Valjani proizvodi za izgradnju čeličnih konstrukcija. Valjani proizvodi za izgradnju čeličnih konstrukcija GOST 27772 88 ažurirano izdanje
Valjani proizvodi za čelične konstrukcije. Opće specifikacije
GOST 27772-88
MKS 77.140.50
OKP 09 2500, 09 3000, 09 7000, 11 2000
Datum uvođenja 01.01.89
Ovaj standard se odnosi na toplo valjane profilisane (uglove, I-grede, kanali), limove, širokopojasne univerzalne valjane proizvode i savijene profile od ugljičnog i niskolegiranog čelika namijenjene građevinarstvu. čelične konstrukcije sa zavarenim i drugim spojevima.
Dozvoljena je upotreba valjanih proizvoda proizvedenih prema ovom standardu za druge industrije.
1. ASORTIMENT
1.1. Oblikovani proizvodi se izrađuju od čelika S235, S245, S255, S275, S285, S345, S345K, S375, univerzalni valjani limovi i savijeni profili izrađuju se od čelika S235, S245, S255, S275, S285, S345, S703, S355 S390K, S440, S590, S590K.
Napomena. Slovo C označava građevinski čelik, brojevi konvencionalno označavaju granicu tečenja valjanog čelika, slovo K je varijanta hemijskog sastava.
Odgovarajuće marke prema važećim standardima date su u Dodatku 1.
1.2. U pogledu oblika, veličine i maksimalnih odstupanja, valjani proizvodi moraju ispunjavati zahtjeve:
GOST 8509 - za ugaone jednake prirubnice,
GOST 8510 - za nejednake uglove,
GOST 8239 - za I-grede,
GOST 19425 - za I-grede i posebne kanale,
GOST 26020 - za I-grede sa paralelnim rubovima prirubnica,
GOST 8240 - za kanale,
GOST 19903 - za limove,
GOST 82 - za širokopojasni univerzalni najam,
NTD - za ekspandirane limove,
GOST 8568 - za listove sa rombičnim i lećastim valovima,
GOST 7511, GOST 8278, GOST 8281, GOST 8282, GOST 8283, GOST 9234, GOST 10551, GOST 13229, GOST 14635, GOST 19771, GOST 19752, GOST 7 - za profil.
1.3. Legenda iznajmljivanje mora biti u skladu sa onima datim u Dodatku 2.
2. TEHNIČKI ZAHTJEVI
2.1. Valjani proizvodi se proizvode u skladu sa zahtjevima ovog standarda za tehnološke regulative, odobren u skladu sa utvrđenom procedurom.
2.2. Hemijski sastav čelika prema toplotnoj analizi uzorka lonca mora biti u skladu sa standardima datim u tabeli. 1.
Tabela 1
* Čelik termički ojačan zagrevanjem valjanjem.
** Čelik termički ojačan specijalnim grijanjem.
napomene:
- U čeliku C245, C275, C255 i C285 dopušteno je povećanje masenog udjela mangana na 0,85%.
- U čeliku S345K, po dogovoru između proizvođača i potrošača, dozvoljen je maseni udio nikla do 0,30%.
- U čeliku S590K moguće je zamijeniti dio masenog udjela nikla kobaltom.
2.3. Hemijski sastav čelika C255 i C285 odabire proizvođač valjanog čelika u skladu sa zahtjevima iz tabele. 1.
2.4. Valjani proizvodi od čelika C255 sa masenim udjelom mangana 0,8% - 1,1% i silicija 0,15% - 0,30% izrađuju se debljine veće od 30 mm, od čelika C285 istog hemijskog sastava - debljine najmanje 16 mm.
2.5. Na zahtjev potrošača, maseni udio bakra u čeliku S345, S375, S390, S440 treba da bude 0,15% - 0,30%, dok se oznaci čelika dodaje slovo D, na primjer: S345D.
2.6. Dozvoljena je proizvodnja valjanih limova čelika C390 hemijskog sastava čelika C345 metodom termičkog poboljšanja specijalnim zagrevanjem, kao i metodom termičkog kaljenja uz zagrevanje valjanjem za proizvodnju profilisanog čelika debljine prirubnice do 12 mm uključujući čelik C345 i C375 sa hemijskim sastavom čelika C245 i C255.
Slovo T dodaje se oznaci čelika, na primjer: S390T, S390DT, S345T-2, S345T-1.
2.7. Maseni udio dušika u čeliku, osim čelika S390, S390K, S440 i S590K, ne smije biti veći od 0,008%, a kod taljenja u električnim pećima - ne više od 0,012%.
Maseni udio arsena - ne više od 0,08%.
Prilikom taljenja čelika iz ruda Kerča, maseni udio arsena nije veći od 0,15%, dok u čeliku C345, C375, C390, C440, C590 i C590K maseni udio fosfora ne bi trebao biti veći od 0,030%.
2.8. Maseni udio zaostalog (rastvorljivog u kiselinama) aluminija u čeliku C255 i C285 sa masenim udjelom mangana do 0,85% i silicijuma 0,15% - 0,30%, namijenjenog za limove i širokotračne univerzalne valjane proizvode, mora biti najmanje 0,020 %.
Za čelik C345 dozvoljeno je dodavanje aluminija i titana kako bi se dobio maseni udio titana u valjanim proizvodima od 0,01% - 0,03%.
2.9. Na zahtjev potrošača, u čeliku S345, S375, S390, S390K i S440, maseni udio fosfora ne smije biti veći od 0,030%, sumpora - ne više od 0,035%.
2.10. Dozvoljeno je tretiranje čelika sintetičkim troskom, vakuumsko otplinjavanje, puhanje argonom, modificiranje čelika kalcijumom i elementima rijetkih zemalja uz unošenje u metal ne više od 0,02% kalcija i 0,05% rijetkih zemalja.
2.11. Prilikom obrade čelika S590K sintetičkim troskom s masenim udjelom sumpora u čeliku ne većim od 0,015%, dopušten je maseni udio zaostalog titana do 0,040% i maseni udio bakra do 0,50%; sa masenim udjelom sumpora većim od 0,015%, dopušten je maseni udio zaostalog titana do 0,030%.
2.12. Prilikom proizvodnje čelika S590K metodom elektro-troske pretapanje, slovo Š dodaje se oznaci čelika - S590KSh. Maseni udio sumpora u čeliku S590KSh ne bi trebao biti veći od 0,010%, fosfora - ne više od 0,020%.
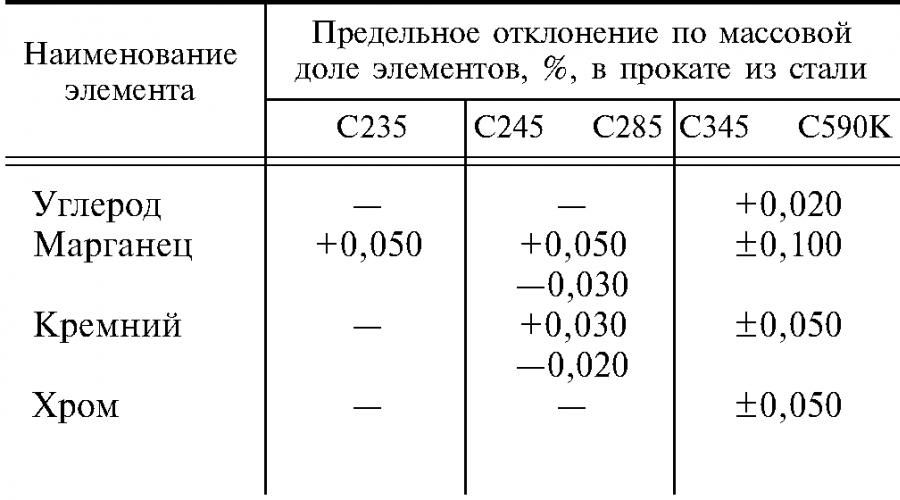
2.13. Maksimalna odstupanja u hemijskom sastavu gotovih valjanih proizvoda od standarda iz tabele. 1 mora odgovarati tabeli. 2.
