Sequence diagram of the technological process for manufacturing door blocks with panel leaves. Presentation - technological process for manufacturing door blocks. Describe the technological process for manufacturing door blocks.
Read also
The door structure of a swing door consists of a frame that is fixed into the wall opening and a blank or glazed panel hung on the frame. A frame with a hung leaf forms a door block.
House entrance doors. Doors leading from the premises to the street protect the interior from various atmospheric influences; they themselves must be protected from hacking and have an attractive appearance. It is most rational to place external doors on the side opposite to the direction of the prevailing winds; thus, the impact of streams of slanting rain on the door will be minimized. With a different location, you will have to frequently restore the paint and repair the outer door. In addition, in this case, in the lower part of the door block it is necessary to provide special measures against the flow of rainwater during strong winds or to protect the entrance doors by installing awnings, canopies or vestibules. Tambours are rooms that serve as a buffer zone between outside and inside air. Thanks to the vestibule in winter, cold air cannot directly penetrate inside the apartment, and warm air cannot escape outside. The vestibules, therefore, perform a heat-protective function. They are also often a place where dirt and moisture remain and do not penetrate further into the house or apartment.
It is often necessary to ensure high thermal insulation properties of interior spaces; in this case, the entrance doors are thermally insulated, and to increase the sound insulation properties, the door leaf is filled with heavy bulk materials, such as sand or lead shot.
Double skinned doors consist of two layers of nailed or glued boards. A paneled door can also have double lining. The quarters are formed by a recess in the double skin.
Paneled doors (doors with frame construction) consist of frame and panel. Panels made of glass or wood can be installed in the grooves of the trim, be floating or closed with a glazing bead.
The strapping elements are connected into a tenon and groove, wedged and glued together. When the thickness of the strapping is more than 50 mm, the corners are connected with a double tenon. There is also a connection at an acute angle into a small tenon.
The doorway is blocked from above by a lintel that transfers the load from the overlying structures to the partitions. The size of the doorway should be slightly larger than the door frame. It is desirable that there is a gap of at least 2 cm wide between the box and the wall, which can be used for laying thermal insulation material.
The door frame is a frame made of bars with rebates, which are secured with steel plates or with the help of spacer dowels. For doors with heavy leaves, anchors embedded in the masonry should be used.
For a door frame with a threshold in the floor, two embedded parts are used. If the width of the door leaf exceeds 1250 mm, the frame is additionally secured in the middle of the upper horizontal bar. It is secured on the sides with dowels, and at the top and in the threshold with screws. Thin wooden planks are placed at the fastening points so that there are no voids between the wall and the frame and it stands straight. Countersinks are made under the heads of nails and screws (recesses made with a countersink - a spear drill, a triangular spatula - for recessing the heads of nails, screws, screws). Then these places are puttied.
Hanging the door leaf and checking the accuracy of the fit (if the door leaf touches the lower bars of the frame when opening, it is lifted or planed from below).
Checking the tightness of the door seal and the operation of the lock. Fastening the side of the box where the lock is embedded with two nails and a secondary check of the accuracy of the fit of the canvas to the box.
Doors are usually attached at three points in height to the vertical bars of the frame. Attachment points are located, if possible, at a height convenient for performing work. For doors of standard height, the extreme fastening points are usually approximately 30 cm from the top frame of the frame and 25 cm from the threshold.
The boxes are aligned and secured with wedges; then they are connected to the embedded part installed in the masonry. If steel plates are used, then first they are attached to the box, and after installing the box in the opening, the other end of the plates is attached to the wall with nails or dowels. In two or three places along the height of the box, small holes are made through which cement mortar is pumped into the gap. To prevent the vertical bars of the box from bending into the opening when the solution is pumped and hardened, they are temporarily secured with a special spacer or a regular board.
External entrance door leaves are hung in frames on hinges with non-removable rods, on spring hinges that allow door leaves to be opened in both directions, or installed on thrust bearings.
