Niklovanje kod kuće - dobivanje lijepih i pouzdanih premaza. Tehnologija niklanja kod kuće Kako premazati metal niklom
Hemijsko prevlačenje nekih metala drugim je zadivljujuće zbog jednostavnosti tehnološkog procesa. Zaista, ako je, na primjer, potrebno hemijski niklovati bilo koji čelični dio, dovoljno je imati odgovarajuće emajlirano posuđe, izvor grijanja (plinski štednjak, primus štednjak itd.) i relativno oskudne kemikalije. Sat ili dva - i dio je prekriven sjajnim slojem nikla.
Imajte na umu da samo uz pomoć elektrobez niklovanje Možete pouzdano niklovane dijelove sa složenim profilima i unutrašnjim šupljinama (cijevi, itd.). Istina, hemijsko niklovanje (i neki drugi slični procesi) nije bez svojih nedostataka. Glavni je da prianjanje filma nikla na osnovni metal nije prejako. Međutim, ovaj nedostatak se može eliminirati; za to se koristi takozvana metoda niskotemperaturne difuzije. Omogućuje vam značajno povećanje prianjanja filma nikla na osnovni metal. Ova metoda je primjenjiva na sve hemijski premazi neke metale drugima.
Proces hemijskog niklanja zasniva se na redukciji nikla iz vodenih rastvora njegovih soli upotrebom natrijum hipofosfita i nekih drugih hemikalija.
Niklovanje
Hemijski proizvedeni premazi nikla imaju amorfnu strukturu. Prisustvo fosfora u niklu čini film sličnim po tvrdoći hrom filmu. Nažalost, adhezija filma nikla na osnovni metal je relativno niska. Termička obrada niklovanih filmova (niskotemperaturna difuzija) sastoji se od zagrijavanja niklovanih dijelova na temperaturu od 400°C i držanja na toj temperaturi 1 sat.
Ako se dijelovi presvučeni niklom očvrsnu (opruge, noževi, udice itd.), onda se na temperaturi od 40°C mogu temperirati, odnosno izgubiti svoj glavni kvalitet - tvrdoću. U ovom slučaju, niskotemperaturna difuzija se vrši na temperaturi od 270...300 C sa vremenom zadržavanja do 3 sata.U ovom slučaju, toplotna obrada takođe povećava tvrdoću nikalnog premaza.
Sve navedene prednosti hemijsko niklovanje nije promaklo pažnji tehnologa. Našli su im praktičnu upotrebu (osim upotrebe dekorativnih i antikorozivnih svojstava). Dakle, uz pomoć hemijskog niklovanja, osovine se popravljaju razni mehanizmi, puževi mašina za rezanje navoja itd.
Kod kuće, niklovanjem (naravno, kemijskim!) možete popraviti dijelove raznih kućanskih uređaja. Tehnologija je ovdje izuzetno jednostavna. Na primjer, srušena je osovina nekog uređaja. Zatim se sloj nikla nanosi (višak) na oštećenom području. Zatim se radna površina osovine polira, dovodeći je do željene veličine.
Treba napomenuti da se hemijsko niklovanje ne može koristiti za oblaganje metala kao što su kalaj, olovo, kadmijum, cink, bizmut i antimon.
Rastvori koji se koriste za hemijsko niklovanje dijele se na kisele (pH - 4...6,5) i alkalne (pH - iznad 6,5). Kiseli rastvori se poželjno koriste za premazivanje crnih metala, bakra i mesinga. Alkalna - za nerđajuće čelike.
Kisele otopine (u odnosu na alkalne) na poliranom dijelu daju glatku (zrcalnu) površinu, imaju manju poroznost, a brzina procesa je veća. Još jedna važna karakteristika kiselih rastvora: manja je verovatnoća da će se samopražnjeti kada se prekorače Radna temperatura. (Samopražnjenje je trenutno taloženje nikla u otopinu s prskanjem potonjeg.)
Alkalna rješenja imaju glavnu prednost pouzdanijeg prianjanja filma nikla na osnovni metal.
I još jedna stvar. Voda za niklovanje (i kod nanošenja drugih premaza) uzima se destilirana (možete koristiti kondenzat od kućni frižideri). Hemijski reagensi su prikladni barem čisti (oznaka na etiketi - C).
Prije prekrivanja dijelova bilo kojim metalnim filmom, potrebno je izvršiti posebnu pripremu njihove površine.
Priprema svih metala i legura je sljedeća. Tretirani dio se odmašćuje u jednoj od vodenih otopina, a zatim se dio kiseli u jednoj od dolje navedenih otopina.
Sastavi rastvora za kiseljenje (g/l)
Za čelik
Sumporna kiselina - 30...50. Temperatura rastvora - 20°C, vreme obrade - 20...60 s.
Hlorovodonična kiselina - 20...45. Temperatura rastvora - 20°C, vreme obrade - 15...40 s.
Sumporna kiselina - 50...80, hlorovodonična kiselina - 20...30. Temperatura rastvora - 20°C, vreme obrade - 8...10 s.
Za bakar i njegove legure
Sumporna kiselina - 5% rastvor. Temperatura - 20°C, vrijeme obrade - 20 s.
Za aluminijum i njegove legure
Azotna kiselina. (Pažnja, 10...15% rastvor.). Temperatura rastvora - 20°C, vreme obrade - 5...15 s.
Napominjemo da se za aluminij i njegove legure, prije hemijskog niklovanja, provodi još jedan tretman - takozvani tretman cinkatom. U nastavku su rješenja za tretman cinkatom.
Sastavi rastvora za tretman cinkatom (g/l)
Za aluminijum
Kaustična soda - 250, cink oksid - 55. Temperatura rastvora - 20°C, vreme obrade - 3...5 s.
Kaustična soda - 120, cink sulfat - 40. Temperatura rastvora - 20°C, vreme obrade - 1,5...2 minuta.
Prilikom pripreme oba rastvora, prvo rastvorite kaustičnu sodu posebno u polovini vode, a komponentu cinka u drugoj polovini. Zatim se oba rastvora sipaju zajedno.
Za legure livenog aluminijuma
Kaustična soda - 10, cink oksid - 5, Rochelle so (kristalni hidrat) - 10. Temperatura rastvora - 20°C, vreme obrade - 2 minuta.
Za kovane legure aluminijuma
Gvožđe hlorid (kristalni hidrat) - 1, kaustična soda - 525, cink oksid 100, Rochelle so - 10. Temperatura rastvora - 25 ° C, vreme obrade - 30...60 s.
Nakon obrade cinkatom, dijelovi se peru u vodi i vješaju u otopinu za niklovanje.
Sva rješenja za niklovanje su univerzalna, odnosno pogodna za sve metale (iako postoje neke specifičnosti). Pripremaju se u određenom redoslijedu. Dakle, svi hemijski reagensi (osim natrijum hipofosfita) su otopljeni u vodi (emajlirano posuđe!). Zatim se rastvor zagreva na radnu temperaturu i tek nakon toga se rastvori natrijum hipofosfit i delovi se okače u rastvor.
U 1 litru rastvora možete niklovati površinu do 2 dm2 površine.
Sastavi rastvora za niklovanje (g/l)
Nikl sulfat - 25, natrijum sukcinat - 15, natrijum hipofosfit - 30. Temperatura rastvora - 90°C, pH - 4,5, brzina rasta filma - 15...20 µm/h.
Nikl hlorid - 25, natrijum jantarna kiselina - 15, natrijum hipofosfit - 30. Temperatura rastvora - 90...92°C, pH - 5,5, brzina rasta - 18...25 µm/h.
Nikl hlorid - 30, glikolna kiselina - 39, natrijum hipofosfit - 10. Temperatura rastvora 85...89 °C, pH - 4,2, brzina rasta - 15..20 µm/h.
Nikl hlorid - 21, natrijum acetat - 10, natrijum hipofosfit - 24. Temperatura rastvora - 97°C, pH - 5,2, brzina rasta - do 60 µm/h.
Nikl sulfat - 21, natrijum acetat - 10, olovo sulfid - 20, natrijum hipofosfit - 24. Temperatura rastvora - 90°C, pH - 5, brzina rasta - do 90 µm/h.
Nikl hlorid - 30, sirćetna kiselina - 15, olovo sulfid - 10...15, natrijum hipofosfit - 15. Temperatura rastvora - 85...87 ° C, pH - 4,5, brzina rasta - 12...15 µm / h .
Nikl hlorid - 45, amonijum hlorid - 45, natrijum citrat - 45, natrijum hipofosfit - 20. Temperatura rastvora - 90°C, pH - 8,5, brzina rasta - 18...20 µm/h.
Nikl hlorid - 30, amonijum hlorid - 30, natrijum sukcinat - 100, amonijak (25% rastvor - 35, natrijum hipofosfit - 25). Temperatura - 90°C, pH - 8...8,5, brzina rasta - 8...12 µm/h.
Nikl hlorid - 45, amonijum hlorid - 45, natrijum acetat - 45, natrijum hipofosfit - 20. Temperatura rastvora - 88...90°C, pH - 8...9, brzina rasta - 18...20 µm/h .
