Как сделать матрицу для стеклопластиковой лодки. Лодка из стеклопластика своими руками
Постройка катера из стеклопластика своими руками
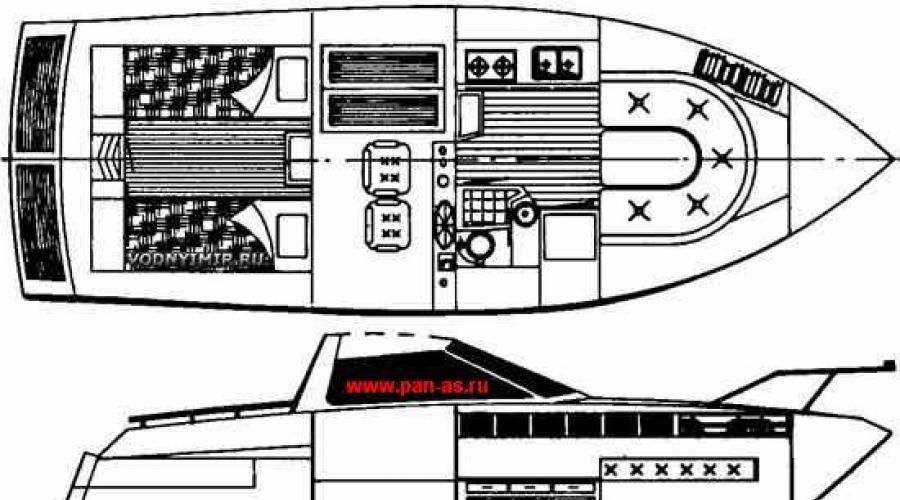
От редакции: Предлагаемая вниманию читателей статья знакомит с методикой самостоятельной постройки малых судов из стеклопластика, рекомендуемой Брюсом Робертсом-Гудзоном* для корпусов катеров и яхт сравнительно крупных размерений (7,5-18 м длиной). Например, для постройки катера «WAVERUNNER-285», чертежи общего расположения и эскиз обводов корпуса которого здесь приведены. Это достаточно мореходный глиссирующий катер, который может использоваться для морских прогулок и туризма. Судно имеет повышенный надводный борт и значительную ширину, что позволяет разместить в носовой части - комфортабельный салон с камбузом и туалетом, а в кормовой, - под кокпитом, двухместную спальную каюту. Пост управления размещен над моторным отсеком; он защищен наклонным лобовым стеклом, которое создает ветровую тень также и в кормовом кокпите, оборудованном мягкими диванами.
Благодаря большой ширине по скуле катер имеет высокую остойчивость на стоянке, а повышенная килеватость днища в корме способствует мягкому ходу на волнении. Все листы наружной обшивки легко разворачиваются на плоскость, поэтому для обшивки можно применить водостойкую фанеру. Чертежи разработаны в двух вариантах - пластмассовой и деревянной конструкции.
Основные данные катера «WAVERUNNER-285»
Длина наибольшая, м 8,73
Длина по КВЛ, м 7,33
Ширина наибольшая, м 3,05
Осадка, м 0,51
Мощность двигателя, л. с. 250-500
Скорость, км/ч 28-56
Общий вид катера, технология постройки которого рассматривается в статье
Общее расположение катера

Катер рассчитан на установку одного или двух двигателей общей мощностью от 250 до 500 л. с. с прямым реверс-редуктором, что позволяет развить скорость от 15 до 30 узлов (28-56 км/ч). На катере могут быть установлены также движительные комплексы с угловыми поворотно-откидными колонками или же мощные подвесные моторы.
Этот катер называют еще «Скандинавским экспрессом» - тысячи подобных семейных катеров бороздят воды традиционных мест отдыха шведских, норвежских и датских яхтсменов.
Опыт зарубежных судостроителей-любителей свидетельствует, что судно, построенное самостоятельно, обходится владельцу на 50% и даже на 75% дешевле, чем приобретенное у верфи. Но главным стимулом для многих любителей остается радость творчества и познания тонкостей разнообразных профессий, которыми требуется овладеть строителю малого судна.
Предлагаемая технология постройки корпусов из стеклопластика не является последним словом в малом судостроении - она просто отражает опыт, полученный многими судостроителями-любителями при самостоятельной постройке единичных судов или же небольшой серии силами объединившихся владельцев. Метод предусматривает изготовление необходимой оснастки с минимальными затратами материалов и труда и в наибольшей степени пригоден для постройки корпусов катеров длиной до 18 м или яхт с упрощенными обводами, наружная обшивка которых разворачивается на плоскость.
Как и при постройке судов из других материалов, необходимо начинать с разбивки на фанерном щите или листе картона теоретических шпангоутов и обвода форштевня в натуральную величину. Щит или плаз должен иметь ширину, равную ширине строющегося корпуса плюс 300 мм; его высота должна быть больше высоты корпуса примерно на 400 мм. Это позволит прямо по плазовой разбивке собрать поперечные лекала шпангоутов и форштевня. Верхние концы всех шпангоутов необходимо продлить до определенной высоты, которая на плазе изображается горизонтальной линией, перпендикулярной линии ДП и называемой шергень-линией. Положение этой линии нужно выбирать с учетом того, что после сборки матрицы для формования корпуса в ней придется работать и важно, чтобы расположенные наверху шергень-планки при этом не создавали неудобств. Шергень-планки существенно упрощают установку лекал на основании матрицы и проверку правильности обводов.
При плазовой разметке лекал необходимо учесть толщину реек и листового материала, которыми будет обшиваться внутренняя поверхность матрицы. То есть, необходимо от теоретической линии каждого шпангоута отложить наружу упомянутую сумму толщин реек и обшивки и уже по этой разметке вырезать детали лекал и осуществлять их сборку. Для переноса линии с плаза на материал можно использовать кальку или же, выложив по линии шляпки гвоздей, наложить сверху заготовку и прижать ее, чтобы получить оттиски шляпок на древесине (см., например, стр. 132 книги «15 проектов судов для любительской постройки», 1985, Л-д, «Судостроение» - прим. ред.).
Отдельные части поперечных лекал соединяют при помощи накладок и книц из кусков фанеры толщиной 8-10 мм, если речь идет о корпусе длиной около 10 м. Накладки лучше приклеить к лекалам и закрепить на гвоздях или шурупах. При постановке накладок следует учесть, что впоследствии может понадобиться снять с кромки лекала малку, поэтому края фанеры и металлический крепеж нужно располагать на достаточном расстоянии от рабочей кромки лекала.
Перед тем, как собирать лекала в матрицу, стоит подумать об удобстве формования наружной обшивки. С этой целью нужно предусмотреть возможность наклонять матрицу на оба борта так, чтобы можно было вести работы стоя рядом на полу, или же закрепить на матрице два круглых обода большого диаметра, которые позволят кантовать ее в любое положение, перекатывая по полу. В любом случае матрица должна представлять собой достаточно прочную и жесткую конструкцию, чтобы при постройке не исказилась форма корпуса, предусмотренная проектом. Крупные матрицы собирают на продольных балках, образующих горизонтальное основание, внутри монтируют мостки для удобства работ по выклейке корпуса.
Установив продольные брусья основания матрицы, необходимо разметить на них положение всех лекал и натянуть вдоль стальную проволоку - струну, обозначающую ДП судна. Вторую струну можно натянуть на высоте шергень-линии. На шергень-планке каждого лекала и на днищевой его части должны быть заранее намечены риски ДП, по которым каждое лекало устанавливается на основание. При этом при помощи отвеса контролируется вертикальность каждого лекала, а для контроля их перпендикулярности ДП судна нужно сделать большой плотницкий прямоугольный треугольник. Одновременно устанавливается и лекало форштевня.
Лекала шпангоутов, расположенные в нос от мидель-шпангоута, советуем ставить на линию разметки так, чтобы с этой линией совпадала носовая кромка лекала, а кормовые лекала совмещать с теоретической линией шпангоута их кормовой кромкой. В этом случае можно избежать малковки лекал или же существенно сократить ее объем при обшивке матрицы продольными рейками.
