كيفية تركيب الأنابيب النحاسية بشكل مستقل. طرق ربط الأنابيب النحاسية الأساسية قم بتوصيل الأنابيب النحاسية بدون لحام
تعد الاتصالات النحاسية اليوم خيارًا نادرًا ولكنه موثوق للغاية لإمداد المياه وتدفئة منزل خاص. لم يتم تأكيد الرأي السائد حول صعوبات تركيب خطوط الأنابيب النحاسية بشكل مطلق في الممارسة العملية. اللحام الذاتي للأنابيب النحاسية متاح لغير المحترفين ، إذا كان يعرف تقنية المعالجة ويمتلك الأدوات. أتقن تعقيدات توصيل الأنابيب النحاسية ، وقم بتجميع السباكة الخاصة بك ولن تضطر أبدًا إلى التعامل مع الاتصالات مرة أخرى.
الأنابيب النحاسية جيدة لأنها: لا تتعرض للتآكل ، ولها عمر خدمة يزيد عن نصف قرن ، ولينة بدرجة كافية حتى لا تخاف من تجمد الماء فيها. النحاس مادة ناعمة تمامًا ، تمنع تكوين البلاك في الأنابيب ، كما أن للمادة أيضًا خصائص مبيدة للجراثيم.
ملحوظة! يجب أن يكون تكوين مادة الأنابيب النحاسية للاتصالات المنزلية من النحاس النقي بنسبة 99٪. تشكل السبائك التي تحتوي على "إضافات" أكاسيد ضعيفة الذوبان على السطح ، مما يمنع اللحام عالي الجودة.
هناك نوعان من الأنابيب النحاسية حسب طريقة صنعها:
- صلب.
- غير معلنة.
قد يكون لهذه الأنابيب نفس التركيب ، لكنها تختلف بشكل كبير في الخصائص الفيزيائية.
الأنابيب الملدنة هي مادة أنابيب مرنة. يمكن الحكم على درجة المرونة من خلال بيعها في ملفات ملفوفة مثل الخرطوم. تعد مرونة الأنابيب الملدنة ميزة كبيرة أثناء التثبيت. من بينها ، يمكنك تكوين تكوينات مختلفة دون استخدام أجزاء إضافية. هذا يوفر توفيرًا في المواد في التركيبات والمواد الاستهلاكية. يقلل من تكاليف العمالة ، يتم استخدام عدد أقل من التوصيلات.
وعلى الرغم من أن هذه الأنابيب تعتبر أقل قوة من الأنابيب غير المعلنة ، إلا أن هامش الأمان الخاص بها كافٍ تمامًا للاتصالات في المنازل الفردية.
لا تخضع الأنابيب غير المعبأة للمعالجة الإضافية - فهي تظل جامدة. يمكنك شراء هذه المواد عن طريق التشغيل المباشر ، مثل الصلب المعتاد. يتم تنفيذ الأسلاك للاتصالات غير المعلنة باستخدام التركيبات.
يتم توصيل الأنابيب النحاسية بثلاث طرق: على تركيبات الضغط ، عن طريق اللحام الشعري واستخدام تركيبات الضغط. كل من هذه الأساليب لها مزاياها وعيوبها. كل هذا يتوقف على الظروف التي يخطط فيها لتشغيل نظام السباكة.
الوصلات على تركيبات الضغط
الميزة الرئيسية لهذه التقنية هي سهولة التثبيت ، والحد الأدنى من الأدوات المساعدة. سيتمكن كل شخص من التعامل مع هذا العمل ، لأنك تحتاج فقط إلى تشديد الصواميل بمفتاحين. عيوب التوصيل من خلال التركيبات: أقصى ضغط محدود (حتى 10 بار) عند درجة حرارة نظام 100 درجة.
توصيل الأنابيب النحاسية بتركيبات الضغط
أثناء التثبيت ، من المهم للغاية أيضًا منع أدنى تشويه. إذا كانت التركيبات مخصصة للأنابيب "اللينة" ، يلزم وجود جلبة خاصة. العامل الأخير مهم للغاية ، لكنه غالبًا ما يتم تجاهله.
التوصيلات التي يتم إجراؤها عن طريق اللحام الشعري
مزايا اللحام: دقة اللحامات وتساويها ، الحد الأدنى من اللحام المطلوب ، القيمة الديمقراطية. خصائص التشغيل: أقصى ضغط عمل 40 بار عند أقصى درجة حرارة للنظام 150 درجة. يتطلب اللحام الشعري شعلة (على البروبان أو الأسيتيلين) ، التدفق ، اللحام. تتطلب طريقة توصيل الأنابيب النحاسية خبرة ومعرفة معينة من الشخص.
مع تركيبات الصحافة
مزايا أعمال التركيب بدون لحام: موثوقية عالية ، متوسط التكلفة مع مردود سريع. لأداء العمل دون لحام ، عن طريق تركيبات الصحافة ، مطلوب حد أدنى من المعرفة والمهارات من الشخص. يستغرق توصيل الأنابيب النحاسية بهذه الطريقة دقائق.


كيفية توصيل الأنابيب النحاسية بالفولاذ؟
تقليديا ، يتم تركيب المنتجات النحاسية بأجزاء فولاذية باستخدام تركيبات ضغط (ضغط). تكنولوجيا العمل:
يتم تفكيك التركيب ، ثم يتم إدخال أنبوب فيه ، حيث يتم وضع حلقة ضغط وجوز تثبيت.
يتم شد الجوز باليد حتى يتوقف. من المهم التأكد من عدم وجود تشوهات. بناءً على أقطار الأنبوب النحاسي أو التعليمات المحددة في مستندات جواز السفر أو الجداول الخاصة ، يتم شد الجوز بعدد معين من المنعطفات باستخدام مفتاح ربط. عادة ما يكون عدد المنعطفات من ½ إلى ¼. من المهم اتباع RPM الموصى بها. خلاف ذلك ، قد يكون الأنبوب مشوهًا.
يعتبر توصيل منتجات النحاس بأجزاء من الصلب أمرًا بسيطًا للغاية. إذا كنت لا تزال لا تفهم شيئًا ما ، فإننا نوصي بشدة بمشاهدة الفيديو التعليمي ، الذي يشرح بالتفصيل كيفية تركيب الأجزاء النحاسية بأنابيب فولاذية.
تكنولوجيا التركيب

كيفية توصيل منتجات النحاس؟
- قطع ، كما في الإصدار السابق ، الجزء المطلوب من المنتج ؛
- يتم تنظيف الأجزاء الخارجية والداخلية من الملوثات باستخدام حافة خاصة أو إسفنجة للنحاس ؛
- يتم إدخال الأنبوب في التركيب الشعري إلى الحد الأقصى ، ويتم تطبيق التدفق ، ويمكن إزالة الفائض بقطعة قماش نظيفة ؛
- يتم تسخين الاتصال عن طريق موقد غاز أو مجفف شعر خاص بالمبنى ، يتم استخدام اللحام. يجب أن يذوب اللحام ويملأ فجوة التركيب بالتساوي ؛
- نحن ننتظر التبريد الطبيعي للحام. تتم إزالة بقايا التدفق بقطعة قماش مبللة ونظيفة.