Nikl sulfat - 30, amonijum sulfat - 30, natrijum hipofosfit - 10. Temperatura rastvora - 85 °C, pH - 8,2...8,5, brzina rasta - 15...18 µm/h.
Pažnja! Prema postojećim GOST standardima, jednoslojni premaz nikla po 1 cm2 ima nekoliko desetina kroz pore (do osnovnog metala). Naravno, na otvorenom će se čelični dio obložen niklom brzo prekriti "osipom" rđe.
Svojstva i primjena premaza. Osnova procesa hemijskog niklanja je redukcija nikla iz vodenih rastvora njegovih soli natrijum hipofosfitom. Metode taloženja nikla iz alkalnih i kiselih otopina dobile su industrijsku primjenu. Naneseni premaz ima polusjaj metalik izgled, finokristalne strukture i legura je nikla i fosfora. Sadržaj fosfora u sedimentu zavisi od sastava rastvora i kreće se od 4-6% za alkalne rastvore do 8-10% za kisele rastvore.
U skladu sa sadržajem fosfora mijenjaju se i fizičke konstante nikl-fosfornih naslaga. Specifična gravitacija iznosi 7,82-7,88 g/cm 3 , tačka topljenja 890-1200°, električna otpornost je 0,60 ohm mm 2 /m. Nakon termičke obrade na 300-400°, tvrdoća nikl-fosfornog premaza se povećava na 900-1000 kg/mm2. Istovremeno, čvrstoća prianjanja se višestruko povećava.
Navedena svojstva nikl-fosfornog premaza određuju i područja njegove primjene.
Preporučljivo je koristiti ga za premazivanje dijelova složenih profila, unutrašnja površina cijevi i namotaja, za ravnomjerno premazivanje dijelova sa vrlo tačne dimenzije, za povećanje otpornosti na habanje trljajućih površina i dijelova izloženih temperaturnim utjecajima, na primjer, za oblaganje kalupa.
Dijelovi izrađeni od crnih metala, bakra, aluminija i nikla su podvrgnuti nikl-fosfornom premazu.
Ova metoda nije prikladna za nanošenje nikla na metale ili premaze kao što su olovo, cink, kadmijum i kalaj.
Precipitacija nikla iz alkalnih rastvora. Alkalne rastvore karakteriše visoka stabilnost, lakoća podešavanja, nedostatak sklonosti brzom i trenutnom taloženju nikla u prahu (fenomen samopražnjenja) i mogućnost njihovog dugotrajnog rada bez zamene.
Brzina taloženja nikla je 8-10 mikrona/sat. Proces se odvija intenzivnim oslobađanjem vodonika na površini dijelova.
Priprema otopine sastoji se od rastvaranja svake od komponenti posebno, nakon čega se zajedno sipaju u radna kupka, sa izuzetkom natrijum hipofosfita. Dodaje se tek kada se otopina zagrije na radnu temperaturu i dijelovi se pripreme za premazivanje.
Priprema površine čelični dijelovi nema posebnih karakteristika za premaz.
Nakon zagrevanja rastvora na radnu temperaturu, podešava se sa 25% rastvorom amonijaka dok ne postane stabilan plave boje, dodati otopinu natrijum hipofosfita, objesiti dijelove i započeti premazivanje bez prethodne obrade. Otopina se prilagođava uglavnom amonijakom i natrijum hipofosfitom. Sa velikom zapreminom niklovane kupke i visokim specifičnim opterećenjem delova, rastvor se podešava amonijakom direktno iz cilindra sa gasovitim amonijakom, uz kontinuirano dovod gasa na dno kupke kroz gumenu cev.
Radi lakšeg podešavanja, priprema se rastvor natrijum hipofosfita u koncentraciji od 400-500 g/l.
Rastvor nikl hlorida se obično priprema za podešavanje zajedno sa amonijum hloridom i natrijum citratom. U tu svrhu je najpoželjnije koristiti rastvor koji sadrži 150 g/l nikl hlorida, 150 g/l amonijum hlorida i 50 g/l natrijum citrata.
Specifična potrošnja natrijum hipofosfita po 1 dm 2 površine premaza, sa debljinom sloja od 10 μm, iznosi oko 4,5 g, a nikla, u odnosu na metal, oko 0,9 g.
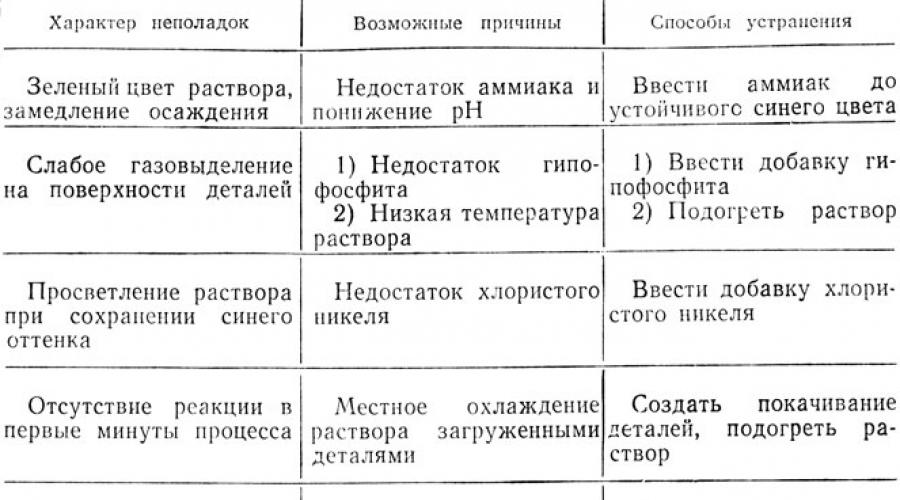
Glavni problemi pri hemijskom taloženju nikla iz alkalnih rastvora dati su u tabeli. 8.

Taloženje nikla iz kiselih rastvora. Za razliku od alkalnih otopina, kisele otopine karakterizira širok raspon aditiva otopinama soli nikla i hipofosfita. Dakle, u tu svrhu se mogu koristiti natrijum acetat, jantarna, vinska i mlečna kiselina, trilon B i druga organska jedinjenja. Među brojnim sastavima, ispod je rješenje sa sljedećim sastavom i načinom padavina:

pH vrijednost treba podesiti 2% otopinom natrijum hidroksida. Brzina taloženja nikla je 8-10 mikrona/sat.
Pregrijavanje otopine iznad 95° može dovesti do samopražnjenja nikla sa trenutnim taloženjem tamnog spužvastog sedimenta i prskanjem otopine iz kupke.
Rastvor se podešava prema koncentraciji njegovih sastavnih komponenti samo dok se u njemu ne akumulira 55 g/l natrijum fosfita NaH 2 PO 3, nakon čega nikl fosfit može da ispadne iz rastvora. Kada se postigne određena koncentracija fosfita, otopina nikla se ispušta i zamjenjuje novom.
Termičku obradu. U slučajevima kada se nikl nanosi radi povećanja površinske tvrdoće i otpornosti na habanje, dijelovi se podvrgavaju toplinskoj obradi. Na visokim temperaturama, talog nikl-fosfora stvara hemijsko jedinjenje, što uzrokuje naglo povećanje njegove tvrdoće.
Promjena mikrotvrdoće u zavisnosti od temperature zagrijavanja prikazana je na Sl. 13. Kao što se vidi iz dijagrama, najveće povećanje tvrdoće se javlja u temperaturnom opsegu od 400-500°. Prilikom odabira temperaturnog režima treba uzeti u obzir da za niz čelika koji su prošli kaljenje ili normalizaciju visoke temperature nisu uvijek prihvatljive. Osim toga, toplinska obrada na zraku uzrokuje pojavu tamnih boja na površini dijelova, pretvarajući se od zlatno žute do ljubičaste. Iz ovih razloga, temperatura grijanja je često ograničena na 350-380°. Također je potrebno da niklovane površine budu čiste prije stavljanja u pećnicu, jer se svaka kontaminacija vrlo intenzivno otkriva nakon termičke obrade i može se ukloniti samo poliranjem. Vrijeme zagrijavanja je 40-60 minuta. je dovoljno.

Oprema i pribor. Glavni zadatak u proizvodnji opreme za kemijsko niklovanje je odabir obloga za kade koje su otporne na kiseline i lužine i toplinski provodljive. Za eksperimentalni rad i za premazivanje sitni dijelovi koristite porculanske i čelične emajlirane kade.
Prilikom premazivanja velikih proizvoda u kupkama kapaciteta 50-100 litara ili više koriste se emajlirani rezervoari sa emajlima koji su otporni na jaku dušičnu kiselinu. Neke fabrike koriste čelične cilindrične kupke obložene premazom koji se sastoji od ljepila br. 88 i praškastog krom-oksida uzetih u jednakim količinama. Krom oksid se može zamijeniti mikro-šmirglom u prahu. Premazivanje se izvodi u 5-6 slojeva sa srednjim sušenjem na zraku.