Tabela 2

Napomena. Kod valjanog čelika S345K maksimalno odstupanje masenog udjela fosfora je +0,03%, kod valjanog čelika S590 i S590K maksimalna odstupanja po masenom udjelu molibdena je +0,02%, od
čelika S345K i S590K, maksimalna odstupanja za maseni udio aluminija su %.
2.13.1. Dozvoljeno hemijska analizačelik za sadržaj hroma, nikla (osim čelika S345K i S590K), bakra (osim čelika S345K, S345D, S375D, S390D, S390K i S440D), arsena i azota (osim čelika S390, S390K i S590K, S400), a osim čelika S345K i S590K), te u čeliku S235 također silicij i u čeliku S590K titanijum, proizvođač ne provodi. Obavezno hemijski sastav garantuje proizvođač. U čeliku istopljenom iz ruda Kerča, određivanje arsena je obavezno.
2.13.2. Proizvođaču je dozvoljeno da ne vrši hemijsku analizu gotovih valjanih proizvoda. Uspostavljene standarde garantuje proizvođač.
2.14. Valjani proizvodi se proizvode u toplo valjanom stanju. Da bi se osigurala potrebna svojstva, dopuštena je upotreba toplinske obrade.
Limovi od čelika S390, S390K i S440 se proizvode u normalizovanom ili poboljšanom stanju, limovi od čelika S590 i S590K se proizvode u poboljšanom stanju.
2.15. Stanje površine i ivica za limove i široke univerzalne valjane proizvode mora biti u skladu sa zahtjevima GOST 14637 i GOST 16523, za oblikovane valjane proizvode - GOST 535, podgrupa 1. Čišćenje površine valjanih proizvoda dozvoljeno je do dubine koja ne odgovara ne prelazi granice minus odstupanja.
2.16. Ravnost valjanih limova mora biti u skladu sa zahtjevima GOST 19903. Vrsta ravnosti je navedena u narudžbi. Za valjane čelične limove S590, S590K debljine do uključujući 20 mm, odstupanja od ravnosti ne smiju biti veća od 15 mm po 1 m dužine, za debljine preko 20 mm - ne više od 12 mm po 1 m dužine .
2.17. Delaminacija valjanih proizvoda nije dozvoljena.
U pogledu kontinuiteta tokom ultrazvučnog ispitivanja, valjani proizvodi moraju biti u skladu sa klasama 0, 1, 2, 3 GOST 22727.
Potreba za ultrazvučnim ispitivanjem i klasa kontinuiteta su naznačeni u narudžbi.
2.18. Zavarljivost čelika garantuje proizvođač.
Na zahtjev potrošača, ekvivalent ugljika (Ce) ne smije biti veći od 0,49% za čelik S390 i S390K, a ne veći od 0,51% za čelik S440.
2.19. Mehanička vlačna svojstva, udarna čvrstoća, kao i uvjeti ispitivanja na savijanje moraju biti u skladu sa zahtjevima iz Tabele 1 za oblikovane valjane proizvode. 3, tabla i širokopojasna univerzalna - tabela. 4.
Tabela 3
Mehanička svojstva oblikovanog čelika

Nastavak tabele. 3

* Za profil debljine 5 mm, standardna udarna čvrstoća je 49 J/cm 2 (5 kgf^m/cm 2).
Tabela 4
Mehanička svojstva limova i širokih univerzalnih valjanih proizvoda

Nastavak tabele. 4

* Za listove i trake debljine 5 mm, standardna udarna čvrstoća je 39 J/cm 2 (4,0 kgf^m/cm 2).
** Za listove i trake debljine 5 mm, standardna udarna čvrstoća je 34 J/cm 2 (3,5 kgf^m/cm 2).
napomene:
- Za čelik S590K dozvoljeno je smanjenje granice popuštanja i vlačne čvrstoće za 49 N/mm 2 (5,0 kgf^m/cm 2), relativnog izduženja za 2% abs.
- Za čelik S590KSh, udarna čvrstoća na temperaturi od minus 70 °C mora biti najmanje 49 J/cm 2 (5,0 kgf^m/cm 2).
- Za čelik S590 i S590K, ispitivanje savijanja mora izdržati savijanje od 120° bez kidanja i pukotina i do 180° bez razdvajanja na dva odvojena dijela.
2.20. Vrijednosti zatezne čvrstoće valjanog čelika S390, S390K, S440, S590 i S590K ne bi trebale prelaziti standardne vrijednosti za više od 180 N/mm 2 (18,5 kgf/mm 2).
2.21. Za valjane limove od čelika C235, C245, C255, C275 i C285 debljine 4-8 mm, standardno izduženje u tabeli. 4 smanjuje se za 2% aps.
2.22. Standardi udarne čvrstoće su dati za valjane proizvode debljine 5 mm ili više.
Za profilisane valjane proizvode standardi udarne čvrstoće pri temperaturi od minus 70 °C važe za profile debljine prirubnice do uključujući 11 mm; po dogovoru između proizvođača i potrošača, ovi standardi se mogu proširiti na valjane proizvode debljine do 20 mm.
2.23. Dozvoljeno je smanjenje vrijednosti udarne čvrstoće na jednom uzorku za 30%. U tom slučaju, prosječna vrijednost rezultata ispitivanja ne bi trebala biti niža od standarda u tabeli. 3 i 4.
2.24. Valjani čelik C345 i C375 se proizvode u kategorijama 1, 2, 3 i 4 u zavisnosti od zahteva za ispitivanje savijanja na udar. Standardizirani pokazatelji udarne čvrstoće za valjani čelik C345 i C375 različitih kategorija navedenih u narudžbi dati su u tabeli. 5.
Tabela 5

2.25. Za lim od čelika S390, S390K, S440, S590 i S590K, udarna čvrstoća na temperaturi od minus 40 °C se dodatno određuje na uzorcima tipa 11 prema GOST 9454. Čvrstoća na udar mora biti najmanje 20 J/ cm 2 (2,0 kgf.m/ cm 2). Norma se ne odbija do 01.01.91.
2.26. Za limove izrađene od čelika S590K (S590KSh), lom posebnih zarezanih uzoraka mora imati vlaknastu strukturu na površini od najmanje 80%.
2.27. Preostali zahtjevi za lim su u skladu sa GOST 14637, GOST 16523, profilirani proizvodi su u skladu sa GOST 535, a savijeni čelični profili su u skladu sa GOST 11474.
2.28. Označavanje, pakovanje - u skladu sa GOST 7566 sa dodacima: za oblikovane valjane proizvode - u skladu sa GOST 535, za limove i širokopojasne univerzalne - u skladu sa GOST 14637, za savijeni profili- prema GOST 11474.
2.28.1. Označavanje profilisanog čelika od čelika C235, C245, C255, C275, C285, C345 i C375 vrši se neizbrisivom bojom, koristeći boje date u tabeli. 6.
Tabela 6

3. PRIHVATANJE
3.1. Iznajmljivanje se prihvata u serijama. Šarža se mora sastojati od valjanih proizvoda iste veličine, jedne taline - kutlače, a za termički obrađene valjane proizvode - jednog načina termičke obrade.