Apartment doors, that is, doors separating apartment premises from the staircase or lobby, must be burglary-resistant, soundproof and retain heat inside the apartment. The soundproofing ability must be certified by a test certificate from a reputable government agency. The degree of sound insulation of a door is largely determined by its mass, as well as the properties of the material filling the internal space.
The technological process of manufacturing door blocks with panel panels (Fig. 123) consists of the following main operations: manufacturing frames and filler, preparing facing material, gluing door panels, processing panels around the perimeter, installing facings and layouts, manufacturing a door frame, installation (fitting) doors in a frame with hinges.
Door panels are made by filling a pre-made frame with slats, honeycombs assembled from lengths of solid fiberboard, plywood, paper honeycombs, or broken strips of solid fiberboard.
For doors with a thickness of 40 mm, the frames are made from bars with a cross-section of 40...60X32 mm, which are cut along the length from lumber 40 mm thick, with a moisture content of (9±3)% on a circular saw for cross-section, and in width - on a circular saw for longitudinal cutting. They are connected with a tenon or with metal clips end to end. Connecting the bars with tenons increases the strength of the frame, but increases the consumption of wood and the complexity of manufacturing the frame due to the introduction of an unnecessary operation (cutting the tenons). The staples are placed so that the frame does not unravel while filling it with the center and placing it in the press.
To make a glazed door, two frames are used - external and internal. The sections of the bars of the inner frame must be the same as the sections of the bars of the outer frame. The resulting workpieces are processed to size in thickness on thicknesser or four-sided longitudinal milling machines. The frame bars should not have rot, curvature, falling out, decayed, rotten or tobacco knots.
The filler is made from small-sized lumber and production waste (for solid and sparse cores), waste plywood and solid fiberboard 4 mm thick (for honeycomb filling).
The moisture content of waste wood obtained from cutting lumber for joinery is approximately 15%. Before filling the center, they must be dried to a humidity of 9...10% in drying chambers.
For rooms with a relative air humidity of more than 60%, doors are made with continuous filling of wooden slats. After assembling the frame, plywood or hard fibreboard, previously coated with glue, is placed on it and attached to the frame with small nails 20...25 mm long. In doors with solid filling, the thickness of the solid fibreboard cladding is allowed to be 3 mm.
After fixing the cladding, the frame is turned and the entire internal space is filled with slats of a thickness corresponding to the thickness of the frame. When laying the slats, you must ensure that they are pressed tightly against one another, their surface is smooth, and the joints are spaced apart.
After filling with slats, the frame is closed on top with a second facing sheet, pre-smeared with glue, and attached with small nails on four sides. When making a shield with sparse filling, the frame is filled not completely, but at intervals.
The door panel with honeycomb filling consists of a frame with honeycomb gratings placed in it. The honeycombs are assembled from strips of plywood or hard fibreboard, 4 mm thick and 32 mm wide. In the strips, grooves are cut through 40 mm with a width equal to the thickness of the strips plus 1 mm, and a depth equal to half the width of the strips plus 1 mm. A honeycomb-shaped lattice with cells measuring 40X40 mm is assembled from strips with slots. The shield frame is filled with two or three honeycombs.
A door panel filled with broken strips of hard wood fiber boards consists of a frame in which the broken strips are laid on edge. The strips are cut to different lengths, 32 mm wide. The strips are broken on a special machine or in a press template shaped like a broken strip.
The facing material is glued to internal doors with urea glue, and to external doors with KB-3 glue.
