برای محصولات فلزی
مته های فلزی برای ایجاد سوراخ در محصولات ساخته شده از برنز، چدن، مس، فولاد با درجات مختلف، سرم و مواد دیگر استفاده می شود. برای حفاری فولاد سخت، سخت برش، محصولات با مقاومت بالا با افزودن کبالت استفاده می شود. در حین کار، تراشه ها در امتداد دو شیار طولی تخلیه می شوند. بر اساس شکل دم، این سازها به سه نوع تقسیم می شوند:
- شش ضلعی،
- مخروطی،
- استوانه ای

یک مته فلزی با یک ساقه مخروطی در هنگام استفاده مستقیماً در دستگاه قرار می گیرد. یک چاک مخصوص برای ساق های شش گوش و استوانه ای مورد نیاز است.
تعاریف کیفیت بر اساس رنگ
کیفیت مته برای هر ماده در درجه اول با رنگ آن تعیین می شود:
- ابزارهای افزایش مقاومت در برابر سایش سیاه رنگ هستند، زیرا در مرحله نهایی تولید با بخار درمان می شوند.
- محصولات عملیات حرارتی هیچ تنش داخلی ندارند، در برابر دماهای بالا بسیار مقاوم هستند و هنگام کار با فولادهای کاربید تغییر شکل نمی دهند. این مته ها رنگ کمی طلایی دارند.
- با کیفیت ترین و بادوام ترین ها رنگ طلایی روشنی دارند. آنها با نیترید تیتانیوم کاهنده اصطکاک پوشیده شده اند.
- مته های خاکستری تصفیه نشده معمولی کمترین عمر مفید و کمترین قیمت را دارند.
محدوده اندازه
اندازه های کاری مته های فلزی توسط تولید کنندگان مدرن در طیف گسترده ای ارائه شده است. GOST تقسیم چنین محصولاتی را به انواع مطابق با اندازه های خاص فراهم می کند.

مته های فلزی به چند دسته تقسیم می شوند:
GOST 4010-77، 886-77 و 10902-77 طبقه بندی مته ها را بر اساس طول و قطر تنظیم می کند.
نحوه انتخاب مته برای شیشه یا سرامیک
صنعتگران حرفه ای در مجموعه خود مته هایی برای هر ماده دارند: آجر و بتن، فلز و پلاستیک، مته الماس برای شیشه و سرامیک. شیشه یک ماده بسیار دمدمی مزاج است و نیاز به استفاده از مته با کیفیت و بادوام دارد. سطوح شیشه ای و سرامیکی را می توان با مته های روکش الماس در انتهای کار ماشین کاری کرد. کیفیت چنین محصولاتی با روش ساخت آنها تعیین می شود. نازک ترین و ارزان ترین مته ها با استفاده از روش گالوانیکی ساخته می شوند. ابزارهای قوی تری با استفاده از فرآیند پودر تولید می شوند. آنها با دوام و پایداری متمایز می شوند. مته های نسبتاً ارزان و با استحکام بالا با افزایش سایندگی با استفاده از روش مدرن خلاء تولید می شوند.

برای سوراخ کردن یک سطح شیشه ای، باید مهارت های خوبی داشته باشید. این فرآیند طولانی و پر دردسر به آرامی و با حداکثر سرعت بدون فشار و تنها با مته الماسی که کاملاً به صورت عمودی نصب شده است انجام می شود. سوراخ باید دائماً با آب مرطوب شود تا خنک شود. این عمل بیشتر شبیه خراشیدن سوراخ با دانه های الماس است.
اگر ابزار و مته های لازم با اندازه مناسب را در دسترس داشته باشید، هر کار تعمیری به سرعت و کارآمد انجام می شود.
به عنوان یک قاعده، مشکلات مربوط به تشکیل سوراخ های گرد در فلز ایجاد نمی شود. امروزه می توانید تعداد زیادی مته را در فروش پیدا کنید، برخی از آنها را می توان برای تشکیل مربع یا مستطیل استفاده کرد. برای رفع این مشکل از دستگاه های خاصی نیز استفاده می شود.
مته یا کاتر
سوراخ های مربعی اغلب با استفاده از فرز به دست می آیند. این نوع ابزار بسیار گسترده شده است، اما در برخی موارد با استفاده از مته سوراخ های مربعی شکل در فلز ایجاد می شود. اجازه دهید نکات زیر را به عنوان مثال در نظر بگیریم:
- کار به ندرت انجام می شود، بنابراین باید با خرید ابزارهای خاص هزینه ها را کاهش دهید. دستگاه های فرز بسیار گران تر هستند.
- منطقه پردازش کوچک شکل هندسی کاترهای معمولی محدودیت هایی را در حداقل اندازه آنها تعیین می کند.
- شما باید یک سوراخ از طریق فلز با ضخامت زیاد ایجاد کنید.