أنت الآن تعرف كيفية توصيل الأنابيب النحاسية بعدة طرق. إذا بدا لك شيء غير واضح في تركيب المنتجات النحاسية ، يمكنك دائمًا مشاهدة الفيديو التعليمي. من حيث المبدأ ، هذا العمل بسيط للغاية ويمكنك القيام به بنفسك ، دون اللجوء إلى خدمات المحترفين.
www.trubygid.ru
كيفية توصيل الأنابيب النحاسية
اتصال مضيئة
2. ضع أداة التوصيل على الأنبوب.
اتصال مترابطة
يجري إعداد المناسب ؛
truba-info.ru
كيفية لحام الأنابيب النحاسية - لحام الأنابيب النحاسية
منتجات الأنابيب المصنوعة من مواد النحاس وسبائكها لم تعد تبدو جديدة في أنظمة التدفئة لدينا ؛ بالإضافة إلى ذلك ، توجد بشكل متزايد اليوم في خطوط إمداد المياه والغاز الحديثة للمباني السكنية والمؤسسات الصناعية. تستخدم هذه المنتجات البلاستيكية والموثوقة حاليًا على نطاق واسع كمكونات أساسية لأنظمة تكييف الهواء الحديثة ووحدات التبريد ذات التشكيلات المختلفة.
أنابيب النحاس
كل هذا يكفي تمامًا لكي تكون لدينا الرغبة في تعلم كيفية تكوين وصلات من قطعة واحدة من هذه المنتجات ، أو بالأحرى للتعرف على كيفية لحام الأنابيب النحاسية في المنزل. الحقيقة هي أن التقنيات المعروفة لربط الأنابيب النحاسية قد تم استخدامها منذ العصور القديمة وتتضمن إدخال تركيبة لاصقة مصهورة خاصة أو لحام في منطقة التلامس. ما يهم بشكل خاص معرفته عند إتقان عملية لحام الأنابيب النحاسية هو أنه يتم الحصول على اتصال لحام موثوق به ، كقاعدة عامة ، فقط عندما تكون درجة حرارة انصهار اللحام نفسه أقل قليلاً من نقطة انصهار الأنابيب الملحومة.
نلاحظ أيضًا أن اللحام عالي الجودة والموثوق للأنابيب النحاسية بيديك سيتطلب من المؤدي توخي الحذر بشكل خاص عند العمل مع المنتجات المراد لحامها ، بالإضافة إلى تدريب نظري معين.
فوائد الوصلات النحاسية الملحومة
لحام الأنابيب النحاسيةمن المستحيل عدم ذكر العديد من الأدلة في مقالتنا التي تؤكد بالإضافة إلى ذلك المزايا التي لا يمكن إنكارها للهياكل النحاسية التي تم الحصول عليها بطريقة اللحام. تؤدي هذه الإشارات فقط إلى زيادة الطلب المتزايد باستمرار على المنتجات التي تتميز بمجموعة كاملة من الخصائص الفريدة إلى حد ما:
- متانة وقوة منتجات النحاس الملحومة ؛
- توافر المواد النحاسية وسهولة معالجتها ؛
- القدرة على تحديد الشروط لتشكيل اتصال اللحام (ضبط وضع اللحام).
بالإضافة إلى ذلك ، سيسمح لك استخدام أحدث تقنيات اللحام بالتوفير في قطع غيار التجميع الإلزامية مثل المحولات القياسية والتجهيزات ، مما يقلل بشكل كبير من التكلفة الإجمالية لتصنيع أنابيب التسخين الملحومة.
طرق وأدوات لحام الأنابيب النحاسية المستخدمة
عند إجراء عمليات خاصة تتعلق بلحام فراغات الأنابيب بأقطار مختلفة ، غالبًا ما تستخدم ظروف درجة الحرارة التالية:
- وضع درجة الحرارة العالية مع التسخين الحراري لمنطقة الذوبان حتى 900 درجة ، وتستخدم لقطع العمل تحت الأحمال الكبيرة.
- وضع المعالجة في درجات الحرارة المنخفضة ، الذي يُمارس غالبًا في الحياة اليومية مع درجة حرارة عمل في منطقة التلامس تصل إلى 450 درجة.
قد تحتاج إلى الأداة التالية لمساعدتك في إصلاح الأنابيب الموصولة أثناء عملية اللحام:
- قاطع خاص لأنبوب الإمساك يوفر قطعًا متساويًا لقطعة العمل في مكان اللحام المقصود.
- أداة تحضير الشطب (بما في ذلك إزالة الحواف).
- نوع خاص من آلية التمدد تُستخدم لإعداد موقع اللحام إلى عمق يساوي تقريبًا قطر قطع العمل المراد لحامها.
- وأخيرًا ، آلة اللحام نفسها أو الموقد الغازي ، والذي يستخدم مباشرة في لحام وصلات النحاس.
بالإضافة إلى ذلك ، ستحتاج بالتأكيد إلى مجفف شعر حراري للمبنى ، والذي من خلاله سيكون من الممكن تسخين مفاصل قطع العمل حتى 650 درجة (تستخدم بشكل أساسي عند العمل مع جنود منخفضي الذوبان).
بناء مجفف الشعر
سيسمح التواجد في مجموعة الأدوات الحالية لآلة اللحام بالتسخين لمالكها بتنظيم نظام درجة الحرارة بسهولة في منطقة اللحام ، وكذلك الحفاظ عليه عند المستوى الأمثل. بالإضافة إلى ذلك ، توفر لك مجموعة واسعة من الفوهات القابلة للتبديل المضمنة في مجموعة العمل الخاصة بجهاز اللحام القدرة على توجيه نفث الهواء الساخن إلى أي مكان مناسب لك.
المواد المستخدمة في لحام الفراغات النحاسية
قبل لحام أنابيب التسخين بأيديهم ، يتعين على أي فنان ببساطة أن يتعرف تمامًا على مواد العمل المستخدمة كجنود حراريين. بالإضافة إلى ذلك ، يجب أن يدرك بالتأكيد أن كل هذه المواد ، وفقًا لخصائصها المقاومة للحرارة ، مقسمة إلى جنود من الفئات الصلبة واللينة.
الجنود
جندىيشبه ما يسمى بجنود الحراريات العالية ظاهريًا قضبانًا ممدودة ذات ملف تعريف تعسفي ويتم استخدامها عادةً عندما يكون من الضروري تسخين المعدن في منطقة اللحام إلى أعلى درجات حرارة ممكنة (حتى 900 درجة مئوية). توفر درجات الحرارة هذه اتصال لحام عالي الجودة وموثوق به.
ملحوظة! تستخدم مواد اللحام هذه بشكل أساسي في أعمال الإصلاح والترميم التي تتم على خطوط الإمداد الحرجة أو في إصلاح مكيفات الهواء الصناعية ومعدات التبريد الخاصة.
يشتمل الممثلون الأكثر شيوعًا لجندي اللحام في هذه الفئة على تركيبات النحاس والفوسفور ذاتية التدفق والمجهزة بمجموعة متنوعة من الإضافات (مثل Cu94 P6 و Cu92 P6 Ag2). ستسمح لك إضافة الفضة أو الفوسفور بنسبة 6 ٪ ، وهي غير محسوسة للعين تقريبًا ، بتخفيض درجة حرارة انصهار العمل لهذا اللحام حتى 750 درجة. وهذا بشرط أن معدلات التمدد الفعلية للمواد المستخدمة تتوافق تقريبًا تمامًا مع معدلات النحاس ، مما يجعل من الممكن الحصول على اتصال قوي وموثوق.