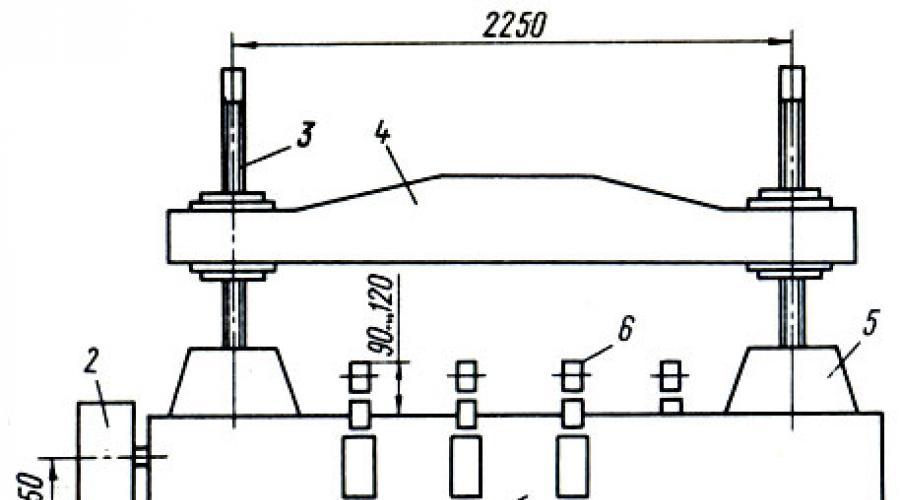
When the annual production volume of doors is small, mechanical presses are used for gluing (Fig. 124). Gluing panels in mechanical presses consists of the following operations: forming the door panel, forming packages and pressing them in, holding the package under pressure for the glue to set, holding the door panels (acclimatization).

Door panels are formed as follows: a pre-assembled frame is placed on a work table located near the press, and a cut sheet of plywood or hard fiberboard with glue previously applied to one plane is placed on it. The glue is evenly distributed over the entire plane of the sheet; the layer should not be thick, otherwise excess glue will be squeezed out under pressure in the press, which will make it difficult to disassemble the bags. The facing sheet is placed with the coated side on the frame. Its ends should extend beyond the frame evenly on all four sides. The laid sheet is secured in the corners with small nails or pins, then the frame is turned over and the middle of the shield is filled with bars, honeycombs, etc. Two bars with a cross section of 32X 50...70X 400 (700) mm are placed close to the middle of the longitudinal bars, and bars 400 mm long are placed for doors with a height of 2000 mm, and with a length of 700 mm - for doors with a height of 2300 mm so that a lock can be inserted into the door regardless of whether it is hinged on the right or left, and a handle can be installed.
The honeycomb filling should fill the entire internal space of the frame, and the ends of the strips of one honeycomb should freely fit into the free space between the ends of the strips of other honeycombs.
After filling the middle of the shield, the frame is covered with another facing sheet, pre-lubricated with glue, and secured in the corners with small nails. Then the assembled shield is removed from the work table and transferred to the press. 18...20 panels with a thickness of 40 mm are placed in the press. The panels must be laid strictly one above the other, without displacement; on top they are covered with a massive three-layer wooden shield, similar to the base. Then the drive mechanism of the press is turned on and the package is compressed. After gluing the boards, i.e. after 6...12 hours, the finished package is disassembled, the panels are stacked for free exposure for 12...24 hours in a room with normal humidity (up to 60%) and a temperature of 18...20°C. In a hot hydraulic press, the panels are glued together in the same sequence as in a mechanical one, but they are formed on a metal pallet.
The gluing pressure should be 0.5...0.8 MPa, and the lower limit applies to panels with honeycomb and sparse filling, and the higher limit - with continuous filling.
After gluing and curing, the boards are processed around the perimeter, and then facings and layouts are installed. Perimeter processing includes filing the board to the required size and grinding the surfaces of the board.
In glazed doors, glass layouts are installed.
They make a box and drive the canvas into it in the same way as in panel doors.
The line for the production of door panels (Fig. 125) consists of a number of sequentially arranged mechanisms. A facing sheet of hard fibreboard 4 mm thick, coated with glue on the mesh side, is placed on belt conveyor 1. Two vertical bars of the frame and bars under the lock are placed on this sheet, after which the resulting package is transferred to the next position, where two transverse bars of the frame are placed on it, which are secured at the corners with paper clips. Then the middle is filled with either bars (for doors with solid filling) or honeycombs.

