Steel sheets with rhombic and lentil corrugation. Steel sheets with rhombic and lentil corrugation Limit deviations by weight, %
GOST 8568-77
INTERSTATE STANDARD
STEEL SHEETS WITH RHOMBIC PATTERN
AND LENTIL RIGGING
TECHNICAL CONDITIONS
IPC PUBLISHING HOUSE OF STANDARDS
Moscow
INTERSTATE STANDARD
Date of introduction 01.01.78
This standard applies to hot-rolled steel sheets with one-sided rhombic and lenticular corrugation for general purposes.
1. ASSORTMENT
1.1a. Rolled sheets by thickness are produced:
high precision- A,
normal accuracy - V.
(Introduced additionally, Amendment No. 4).
1.1. The shape, dimensions, maximum deviations and weight of 1 m 2 sheets with rhombic and lentil corrugations must correspond to those indicated on, and in .

|
At the request of the consumer, sheets and rolls are manufactured with maximum deviations: 20 mm - in width for rolled products over 1000 mm with uncut edges; 15 mm - in length for sheets over 2000 to 6000 mm and over with a thickness of 4.0 and 5.0 mm; 25 mm - with a thickness of 6.0; 8.0; 10.0 and 12.0 mm. (Changed edition, Amendment No. 3, 4). 1.10. Deviations from flatness - according to GOST 19903 improved flatness. (Changed edition, Amendment No. 4). 1.11. (Deleted, Amendment No. 1.) 1.12. Requirements for steel produced in rolls, as well as the width of the rolls, are in accordance with GOST 19903. Examples of symbols Hot-rolled sheet of steel grade St3sp according to GOST 380 with one-sided rhombic corrugation size 3.0´ 1000 ´ 2000 mm, normal thickness accuracy, improved flatness with rolled edge: Sheet rhombus V-K-PU-3.0´ 1000 ´ 2000 St3sp GOST 8568-77 Lentil leaf V-K-PU-3.0´ 1000 ´ 2000 St3sp GOST 8568-77 Hot-rolled rolled steel grade St3sp according to GOST 380 with one-sided rhombic corrugation size 3.0´ 1000 mm, high precision, with rolled edge: Roll rhombus A-K-3.0 ´ 1 000 St3sp GOST 8568-77 The same, with lentil one-sided corrugation: Lentil roll A-K-3.0´ 1 000 St3sp GOST 8568-77 (Changed edition, Amendment No. 2,3,4). 2. TECHNICAL REQUIREMENTS2.1. Sheets and rolls are manufactured in accordance with the requirements of this standard for technological regulations, approved in accordance with the established procedure. 2.2. Sheets and rolls are made from carbon steel of ordinary quality, grades St0, St1, St2 and St3 (boiling, calm and semi-quiet) with chemical composition according to GOST 380 By agreement between the manufacturer and the consumer, it is allowed to produce rolled sheets without rationing the content of chromium, nickel, and copper. 2.1, 2.2.(Changed edition, Amendment No. 4). 2.3. At the request of the consumer, it is possible to produce sheets from steel of other grades. 2.4. Sheets rolled on sheet rolling mills are cut on four sides. 2.5. Sheets and coils rolled on a continuous rolling mill may be supplied with rolled longitudinal edges. The notches on the edges should not extend the sheet beyond the nominal dimensions in width. 2.4, 2.5.(Changed edition, Amendment No. 1). 2.6. The surface of the sheets should be free of rolled and ingot films, indentations, scale shells, rolled bubbles, cracks and dirt. There should be no delamination on the edges of the sheets. 2.7. Ripples, scale, rust, prints, and individual films are allowed on the surface of the sheets, the depth of which does not exceed the maximum deviations in thickness. 3. ACCEPTANCE RULES3.1. Sheets and rolls are accepted in batches. The batch consists of sheets of one type of corrugation. Determination of the batch - according to GOST 14637. 3.2. To control the size and quality of the surface, two sheets or one roll are selected from the batch. 3.3. If unsatisfactory control results are obtained for at least one of the indicators, repeated control is carried out on a sample selected in accordance with GOST 7566. 4. TEST METHODS4.1. Surface inspection is carried out without the use of magnifying devices. 4.2. The thickness of the base of the sheets and the height of the corrugations are measured at a distance of at least 100 mm from the corners and 40 mm from the edges. The dimensions at any measured point should not take the sheet thickness beyond the maximum deviations. 4.3. Ribbon heighthis defined as the difference in size of the total sheet thicknesss+ hand thickness of the base of the sheets. 5. LABELING, PACKAGING, TRANSPORTATION AND STORAGE5.1. Labeling, packaging, transportation and storage - in accordance with GOST 7566. (Changed edition, Amendment No. 3). INFORMATION DATA 1. DEVELOPED AND INTRODUCED by the USSR Ministry of Ferrous Metallurgy 2. APPROVED AND ENTERED INTO EFFECT by Resolution of the State Committee of Standards of the Council of Ministers of the USSR dated April 13, 1977 No. 926 3. INSTEAD GOST 8568-57 4. REFERENCE REGULATIVE AND TECHNICAL DOCUMENTS |
Notes:
1. The thickness of sheets with one-sided rhombic and lentil corrugation is determined by the thickness of the base of the sheet s in millimeters.