U tvornici Kirov u tu svrhu uspješno se koriste obložene cilindrične kupke s plastičnim poklopcima koji se mogu ukloniti. Ako je potrebno očistiti kupke, otopine se ispumpavaju, a poklopci se skidaju i tretiraju dušičnom kiselinom. Ugljični čelik treba koristiti kao materijal za privjeske i korpe. Izolacija pojedinih dijelova dijelova i suspenzija izvodi se perhlorovinilnim emajlima ili plastičnom smjesom.
Za zagrijavanje otopine koristite električni grijači sa prenosom toplote kroz vodeni omotač. Toplinska obrada malih dijelova vrši se u termostatima. Za velike proizvode, osovinske peći sa automatska regulacija temperaturu.
Niklovanje nerđajućih čelika i čelika otpornih na kiseline. Niklavanje se provodi radi povećanja površinske tvrdoće i otpornosti na habanje, kao i za zaštitu od korozije u onim agresivnim sredinama u kojima su ovi čelici nestabilni.
Za čvrstoću prianjanja nikl-fosfornog sloja na površinu visokolegiranih čelika odlučujući je način pripreme za premazivanje. Tako se za nerđajući čelik 1×13 i slične pripreme površine sastoji od njegovog anodnog tretmana u alkalnim rastvorima. Dijelovi se montiraju na suspenzije od ugljičnog čelika, koristeći, ako je potrebno, unutrašnje katode, suspendiraju se u kadi s 10-15 posto otopinom kaustične sode i podvrgavaju se anodnoj obradi na temperaturi elektrolita od 60-70° i gustini anodne struje od 5-10 a/dm 2 5-10 minuta. dok se ne stvori jednoličan smeđi premaz bez metalnih praznina. Zatim se dijelovi peru u hladnoj tekućoj vodi, kiseli u hlorovodoničnoj kiselini (specifična težina 1,19), razrijeđenoj na pola, na temperaturi od 15-25° u trajanju od 5-10 sekundi. Nakon pranja u hladnoj tekućoj vodi, dijelovi se vješaju u kadu za elektrohemijsko niklovanje u alkalnom rastvoru i premazuju normalan način rada na zadatu debljinu sloja.
Za dijelove izrađene od čelika otpornog na kiseline tipa IX18H9T, anodna obrada mora se provesti u elektrolitu hromne kiseline sa sljedećim sastavom i načinom procesa:

Nakon anodnog tretmana, dijelovi se peru u hladnoj tekućoj vodi, kiseli u hlorovodoničnoj kiselini, kako je naznačeno za od nerđajućeg čelika, i okačen u kadu sa niklovanim slojem.
Niklovanje obojenih metala. Za nanošenje nikla na prethodno naneseni sloj nikla, dijelovi se odmašćuju, a zatim kisele u 20-30% otopini hlorovodonične kiseline 1 minut, nakon čega se vješaju u kadu za hemijsko niklovanje. Dijelovi od bakra i njegovih legura niklovani su u kontaktu sa elektronegativnijim metalom, kao što je željezo ili aluminij, koristeći za tu svrhu žicu ili privjeske napravljene od ovih metala. U nekim slučajevima, da bi došlo do reakcije taloženja, dovoljno je nakratko dodirnuti željeznu šipku na površinu bakrenog dijela.
Za niklovanje aluminijuma i njegovih legura, delovi se nagrizaju u lužini, svetle u azotnoj kiselini, kao što se radi pre svih vrsta premaza, i podvrgavaju se dvostrukom tretmanu cinkatom u rastvoru koji sadrži 500 g/l kaustične sode i 100 g/l cink oksid, na temperaturi 15-25°. Prvo uranjanje traje 30 sekundi, nakon čega se kontaktni naslaga cinka izgriza u razblaženoj azotnoj kiselini, a drugo uranjanje je 10 sekundi, nakon čega se delovi peru u hladnoj tekućoj vodi i niklovaju u kadi sa alkalnim niklom. - rastvor fosfora. Dobijeni premaz je vrlo slabo vezan za aluminij, a radi povećanja čvrstoće prianjanja, dijelovi se zagrijavaju uranjanjem u ulje za podmazivanje na temperaturi od 220-250° u trajanju od 1-2 sata.
Nakon termičke obrade, dijelovi se odmašćuju rastvaračima i po potrebi brišu, poliraju ili podvrgavaju drugim vrstama mehaničke obrade.
Niklovanje kermeta i keramike. Tehnološki proces Niklovanje ferita sastoji se od sljedećih operacija: dijelovi se odmašćuju u 20% otopini sode pepela, isperu vrućom destilovanom vodom i nagrizaju 10-15 minuta. u alkoholnom rastvoru hlorovodonične kiseline sa omjerom komponenti 1:1. Zatim se dijelovi ponovo peru vrućom destilovanom vodom uz istovremeno čišćenje mulja četkama za kosu. Na površine delova koji se oblažu nanosi se rastvor paladijum hlorida koncentracije 0,5-1,0 g/l i pH 3,54:0,1. Nakon sušenja na vazduhu, nanošenje paladijum hlorida se ponovo ponavlja, osuši i uroni za prethodno niklovanje u kadu sa kiselim rastvorom koji sadrži 30 g/l nikl hlorida, 25 g/l natrijum hipofosfita i 15 g/l natrijum sukcinata. Za ovu operaciju potrebno je održavati temperaturu rastvora u granicama 96-98° i pH 4,5-4,8. Zatim se delovi peru u destilovanoj vrućoj vodi i niklovaju u istom rastvoru, ali na temperaturi od 90°, dok se ne dobije sloj debljine 20-25 mikrona. Nakon toga, dijelovi se kuhaju u destiliranoj vodi, bakramo u pirofosfatnom elektrolitu dok se ne dobije sloj od 1-2 mikrona, a zatim se podvrgavaju lemljenju bez kiseline. Čvrstoća prianjanja nikl-fosfornog premaza na feritnu podlogu je 60-70 kg/cm2.
Osim toga, razne vrste keramike su podvrgnute hemijskom niklovanju, kao što su ultraporculan, kvarc, steatit, piezokeramika, tikond, termokond itd.
Tehnologija niklanja sastoji se od sljedećih operacija: dijelovi se odmašćuju alkoholom, peru u vrućoj vodi i suše.
Nakon toga, za dijelove od tikonda, termokonda i kvarca, njihova površina se senzibilizira otopinom koja sadrži 10 g/l kalaj hlorida SnCl 2 i 40 ml/l hlorovodonične kiseline. Ova operacija se izvodi četkom ili trljanjem drvenom podloškom navlaženom u rastvoru, ili uranjanjem delova u rastvor na 1-2 minuta. Zatim se površina delova aktivira u rastvoru paladijum hlorida PdCl 2 2H 2 O.
Za ultraporculan se koristi zagrijana otopina s koncentracijom PdCl 2 ·2H 2 O od 3-6 g/l i trajanjem potapanja od 1 sekunde. Za tikond, termokond i kvarc koncentracija se smanjuje na 2-3 g/l uz povećanje ekspozicije od 1 do 3 minute, nakon čega se dijelovi potapaju u otopinu koja sadrži kalcijum hipofosfit Ca(H 2 PO 2) 2 u u količini od 30 g/l, bez zagrijavanja, 2-3 minute.
Ultra porcelanski dijelovi sa aktiviranom površinom vješaju se 10-30 sekundi. u kupku za predniklovanje sa alkalnim rastvorom, nakon čega se delovi isperu i ponovo okače u istu kupku da se dobije sloj zadate debljine.
Dijelovi od tikonda, termokonda i kvarca nakon obrade u kalcijum hipofosfitu niklovani su u kiselim otopinama.
Hemijsko taloženje nikla iz karbonilnih jedinjenja. Kada se nikl tetrakarbonil para Ni(CO) 4 zagreje na temperaturi od 280°±5, dolazi do reakcije termičke razgradnje karbonilnih jedinjenja sa taloženjem metalnog nikla. Proces taloženja se odvija u hermetički zatvorenoj posudi na atmosferski pritisak. Gasno okruženje sastoji se od 20-25% (po zapremini) nikal tetrakarbonila i 80-75% ugljen monoksida CO. Dodavanje kiseonika u gasu je dozvoljeno najviše 0,4%. Da bi se osiguralo ravnomjerno taloženje, treba stvoriti cirkulaciju plina brzinom dovoda od 0,01-0,02 m/sec i obrnutim smjerom dovoda svakih 30-40 sekundi. . Priprema dijelova za premazivanje uključuje uklanjanje oksida i masti. Brzina taloženja nikla je 5-10 μ/min. Taloženi nikl ima mat površina, tamno sive nijanse, finokristalne strukture, tvrdoće 240-270 po Vickersu i relativno niske poroznosti.
Čvrstoća prianjanja premaza na metal proizvoda je vrlo niska i za povećanje do zadovoljavajućih vrijednosti neophodna je termička obrada na 600-700° u trajanju od 30-40 minuta.