3.2. Seriju mora pratiti dokument o kvaliteti u skladu sa GOST 7566, GOST 14637, GOST 16523 - za valjane limove, GOST 535 - za oblikovane valjane proizvode, GOST 11474 - za savijene čelične profile sa dodacima:
- simbol za iznajmljivanje;
- način obrade čelika u kutlači (ako postoji obrada);
- vrijednosti prihvatljivih brojeva za dva i šest ispitivanja, određene u skladu sa stavom 3.1 Dodatka 3;
- vrijednosti udarne čvrstoće za uzorke sa koncentratorom tipa V na temperaturi od minus 40 °C;
- klasa kontinuiteta valjanih limova tokom ultrazvučnog ispitivanja.
3.3. Da provjerim mehanička svojstva rolanih proizvoda, dva štapa, dvije univerzalne trake, dva lista, dvije rolne se nasumično biraju iz serije. Slučajnost je osigurana metodom sistematske selekcije prema GOST 18321.
3.4. Volumen uzorka za provjeru kvaliteta površine i dimenzija je u skladu sa GOST 14637, GOST 16523, GOST 535, za ultrazvučno ispitivanje kontinuiteta valjanih limova - u skladu sa GOST 14637.
3.5. Proizvođač svake dvadesete serije provodi ispitivanje savijanja na oblikovanom čeliku debljine do 20 mm.
3.6. Ako se dobiju nezadovoljavajući rezultati ispitivanja savijanja, udarne čvrstoće i pri praćenju kvaliteta površine i dimenzija, ponovljena ispitivanja se provode na uzorku odabranom u skladu sa GOST 7566.
Ako se dobiju nezadovoljavajući rezultati ispitivanja granice tečenja, vlačne čvrstoće i relativnog izduženja, ponovljena ispitivanja se provode na uzorku odabranom u skladu s Dodatkom 3.
Rezultati ispitivanja se odnose na cijelu seriju.
Ako se tokom ultrazvučnog ispitivanja dobiju nezadovoljavajući rezultati ispitivanja, proizvođač provodi ispitivanja na svakom listu serije.
4. METODE KONTROLE
4.1. Uzorkovanje za određivanje hemijskog sastava čelika vrši se prema GOST 7565.
4.2. Hemijska analiza čelika vrši se prema GOST 12346 - GOST 12348, GOST 12350 - GOST 12352, GOST 12355 - GOST 12359, GOST 12361, GOST 12364, GOST 17745, GOST 17745, GOST 12352, GOST 12359, GOST 12361, GOST 12364, GOST 17745, GOST 17745, GOST 12352 , GOST 27 809, GOST 28473 ili druge metode koje obezbeđuju potrebnu tačnost analize.
U slučaju neslaganja između proizvođača i potrošača, procjena se provodi standardnim metodama.
4.3. Ekvivalent ugljika (CE),%, određuje se formulom
gdje su C, Mn, Si, Cr, Ni, Cu, V, P maseni udjeli ugljika, mangana, silicijuma, hroma, nikla, bakra, vanadijuma i fosfora, %.
4.4. Delaminacija valjanih proizvoda se kontroliše tokom rezanja kod proizvođača i potrošača pregledom ivica.
4.5. Ultrazvučno ispitivanje Kontinuitet valjanih limova vrši se u skladu sa GOST 22727.
(Promijenjeno izdanje, izmjena br. 1).
4.6. Uzorkovanje i izrada uzoraka za mehaničke i tehnološka ispitivanja izvedeno u skladu sa GOST 7564. Uzorci se izrezuju od profilisanog valjanog čelika i univerzalne trake duž pravca valjanja od lima, uzorci se režu u pravcu valjanja.
4.7. Od svake šipke, lima, univerzalne trake, rolne odabrane za kontrolu, uzimaju se i pripremaju uzorci za ispitivanje na zatezanje, savijanje i određivanje količine vlakana u lomu, jedan uzorak, za određivanje udarne čvrstoće - dva uzorka za svaku temperaturu.
Kontrola savijenih profila vrši se na radnom komadu.
4.8. Ispitivanje zatezanja vrši se na uzorcima petostruke dužine u skladu sa GOST 1497. Za valjane proizvode debljine manje od 3 mm, širina uzorka je 15 mm. Granica tečenja se određuje iz vlačnog dijagrama.
4.9. Kontrola granice razvlačenja, zatezne čvrstoće i relativnog izduženja vrši se prema metodi datoj u Dodatku 3.
U slučaju neslaganja, testira se šest nasumično odabranih uzoraka prema GOST 18321.
4.10. Ispitivanje savijanja provodi se prema GOST 14019.
4.11. Određivanje udarne čvrstoće vrši se za valjane proizvode nominalne debljine 5 mm, najviše u skladu sa GOST 9454 na uzorcima sa koncentratorom tipa U.
Čvrstoća na udar valjanih proizvoda nominalne debljine do uključujući 10 mm određuje se na uzorcima debljine jednake debljini valjanog proizvoda. Za valjane proizvode debljine veće od 10 mm, udarna čvrstoća se određuje na uzorcima tipa 1 prema GOST 9454.
Osim toga, na uzorcima tipa 11, rezanim poprečno na smjer valjanja, određena je udarna čvrstoća valjanih limova od čelika S390, S390K, S440, S590 i S590K na temperaturi od minus 40 °C.
4.12. Čvrstoća na udar nakon mehaničkog starenja određuje se prema GOST 7268 na uzorcima koji koriste U-tip koncentratora.
4.13. U valjanim limovima čelika S590K (S590KSh), količina vlakana u lomu određuje se prema GOST 5521 na plus 20 °C na uzorcima debljine jednake debljini lima.
5. TRANSPORT I SKLADIŠTENJE
5.1. Transport i skladištenje - u skladu sa GOST 7566 sa dodatkom: za oblikovane valjane proizvode - u skladu sa GOST 535, za limove i širokopojasne univerzalne - u skladu sa GOST 14637, GOST 16523, i za savijene profile - u skladu sa GOST 11474.
5.1.1. Željeznicom, valjani proizvodi se prevoze na platformama i vagonima.
DODATAK 1
Informacije
BRENDOVI PREMA VAŽEĆIM PROPISIMA I TEHNIČKOJ DOKUMENTACIJI

DODATAK 2
Obavezno

Ugaoni valjani proizvodi sa jednakim prirubnicama, standardna tačnost valjanja (B), veličina 75-75-6 mm prema GOST 8509-86, izrađeni od čelika C245 prema GOST 27772-88:

I-greda br. 20 prema GOST 8239-72 od čelika C275 prema GOST 27772-88:

Kanal JNo 18 sa nagibom unutrašnjih ivica polica u skladu sa GOST 8240-72 od čelika C285 u skladu sa GOST 27772-88:

Valjani limovi dimenzija 10-1000-2000 mm, povećane preciznosti (A), visoke ravnosti (PV), sa rezanim rubom (O), izrađeni od čelika C390 prema GOST 27772-88:
Valjani limovi dimenzija 8-1000-2000 mm, normalne preciznosti (B), poboljšane ravnosti (PU), sa neobrađenim rubom (NO), prema GOST 19903-74 od čelika S345 sa povećan sadržaj bakar (D), kategorija 3 prema GOST 27772-88:
DODATAK 3
Obavezno
METODOLOGIJA KONTROLE I OCJENE MEHANIČKIH SVOJSTVA VALJANOG ČELIKA
Ova tehnika je namijenjena za procjenu usklađenosti mehaničkih svojstava serije valjanih proizvoda sa zahtjevima standarda.
Navedena vjerovatnoća ispunjavanja normi granice tečenja, zatezne čvrstoće i relativnog izduženja svake serije i cjelokupnog volumena isporučenih valjanih proizvoda postiže se statističkom procjenom nivoa i heterogenosti svojstava metala u toku određenog tehnološkog procesa, kao i kontrolni postupak predviđen ovim standardom i koji sprovodi proizvođač.