Конструкция матрицы для изготовления пластмассового корпуса катера

1 - продольные брусья основания; 2 - фанерные кницы; 3 - зашивка транца рейками;
4 - поперечные шаблоны погиби транца; 5 - стойка транца в ДП; 6 - рейки зашивки;
7 - верхний стапельный брус на уровне шергень-линии; 8 - лекала по шпангоутам; 9 - рейка по верхней кромке борта; 10 - фанерная накладка в промежутках между лекалами;
11 - раскос; 12 - лекало форштевня; 13 - лекало киля; 14 - рейки, оформляющие скулу;
15 - доски лекала по шпангоутам; 16 - брусья подвесных лесов; 17 - настил, используемый при формовании корпуса; 18 - радиус скругления скулы, образованный при помощи эпоксидной шпаклевки с наполнителем; 19 - листовой материал (фанера, оргалит);
20 - выемка для матрицы киля; 21 - шергень-планка лекала.
Разбивка на плазе обводов лекал матрицы

1 - шершень-линия; 2 - развертка листа выпуклого транца; 3 - размер, который следует отложить наружу от обвода теоретического шпангоута (толщина листовой зашивки матрицы плюс толщина реек); 4 - лекало; 5 - основная линия.
Начинать установку лекал лучше всего с мидель-шпангоута. Убедившись в том, что это лекало поставлено вертикально и перпендикулярно ДП, закрепите его надежно к брусьям основания, поставьте раскосы с тем, чтобы использовать его в качестве базового для установки лекал других шпангоутов. Установив все лекала, включая лекало форштевня, и стойку, расположенную в ДП транца, раскрепив их раскосами, чтобы исключить любые перемещения, можно приступить к обшивке внутренней поверхности матрицы продольными рейками.
Для этой цели используют рейки толщиной 12-15 мм и шириной 50 мм. Для днища могут оказаться более удобными рейки шириной до 100 мм. Длина реек должна превышать длину корпуса на 100-150 мм для удобства подгонки. Сначала устанавливают по две рейки по скуле - одну пускают по борту, а вторую по днищу. Затем ставят рейки по верхней кромке борта. Лишние концы реек выпускают за корму корпуса - их используют при монтаже транца. Если транец имеет погибь, то нужно установить один или несколько шаблонов, расположенных поперек транца и закрепленных к стойке в ДП. Затем поверхность будущего транца обшивается вертикальными рейками. Обычно нет необходимости крепить бортовые и транцевые рейки вместе - достаточно поставить накладки из фанеры снаружи близ места их стыковки, чтобы получить плавное сопряжение поверхностей. Не лишне будет проверить правильность обвода транца, приложив к нему изнутри матрицы шаблон, вырезанный из картона по теоретическому чертежу.
Конструкция стрингеров при однослойной обшивке:
а - оформитель (может быть сделан из одного или нескольких брусков пенопласта в зависимости от размеров поперечного сечения стрингера); б - типичное поперечное сечение стрингера в виде трапеции; в - шельф палубы (внутренний привальный брус); г - балка фундамента под двигатель

1 - пенопластовый оформитель; 2 - обклейка из слоев стеклоткани; 3 - наружная обшивка; 4 - фальшборт; 5 - «мокрый угольник»; 6 - приформовка шельфа к обшивке борта; 7 - угольник фундамента; 8 - металлическая втулка, предотвращающая смятие пенопласта под болтом; 9 - болт; 10 - резиновая прокладка.
При другом способе можно собрать матрицу транца в виде отдельного узла и вмонтировать затем ее на свое место. Одновременно с обшивкой транца рейками приступают к постановке реек на борта и днище матрицы. Чтобы не получилось перекоса матрицы и скручивания корпуса, рейки нужно ставить попеременно с одного и другого бортов, забивая гвозди в кромки лекал. Когда все рейки поставлены, с наружной стороны на них ставят поперечные полосы фанеры толщиной 10-12 мм, которые обеспечивают связь между всеми рейками и плавность обводов в промежутках между лекалами. Одна часть полос располагается от скулы до киля, а другая - от скулы до верхней кромки борта. Рейки крепят к этим полосам при помощи гвоздей, которые забивают через каждую рейку. При этом один человек забивает гвозди, а второй поддерживает снаружи фанерную планку массивной болванкой, чтобы обеспечить плотное соединение рейки с накладкой.
Убедившись в плавности обводов, обозначенных рейками, можно приступать к внутренней зашивке поверхности матрицы поверх реек листовым материалом - трех-четырех миллиметровой фанерой, оргалитом и т. п. Листовой материал нужно приклеить к рейкам любым клеем, например, бустилатом и постараться использовать как можно меньше гвоздей. Их головки оставляют след на поверхности корпуса, снятого с матрицы, и их шпаклевание требует немало усилий. Листы зашивки следует ставить последовательно, небольшими участками. Подогнав один лист по месту, покрывают прилегающие к нему поверхности реек клеем, затем укладывают лист на место и прижимают его при помощи мешков с песком, кирпичей и т. п. Стыки между отдельными листами тщательно подгоняют и после затвердевания клея шпаклюют. Эпоксидную шпаклевку используют также во всех сопряжениях для того, чтобы выполнить их по радиусу, по которому может уложиться армирующий обшивку стекло материал.
Конструктивные узлы набора корпуса с трехслойной обшивкой:
а - шельф палубы; б - соединение палубы, с бортом без фальшборта; в - установка панели палубы на шельф; г - приформовка палубы и фальшборта; д - сечение по скуле

1 - деревянный заполнитель; 2 - оформитель шельфа из трех брусков пенопласта; 3 - обшивка корпуса; 4 - наружный слой стеклопластика; 5 - внутренний слой стеклопластика; 6 - «мокрый угольник» - приформовка палубы к борту; 7 - пенопластовый вкладыш; 8 - переход трехслойной обшивки борта в фальшборт; 9 - ширина склейки внутреннего и наружного слоев стеклопластика трехслойной палубы; 10 - скос кромки панели палубы под 45°; 11 - приформовка шириной 100 мм; 12 - обклейка фальшборта стеклотканью; 13 - «мокрый угольник» с полкой шириной 125 мм; 14 - эпоксидная шпаклевка с наполнителем; 15 - заполнитель трехслойной палубы, бальза; 16 - матрица; 17 - усиливающие слои по скуле
От качества отделки поверхности матрицы зависит и качество наружной поверхности будущего корпуса. Поэтому поверхность фанеры нужно тщательно зашпаклевать, ошкурить, а затем окрасить двумя-тремя слоями пентафталевой краски. Перед последним слоем хорошо отшлифовать «в мокрую» поверхность мелкой водостойкой шкуркой. Следует помнить, что любая небрежность в подготовке матрицы проявится соответствующими дефектами на готовом корпусе.
За день до формования наружной обшивки поверхность матрицы покрывают разделительным слоем, который предотвращает приклеивание ламината к матрице. В качестве этого слоя любители чаще всего применяют ваксу для полов, воск, вазелин и т. п.
Очень важно обеспечить хорошее качество декоративного (окрашенного) слоя связующего и первого слоя стеклоткани. Если корпус строится под навесом, приступать к их нанесению следует в теплую сухую погоду при температуре 20-25°С и влажности не более 65%. Декоративный слой наносят кистью или пульверизатором, его толщина должна быть в пределах 0,4-0,6 мм. Если даже предполагается в дальнейшем окрашивать корпус краской, рекомендуется все равно нанести слой неокрашенной смолы - он придаст поверхности обшивки глянцевитость, сгладит текстуру стеклоткани, которая проявляется в стеклопластике.
Лучше всего работы по формованию корпуса вести двум-трем человекам. При постройке катера длиной 10-15 м за один день рекомендуется наносить не более двух слоев ламината, чтобы избежать деформации матрицы или отслоения от нее стеклопластика. В качестве первого слоя укладывается тонкая стеклоткань, которая тщательно прикатывается валиками к поверхности матрицы. Очень важно исключить появление воздушных пузырей, которые создадут немало проблем после снятия готового корпуса с матрицы и в дальнейшей эксплуатации катера.
Укладка двух слоев стекломатериала в день является своеобразной формой температурного контроля и обеспечивает высокое качество стеклопластика. Работая таким образом, два человека могут выклеить корпус 15-метрового катера за несколько дней.
Поперечное сечение матрицы по лекалу форштевня

1 - рейка зашивки матрицы; 2 - лекало форштевня; 3 - листовой материал; 4 - скругления по радиусу (эпоксидная шпаклевка с заполнителем).