NIKLIRANJE, tehnički proces nanošenja na površinu metala b. ili m. tanki film metalnog nikla ili legura nikla; Svrha ove aplikacije je smanjenje korozije metala, povećanje tvrdoće vanjskog sloja, povećanje ili promjena refleksivnosti površine i davanje joj ljepšeg izgleda. Prvi put otkriven od strane Boettgera 1842. godine i industrijaliziran u Sjedinjenim Državama od 1860. godine, nikliranje je sada postalo jedna od najšire prihvaćenih metoda metalnog prevlačenja u industriji.
Postojeće brojne metode niklovanja mogu se podijeliti u dvije glavne grupe: kontaktne metode i metode galvanski; danas se posebno često pribjegava ovim potonjima. Nanošenje filma od nikla se nanosi na površine razni metali, a u skladu sa prirodom niklovanja mogu se podijeliti u grupe: 1) bakar, mesing, bronza, cink, 2) gvožđe, 3) kalaj, olovo i legure poput Britannia metala, 4) aluminijum i legure aluminijuma. Folije od nikla pružaju sasvim zadovoljavajuću zaštitu željeza od hrđe u unutrašnjim prostorima.
Međutim, oni nisu dovoljni na otvorenom; Osim toga, vruće masti, ocat, čaj, senf djeluju na uglačane niklovane površine, zbog čega niklovano posuđe i posuđe postaju mrlje. U slučajevima kada je potrebna potpuno pouzdana zaštita od vremenskih nepogoda i istovremeno elegantan izgled niklovane površine, potrebno je željezo. nanosi se dvostruki film - cink, a zatim nikal. Ova metoda dvostrukog prevlačenja (cink pa nikl) koristi se i za tzv. korzet čelika. Ako je potrebno dobiti posebno otporne filmove, kao što su na žicama, istovremeno se talože nikal i platina, pri čemu se sadržaj potonje postepeno povećava sa 25% na 100% i na kraju se predmet kalcinira u struji vodika na 900-1000°C. Veliki proizvodi, na primjer, kotlovi za kuhanje, bubnjevi za centrifugiranje ili ventilatori, ako zbog ekonomskih uvjeta ne mogu biti izrađeni od čistog nikla, ali nisu dovoljno otporni na film nikla na željezu ili bakru, oblažu se slojem olova od nekoliko mm, a preko njega sloj nikla u 1-2 mm. Rđanje niklovanih proizvoda od željeza i čelika objašnjava se prisustvom elektrolita koji ostaje u tankim porama niklovanog filma. Ova pojava je eliminisana ako se proizvodi drže u ulju na 200°C prije niklovanja, odmašćuju nakon hlađenja, lagano pobakrene, zatim niklovane u nikl citratnoj kadi sa malom strujom i na kraju suše u ormaru na 200° C; tada se vlaga uklanja iz pora, koje su začepljene uljem sadržanim u njima.
Postoji niz prijedloga da se nametne duplo zaštitne folije na liveno gvožđe, gvožđe ili čelični limovi, žice i trake obrnutim redoslijedom od gore navedenog, tj. prvo premazati proizvode tankim filmom nikla kontaktnom ili elektrolitičkom metodom, a zatim ih uroniti u kupku od rastopljenog cinka ili kalaja (Vivien i Lefebre, 1860). Predlaže se i dodavanje određene količine nikla u leguru od 25-28 kg cinka, 47-49 kg olova i 15 kg kalaja, koja se koristi za vruće premazivanje željeznih limova. Otpornost površina aluminija i njegovih legura na sol i morska voda m.b. postiže se galvanskim taloženjem na njih, nakon čišćenja mlazom pijeska, uzastopnih slojeva: nikla debljine 6 mikrona, bakra 20 mikrona i zatim nikla ponovo debljine 50 mikrona, nakon čega se površina polira. Otpornost aluminijuma na 15% natrijum alkalije postiže se niklovim filmom debljine 40 mikrona. U nekim slučajevima, premaz se ne nanosi čistim niklom, već legurom, na primjer nikl-bakar; u tu svrhu elektroliza se provodi u kadi koja sadrži katione u omjeru potrebne legure; naneseni film se zatim pretvara u leguru zagrijavanjem proizvoda do usijane topline.
Kontaktno niklovanje. Čelični predmeti, prema uputstvu F. Stolba (1876), nakon poliranja i pravilnog odmašćivanja, kuvaju se u kupelji od 10-15% vodenog rastvora čistog cink hlorida, u koji se dodaje nikl sulfat do zelene zamućenosti. formira se osnovna sol nikla. Niklovanje traje oko 1 sat. Nakon toga, predmet se ispere u vodi sa kredom, a kupka se nakon filtriranja i dodavanja soli nikla može ponovo koristiti. Dobijeni film nikla je tanak, ali jak. Da bi se povećala temperatura kupke, predloženo je ili da se postupak provodi pod pritiskom (F. Stolba, 1880) ili da se koristi kupka s koncentriranom otopinom cink klorida. Da bi se spriječilo da predmeti zarđaju, drže se u krečnom mlijeku 12 sati. Složenija kupka za gvozdene predmete, prethodno pobakrena u kadi od 250 g bakar sulfata u 23 litre vode sa nekoliko kapi sumporne kiseline, sadrži 20 g kamenca, 10 g amonijaka, 5 g natrijum hlorida , 20 g kalaj hlorida, 30 g nikl sulfata i 50 g dvostrukog sulfata nikl-amonijum soli.
Galvanski niklovani. Pražnjenje nikalnog kupatila m.b. spriječiti prilično lakim otapanjem nikl anoda. Valjane anode, a posebno one od čistog nikla, teško se rastvaraju, pa se pri tehničkom niklovanju kao anode koriste niklovane šipke koje sadrže do 10% gvožđa. Međutim, takve anode dovode do taloženja gvožđa na objektu, a prisustvo gvožđa u niklovanom filmu povlači niz nedostataka u niklovanom sloju. Kao što su pokazali Kalgan i Hammoge (1908), nemoguće je dobiti sediment potpuno bez ovog drugog sa anodama koje sadrže željezo. Ali sediment nikla će sadržavati samo 0,10-0,14% gvožđa ako se sadržaj gvožđa u anodama smanji na 7,5%; Sadržaj željeza u sedimentu može se dodatno smanjiti zatvaranjem anoda u platnene vreće, dok rotiranje elektroda dovodi do povećanog sadržaja željeza u sedimentu i smanjenja njegovog prinosa. Prisustvo gvožđa u filmu od nikla dovodi do taloženja sedimenata sa postupno opadajućim sadržajem gvožđa i stoga heterogenih u pogledu mehaničkih svojstava na različitim dubinama; K. Engeman (1911) ovu heterogenost smatra jedinim razlogom za lako odvajanje filmova od nikla. Prisustvo gvožđa može. uzrok brojnih drugih nedostataka u niklovanju (vidi tabelu), na primjer, lakoća hrđanja filmova.