2 For sheets rolled in sheet rolling mills, in the middle part of the sheet width, a base thickness of 0.2 mm above the plus limit deviation is allowed.
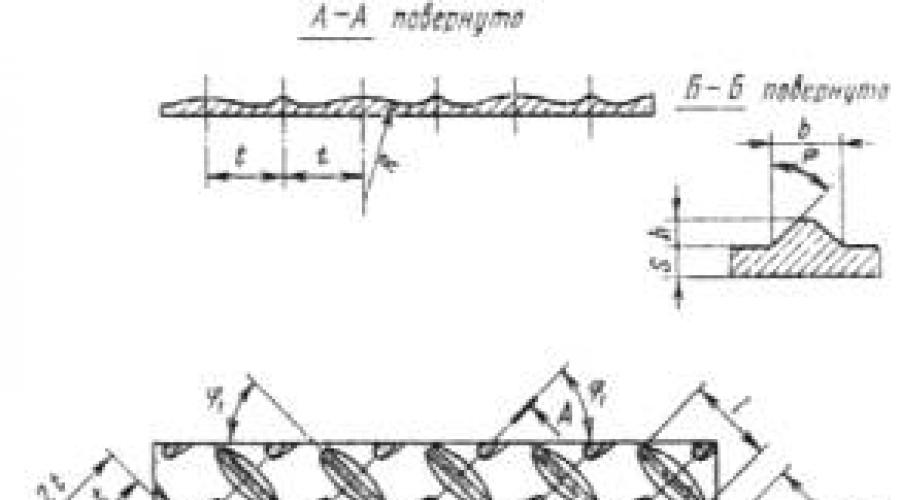
3. Width of the ribbed baseb, ribbed apex anglej, rhombus diagonalst 1+ t 2 , angle of arrangement of the riffles on the plane of the sheetj 1, distance between rifflest, ribbed lengthl, ribbed radius of curvatureR on finished sheets are not controlled and are given for calculations during tool manufacturing.
4. The weight of 1 m 2 sheets is determined by the nominal dimensions of the sheets, the height of the corrugations equal to 0.2 sheet thickness, the small diagonal of the rhombus equal to 27.5 mm, the larger diagonal of the rhombus equal to 65 mm. The density of steel is 7.85 g/cm3.
1.2. Corrugated steel is produced in sheets and rolls with one-sided rhombic or lenticular corrugation.
1.3. The height of the corrugations on the sheets should be 0.2-0.3 of the thickness of the base of the sheet, but not less than 0.5 mm. At the consumer's request, sheets with a base thickness of 5 mm or more must have a ribbed height of at least 1.0 mm.
1.4. Sheets with rhombic corrugation are made with diamond diagonals (25-30) C (60-70) mm. The configuration of the corrugations and the location of the large diagonals of the diamond along or across the sheet are set by the manufacturer.
At the request of the consumer, it is allowed to produce a sheet with a different ratio of the diagonals of the rhombus.