1. Opće odredbe
1.1. Termini, osnovni koncepti i oznake - u skladu sa GOST 16504, GOST 15895*, GOST 15467 i drugom regulatornom i tehničkom dokumentacijom.
1.2. Vjerovatnoća ispunjavanja standardnih zahtjeva za granicu tečenja, zateznu čvrstoću i relativno izduženje u svakoj seriji valjanih proizvoda ne smije biti manja od 0,95.
1.3. Procjena usklađenosti mehaničkih svojstava svake serije sa zahtjevima standarda i diferencijacija serija prema čvrstoći čelika C245 i C275, kao i C255 i C285, C345 i C375 vrši se na osnovu rezultata ispitivanja. uzorci odabrani i proizvedeni u skladu sa st. 3.3, 4.6, 4.7 ovog standarda, ili korištenjem regresionih jednačina koje odražavaju odnos između granice popuštanja, zatezne čvrstoće i izduženja s jedne strane i hemijskog sastava topljenja, veličine profila i drugih zabilježenih tehnoloških faktora s druge strane.
2. Zahtjevi za uzorkovanje, statistika distribucije
2.1. Mehanička svojstva valjanih proizvoda od jednog čelika, na jednom mlinu, jednog ili grupe sličnih veličina profila, jedne varijante hemijskog sastava čine opštu celinu.
Evaluacija parametara koji odražavaju nivo i heterogenost kontrolisanih karakteristika valjanih proizvoda u opštoj populaciji vrši se na osnovu rezultata primarnih ispitivanja koji čine uzorak.
Na teritoriji Ruska Federacija Važeći GOST R 50779.10-2000, GOST R 50779.11-2000.
2.2. Za valjani čelik C245 i C275; C255 i C285; C345 i C375 čine ukupni uzorak u parovima.
2.3. Uzorak mora biti reprezentativan i uključivati sve rezultate primarnih ispitivanja u dovoljno dugom vremenskom periodu (najmanje šest mjeseci), tokom kojeg proces nije pretrpio nikakve usmjerene promjene (promjene jedinica, metoda livenja, promjene sirovina, težine ingota, temperaturni režim valjanje itd.). Minimalna veličina uzorka (N) 250 toplinskih serija. Grupisanjem profila moguće je dobiti reprezentativne uzorke različite veličine u jednu populaciju provjeravanjem heterogenosti ukupnog uzorka.
2.4. Prilikom statističke obrade rezultata testa koji čine uzorak, prosek uzorka (X) se određuje pomoću formule
 (2)
(2)
gdje je X l, X 2 ... X N skup vrijednosti slučajna varijabla X koji formira uzorak i nepristrasna procjena standardne devijacije (S) koristeći formulu
 (3)
(3)
kao i razlika (h) između X i normativna vrijednost(C) dat u tabeli. 3 i 4 ovog standarda.
Vrijednost h za granicu tečenja i vlačnu čvrstoću mora biti najmanje 1,645. Ako ovaj uslov nije ispunjen ni za jedan uzorak, onda proizvodnja ove vrste valjanog proizvoda prema ovom standardu nije dozvoljena.
2.5. Pretpostavlja se da distribucija karakteristike u uzorku odgovara normalnom zakonu. Hipoteza o normalnom zakonu distribucije testira se u skladu sa normativnom i tehničkom dokumentacijom. Nivo značajnosti slaganja između empirijske i normalne distribucije mora biti najmanje 0,01.
Abnormalnost rezultata ispitivanja uključenih u uzorak će se ocijeniti prema normativno-tehničkoj dokumentaciji na nivou značajnosti od 0,05.
2.6. Procjenu standardne devijacije granice popuštanja, vlačne čvrstoće i relativnog izduženja u šarži eksperimentalno određuje proizvođač. Testirane su najmanje tri nasumične serije valjanih proizvoda uključenih u ovu opštu populaciju. Najmanje 50 nasumično odabranih uzoraka se testira iz svake serije. Slučajnost je osigurana usklađenošću sa GOST 18321.
Za naknadnu upotrebu prihvata se vrednost 5 0, dobijena kao srednja aritmetička vrednost standardnih devijacija uzorka u ispitivanim serijama, izračunata prema formuli (3).
Ako je za granicu tečenja i zateznu čvrstoću dobijena vrijednost 5 0 manja od 10 N/mm 2 (1 kgf/mm 2), prihvata se 5 0 = 10 N/mm 2 (1 kgf/mm 2).
3. Procjena usklađenosti mehaničkih svojstava serija limastih, trakastih i profiliranih valjanih proizvoda sa zahtjevima standarda
3.1. Mehanička svojstva serije valjanih proizvoda ocjenjuju se na osnovu rezultata vlačnog ispitivanja dva
uzoraka (n = 2). Srednje aritmetičke vrijednosti (X n) ovih rezultata za granicu tečenja, privremene
otpornost i relativno izduženje ne smiju biti manji od odgovarajućih vrijednosti prihvatljivih brojeva (C p), određenih formulom
Gdje 
U ovom slučaju, vrijednosti vlačne čvrstoće pri ispitivanju svakog od uzoraka serije valjanog čelika navedene u tački 2.20 standarda ne bi trebale prelaziti vrijednost C + 180 (N/mm 2).
3.2. Ako pri ispitivanju dva uzorka na vlačnu čvrstoću nije ispunjen zahtjev iz tačke 3.1 ovog dodatka za barem jednu od karakteristika, tada se uzimaju još četiri uzorka od četiri različiti listovi ili šipke. Rezultati ispitivanja smatraju se zadovoljavajućim ako za granicu tečenja, vlačnu čvrstoću i relativno izduženje X p nije manji od C p pri p = 6.
Ako je potrebno formirati uzorak, koriste se rezultati prva dva ispitivanja.
U ovom slučaju, vrijednosti vlačne čvrstoće pri ispitivanju svakog od četiri uzorka serije valjanog čelika navedene u tački 2.20 standarda ne bi trebale prelaziti vrijednost C + 180 (N/mm 2).
3.3. Za čelike S235, S245, S255, S275, S285, S345, S375, procjena usklađenosti mehaničkih svojstava valjanih serija sa zahtjevima standarda može se provesti pomoću regresijskih jednačina u skladu sa OST 14-34.
3.4. Prilikom statističke procjene usklađenosti mehaničkih svojstava valjanih proizvoda sa zahtjevima standarda korištenjem regresijskih jednačina minimalna količinašarže podvrgnute direktnim zateznim ispitivanjima postavljaju se u zavisnosti od niže vrednosti parametra Z, izračunatog za granicu tečenja, zateznu čvrstoću i istezanje prema formuli
 (5)
(5)
Kada je Z > 2,0, testira se najmanje jedna od 10 serija; u 1.6< Z < 2,0 — испытывается не менее одной из 5 партий;при Z < 1,6 — испытывается каждая партия.
3.5. Procjena pouzdanosti predviđanja mehaničkih svojstava pomoću regresionih jednačina pomoću kontrolnih dijagrama i praćenje stabilnosti kvaliteta valjanog proizvoda vrši se u skladu sa OST 14-34.
4.1. Procjena usklađenosti nivoa mehaničkih svojstava serije valjanih proizvoda isporučenih u rolama sa zahtjevima standarda provodi se korištenjem statističkih ovisnosti i uzimajući u obzir razliku u razini čvrstoće i plastičnih karakteristika vanjskih zavoja i srednji deo rolne.