Число слоев и марки стекломатериалов обычно указываются на чертежах. После того, как требуемое количество слоев будет уложено по всей поверхности корпуса, наклеивают дополнительные слои по килю и в других местах, которые указаны на чертежах. Следует соблюдать правило, чтобы края слоев стекломатериала перекрывали друг друга на скуле, киле и кромках транца и по длине, если используются короткие куски. Ежедневно нужно обрезать излишки стеклоткани по верхней кромке борта не позже, чем через пару часов после окончания выклейки очередных слоев, когда связующее желатинизируется. Не следует оставлять эту операцию на другой день, т. к. «облой» придется пилить и, кроме того, он создает неудобства для формования последующих слоев.
Если строится корпус трехслойной (сэндвичевой) конструкции, то прежде чем ставить плиты заполнителя, необходимо уложить все дополнительные слои стекломатериала. Лучшим методом приклеивания пенопласта в таких конструкциях является метод «вакуумного мешка», при котором на поверхность пенопласта укладывается резинотканевое полотнище, герметизируется по кромкам и затем из-под него при помощи вакуум-насоса откачивается воздух.
Поперечное сечение матрицы с изготовленным в ней корпусом с продольным набором

Справа - корпус сэндвичевой конструкции, слева - с однослойной обшивкой.
Атмосферное давление плотно обжимает «мешок» и вместе с ним ламинат. Однослойная обшивка обязательно подкрепляется системой набора, состоящей из стрингеров, шпангоутов, флоров и переборок. При трехслойной обшивке может потребоваться установка стрингеров и рамных шпангоутов, а также ребер жесткости в определенных местах. Стрингера и шпангоуты имеют обычно идентичную конструкцию, состоящую из пенопластового заполнителя требуемого поперечного сечения и обклейки из стеклопластика. Обычно сначала устанавливают на обшивку продольные стрингеры, затем между ними вклеивают разрезные (или интеркостельные, как иногда судостроители называют прерывающиеся связи) шпангоуты. Обычно шпангоуты идут от верхней кромки борта до нижнего стрингера, который служит опорой пайолов. Рекомендуется сначала поставить пенопластовые оформители всех балочек набора, а затем оклеивать их за один прием полосами стеклоткани. Конечно, требуется аккуратность при всяких перемещениях внутри корпуса с поставленными оформителями, чтобы не сдвинуть их с места. Для ускорения отвердевания связующего, которое используется для приклеивания оформителей, можно использовать местный подогрев при помощи небольших электроламп.
Для упрощения работ желательно применять плиты пенопласта толщиной, равной высоте профиля стрингера или шпангоута, нарезая из него бруски максимально возможной длины на ленточной пиле (при ее отсутствии можно сделать эту работу ручной ножовкой). Затем обрабатываются боковые кромки этих брусков до трапециевидного сечения, при необходимости основание подгоняется по обводу днища. Поперечное сечение деталей набора может быть различным в зависимости от роли, выполняемой связью, и ее расположения в корпусе. Например, стрингер - опора пайола должен иметь плоскую верхнюю кромку, на которую укладывается фанерный настил, а боковая кромка срезается для плотного прилегания к наружной обшивке. Таким образом, этот стрингер может иметь треугольное сечение. Продольные балки фундамента двигателя могут иметь вертикальные стенки с внутренней стороны и наклонные, обращенные к бортам. Отдельные бруски связей набора стыкуют между собой на эпоксидном связующем.
Матрица палубы

1 - брусья основания 60X100; 2 - рейки 20X51;
3 - лекала погиби палубы; 4 - листовое покрытие матрицы, фанера, оргалит; 5 - липкая лента - ограничитель контура формуемой панели палубы;
6 - крепление гвоздями листового материала по периметру матриц.
Для склеивания стрингеров и шпангоутов применяют стекломат и стеклоткань. В некоторых случаях для того, чтобы получить эффект балки таврового сечения, более прочной и жесткой при изгибе, по верхней кромке стрингера укладывают дополнительные слои армирующего материала. Ширина приформовок, прилегающих к корпусу, может быть различна - от 40 до 120 мм - обычно эти детали указываются в чертежах корпусов.
Рамные флоры и полупереборки применяют для подкрепления днища и установки различного оборудования. Полупереборки могут быть сделаны из водостойкой фанеры или предварительно отформованных плоских листов стеклопластика, которые затем подгоняют по обводам корпуса и крепят к обшивке при помощи «мокрых угольников» - L-образных приформовок из нескольких слоев стеклоткани. Первыми следует установить на место днищевые стрингеры и, в первую очередь, фундаментные балки двигателя. Эта работа должна выполняться со всей тщательностью, так как от этого зависит правильное расположение двигателя в корпусе и последующий монтаж линии вала.
Поперечное сечение корпуса 8,5-метрового катера

1 - сиденье, отформованное по специальной матрице; 2, 3 - скругление по радиусу 50 мм;
4 - койка-цистерна пресной воды; 5 - усиленные флоры; 6 - бракеты фундамента под двигатель;
7 - топливный бак; 8 - двигатель
Поперечные переборки устанавливают, когда вклеены все стрингеры и шпангоуты. Чаще всего их выполняют из одного или двух слоев фанеры, причем двухслойные чаще всего применяют в случае, если ширины листа фанеры недостаточно, чтобы перекрыть всю ширину катера. Переборку приформовывают к корпусу с обеих сторон «мокрыми угольниками» с полками шириной около 100 мм. Для усиления соединения у кромки переборки по ее периметру рекомендуется просверлить сквозные отверстия диаметром 30-40 мм с расстоянием около 150 мм между центрами, затем снять фаски с кромок отверстий и после этого осуществлять приформовку. В кромке переборки может быть выбран шпунт по толщине стеклопластиковой приформовки для того, чтобы соединение после окраски переборки стало незаметным. Некоторые строители крепят переборки к приформованным к корпусу шпангоутам при помощи болтов. В открытой части все эти соединения и болты закрывают декоративными планками из дерева. Главные переборки рекомендуется делать на полную их высоту, включая части, выступающие над палубой. Это упростит в дальнейшем изготовление рубки и палубы. В пролете между переборками устанавливают усиленные флоры, а в моторном отсеке ставят дополнительные для того, чтобы надежнее раскрепить продольные балки фундамента под двигатель и поддерживать топливные цистерны, которые чаще всего устанавливают у бортов. Кстати, следует предостеречь от устройства топливных цистерн, встроенных в корпус из стеклопластика. Как правило, такие емкости оказываются не герметичными, а поиск и устранение течи во время эксплуатации катера - трудно выполнимая задача. Лучше всего эти цистерны делать вкладными и до установки в катер тщательно испытывать на герметичность наливом тех жидкостей, для которых они предназначены.
Дополнительные подкрепления устанавливают под гельмпорт и рулевое устройство, насосы и гальюн. После этого всю внутреннюю поверхность корпуса рекомендуется покрыть слоем связующего, можно с пигментом.
На этой стадии - перед изготовлением палубы и надстройки, целесообразно установить на свои места наиболее громоздкое оборудование - двигатель, топливные цистерны, емкости для пресной воды и т. п. Монтаж трубопроводов и бортовой электросети лучше отложить на тот период, когда будут смонтированы палуба и надстройка. При одиночной и малосерийной постройке катеров палубу и надстройку собирают на месте из предварительно изготовленных стеклопластиковых секций - панелей и отдельных деталей. Возможны два варианта конструкции палубы - однослойная или сэндвичевая, с легким заполнителем между наружным и внутренними слоями стеклопластика. Трехслойная палуба имеет ряд преимуществ, например, она хорошо термически изолирует каюты от внешней среды за счет слоя пенопласта, обладает высокой жесткостью и прочностью при минимальном числе балок набора. Однослойная конструкция больше подходит для больших рабочих и рыболовных катеров, где требуется тяжелая и сложная система подпалубного набора, воспринимающая большие нагрузки от палубного оборудования.
Сечение корпуса 12,5-метрового катера

1 - матрица; 2, 6 - карленгсы; 3 - палуба из стеклопластика; 4 - съемный фанерный настил над моторным отсеком; 5 - деревянный бимс;
7 - шельф; 8 - стенка рубки, из стеклопластика, изготовленная в плоской матрице; 9 - крыша рубки, сделанная в матрице палубы.
В качестве легкого заполнителя трехслойной палубы используется жесткий пенопласт либо торцевые срезы древесины бальзы (в отечественном судостроении бальза не применяется, т. к. является экзотическим материалом, недоступным даже для судоверфей - прим. ред.). На чертежах судна указывается толщина заполнителя, а также система подпалубного набора. Обычно на катерах длиной до 12 м достаточно одних бимсов, а палубы судов большей длины подкрепляются еще и парой продольных связей - карленгсов.