جندى ناعم
حصل الجنود ، الذين يطلق عليهم بالعامية "لينة" ، على اسمهم بسبب حقيقة أنهم يستخدمون في معالجة درجات الحرارة المنخفضة للأنابيب النحاسية المنتجة في المنزل. يتم تصنيعها ، كقاعدة عامة ، في شكل أسلاك رفيعة نوعًا ما ويتم تطويرها على أساس مواد كيميائية شائعة مثل الرصاص والقصدير والزنك أو سبائكها المعروفة لنا جميعًا.
التدفقات
تدفق لحاممن أجل تبسيط الإجراء الخاص بلحام الأنابيب النحاسية بيديك ، غالبًا ما يتم استخدام تركيبات فطيرة خاصة أو حتى سائلة (تسمى أيضًا التدفقات). من المهم ملاحظة أنه غالبًا ما يعتمد نجاح أو فشل العملية التي يتم إجراؤها إلى حد كبير على الاختيار الكفء لهذا التدفق أو ذاك.
مثل الجنود ، فإن المواد التي ندرسها مقسمة أيضًا بشكل مشروط إلى كواشف منخفضة الحرارة (حتى 450 درجة) ومكونات كيميائية عالية الحرارة تستخدم في اللحام فوق 450 درجة.
تستخدم هذه المواد الكيميائية للأغراض التالية:
- تساعد على تنظيف منطقة اللحام من الأكاسيد الضارة ؛
- حماية منطقة العمل من دخول الأكسجين الموجود دائمًا في البيئة ؛
- تشكل ظروفًا مواتية للتوزيع المنتظم لتكوين اللحام في أماكن اللحام ؛
- تحسين جودة التصاق المنتجات باللحام.
أثناء العمل ، يتم تسخين اللحام إلى درجة الحرارة المطلوبة ، وينتشر بالتساوي على الأجزاء المراد لحامها ، وبالتالي تشكيل اتصال موثوق. بعد أن يبرد موصل اللحام ، تتم إزالة التدفق الزائد ببساطة من منطقة المعالجة.
فيديو
هذا الفيديو حول لحام الأنابيب ذات اللحام الناعم:
www.trubyinfo.ru
كيفية توصيل الأنابيب النحاسية | كل شيء عن الأنابيب
يتضمن تركيب الأنابيب النحاسية القدرة على عمل وصلات الأنابيب والتركيبات بشكل صحيح. سنتحدث عن هذا في هذا المقال القصير.
يمكن توصيل الأنابيب النحاسية بالوصلة دون إحراق نهاية الأنبوب. ميزة هذا الاتصال هي أنه يمكن فكها وإعادة تجميعها في أي وقت. في نفس المكان الذي لا يمكن فيه العمل مع موقد غاز أو أنه من المستحيل تصريف المياه تمامًا من الأنبوب القديم ، يتم استخدام وصلة متوهجة. يتم إجراء مثل هذا الاتصال على النحو التالي. تتمثل الخطوة الأولى في معالجة نهاية الأنبوب بحيث يكون سطحه مسطحًا تمامًا. بعد ذلك ، يتم وضع أداة توصيل على الأنبوب ، ويتم توجيه مخروط مشتعل داخل الأنبوب. بعد ذلك ، اسحب مشبك التوهج وأدر برغي التوهج ببطء. يجب أن يتم ذلك حتى تصل زاوية تمدد الأنبوب إلى 45 درجة. بعد ذلك ، يجب فك البرغي وفك المشبك وإزالة جهاز الإشعال من الأنبوب. الآن يمكن نقل أداة التوصيل باتجاه نهاية الأنبوب حتى تتوقف وتشد الصامولة.
ومع ذلك ، يتم ربط الأنابيب النحاسية في كثير من الأحيان باستخدام التركيبات. على عكس الأنابيب البلاستيكية ، لا يتم تجعيد التركيبات في الأنابيب النحاسية ، ولكنها ملحومة. يمكن أن يكون هذا اللحام مرتفعًا ودرجة حرارة منخفضة. في الحالة الأولى ، يتم استخدام قضيب لحام صلب مع نقطة انصهار عالية. يجب أن يتم تسخين الأنابيب والتجهيزات في هذه الحالة باستخدام محارق الأسيتيلين أو البروبان ، لأن درجة حرارة اللهب مرتفعة للغاية. يستخدم اللحام ذو درجة الحرارة المنخفضة لحامًا ناعمًا على شكل سلك. يمكن أن يتم الإحماء باستخدام موقد اللحام التقليدي. في الممارسة العملية ، يتم استخدام اللحام بدرجة الحرارة العالية لوصلات المقبس ، ولحام درجة الحرارة المنخفضة للتركيبات.تكنولوجيا اللحام بسيطة. أولاً ، يتم تنظيف السطح الملحوم للأنبوب والتركيب من أكسيد وتغطيته بالتدفق. ثم يتم وضع أحد التركيبات على الأنبوب ويتم تسخين مكان التوصيل المستقبلي حتى يملأ اللحام المنصهر الفجوة بين الأنبوب والتركيب. يجب ألا يغيب عن البال أن اللحام يجب ألا يذوب في لهب الموقد ، ولكن من درجة حرارة المعدن الساخن. بعد التبريد ، يكتسب الاتصال قوة عالية. بعد ذلك ، يبقى فقط لإزالة التدفق المتبقي من السطح.
تستخدم الوصلات الملولبة أيضًا في خطوط الأنابيب النحاسية. يجب التعامل معها بحذر شديد ، حيث يمكن قطع الخيوط النحاسية دون استخدام القوة المفرطة. في الوصلات الملولبة للأنابيب النحاسية ، يتم دائمًا استخدام حلقة ، وهي مصممة لتوزيع الحمل بالتساوي على منطقة الاتصال بأكملها. يتم هذا العمل في التسلسل التالي. أولاً ، تتم معالجة نهاية الأنبوب ، ثم يتم وضع صمولة الاتحاد على الأنبوب ، ويتم وضع حلقة ضغط على الحافة ذاتها. ثم يتم إدخال الوصلة في الأنبوب حتى تتوقف ويتم إحكام ربط الجوز بعناية.
xn - 80abcm9bmekkw.xn - p1ai
كيفية توصيل الأنابيب النحاسية - البناء
كيفية توصيل الأنابيب النحاسية
يتم توصيل الأنابيب النحاسية عند ترتيب خطوط الأنابيب المختلفة باستخدام التركيبات والأساليب الخاصة. يحتاج الجميع إلى معرفة كيفية توصيل الأنابيب النحاسية ، لأن الحصول على وصلة موثوق بها يتطلب استيفاء شروط معينة.