4.2. Statističke zavisnosti mogu se izraziti jednadžbama regresije koje odražavaju odnos između granice popuštanja, vlačne čvrstoće i relativnog izduženja u srednjem dijelu valjka s rezultatima ispitivanja vanjskih zavoja, kemijskim sastavom topljenja, debljinom lima, temperaturnim uvjetima valjanja i namotavanja. , kao i sa ostalim snimljenim parametrima dobijenim pri upotrebi nedestruktivne metode kontrolu.
4.3. Uzorak koji se koristi za procjenu nivoa i heterogenosti mehaničkih svojstava valjanih proizvoda koji se isporučuju u rolnama sastavlja se na osnovu rezultata ispitivanja uzoraka nasumično odabranih iz srednjeg dijela rolni kada se režu u listove. Uzorak uključuje rezultate ispitivanja uzoraka odabranih od najmanje 50 toplinskih serija. Iz svake serije uzimaju se uzorci iz jednakog broja rolni (najmanje dvije), iz svake rolne se uzima jednak broj uzoraka. Za uzorak su određene vrijednosti X, S i h.
Preostali zahtjevi za uzorke koji karakteriziraju mehanička svojstva valjanih proizvoda koji se isporučuju u rolnama su u skladu sa st. 2.1—2.5 ovog dodatka.
Uzorci za karakteristike koje su argumenti u regresijskim jednačinama su napravljeni u odgovarajućim količinama.
4.4. Predviđanje i ocjenjivanje usklađenosti svojstava serije valjanih proizvoda isporučenih u rolama sa zahtjevima standarda korištenjem uparenih i višestrukih regresijskih jednačina dopušteno je ako vrijednost uparenog i, shodno tome, višestrukog koeficijenta korelacije nije niža od 0,4 i sprovodi se u skladu sa st. 3.1, 3.2, 3.4 ove prijave.
4.5. Ako zahtjev iz tačke 4.4 ovog dodatka nije ispunjen u pogledu vrijednosti koeficijenta korelacije, tada proizvođač ocjenjuje usklađenost svojstava valjanih proizvoda koji se isporučuju u rolama u skladu sa zahtjevima navedenim u klauzulama. 4.5.1—4.5.3.
4.5.1. Za granicu tečenja, vlačnu čvrstoću i relativno izduženje određuje se eksperimentalna vrijednost S 0, za koju se ispituje iznajmljivanje najmanje tri slučajne serije uključene u ovu opću populaciju. Iz svake serije se biraju tri rolne, a iz svake rolne se uzima najmanje 20 uzoraka ravnomerno po dužini rolne.
Preostali zahtjevi za određivanje vrijednosti S 0 su u skladu sa stavom 2.6 ovog dodatka.
4.5.2. Za granicu tečenja, zateznu čvrstoću i relativno izduženje, pored uzoraka sastavljenih u skladu sa zahtjevima iz tačke 4.3, paralelno se formira uzorak slučajne vrijednosti - A. Vrijednost A je razlika između aritmetičke srednje vrijednosti rezultate ispitivanja dva uzorka uzeta iz vanjskih zavoja dvije rolne serije, i srednje aritmetičke vrijednosti rezultata ispitivanja istog broja uzoraka uzetih iz srednjeg dijela istih rolni.
Za vrijednost A određuju se prosjek uzorka (A) i standardna devijacija (SA).
4.5.3. Da bi se ocijenila usklađenost serije valjanih proizvoda sa zahtjevima standarda, testiraju se dva uzorka odabrana iz vanjskih zavoja dvije nasumične role serije, a aritmetička srednja vrijednost (X n) rezultata ovih ispitivanja je odlučan.
Izračunate vrijednosti granice popuštanja, vlačne čvrstoće i relativnog izduženja određene su formulom
 (6)
(6)
Izračunate vrijednosti ne smiju biti manje od prihvatljivog broja Cn, određenog formulom iz tačke 3.1 ovog dodatka, sa n = 2.
4. Procjena usklađenosti mehaničkih svojstava valjanih proizvoda sa zahtjevima standarda
INFORMACIJSKI PODACI
1. RAZVIJENO od strane Ministarstva crne metalurgije SSSR-a, Državnog komiteta za izgradnju SSSR-a, Ministarstva Montazhspetsstroja SSSR-a, Ukrajinske akademije nauka
UVEDENO od strane Ministarstva trešnje i metalurgije SSSR-a
2. ODOBRAVA SE I STUPA NA SNAGU Rješenjem Državni komitet SSSR prema standardima od 30. juna 1988. br. 2564
3. PREDSTAVLJENO PRVI PUT
4. REFERENTNI REGULATIVNI I TEHNIČKI DOKUMENTI

5. Rok važenja je ukinut prema Protokolu br. 7-95 Međudržavnog vijeća za standardizaciju, mjeriteljstvo i sertifikaciju (IUS 11-95)
6. IZDANJE sa promjenom br. 1, odobreno u junu 1989. (IUS 11-89)
|
Naziv čelika |
Maseni udio elementa, % |
|||||||||||||||||||
|
ugljenik, ne više |
mangan |
sumpor, ne više |
ostali elementi |
|||||||||||||||||
|
Ne više od 0,60 |
Ne više od 0,05 |
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
|||||||||||||||
|
Ne više od 0,65 |
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
||||||||||||||||
|
Ne više od 0,65 |
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
||||||||||||
|
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
|||||||||||||||||
|
Ne više od 0,80 |
Ne više od 0,035 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
||||||||||||||||
|
Aluminijum |
||||||||||||||||||||
|
Ne više od 0,60 |
Ne više od 0,035 |
Ne više od 0,40 |
Ne više od 0,30 |
Ne više od 0,30 |
Azot |
|||||||||||||||
|
Ne više od 0,17 |
Ne više od 0,035 |
Ne više od 0,30 |
Ne više od 0,30 |
|||||||||||||||||
|
Ne više od 0,60 |
Ne više od 0,035 |
Ne više od 0,40 |
Ne više od 0,30 |
Ne više od 0,30 |
Azot |
|||||||||||||||
|
Ne više od 0,035 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
molibden |
||||||||||||||||
|
Ne više od 0,035 |
Ne više od 0,30 |
molibden Aluminijum |
||||||||||||||||||
2.4. Valjani proizvodi od čelika C255 s masenim udjelom mangana 0,8-1,1% i silicija 0,15-0,30% izrađuju se debljine veće od 30 mm, od čelika C285 istog kemijskog sastava - debljine najmanje 16 mm.
2.5. Na zahtjev potrošača, maseni udio bakra u čeliku S345, S375, S390, S440 treba biti 0,15-0,30%, dok se oznaci čelika dodaje slovo D, na primjer S345D.
2.6. Dozvoljena je proizvodnja valjanih limova čelika C390 hemijskog sastava čelika C345 metodom termičkog poboljšanja specijalnim zagrevanjem, kao i metodom termičkog kaljenja uz zagrevanje valjanjem za proizvodnju profilisanog čelika debljine prirubnice do 12 mm uključujući čelik C345 i C375 sa hemijskim sastavom čelika C245 i C255.
Slovo T dodaje se oznaci čelika, na primjer: S390T S390DT, S345T-2, S345T-1.
2.7. Maseni udio dušika u čeliku, osim čelika S390, S390K, S440 i S590K, ne smije biti veći od 0,008%, a kod taljenja u električnim pećima - ne više od 0,012%.
Maseni udio arsena - ne više od 0,08%.
Prilikom taljenja čelika iz ruda Kerča, maseni udio arsena nije veći od 0,15%, dok u čeliku C345, C375, C390, C440, C590 i C590K maseni udio fosfora ne bi trebao biti veći od 0,030%.