Приступая к изготовлению палубы, необходимо вырезать из широкой доски, длиной по ширине корпуса, шаблон и контршаблон погиби бимсов. Пользуясь этим шаблоном, изготовляют матрицу для выклейки панелей палубы и крыши рубки. Ширина этой матрицы равна максимальной ширине корпуса катера по палубе, длина - на 300-400 мм больше самой длинной панели палубы. Для катеров длиной до 18 м достаточна матрица длиной около 5 м. Матрица палубы делается без седловатости линии борта - отформованную панель рекомендуется ставить в корпус в тот период, когда пластик еще не отвердел полностью и может быть без труда изогнут соответственно седловатости борта, если она есть.
Матрица изготовляется тем же способом, что и для основного корпуса. Сначала собирают несколько поперечных лекал, для разметки которых используют контршаблон погиби бимса. Лекала устанавливают на продольные брусья (подобно лекалам шпангоутов), надежно их закрепляют и обшивают сначала рейками, затем листовым материалом, который ставят на клею, закрепляя гвоздями только по внешним кромкам. Поверхность матрицы шпаклюют, ошкуривают и окрашивают.
В корпус катера вставляют несколько временных бимсов в тех местах, которые предполагается закрыть палубой. Используя полосы фанеры, скрепленные гвоздями, с этих мест снимают шаблоны палубного настила, перенеся на них очертания линии борта. Обычно такие шаблоны делают только для одной половины панели по ДП, т. к. вторая половина другого борта симметрична. Затем шаблон укладывают на матрицу палубы и ограничивают контуры будущей панели настила при помощи липкой ленты, наклеиваемой на поверхность матрицы. Далее на обозначенный участок матрицы наносят разделительный слой (ваксу, воск и т. п.) и декоративный (либо не окрашенный) слой связующего.
Чтобы панель не покоробило, ежедневно выклеивают не более двух слоев ламината. По окончании желатинизации последних слоев стеклопластика панель снимают с матрицы и переносят на корпус, пока пластик еще окончательно не затвердел. Здесь панель должна иметь достаточную опору в виде временных бимсов, установленных через 0,8-1 м, и одной - двух продольных реек, в них врезанных. Важно, чтобы палубная панель не получила незапланированного прогиба.
Подпалубный набор, предусмотренный чертежами катера, делается аналогично стрингерам и шпангоутам, пока панель еще в матрице. Затем внутреннюю поверхность панели покрывают слоем окрашенного или чистого связующего. При этом следует избегать попадания этого связующего на места, которые будут приформовываться к основному корпусу или конструкциям рубки. Если палуба трехслойной конструкции, то по кромкам панели заполнитель должен быть срезан под углом для приформовки несущих слоев стеклопластика к бортам. Все палубные панели приформовывают снаружи и изнутри, причем ширина приформовки составляет 75-100 мм от места соединения. Часть слоев приформовки можно сделать более узкими, чтобы избежать чрезмерного утолщения у кромок «мокрого угольника». Следует тщательно удалить все следы разделительного слоя с поверхности стеклопластика в местах приформовки, а также и с остальной части панелей перед их окрашиванием.
Боковые стенки рубки чаще всего могут быть выклеены на плоских матрицах-столах и собраны на палубе в единую конструкцию при помощи «мокрых угольников».
В заключение следует напомнить о технике безопасности при работах со стеклопластиком, компоненты которого далеко не безвредны для здоровья. Работать нужно в резиновых перчатках, использовать защитные маски при формовании и особенно - при ошкуривании.
Используя описанную технологию, судостроитель-любитель может построить катер менее, чем за 50% стоимости готового судна таких же размеров и качества, построенного на судоверфи.
Г.В. Липовецкий, "Катера и Яхты" №83.
Сайт Пан-Ас, сайт самоделок - на сайте есть все, что можно сделать своими руками: поделки, самоделки, украшения, детские поделки. Сделай их сам, своими руками и получи от этого настоящее удовольствие.
Похожие материалы:
Желание, хоть ненадолго, стать капитаном пусть даже самого маленького судна, очевидно, живет в нас с раннего детства. Оно не уплывает в бумажной лодочке по весеннему звонкому ручью, не растворяется в детских снах о дальних морских путешествиях. А если рядом есть водоем, по которому вы можете периодически совершать пусть не дальние и не морские, но вполне водные путешествия, то можно сделать лодку, например из стеклопластика, своими руками — эта статья для вас. Причем молоток, либо вообще не потребуется, либо почти не потребуется.
Какую лодку будем строить
Здесь решающим фактором может стать не только глубина вашего кошелька, но и глубина, а также ширина и соленость близлежащего водоема, а значит и правила судоходства на нем. Мы, конечно же, не будем строить морскую яхту, а поговорим об материалах, приемах и способах сооружения небольших весельных лодок и лодок, на которые можно установить небольшой двигатель, т.е. о конструкциях достаточно легких и не особо больших.
И даже в этом сегменте судостроительства, конструкций, технологий и подходов такое количество, что мы возьмем за основу наиболее, на наш взгляд простые и действенные. В конце 70-х годов прошлого века на многочисленные водоемы Советского Союза вышли в большое плавание распашные прогулочные лодки, изготовленные целиком из стеклопластика. Новый «корабль» был значительно легче, маневреннее своей тяжелой деревянной предшественницы, поэтому на лодочных станциях разбирался в первую очередь. К тому же, такая шлюпочка и ремонтировалась легко, и служила не меньше деревянной. Что мешает просто взять и повторить эту технологию в удобных для себя размерах. Да ничего, а вот надо ли – разберемся в процессе описания процесса.
Изготовление лодки из стеклопластика своими руками
Делается такая лодка, независимо от сложности, по одной схеме:
- изготавливаем макет;
- наносим разделительный слой;
- укладываем стеклоткань (или стекловолокно) со связующим (эпоксидная или полиэфирная смола, полиуретановый компаунд) необходимой толщины;
- обрабатываем и устанавливаем оборудование, узлы, элементы прочее.
При выборе такой технологии изготовления лодки, нужно учесть два момента, а именно то, что изготовление макета для производства одной единственной лодки – выбрасывание на ветер денег, а толщина стеклопластика для прочности и жесткости судна должна достигать 10 – 15 мм, что еще более затратно.
Жесткость подобным суднам придают за счет дополнительных конструктивных элементов. Поэтому в индивидуальном производстве в чистом виде эта технология почти не используется, а используется в соединении с другими конструкционными материалами, такими как фанера.
Самодельная лодка из фанеры
Очень многие создатели самодельных лодок предпочитают работать именно с этим материалом, так как он общедоступен, легко обрабатывается и, главное, при небольших толщинах – гнется. Если мы ведем речь об индивидуальной рыбацкой лодочке из фанеры, которая будет использоваться на ближайшем пруду, без риска повредить днище об острые прибрежные камни, то вполне достаточно будет фанеры толщиной 6 – 8 мм. Да и выкроить такую лодочку можно из одного листа фанеры.
Для соединения между собой элементов лодки используют тонкую медную проволоку, продетую через отверстия, просверленные по краю друг напротив друга с шагом приблизительно 150 мм. Борта и транец ставят на днище.
Стыки изнутри и снаружи проклеивают тремя слоями стеклоткани с увеличением по ширине от внутреннего к наружному. Поверху приклеивают обносную рейку (буртик), уширения под уключины, упоры для сиденья и обязательно на дно несколько реек для жесткости. Можете все скручивать на саморезы, которые потом нужно будет обязательно выкрутить, а в оставшиеся отверстия вбить деревянные нагеля на эпоксидной смоле. В отверстия для уключин лучше вклеить трубки из нержавейки, на худой конец – из латуни. Если на днище приклеить килевую рейку – лодка будет лучше вести себя на воде. В принципе, прокрасив это сооружение в несколько слоев пентафталевой краской, можно отправляться в заплыв. Но если всю конструкцию оклеить в 2 – 3 слоя стеклотканью на одном из вышеупомянутых связующих, то срок службы вашего судна увеличится как минимум вдвое и вполне может составить лет эдак с тридцать. Если вы сделаете это, то не поскупитесь и на покупной гелькоут или сделайте его, добавив в эпоксидку краситель. Нужно помнить, что со временем это покрытие стоит обновлять.