1.5. Lentil corrugated sheets are manufactured with a distance between corrugations of 20, 25 and 30 mm.
1.6. Sheets are produced in widths from 600 to 2200 mm and lengths from 1400 to 8000 mm with a gradation of 50 mm.
1.7. At the request of the consumer, it is possible to produce sheets of other sizes.
1.8. Sheets are produced according to sizes:
indicating dimensions for thickness in accordance with the dimensions indicated in the table, and for width and length within the limits specified in clause 1.6 - form I;
with indication of thickness dimensions within the limits specified in the table, without indication of width and length dimensions - form II;
indicating dimensions that are multiples in width and length of the dimensions specified by the consumer within the limits established in clause 1.6 - form III;
indicating the measured dimensions within the limits specified in clause 1.6 - form IV.
1.9. Limit deviations along the length and width of the sheets - according to GOST 19903-74.
At the request of the consumer, sheets and rolls are manufactured with maximum deviations:
20 mm - in width for rolled products over 1000 mm with uncut edges;
15 mm - in length for sheets over 2000 to 6000 mm and over with a thickness of 4.0 and 5.0 mm;
25 mm - with a thickness of 6.0; 8.0; 10.0 and 12.0 mm.
1.10. Deviations from flatness - according to GOST 19903-74 for normal and improved flatness.
1.11. (Deleted)
1.12. Requirements for steel produced in rolls, as well as the width of the rolls, are in accordance with GOST 19903-74.
Examples of symbols
Hot rolled sheet of steel grade St3sp according to GOST 380-88 with one-sided rhombic corrugation, size 3.0C1000C2000 mm, normal thickness accuracy, improved flatness with rolled edge:
Leaf diamond V-K-PU-3.0C1000C2000 St3sp GOST 8568-77
Lentil leaf B-K-PU-3.0C1000C2000 St3sp GOST 8568-77
Hot-rolled steel grade St3sp according to GOST 380-88 with one-sided rhombic corrugation, size 3.0C1000 mm, high precision, with rolled edge:
Roll diamond A-K-3.0C1000 St3sp GOST 8568-77
The same, with lentil one-sided corrugation:
Lentil roll A-K-3.0C1000 St3sp GOST 8568-77
2. TECHNICAL REQUIREMENTS
2.1. Sheets and rolls are manufactured in accordance with the requirements of this standard according to technological regulations approved in the prescribed manner.
2.2. Sheets and rolls are made from carbon steel of ordinary quality, grades St0, St1, St2 and St3 (boiling, calm and semi-quiet) with a chemical composition in accordance with GOST 380-88.
By agreement between the manufacturer and the consumer, it is allowed to produce rolled sheets without rationing the content of chromium, nickel, and copper.
2.3. At the request of the consumer, it is possible to produce sheets from rolled products of other brands.
2.4. Sheets rolled on sheet rolling mills are cut on four sides.
2.5. Sheets and coils rolled on a continuous rolling mill may be supplied with rolled longitudinal edges.
The notches on the edges should not extend the sheet beyond the nominal dimensions in width.
2.6. The surface of the sheets should be free of rolled and ingot films, indentations, scale shells, rolled bubbles, cracks and dirt. There should be no delamination on the edges of the sheets.
2.7. Ripples, scale, rust, prints, and individual films are allowed on the surface of the sheets, the depth of which does not exceed the maximum deviations in thickness.
3. ACCEPTANCE RULES
3.1. Sheets and rolls are accepted in batches. The batch consists of sheets of one type of corrugation. Determination of the batch according to GOST 14637-79.
3.2. To control the size and quality of the surface, two sheets or one roll are selected from the batch.
3.3. If unsatisfactory control results are obtained for at least one of the indicators, repeated control is carried out on a sample selected in accordance with GOST 7566-81.
4. TEST METHODS
4.1. Surface inspection is carried out without the use of magnifying devices.
4.2. The thickness of the base of the sheets and the height of the corrugations are measured at a distance of at least 100 mm from the corners and 40 mm from the edges.
The dimensions at any measured point should not take the sheet thickness beyond the maximum deviations.