At the next position, the bag is covered with a sheet of fibreboard, on the mesh side of which glue is first applied. In the corners, the sheet is baited with small nails. The assembled door package is fed by chain conveyor 3 into the loading shelf 5. After all 15 floors of the shelf are loaded by the feed mechanism, the door packages are fed into the P-797-6 press. Gluing is carried out using urea adhesives for 6...8 minutes at a temperature of the press plates of 115...120 °C. After gluing, the press opens and the loading mechanism is turned on, which loads the next batch of canvases from the shelf into the press and at the same time partially pushes the glued canvases onto the unloading shelf. To completely push the webs out of the press into the unloading shelf, the unloading mechanism is turned on, which pushes each web into the unloading shelf, and from there transfers it to the lifting storage table 9, from where the webs are delivered to the non-driven floor conveyor 10. The webs are kept on this conveyor for 24 hours to voltage equalization.
The diagram of the line for processing door leaves around the perimeter is shown in Fig. 126. After curing, a stack of glued door panels is supplied to a hydraulic lift 2 with an automatic loader, from where each panel is fed in turn to the format end leveler 3, on which the longitudinal edges are processed first, and then the transverse ones; At the same time, the necessary bevel is formed on the edges using cutters. Upon exiting the machine, the door leaves are coated with drying oil on all sides using a special device 4. After drying, the door leaf goes through a roller conveyor to machine 5, on which the slots for the half-hinges are selected. Then each leaf is fed to the lifting storage table 6, where a stack of door leaves is formed. As stacks of the required height are formed, they are fed by a double-chain floor conveyor 7 to the dispensing mechanism 8, from which each blade is fed to the first drilling machine 9 for sampling in the longitudinal edge of the socket for the lock or latch body. On the second drilling machine 9, a socket is selected for the lock bar and a hole for the lock handle. The processed webs are transported via a roller conveyor for installation in boxes.

The flow for assembling door blocks (Fig. 127) consists of two lines: I - assembly and transportation of boxes, II - assembly and transportation of blocks. On line I the work is carried out as follows. The boxes made in the woodworking shop are transported on a trolley to a two-saw machine 1, on which nests for the hinges are cut. At workplace 2, the worker drives a half-loop into the slot and fastens it with pins or screws, after which the bars with spikes, lubricated with glue, are assembled into a box in the assembly machine 3. The boxes assembled with glue and dowels are supplied to a double-chain storage conveyor 4, on which the natural curing of the glue. As needed, boxes are transferred from this conveyor to the block assembly line.

Line II is located at right angles to line I and consists of a single-chain floor conveyor 10 that moves the door leaves in a vertical position. Workplaces are located along the conveyor. At the first two (2, 7) half-loops are screwed onto the canvas, at the third workplace (8) the screws are finally screwed in with a screwdriver, at the fourth - the canvas is hung (driven) into the box. The worker engaged in tightening the screws controls the pedal stops 9, with the help of which the door is installed in the right place to perform work operations.
Technical specifications for the manufacture of doors. Doors are manufactured in accordance with GOST 475-78 and working drawings. Deviations from the nominal dimensions of door blocks and assembly units (leaves, frames) must comply with GOST 6449.1...5-82.
On the front surfaces of canvases and boxes, sag of parts that do not have chamfers at the interfaces is not allowed. Doors with increased moisture resistance are made from coniferous wood: pine, spruce, fir, larch and cedar. It is not allowed to use wood of different species in the door leaf or frame, with the exception of pine, spruce, fir and cedar (for opaque finishes).
Corner connections of parts must be made in accordance with GOST 9330-76, including: end connections - on through straight tenons, middle vertical ones - on through straight tenons or dowels, middle horizontal ones - on non-through straight tenons or dowels.
The roughness of the front surfaces of doors (GOST 7016-82) should be: under an opaque finishing coating - no more than 200 microns, under a transparent finishing coating - no more than 60 microns.
Doors are mainly made with an opaque coating. Doors made of hard deciduous, coniferous and valuable wood selected for quality, color and texture are finished with a transparent coating.
Devices of the same type and purpose are installed in the doors at the same level. Doors and windows are transported in containers (Fig. 128).

When storing and transporting joinery products, they should be protected from mechanical damage, contamination, moisture and direct sunlight.
Company: Granti: entrance doors from the manufacturer.