اتصال مضيئة
غالبًا ما يتم توصيل الأنابيب النحاسية اللينة بوصلة يتم فيها إغلاق الطرف غير المتوهج للأنبوب. ليس من الصعب تفكيك مثل هذا المفصل ، ومن ثم يمكن استعادته بسهولة. عادة ، يتم استخدام وصلة متوهجة للأنابيب النحاسية عندما يكون من الخطر العمل مع الموقد ومن المستحيل تصريف المياه تمامًا من الأنبوب القديم. ترتيب العمل على النحو التالي:
1. نظف نهاية الأنبوب. في هذه الحالة ، تحتاج إلى إزالة جميع نتوءات.
2. ضع أداة التوصيل على الأنبوب.
3. أدخل الأنبوب في فتحة التوهج التي تمت معايرتها. اعصره هناك جيدًا. يجب أن يكون الثقب بنفس قطر الأنبوب نفسه. قم بتثبيت نهاية الأنبوب على نفس المستوى أو أعلى قليلاً من سطح التثبيت.
4. ضع أداة تثبيت على المشبك. ابدأ في لف المسمار حتى يتوهج المخروط بزاوية 45 درجة تقريبًا إلى نهاية الأنبوب.
5. قم بإزالة الأنبوب من فتحة المعايرة. ثم تحتاج إلى تقريب الوصلة من الحواف المشتعلة. لف خيوط الوصلة بشريط مانع للتسرب ، وشد الجوز.
اتصال مع التركيبات
إن توصيل الأنابيب النحاسية بالتجهيزات يقلل من تكاليف العمالة أثناء التركيب ، والوقت الذي يستغرقه إكمال العمل ويضمن جودة الاتصال ، حيث لا يوجد تراجع للمعادن. غالبًا ما يتم توصيل الأنابيب النحاسية ذات التركيبات عن طريق اللحام الشعري ، والذي يعتمد على تأثير الشعيرات الدموية. هناك نوعان من لحام الأنابيب النحاسية:
درجة حرارة اللحام عالية. لهذه الطريقة ، يتم استخدام جنود حراريين للقضيب. تستخدم مواقد البروبان والأسيتيلين لتسخين الأنابيب ؛
درجة حرارة اللحام منخفضة. باستخدام هذه الطريقة ، يتم استخدام الجنود الناعمين ، والتي يتم لفها في ملفات. لهذا اللحام يكفي إطلاق النار من موقد اللحام العادي.
لا توجد اختلافات خاصة في هاتين الطريقتين ، ولكن يتم استخدام اللحام بدرجة حرارة عالية لتوصيلات أنابيب المقبس ، ويتم استخدام اللحام بدرجة حرارة منخفضة في الوصلات ذات التركيبات التي يتم لحام اللحام بها.
طريقة التركيب هي كما يلي:
يتم وضع أحد التركيبات على أنبوب مغطى بالتدفق:
يتم تسخين المفصل بشعلة حتى يذوب اللحام ويغلق الفجوة بين التركيب والأنبوب ؛
يُسمح للهيكل بالتبريد ثم يتم تنظيف السطح الخارجي بمنظفات خاصة للنحاس. بعد ذلك ، الأنبوب جاهز للتشغيل.
اتصال مترابطة
الوصلة الملولبة للأنابيب النحاسية قابلة للطي ، وتستخدم الحلقات الخاصة. إذا كانت هناك حاجة للتفكيك ، يجب استبدال الحلقة. يتم إجراء هذا النوع من الاتصال على النحو التالي:
قم أولاً بقطع قطعة من الأنابيب بالطول المطلوب ؛
إذا تم استخدام الأنابيب ذات العزل PVC ، فمن الضروري إزالة الطبقة العازلة من نهاية الأنبوب بسكين حاد وإزالة النتوءات التي تشكلت بعد القطع بملف ؛
يجري إعداد المناسب ؛
يتم وضع صمولة الاتحاد على الأنبوب ، ثم يتم وضع حلقة ضغط ؛
يجب ثني الجوز بسلاسة - في البداية يتم لفه يدويًا ، عندما يصبح من المستحيل القيام بذلك ، يتم استخدام مفتاح. أثناء التشغيل ، يضغط الجوز على الأنبوب ويتم إغلاق المفصل.
fix-builder.ru

إضافة إلى المواقع المفضلة
أنابيب نحاسية
قدمت صفات الأداء الفريدة للنحاس منتجات أنبوبية منه ، على الرغم من التكلفة العالية ، تطبيق واسع إلى حد ما. الأنابيب النحاسية لا تخاف من الأشعة فوق البنفسجية ، ولها معامل تمدد حراري منخفض ، ومقاومة عالية للتآكل في البيئات غير الحمضية. إن قدرة النحاس على الحفاظ على اللدونة في درجات حرارة منخفضة تجعل من الممكن تركيب الأنابيب النحاسية حتى في ظروف الشتاء. لا تعتمد متانة الأنابيب النحاسية على درجة حرارة وضغط الوسائط المنقولة من خلالها.
تتيح الأنابيب النحاسية نقل السوائل ذات درجة الحرارة العالية فيها.
نطاقات الأنابيب النحاسية
يمكن تركيب الأنابيب النحاسية في أنظمة التدفئة بسبب مقاومتها العالية للسوائل ذات درجات الحرارة العالية. هذه الخاصية مناسبة بشكل خاص لنظام التسخين أحادي الأنبوب ، والذي لضمان أن درجة حرارة المبرد في المبرد الأخير حوالي 70 درجة مئوية ، من الضروري أن تكون في أول واحد مساوية لحوالي 120 درجة مئوية

لا يعطي توصيل الأنابيب بتركيبات الضغط ضمانًا مطلقًا للموثوقية ويتطلب مراقبة مستمرة أثناء التشغيل.
لا تتجاوز درجة الحرارة القصوى التي يمكن أن تتحملها البوليمرات المستخدمة في أنظمة التدفئة 95 درجة مئوية ، ويمكن نقل الوسائط ذات درجات الحرارة التي تصل إلى 300 درجة مئوية عبر الأنابيب النحاسية. من الخصائص المهمة لخط الأنابيب المصنوع من هذا المعدن قدرته على تحمل ضغط 200-400 ضغط جوي ، بينما يظل التوصيل الملحوم بالأنابيب النحاسية محكم الإغلاق. في الوقت نفسه ، يمكن أن تتحمل المنتجات المعدنية والبلاستيكية ، في المتوسط ، ضغط 6 ضغط جوي ، مع ضغط تشغيل محتمل في النظام من 6 إلى 8 أجهزة صراف آلي. يمكن أن تتحمل أنابيب التسخين النحاسية اللينة 3-4 دورات تجميد-إذابة بسهولة.
نظرًا لخصائصه المضادة للبكتيريا ، فإن النحاس قادر على مقاومة تسرب الملوثات في شبكات إمدادات المياه في المناطق الحضرية. النحاس الصحي مقاوم للكلور. علاوة على ذلك ، فإن الكلور ، باعتباره عامل مؤكسد قوي ، يساهم في تكوين طبقة أكسيد واقية على النحاس ، مما يطيل من عمر خط الأنابيب. ومع ذلك ، يجب أن نتذكر أنه لا يمكن تنفيذ وضع الأنابيب النحاسية المخفية بأيديهم إلا إذا كان هناك غلاف بوليمر على الأنابيب ، مما يحمي النحاس من التيارات الشاردة.