Весла можете купить готовые, а можете сделать сами, лучше из клееной древесины. Длина их не должна быть меньше 2 м, оптимальный размер – 2,2 м. Для лопасти использовать фанеру толщиной 6 мм.

По такому принципу можно построить и достаточно большую лодку, усилив корпус шпангоутами и другими необходимыми элементами. Конечно же, и фанера берется потолще. Предварительно изготовьте макет судна из плотного картона. Масштабировав элементы, получите чертежи деталей. А вообще-то в интернете достаточно чертежей лодок и катеров на любой вкус, также есть журнал «Катера и яхты» в котором тоже публикуются интересные проекты.
Лодка из пенопласта
Пожалуй, проще этого метода постройки лодки и не сыщешь. Достаточно большой кусок пенопласта – сам по себе лодка. Крепи уключины, ставь весла и в путь. Естественно, это слегка упрощенный вариант водного транспортного средства, но масса простеньких суденышек-катамаранов построено именно по такому принципу:
- берут два пенополистирольных блока, при помощи нихромовой проволоки и зарядного автомобильного устройства придают им форму поплавков катамарана;
- приклеивают килевые рейки, оклеивают несколькими слоями стеклоткани с усилением носовой и хвостовой части;
- сооружают деревянную или металлическую платформу;
- обеспечивают плавсредство любым движителем (от гребного колеса до легкого движка).
И все. А если все же говорить о лодке или небольшом катере, то пенополистирол может сослужить роль несъемной модели, повысив, к тому же, живучесть судна.
Все, как в случае с изготовлением чисто стеклопластиковой лодки, но модель делается из пенопласта толщиной 5 – 10 см и плотности 35 – 50 кг/см2, который склеивается между собой на полиуретановый клей. О способах придания пенополистиролу необходимой формы, кроме уже упоминавшегося, говорить не будем, их достаточно и все они вполне просты. Тем более что форму и сложность конфигурации своего корабля вы выбираете сами.
Так вот, когда ваше пенопластовое судно радует глаз своими плавными обводами, вы можете просто оклеить его многими слоями стеклоткани до требуемой ее толщины, вклеив все узлы, нуждающиеся в усиленном креплении или предусмотрев места их крепежа. И дальше – по схеме: шпаклевка, шлифовка, гелькоут и шампанское…
Хотя, нет. С шампанским мы погорячились. Наша лодка легка, достаточно прочна для эксплуатации длительное время, но об ее корпус бутылку с шампанским разбить вряд ли получится. А вот если до стеклоткани оклеить пенопластовую модель хотя бы в самых ответственных местах (днище, нос, корма, выступающие элементы) всего лишь 4-мм фанерой, то прочность судна увеличится значительно.
Все это не более чем приемы работы с материалом, а какие из них использовать – решать вам. Наша задача показать, что такая работа вам по силам и может сэкономить существенные финансовые ресурсы.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами;)
Опыт постройки лодок из стеклоткани с пропиткой ее синтетическими смолами (например эпоксидной или полиэфирной) показал, что из нее можно изготовить корпуса любой, самой сложной формы, и получаемая при этом «скорлупа» обладает очень высокими физико-химическими свойствами. По ряду показателей такие лодки оказались лучше металлических, не говоря уже о деревянных.
Недостатки древесины как судостроительного материала общеизвестны: она набухает, увеличиваясь в весе, гниет, разрушается червями-древоточцами. При длительном хранении деревянные корпуса судов рассыхаются. В значительной степени эти недостатки древесины могут быть устранены, если оклеить ее стеклопластиком . Особенность такой постройки заключается в том, что все материалы (древесина, металлический крепеж и фанера или картон) в последующем оказываются замурованными между внутренним и наружным слоями стеклопластика и, будучи надежно соединенными с этими слоями, органически входят в состав конструкции корпуса. Кроме защитных свойств, стеклопластик повышает прочность корпуса, упрощает весенний ремонт судна.
Для защитной оклейки корпуса судна наиболее подходящими будут ткани марок Т 1 или Т 2 либо стеклотканей редких переплетений - так называемая «сетка» марок СЭ (ССТЭ-6 или ССТЭ-9). Вследствие малой плотности они легко пропитываются смолой и благодаря своей эластичности хорошо облегают корпус. Годятся также стеклоткань сатинового переплетения марки АСТТ (б) С 2 и жгутовые стеклоткани марок ТЖ-07 и ТЖС-06-0. Стеклоткань авиационную марок А и АС рекомендуется применять только для оклейки корпусов из легких сплавов.
Электроизоляционные ткани марок ЛСМ, ЛСМИ, ЛСЭ, ЛСБ, ЛСК выпускают уже пропитанными синтетическими смолами, от которых очистить их практически невозможно. Наличие смолы ограничивает выбор клея (можно использовать лишь перхлорвиниловый клей) и усложняет нанесение лакокрасочных покрытий. По этой причине электроизоляционные ткани применяются только при отсутствии любых других тканей.
Деревянные корпуса можно оклеивать эпоксидными компаундами и полиэфирными смолами, которые дешевле эпоксидных. Для изготовления стеклопластика используют ненасыщенные полиэфирные смолы: ПН-1, ПН-2, ПН-3, ПН-1С, ПН-3С, 911-МС, НПС-609-21, НПС-609-22, НПС-609-22М и другие, отверждающиеся при t=18-25°С. Входящий в смолы стирол при изготовлении стеклопластика выделяется, оказывая вредное влияние на организм человека. Наименее токсичны бесстирольные смолы НПС-609-21 и НПС-609-22М, поэтому их лучше всего использовать в любительском судостроении. Составы связующих на основе ненасыщенных полиэфирных смол холодного отверждения приведены в табл. 3.
Таблица 3. Составы связующих холодного отверждения на основе ненасыщенных полиэфирных смол
|
Марка полиэфирной смолы |
Инициатор и ускоритель |
Количество весовых частей на 100 весовых частей смолы |
|
Гидроперекись изопропилбензола (гипериз) |
||
|
Нафтенат кобальта (10%-ный раствор в стрироле) |
||
|
Нафтенат кобальта |
||
|
Нафтенат кобальта |
||
|
Нафтенат кобальта |
||
|
Нафтенат кобальта |
||
|
Нафтенат кобальта |
||
|
Перекись бензола |
||
|
Диметиланилин |
||
|
Нафтенат кобальта |
||
|
Соускритель марки Т-1 |
||
|
Полиэфиракрилат 7-70 |
Оклеивание производится при температуре не ниже +18 °С и относительной влажности воздуха не выше 65%. В качестве инициатора, обеспечивающего переход смолы из жидкого в твердое состояние, используют гидроперекись изопропилбензола (гипериз). При комнатной температуре смола с введенным в нее гиперизом полимеризуется в течение нескольких дней. Дополнительное введение нафтената кобальта ускоряет процесс, так как активизирует действие гипериза, и отверждение смолы протекает в течение нескольких часов.
Подготовка деревянного корпуса
Перед оклейкой на деревянном корпусе необходимо скруглить все острые кромки и углы, на которых стеклоткань вследствие резкого перелома нитей, плохо держится. Необходимо утопить крепеж в обшивку и зашпаклевать углубления над ним, удалить имеющиеся подтеки клея. Неровную, шероховатую поверхность надо прострогать. Расколы и задиры подрезать стамеской или острым ножом. Обшивку обработать мелкой шкуркой и рашпилем. Затем пропитать горячей олифой или этинолевым лаком: в этом случае древесина меньше будет впитывать воду. Олифа должна хорошо просохнуть: лучше выдержать корпус несколько дней.
За 2-3 часа перед оклейкой корпус протирают уайт-спиритом (или бензином) для удаления пыли и обезжиривания. Следует помнить, что даже малейшие следы жира ухудшают адгезию.
Подготовка и раскрой стеклоткани
При изготовлении стеклоткань для уменьшения пылеобразования смачивают особым маслом, масляной эмульсией или парафиновым раствором. Для обеспечения лучшей пропитки ткани связующим при оклеивании корпуса этот замасливатель необходимо удалить. Парафиновый замасливатель удаляют бензином. Другие виды замасливателей снимают уайт-спиритом или ацетоном, с соблюдением всех мер предосторожности и правил техники безопасности. Промытую ткань следует просушить в течение 2-4 часов, лучше на сквозняке.