4.3. Ribbon height h is defined as the difference in size of the total sheet thickness s+ h and thickness of the base of the sheet s.
5. LABELING, PACKAGING, TRANSPORTATION AND STORAGE
5.1. Labeling, packaging, transportation and storage - in accordance with GOST 7566-81.
GOST 8568-77
INTERSTATE STANDARD
TECHNICAL CONDITIONS
Official publication
IPC PUBLISHING HOUSE OF STANDARDS Moscow
to GOST 8568-77 Steel sheets with rhombic and lenticular corrugation. Specifications
what place
Printed
Must be
Si. Change No. 3 (ICS No. 11-87) and Reissue (September 1993) with Changes No. 1, 2, 3, 4
Clause 1.1. Table, Diamond corrugation. Column "Weight of 1 m 2 sheets, ω", For the thickness of the base of the sheet:
s - 6.0 mm s - 8.0 mm
66
66,6
Si. Reprint (December 1995) and Edition (September 2004)
with Changes No. 1, 2, 3, 4
Clause 1.1. Table. Diamond corrugation. Column “Weight of 1 m 2 sheets, kg”. For sheet base thickness s - 6.0 mm
(IUS Ms 122005)
INTERSTATE STANDARD
STEEL SHEETS WITH RHOMBIC AND LENTIC CORRUPTIONS
Specifications
Corrugated steel rhombic and lentil form sheets. Specifications
MKC 77.140.50 * 1
Date of introduction 01/01/78
This standard applies to hot-rolled steel sheets with one-sided rhombic and lenticular corrugation for general purposes.
1. ASSORTMENT
1.1a. Rolled sheets are manufactured according to thickness: high precision - A, normal precision - B.
(Introduced additionally, Amendment No. 4).
1.1. The shape, dimensions, maximum deviations and weight of 1 m 2 sheets with rhombic and lentil corrugations must correspond to those indicated in the drawing. 1, 2 and in the table.

Official publication
Reproduction is prohibited
© Standards Publishing House, 1977 IPK Standards Publishing House, 2004
|
from 600 to 1000 |
St. 1000 to 1500 |
||
|
I by sheet thickness at ie, mm |
grounds |
Apex angle | ||||||||||
|
St. 1500 to 2000 |
St. 2000 to 2200 |
flute b, mm |
riffle f, hail | |||||||||
|
Normal accuracy | ||||||||||||
|
Diamond knurling | ||||||||||||
|
Lentil corrugation | ||||||||||||
6.0 8,0 10,0 12,0
6.0 8,0 10,0 12,0
1. The thickness of sheets with one-sided rhombic and lentil corrugation is determined by the thickness of the base of the sheet s in millimeters.
2. For sheets rolled in sheet rolling mills, in the middle part of the sheet width, a base thickness of 0.2 mm above the plus limit deviation is allowed.
3. The width of the base of the grooves b, the angle at the top of the grooves f, the diagonals of the rhombus / + t 2, the angle of location of the grooves on the plane of the sheet f, the distance between the grooves t, the length of the grooves I, the radius of curvature of the grooves R on finished sheets are not controlled and are given for calculations in the manufacture of tools.
4. The mass of 1 m 1 2 sheets is determined by the nominal dimensions of the sheets, the height of the corrugations equal to 0.2 sheet thickness, the small diagonal of the rhombus equal to 27.5 mm, the larger diagonal of the rhombus equal to 65 mm. The density of steel is 7.85 g/cm 3 4 5.
5. (Deleted, Amendment No. 4).
(Changed edition, Amendment No. 2, 3, 4, Amendment).
1.2. Corrugated steel is produced in sheets and rolls with one-sided rhombic or lenticular corrugation.
1.3. The height of the corrugations on the sheets should be 0.1-0.3 of the thickness of the base of the sheet, but not less than 0.5 mm. At the consumer's request, sheets with a base thickness of 5 mm or more must have a corrugation height of at least 1.0 mm.
(Changed edition, Amendment No. 2).