| Vice | Uzrok nastanka | Kontrolna mjera |
| Ne dolazi do taloženja nikla, nema stvaranja gasa | Izvor napajanja ne radi | Provjera i obnavljanje izvora energije |
| Žice su pogrešno spojene | Preklopne žice | |
| Kupatilo je previše hladno | Zagrevanje kupke na temperaturu iznad 15°C | |
| Kupka je previše kisela | Doda se vodeni rastvor amonijak ili vodena suspenzija nikl karbonata uz kontinuirano miješanje i česta ispitivanja na Kongo papiru | |
| Kupka sadrži cink | Kupka se alkalizira nikl karbonatom, miješa nekoliko sati, filtrira i zakiseli sa 10% sumpornom kiselinom | |
| Nepotpuno premazivanje predmeta nikl filmom | Nedovoljna struja | Predmeti su okačeni na jednakim rastojanjima od anoda, kupka se zagreva na najmanje 20°C |
| Veoma duboke udubine na površini objekta | Ugrađuju se male pomoćne anode, umetnute u udubljenja objekta | |
| Bath Alkality | Pažljivo zakiseli kupku sa 10% sumpornom kiselinom uz mešanje i konstantno testiranje lakmus papirom | |
| Lako odvajanje od bijelog ili žuto-niklfolije tokom poliranja | Kontaminacija površine predmeta oksidima i mastima | Dodatno čišćenje površina objekata |
| Previše napona (iznad 4 V) | Povećajte broj niklovanih predmeta ili smanjite napon na 2,5-3 V | |
| Previše kisela kupka | Neutralizacija amonijakom ili vodenom suspenzijom nikl karbonata | |
| Siromaštvo u kupatilu nikla | Uklanjanje dijela elektrolita i dodavanje soli nikla dok kupka ne dobije normalnu zelenu boju | |
| Neodgovarajući viskozitet i površinski napon kade | Dodavanje glicerina ili amil alkohola, ili biljnih dekocija, ili drugih koloida | |
| Oslobađanje jona vodonika | Dodatak oksidatora ili apsorbera vodika; korištenje neuravnotežene naizmjenične struje | |
| Neadekvatna priprema površine objekata | Ohrapavljenje površina, mehanički ili hemijski, prekrivanjem ih tankim slojem nikla iz vrućeg rastvora nikl hlorida ili hladnog koncentriranog rastvora etil nikl sulfata | |
| Film od nikla se skida ili lomi kada su predmeti savijeni ili rastegnuti | Prisustvo kapilarnih slojeva elektrolita | Sušenje i zagrevanje predmeta do 250-270°C |
| Nedovoljna obradivost limova obloženih debelim slojem nikla | Vjerovatno isto | Pranje, sušenje bez pristupa zraka i na kraju zagrijavanje do niske vrućine |
| Površina je udubljena, a film je prožet bezbrojnim porama. | Prašina i čestice vlakana plutaju u kadi | Kupka se prokuha, filtrira i u njoj se uspostavi ispravna reakcija |
| Formiranje gasnih mehurića | Tapkanje po živom štapu. Mjehurići se uklanjaju; uspostaviti blago kiselu reakciju | |
| Gruba i neravna površina | Oslobađanje vodonika | Uvođenje slobodnog hlora koji veže vodonik u gasovitom obliku koji se povremeno propušta kroz mlaz ili u vodeni rastvor; s nešto manje uspjeha može se koristiti hlor. zamijenjen bromom; Preporučuje se dodavanje otopine kobalt hlorida |
| Nedovoljna fleksibilnost filma | Visoka otpornost na kupanje | Dodavanje natrijumove soli |
| Žutilo filma; površina postaje mat, a zatim postaje žuta i tamno žuta | Prisustvo nečistoća gvožđa u kadi, čiji se sadržaj povećava u starim kadama | Izbjegavajte stare kupke, ne pomjerajte kade previše, radite sa slabim strujama |
| Crni film, tamne pruge na mjestima zaostajanja pri ispravnoj gustoći struje | Sadržaj stranih metala u kadi (do 1%) | Uklanjanje stranih metala |
|
Nedostatak provodljivih soli |
Dodavanje provodljivih soli u količini od 2-3 kg na 100 litara kupke: amonijak, kalijum hlorid i natrijum hlorid povećavaju provodljivost za 84,31 odnosno 18%. | |
| Siromaštvo u kupatilu sa soli nikla | Dodatak soli nikla | |
| Tan površina | Prevelika vodljivost kupke zbog njene prevelike čvrstoće | Kontrola koncentracije kupke (na primjer, konstantna gustina na 5° Vẻ) i gustine struje |
| Formiranje pruga | Kontaminacija proizvedena kotačem za poliranje u malim udubljenjima | Eliminacija je teška; dostigao do u određenoj mjeri trenutnim uranjanjem u kotao sa lugom ili mehaničkim trljanjem predmeta |
| Promjene u koncentraciji i pojava tečnosti | Smanjenje gustine struje i povećanje temperature kupke | |
| Formiranje mrlja | Nedovoljno čišćenje gotovih niklovanih proizvoda | Temeljito ispiranje proizvoda u tekućoj vodi nakon niklovanja, zatim potapanje u kipuću vodu čista voda, otresati proizvode i sušiti ih u zagrijanoj piljevini |
| Slabo prianjanje filma nikla na gvožđe | Prisustvo rđe | Temeljno uklanjanje rđe. Galvanska primjena međusloja iz cijanokalij kupke, nakon čega se film zgušnjava u kiseloj kupelji |
Elektrolitička kupka za niklovanje je sastavljena u pogl. način od dvostruke nikl-amonijum soli, a slabe kiseline se dodaju da se eliminišu bazične soli. Veća kiselost kupke dovodi do tvrđih filmova. Mora se imati na umu da tehnički nikl sulfat nije prikladan za kupke, jer često sadrži bakar; treba ga ukloniti propuštanjem sumporovodika kroz vodeni rastvor vitriola. Koriste se i hloridne soli, ali kod sulfatnih kupki sedimenti su tvrđi, bjelji i postojaniji nego kod hloridnih kupki. Korisno je smanjiti visoku otpornost niklovane kupke dodavanjem raznih provodljivih soli - posebno amonijaka i natrijevog klorida - i zagrijavanjem. Neutralizacija viška sumporne kiseline u starim rastvorima uspešno se vrši nikl karbonatom koji se dobija iz tople vodene otopine nikl sulfata istaloženog sodom. Za bjelinu i glatkoću filmova dat je veliki broj prijedloga za dodavanje raznih organskih kiselina (vinske, limunske, itd.) i njihovih soli, na primjer, octene, limunske i tartartne soli alkalnih i zemnoalkalnih metala niklova kupka (Kate, 1878.), nikl propionat, borat-tartarat soli alkalnih metala. Ukoliko je potrebno dobiti guste naslage nikla, predlaže se dodavanje borne, benzojeve, salicilne, galne ili pirogalne kiseline, a dodatno 10 kapi sumporne, mravlje i mliječne kiseline na 1 litar kupke kako bi se spriječila polarizacija na proizvodu. . Kako je istakao Powell (1881), dodavanje benzojeve kiseline (31 g po kupki 124 g nikl sulfata i 93 g nikl citrata u 4,5 litara vode) eliminira potrebu za korištenjem kemijski čistih soli i kiselina. Depozit nikla ima dobra svojstva takođe sa jednostavnom kupkom od nikl-amonijum sulfata, ali podložna alkalnosti rastvora, što se postiže dodavanjem amonijaka. Vrlo dobre precipitacije se dobijaju iz neutralnog rastvora nikl fluorida-borata na sobnoj temperaturi (na temperaturama iznad 35°C rastvor se razlaže i formira nerastvorljivu bazičnu so) i gustinom struje od 1,1-1,65 A/dm 2 . Evo nekoliko recepata za kupanje. 1) 50 delova natrijum bisulfita, 4 dela nikl nitrata i 4 dela koncentrovanog amonijaka rastvoreno je u 150 delova vode. 2) 10-12 delova nikl sulfata, 4 dela dvostrukog nikl-amonijum sulfata, 1-3 dela borne kiseline, 2 dela magnezijum hlorida, 0,2-0,3 dela amonijum citrata, dodato u 100 sati (ukupno) vode . Gustina struje 1,6 A/dm 2 nanosi film brzinom od 2 µm/h; Podizanjem temperature na 70°C možete smanjiti otpor kupke za dva do tri puta i time ubrzati niklovanje. 3) Za mekoću i neporoznost sedimenta posebno je povoljan elektrolit koji se sastoji od 72 g dvostruke nikl-amonijum sulfatne soli, 8 g nikl sulfata, 48 g borne kiseline i 1 litre vode, jer smanjuje evolucija vodonika.
Dobivanje nikl filmova posebnog tipa. 1) Bijeli film od cinka, kalaja, olova i britanskog metala dobije se u kupelji od 20 g dvostruke soli nikl-amonijum sulfata i 20 g nikl karbonata, rastvorenih u 1 litru ključale vode, i neutralizovanih na 40°C. sa sirćetnom kiselinom; kupka treba da bude neutralna. 2) Mat bijeli film se dobije u kupelji od 60 g dvostruke soli nikl-amonijum sulfata, 15 g rekristalizovanog nikl sulfata, 7,4 g amonijaka, 23 g natrijum hlorida i 15 g borne kiseline na 1 litar vode ; kupka treba biti koncentrirana na 10° Bẻ; napon od 2 do 2,5 V. 3) Crni film se dobija na površinama koje su dobro odmašćene ili premazane tankim slojem belog nikla elektrolizom u kadi od 60 g dvostrukog nikl-amonijum sulfata, 1,5 g amonijum tiocijanata i oko 1 g cink sulfata na 1 litar vode 4) Crni film se takođe dobija u elektrolitu od 9 g dvostrukog nikl-amonijum sulfata u 1 litru vode, nakon čega se dodaje 22 g kalijum tiocijanata, 15 g bakar karbonata i 15 g bijelog arsena, prethodno otopljenog u amonijum karbonatu; Dubina crnog tona se povećava sa sadržajem arsena u rastvoru. 5) Dobija se tamnoplavi film u kupelji od jednakih dijelova dvostrukih i prostih soli nikl sulfata, dovedenih na 12° Bẻ, i dodaju se 2 sata amonijačnog izvarka korijena sladića po litru; elektroliza traje 1 sat na 3,5 V, a zatim još 1/2 sata na 1,4 V. 6) Smeđi film se dobija na sledeći način: elektroliza na naponu od 0,75-1 V se izvodi u kadi od 180 g dvostrukog nikla. - soli amonijum sulfata i 60 g nikl sulfata, rastvorenih u najmanjoj mogućoj količini kipuće vode, dodati u 50 cm 3 i zatim pomešati sa rastvorima od 30 g nikl sulfata i 60 g natrijum tiocijanata, svaki u 0,5 litara vode , nakon čega se otopina dodaje u 4,5 l. Dobijeni crni film dobija smeđu nijansu potapanjem proizvoda na nekoliko sekundi u kupku od 100,6 g željeznog perhlorata i 7,4 g hlorovodonične kiseline u 1 litru vode: nakon pranja i sušenja, površina proizvoda se lakira da popravim ton.