Door leaves of panel and frame construction are manufactured mainly at specialized woodworking enterprises, but at the same time, at some construction sites, in order to quickly supply them with carpentry, door leaves are manufactured on site, using non-standard equipment.
An approximate diagram of the technological process for manufacturing door blocks with frame doors (Fig. 82) stipulates that the cutting of lumber into blanks will be carried out on circular saws, and milling - on jointing and four-sided longitudinal milling machines.
IncreaseRice. 82. Approximate diagram of the technological process of manufacturing a door block with frame doors
Sockets in vertical bars are selected on a chain mortising machine. A tenon cutting machine is used to cut tenons. Selection of profiles, selection of darkness and other similar operations are performed on a milling machine.
Preliminary assembly of products with fitting of parts is carried out at the workplace, and final assembly is carried out in an assembly machine. The perimeter of the door is processed on a formatting machine.
In the absence of the above machines, door parts are processed on combined machines with electrified or hand tools.
Let's look at the procedure for processing a vertical block of a frame (paneled) door, which has a clean size of 44X94X2000 mm. The allowance for milling and jointing on both sides for blanks made of coniferous wood should be 5.5 mm, and for facing on both sides along the length of the parts - 40 mm. Thus, the dimensions of the bar in the workpiece are 44+6X94+6X2000+40 or 50X100X2040 mm. Based on these dimensions, take a board 50 mm thick and mark the length and width of the block, after which it is cut out with an electric saw or bow saw.
After sawing, the block is processed on four sides with an electric planer or a planer and a jointer. When planing, it is necessary to ensure that the block is rectangular in shape and has no curvature or distortions. On the planed block, using a square or thicknesser, mark the sockets for the tenons, for which the block is placed with the edge up on the table and, using a square, a line is drawn on the edge with a pencil.
The bars are marked as follows (Fig. 83). Stepping back 20 mm from the end of the block, draw line 1 with a pencil; Having measured 32 mm, draw line 2; at a distance of 140 mm from the second line - line 3. After this, having measured the required distances, lines 4, 5, 6, 7 and 8 are applied. Then lines 12, 13 are applied at the ends of the bar at a distance of 12 mm from each edge.

Rice. 83. Scheme for marking the vertical bar of a frame (paneled) door:
1...8 - transverse lines, 9 - sockets on the edge, 10 - edge of the bar, 11 - face of the bar, 12, 13 - longitudinal lines
The intersections of transverse and longitudinal lines form nests 9 on the edge. Select nests with a chisel, making sure that the chisel does not go beyond the markings. This operation can be performed with an electric chisel, then cleaning the surfaces of the sockets with a chisel. It is necessary to monitor the accuracy of nest sampling. If the nest is larger, the thorn will not fit tightly; if the nest is smaller, the thorn will not fit into it.
Then a groove is selected in the block using a tongue and groove, and a profile is selected using a planer (moulder). After all the bars and panels have been made, the door is pre-assembled.
After preliminary assembly and adjustment, the door is disassembled, the tenons and lugs are lubricated with glue, and then reassembled and crimped in an assembly machine. Additionally, dowels are placed in the corners.
The bars of the boxes are also assembled with glue and secured in the corners with dowels. The correct assembly of the boxes is checked from corner to corner with a ruler and square.
The assembled door panels must have an allowance around the perimeter for processing with a jointer or electric planer of 2...3 mm per side.
It is recommended to embed door locks at a height of 1000 mm from the bottom of the door leaf manually or with a power tool. The nests are marked using a square or P.E. Kuskov’s template (Fig. 84), made of wood and plywood. The top bar of the template is made from a milled board 10...12 mm thick, and the side bars are made from plywood. The side planks are nailed to the top.

Rice. 84. Template by P. E. Kuskov for marking the slot for a mortise door lock:
1 - template axis, 2 - template, 3 - keyhole, 4 - vertical door bar, 5 - upper horizontal bar, 6 - panels, 7 - middle horizontal bar, 8 - lower horizontal bar
When marking the socket for the lock, template 2 is placed on the edge of the door so that its horizontal axis 1 is at a distance of 1000 mm from the bottom of the door, after which the socket and the position of the keyhole 3 are marked with a pencil. Then the socket is selected with a chisel and the keyhole is drilled. The socket for the lock can be selected on a horizontal drilling machine or with an electric drill and an electric shaper in several steps.