1.4. Sheets with rhombic corrugation are made with diamond diagonals (25-30) x (60-70) mm. The configuration of the corrugations and the location of the large diagonals of the diamond along or across the sheet are set by the manufacturer.
At the request of the consumer, it is allowed to produce a sheet with a different ratio of the diagonals of the rhombus.
(Changed edition, Amendment No. 2, 3).
1.5. Lentil corrugated sheets are manufactured with a distance between corrugations of 20, 25 and 30 mm.
1.6. Sheets are produced in widths from 600 to 2200 mm and lengths from 1400 to 8000 mm with a gradation of 50 mm.
1.7. At the request of the consumer, it is possible to produce sheets of other sizes.
(Changed edition, Amendment No. 3).
1.8. Sheets are produced according to sizes:
indicating dimensions for thickness in accordance with the dimensions indicated in the table, and for width and length within the limits specified in clause 1.6 - form I;
with indication of thickness dimensions within the limits specified in the table, without indication of width and length dimensions - form II;
indicating dimensions that are multiples in width and length of the dimensions specified by the consumer within the limits established in clause 1.6 - form III;
indicating the measured dimensions within the limits specified in clause 1.6 - form IV.
(Changed edition, Amendment No. 1).
1.9. Maximum deviations in the length and width of sheets are in accordance with GOST 19903.
At the request of the consumer, sheets and rolls are manufactured with maximum deviations;
20 mm - in width for rolled products over 1000 mm with uncut edges;
15 mm - in length for sheets over 2000 to 6000 mm and over with a thickness of 4.0 and 5.0 mm;
25 mm - with a thickness of 6.0; 8.0; 10.0 and 12.0 mm.
(Changed edition, Amendment No. 3, 4).
1.10. Deviations from flatness - according to GOST 19903 for normal and improved flatness.
(Changed edition, Amendment No. 4).
1.11. (Deleted, Amendment No. 1).
1.12. Requirements for rolled products produced in rolls, as well as the width of the rolls, are in accordance with GOST 19903.
Examples of symbols:
Hot-rolled sheet of steel grade StZsp in accordance with GOST 380 with one-sided rhombic corrugation, dimensions 3.0 x 1000 x 2000 mm, normal thickness accuracy, improved flatness with a rolled edge:
Sheet rhombus V-K-PU-3.0x 1000u. 2000 StZsp GOST 8568-77
Lentil leaf V-K-PU-3.0u 1000 u 2000 StZsp GOST 8568-77
Hot-rolled rolled steel of the StZsp grade in accordance with GOST 380 with one-sided rhombic corrugation, size 3.0 x 1000 mm, high precision, with a rolled edge:
Roll rhombus A-K-3.0 y 1000 StZsp GOST 8568-77
The same, with lentil one-sided corrugation:
Lentil roll A-K-3.0u 1000 StZsp GOST 8568-77.
(Changed edition, Amendment No. 2, 3, 4).
2. TECHNICAL REQUIREMENTS
2.1. Sheets and rolls are manufactured in accordance with the requirements of this standard according to technological regulations approved in the prescribed manner.
2.2. Sheets and rolls are made from carbon steel of ordinary quality, grades STO, St1, St2 and StZ (boiling, calm and semi-quiet) with a chemical composition in accordance with GOST 380.
By agreement between the manufacturer and the consumer, it is allowed to produce rolled sheets without rationing the content of chromium, nickel, and copper.
2.1. 2.2. (Changed edition, Amendment No. 4).
2.3. At the request of the consumer, it is possible to produce sheets from steel of other grades.
(Changed edition, Amendment No. 3).
2.4. Sheets rolled on sheet rolling mills are cut on four sides.
2.5. Sheets and coils rolled on a continuous rolling mill may be supplied with rolled longitudinal edges.
The notches on the edges should not extend the sheet beyond the nominal dimensions in width.
2.4, 2.5. (Changed edition, Amendment No. 1).
2.6. The surface of the sheets should be free of rolled and ingot films, indentations, scale shells, rolled bubbles, cracks and dirt. There should be no delamination on the edges of the sheets.
2.7. Ripples, scale, rust, prints, and individual films are allowed on the surface of the sheets, the depth of which does not exceed the maximum deviations in thickness.