2.8. Maseni udio rezidualnog (rastvorljivog u kiselinama) aluminija u čeliku C255 i C285 sa masenim udjelom mangana do 0,85% i silicijuma 0,15-0,30%, namijenjenog za limove i širokopojasne univerzalne valjane proizvode, mora biti najmanje 0,20% .
Za čelik C345 dopušteno je dodavanje aluminija i titana kako bi se dobio maseni udio titana u valjanim proizvodima od 0,01-0,03%.
2.9. Na zahtjev potrošača, u čeliku S345, S375, S390, S390K i S440, maseni udio fosfora treba biti 0,030%, sumpora - ne više od 0,035%.
2.10. Dozvoljeno je tretiranje čelika sintetičkim troskom, vakuumsko otplinjavanje, puhanje argonom, modificiranje čelika kalcijumom i elementima rijetkih zemalja uz unošenje ne više od 0,02% kalcija i 0,05% rijetkih zemnih elemenata u metal.
2.11. Prilikom obrade čelika S590K sintetičkim troskom s masenim udjelom sumpora u čeliku ne većim od 0,015%, dopušten je maseni udio zaostalog titana do 0,040% i maseni udio bakra do 0,50%; kada je maseni udio sumpora veći od 0,015%, dozvoljen je maseni udio zaostalog titana do 0,030%.
2.12. Prilikom proizvodnje čelika S590K metodom elektrotroske pretapanje, oznaci čelika dodaje se slovo Š-S590KŠ. Maseni udio sumpora u čeliku S590KSh ne bi trebao biti veći od 0,010%, fosfora - ne više od 0,020%.
2.13. Maksimalna odstupanja u hemijskom sastavu gotovih valjanih proizvoda od standarda moraju biti usklađena.
|
Naziv artikla |
Maksimalna odstupanja po masenom udjelu elemenata, %, valjani čelik |
||
|
Mangan |
|||
Napomena. Kod valjanog čelika S345K maksimalno odstupanje za maseni udio fosfora je +0,03%, za čelik S590 i S590K - maksimalno odstupanje za maseni udio molibdena je ±0,02%, za čelik S345K u S590K - maksimalno odstupanje za maseni udio aluminijuma je .+ 0,02%.
2.13.1. Hemijska analiza čelika dozvoljena je na sadržaj hroma, nikla (osim čelika S345K i S590K), bakra (osim čelika S345K, S345D, S375D, S390D, S390K i S440D), arsena i azota (osim čelika S390 i S490). S590), aluminijum (osim za čelik S345K i S590K), au čeliku S235 takođe silicijum i u čelik S590K titanijum ne bi trebalo da se vrši od strane proizvođača. Potrošač garantuje traženi hemijski sastav. U čeliku istopljenom iz ruda Kerča, određivanje arsena je obavezno.
2.13.2. Proizvođaču je dozvoljeno da ne vrši hemijsku analizu gotovih valjanih proizvoda. Uspostavljene standarde garantuje proizvođač.
2.14. Valjani proizvodi se proizvode u toplo valjanom stanju. Da bi se osigurala potrebna svojstva, dopuštena je upotreba toplinske obrade.
Limovi od čelika S390, S390K i S440 se proizvode u normalizovanom ili poboljšanom stanju, limovi od čelika S590 i S590K se proizvode u poboljšanom stanju.
|
Naziv čelika |
debljina, |
Mehaničke karakteristike |
Bend up paralelno- veze stranaka (A- debljina uzorka, d- prečnik |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Izduženje, % |
na temperaturi, °C |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
mehaničko starenje |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 4 do 20 uklj. |
d=a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 20 do 40 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 4 do 20 uklj. |
d=a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 20 do 25 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 25 do 30 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 4 do 10 uklj. |
d=a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
St. 10 do 20 uklj. |
d=a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 20 do 40 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 4 do 10 uklj. |
d=a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
St. 10 do 20 uklj. |
d=a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 4 do 10 uklj. |
d=a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
St. 10 do 20 uklj. |
d=a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 4 do 10 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
St. 10 do 20 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 20 do 40 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 4 do 10 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 4 do 10 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
St. 10 do 20 uklj. |
d=2a |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Od 20 do 40 uklj. |
d=2a |
Potreba za ultrazvučnim ispitivanjem i klasa kontinuiteta su naznačeni u narudžbi. 2.18. Zavarljivost čelika garantuje proizvođač. Na zahtjev potrošača, ekvivalent ugljika ( WITH e) ne smije biti više od 0,49% za čelik S390 i S390K, a ne više od 0,51% za čelik S440. 2.19. Mehanička vlačna svojstva, udarna čvrstoća, kao i uvjeti ispitivanja na savijanje moraju zadovoljiti zahtjeve za oblikovane valjane proizvode, limove i širokopojasne univerzalne -. 2.24. Valjani čelik C345 i C375 se proizvode u kategorijama 1, 2, 3 i 4 u zavisnosti od zahteva za ispitivanje savijanja na udar. Dati su standardizirani pokazatelji udarne čvrstoće za valjani čelik C345 i C375 različitih kategorija navedenih u narudžbi.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 (5)
(5)GOST 27772-88
UDK 669.14-122:006.354 Grupa B20
DRŽAVNI STANDARD SSSR-a
NAJAM ZA IZGRADNJU ČELIČNIH KONSTRUKCIJA
Opšti tehnički uslovi
Valjani proizvodi za čelične konstrukcije.
Opće specifikacije
OKP 092500, 093000, 097000, 112000
Vrijedi od 01.01.89
do 01.01.99*
INFORMACIJSKI PODACI
1. RAZVIJENO od strane Ministarstva crne metalurgije SSSR-a, Državnog komiteta za izgradnju SSSR-a, Ministarstva Montazhspetsstroja SSSR-a, Ukrajinske akademije nauka
UVEDENO od strane Ministarstva trešnje i metalurgije SSSR-a
DEVELOPERS
D.K. Nesterov; S.I. Rudyuk, Ph.D. tech. nauke; V.F. Kovalenko; E.I. Feldman (voditelji rada), dr. sc. tech. nauke; L.F. Kuznjecov (odgovorni izvršni direktor); J.M. Roeva, Ph.D. econ. nauke; I.N. Dryukova, dr. tech. nauke; Yu.S. Tomenko, dr. tech. nauke; L.V. Klimova; V.G. Ababkov, dr. tech. nauke; V.D. Khromov, Yu.N. Semenov (rukovodioci rada), dr. tech. nauke; L.V. Meandrov, doktor tehničkih nauka. nauke; G.E. Šaronov (odgovorni izvršilac), dr. tech. nauke; V.P. Poddubny; V.M. Gorpinčenko, doktor tehničkih nauka. nauke; M.R. Uritsky (voditelj rada), dr. tech. nauke; P.D. Odessky (odgovorni izvršilac), doktor tehničkih nauka. nauke; L.I. Gladshtein (supervizor), dr. tech. nauke; V.S. Kustanovich (odgovorni izvršni direktor); K.V. Lyalin, Ph.D. tech. nauke; V.V Malov (rukovodilac), dr. tech. nauke; P.G. Samoilov (odgovorni izvršilac), dr. tech. nauke; NJIH. Polyakova; L.M. Lobanov, doktor tehničkih nauka. nauke; A.E. Asnis, doktor tehničkih nauka. nauke; V.V. Pavlov (supervizor), dr. tech. nauke