علاوه بر این، برش ها در ماشین آلات نصب می شوند که گران هستند، اما تجهیزات معمولی برای حفاری مناسب نیستند. این به این دلیل است که مته باید در مسیر خاصی حرکت کند.
طراحی و اصل عملیات
مته سوراخ مربعی Watts بر اساس شکل مثلث Reuleaux است. از جمله ویژگی ها عبارتند از:
- قسمت کار مته با تشکیل ناحیه تقاطع سه دایره مساوی با یک شکل خاص تشکیل می شود.
- اگر چندین خط مرجع موازی را در نزدیکی مثلث های قسمت کار مته قرار دهید، فاصله بین آنها یکسان خواهد بود.
- در حین کار، محور مته باید در یک مسیر مشخص حرکت کند و در نتیجه مربع یا مستطیل ایجاد شود.

شایان ذکر است که مستطیل یا مربع حاصل دارای گوشه های کمی گرد است. دستگاه های حفاری سوراخ های مربع وات نباید حرکت چاک را با مته محدود کنند، در غیر این صورت نمی توان شکل مورد نظر را به دست آورد. اصول عملیاتی و طراحی تجهیزات توصیه شده به شما امکان می دهد خودتان آن را با استفاده از مواد ضایعاتی ایجاد کنید.
روش های جایگزین برای ایجاد سوراخ های مربعی
تولید کمان شعاع منجر به کاهش قابل توجه کیفیت محصول حاصل می شود. به همین دلیل است که امکان استفاده از روش های دیگر برای به دست آوردن یک سوراخ مربع اغلب در نظر گرفته می شود:
- امروزه سیستم های لیزر به طور گسترده ای مورد استفاده قرار می گیرند. آنها می توانند برای پردازش در امتداد یک مسیر معین استفاده شوند، هنگامی که پرتو متمرکز است، فلز گرم می شود، به همین دلیل سطح مورد نیاز تشکیل می شود.
- روش مهر زنی برای مدت طولانی مورد استفاده قرار گرفته است. این شامل استفاده از تجهیزات ویژه ای است که قادر به اعمال فشار زیاد بر روی ورق و سایر قطعات کار است. عیب این روش هزینه بالای تجهیزات و همچنین امکان به دست آوردن تنها فرورفتگی های کم عمق است.
- هنگام استفاده از جوشکاری گاز، امکان تشکیل یک شکل مستطیلی نیز وجود دارد. با این حال، این فناوری با کاربردی کم در کاربرد مشخص می شود و محصولات حاصل از کیفیت پایینی برخوردار هستند.
مجموعه های ویژه ای از پانچ در فروش وجود دارد که می توان از آنها در این مورد نیز استفاده کرد. کیت با ترکیبی از عناصر زیر نشان داده می شود:
- بوش برای هدایت پانچ.
- نگهدارنده مخصوص.
- توقف سفر حلقه.
- ماتریس.