3. ACCEPTANCE RULES
3.1. Sheets and rolls are accepted in batches. The batch consists of sheets of one type of corrugation. Determination of the batch - according to GOST 14637.
3.2. To control the size and quality of the surface, two sheets or one roll are selected from the batch.
3.3. If unsatisfactory control results are obtained for at least one of the indicators, repeated control is carried out on a sample selected in accordance with GOST 7566.
4. TEST METHODS
4.1. Surface inspection is carried out without the use of magnifying devices.
4.2. The thickness of the base of the sheets and the height of the corrugations are measured at a distance of at least 100 mm from the corners and 40 mm from the edges.
The dimensions at any measured point should not take the sheet thickness beyond the maximum deviations.
4.3. The height of the corrugations h is determined as the difference between the dimensions of the total thickness of the sheet s + h and the thickness of the base of the sheet s.
5. LABELING, PACKAGING, TRANSPORTATION AND STORAGE
5.1. Labeling, packaging, transportation and storage - in accordance with GOST 7566.
(Changed edition, Amendment No. 3).
INFORMATION DATA
1. DEVELOPED AND INTRODUCED by the USSR Ministry of Ferrous Metallurgy
2. APPROVED AND ENTERED INTO EFFECT by Resolution of the State Committee of Standards of the Council of Ministers of the USSR dated April 13, 1977 No. 926
3. INSTEAD GOST 8568-57
4. REFERENCE REGULATIVE AND TECHNICAL DOCUMENTS
5. The validity period was lifted according to Protocol No. 7-95 of the Interstate Council for Standardization, Metrology and Certification (IUS 11-95)
6. EDITION (September 2004) with Amendments No. 1, 2, 3, 4, approved in October 1978, November 1980, June 1987, June 1989 (IUS 11-78, 1-81 , 11-87, 11-89), Amendment (IUS 2-2003)
Editor L.I. Nakhimova Technical editor V.N. Prusakova Proofreader A. S. Chernousova Computer layout S. V. Ryabova
Ed. persons No. 02354 dated July 14, 2000. Delivered for recruitment on September 20, 2004. Signed for publication on October 6, 2004. Cond.bake.l. 0.93. Academician-ed.l. 0.60.
Circulation 162 copies. C 4125. Zak. 866.
IPK Standards Publishing House, 107076 Moscow, Kolodezny per., 14. e-mail:
Typed at the Publishing House on a PC
Printed in the branch of the IPK Publishing House of Standards - type. “Moscow Printer”, 105062 Moscow, Lyalin lane, 6.
Is the main one state standard, which regulates the production steel sheets with rhombic and lenticular corrugation manufactured by hot deformation. This standard applies to both conventional and of stainless steel, so if you are interested in stainless steel sheets, this standard will be useful to you.
After reviewing the data normative document You will have an idea of the range, technical requirements, acceptance rules, testing methods for this type of rolled metal. This may help you when choosing quality products for purchase.
Assortment
The first thing that interests the buyer is the size. contains an assortment of sheets with rhombic and lentil corrugation. The following sizes are available for release: by thickness from 2.5 to 12 mm , in width from 600 to 2200 mm , along the length from 1400 to 8000 mm
with gradation 50 mm. However, it is also possible to manufacture products of other sizes. A corrugated sheet differs from a regular sheet by the presence of special protrusions on the surface. These protrusions have their own technological purpose and it is because of them that consumers purchase this type
rolled metal However, some may not know how to tell the difference between diamond and lenticular fluting. In practice it's very simple:.
- just look at the pattern of the textured surface
- With rhombic corrugation, convex lines are clearly visible on the surface, which, intersecting, form diamond-shaped niches. These convex lines have clear boundaries and are continuous throughout the entire length. In the case of lentil corrugation, protrusions are located in a certain way on the surface of the sheet. They remind small slides
and are located at right angles to each other. These projections are short and flatter. The most popular among buyers are sheets with lentil corrugation. They have more pleasant appearance and therefore can be used to solve more
tasks.