In the box you need to select a place for the locking plate using a chisel. It is marked by applying the bar to the block of the box and tracing the outline with a pencil.
Locks are cut into the vertical bars of frame doors, but above or below the middle horizontal bar. It is not allowed to embed locks against the middle bars, as this will compromise the strength of the tenon joint.
Then they begin to fit the door leaf to the frame, cleaning individual places if necessary;
The assembled box is placed on a special table or workbench and the door is carefully adjusted to the quarters of the box so that it lies flush with the edge of the box. After fitting, the door should have a two-millimeter gap between the trim and a quarter of the frame, which is necessary for normal operation of the door.
In double-leaf doors, before fitting into the frame, the rebates are first selected along the door frame using a milling machine or with a hand tool, then the doors are folded in the fold areas (rebates) and driven in in the usual way. The gap at the alignment points should be 2 mm. After adjustment, they put the strips on glue and screws and hang the doors on the hinges. Sockets for hinges are selected at the workplace using the Pavlikhin template.
Each canvas is hung on two or three loops, and the bouts of the upper and lower loops must be on the same vertical axis. The loops are positioned as shown in Fig. 85.

Rice. 85. :
1 - lock with handle, 2 - hinges
Entrance doors to buildings are hung on hinges PN1-150, PN2-150, PN3-130, PNZ-150 (GOST 5088-78), internal doors - on hinges PN4, having a size of 98 mm.
Doors with forced closing are hung on single-acting overhead spring hinges PN8-110, PN8-130, and swing doors are hung on double-acting spring hinges of types PN9-110, PN9-130.
After fitting and hanging the door, the entire block is checked, and the sag is cleaned in the necessary places. The door should not spring when opening and closing; It should rotate freely on its hinges. Warping, distortions of more than 2 mm in any direction, untreated areas and roughness are not allowed in the door block. The finished block is embroidered with packaging strips and sent for painting and glazing.
In the production of door panels, the hot pressing method is used. A distinctive feature of this method is its high productivity. Due to the high temperature, the adhesive between the door leaf parts quickly hardens. One of the distinctive features of modern production is the use of honeycomb core - the most promising material for the manufacture of ultra-light and durable structures. By placing honeycomb core between the skins, the rigidity of the structure increases sharply by more than 100 times.
Honeycomb core is one of the most economical modern structural materials currently available. Considerable strength with low weight, environmental friendliness, good heat and sound insulation, the ability to withstand shock loads, high processing technology are the main factors that ensure high quality products.
Honeycombs, depending on the cell size and cardboard density, differ in their physical and mechanical properties. For doors, honeycombs with a cell size of 45 mm, 35 mm or less, and a compressive strength in the stretched state of at least 0.5 kg/cm 2 (GOST 23233-78) are mainly used.
Innovative honeycomb core technology is now used in wooden structures such as doors, furniture panels, interior elements, shipping pallets, as well as in aircraft construction and the manufacture of sports equipment.
When manufacturing door panels by hot pressing using honeycomb core, special attention is paid to such technological parameters as temperature, time, pressure. Strict adherence to them allows us to obtain high-quality products.
Door leaf interior door consists of the following parts:
- Frame
- Bars for inserting fittings (hinges, handle, lock)
- Sheathing
- Honeycomb

For the manufacture of the frame, chipboard (chipboard GOST 10632-89), MDF (medium density fiberboard GOST 27680-88), or a combination of them, depending on the wishes of the customer, are used. Frame parts are made glued in width and length. Gluing of wood along the width is carried out using a smooth joint in accordance with GOST 9330-76, and along the length - using a toothed tenon in accordance with GOST 19414-74.
