Инверторная сварка не варит мешает лампочка перегрев. Различные неисправности сварочных инверторов. Как работают сварочные инверторы
Сварочный инверторный аппарат, как и любое другое оборудование, рано или поздно может дать сбой в работе. И если это случается, то проблему можно решить двумя путями: отдать прибор в сервисный центр, специализацией которого является ремонт инверторных сварочных аппаратов, или попытаться устранить неисправность самостоятельно.
Перед началом ремонта сварочного инвертора убедитесь, что он отключен от электросети.
Овладев необходимой информацией, вы сможете устранить некоторые неисправности своими руками, не прибегая к помощи мастеров. Это, разумеется, сэкономит ваши денежные средства. Однако и времени может уйти немало. Рассмотрим, как отремонтировать сварочные аппараты своими руками и какие неисправности встречаются чаще всего.
Особенности сварочных инверторов и их ремонт

Инверторные сварочные аппараты дают возможность с максимальным комфортом выполнить высококачественную сварку, имея при этом минимальные навыки работы с ней.
Сварочный инвертор характеризуется более сложной, но менее надежной конструкцией, чем у сварочных трансформаторов и выпрямителей. Инвертор, в отличие от своих электротехнических предшественников, является довольно сложным электронным изделием. Если инверторный аппарат перестает работать, то первое, что необходимо протестировать, рабочие ли диоды, стабилизаторы, транзисторы и другие элементы электросхемы инверторной сварки. Для этого необходимо уметь пользоваться вольтметром, мультиметром и осциллографом.
Инверторная сварка имеет свои особенности при проведении ремонта. Например, довольно часто случается так, что не удается сразу выявить неработающую деталь и приходится производить проверку каждого элемента схемы аппарата. Поэтому, чтобы качественно произвести ремонт инвертора, очень важно владеть хотя бы базовыми знаниями в электронике и навыками работы с электросхемами. Если вы не владеете этими познаниями, то лучше отдать инвертор на ремонт специалистам. Иначе вы просто потеряете время и силы или даже усугубите ситуацию.
К каждому инвертору обязательно прилагается инструкция, в которой перечисляются возможные неисправности и рекомендации по их устранению.Вернуться к оглавлению
Диагностика неисправностей сварочных инверторов

В блоке питания сварочного инвертора наиболее часто выходят из строя конденсаторы.
Перед тем как приступить к осуществлению ремонта инверторной сварки, следует знать, какие основные виды неисправностей бывают.
Сначала проводится визуальный осмотр прибора.
При наличии мест с испорченными контактами детали нужно отсоединить, почистить и подключить обратно.
К наиболее уязвимым местам сварочного инверторного аппарата относится колодка клеммы. К ней осуществляется подключение сварочного кабеля.
Высокий показатель тока и плохой контакт приводят к нагреванию в местах соединения проводов, что может быть критично для аппарата.
Можно выделить несколько групп всех неисправностей инверторных сварочных аппаратов:
- неисправности, возникающие при неправильном выборе рабочего режима сварки;
- поломка или неправильная работа электронных частей инверторной сварки.
В обоих случаях сварочные работы либо затруднены, либо вовсе невозможны. Есть несколько факторов, способствующих возникновению неисправностей.
Диагностику их нужно проводить последовательно, начиная с простых операций и заканчивая сложными.

При тестировании блока управления сварочного инвертора особое внимание надо обратить на индукционные катушки регулятора напряжения.
Причинами неисправности электросхемы могут быть:
- попадание влаги внутрь устройства (эксплуатация аппарата во время осадков);
- скопившаяся внутри корпуса аппарата пыль приводит к нарушению нормального охлаждения элементов электросхемы (обычно это происходит при постоянной эксплуатации на строительных площадках);
- перегрев инвертора в результате неправильного режима работы.
Вернуться к оглавлению
Основные виды поломок сварочных инверторов и их устранение
В основном поломки сварочных инверторов являются следствием воздействия каких-либо внешних факторов или ошибок при настройке и эксплуатации аппаратов.