عند استخدام الأنابيب النحاسية في أنظمة التدفئة وإمدادات المياه ، يجب تجنب مزيج من المواد المختلفة في النظام ، مما يؤدي إلى التآكل الكهروكيميائي المحلي. إذا كان من الضروري التوصيل ، على سبيل المثال ، الألومنيوم بالنحاس ، يتم استخدام عناصر الانتقال النحاسية.
الأنابيب النحاسية عالمية: بالإضافة إلى أنظمة الإمداد بالمياه والتدفئة ، فهي تستخدم لنقل الغازات ، ومواد التبريد في أنظمة التبريد ، وتستخدم في أنظمة تكييف الهواء.
توصيل الأنابيب بتركيبات الضغط

تأكد من عدم وجود نتوءات أو شقوق أو أضرار أخرى على أقسام الأنابيب قبل التثبيت. سيساعد هذا على تجنب المشاكل في التشغيل الإضافي للأنابيب.
لتوصيل الأنابيب النحاسية بأيديهم ، يستخدمون تركيبات تجعيد أو لحام - تربط أجزاء من مختلف الأشكال والأغراض.
تركيبات الضغط مصنوعة من النحاس الأصفر ، يوجد بداخلها حلقة ضغط ، مما يضمن إحكام التثبيت. يتم شد الحلقة باليد باستخدام مفتاح ربط. ومع ذلك ، يُنصح باستخدام هذه التركيبات فقط في الأماكن التي يتعذر فيها العمل بنيران مفتوحة ويمكن التحقق بسهولة من إحكام التوصيل. تم تصميم تركيبات الضغط لمعدلات ضغط أقل من تركيبات اللحام ويجب فحصها وشدها بشكل دوري.
غالبًا ما يتم توصيل الأنابيب الفولاذية والبلاستيكية للتدفئة وإمدادات المياه بالنحاس باستخدام تركيبات الضغط. لتوصيل هذا التركيب ، من الضروري تفكيكه ، ثم وضع صمولة تثبيت على الأنبوب ، ثم حلقة ضغط. يتم إدخال التجميع ، الذي يتكون من الأنبوب وصامولة المشبك والطويق ، في الوصلة. يتم شد الجوز بمفتاح ربط لعدد من المنعطفات ، اعتمادًا على قطر الأنبوب ويتم تحديده بواسطة بيانات جواز السفر الخاصة بالتركيب.
اتصالات تركيبات الضغط ليست موثوقة تمامًا وتتطلب مراقبة مستمرة أثناء التشغيل.
طريقة اللحام الشعرية

قبل البدء في وضع إمدادات المياه ، من الضروري قطع الأنابيب النحاسية إلى الأبعاد المطلوبة.
تعتمد هذه الطريقة على التأثير الشعري ، الذي يساهم في التوزيع المنتظم للحام على القسم بأكمله ، بغض النظر عن موضع الأنبوب. لإنشاء تأثير شعري ، يتم استخدام تركيبات خاصة ، يجب أن تختلف أقطارها عن أقطار الأنبوب بقيمة محددة بدقة. بالنسبة للحام باللهب المكشوف ، يوصى بفجوة من 0.1-0.15 مم.
يتم إجراء التوصيلات باستخدام اللحام الشعري باستخدام تدفقات خاصة وحماة - أسلاك رفيعة مصنوعة من سبائك معدنية ذات نقطة انصهار منخفضة ، وعادة ما تكون من الصفيح مع إضافات صغيرة من النحاس والفضة. تُستخدم مفاصل اللحام في الحالات التي يتم فيها إمداد المياه يدويًا في الأرضية أو الجدران ، أو في حالات أخرى عندما يتعذر التحكم البصري في سلامة المفاصل.
هناك طريقتان للحام: درجة حرارة عالية ودرجة حرارة منخفضة.
يتم استخدام اللحام ذو درجة الحرارة العالية ، والمعروف باسم اللحام بالنحاس ، حيث ترتبط ظروف تشغيل خطوط الأنابيب النحاسية بوجود درجات حرارة عالية. يتم إجراء هذا اللحام باستخدام تدفقات خاصة وجنود صلبة. لتركيب خطوط الأنابيب بأيديهم ، لا يتم استخدام هذا النوع من اللحام عمليًا.
يتم استخدام لحام منخفض الحرارة أو ناعم لخطوط الأنابيب المستخدمة لنقل الوسائط السائلة والغازية ، والتي لا تتجاوز درجة حرارة التشغيل فيها 110 درجة مئوية. مع درجة حرارة اللحام المنخفضة بيديك ، يتم تسخين الوصلات إلى درجة حرارة تقارب 300 درجة مئوية.
عملية لحام الأنابيب النحاسية

سيساعد وقت اللحام للأنابيب النحاسية على تقليل وضع العلامات على التركيب نفسه مع توصيات للحام بالحجم المطلوب.
قبل اللحام ، تتم معالجة الجزء الخارجي من نهاية الأنبوب والتركيب الداخلي بورق الصنفرة إلى حالة المعدن النقي. بعد ذلك ، يتم تطبيق طبقة رقيقة من معجون اللحام أو التدفق على الطرف النظيف للأنبوب. عندما تذوب هذه المواد ، فإنها تعمل على إذابة أغشية الأكسيد الموجودة على العناصر المتصلة ، مما يحمي أسطحها من المزيد من الأكسدة التي تسببها درجات الحرارة المرتفعة.
ومع ذلك ، نظرًا لحقيقة أن التدفق يدمر سطح المعدن ، عند اللحام بيديك ، يجب تطبيقه قبل بدء العمل مباشرة وعلى المنطقة التي سيتم تضمينها في التركيب فقط. بعد التصلب ، يكون التدفق عبارة عن فيلم لا يحتاج إلى الإزالة.
بعد ذلك ، يتم إدخال الأنبوب في مقبس الوصلة الشعرية حتى يتوقف. يتم تسخين الأماكن بالتساوي بواسطة لهب موقد غاز أو مسدس هواء ساخن. لهذا الغرض ، من المستحسن استخدام مصباح مزود بشعلتين أو فوهات رش.
إذا كان التدفق المستخدم يحتوي على قصدير ، فعند تسخينه إلى درجة الحرارة المطلوبة ، ستظهر قطرات فضية. في حالات أخرى ، يمكنك التأكد من الوصول إلى درجة الحرارة المطلوبة عن طريق لمس السطح الساخن للحام - يجب أن ينتشر اللحام. يجب حقن اللحام المصهور في المفصل على الفور. علاوة على ذلك ، لا يهم من أي جانب سيتم تقديمه. بسبب التأثير الشعري ، يملأ اللحام المفصل بالكامل بالتساوي. تتم إزالة بقايا التدفق من التركيب بقطعة قماش.
لتقليل وقت اللحام ، سيساعد استخدام مجموعة متنوعة من التركيبات ، حيث طبقت الشركة المصنعة حبة لحام بالحجم المطلوب بالداخل. يتم وضع التركيب على أنبوب مغطى بالتدفق ، ويتم تسخينه بشعلة أو مسدس هواء ساخن حتى يصبح اللحام في حالة سائلة. بعد التبريد ، يكون تصميم أنابيب إمدادات المياه والتدفئة جاهزًا للتشغيل.