In the locations of hinges, handles and other devices, the longitudinal bars of the frame are increased in width due to the additional installation of bars. In a frame made of chipboard - with a lock and hinges. When processing a door frame part, thickness tolerance is very important and should be reduced to a minimum. In the lower and upper bars of the frame, channels are made in the form of holes or grooves for the release of water vapor from the glue, in order to avoid deformation of the canvas from hot vapors and moisture.
The honeycomb core is stretched according to the dimensions of the door frame, installed in the frame and secured with staples to the frame. The thickness of the filler is selected in accordance with the thickness of the frame so that during pressing there is no swelling or dips on the surface of the skins.
The main function of the honeycomb core is to fill the void between the skins and give rigidity to the sheet, to prevent deformation of the skins on both sides of the sheet, and thus obtain a uniformly flat surface.
For the manufacture of sheathing, TSN-40 is used, HDF laminated with decorative film. Parts are prepared with an allowance to fit the frame for subsequent formatting to the final size. Application of hot-curing resin or PVA glue, depending on the model being manufactured, onto the frame of the door leaf, with a fixed honeycomb core, is carried out using special glue-applying equipment. The most widely used hot-curing resin is KF, as it is easy to use, requires lower press pressure, and is also a cheap material. The frame is laid on one skin, the second skin is laid on top and placed in the press. The press is set to a pressure that creates a force on the surface of the pressed product that is slightly greater than the compressive strength of the honeycomb used.
The blanks, after they have been aged and completely cooled, are processed to the required sizes at a formatting and cutting center.
Molded profile products.
The door frame beam, platband and additional element are also made from chipboard, MDF, or a combination of them, again, depending on the type of batch being manufactured and the order being executed. Using special equipment, the blanks are processed to the required geometric shapes and sizes and covered (wrapped) with decorative films. The process of laminating molded products is essentially identical to the process of laminating door panels. The only difference is that in the first case the parts have a complex geometric shape, and in the second they are absolutely flat. And, accordingly, different equipment is used for these purposes.
All operations of the technological process are performed on high-tech machines of imported and domestic production.
In the production of all types of products, several developments have been applied regarding individual operations and materials used and which are the intellectual property of the enterprise.
Artistic glass processing
Before giving each one individuality and uniqueness, our designers develop an original design for each model. In this case, the buyer can directly participate in the creation of the design or ornament he needs. We have the opportunity to make any of your fantasies come true.
For these purposes, two types of artistic glass processing technologies are used at the glass manufacturing site.
- Matting. This is sandblasting a workpiece of the required size in special chambers or processing glass with matting paste. There are solid matting and with a pattern. In the latter case, in order for the design to be highlighted on the total area of the glass, a stencil of the required shape is used.
- Fusing. This is the process of sintering pre-cut glass fragments of a pattern onto a substrate. High-temperature furnaces are used for these purposes. Elements of the design and substrate are cut from special glass of various colors.

Other materials:

Technological process of manufacturing a door block
Introduction
Design and purpose
The grafical part
Routing
Properties and characteristics of the materials used
Equipment used, mechanical and hand tools
Labor protection, safety precautions when working on machines
Used Books
1. Technological process of manufacturing a door block
Introduction
Interior doors are part of the interior, so their choice must be approached very responsibly. In this article we will talk about the variety of interior doors, their characteristics, production technology, price differences and much more, which will help potential buyers make their choice.
Wooden doors are quite often installed in houses and apartments. If you have also chosen them, then you need to approach the purchase very seriously. A wooden door is the very thing that will either serve for many years and delight with its beauty and quality, or will quickly warp, crack and become completely unsuitable for its intended use. Therefore, even when buying expensive interior wooden doors created by designers, you need to pay attention not only to their appearance, but also to whether the technology was followed during their manufacturing process.
The production of interior wooden doors is a very complex technological process that must meet certain requirements. Only with strict adherence to technology can high-quality and reliable interior wooden doors and wooden entrance doors be obtained that will serve for a long time and will not lose their performance qualities. Properly processed wood is a durable, frost-resistant, soundproof material. It is not only used to make wooden doors, but also to build houses. A wooden house turns out to be so warm, reliable and beautiful that, despite the emergence of a huge number of more modern and less expensive building materials, wood has not lost its relevance and people continue to build from it.