2. ODOBREN I STUPAN NA SNAGU Rezolucijom Državnog komiteta SSSR-a za standarde od 30. juna 1988. godine br. 2564
3. Uveden po prvi put
4. REFERENTNI REGULATIVNI I TEHNIČKI DOKUMENTI
|
Broj klauzule, podtačke, nabrajanja, dodatka |
|
|
Dodatak 1 |
|
|
2.15, 2.27, 3.2, 5.1 |
|
|
GOST 1497-84 |
|
|
GOST 5521-86 |
|
|
GOST 7268-82 |
|
|
GOST 7511-73 |
|
|
GOST 7564-73 |
|
|
GOST 7565-81 |
|
|
GOST 7566-81 |
2.28, 3.2, 3.6, 5.1 |
|
GOST 8239-72 |
1.2, dodatak 2 |
|
GOST 8240-72 |
1.2, dodatak 2 |
|
GOST 8278-83 |
|
|
GOST 8281-80 |
|
|
GOST 8282-83 |
|
|
GOST 8283-77 |
|
|
GOST 8509-86 |
1.2, dodatak 2 |
|
GOST 8510-86 |
1.2, dodatak 2 |
|
GOST 8568-77 |
|
|
GOST 8706-78 |
|
|
GOST 9234-74 |
|
|
GOST 9454-78 |
|
|
GOST 10551-75 |
|
|
GOST 11474-76 |
|
|
GOST 12346-78 |
|
|
GOST 12347-77 |
|
|
GOST 12348-78 |
|
|
GOST 12350-78 |
|
|
GOST 12351-81 |
|
|
GOST 12352-81 |
|
|
GOST 12355-78 |
|
|
GOST 12356-81 |
|
|
GOST 12357-84 |
|
|
GOST 12358-82 |
|
|
GOST 12359-81 |
|
|
GOST 12361-81 |
|
|
GOST 12364-84 |
|
|
GOST 13229-78 |
|
|
GOST 14019-80 |
|
|
GOST 15635-79 |
|
|
GOST 14637-79 |
2.15, 2.27, 3.2, 5.1 |
|
GOST 15467-79 |
Dodatak 3 |
|
GOST 15895-77 |
Dodatak 3 |
|
GOST 16504-81 |
Dodatak 3 |
|
GOST 16523-70 |
2.15, 2.27, 3.2, 5.1 |
|
GOST 17745-72 |
|
|
GOST 18895-81 |
|
|
GOST 19282-73 |
Dodatak 1 |
|
GOST 19425-74 |
|
|
GOST 19771-74 |
|
|
GOST 19772-74 |
|
|
GOST 19903-74 |
1.2, 2.16, Dodatak 2 |
|
GOST 20560-81 |
|
|
GOST 22536.0-87 |
|
|
GOST 22536.1-88 |
|
|
GOST 22536.2-87 |
|
|
GOST 22536.3-88 |
|
|
GOST 22536.5-87 |
|
|
GOST 22536.6-88 |
|
|
GOST 22536.8-87 |
|
|
GOST 22536.9-88 |
|
|
GOST 22536.10-88 |
|
|
GOST 22536.11-87 |
|
|
GOST 22536.12-77 |
|
|
GOST 22727-88 |
|
|
GOST 25577-83 |
|
|
GOST 27809-88 |
|
|
GOST 28473-90 |
|
|
Dodatak 3 |
|
|
TU 36.26.11-5-89 |
5. Ponovno izdanje sa izmjenom br. 1, odobreno u junu 1989. (IUS 11-89).
Ovaj standard se odnosi na toplovaljane profilisane (uglove, I-grede, kanali), limove, širokopojasne univerzalne valjane proizvode i valjane profile od ugljeničnog i niskolegiranog čelika namenjene za izgradnju čeličnih konstrukcija sa zavarenim i drugim priključcima.
Dozvoljena je upotreba valjanih proizvoda proizvedenih prema ovom standardu za druge industrije.
1. ASORTIMENT
1.1. Oblikovani proizvodi se izrađuju od čelika S235, S245, S255, S275, S285, S345, S345K, S375, univerzalni valjani limovi i savijeni profili izrađuju se od čelika S235, S245, S255, S275, S285, S345, S703, S355 S390K, S440, S590, S590K.
Napomena. Slovo C označava građevinski čelik, brojevi konvencionalno označavaju granicu tečenja valjanih proizvoda, slovo K je varijanta hemijskog sastava.
Odgovarajuće marke prema važećim standardima date su u Dodatku 1.
1.2. U pogledu oblika, veličine i maksimalnih odstupanja, valjani proizvodi moraju ispunjavati zahtjeve:
GOST 8509-86 - za ugaone jednake prirubnice,
GOST 8510-86 - za nejednake uglove,
GOST 8239-72 - za I-grede,
GOST 19425-74 - za I-grede i posebne kanale,
GOST 26020-83 - za I-grede sa paralelnim rubovima prirubnica,
GOST 8240-72 - za kanale,
GOST 19903-74 - za limove,
GOST 82-70 - za širokopojasni univerzalni najam,
GOST 8706-78 - za ekspandirane metalne limove,
GOST 8568-77 - za listove sa rombičnim i lebdećim valovima,
GOST 7511-73, GOST 8278-83, GOST 8281-80, GOST 8282-83, GOST 8283-77, GOST 9234-74, GOST 10551-75, GOST 13229-78, GOST 13229-78, GOST 14763 GOST 19772-74, GOST 25577-83 - za savijene profile.
1.3. Simboli za iznajmljivanje moraju odgovarati onima navedenim u Dodatku 2.
2. TEHNIČKI ZAHTJEVI
2.1. Valjani proizvodi se proizvode u skladu sa zahtjevima ovog standarda prema tehnološkim propisima odobrenim na propisan način.
2.2. Hemijski sastav čelika prema toplotnoj analizi uzorka lonca mora biti u skladu sa standardima datim u tabeli. 1.
2.3. Hemijski sastav čelika C255 i C285 odabire proizvođač valjanog čelika u skladu sa zahtjevima iz tabele. 1.
2.4. Valjani proizvodi od čelika C255 s masenim udjelom mangana 0,8-1,1% i silicija 0,15-0,30% izrađuju se debljine veće od 30 mm, od čelika C285 istog kemijskog sastava - debljine najmanje 16 mm.
2.5. Na zahtjev potrošača, maseni udio bakra u čeliku C345, C375, C390, C440 treba biti 0,15-0,30%, dok se oznaci čelika dodaje slovo D, na primjer C345D.
2.6. Dozvoljena je proizvodnja valjanih limova čelika C390 hemijskog sastava čelika C345 metodom termičkog poboljšanja specijalnim zagrevanjem, kao i metodom termičkog kaljenja uz zagrevanje valjanjem za proizvodnju profilisanog čelika debljine prirubnice do 12 mm uključujući čelik C345 i C375 sa hemijskim sastavom čelika C245 i C255.
Slovo T dodaje se oznaci čelika, na primjer: S390T, S390DT, S345T-2, S345T-1.
2.7. Maseni udio dušika u čeliku, osim čelika S390, S390K, S440 i S590K, ne smije biti veći od 0,008%, a kod taljenja u električnim pećima - ne više od 0,012%.
Tabela 1
|
Naziv čelika |
Maseni udio elemenata, % |
|||||||||
|
ugljenik, ne više |
mangan |
sumpor, ne više |
ostali elementi |
|||||||
|
Ne više od 0,60 |
Ne više od 0,05 |
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
|||||
|
S245, S275, S345T*, S375T* |
Ne više od 0,65 |
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
|||||
|
Ne više od 0,65 |
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
||||||
|
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
|||||||
|
Ne više od 0,040 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
|||||||
|
S345, S375, S390T** |
Ne više od 0,80 |
Ne više od 0,035 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
|||||
|
Aluminijum 0,08-0,15 |
||||||||||
|
Ne više od 0,60 |
Ne više od 0,035 |
Ne više od 0,40 |
Ne više od 0,30 |
Ne više od 0,30 |
Azot 0,015-0,025 |
|||||
|
Ne više od 0,17 |
Ne više od 0,035 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,20-0,40 |
Azot 0,015-0,025 |
|||||
|
Ne više od 0,60 |
Ne više od 0,035 |
Ne više od 0,40 |
Ne više od 0,30 |
Ne više od 0,30 |
Azot 0,015-0,025 |
|||||
|
Ne više od 0,035 |
Ne više od 0,30 |
Ne više od 0,30 |
Ne više od 0,30 |
Molibden 0,15-0,25 |
||||||
|
Ne više od 0,035 |
Ne više od 0,30 |
Molibden 0,15-0,25 |
||||||||
|
Azot 0,02-0,03 |
||||||||||
|
Aluminijum 0,05-0,10 |
||||||||||
* Čelik termički ojačan zagrevanjem valjanjem.