При раскрое ткани надо стремиться отрезать куски, равные длине корпуса . Желательно, чтобы полосы, укладываемые вдоль киля и ватерлинии, не имели стыков: на кромке стыка при ударе о препятствие материал может задраться и отслоиться на значительном расстоянии; целое же полотно в этом случае прорвется. При раскрое ткани необходимо давать припуск по тем кромкам, которые будут ложиться внакрой.
Для получения нужной длины можно сшивать куски ткани, стараясь, чтобы шов не приходился на наиболее полную, миделевую часть корпуса. При сшивании кромки ткани подгибать не следует, нитки можно употреблять льняные, пропитанные олифой, или стеклянные, выдернутые из кромки полотнища. Сшивать полотнища по продольным кромкам не рекомендуется во избежание образования складок и перекосов из-за неравномерного натяжения нити в каждой полосе ткани. При работе со стеклотканью нужно надевать защитные очки, чтобы в глаза не попадали частицы стекловолокна, а на лицо - марлевую повязку или респиратор для защиты органов дыхания. Помещение, где производятся работы, необходимо постоянно вентилировать, а лучше, если позволяет температура, работать на открытом воздухе.
Приготовление связующих
Связующие следует готовить в количестве, которое может быть израсходовано за 1,5-2 часа работы. Готовят связующее в эмалированной посуде. Использовать медную, латунную или гуммированную посуду нельзя, так как эти материалы могут отрицательно повлиять на его отверждение.
Компоненты связующего смешивают в определенной последовательности. Если предстоит оклеивать вертикальные борта или днище катера, стоящего килем вниз, то за несколько часов до начала оклейки в смолу порциями вводят при тщательном перемешивании приготовленную дозу тиксотропного наполнителя - белой сажи марок У-333 или А - 5-7% от веса смолы либо аэросила - 1-1,5%. Наполнитель повышает вязкость смолы, предотвращает подтеки связующего. Через 2 часа смолу с введенным наполнителем еще раз тщательно перемешивают. Перед началом оклейки отвешивают необходимое количество смолы и отдельно ускоритель и инициатор. Для полиэфирных смол марок ПН сначала вводят ускоритель и только после хорошего (втечение 10-15 мин) перемешивания - гипериз. Состав снова хорошо перемешивают.
Внимание! Ускоритель и инициатор не должны соединяться непосредственно, так как при этом может произойти взрыв. При использовании эпоксидных смол ЭД-5 и ЭД-6 в них добавляют дибутилфталат - 15 вес.ч. на 100 вес.ч. смолы, с которым она может храниться длительное время. Ускорителем служит полиэтиленполиамин (10 вес.ч.), который вводят непосредственно перед оклейкой корпуса. При смешивании связующего с полиэтиленполиамином выделяется тепло, вследствие чего смесь может быстро отвердеть. Поэтому ускоритель рекомендуется вводить частями, хорошо перемешивая. Если оклейка ведется при температуре ниже +18°С, в связующее можно ввести соускоритель - диметиланилин в количестве 0,025-0,1% от веса смолы. Он резко ускоряет желатинизацию смолы. Работать нужно в резиновых перчатках. После окончания оклейки следует обмыть лицо горячей водой с мылом и смазать питательным кремом.
Порядок оклейки корпуса
Перед работой необходимо приготовить инструменты: острый нож, портновские ножницы для раскроя ткани, торцовые кисти, шпатели, ролик для прикатки ткани и эмалированную посуду. Обработанная поверхность наружной обшивки грунтуется тонким слоем связующего, приготовленного без тиксотройного наполнителя. Размер участка определяется так, чтобы его можно было оклеить не более чем за час-полтора.
Через 30 мин наносится еще один слой связующего (если необходимо - стиксотропным наполнителем), и сразу же на него укладывается первый слой стеклоткани, который тщательно разглаживается, простукивается торцовыми кистями от середины полотнища к краям до полного удаления воздушных пузырей и достижения равномерной его пропитки. Аналогично укладываются последующие слои до получения защитного слоя нужной толщины. Ориентировочно можно сказать, что четыре слоя стеклосетки образуют защитное покрытие толщиной 1-1,5 мм. Толстая стеклоткань создает достаточную защиту корпуса в 1-2 слоя.
Оклейку корпуса обычно ведут сверху вниз, т. е. от борта к килю. Первый слой должен перекрывать на 50-70 мм скуловой брус, заходя на днище, и на такую же величину - палубу. Последующие слои должны ложиться так, чтобы перекрой по краям ткани был не менее 20-30 мм. Наиболее уязвимые места корпуса, например скулу, соединение борта с палубой, целесообразно защитить дополнительным слоем стеклоткани, наклеив полосу шириной 50-100 мм на основной слой.
При оклеивании днища перекрывают нижнюю часть бортовой оклейки. Аналогично поступают при оклейке палубы, транца и форштевня. Нижние кромки днищевых полотнищ на 20-30 мм выводят на наружный брусковый киль (если он имеется), но полностью его обычно не оклеивают. Кромки ткани на деревянном киле и на форштевне лучше всего заделать рейкой с металлической накладкой. Оклейку нужно вести непрерывно до получения защитного слоя нужной толщины, иначе связующее отвердеет и для продолжения работы поверхность придется зачищать. В случае, если приходится оклеивать днище в потолочном положении, стеклоткань предварительно пропитывают связующим на столах. После пропитки полотнища наматывают на круглые стержни диаметром около 70 мм, и не позднее чем через 30-40 мин их разматывают и укладывают на корпус, пробивая образовавшиеся пузыри торцовыми кистями и прокатывая ткань валиками. Изнутри корпус обычно не оклеивают; достаточно обшивку и набор покрыть слоем связующего. Для оклейки корпуса, обшитого бакелизированной фанерой, следует применять связующее на основе эпоксидных смол, так как полиэфирные связующие в этом случае не обеспечивают достаточно прочного сцепления.
Пока клей еще окончательно не высох, выполняют «мокрую шпаклевку». Неровности (риски, наплывы клея) сглаживают, смачивая растворителем. Нередко приходится применять шпаклевку и после того, как стеклопластик отвердеет. Для шпаклевки применяют тот же клей, которым наклеивают ткань, с добавлением наполнителя - кварцевого песка или маршаллита (мел и цемент применять не рекомендуется). Шпаклеванную поверхность выравнивают и сразу же обтирают тампоном, смоченным в растворителе. После полного высыхания шпаклевки можно приступить к подготовке корпуса под окраску - устранить глянец стеклянной шкуркой. К матовой поверхности гораздо лучше прилипает краска, особенно эмаль.
В процессе эксплуатации судов, оклеенных стеклопластиком , защитный слой может быть поврежден. Ремонт поврежденных участков осуществляется также, как и нанесение слоя стеклопластика на корпус, только требуется более тщательная подготовка поверхности, так как на ней может оказаться масло, грязь или же сама древесина будет влажной.
Строить лодки из фанеры с наружным покрытием из стеклопластика быстро и дешево. Я сделал несколько таких лодок, но в дальнейшем от этой технологии отказался. Несмотря на защитный слой пластика, фанера быстро набирает влагу, вес корпуса увеличивается и скоростные характеристики глиссирующей лодки падают. И конечно - прочность фанеры значительно ниже прочности монолитного стеклопластика. При плохой вентиляции и в условиях повышенной влажности фанера быстро разрушается микроорганизмами и расслаивается.
Стеклопластик не имеет перечисленных недостатков, однако постройка из него лодок очень трудоемка. Необходимо сначала изготовить болван или матрицу, отформовать на них пластиковый корпус, затем в него вклеить набор. Изготовление болвана или матрицы оправдывается при постройке хотя бы 4-5 лодок, но найти столько любителей строить одинаковые корпуса довольно трудно.
Я применил другую технологию. Конструкция набора корпуса практически не отличается от лодки с фанерной обшивкой. Сначала на стапеле устанавливаются шпангоуты, вырезанные из фанеры толщиной 12-16 мм (все их соединения склеиваются «на ус» эпоксидным клеем); далее в них врезается киль, а затем - стрингера. Днищевые стрингера рекомендую делать из дуба, бортовые - склеивать из нескольких сосновых или еловых реек. С кромок набора, прилегающих к наружной обшивке, снимается .