Niklovanje aluminijuma i njegovih legura. Predloženo je nekoliko procesa. 1) Priprema površine aluminijumskih proizvoda sastoji se od odmašćivanja, zatim čišćenja plovcem i na kraju potapanja u 3% vodeni rastvor kalijum cijanida; Nakon elektrolize u kupelji od nikla, proizvodi se ispiru hladnom vodom. 2) Nakon pranja sa 2% rastvorom kalijum cijanida, proizvodi se potapaju u rastvor od 1 g gvožđe hlorida (ferohlorida) na 0,5 litara vode i tehničke hlorovodonične kiseline dok površina ne postane srebrnobela, a zatim nikl- sipajte 5 minuta. na napon od 3 V. 3) Proizvodi za poliranje, uklanjanje mase za poliranje benzinom, držanje nekoliko minuta u toploj vodenoj otopini natrijum fosfata, sode i smole, pranje, potapanje na kratko u mješavinu jednakih dijelova 66% sumporne kiseline (sadrži nešto željeznog hlorida) i 38% azotne kiseline, novo pranje i elektroliza u kadi koja sadrži so nikla, gorku so i bornu kiselinu; napon 3-3,25 V. 4) Prema J. Kanaku i E. Tassilliju: kiseljenje proizvoda kipućom kalijum alkalijom, četkanje u krečnom mleku, kupka 0,2% kalijum cijanida, kupka od 1 g gvožđa u 500 g hlorovodonične kiseline i 500 g vode, pranje, niklovanje u kadi od 1 l vode, 500 g nikl hlorida i 20 g borne kiseline na naponu od 2,5 V i gustini struje 1 A/dm 2, konačno poliranje mat sivi ostatak. Gvozdeno kupatilo služi za hrapavost površine aluminija i na taj način doprinosi čvrstoći kojom se film drži na metalu. 5) Prema Fischeru, kupka za niklovanje se sastoji od 50 g nikl sulfata i 30 g amonijaka u 1 litru vode pri gustini struje od 0,1-0,15 A/dm 2, za 2-3 sata debela naslaga Dobija se koji ima visoki sjaj nakon poliranja stearinskim uljem i bečkim krečom. 6) Topla kupka(60°C) sastoji se od 3400 g dvostruke soli nikl-amonijum sulfata, 1100 g amonijum sulfata i 135 g mlečnog šećera u 27 litara vode. 7) Hladna kupka sadrži nikl nitrat, kalijum cijanid i amonijum fosfat.
Inspekcija filma od nikla. Prepoznavanje sastava metalnog filma na predmetu, prema L. Lovitonu (1886), može se obaviti zagrijavanjem predmeta u vanjskom plamenu Bunsenovog plamenika: film od nikla postaje plav, dobiva crni sjaj i ostaje neoštećen. ; srebro se ne mijenja u plamenu, ali pocrni kada se tretira razrijeđenom otopinom amonijum sulfida; konačno limeni premaz brzo prelazi iz sivo-žute u sivu i nestaje kada se tretira navedenim reagensom. Provjera kvaliteta filma nikla na željezu i bakru u odnosu na pore i nedostatke može se obaviti pomoću tzv. feroksil test i sa posebnom pogodnošću korišćenjem feroksil papira obloženog agar-agar gelom sa željeznim kalijum hloridom i natrijum hloridom. Nanosi se mokro na testnu površinu i nakon 3-5 minuta. fiksiran u vodi, ovaj rad daje dokumentarnu sliku najmanjih pora, koje mogu. saveable.
Dobivanje nikla iz starih proizvoda. Uklanjanje prevlake nikla sa proizvoda od gvožđa i drugih neamalgamiranih metala vrši se na sledeće načine: a) pare žive pod vakuumom ili pod običnim pritiskom; b) zagrijavanje otpadaka sumporom, nakon čega se metalni sloj lako uklanja čekićima; c) zagrijavanje otpada tvarima koje oslobađaju sumpor kada visoke temperature) pri naglom hlađenju, film od nikla se skida; d) tretman sa sumpornom ili azotnom kiselinom zagrejanom na 50-60°C; gvožđe prelazi u rastvor, a nikal ostaje gotovo neotopljen; međutim, uprkos svojoj jednostavnosti, ova metoda je malo korisna, jer nastali nikl i dalje zadržava značajan sadržaj gvožđa, koji se ne uklanja čak ni ponovnim tretmanom kiselinom (T. Fleitman); e) produženo zagrevanje sa pristupom vazduhu ili vodenoj pari, nakon čega se obrezivanje podvrgava mehaničkom udaru i nikl se odbija; f) elektrolitičko rastvaranje: gvozdeni predmet presvučen niklom postaje anoda u kadi koja sadrži amonijum karbonat; ako se premaz sastoji od legure nikla, tada je potrebno regulirati napon, a na 0,5 V se taloži bakar, a pri naponu većem od 2 V - nikal; tokom ovog procesa gvožđe nije korodirano; g) ostaci gvožđa ili čelika se prave u anodi u kadi sa vodenim rastvorom natrijum nitrata, dok se katoda sastoji od ugljenog štapića; napon ne bi trebao biti veći od 20 V; h) nikl se uklanja iz cinkanih šoljica elektrolizom predmeta napravljenih sa anodom u 50° sumpornoj kiselini; kiselina ove koncentracije ima svojstvo rastvaranja samo nikla, srebra i zlata, ali ne i drugih metala, ako teče struja; primijenjen napon 2-5 V; kao katode služe željezni limovi na koje se u obliku prašine taloži nikal; cink se ne otapa, čak i ako čaše ostanu u elektrolitu duže vrijeme.
Tokom rada materijali su podložni fizičkom habanju. Za vraćanje svojstava metala koriste se brojne metode zaštite. Jedna od najefikasnijih metoda zaštite je niklanje materijala.
Za primjenu nikla kod kuće koriste se kemijske i elektrolitičke metode niklanja.
Šta je niklovanje?
Niklovanje je proces nanošenja tankog premaza od nikla na površinu materijala. Smatra se da je sloj nikla 1-50 µm.
Sloj nikla se koristi za povećanje antikorozivnih i otpornih svojstava materijala. Često takav premaz ima zaštitnu i dekorativnu vrijednost.
Niklovanje se koristi za obradu čelika i obojenih legura. Tanki sloj nikla koristi se za zaštitu proizvoda od mangana, titana, volframa, molibdena i legura na njihovoj osnovi.
Razvijene su i uspješno implementirane metode za nanošenje zaštitnih premaza nikla na keramiku, plastiku, porcelan, staklo i druge nemetalne površine.
Vrste niklovanja
Niklovanje u jednostavnim kućnim uslovima izvodi se na dva načina:
- elektrolitički;
- hemijski
Izbor metode ovisi o strukturi i obliku materijala.
Elektrolitička metoda koristi tvari koje se djelomično ili potpuno sastoje od iona i imaju ionsku provodljivost. Premaz od nikla se nanosi zbog elektrohemijskih svojstava ovih supstanci. Najrasprostranjeniji primili elektrolite natrijum i krom sulfat.
U zavisnosti od stepena refleksije premaza, razlikuje se niklovanje:

Funkcije elektrolitičkog niklanja
- mat;
- sjajna.
Za nanošenje mat završne obrade koriste se elektroliti bez aditiva. Proizvodi sa mat završnom obradom nemaju metalni sjaj.
Svijetlo niklovanje se dobiva dodavanjem specijalnih sredstava za posvjetljivanje na bazi kloramina, propargil alkohola, benzosulfamida i drugih oksidirajućih sredstava u elektrolit.
Najbolja zaštita niklovanog premaza postiže se minimalnom poroznošću zaštitnog sloja. U tu svrhu se bakreno obrađuje ili se koristi višeslojna struktura materijala.
Za tvoju informaciju. Uz istu debljinu, višeslojni premazi su nekoliko puta pouzdaniji od jednoslojnih materijala.
Najčešći primjeri višeslojnih materijala su premazi bakar-nikl-hrom.
Glavni nedostaci elektrolitičkog niklanja su:
- visok stepen poroznosti;
- neravnomjerno taloženje nikla;
- poteškoće u obradi površina složenih oblika.
Metoda se zasniva na svojstvu jona nikla da se redukuju u tečnom mediju. U tu svrhu se koriste natrijum hipofosfit ili drugi hemijski reagensi. Hemijska metoda vam omogućava da obrađujete proizvode složenih oblika površine.
Nedostatak ove metode je relativno visoka cijena suhih reagensa koji se koriste za pripremu vodenih kemijskih otopina.

Izvođenje elektrolitskog niklanja kod kuće
Elektrolitičko (galvansko) niklovanje dijelova izvodi se na dva načina:
- potapanje dijelova u elektrolit;
- bez potapanja dijelova u elektrolit.
Prva metoda se koristi pri obradi malih dijelova. Druga metoda se koristi pri obradi velikih i teških predmeta.
Prije niklovanja, metal je presvučen bakrom.