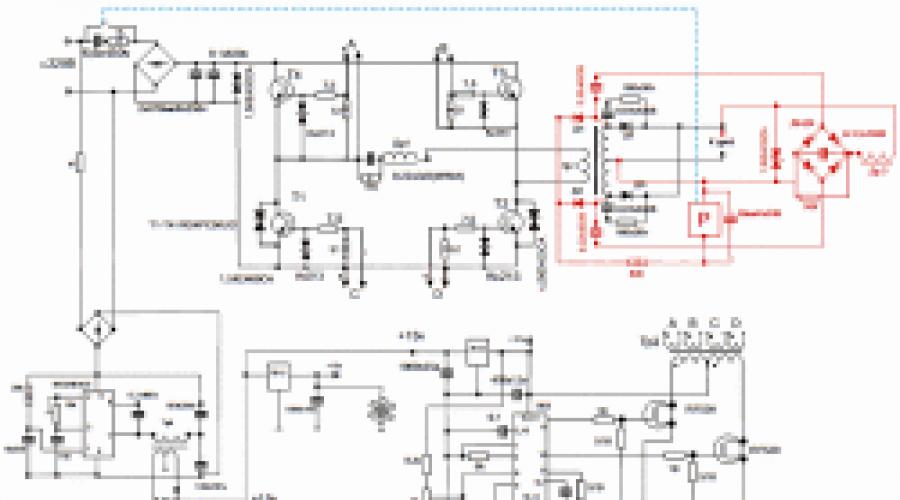
Схема основных элементов сварочного инвертора.
Наиболее часто встречающиеся неисправности:
- Неустойчивое горение сварочной дуги или чрезмерное разбрызгивание электродного материала. Причиной является несоответствие тока типу и диаметру электрода и скорости сварки. Требуемую силу тока можно узнать из рекомендаций производителя электродов, которые указываются на упаковке. Если же эта информация не указана, то можно воспользоваться формулой вычисления тока: 20-40 А на 1 мм диаметра электрода. При уменьшении скорости сварки величину тока тоже нужно снижать.
- Прилипание сварочного электрода к металлу. Это может быть следствием нескольких причин. В большинстве случаев это случается из-за того, что аппарат подключен к сети с недостаточным питающим напряжением. Еще это может быть следствием плохого контакта модулей аппарата в панельных гнездах. Устранить эту проблему можно, подтянув крепления и хорошо зафиксировав платы. На входе инвертора напряжение может падать при использовании сетевого удлинителя, сечение провода которого менее 2,5 мм 2 . Чрезмерно длинный удлинитель тоже может стать причиной падения напряжения (при длине провода от 40 м работа аппарата практически невозможна, так как происходят большие потери тока в цепи). Электрод может прилипать из-за окисления или подгорания контактов в цепи, что тоже может приводить к падению напряжения. С данной проблемой можно столкнуться и при ненадлежащей подготовке материалов, подлежащих сварке (контакт электрода и детали ухудшается при наличии на ней оксидной пленки).
- Отсутствие сварки при включенном инверторе и работающих индикаторах. Причинами этого в большинстве случаев являются перегрев аппарата и самопроизвольное отсоединение или повреждение сварочных кабелей.
- Самопроизвольное отключение инвертора. При подключении трансформатора к сети, срабатывает его защита и аппарат выключается. Причиной может быть замыкание в цепи между проводами и корпусом. Защита может включаться при замыкании между листами магнитного провода или витками катушек и пробое конденсаторов. Устранение: отключите трансформатор от сети, найдите неисправный элемент и отремонтируйте его — произведите замену конденсатора, восстановите изоляцию и т.д.
- Большое потребление тока при малой или отсутствующей нагрузке в сети. Возможная причина — замыкание витков на катушках. Проблема устраняется путем перемотки или наладки слоя изоляции.
- Причиной отключения при сварочных работах сетевого напряжения может стать неверно выбранный автоматический выключатель. Рассчитывать его следует на ток до 25 А.
- Прекращение работы инвертора в процессе длительной сварки. Скорее всего, причиной этого является перегрев. При превышении допустимой температуры срабатывает защита. Подождите 20-30 минут и продолжите работу.
- Трансформатор может сильно гудеть, что сопровождается перегревом аппарата. Одна из причин — ослабление болтов, которые стягивают листовые элементы магнитного провода. Причиной этого может стать и неисправность в крепеже сердечника, и перегрузка трансформатора, и замыкание между сварочными кабелями. Проверьте и подтяните все болты, устраните неисправность в креплении сердечника, восстановите изоляцию сварочных кабелей.
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние .
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Неисправности сварочных инверторов чаще всего вызваны либо неграмотной, либо небрежной эксплуатацией, поскольку это достаточно надежные аппараты и ломаться там попросту нечему. Однако бывает и вина производителя, установившего некачественную деталь, либо осуществившего плохой монтаж.
Постараемся несколько обобщить типичные неисправности сварочных инверторов и способы их устранения.
1. Нестабильное горение дуги либо сильное разбрызгивание металла во время проведения сварочного процесса.
Это может быть результатом неправильно подобранного
. Рекомендации по подбору производитель указывает на пачке электродов. Если такой информации не имеется, стоит воспользоваться простейшей формулой: на 1мм толщины штучного электрода необходимо подать от 20 до 40 Ампер тока.
2. Прилипание электрода даже при имеющейся функции «антиприлипание».
Чаще всего это вызвано слишком низким напряжением в питающей сети, а в случае возможности сварочного аппарата с пониженным напряжением - падением последнего ниже минимума при подключении нагрузки.
Еще одна причина прилипания - плохой контакт в панельных гнездах. Для устранения достаточно подтянуть крепления либо зафиксировать вставки.
Падение напряжения может быть связано с применением удлинителя питания с сечением провода менее 2,5 мм, что опять-таки приводит к снижению эффективного напряжения питания сварочного аппарата. Помимо этого причина может крыться в слишком длинном удлиняющем проводе. Стоит обратить внимание, что при длине провода свыше 40 метров эффективная работа невозможна - слишком большие потери.
Причиной прилипания могут быть и подгорания контактов в соединениях питающей цепи, что опять-таки приводит к значительному «просаживанию» напряжения.
3. Сварки нет, хотя все индикаторы работают.
Первая причина неисправности - перегрев сварочного инвертора. При наличии контрольной лампы или индикатора их свечение может быть незаметно, если сварочный инвертор не имеет звукового сигнала перегрева.
Поврежденный в результате перегрева транзистор в сварочном инверторе