تركيب انابيب نحاسية
في عملية تركيب أنظمة السباكة بيديك ، غالبًا ما يكون من الضروري توصيل الأنابيب النحاسية بمنتجات مصنوعة من مواد أخرى. في أنظمة التدفئة ، تعتبر إمدادات المياه الباردة والساخنة ومركبات النحاس مع الفولاذ والبلاستيك والنحاس الأصفر آمنة من وجهة نظر حدوث عمليات التآكل. لكن ملامسة النحاس مع الفولاذ المجلفن يشكل خطورة على الأنابيب المجلفنة ويؤدي إلى تدميرها بسبب عمليات التحليل الكهربائي. من أجل تجنب فشل خط الأنابيب ، من الضروري إجراء الاتصال بمساعدة ، والتأكد من توجيه تدفق المياه من الفولاذ إلى النحاس.
قبل البدء في العمل ، من الضروري إعداد أداة لتركيب الأنابيب النحاسية في نظام التدفئة أو توفير الماء الساخن أو البارد. للقيام بذلك ، سوف تحتاج إلى: قاطع أنابيب أو منشار معدني ، ملف أو مكشطة ، في وجود أقسام ذات تكوين معقد - بندر أنبوب أو موقد غاز أو مسدس هواء ساخن.
يبدأ وضع خط أنابيب نحاسي بأيديهم بأقسام بطول محسوب مسبقًا. ثم من الضروري إزالة الأجزاء الخارجية والداخلية من الأنبوب ، إذا لزم الأمر ، لتسوية القطع. سيمنع استخدام آلة ثني الأنابيب تسطيح الأنبوب وتشكيل التجاعيد ، مما قد يؤدي إلى انخفاض أداء خط الأنابيب في هذه الأماكن.
إذا كانت أقطار الأنبوب لا تتجاوز 15 مم ، فيجب ألا يقل نصف قطر الانحناء عن 3.5 أقطار ، وإذا كان أكثر من 15 مم ، فيجب أن يكون أربعة أقطار. عند الانحناء باليد ، لا يمكن الحصول على منحنى عالي الجودة إلا بنصف قطر يساوي 8 أقطار.
على الرغم من مقاومتها للتآكل ، فإن الأنابيب النحاسية ، نتيجة لانتهاكات تكنولوجيا التصنيع ، واللحام غير السليم ، والتلوث الشديد بالمياه مع شوائب كاشطة ، يمكن أن تتعرض لتآكل تنقر خطير للغاية. يتآكل الأنبوب في الأماكن التي يتم فيها تدمير فيلم الأكسيد. تتمثل إحدى طرق تجنب هذه العملية في تثبيت المرشحات على أنابيب إمدادات المياه والتدفئة.
في سوق البناء الحديث ، تتنافس الأنابيب النحاسية ، نظرًا لأدائها الفريد ، بنجاح كبير مع منتجات الصلب والبلاستيك والبلاستيك المعدني ، على الرغم من تكلفتها العالية.
يتم توصيل الأنابيب النحاسية بثلاث طرق: على تركيبات الضغط ، عن طريق اللحام الشعري واستخدام تركيبات الضغط. كل من هذه الأساليب لها مزاياها وعيوبها. كل هذا يتوقف على الظروف التي يخطط فيها لتشغيل نظام السباكة.
الوصلات على تركيبات الضغط
الميزة الرئيسية لهذه التقنية هي سهولة التثبيت ، والحد الأدنى من الأدوات المساعدة. سيتمكن كل شخص من التعامل مع هذا العمل ، لأنك تحتاج فقط إلى تشديد الصواميل بمفتاحين. عيوب التوصيل من خلال التركيبات: أقصى ضغط محدود (حتى 10 بار) عند درجة حرارة نظام 100 درجة.
توصيل الأنابيب النحاسية بتركيبات الضغط
أثناء التثبيت ، من المهم للغاية أيضًا منع أدنى تشويه. إذا كانت التركيبات مخصصة للأنابيب "اللينة" ، يلزم وجود جلبة خاصة. العامل الأخير مهم للغاية ، لكنه غالبًا ما يتم تجاهله.
التوصيلات التي يتم إجراؤها عن طريق اللحام الشعري
مزايا اللحام: دقة اللحامات وتساويها ، الحد الأدنى من اللحام المطلوب ، القيمة الديمقراطية. خصائص التشغيل: أقصى ضغط عمل 40 بار عند أقصى درجة حرارة للنظام 150 درجة. يتطلب اللحام الشعري شعلة (على البروبان أو الأسيتيلين) ، التدفق ، اللحام. تتطلب طريقة توصيل الأنابيب النحاسية خبرة ومعرفة معينة من الشخص.
مع تركيبات الصحافة
مزايا أعمال التركيب بدون لحام: موثوقية عالية ، متوسط التكلفة مع مردود سريع. لأداء العمل دون لحام ، عن طريق تركيبات الصحافة ، مطلوب حد أدنى من المعرفة والمهارات من الشخص. يستغرق توصيل الأنابيب النحاسية بهذه الطريقة دقائق.


كيفية توصيل الأنابيب النحاسية بالفولاذ؟
تقليديا ، يتم تركيب المنتجات النحاسية بأجزاء فولاذية باستخدام تركيبات ضغط (ضغط). تكنولوجيا العمل:
يتم تفكيك التركيب ، ثم يتم إدخال أنبوب فيه ، حيث يتم وضع حلقة ضغط وجوز تثبيت.
يتم شد الجوز باليد حتى يتوقف. من المهم التأكد من عدم وجود تشوهات. بناءً على أقطار الأنبوب النحاسي أو التعليمات المحددة في مستندات جواز السفر أو الجداول الخاصة ، يتم شد الجوز بعدد معين من المنعطفات باستخدام مفتاح ربط. عادة ما يكون عدد المنعطفات من ½ إلى ¼. من المهم اتباع RPM الموصى بها. خلاف ذلك ، قد يكون الأنبوب مشوهًا.
يعتبر توصيل منتجات النحاس بأجزاء من الصلب أمرًا بسيطًا للغاية. إذا كنت لا تزال لا تفهم شيئًا ما ، فإننا نوصي بشدة بمشاهدة الفيديو التعليمي ، الذي يشرح بالتفصيل كيفية تركيب الأجزاء النحاسية بأنابيب فولاذية.
تكنولوجيا التركيب

كيفية توصيل منتجات النحاس؟
- قطع ، كما في الإصدار السابق ، الجزء المطلوب من المنتج ؛
- يتم تنظيف الأجزاء الخارجية والداخلية من الملوثات باستخدام حافة خاصة أو إسفنجة للنحاس ؛
- يتم إدخال الأنبوب في التركيب الشعري إلى الحد الأقصى ، ويتم تطبيق التدفق ، ويمكن إزالة الفائض بقطعة قماش نظيفة ؛
- يتم تسخين الاتصال عن طريق موقد غاز أو مجفف شعر خاص بالمبنى ، يتم استخدام اللحام. يجب أن يذوب اللحام ويملأ فجوة التركيب بالتساوي ؛
- نحن ننتظر التبريد الطبيعي للحام. تتم إزالة بقايا التدفق بقطعة قماش مبللة ونظيفة.