Metoda uranjanja elektrolita

Prema prvoj metodi, površina proizvoda se brusi brusnim papirom kako bi se uklonio oksidni film. Uzorak se zatim ispere toplu vodu. Nakon toga se tretira otopinom sode i ponovo ispere u toploj, čistoj vodi.
Zatim se dvije tanke bakrene ploče stavljaju u staklenu ili porculansku posudu. Ploče djeluju kao anode. Postavljeni su vertikalni položaj, paralelne jedna s drugom.
Proizvod se postavlja između ove dvije ploče. Da biste to učinili, uzorak je suspendiran pomoću žice. Žica je pričvršćena za ploče na oba kraja.
U posuđe se dodaje vodena otopina elektrolita sljedećeg sastava:
- destilovana voda;
- 20% bakar sulfat;
- 2% sumporne kiseline.
Bakarne ploče su povezane na izvor napajanja. Vrijednost napona se određuje brzinom od 15-20 mA po 1 cm2 površine materijala.
Za tvoju informaciju. Nikl elektrolit je osjetljiv na promjene kiselosti. Za održavanje nivoa kiselosti koriste se puferska jedinjenja na bazi borne kiseline.
 U otopini elektrolita, bakar hlorid se disocira (razbija) na svoje sastavne komponente. Joni se pomiču prema katodi i postaju neutralni atomi. Joni hlora se oksidiraju na anodi.
U otopini elektrolita, bakar hlorid se disocira (razbija) na svoje sastavne komponente. Joni se pomiču prema katodi i postaju neutralni atomi. Joni hlora se oksidiraju na anodi.
Kada struja prolazi kroz elektrolit, ioni bakra prelaze u rastvor. Iz otopine se bakar taloži na katodi u obliku neutralnih atoma. Nečistoće ostaju na dnu posude. Čistoća dobivenog bakra je skoro 100%.
Nakon 30 minuta, dio će se formirati tanki sloj bakar Izlaganje električnoj struji uzrokuje povećanje debljine sloja bakra. Što je debljina sloja veća, manje pora ostaje na tretiranoj površini.
Metoda bez potapanja dijelova u elektrolit

Galvansko niklovanje velikih dijelova izvodi se bez potapanja u elektrolit. Da biste to učinili, koristite četku napravljenu od labave bakarne žice. Upleteni bakreni kabl bez izolacije se često koristi kao četka.
Povećanjem deponovanog sloja bakra eliminiše se poroznost površine uzorka.
Proces taloženja nikla izvodi se slično kao i proces površinskog bakrenja. Da biste to učinili, dodajte elektrolit u posudu. Elektrolit sadrži sledeće hemijske reagense, g/l:
- rastvor natrijum sulfata – 310;
- rastvor nikl hlorida – 65;
- ortoborna kiselina – 45;
- 1,4-butandiol – 0,15;
- orto-sulfobenzimid (saharin) – 2,0;
- kaolin (kreč) – 1,0.
 Tanke ploče nikla su uronjene u elektrolit. Oni igraju ulogu anoda. Proizvod se postavlja između njih. Krajevi ploča su spojeni na terminal izvora napajanja s pozitivnim nabojem. Tijelo dijela spojeno je na negativni pol.
Tanke ploče nikla su uronjene u elektrolit. Oni igraju ulogu anoda. Proizvod se postavlja između njih. Krajevi ploča su spojeni na terminal izvora napajanja s pozitivnim nabojem. Tijelo dijela spojeno je na negativni pol.
Reostat se koristi za regulaciju trenutne vrijednosti. Količina dovedene električne struje prati se pomoću miliampermetra. Veličina dovedene struje ne bi trebalo da prelazi 6 V. Taloženje nikla se vrši na temperaturi od oko 50°C i gustini električne struje od 4–5 A/dm2. Trajanje procesa je 3 minute.
Za tvoju informaciju. Premaz od nikla bez podloge ima prilično slabo prianjanje na površinu. Za povećanje adhezije koristite termičku obradu proizvoda na temperaturi od 450 stepeni.
Završna faza obrade dijela
Tretirani dio se opere pod mlazom čiste tople vode i osuši.
Niklovana završna obrada ima mat završnu obradu. Dio je poliran radi dodavanja sjaja.
Prevlake od nikla s defektima uklanjaju se anodnim otapanjem u elektrolitu. Da biste to učinili, sumporna kiselina je uključena u elektrolit. Hemijska gustina kiseline je 1,2-2,8 kg/m3. Proces uklanjanja sloja nikla izvodi se na temperaturi od 20-25°C i gustoći anodne električne struje od 5 A/dm2.

Izvođenje bezelektričnog niklanja kod kuće
Kemijsko niklovanje kod kuće izvodi se radnim otopinama. U zavisnosti od količine suhih reagensa, brzina povećanja sloja nikla je 80 µm/h ili više.
Radni rastvor sadrži sledeće reagense, g/l:

- nikl sulfat (nikl sulfat u prahu) – 20;
- galenit (prašak olovnog sulfida) – 20;
- natrijum acetat – 15;
- rastvor natrijum hipofosfita – 25.
Radna temperatura hemijskog rastvora je 90°C. Kada se olovni reagens ukloni, brzina reakcije se smanjuje na 50 µm/h ili manje.
Kada se postigne radna temperatura, radni komad se spušta u posudu sa rastvorom. Prije niklovanja premaz se očisti i odmasti.
Proizvod se drži u radnom rastvoru 1 sat. Kako ispari, dodajte destilovanu vodu.
Po završetku procesa, dio se uklanja i pere u toploj vodi. Nakon ispiranja proizvod se temeljito osuši. Ako je potrebno, temeljno ispolirajte.

Produženi vijek trajanja niklovanog prevlačenja
Niklovanje može biti izloženo kontinuiranoj površinskoj koroziji. Proces korozije se javlja samo u početni period. Kako temperatura radne otopine raste, površinska korozija prodire duboko u materijal. Tada se ovaj proces usporava i potpuno zaustavlja.

Da bi se produžio vijek trajanja niklovanog premaza, koristi se tehnologija bakrenja. Bakariranje također može ukloniti manje površinske nedostatke. Primjena bakra kao podloge osigurava pouzdanost i trajnost zaštite nikla.
Poroznost bakreno oblaganje uzrokuje uništavanje zaštitnog sloja i smanjuje vijek trajanja gotov proizvod. Metal podloge je podvrgnut koroziji, nakon čega slijedi ljuštenje zaštitnog sloja.
Najčešće su proizvodi s jednoslojnim zaštitnim premazom izloženi procesima korozije. Višeslojni dijelovi su izloženi štetni faktori manje.
Za zaštitu proizvoda od oštećenja, poduzimaju se brojne dodatne mjere. Za zatvaranje pora koriste se posebni aditivi.
Za tvoju informaciju. Kako bi se spriječio gubitak tvrdoće, niklovanje čelika se vrši na temperaturi od 250-300ºS.
Dodatna obrada dijelova za produženje vijeka trajanja
Niklovanje kod kuće izvodi se na sljedeće metode:
- Suhi reagens magnezijum oksida se miješa sa vodom dok se ne pretvori u pastu. Dobivena masa se pažljivo obrađuje i dio se uroni nekoliko minuta u 50% klorovodičnu ili sumpornu kiselinu.
- Radna površina se obriše penetrirajućim mazivom. Proizvod se zatim uranja u pročišćeno riblje ulje. Višak masnoće se uklanja nakon 24 sata upotrebom benzina ili drugih rastvarača.
- Veći dijelovi se tretiraju ribljim uljem u dva prolaza. Interval između tretmana treba da bude najmanje 12 sati. Nakon dva dana, višak robovske masti se uklanja.

Upotreba legura nikla sa drugim metalima može poboljšati fizička i hemijska svojstva nikla.
Aluminij pomaže u povećanju električnog otpora i otpornost na koroziju nikla
Volfram, molibden i titanijum povećavaju njegovu otpornost na toplotu.
Dodatak hroma povećava otpornost premaza nikla u oksidacionim i redukcionim rastvorima.
Bakar povećava otpornost nikla na razne kiseline.
Niklovanje je proces nanošenja vrlo tankog sloja nikla na metalnu površinu.
Debljina sloja nikla, ovisno o zadatku, veličini dijela i njegovoj daljnjoj upotrebi, kreće se u rasponu od 0,8 do 55 mikrona.
Nikl crna prevlaka štiti metalni predmet od destruktivnih efekata spoljašnje okruženje– oksidacija, korozija i reakcije sa soli, alkalijama i kiselinama.
Predmeti koji mogu zahtijevati takvu zaštitu su:
- metalni proizvodi koji će se nalaziti na otvorenom;
- dijelovi karoserije za automobile i motocikle, uključujući i one izrađene od aluminija;
- medicinska i stomatološka oprema;
- proizvodi koji imaju produženi kontakt s vodom;
- ukrasne metalne ograde, uključujući aluminij;
- predmeti koji dolaze u kontakt sa potentnim hemikalije I tako dalje.
Kao što vidite, tehnologija raznih niklovanih ploča koristi se ne samo u industriji, a crna boja može biti potrebna i kod kuće, vlastitim rukama.