Рабочий транзистор в сварочном инверторе
Вторая причина - обрыв сварочных кабелей, либо самопроизвольное отсоединение.
Третье - выход из строя деталей управления. Для устранения причины придется вскрывать корпус и для начала визуально осматривать начинку на предмет поврежденных деталей. Иногда причина кроется в некачественной пайке - достаточно перепаять детали.
4. Отключение напряжения при сварке.
Вызвано чаще всего неисправностью самого переключателя или несоответствием его номинальному току. Переключатель должен выдерживать ток до 25 А.
5. Загорание индикатора перегрева.
Слишком продолжительная нагрузка, особенно при
либо толстый слой пыли внутри корпуса. При неисправности вентилятора охлаждения сварочный инвертор обычно не включается, хотя это может зависеть от исполнения конкретной модели.
Конечно, в небольшой статье невозможно подробно изложить все причины и возможные неисправности сварочных аппаратов. Однако внимательное отношение к используемому сварочному инвертору может надолго продлить ему «жизнь», а хозяину - доставить радость от работы.
Сварочник на обкатке после ремонта. Контроль теплового режима:
Радикальный ремонт неисправностей сварочного инвертора GYS 3200:
*
#СКИДКА | #КАКСЭКОНОМИТЬ | #КУПИТЬДЕШЕВЛЕ | #СКИДКАЗАСАМОВЫВОЗ | #ЭКОНОМИЯ | #ПОДРОБНОСТИУМЕНЕДЖЕРА | #ТОЛЬКОДЛЯФИЗЛИЦ | #ЗВОНИИУЗНАЙСВОЮСКИДКУ
Покупая у нас Вы можете быть уверены в том, что получите 100% оригинальный товар, гарантию и обслуживание в нашем СЦ
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте!
Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
* Бонус-баллы
могут быть использованы только в офисе магазина, физическими лицами в момент покупки товара
за наличный расчет или по карте.
Баллы можно использовать в качестве частичной или полной оплаты за любые дополнительные товары интернет магазина.
** Акция - Маска "Хамелеон" в подарок распространяется, только на физических лиц при покупке сврочного аппарата со стикером за наличный расчет или по карте в офисе магазина.