The production of interior wooden doors requires very precise adherence to all technological stages. The solid wood is first dried. If the drying of the wood was carried out poorly, then wooden doors made from this solid wood will not last long, they will quickly change shape and become unusable. But made from high-quality dried wood, using good equipment and observing all the subtleties of the technological process, wooden doors - pine, whether an inexpensive or valuable type of wood served as the material for them, will be very durable and functional.
After drying the wood, it is glued. The composition of the glue depends on what type of door will be made - wooden external doors, paneled wooden doors or Finnish wooden doors. Different types of doors use different adhesives, and different temperature conditions are also required during gluing.
And finally, wooden doors are sanded, impregnated with various protective compounds, primed and painted. After the wooden doors are sanded, they are stained, sanded again, coated with a waterproof primer, and then painted and varnished.
Often, interior wooden doors are not painted, but simply coated with transparent varnish so that the structure of the wood is visible. But wooden entrance doors should be more resistant to various external influences, so they are usually coated with special paints for outdoor work. A wooden door that will be constantly exposed to the outdoors is usually not decorated with clear varnish only, but requires a more durable and resistant coating. If it is sometimes coated with varnish, then only with high-strength varnish and at least four times.
Wooden external doors, paneled wooden doors, Finnish wooden doors and any other doors made of wood are varnished only with polyurethane varnish, because it can stretch along with the surface of the wood. If wooden doors even slightly crack during use, the polyurethane varnish will stretch along with the microcracks and make them completely invisible to the eye.
Of course, everyone wants to buy wooden doors that will last a long time and will not lose their shape and appearance during use. It is not so easy to make wooden doors, so good doors are rarely obtained in handicraft conditions. It is best to buy doors from well-known manufacturers who have their own large-scale production and have been working on the market for many years. When purchasing doors made by someone unknown, you can be very disappointed when they become warped and stop opening.
The cost of wooden doors depends on their quality, on whether the technological process was so precisely followed during their production. If you decide to install wooden doors in your wooden house, then make sure that you purchase doors made by a reliable manufacturer.
1.2 Design and purpose
The door block consists of:
1. Two vertical strapping bars
2. Two cross bars
3. From the lower and upper transverse bars
4. Internal four vertical strapping bars
5. Internal two cross bars
6. Of six lower and upper panels
7. From one middle panel.
Specifications:
1. The door block should not be made from pine wood.
be on parts of falling knots, rot, cracks.
2. Make panels from pine wood
3. Assemble the door leaf using PVA glue.
4. The door leaf and door frame should not have
skew more than 1 mm.
5. Connections must be tightly fitted, not
have gaps.
6. The door leaf must be straight
plane, skew no more than 2 mm.
7. Hang the door leaf in a box on cardboards
8. The door leaf should work without
wiping.
9. The gap in width should be 1.5-2 mm, in height from the bottom 3-5 mm
10. Finish with 3 layers of oil varnish.
1.3 Graphic part
1.4 Product specification

Total: 0.0655
1.4 Technological map
|
Equipment |
Circular saw transverse |
Circular saw transverse |
Machine for closing |
Jointer |
clamps |
Longitudinal milling |
Trimming |
chiselling |
Thicknesser machine. |
Tenoner |
Milling |
Milling |
Assembly |
grinding |
Special |
Grinding |
||||
|
Operations |
Transverse |
Longitudinal |
Closing up |
Jointing |
Gluing |
Processing with 4 |
Chiseling. |
Treatment plastic and |
Treatment |
Preliminary |
Final. |
Treatment perimeter. |
hinge sockets |
Grinding |
Fitting the canvas |
|||||
|
Door leaf |
||||||||||||||||||||
|
Vertical |
||||||||||||||||||||
|
Upper horizontal bar |
||||||||||||||||||||
|
Medium horizontal bars |
||||||||||||||||||||
|
Bottom horizontal bar |
||||||||||||||||||||
|
Medium and medium bars |
||||||||||||||||||||
|
Vertical box block |
||||||||||||||||||||
|
Horizontal box block |