Razmotrimo glavne metode nanošenja zaštitnog sloja vlastitim rukama kod kuće, metale koji vam omogućuju nanošenje nikla, suptilnosti i značajke svakog procesa.
U praksi se koriste dvije metode nanošenja sloja nikla - elektrolitička i kemijska.
Nećemo proučavati zamršenosti industrijskog procesa, već ćemo opisati implementaciju kod kuće.
Tehnologija nanošenja sloja nikla predstavljena je u videu.
Elektrolitičko niklovanje
Prije elektrolitičkog niklovanja (koji se naziva i galvansko galvansko polaganje), potrebno je izvršiti elektrohemijsko bakrovanje dijela ili obratka.
Postoje dvije metode, uključujući galvansku - s uranjanjem u otopinu elektrolita i bez potapanja.
U prvom slučaju, metalni predmet pažljivo se obrađuje brusnim papirom, s njega se uklanja oksidni film, ispere prvo u toploj vodi da se ukloni otapalo, a zatim u otopini sode i ponovo u vodi.
Stavite dvije bakrene anode i dio u staklenu posudu, pričvrstite ga žicom između anodnih ploča.
Izvršit ćemo elektrokemijsko bakreno oblaganje kod kuće pomoću elektrolita koji se sastoji od vode s 20% bakrenog sulfata i 2% sumporne kiseline.
Nakon pola sata strujnog tretmana, na dijelu će biti tanak sloj bakra, a što se duže provodi elektrohemijsko bakrovanje, to će sloj biti deblji.
Ako je dio velik ili nema odgovarajućih staklenih posuda, tada se može koristiti elektrokemijsko bakreno prevlačenje bez potapanja u elektrolit.
Da bismo to učinili, napravimo bakrenu četku (možete koristiti nasukanu bakrene žice, naravno, skidanje izolacije samo na krajevima), koje spajamo na plus izvora struje i fiksiramo drvenim štapom.
Stavite očišćenu, odmašćenu metalnu ploču u prilično široku staklenu posudu, napunite je otopinom elektrolita (možete uzeti zasićeni bakar sulfat) i spojite je na minus izvora struje.
Sada umočimo četkicu u elektrolit i držimo je blizu površine dijela. Važno je da rastvor uvek bude na bakrenoj četkici.
Nakon nekog vremena primijetit ćete da se na površini obratka pojavio sloj bakra. Što je deblji bakreni premaz, to će ostati manje pora.
Tako će, na primjer, na 1 sq.cm sa jednoslojnom nanošenjem bakra biti nekoliko desetina kroz pore, ali sa troslojnom primjenom bakra neće ih biti praktički.
Achieve potrebna debljina bakar i možete nastaviti na sljedeći korak.
Nanošenje sloja nikla (galvanski) izvodi se slično postupku bakrenog prevlačenja s uranjanjem u elektrolit.
Dakle, dio obješen na žici i niklovane anode se spuštaju u elektrolit, žice s anoda su spojene na plus, a žica s dijela na minus.
- Nikl, natrijum i magnezijum sulfat u omjeru 14:5:3, 0,5% kuhinjske soli i 2% borne kiseline;
- 30% nikl sulfata, 4% nikl hlorida i 3% borne kiseline.
Napunite suvu mešavinu sa jednim litrom neutralna voda, dobro promiješati i po potrebi se osloboditi nataloženog taloga, te ga koristiti kao elektrolit za elektrolitičko niklovanje.
Dovoljno je izvršiti galvansku obradu pola sata jednosmerna struja sa snagom od 5,8-6 V.
Kao rezultat obrade strujom kroz elektrolit, dobit ćemo mat, neravni sloj siva. Da biste ga izravnali, metalni predmet mora biti pažljivo očišćen i poliran.
Ova tehnologija se ne može koristiti za dijelove s grubom završnom obradom ili s uskim i dubokim rupama.
U ovom slučaju morate koristiti hemijska metoda niklovanje ili zacrnjenje dijelova.
Tehnologija zacrnjenja je da se na metal nanese međupremaz cinka ili nikla, a na vrhu dijela se obloži tanak, ne veći od 2 mikrona, crni premaz nikla.
Dekorativna metalna ograda od crnih niklovanih dijelova dobro će se držati i izgledati lijepo.
U nekim slučajevima potrebno je niklovanje i hromiranje.
Metoda bezelektričnog niklanja
Tehnologija hemijskog niklanja dijelova je da se metalni radni predmet uroni u ključajući rastvor na određeno vreme, tokom kojeg se čestice nikla talože na njegovoj površini.
Nema elektrohemijskog efekta, struja nije potrebna.
Tehnologija je usmjerena na postizanje jakog prianjanja sloja nikla na metal (poseban kvalitet prianjanja između površine i nanesenog sloja uočava se pri niklovanju čelika i željeza).
Hemijsko niklovanje raznih dijelova se zapravo može izvesti u garaži ili maloj radionici.
Pogledajmo to korak po korak:
- Suhi reagensi se miješaju u emajliranoj posudi i napune vodom;
- Dobivenu tečnu smjesu dovedite do ključanja i tek tada dodajte natrijum hipofosfit;
- Uronite radni komad u posudu s tekućinom tako da ne dodiruje rubove i dno. Zapravo, trebat će vam instalacija za elektroniklovanje, koju možete sami napraviti od emajlirane posude odgovarajuće veličine i dielektričnog nosača na koji će radni komad biti obješen;
- U zavisnosti od rastvora koji se koristi, ključanje bi trebalo da traje od sat do tri;
- Radni predmet se vadi i ispere vodom koja sadrži gašeno vapno, nakon čega se može polirati.
Svi sastavi za hemijsko niklovanje delova će obavezno sadržati nikl hlorid ili sulfat, natrijum hipofosfit različite kiselosti i neku drugu kiselinu.
Tehnologija uključuje obradu 20 kvadratnih cm površine u jednoj litri otopine.
Kisela jedinjenja nanose sloj nikla na crne metale, dok su alkalna bolje prikladna za nerđajući čelik.
Neke suptilnosti:
- Film od nikla nanesen na metal bez bakrenog sloja ima slabo prianjanje na površinu. Da biste ga poboljšali, možete primijeniti toplinsku obradu držeći radni predmet na temperaturama iznad 450 stupnjeva;
- Nemoguće je zagrijati otvrdnute proizvode na ovu temperaturu, kada se zagriju na 350-400 stupnjeva, oni će izgubiti tvrdoću. Ovaj problem se rješava dužim starenjem, ali na temperaturi u rasponu od 250-300ºS;
- Prilikom nanošenja sloja nikla na glomazne dijelove, postaje potrebno miješanje otopine, što dovodi do potrebe za stalnom filtracijom. To je glavna poteškoća pri izvođenju procesa u neindustrijskim uvjetima.
Na sličan način, ali koristeći drugačiji sastav, dijelove možete premazati slojem srebra. Posrebrenje se često koristi na ribolovnoj opremi kako bi se spriječilo zatamnjenje udica i mamaca.
Tehnologija nanošenja srebra je jednostavna i razlikuje se od niklovanja po sastavu elektrolita, vremenu i temperaturi radne otopine (da bi se dobio ravnomjeran sloj srebra, sastav se zagrijava na 90 stupnjeva).
Otopine srebra mogu se pripremiti iz vode, lapisa i 10% fiziološkog rastvora.
Isperite istaloženo srebro i pomiješajte sa 2% hiposulfita, filtrirajte, dodajte prašinu od krede i promiješajte da dobijete kremasto stanje.
Ovom mješavinom možete trljati metal dok se na njemu ne stvori sloj srebra.
Čuvanje ovog rastvora je dozvoljeno nekoliko dana, a rastvor srebra koji omogućava dugotrajno skladištenje - do šest meseci - može se pripremiti na sledeći način: 15 g lapisa, 55 g limunske kiseline (prikladne za kulinarske svrhe) i 30 g amonijum hlorida.
Sve komponente se samelju u prah i miješaju. Puder za nanošenje srebra se čuva na suvom.
Da biste koristili mokru krpu, dodirnite smjesu i utrljajte je po površini koju želite tretirati.
Na očišćeni dio se nanosi posrebrenje, ali ga nije potrebno posebno pripremati.
Gore navedene metode nanošenja nikla i srebra na metalne dijelove lako se mogu ponoviti samostalno kod kuće.
Ponekad možete naići na potrebu za niklovanjem aluminijuma. Niklovanje aluminijuma je prilično skup i nepouzdan proces. Elektrolit za niklovanje aluminijuma je prilično skup, ali često ima mjehuriće.
Problem s niklovanim aluminijumom kod kuće je loša adhezija - sjajni nikl "trga" premaz.
Za hemijsko niklovanje aluminijuma prikladan je sledeći sastav:
- Nikl sulfat - 20g/l;
- Natrijum acetat - 10 g/l;
- Natrijum hipofosforat - 25g/l;
- Tiourea, rastvor koncentracije 1 g/l - 3 ml;
- Natrijum fluorid - 0,4 g/l;
- Sirćetna kiselina – 9 ml