** Čelik termički ojačan specijalnim grijanjem.
napomene:
1. U čeliku C245, C275, C255 i C285 dozvoljeno je povećanje masenog udjela mangana na 0,85%.
2. U čeliku S345K, po dogovoru između proizvođača i potrošača, dozvoljen je maseni udio nikla do 0,30%.
3. U čeliku S590K dozvoljena je zamjena dijela masenog udjela nikla kobaltom.
(Promijenjeno izdanje, izmjena br. 1).
Maseni udio arsena - ne više od 0,08%.
Prilikom taljenja čelika iz ruda Kerča, maseni udio arsena nije veći od 0,15%, dok u čeliku C345, C375, C390, C440, C590 i C590K maseni udio fosfora ne bi trebao biti veći od 0,030%.
2.8. Maseni udio preostalog (rastvorljivog u kiselinama) aluminija u čeliku C255 i C285 sa masenim udjelom mangana do 0,85% i silicijuma 0,15-0,30%, namijenjenog za limove i širokopojasne univerzalne valjane proizvode, mora biti najmanje 0,020% .
Za čelik C345 dopušteno je dodavanje aluminija i titana kako bi se dobio maseni udio titana u valjanim proizvodima od 0,01-0,03%.
2.9. Na zahtjev potrošača, u čeliku S345, S375, S390, S390K i S440, maseni udio fosfora ne smije biti veći od 0,030%, sumpora - ne više od 0,035%.
2.10. Dozvoljeno je tretiranje čelika sintetičkim troskom, vakuumsko otplinjavanje, puhanje argonom, modificiranje čelika kalcijumom i elementima rijetkih zemalja na temelju unošenja ne više od 0,02% kalcijuma i 0,05% rijetkih zemnih elemenata u metal.
2.11. Prilikom obrade čelika S590K sintetičkim troskom s masenim udjelom sumpora u čeliku ne većim od 0,015%, dopušten je maseni udio zaostalog titana do 0,040% i maseni udio bakra do 0,50%; kada je maseni udio sumpora veći od 0,015%, dozvoljen je maseni udio zaostalog titana do 0,030%.
2.12. Prilikom proizvodnje čelika S590K metodom elektro-troske pretapanje, slovo Š dodaje se oznaci čelika - S590KSh. Maseni udio sumpora u čeliku S590KSh ne bi trebao biti veći od 0,010%, fosfora - ne više od 0,020%.
2.13. Maksimalna odstupanja u hemijskom sastavu gotovih valjanih proizvoda od standarda iz tabele. 1 mora odgovarati tabeli. 2.
Tabela 2
|
Naziv artikla |
Maksimalna odstupanja po masenom udjelu elemenata, %, kod valjanog čelika |
||
|
Karbon |
|||
|
Mangan |
|||
Napomena. Kod valjanog čelika S345K maksimalno odstupanje za maseni udio fosfora je +0,03%, za čelik S590 i S590K - maksimalno odstupanje za maseni udio molibdena je ±0,02%, za čelik S345K i S590K - maksimalno odstupanje za maseni udio aluminijuma je
2.13.1. Hemijska analiza čelika dozvoljena je na sadržaj hroma, nikla (osim čelika S345K i S590K), bakra (osim čelika S345K, S345D, S375D, S390D, S390K i S440D), arsena i azota (osim čelika S390 i S490). S590), aluminijum (osim za čelik S345K i S590K), au čeliku S235 takođe silicijum i u čelik S590K titanijum ne bi trebalo da se vrši od strane proizvođača. Za traženi hemijski sastav garantuje proizvođač. U čeliku istopljenom iz ruda Kerča, određivanje arsena je obavezno.
2.13.2. Proizvođaču je dozvoljeno da ne vrši hemijsku analizu gotovih valjanih proizvoda. Uspostavljene standarde garantuje proizvođač.
2.14. Valjani proizvodi se proizvode u toplo valjanom stanju. Da bi se osigurala potrebna svojstva, dopuštena je upotreba toplinske obrade.
Limovi od čelika S390, S390K i S440 se proizvode u normalizovanom ili poboljšanom stanju, limovi od čelika S590 i S590K se proizvode u poboljšanom stanju.
2.15. Stanje površine i ivica za limove i široke univerzalne valjane proizvode mora biti u skladu sa zahtjevima GOST 14637-79 i GOST 16523-70, oblikovani valjani proizvodi - GOST 535-88, podgrupa 1. Dozvoljeno je čišćenje površine valjanih proizvoda. do dubine koja ne prelazi granice minus odstupanja.
2.16. Ravnost valjanih limova mora biti u skladu sa zahtjevima GOST 19903-74. Vrsta ravnosti je navedena u narudžbi. Za valjane čelične limove S590, S590K debljine do 20 mm uključujući. odstupanja od ravnosti ne smiju biti veća od 15 mm po 1 m dužine, debljine preko 20 mm - ne više od 12 mm po 1 m dužine.
2.17. Delaminacija valjanih proizvoda nije dozvoljena.
U pogledu kontinuiteta tokom ultrazvučnog ispitivanja, valjani proizvodi moraju odgovarati klasama 0, 1, 2, 3 GOST 22727-88.
Potreba za ultrazvučnim ispitivanjem i klasa kontinuiteta su naznačeni u narudžbi.
2.18. Zavarljivost čelika garantuje proizvođač.
Na zahtjev potrošača, ugljični ekvivalent (C E) ne bi trebao biti veći od 0,49% za čelik S390 i S390K, a ne veći od 0,51% za čelik S440.
2.19. Mehanička svojstva zatezanja, udarne čvrstoće, kao i uvjeti ispitivanja na savijanje moraju biti u skladu sa zahtjevima iz Tabele 1 za oblikovane valjane proizvode. 3, tabla i širokopojasna univerzalna - tabela. 4.
Tabela 3
Mehanička svojstva oblikovanog čelika
|
Debljina police, mm |
Čvrstoća udara KCU, J/cm 2 (kgf m/cm 2) |
||||||||||
|
Privremeno |
Relativno |
paralelizam |
|||||||||
|
promet s T, N/mm 2 (kgf/mm 2) |
otpor s B, N/mm 2 (kgf/mm 2) |
izduženje d5,% |
strane (a je debljina uzorka, in d- prečnik trna) |
na temperaturi, °C |
nakon mehaničkog starenja |
||||||
|
Od 4 do 20 uklj. |
|||||||||||
|
Od 4 do 20 uklj. |
|||||||||||
|
Od 4 do 10 uklj. |
|||||||||||
|
Od 4 do 10 uklj. |
|||||||||||
|
Od 4 do 10 uklj. |
|||||||||||
|
Od 4 do 10 uklj. |
|||||||||||
|
Od 4 do 10 uklj. |
|||||||||||
|
S375 |
Od 4 do 10 uklj. |
||||||||||
* Za profil debljine 5 mm standardna udarna čvrstoća je 49 J/cm 2 (5 kgf m/cm 2).