Вся наружная поверхность корпуса разбивается на участки, в пределах которых его можно обшить одним плоским листом стеклопластика. С каждого участка снимается шаблон из картона или плотной бумаги. Пластик в виде листов выклеивается на столе, причем для ускорения полимеризации используются горячие утюги. Все работы по изготовлению листов пластика необходимо вести вне помещения, поскольку разогретая смола обильно выделяет летучие компоненты, которые токсичны. На столе расстилается калька, служащая разделительным слоем, на нее накладываются 3-5 слоев стеклоткани, затем на всю площадь ткани, по возможности равномерно, наносится эпоксидная смола, приготовленная с введенными в нее пластификатором и отвердителем, и проглаживается утюгом. Вязкость разогретой смолы снижается, благодаря этому связующее хорошо пропитывает все слои в пакете стеклоткани. На те места, где связующего оказалось недостаточно, можно нанести новую порцию смолы и снова прогладить утюгом. Следует помнить, что оптимальное соотношение (по весу) связующего и стеклоткани находится в пределах от 40:60 до 50:50.
Чем больше утюгов используются для проглаживания (работать удобнее двоим), тем быстрее получается пластик. Утюги необходимо периодически очищать от налипшей смолы с помощью остро заточенного сапожного ножа или лезвия железки от рубанка. Процесс частичной полимеризации наступает через 20-30 минут, при этом материал приобретает жесткость. Нельзя утюг задерживать на одном месте, так как нагретый участок может сильно приклеиться к утюгу и заготовка пластика окажется непригодной.
После того, как материал станет достаточно жестким, но его еще можно легко резать ножом, оставляя ровные края среза, на стеклопластиковый лист накладывают шаблон и по нему обрезают лист будущей обшивки по кромкам. Кромки набора корпуса лодки, к которым будет приклеиваться пластик, заранее промазывают эпоксидным клеем. Торцы фанерных шпангоутов приходится смазывать клеем несколько раз. Затем заготовку из пластика накладывают на набор калькой наружу и крепят к нему мелкими гвоздиками, обеспечивая плотное прилегание склеиваемых поверхностей.
Кальку с обшивки в дальнейшем удаляют шкуркой. Делать это можно при помощи дрели, наклеив шкурку на фибровый диск.
Если при укладке листа на набор он будет провисать между шпангоутами, то приклеивать его не следует. Нужно заготовку прикрепить вертикально на солнцепеке или близ батареи парового отопления для продолжения полимеризации связующего. При этом надо периодически проверять, чтобы заготовка не стала настолько жесткой, что пластик трудно будет пробить мелкими гвоздями или затруднится изгиб листа по обводам.
Таким образом, заранее выклеенными листами закрывается вся поверхность корпуса, начиная с кормы. На стрингерах кромки отдельных листов приклеиваются встык; на шпангоутах из-за их малой толщины - внахлестку. Перекрытие кромок не должно превышать толщины фанеры шпангоута.
Соединение кромок листов стеклопластики на стрингерах (а)
и шпангоутах (б)

1 - листы стеклопластика; 2 - эпоксидная шпаклевка; 3 - стрингер;
4 - гвоздь; 5 - шпангоут.
Затем все неровности шпаклюют эпоксидной шпаклевкой и дают корпусу постоять двое-трое суток. После этого корпус можно ошкуривать, а затем обклеивать его дополнительными слоями стеклоткани до нужной толщины обшивки. При нанесении последнего слоя стеклоткани в эпоксидную смолу добавляют красящий пигмент. Далее обшивку шлифуют, если есть необходимость - окрашивают, переворачивают и приступают к работам внутри корпуса.
Построенный мною таким образом катер ходит уже 8 навигаций. Его длина 8,5 м, высота борта 1,2 м, ширина 2,6 м; двигатель - «ЗМЗ-53». Во время эксплуатации было несколько случаев наезда на топляки, и хотя набор получал повреждения при сильных ударах, течи не было. Набор от обшивки не отстает, а ремонт после встречи с топляком не требует больших затрат времени. Сейчас таким же способом заканчиваю постройку десятиметровой яхты. В том, что получится конструкция легкая, прочная, долговечная, - сомнений нет.
Лодка из стеклопластика завоевала популярность своей долговечностью и надежностью. Стеклопластик обладает рядом значимых преимуществ перед другими материалами. Собрать судно можно быстро и без особых затрат. Лодка из стеклопластика своими руками – бюджетный и достойный вариант для поездок на рыбалку.
Пластиковое маломерное судно предназначено преимущественно для рыбалки. Его можно также использовать для водного туризма, спортивного направления. Условия эксплуатации лодки на воде: волна не более 60 см высотой, сила ветра – до 4 баллов по десятибалльной шкале. Судно из стеклопластика – это прекрасная альтернатива надувным лодкам.
На первом месте среди плюсов стоит прочность, которая превосходит данный показатель алюминиевой лодки того же класса. Такое судно прослужит долго, при должном уходе – до 20 лет.Корпус из стеклопластика имеет отличную гидродинамику и форму, обладает высокими физико-химическими свойствами. Ремонт вполне осуществим своими руками. Одним из наиболее важных преимуществ пластиковой лодки является возможность ее изготовления в соответствии со своими желаниями.
Стеклопластик – единственный материал, позволяющий самому создать форму любой сложности. Самостоятельное конструирование днища дает возможность оснастить его реданами любой конфигурации. Можно добиться максимальной эффективности ходовых качеств судна, расположив реданы в наиболее подходящих местах. Кроме того, по дизайну самодельная лодка будет отражением характера ее владельца.
 Существует метод изготовления самодельной лодки из фанеры и стеклопластика, когда пластик используется лишь для наружного покрытия лодки. Но эта технология не оправдывает себя. Лежащий под пластиком слой фанеры быстро набирает влагу, что увеличивает вес судна. Происходит быстрое разрушение фанеры из-за воздействия микроорганизмов и процесса расслоения, ведь по прочности фанера значительно уступает пластику.
Существует метод изготовления самодельной лодки из фанеры и стеклопластика, когда пластик используется лишь для наружного покрытия лодки. Но эта технология не оправдывает себя. Лежащий под пластиком слой фанеры быстро набирает влагу, что увеличивает вес судна. Происходит быстрое разрушение фанеры из-за воздействия микроорганизмов и процесса расслоения, ведь по прочности фанера значительно уступает пластику.
Как сделать лодку? Аккуратно соблюдая все правила, даже новичок сможет осуществить эту задачу. Технологический процесс простой и бюджетный. Корпус судна создается за счет пропитанного полимерным составом армирующего наполнителя.
Материалы и чертеж
Сырьевые материалы, используемые в качестве армирующего наполнителя при изготовлении каркаса:
- основа корпуса, борта – ровинговые стеклоткани TP-07, TP-03, TP-056;
- локальное укрепление отдельно взятых участков – конструкционные стеклоткани T-11, T-13.
Стеклоткань бывает разных видов по типу плетения, размеру нитей. В основном выбирают «косое» или сатиновое плетение. Нити должны быть витыми. Продается материал в виде листов, рулонов, ленты.
 Стеклоткань продается пропитанной жирным составом. Чтобы ткань лучше пропитывалась связующим, замасливатель следует удалить при помощи бензина, уайт-спирита или ацетона. Обезжиренную ткань просушивают около 2-4-х часов на воздухе.
Стеклоткань продается пропитанной жирным составом. Чтобы ткань лучше пропитывалась связующим, замасливатель следует удалить при помощи бензина, уайт-спирита или ацетона. Обезжиренную ткань просушивают около 2-4-х часов на воздухе.
Для склеивания армирующего материала понадобится смола. В отрасли судостроения используется три разновидности смол: эпоксидные, винилэфирные, полиэфирные. Наиболее важные характеристики смол при строительстве стеклопластиковой лодки из любого типа волокна – это адгезия и пропитываемость.
Дешевым вариантом является использование полиэфирной смолы, позволяющей создать цельный элемент из стеклопластика за одну операцию. Можно применить смолу TM Ashland. Для создания декоративного, с защитными свойствами покрытия корпуса, понадобится гелькоут. Также потребуется фанера толщиной не менее 1,2 см, обладающая влагостойкостью.
Изготовление лодки невозможно без наличия грамотного чертежа. Проектирование будущего плавсредства можно осуществить с помощью программы Автокад. Сначала создается 3D модель, затем схемы шпангоутов, выкроек. Готовые чертежи берутся на специализированных сайтах, в интернете. Теперь можно начинать делать стеклопластиковую лодку своими руками.