به منظور قرار دادن بار زیاد بر روی ابزار کار از جک هیدرولیک استفاده می شود. این فناوری با این واقعیت مشخص می شود که شکل حاصل دارای لبه های تمیز و یکنواخت است، یعنی برای بهبود کیفیت سطوح نیازی به پردازش مکانیکی اضافی نیست.
ساده ترین شکل صد یانگ شی ری نا به ما در حفاری سوراخ های مربع کمک می کند. اگر مرکز این "مثلث" را در امتداد یک مسیر مشخص حرکت دهید، رئوس آن تقریباً مانند یک مربع رسم می شود و او کل ناحیه داخل شکل تابشی را جارو می کند.
لبه های بهترین شکل، به جز قطعات کوچک در گوشه ها، کاملاً صاف خواهد بود! و اگر از برش به زندگی خود ادامه دهید، گوشه ها را خواهید دید، نتیجه دقیقاً یک مربع خواهد بود.
برای اینکه در بالا توضیح داده شود، مرکز Re-lo مثلثی باید در طول مسیر حرکت کند، به وضوح la-yu-shchey-glue-coy از چهار کمان یک به یک جغدهای لب. مرکز لبهای لب در بالای مربع و در امتداد محور، با زاویه 45$^\circ$ from-but-si-tel- قرار دارند، اما اضلاع مربع برابر با $k\ است. cdot(1+1/\sqrt3)/2$ و $k\cdot(1-1/\sqrt3)/ 2$، که $k$ طول صد متر مربع است.
گوشه های منحنی و گرد نیز به صورت دو-گا-می ال-لیپ- sov با مرکز در گوشه های مربع ظاهر می شوند که نیم محور آنها از اضلاع مربع زاویه 45$^\circ$ و برابر با $ است. k\cdot(\sqrt3+ 1)/2$ و $k\cdot(1/\sqrt3-1)/2$.
مساحت گوشه های نامرئی فقط حدود 2٪ از مساحت کل مربع است!
حالا اگر یک مته به شکل Re-lo مثلثی بسازید، می توانید سوراخ های مربعی را با کمی -گوشه-گوشه-من، اما ab-so-lyut-اما مستقیم-we سوراخ کنید. صد در مایلی هستید!
فقط ساختن اون مته باقی مونده... یا بهتره بگم ساختن خود مته کار سختی نیست فقط کافیه جاش بگیره این مثلث Re-lo هستش و لبه های برش جغدها با سرش هست. .
مشکل در این واقعیت نهفته است که همانطور که در بالا ذکر شد، tra-ek-to-ria مرکز مته باید - صد از چهار قوس ال-لب جغد باشد. Vi-zu-al-اما این منحنی بسیار شبیه به یک دایره و حتی ma-te-ma-ti-che-ski نزدیک به آن است، اما هنوز یک دایره نیست. و تمام ex-cen-tri-ki (دایره ای که روی دایره دیگری از رادی-و-سا با مرکز جابجا شده قرار می گیرد)، استفاده-استفاده- آنها در فناوری هستند، آنها به شدت در یک دایره حرکت می کنند.
در سال 1914، مهندس انگلیسی هری جیمز واتس متوجه شد که چگونه چنین حفاری را ترتیب دهد. روی سطح، او یک الگوی سمت راست را با یک برش به شکل مربع قرار می دهد که در آن یک مته حرکت می کند و در یک سوکت با یک "مته شناور آزاد در آن" قرار می گیرد. حق اختراع برای چنین حامی برای شرکتی صادر شد که در سال 1916 شروع به تولید مته های Watts کرد.
Je-ro-la-mo CARDANO (1501 - 1576). هنگامی که در سال 1541، im-per-ra-tor چارلز پنجم tri-um-fal-no وارد Za-vo-e-van-ny میلان، رئیس کالج Vra شد - که کار-دا-نو در کنارش راه می رفت. به بالداخین. در پاسخ به افتخار، او پیشنهاد کرد که خدمه سلطنتی را به وزن دو میل مجهز کند، که شما-ve-det ka-re-tu از go-ri-zon-tal-no-go po-lo-zhe نبودند. -نیا […]. عدالت ایجاب می کند که توجه داشته باشیم که ایده چنین سیستمی به دوران باستان بازمی گردد و حداقل در "رمزنامه At-lan-ti-che-sky" لئونار-دو داوین چی دارای ری- su-nok su-do-vo-go com-pa-sa با کار -داده زیر وزن. چنین com-pa-sys در نیمه اول قرن شانزدهم، ظاهرا، بدون تأثیر -I-niya Kar-da-no.
S. G. Gin-di-kin. در مورد فیزیک و ma-te-ma-ti-kah صحبت کنید.
ما از ساختار شناخته شده دیگری استفاده می کنیم. مته را محکم به Re-lo مثلثی وصل می کنیم و آن را به صورت مربع روی قاب سمت راست قرار می دهیم. Sam-ma ram-ka fi-si-ru-et-sya روی مته. اکنون تنها چیزی که باقی مانده است انتقال چرخش مته به گوشه سه گانه Re-lo است.
تقریباً همه می دانند که چگونه یک سوراخ گرد دریل کنند، اما همه در مورد مته برای سوراخ های مربعی نمی دانند. در همین حال، می توانید یک سوراخ مربعی شکل هم در محصولات چوبی نرم و هم در قطعات فلزی سخت تر دریل کنید. برای حل این مشکل از ابزار و وسایل خاصی استفاده می شود که اصل عملکرد آنها بر اساس ویژگی های ساده ترین اشکال هندسی است.
اصول عملیاتی و طراحی
برای سوراخ کردن سوراخ مربع معمولاً از مته واتس استفاده می شود که طراحی آن بر اساس شکل هندسی مانند مثلث رئولو است. یکی از مهمترین ویژگی های چنین شکلی که نشان دهنده مساحت تقاطع سه دایره مساوی است به شرح زیر است: اگر یک جفت خط مرجع موازی به چنین مثلثی رسم شود، فاصله بین آنها همیشه خواهد بود. ثابت بنابراین، اگر مرکز مثلث Reuleaux را در امتداد مسیری که با چهار کمان بیضی شکل توصیف شده است حرکت دهید، رئوس آن مربع تقریباً کاملی را ترسیم می کند که فقط رئوس آن کمی گرد است.