When purchasing, it is important to take into account that the corrugation is applied to the surface on only one side! The standard regulates the following parameters for each sheet size: thickness, width, weight of one square meter and size deviations. Parameters such as the width of the base of the grooves, the angle at the top of the grooves, the length of the grooves, the radius of their curvature, and their location on the plane specified in the standard but not controlled
. They are given as a reference material for tool making. In terms of manufacturing accuracy, two manufacturing options are available: high (letter A in the marking) and normal accuracy (letter B in the marking). The difference between them is the size permissible deviations
. For high-precision products, they are significantly lower than for normal-precision products. Therefore, if such a parameter as accuracy is important for your project, it is recommended to purchase category A products. You can see the list and their corresponding maximum deviations in the table below.

When measuring thickness, it is important to know that the thickness is considered to be the base of the sheet without taking into account the height of the corrugation.
If the product is manufactured in sheet rolling mills, its base may be thickened in the middle part. This thickening should be no more than +0.2 mm plus maximum deviation.
The mass of one square meter is calculated with a ribbed height equal to 0.2 thickness, a small diamond diagonal equal to 27.5 mm, a large diamond diagonal equal to 65 mm, and a steel density of 7.85 g/cm3.
It is important to know that corrugated steel with one-sided corrugation is also produced in the form of rolls.
Grooving sizes
As for the height of the riffles, the standard states that it should be within 0.1 - 0.3 thickness, but not less than 0.5 mm. If the consumer requires thick sheets (5 mm or more), then it is allowed to increase minimum height ribbed up to 1 mm, but only by agreement.
For sheets with rhombic corrugation, the diagonals of the rhombus can have a length of (25 - 30) x (60 - 70) mm, however, it is possible to produce corrugations with other dimensions upon agreement. The location of large diagonals along or across the sheet is set by the manufacturer.
For sheets with lentil corrugations, the distance between the corrugations can be 20, 25 or 30 mm.
Limit deviations
The maximum deviations for sheet thickness can be seen in the table above, but deviations for length and width are not indicated there. The standard states that they must be taken from GOST 19903 Hot rolled sheets. Deviations from the plane must be taken from the same standard for normal and improved plane.
If rolled products are manufactured in rolls, the requirements and dimensions of the rolls must be taken from GOST 19903.
Legend
Looking at symbol At first it is difficult to make out what all these letters and numbers mean. However, it is not as difficult as it seems at first glance.
- The first step is to mark the product. The type of product is indicated: sheet or roll and type of corrugation.
- Next comes an indication of the manufacturing accuracy: A - high accuracy, B - normal.
- After this, the edge type is indicated. K - rolled.
- Then come the dimensions: thickness x width x length (or thickness x width in the case of a roll)
- At the very end the steel grade and GOST are indicated.
Technical requirements
Diamond and lenticular corrugated sheets are manufactured as per requirements from carbon steel or other grades of steel.
When produced at a sheet rolling mill, the product is cut on four sides.
When manufactured on a continuous rolling mill, the presence of rolled longitudinal edges is allowed. If there are jagged edges, their size should not make the width of the sheet exceed the nominal dimensions.
Acceptance and Testing
After the production process is completed, it is time to accept the batches. The batch must contain rental of one type of corrugation. That is, there cannot be a single lentil sheet in a batch of diamond sheets. The definition of a party must be taken from GOST 14637.
To take the necessary measurements, one roll or two sheets are taken from the batch. If during the quality determination process at least one unsatisfactory result is obtained, a second stage of testing is carried out. For this stage, sampling is carried out according to GOST 7566.
Measurements to determine the thickness of the base and the height of the corrugations are made at a distance of at least 100 mm from the corners and 40 mm from the edges.
The height of the grooves is determined by subtracting the thickness of the base of the sheet from the total thickness.
History of the Standard
It was developed and introduced by the USSR Ministry of Ferrous Metallurgy. On April 13, 1977 it was approved and put into effect state committee Standards of the Council of Ministers of the USSR instead of GOST 8568-57.
After the collapse of the USSR, this standard was adopted in Russia. In 1995, the Interstate Council for Standardization, Metrology and Certification removed the validity period from it.