Матрица
Непосредственно производственный процесс изготовления стеклопластиковой лодки своими руками начинается с постройки матрицы. Сначала изготавливается каркас, на который крепятся шпангоуты. Далее их следует обить двенадцатимиллиметровой фанерой, стараясь добиться как можно более ровной поверхности. Края лодки делают более жесткими, для бортов применяют двойной слой фанеры.
 Теперь необходимо долго и тщательно выравнивать борта с использованием полиэфирной шпатлевки. Нужно исключить все погрешности, чтобы конструкция лодки была устойчивой. Можно работать специальными шпателями-шаблонами.
Теперь необходимо долго и тщательно выравнивать борта с использованием полиэфирной шпатлевки. Нужно исключить все погрешности, чтобы конструкция лодки была устойчивой. Можно работать специальными шпателями-шаблонами.
На этапе выравнивания матрицы можно предусмотреть такую важную деталь лодки, как киль. Он обеспечивает ровное движение весельной или моторной лодки, исключая вертлявость. Изготовленный из дерева самодельный киль заливают полиэфирной смолой.
Посредством разметки выявляют все погрешности построенной матрицы. Наждачкой выравнивают и зачищают края, придавая будущему судну симметричность. Готовая очищенная от грязи форма обезжиривается, на нее наносится антиадгезионный состав в 4 слоя. Он необходим в качестве разделителя, не допускающего прилипания смолы к поверхности формы.
Покрытие гелькоута
После высыхания восковой прослойки наносится гелькоут, который является внешней поверхностью лодки. Это ответственный момент, от которого зависит внешний вид судна. Гелькоут обеспечивает защиту от царапин, ультрафиолета, потертостей. Наносить его нужно, добиваясь равномерного покрытия, избегая пузырьков и потеков. Теперь можно приступать к укладке раскроенных деталей на полностью высохший слой гелькоута.
Изготовление корпуса
Раскрой ткани осуществляется отрезанием полотен, соответствующих длине корпуса. Полотна для укладывания вдоль ватерлинии и киля, не должны иметь стыков. Если произойдет удар о препятствие, то материал в этом месте способен задраться, а затем отслоиться. Следует оставлять припуски при раскрое по кромкам для укладывания внакрой.
Чтобы сшить куски стеклоткани для получения необходимой длины, можно использовать стеклянные нитки, выдернутые из кромки материала, либо пропитанные олифой льняные.
Слой стекловолокна равномерно покрывается связующей полимерной смолой. Для этого рекомендуется пользоваться прикаточным валиком. Пузырьков воздуха необходимо избегать, так как оставшиеся в некоторых местах пустоты ослабляют конструкцию. Далее укладывается следующий слой стеклоткани по аналогичной схеме. Можно наносить до пяти слоев стеклопластика. Для получения более красивого верхнего слоя рекомендуется использовать специальный «верхний» стеклопластик.
Силовой каркас и пол
Чтобы усилить корпус необходимо проложить три деревянных бруска вдоль формы, которые затем покрывают двумя слоями стекловолокна. Монтаж шпангоутов производят через каждые 30 см, также нанося на них стеклоткань.
Необходимо создать двойное герметичное дно, делающее лодку непотопляемой даже в случае переворачивания. Пол обшивается фанерными листами с влагостойкими свойствами. Готовый пол покрывается парой слоев из армирующей ткани, с обязательной пропиткой полимерной смолой. Составу дают полностью высохнуть.
Завершающий этап
Остается извлечь готовую лодку из формы, обрезать припуски, зашлифовать поверхность, смонтировать крышу и брус для защиты бортов. Можно сделать также дополнительные элементы: сидения, весельные крепления, ящички. Используя стеклопластик, своими руками можно изготовить любые необходимые аксессуары для судна. После этого приступают к покраске.
Аналогичным методом изготавливаются своими руками катера из стеклопластика. Конечно, чертеж и конструкция катера сложнее, чем лодки, и усилий потребуется больше. Зато стоимость самоделки обойдется вполовину меньше, чем такого же готового судна.
Ремонт
Ремонтировать катер из стеклопластика или лодку требуется при возникновении типовых повреждений:
- дефекты декоративного слоя;
- трещины в корпусе;
- пробоины и полупробоины;
- расхождение углов;
- раковины.
 Основные материалы для ремонта: стеклоткань, эпоксидные смолы. Начиная ремонт, рекомендуется расположить поврежденное место ближе к горизонтальному уровню. Поверхность должна быть чистой, сухой, обезжиренной. Может потребоваться фен, технический или бытовой. Перед началом заделки дефектов стеклоткань необходимо обезжирить, прополоскав в растворителе, и хорошо высушить.
Основные материалы для ремонта: стеклоткань, эпоксидные смолы. Начиная ремонт, рекомендуется расположить поврежденное место ближе к горизонтальному уровню. Поверхность должна быть чистой, сухой, обезжиренной. Может потребоваться фен, технический или бытовой. Перед началом заделки дефектов стеклоткань необходимо обезжирить, прополоскав в растворителе, и хорошо высушить.
При аварийном ремонте не стоит сушить ее над костром, так как образуется копоть. Перед укладкой на повреждение стеклоткань пропитывается в разведенном компаунде (полиэфирной или эпоксидной смоле), после чего отжимается протягиванием между двумя палками. Место ремонта нужно зачистить крупной шкуркой до стеклотканевого слоя, сделав его слегка махровым.
Устранение повреждений
Мелкие повреждения в виде царапин заделываются эпоксидной смолой без наполнителя или грунтом. Царапину сквозного типа убирают методом шпаклевания компаундом с наполнителем, после чего обработанное место остается зашлифовать и закрасить.
Мелкие трещины достаточно замазать эпоксидной смолой. Если треснул корпус, то с обеих сторон повреждения снимается декоративный слой до стеклоткани. После высушивания ее заполняют эпоксидной смолой. Для этого нажимают с каждой из сторон трещины, давая ей раскрыться, и промазывают. После этого края совмещают, фиксируют. Сверху, с обеих сторон, накладывают пропитанную компаундом полосу стеклоткани. После застывания место ремонта шлифуют, покрывают слоем смолы, снова шлифуют и красят.
Полупробоина характеризуется проломом с оставшимся куском пластика. Если пролом небольшой, то нужно вправить торчащий кусок. Для этого необходимо обработать компаундом все поверхности. При помощи упора и киянки кусок ставится на место, при этом с одной стороны образуется выпуклость, а с другой – вмятина. На выпуклое место укладывается стеклоткань с пропиткой, фиксируется грузом. После полимеризации полупробоина шпаклюется смолой с наполнителем. Дальнейшие действия, шлифовка – укладка пропитанного листа, повторяются дважды. Затем осуществляется шлифовка и покраска.
Пробоина заделывается с помощью пенопластового пуансона, желательно по внешним обводам. Из толстой стеклоткани делаются несколько заплат с допусками от 3 до 5 мм, так, чтобы толщина пакета соответствовала толщине корпуса. После установки пуансона вклеиваются заплаты. Алгоритм дальнейших действий тот же, что и в предыдущих случаях.
 Расхождение углов устраняется аналогично заделке трещин, но берется стеклоткань в виде ленты. Раковина является самым неприятным видом повреждения. Иногда это дефект производства. Она может образоваться между слоями из-за попадания воды, которая распирает слои в зимнее время. Для ремонта понадобится вскрыть раковину, просверлив отверстие до попадания в полость.
Расхождение углов устраняется аналогично заделке трещин, но берется стеклоткань в виде ленты. Раковина является самым неприятным видом повреждения. Иногда это дефект производства. Она может образоваться между слоями из-за попадания воды, которая распирает слои в зимнее время. Для ремонта понадобится вскрыть раковину, просверлив отверстие до попадания в полость.
Затем делается широкий разрез (до 5 мм) в месте ее наибольшего размера. Вскрытая полость просушивается феном, заполняется компаундом при помощи шприца. Обработанная раковина зажимается в пресс. Затем совершается привычный алгоритм шпаклевки, шлифовки и покраски.
Стеклопластик является прекрасным материалом для изготовления лодок и катеров, доступным в применении. Изготовленные своими руками стеклопластиковые лодки получаются долговечными и прочными, легкими в ремонте. Следует учитывать, что компоненты используемых в работе материалов не безопасны для здоровья. Необходимо работать в резиновых перчатках, защитных масках, очках, в хорошо проветриваемом месте.