خواص منحصر به فرد مثلث Reuleaux امکان ایجاد مته برای سوراخ های مربعی را فراهم می کند. ویژگی استفاده از چنین ابزاری این است که محور چرخش آن نباید در جای خود باقی بماند، بلکه در امتداد مسیری که در بالا توضیح داده شد حرکت کند. طبیعتاً کارتریج تجهیزات نباید مانع این حرکت شود. هنگام استفاده از چنین مته و تجهیزات مناسب، یک سوراخ مربعی با اضلاع کاملاً مستقیم و موازی، اما با گوشه های کمی گرد به دست می آید. مساحت چنین گوشه هایی که با ابزار پردازش نشده اند فقط 2٪ از مساحت کل مربع است.
ساخت دستگاه حفاری سوراخ های مربعی
با استفاده از متههای Watts که بر اساس مثلث Reuleaux کار میکنند، میتوانید سوراخهای مربعی روی قطعات فلزی حتی بر روی یک دستگاه معمولی که به اتصالات ویژه مجهز نیست سوراخ کنید. برای ایجاد یک سوراخ مربعی در قسمت چوبی می توانید از یک مته معمولی استفاده کنید، اما برای این کار باید به دستگاه های اضافی مجهز شود.
شما می توانید یک دستگاه ساده بسازید که به شما امکان می دهد با استفاده از توصیه های زیر سوراخ های مربعی را در صفحات چوبی سوراخ کنید.
- برای شروع، با استفاده از یک ورق تخته سه لا یا تخته چوبی با ضخامت کم، باید خود مثلث Reuleaux را بسازید که پارامترهای هندسی آن باید مطابق با قطر مته Watts مورد استفاده باشد.
- مته باید محکم روی سطح مثلث ساخته شده ثابت شود.
- برای اینکه مثلث Reuleaux و مته متصل به آن در طول مسیر مورد نیاز حرکت کنند، لازم است یک قاب راهنمای چوبی ساخته شود. در قسمت داخلی قاب باید مربعی با پارامترهای هندسی برش دهید که کاملاً با ابعاد سوراخی که می خواهید دریل کنید مطابقت دارد.
- قاب با استفاده از یک نوار مخصوص به مته ثابت می شود و مرکز مثلث Reuleaux قرار داده شده در قاب راهنما باید با محور چرخش چاک ابزار برقی منطبق باشد.
- به منظور ایجاد گشتاور به مته برای ایجاد یک سوراخ مربعی، اما در عین حال محدودیتی در حرکت ابزار در جهت عرضی ایجاد نشود، ساقه از طریق مکانیزم انتقال که بر اساس اصل عمل می کند به چاک مته متصل می شود. از یک محور محرک کامیون.
- قطعه کار چوبی که در آن لازم است سوراخ مربعی حفاری شود باید به طور ایمن ثابت شود و باید طوری قرار گیرد که مرکز سوراخ آینده دقیقاً با محور چرخش مته مورد استفاده برای پردازش منطبق باشد.



با مونتاژ چنین دستگاه ساده و ثابت کردن ایمن تمام عناصر طراحی آن و قطعه کار در حال پردازش، می توانید مته برقی را روشن کرده و فرآیند حفاری را شروع کنید.
همانطور که در بالا ذکر شد، یک سوراخ مربعی که با استفاده از چنین وسیله ای حفر می شود، اضلاع کاملاً مستقیم و موازی خواهد داشت، اما بخش های گوشه آن کمی گرد خواهد بود. حل مشکل گوشه های گرد دشوار نیست: می توانید آنها را با استفاده از یک فایل سوزن معمولی اصلاح کنید.
باید در نظر داشت که دستگاهی که در بالا توضیح داده شد، که خیلی سفت نیست، برای سوراخ کردن سوراخ های مربعی شکل در قطعات چوبی با ضخامت کم استفاده می شود.

مته وات و یک سوراخ مربعی با آن در یک قطعه کار فلزی ایجاد شده است