أنت الآن تعرف كيفية توصيل الأنابيب النحاسية بعدة طرق. إذا بدا لك شيء غير واضح في تركيب المنتجات النحاسية ، يمكنك دائمًا مشاهدة الفيديو التعليمي. من حيث المبدأ ، هذا العمل بسيط للغاية ويمكنك القيام به بنفسك ، دون اللجوء إلى خدمات المحترفين.
يعتقد الكثيرون ، خطأً ، أن الأنابيب النحاسية لتركيب السباكة أو تدفئة المنزل باهظة الثمن ، والبعض الآخر يعتبر عصر النحاس لهذه الأغراض شيئًا من الماضي. في هذا الإدخال ، سنحاول أن نثبت لك أن هذا ليس كذلك ، على وجه التحديد لأن النحاس مادة ملائمة إلى حد ما لتركيب أي هياكل ، وإذا أخذنا في الاعتبار متانتها ، فلا غنى عنها في كثير من الحالات وهي كذلك الذي سيختاره مالك متحمس لمنزله.
إذا قارنا النحاس بالمواد الأخرى التي تصنع منها أنابيب السباكة وغيرها (على سبيل المثال ، بالبلاستيك أو) ، فإن مزاياها واضحة. بادئ ذي بدء ، إنها خدمة طويلة بشكل غير عادي: الأنابيب والتجهيزات النحاسية غالبًا ما تستمر طالما كان المبنى نفسه موجودًا.
يعتبر النحاس من البلاستيك للغاية ، مما يزيد من سلامة الإمداد بالمياه ويحتفظ بخصائصه في نطاق درجات حرارة واسع (من -200 إلى +250 درجة مئوية) ، مما يجعل الأنابيب مقاومة للتجمد عند ملؤها بالماء.
الأنابيب النحاسية مقاومة للأشعة فوق البنفسجية (على عكس البلاستيك) ، ولها معامل خشونة منخفض ، مما يسمح باستخدامها في ظروف مماثلة
لا يتأثر خط أنابيب النحاس عمليًا بأنواع مختلفة من الفيروسات والبكتيريا ، ولا يخاف من الزيوت والدهون والمواد الضارة المختلفة. حتى الكلور ، وهو أمر لا مفر منه لأنابيب المياه لدينا ، غير قادر على تدمير أنبوب نحاسي ، ولكن على العكس من ذلك ، بسبب تكوين طبقة أكسيد على جدرانه الداخلية ، يساعد الكلور على إطالة عمر الأنبوب.
أنابيب
يتم إنتاج أنابيب إمدادات المياه النحاسية ذات المقطع العرضي الدائري في ملفات (بطول 25 و 50 مترًا) وفي قطاعات (قضبان بأطوال مختلفة). الأنابيب الأكثر استخدامًا لها أقطار من 8 إلى 28 مم وسماكة جدار 1 مم. يجدر التأكيد على أن الأنابيب النحاسية بسبب الجدران الرقيقة أخف بكثير من الأنابيب الفولاذية. قد تكون معزولة.
لا يتسبب تركيب الأنابيب النحاسية في أي صعوبات خاصة ، ويرجع ذلك أساسًا إلى حقيقة أنها مقطوعة جيدًا ومثنية. يمكن توصيل الأنابيب النحاسية بطريقتين: قابلة للفصل وقطعة واحدة. الثاني يشمل اللحام ، اللحام ، العقص.
لتوصيل الأنابيب والتوصيلات ، يتم استخدام تركيبات مختلفة لإمدادات المياه الحالية.
مناسب
هناك عدد كبير من أنواع التركيبات المتصلة والانتقالية. أمثلة على بعضها موضحة في الصور 1-12. لذلك ، بالنسبة للحام ، لا يتم استخدام أدوات التوصيل العادية والمحول فحسب ، بل يتم أيضًا استخدام مختلف الأكواع ، المحملات ، الصلبان ، الملامح ، القوائم ، المقابس. توجد تركيبات مع انتقال وصلة ملحومة إلى وصلة ملولبة ، على سبيل المثال ، "أمريكي" مع ختم مخروطي (15 × 1/2 ″). غالبًا ما تستخدم تركيبات الضغط الملولبة حلقة ، والتي ، عندما يتم شد صمولة الوحدة ، تضغط الأنبوب ، وبالتالي تغلق الوصلة.
لحام مواسير النحاس
يتم اللحام بسبب الالتصاق بين حاملي النحاس والفوسفور المصهور أو الفضة والأنابيب الساخنة المراد ربطها. يتم توزيع اللحام عند التقاطع تحت تأثير قوى الشعيرات الدموية ، مما يؤدي إلى "ترطيب" المعدن الأساسي. لتحسين جودة اللحام وزيادة معامل الالتصاق ، يتم استخدام تدفقات خاصة وتنظيف أسطح اللحام مسبقًا. عند اللحام ، تحتاج إلى تسخين الأجزاء المراد ربطها بدرجة الحرارة المطلوبة بالتساوي.
لذلك ، عند اللحام ، يكون نوع لهب الموقد مهمًا ، مما يشير إلى توازن خليط الغاز. يشير انخفاض لهب الموقد إلى وجود كمية زائدة من الوقود في الخليط تتجاوز محتوى الأكسجين. يشكل خليط الغازات المفرطة التشبع ، بسبب زيادة الأكسجين ، لهبًا يؤكسد سطح المعدن. علامة على هذه الظاهرة طلاء أسود على المعدن. يشكل مزيج الغاز المتوازن عند الاحتراق لهبًا يسخن المعدن دون أي تأثير آخر.
عند العمل على لحام الأنابيب النحاسية ، لاحظ أيضًا ما يلي:
- يعمل تطبيق التدفق على تعزيز التصاق اللحام بالمعدن.
- يتم صيانة مكان اللحام بشكل أولي.
- للحام عالي الجودة ، يلزم التسخين اللازم للأجزاء الملحومة.
- لحام الأنابيب النحاسية يتطلب تنظيف المفصل.
أدوات لحام النحاس
بالنسبة لحام النحاس ، يتم استخدام مكاوي لحام خاصة ومواقد غاز.
عند العمل بالأنابيب النحاسية ، بالإضافة إلى اللحام والعص ، يجب قطعها وثنيها وتوسيعها وتطريزها. يتم إجراء ثني الأنابيب لتجنب التجعد والتسطيح باستخدام ذراع ثني الأنابيب. علاوة على ذلك ، بالنسبة للأنابيب التي يصل قطرها إلى 15 مم ، يجب ألا يقل نصف قطر الانحناء عن 3.5 أقطار. بالنسبة للأنابيب ذات الأقطار الكبيرة ، يجب ألا يقل نصف قطر الانحناء عن 4 أقطار. يمكنك أيضًا قطع الأنابيب باستخدام منشارا ، ولكن من الأفضل استخدام قاطع الأنابيب ، والذي يسمح لك بالقيام بذلك تمامًا عند العلامة وبدون تشوهات. بعد كل ثورة ، من الضروري شد أسطوانة القطع عن طريق شد المسمار اللولبي. يجب إزالة النتوءات التي تظهر أثناء عملية القطع.
لضمان إدخال الأنبوب في الأنبوب ، يتم استخدام كماشة موسعة خاصة ومغناطيس.
كيفية ثني الأنابيب النحاسية
في الصورة أعلاه ، تشير الأرقام
- يتم إدخال الأنبوب وتثبيته في قبضة ثني الأنبوب في بداية الانحناء.
- تطبيق القوة ، قم تدريجيًا بإدارة المقبض المتحرك لثني أنبوب الرافعة ، وثني الأنبوب حول المغزل.
- يمكنك أيضًا ثني الأنبوب باستخدام زنبرك بقطر يتوافق مع قطر الأنبوب.
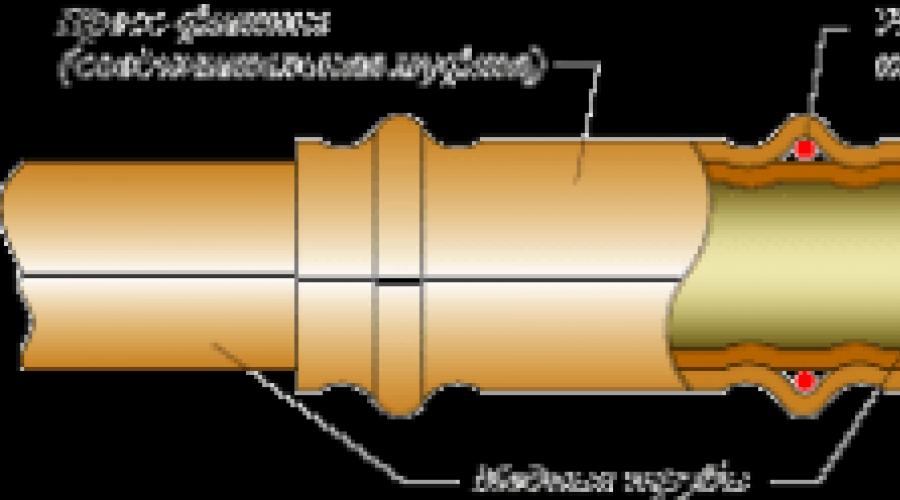
توسيع الأنابيب
في الصورة أدناه ، تشير الأرقام
لتوصيل الأنابيب بالتجهيزات ذات الصواميل النقابية (خاصة عند إصلاح الوصلات) ، من الضروري عمل الحرق.
- إذا لزم الأمر ، قم بإزالة صمولة الاتحاد بقطع الطرف المتوهج للأنبوب.
- يمكنك قطع الحرق باستخدام قاطع أنبوب أسطواني عن طريق تحريك الصامولة على طول الأنبوب.
- لاستعادة الاشتعال ، يتم تثبيت الأنبوب في المصفوفة بحيث تبرز نهاية الأنبوب فوق سطح المصفوفة بحوالي 1 مم.
- عن طريق شد برغي التثبيت ، يتم تشويه نهاية الأنبوب بتشكيل تمدد مخروطي.
- بعد إزالة المشبك اللولبي ، تحقق من توهج القمع ، والذي يجب أن يكون بالشكل الصحيح.
- يمكن تسطيح نهاية الأنبوب بضربات مطرقة خفيفة ، مرة أخرى تثبيت الأنبوب في المصفوفة.
- يمكن الحصول على سطح أملس ومتوهج باستخدام ملف مخملي.
- يبقى وضع حشية الختم ، ويمكن توصيل الأنبوب.
- إذا لزم الأمر ، يمكن أيضًا إجراء الحرق على التركيبات ، على سبيل المثال ، أدوات التوصيل والمربعات.
كيفية توسيع أنبوب نحاسي
لتوصيل الأنابيب عن طريق اللحام دون استخدام تركيبات التوصيل ، يمكن توسيع نهاية الأنبوب الواحد باستخدام كماشة خاصة.
بعد إدخال الأنبوب في الكماشة برأس بالقطر المطلوب ، استخدم القوة على مقابض الكماشة ، لتوسيع نهاية الأنبوب.
بعد تمدد الأنبوب ، يتم إدخال عيار مغزل في الأنبوب وبواسطة ضربات مطرقة خفيفة على المغزل ، يتم تعديل قطر التمدد وفقًا للتمدد المطلوب باستخدام كماشة خاصة.
كيفية قطع الأنابيب النحاسية بقاطع الأنابيب:
يتم وضع الأنبوب بين فكي قاطع الأنابيب ويتم ضغط أسطوانة القطع بمسمار محدد.
بعد إجراء دورة أو دورتين حول الأنبوب باستخدام قاطع الأنابيب ، يتم شد الأسطوانة بمسمار ويتم تشغيل قاطع الأنابيب مرة أخرى.
بسكين قابل للطي ، تتم إزالة نتوءات من داخل الأنبوب.
استمر في قطع الأنبوب حتى يمكن فصل جزء الأنبوب المراد قطعه يدويًا.
الأنواع النموذجية لتوصيلات الأنابيب النحاسية
عند القيام بأعمال التركيب ، على سبيل المثال ، نظام إمداد المياه باستخدام الأنابيب النحاسية ، من الضروري توفير التوصيلات وعمل الانحناءات والتجاوزات وتركيب تركيبات السباكة.
في الصورة أنواع التوصيلات "النحاسية"
- وصلة خرطوم مرنة.
- توصيل الأنابيب بأقطار مختلفة عن طريق اللحام بوصلة مستقيمة.
- المنفذ مصنوع باستخدام نقطة الإنطلاق وأنبوب جانبي أحادي.
- كوع مع كتيفة حائط وصمام للتوصيل المرن.
- مخطط مع مآخذ ممتدة.
- إدخال صمام كروي متصل بصواميل الاتحاد.
نوع من أنظمة السباكة يستخدم مكونات نحاسية
من أجل تحسين نظام السباكة ، ومعادلة الضغط في النظام ، وتقليل الأحمال الإضافية على المضخة وتقليل تكلفة النظام ، يتم اختيار أقطار الأنابيب النحاسية اعتمادًا على تدفق المياه في كل نقطة استهلاك. عادةً ، بمعدل تدفق يصل إلى 50 لترًا / دقيقة ، يتم استخدام الأنابيب التي يبلغ قطرها 10 مم ، بمعدل تدفق يصل إلى 160 لترًا / دقيقة - الأنابيب ذات المقطع العرضي 16 مم ، بمعدل تدفق يبلغ 250 لتر / دقيقة - أنابيب ذات مقطع عرضي 20 مم. يظهر متغير نظام السباكة وأقطار الأنابيب النحاسية في الشكل.
بالنسبة للأنابيب ذات الأقطار المختلفة ، عادةً ما تستخدم تركيبات ملولبة ذات أحجام مناسبة. على سبيل المثال ، يمكن استخدام التركيبات الجاهزة مقاس 15 × 22 مم لوصلات اللحام ذات الأنابيب ذات المقطع العرضي 10-18 مم (الجدول).
| مناسب | قطر الأنبوب ، مم | |||||||
| 12 × 18 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| 15 × 22 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| 20 × 28 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
 مجموعة واحدة من إكسسوارات الشيشة التي تعمل بالبطارية مزودة بمصباح LED مع ...
مجموعة واحدة من إكسسوارات الشيشة التي تعمل بالبطارية مزودة بمصباح LED مع ...